ЦЕНТРАЛЬНЫЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ ИМЕНИ Н.П. МЕЛЬНИКОВА
|
|
цниипск им. МЕЛЬНИКОВА (Основан в 1880 г.) |
|


СТАНДАРТ ОРГАНИЗАЦИИ
ТОЧНОСТЬ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Расчет и назначение точности в чертежах КМ
СТО 02494680-0033.1-2004
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН отделом диагностики резервуарных конструкций и отделом стандартизации ЗАО «ЦНИИПСК им. Мельникова»
2 ПРИНЯТ на научно-техническом Совете ЗАО «ЦНИИПСК им. Мельникова» от 01 апреля 2004
3 ВЗАМЕН СТП 23-95
4 Согласование, утверждение, издание (тиражирование), обновление (изменение или пересмотр) и отмена настоящего стандарта производится отделом стандартизации
СТАНДАРТ ОРГАНИЗАЦИИ
|
ТОЧНОСТЬ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ Расчет и назначение точности в чертежах КМ |
Утвержден и введен в действие Приказом ЗАО «ЦНИИПСК им. Мельникова» от 6 апреля 2004 № 54
Дата введения 2004-04-15
1 Область применения
Настоящий стандарт устанавливает общие принципы назначения и расчета точности геометрических параметров металлоконструкций и правила внесения требований точности в проектную документацию при разработке чертежей КМ.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
СНиП 3.03.01-84 Несущие и ограждающие конструкции
ГОСТ 21778-81 СОТГПС. Основные положения
ГОСТ 21779-82 СОТГПС. Технологические допуски
ГОСТ 21780-83 СОТГПС. Расчет точности
ГОСТ 24642-81* Допуски формы и расположения поверхностей
ГОСТ 26607-85 СОТГПС. Функциональные допуски
ГОСТ 2.307-68* ЕСКД. Нанесение размеров и предельных отклонений
ГОСТ 2.308-79* ЕСКД. Указание на чертежах допусков формы и расположения поверхностей
ГОСТ 2.309-73* ЕСКД. Обозначение шероховатости поверхности
ГОСТ 21.113-88 СПДС. Обозначение характеристик точности
3 Термины и определения
3.1 В системе обеспечения точности геометрических параметров в строительстве (СОТГПС) применяются следующие термины, определения и обозначения.
геометрический параметр: линейная или угловая величина;
номинальное значение: значение, указанное в проекте;
действительное значение: размер, полученный в результате измерения;
точность геометрического параметра: в каждом отдельном случае характеризуется значением ± δ действительного отклонения от номинального значения размера, указанного в проектной документации, либо классом точности по ГОСТ 21779-82;
допуск Δ: абсолютное значение разности предельных значений геометрического параметра. Значение Δ принимается по ГОСТ 21779-82;
поле допуска: совокупность значений геометрического параметра в пределах, ограниченных допуском;
предельное отклонение: ± δ - алгебраическая разность между предельным и номинальным значением параметра;
Функциональный допуск Δф: допуск геометрических параметров в сопряжениях и точность положения элементов в конструкциях, задаваемый из условия обеспечения функциональных требований. Номенклатура допусков по ГОСТ 26607-85. Значения некоторых функциональных допусков приведены в таблице 1 приложения А.
Функциональный допуск может быть задан из условия нормальной эксплуатации приборов и оборудования. Например, при перекосе опор транспортерных галерей могут выйти из строя транспортеры, и функциональным допуском будет разность отметок опор;
технологический допуск Δт: допуск геометрического параметра, регламентирующий точность технологических процессов и операций и разбивочных работ.
Номенклатура и значение технологических допусков по классам точности даны в ГОСТ 21779-82;
класс точности: совокупность значений технологических допусков.
Каждый класс точности содержит ряд допусков, соответствующих одинаковой степени точности для всех номинальных значений данного геометрического параметра;
уровень собираемости: количественный показатель доли бесподгоночных работ при сборке.
Коэффициент ![]()
Действительное отклонение является количественным выражением систематических и случайных погрешностей, накопленных при выполнении операций и измерений.
Характеристиками точности являются нижнее δн и верхнее δв предельное отклонение от номинального значения «х». Интервал, в пределах которого может изменяться значение «х» от х - δн до х + δв называется допуском - Δ = xmax - xmin или Δ = δв - δн.
Значение ![]() называется отклонением
середины поля допуска. Для большинства допусков в строительстве δв
= δн = Δ:2 и δо = 0. В рабочей
документации указывается размер с предельными отклонениями.
называется отклонением
середины поля допуска. Для большинства допусков в строительстве δв
= δн = Δ:2 и δо = 0. В рабочей
документации указывается размер с предельными отклонениями.
+δв
L - δн, мм.
Погрешности, возникающие при изготовлении и монтаже конструкций, по характеру их происхождения могут быть разбиты на две группы: систематические и случайные.
Систематические погрешности возникают под влиянием постоянно действующего фактора и не изменяются (либо изменяются по какому-то определенному закону) в процессе выполнения технологического процесса и имеют постоянный знак. Примерами таких отклонений могут служить отклонения, вызванные неисправностью оборудования. В этом случае их необходимо устранить. Сварочное укорочение также является систематическим отклонением. Его нужно учитывать в уравнении допусков с учетом его знака (-).
Случайные погрешности не имеют закономерностей ни по величине, ни по знаку. Для их расчета пользуются правилами теории вероятностей.
Оценка собираемости конструкций или сооружений заключается в сравнении суммарного технологического допуска с функциональным допуском. Функциональные допуски (предельного отклонения) назначают исходя из предъявляемых к строительным конструкциям функциональных требований: надежности, нормальной эксплуатации, эстетических и экономических требований. Функциональными допусками регламентируют точность размеров, формы и положения в пространстве элементов зданий и сооружений.
4 Общие положения
4.1 Целью назначения требований точности геометрических параметров металлоконструкций в чертежах КМ является повышение качества продукции и получении прибыли за счет уменьшения подгоночных работ и сокращения сроков монтажа.
4.2. В проекте КМ должна содержаться информация по точности изготовления, монтажа и разбивочных работ, необходимых для разработки чертежей КМД и проекта производства работ.
5 Назначение точности в документации КМ
5.2 Стандартизированные конструкции (колонны, ригели и т.д.) имеют указания по точности изготовления в соответствующих ГОСТах.
5.3 Для конструкций промзданий высотой не более 18,6 м и пролетами не более 12 м и для конструкций, для которых нет данных в СНиПах и ГОСТах в общих данных нужно указать, что требования к точности по ГОСТ 21779-82 «Технологические допуски» должны быть не ниже:
- на геодезические и разбивочные работы не ниже 5 класса;
- на изготовление в заводских условиях не ниже 5 класса;
- на монтаж не ниже 6 класса.
5.4 Уникальные конструкции и конструкции, не указанные в п. 5.1 - 5.3 должны содержать указания по точности, основанные на расчете
5.5 Параметры, для которых производится расчет и которые необходимо контролировать при изготовлении и монтаже, должны быть указаны в комплекте КМ с предельными отклонениями, либо в виде указания класса точности по ГОСТ 21779-82 «Технологические допуски».
5.6 Для строительных металлоконструкций такими параметрами являются:
- расстояния между разбивочными осями;
- габаритные размеры отправочных марок;
- расстояния между группами монтажных отверстий;
- расстояния между отверстиями в группе.
5.7 Для конструкций промзданий, не указанных в п. 5.3, необходимость расчета точности определяется ГИПом и согласовывается с Заказчиком при определении стоимости проектных работ
5.8 Геометрические параметры, для которых необходимо назначить требования точности:
Колонны:
- полная длина;
- длина подкрановой ветви;
- расстояние от опоры подкрановой балки до опорного столика стропильной фермы;
- расстояние от оси подкрановой ветви до оси подкрановой балки;
- высота сечения подкрановой и надкрановой ветви колонны;
- расстояние между отверстиями для крепления опор ферм;
- отклонение оси колонны от вертикали;
- отклонение осей в плане.
Подкрановые балки:
- длина;
- расстояние между отверстиями;
- смещение отверстий от оси.
Стропильные фермы:
- пролет;
- длина верхнего пояса;
- высота на опоре;
- расстояние между отверстиями.
Прогоны:
- длина;
- расстояние между группами отверстий;
- расстояние между отверстиями в группе.
5.9 Порядок назначения точности в чертежах КМ показан в виде блок схемы (см. рис. 1)

|
№ п/п этапа |
Содержание этапа |
Ответственный исполнитель |
|
1 |
Анализ исходных данных. Определение необходимости расчета точности |
ГИП |
|
2 |
Внести в чертежи и общие данные указания по точности изготовления и монтажа |
ГИП, бригадир |
|
3 |
Задать уровень собираемости Kс |
ГИП |
|
4 |
Определить параметры, по которым нужен расчет |
ГИП |
|
5 |
Задать значения функционального допуска ΔФ по таблице приложения А |
ГИП |
|
6 |
Задаться значениями технологических допусков и определить ΣΔт |
бригадир |
|
7 |
Провести вычисления. Установить соответствие ΣΔФ: ΣΔт ≤ Kс |
бригадир |
Рис. 1 Порядок назначения точности в чертежах КМ. Блок - схема
6 Расчет точности
6.1 Расчет точности производится по указаниям данного стандарта, разработанного на основе ГОСТ 21780-83 Расчет точности.
6.2 Расчет точности заключается в подборе показателей точности (Δ, δ) по каждому параметру с целью добиться выполнения условия
![]()
где Kс - показатель уровня собираемости по п. 6.3;
Δф - функциональный допуск по таблице 1 приложения А;
ΣΔт - суммарный технологический допуск по п.п. 6.4 - 6.6.
6.3 Показатель уровня собираемости Kс - коэффициент собираемости зависит от степени ответственности конструкций по группам:
первая группа - уникальные и прецизионные конструкции, для которых необходимо безусловное соблюдение функционального допуска
Кс = 1 полная собираемость
вторая группа - основные несущие конструкции каркасов зданий сооружений 1-ой и 2-ой степени ответственности (колонны, балки, фермы, ригели)
Кс = 0,95 нормальная собираемость
третья группа - прочие конструкции
Ко = 0,85 приемлемый уровень собираемости
четвертая группа - временные конструкции, допускающие достижение собираемости путем рихтовки, подтяжки и других видов подгоночных работ при условии, что напряжения в конструкции при натяге не превышает 10 % or расчетных и усилиях при рихтовке, не превышающих 2,0 кн (20 кг)
Кс = 0,5 допустимый уровень собираемости
6.5 Если в техническом задании не оговорены требования к точности операций, то их значения при расчете принимаются по таблицам 1 - 9 ГОСТ 21779-82 для геодезических и разбивочных работ по 5 классу, при изготовлении в заводских условиях по 4 - 5 классу, при установке в проектное положение по 5 - 6 классу.
6.6 Суммарный допуск подсчитывается по формулам:
а) допуск, который получается как сумма случайных величин, рассчитывается по формуле
![]()
б) в особых случаях, оговоренных п. 2.7 ГОСТ 21780-83, а именно при числе, составляющих меньше трех, для уникальных сооружений и для систематических допусков (например, сварочное укорочение имеет определенное значение и знак минус) суммарный допуск получается как алгебраическая сумма
![]()
Когда определены все составляющие, нужно установить соответствие
![]()
Если условие выполнено, заданные значения допусков технологических операций нужно внести в комплект КМ, если условие не выполнено, то можно либо ужесточить допуски и повторить расчет, либо предусмотреть в конструкции компенсаторы.
6.7 В качестве компенсатора могут быть применены конструктивные мероприятия: прокладки, овальные отверстия и т.д., а также организационные мероприятия: назначить способ изготовления, исключающий погрешности (кондукторы, шаблоны, обработку «пакетом»), назначить способ монтажа, исключающий накопление погрешностей (связевые блоки, кондукторы) и т.д. Эти требования должны быть внесены в Общие данные.
6.8 Расчет точности элементов и деталей, входящих в монтажные марки
6.9.1. Расчет точности укрупнительной сборки подкрановых балок производится при разработке чертежей КМД по следующей схеме:

Рис. 2 Схема балки
Из расчета монтажной собираемости определено, что балка должна иметь размер l = 11920 ± 8 мм (Δ1 = 16 мм). Необходимо определить точность обрезки заготовок Δ1.
Составляющие звенья:
Δ1 - отклонение длины заготовки для сварного двутаврового стержня, l = 11920 мм;
Δ2 - отклонение толщины опорных ребер;
Δ3 - отклонение толщины сварочного зазора;
Δ4, 5 - отклонение длины стержня вследствие его изгиба из плоскости и в плоскости;
Δ6 - сварочные деформации от приварки опорных ребер и ребер жесткости.
Уравнение размерной цепи:
А = А1 + 2*А2 + 2*А3 - А4 - А5 - А6.
Величины Δ4, Δ5 малы, ими пренебрегаем.
Уравнение допусков:
ΔΣ = Δ1 + 2* Δ2 + 2* Δ3 - Δ6.
Исходные данные ΔΣ = 16 мм (из расчета):
![]() (по ГОСТ на прокат);
(по ГОСТ на прокат);
![]() (ГОСТ
5264-80 швы сварных соединений);
(ГОСТ
5264-80 швы сварных соединений);
δ6 = 0,5×8 = 0 ÷ 4 мм (сварочное укорочение для n = 8).
Точность обрезки заготовки Δ1 определяем из уравнения:
ΔΣ = Δсборки ± Δсварки;
Δсб = Δ1 + 2*Δ2 + 2*Δ3; Δсв = Δ6;
Поскольку допуски несимметричные, необходимо определить середину поля допуска по формулам:
![]()
![]()
![]()
Тогда:
ΔΣ = 16 мм, ![]()
![]()
![]() ;
;
Δ2 = 1 мм, ![]()
![]()
![]()
Δ3 = 1,5 мм, ![]()
![]()
![]()
Δ6 = -4 мм, ![]()
![]()
![]()
Δсб = ΔΣ - Δсв = 16 - 4 = 12 мм;
![]()
![]()
![]()
![]()
отсюда ![]()
![]()
![]()
![]()
т.е. для того, чтобы готовая балка имела допуск ΔΣ = 16 мм, точность обрезки заготовки должна быть δ1 = +8 - 4.
7 Правила внесения требований точности в чертежи КМ
7.1 Если требования точности принимаются без расчета, раздел «Общие данные» в комплекте чертежей КМ должны иметь в разделе «Требования к изготовлению и монтажу» следующий текст:
При изготовлении конструкций в заводских условиях предельные отклонения геометрических параметров должны соответствовать 4 - 5 классу по ГОСТ 21779-82 «Технологические допуски».
При установке конструкций в проектное положение предельные отклонения положения (вертикальность, горизонтальность и т.д.) должны соответствовать 5 - 6 классу по ГОСТ 21779-82 «Технологические допуски».
6.2 Для конструкции, требования к точности изготовления и монтажа которых определены в специальных документах, раздел «Требования к изготовлению и монтажу» должен содержать ссылку на этот документ (например для резервуаров такая ссылка делается на ПБ 03-605-03 и СНиП 3.03.01).
6.2 Если требования точности назначены в результате расчета и отличаются для разных элементов, то в чертежах размеры элемента должны указываться с соответствующими предельными отклонениями по ГОСТ 21.113-88, ГОСТ 2.307-68 и ГОСТ 2.308-79.
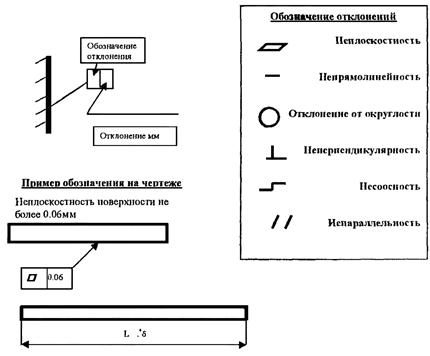
Длина детали не более чем L + δ мм и не менее чем L - δ мм
Рисунок 3 - Обозначение на чертежах предельных отклонений размеров и формы элемента
6.4 Для конструкций, имеющих поверхность, через которую передаются усилия (фланцы, торцы колонн и т.д.) и которая требует механической обработки, на чертеже ставится значок обозначения шероховатости поверхности по ГОСТ 2.309-73*Rz = 320 (см. рис. 4). Вид механической обработки указывается только в том случае, когда он является единственно возможным.

Рисунок 4 Обозначение шероховатости поверхности
8 Технико-экономический анализ при расчете и назначении точности в проекте КМ
8.1 Технико-экономический анализ проектного решения с заданным уровнем собираемости проводится в следующих случаях:
На стадии технического предложения, эскизного проекта
· для обоснования цены проектирования;
· для сравнения нескольких вариантов.
На стадии рабочих чертежей
· технико-экономический анализ для принятия решений в процессе проектирования.
8.2 Основным принципом при проведении технико-экономического анализа является получение продукции с заданными качествами с наименьшими затратами.
8.3 Система показателей выбирается в зависимости от решаемой задачи из ряда:
· снижение трудоемкости;
· снижение затрат времени на подгоночные работы;
· снижение материалоемкости.
Обобщающим показателем является прибыль.
8.4 При необходимости определения затрат на обеспечение точности можно пользоваться перечнем затрат, приведенном в приложении Б.
8.5 Затраты на расчет и назначение точности на стадии разработки КМ на несколько порядков ниже, чем затраты при подгоночных работах на монтаже.
Приложение А
(обязательное)
Таблица А.1 - Функциональных допусков
|
Наименование отклонений |
Величина отклонения, мм |
Ссылка на документ или расчет |
Последствия при нарушении допуска |
|
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Фрезерованные поверхности стыкуемых балок и колонн
|
Δ = 0,3 |
требование к поверхности Rz = 320 |
неравномерная передача усилия в стыке |
|
2 |
Фланцевое соединение
|
«Рекомендации по расчету, проектированию, изготовлению и монтажу фланцевых соединений стальных конструкций» ВНИПИПСК, ЦНИИПСК, 1988 г. |
неравномерная передача усилия в стыке |
|
|
а) просвет между фланцами или фланцем и полкой колонны в рабочей зоне |
Δ = 0,2 |
-II- |
-II- |
|
|
б) тоже по краям фланца при t ≤ 25 мм t > 32 мм щуп толщиной 0,1 мм не должен проникать в зону радиусом 40 мм от оси болта |
Δ = 0,6 Δ = 1 |
-II- |
-II- |
|
|
в) тангенс угла отклонения поверхности фланца |
не более 0,007 |
-II- |
-II- |
|
|
г) зазор между поверхностью фланца и ребром стальной линейки |
0,3 |
-II- |
-II- |
|
|
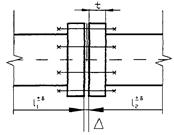
д) отклонение оси фланца относительно осей присоединяемых элементов |
δ = ± 1,5 |
|||
|
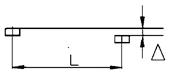
е) отклонение длины элемента с ФС при проектной длине элемента от 4,5 до 9 м от 9 до 15 м |
δ = ± 2 δ = ±2,5 |
-II- -II- |
невозможно обеспечить полную собираемость |
|
|
ж) отклонение центров отверстий в пределах групп |
δ = ± 1,5 |
-II- |
||
|
3 |
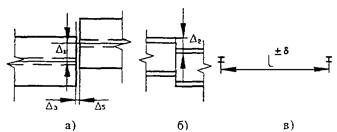
Сварные соединения Δ - зазор между свариваемыми деталями
|
Δ - от ± 0 до ± 6 в зависимости от толщины деталей |
снижается качество шва |
|
|
4 |
а) несовпадение отверстий х - расстояние между осями отверстий x = dо - dб (разница диаметров отверстия и болта)
|
для обычных болтов х = 3 для высокопрочных х = 4 |
d0 + x = dδ + 2*(d0 - dδ) d0 + x = dδ + 2*d0 - 2*dδ x = d0 - dδ |
При «х» > = d0 - dδ болт не пройдет в отверстие, собираемость не обеспечена |
|
б) допуск на расстояние между группами отверстий
|
δ = ± х для обычных болтов х = 3 для высокопрочных = 4 |
|||
|
5 |
Разность высотных отметок
|
Δ = 0,65L + 12 (L в м) |
«Руководство по расчету геометрических параметров каркасных общественных зданий» ЦНИИЭП уч. зданий, 1987 г. |
эстетические требования |
|
6 |
Не вертикальность колонны
|
из условия надежности значения см. СНиП 3.03-01-87 |
в колонне появляется дополнительные условия |
|
|
7 |
Искривления колонн, сжатых элементов колонн, ферм, а также распорок, связей и других элементов |
по расчету |
проверка устойчивости |
снижение устойчивости сжатых стержней |
|
8 |
Смещение подкрановых балок и ферм покрытия с установочных осей |
по расчету |
появление дополнительных напряжений |
|
|
9 |
Смещение осей подкрановых рельсов с осей подкрановых балок |
Δ = 15 |
по расчету |
|
|
10 |
Свободное опирание со сваркой
|
lсв - расчетная длина шва Δ = 2×t, где t - наименьшая толщина соединяемых элементов Δmin = 10 мм |
для зажигания и гашения дуги |
некачественный шов |
|
11 |
Подкрановые пути: а) несоосность рельсов на стыке б) ступенька рельсов на стыке в) зазор между рельсами в стыке (при l = 12,5 м t = 0 °С) г) расстояние между осями рельсов одного пролета (но не реже чем через 6 м) д) зазор между подкрановыми балками (минимальный) при l =12 м и t - 40°
|
а) Δ1 = 3 б) Δ2 = 2 в) Δ3 = 6 г) Δ4 = ± 10 д) Δ5 = 4 |
«Рекомендации по учету влияния дефектов и повреждений на эксплуатационную пригодность стальных конструкций производственных зданий» ЦНИИПСК, 1987 г. для возможности t0 - расширения Δ = α×Δt |
динамический удар на колесо |






Приложение Б
(справочное)
Структура затрат на обеспечение точности геометрических параметров
(Принцип формирования базы данных)
|
Перечень затрат |
Расход материалов |
Стоимость руб. |
Трудоемкость, чел./час |
|
1 |
2 |
3 |
4 |
|
I Стадия проектирования: 1 Расчет точности 2 Разработка ППР (исполнитель не ниже руководителя бригады) 3 Назначение требований точности в комплекте чертежей Нормоконтроль (необходимо наличие комплекта документации с исчерпывающей информацией) |
|||
|
II Изготовление: 1 Расчет точности деталировочных чертежей 2 Технологическое обеспечение: а) разработка технологических карт; б) подготовка оснастки (шаблоны, копиры, кондукторы); в) мероприятия по контролю. 3 Стоимость оборудования, оснастки и метрологического обеспечения |
|||
|
III Транспортирование: мероприятия по сохранению параметров конструкций: - поддоны, траверсы, пакеты; - метод складирования |
|||
|
IV Монтаж: 1 Разработка ППР с учетом требований проекта с заданным уровнем собираемости 2 Разработка ППГР с учетом требований проекта. 3 Затраты на монтажной площадке: - оборудование для обеспечения требований точности, кондукторы; - стоимость приборов и мерительного инструмента; |
|||
|
- дополнительные трудозатраты на подгонку и установку компенсаторов; - мероприятия по контролю параметров; - ведение документации по замерам параметров |
Приложение В
(справочное)
Расчет точности и анализ собираемости стальных конструкций каркасов типа «Канск» (типовые конструкции серии 1.420.3-15)
1 Сетевой блок колонн продольного ряда (схема)

Крепление связей на болтах
Исходные данные:
А = 12 м
hсв = 10,8 м
![]()
Из таблицы 5 ГОСТ 21779-82. 4 класс точности
ΔА = 10 мм (допуск разбивки осей в плане)
Δк.н. = 8 мм (допуск симметричности установки низа колонны, таблица 9 ГОСТ 21779-82. 4 класс точности)
Δк.в. = 40 мм (допуск совмещения ориентиров установки верха колонн h - 10,8 м, таблица 8 ГОСТ 21779-82)
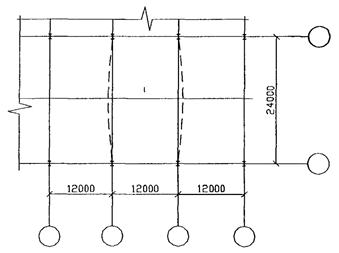
Поперечная рама

Крепление элементов ригеля фланцевое.
Крепление ригеля к колоннам болтовое.
Для пролета l = 24 м, при условии укрупнительной сборки ригелей на монтаже, невозможно достичь точности расстояния между монтажными отверстиями (М), необходимой для совпадения с отверстиями в колонне.
ΔМ = 2×Δl6 + Δl12 = 4 + 5 + 4 = 13 мм; точность
изготовления фланцевых соединений согласно «Рекомендациям» ![]()
А = 24 м ΔА = 8 мм (табл. 1 ГОСТ 21779-82, 3 класс).
![]() СНиП 3.03.01-82 (что соответствует 3 классу по ГОСТ
21779-82, 3 класс).
СНиП 3.03.01-82 (что соответствует 3 классу по ГОСТ
21779-82, 3 класс).
функциональный допуск Δф = 23 - 20 = 3 мм.
(Δф = dотв - dδ);
собираемость = ![]()
Ясно, что для того, чтобы отверстия в ригеле совпали с отверстиями в колонне, придется в процессе монтажа переместить верх колонн.
Отклонение колонны от вертикали в этом случае не должно превысить значение Δк.в. = 24 мм (табл. 14 СНиП 3.03.01-87, т.е. 3 класс ГОСТ 21779-82) из уравнения размерной цепи суммарное отношение:
![]() т.е. если за функциональный допуск принято отклонение колонны от
вертикали Δф = 24 мм, то собираемость
т.е. если за функциональный допуск принято отклонение колонны от
вертикали Δф = 24 мм, то собираемость ![]() ; обеспечена.
; обеспечена.
Прогоны. (Шаг колонн 12 м)
Крепление прогонов к ригелю болтовое
dδ - 20 мм;
![]()
Поскольку дополнительные напряжения от натяга невелики, нет смысла ужесточать требования к точности изготовления и монтажа.
2 Подкрановые эстакады
Сопряжение вдоль ряда

Исходные данные:
на первой колонне опорное ребро устанавливается по оси колонны
Δ1 = 8 мм (допуск установки низа колонны, 4 класс, таблица 9 ГОСТ 21779-82);
Δ2 = 30 мм (допуск установки верха колонны, 4 класс, таблица 8 ГОСТ 21779-82);
Δ3 = 16 мм (допуск на изготовление подкрановой балки, 5 класс, таблица 1 ГОСТ 21779-82);
Δ4 = 40 мм (допуск разбивки осей в плане, 3 класс l = 60,72, таблица 5 ГОСТ 21779-82);
для последнего пролета (6 пролетов) смещение опорного ребра с оси колонны
![]()
Δф = dотв - dδ = 3 мм;
длина прогона l = 12 м, Δl = 16 мм (5 класс, таблица 1 ГОСТ 21779-82, допуск на разбивку осей)
l = 12 м Δк.н. = 10 мм (4 класс, таблица 5 ГОСТ 21779-82, установка низа колонн);
Δк.н. = 10 мм (табл. 14 СНиП 3.03.01-87, 3 класс ГОСТ 21779-82, установка верха колонн);
Δк. = 24 мм (табл. 14 СНиП 3.03.01-87, 3 класс ГОСТ 21779-82, неплоскостность ригеля l - 24 м);
Δп = 30 мм (4 класс, таблица 2 ГОСТ 21779-82);
суммарный технологический допуск
![]()
собираемость ![]()
собираемость не обеспечена.
Сборка будет производиться «с натягом».
Дополнительное усилие от натяга. Считаем, что первым устанавливается прогон по центру пролета

![]()
![]()
![]()
усилие натяга
![]()
сечение ригеля

![]()
дополнительное напряжение в болтах от «натяга»
δ = ± 36 - такое смещение недопустимо δср = ± 20 мм;
![]()
если ужесточить допуски (на 1 класс выше)
Δ1 = 5 мм
Δ2 = 20 мм
Δ3 = 10 мм
Δ4 = 24 мм (2 класс);
![]()
δ = ± 23 мм; ![]()
если начинать монтаж со связевого блока
Δ1 = 5 мм
Δ2 = 20 мм
Δ3 = 10 мм
Δ4 = 16 мм; (24 мм)
![]()
δ = ± 18 мм; ![]()
Вар. 4 предельное смещение δф = ± 20 мм;
Δ1 = 5 мм (3 класс ГОСТ 21779-82)
Δ2 = 20 мм (3 класс ГОСТ 21779-82)
Δ3 = 16 мм
Δ4 = 16 мм;
![]()
δ = ± 20 мм;
собираемость ![]()
полная собираемость может быть обеспечена, если принять требования по точности по 4 варианту;
допуск на длину подкрановой балки Δ3 = 16 мм , δ = ± 8 мм;
По итогам расчета текст в пояснительной записке:
Рекомендации по назначению точности
Для обеспечения требований собираемости конструкций типа «Канск» необходимо выполнение следующих требований:
1 Геодезические разбивочные работы производить с точностью по 4 классу ГОСТ 21779-82 (например, погрешность разбивки точек при l = 12 м, δ = ± 5 мм).
2 Точность монтажных работ должна соответствовать 3 классу по ГОСТ 21779-82, что составляет для смещения низа колонны с оси δ = ± 5 мм; верха δ = ± 12 мм.
Колонны связевых блоков следует монтировать с повышенной точностью. Отклонение верха колонны δ = ± 10 мм.
3 Требования точности по изготовлению конструкций.
Прогоны 1 - 12 м изготавливать с точностью, соответствующей 5 классу ГОСТ 21779-82.
Расстояние между монтажными отверстиями: 1 - 12 м
А = 12000 - 65*2 = 11870 ± 8 мм;
1 - 6 м; А = 6000 - 130 = 5840 ± 6 мм.
(Согласно СНиП III-18-75 таблица 8, п. 19 такая точность может быть обеспечена при сборке с фиксаторами).
Расстояние между отверстиями в группе = ± 1 мм;
диаметр отверстий d = 23 мм; δ = ± 0,5 мм.
Профнастил:
Все размеры 5 класс по ГОСТ 21779-82.
Колонны:
Все размеры по 4 классу ГОСТ 21779-82.
Стойки крановых эстакад - по 4 классу ГОСТ 21779-82.
Связи:
Все размеры по 5 классу ГОСТ 21779-82. Расстояние между группами монтажных отверстий δ = ± 3 мм (такая точность обеспечивается при сверлении в кондукторах СНиП III-18-75 таблица 8, п. 20).
dотв - 23 мм; δ = ± 0,5 мм;
расстояние между отверстиями δ = ± 1 мм.
Ригели с фланцевыми соединениями:
Расстояние между поверхностями фланцев при длине 1 - 12 м;
δ = ± 3 мм; 1 - 6 м δ = ± 2,5 мм;
(что соответствует 3 классу ГОСТ 21779-82).
Неплоскостность ригеля при l - 24 м; δ = ± 15 мм; отклонение от плоскостности стенок ригеля δ = ± 5 мм.
Расстояние до центров монтажных отверстий в собранном ригеле δ = ± 8 мм.
Расстояние от оси отверстий до оси ригеля δ = ± 1 мм.
Подкрановые балки - по 5 классу ГОСТ 21779-82.
Все неоговоренные предельные отклонения размеров элементов металлоконструкций по 5 классу ГОСТ 21779-82 (таблица).
В собранном ригеле δ = ± 8 мм.
Расстояние от оси отверстий до оси ригеля δ = ± 1 мм.
Подкрановые балки - по 5 классу ГОСТ 21779-82.
Все не оговоренные предельные отклонения размеров элементов металлоконструкций по 5 классу ГОСТ 21779-82 (таблица).
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Номер изменения |
Номера разделов, пунктов (подпунктов) |
Срок введения изменения |
Подпись |
|||
|
измененных |
замененных |
Новых |
аннулированных |
|||
СОДЕРЖАНИЕ