
МИНИСТЕРСТВО
ТОПЛИВА И ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОСТ 34 10.747-97 ÷
ОСТ 34 10.754-97
СТАНДАРТЫ ОТРАСЛИ
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ
ТРУБОПРОВОДОВ ИЗ УГЛЕРОДИСТОЙ
И НИЗКОЛЕГИРОВАННОЙ СТАЛЕЙ
НА Рраб < 2,2 МПа (22 кгс/см2),
t ≤
425 °С
для и
тепловых электростанций
ОСТ 34 10.747-97 ÷ ОСТ 34 10.754-97
ЧАСТЬ I
СТАНДАРТ ОТРАСЛИ
ОСТ 34 10.748-97
Детали и сборочные единицы
трубопроводов ТЭС
на Рраб < 2,2 МПа (22 кгс/см2), t ≤
425 °С
СОЕДИНЕНИЯ СВАРНЫЕ СТЫКОВЫЕ
ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
Предисловие
1 РАЗРАБОТАН АООТ Севзапэнергомонтажпроект
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Министерства топлива и энергетики РФ от 23 декабря 1997 г. № 443
3 ВЗАМЕН ОСТ 34-10-748-92
СОДЕРЖАНИЕ
СТАНДАРТ ОТРАСЛИ
|
Детали и сборочные единицы трубопроводов ТЭС СОЕДИНЕНИЯ СВАРНЫЕ СТЫКОВЫЕ Типы, конструктивные элементы и размеры |
Дата введения 1998-03-01
1 Область применения
Настоящий стандарт распространяется на сварные стыковые соединения трубопроводов с углеродистой и низколегированной сталей тепловых электростанций с рабочим давлением Рраб < 2,2 МПа (22 кгс/см2).
Стандарт устанавливает типы сварных соединений и размеры выполненных сварных швов, а также конструкцию кромок труб, деталей и сборочных единиц трубопроводов, подготовленных под сварку.
Стандарт соответствует требованиям руководящего документа «Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций» РД 34 15.027-93 (далее по тексту РТМ-1с-93), утвержденного Госгортехнадзором России 7.02.1994 г. и Минтопэнерго России 30.12.1993 г [1].
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2246-70 Проволока стальная сварочная
ОСТ 34 10.766-97 Детали и сборочные единицы трубопроводов ТЭС Рраб < 2,2 МПа, t ≤ 425 °С. Технические требования.
3 Типы сварных швов и сварочные материалы
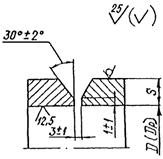
3.1 Конструктивные элементы подготовки кромок под сварку, рекомендуемые способы сварки и сварочные материалы должны соответствовать указанным в таблице 1.
3.2 Допускается применение неуказанных в настоящем стандарте типов сварных соединений, проверенных в производственных условиях и обеспечивающих качество сварных соединений в соответствии с требованиями РТМ-1с-93.
3.3 При наличии специализированного оборудования для автоматической сварки допускается применение соединения типа Тр-1 для труб и деталей трубопроводов Dн до 89 мм с толщиной стенки до 3,5 мм по решению, предварительно согласованному монтажной организацией и предприятием - изготовителем трубопроводов (деталей).
Автоматическая аргонодуговая сварка соединения типа Тр-2 применяется для труб диаметром до 159 мм с толщиной стенки до 5 мм включительно.
3.4 Помимо указанных марок электродов и проволоки допускается применение электродов и проволок, разрешенных к применению РТМ-1с-93.
3.5 На чертежах блоков трубопроводов необходимо указывать условное обозначение сварного соединения согласно настоящего стандарта.
Пример условного обозначения сварного соединения С 01 (тип Тр-1):
В миллиметрах
|
Тип разделки по РТМ-1с-93 |
Стыкуемые трубы или детали |
Подготовка кромок деталей трубопроводов под сварку |
Сварка |
|||
|
наружный диаметр труб Dн |
номин. толщина стенки труб S |
Способ сварки |
Сварочные материалы |
|||
|
С 01* |
Тр-1 |
от 14 до 89 |
от 2 до 3,5 |
|
Аргонодуговая автоматическая |
Проволока сварочная: Св-08ГС, Св-08Г2С, Св-08ГА-2 по ГОСТ 2246 |
|
С 02 |
Тр-2 |
от 14 до 820 |
от 2 до 12 |
|
Аргонодуговая ручная, аргонодуговая автоматическая, комбинированная ручная дуговая покрытыми электродами |
Проволока сварочная: Св-08ГС; Св-08Г2С Св-08ГА-2 по ГОСТ 2246. Электроды марок: УОНИИ-13/45; УОНИИ-13/45А; УОНИИ 13/55; ТМУ-21У; ЦУ-5; ЦУ-6; ЦУ-7 и др. |
|
С 03 |
Тр-3г Тр-3д |
от 219 до 1620 |
от 6 до 14 |
|
Ручная дуговая покрытыми электродами, полуавтоматическая плавящимся электродом в среде защитного газа |
Электроды марок: УОНИИ-13/45; УОНИИ-13/45А; УОНИИ 13/55; ЦУ-5; ЦУ-6; ЦУ-7; ТМУ-21У и др. Проволока сварочная: Св-08Г2С, по ГОСТ 2246 |
|
С 04 |
- |
от 720 до 1620 |
от 9 до 14 |
|
Ручная дуговая покрытыми электродами, полуавтоматическая плавящимся электродом в среде защитного газа |
Электроды марок: УОНИИ-13/45; УОНИИ-13/45А; УОНИИ 13/55; ЦУ-5; ЦУ-6; ЦУ-7; ЦУ-7А; ТМУ-21У и др. Проволока сварочная: Св-08Г2С, по ГОСТ 2246 |
|
* См. пункт 3.3 |
||||||
|
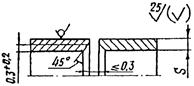
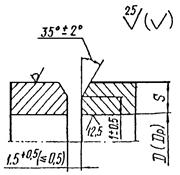
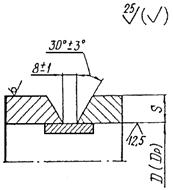
Примечания: 1 В соединении С 01 фаска 0,3×45° на внутренней кромке выполняется в случае радиографического контроля сварного соединения перед сборкой его под сварку 2 Для соединения С 02 в скобках указан размер зазора при автоматической аргонодуговой сварке без присадочной проволоки 3 В соединении С 02 для Dн < 57 мм угол скоса кромок может быть увеличен до 45° ± 2°; для Dн > 57 мм при ручной и полуавтоматической сварке разрешается изменение угла скоса кромок от 25 до 45°, при автоматической сварке угол скоса кромок должен составлять от 40° до 45° 4 Комбинированная сварка - это когда корень шва сваривают ручной или автоматической аргонодуговой сваркой, а заполнение разделки выполняют ручной дуговой или полуавтоматической сваркой 5 Способы сварки соединений конкретных изделий устанавливаются производственно-технологической документацией (ПТД) или технологическим процессом |
||||||
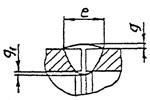
4 Размеры выполненных сварных швов
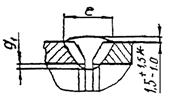
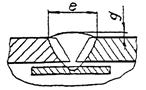
4.1 Размеры выполненных сварных швов должны соответствовать указанным в таблицах 2 и 4.
В миллиметрах
|
Тип разделки по РТМ-1с-93 |
Размеры выполненных сварных швов |
|
|
С 01 |
Тр-1 |
|
|
С 02 |
Тр-2 |
|
|
С 03 |
Тр-3 |
|
|
С 04 |
- |
|
|
* Для Dн < 57 мм размер принимать 1,5 ± 1,0 |
||
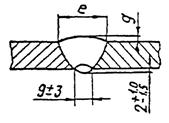
4.2 Величина вогнутости корня шва при односторонней сварке соединений с разделкой кромок типа Тр-1 и Тр-2 не должна превышать значений, приведенных в табл. 16.9 РТМ-1с-93.
5. Технические требования
5.1 Подготовка деталей и сборочных единиц под сварку, сборка и сварка должны производиться в соответствии с указаниями ПТД (карт технологического процесса) предприятия-изготовителя, разработанной в соответствии с требованиями РТМ-1с-93 ОСТ 34-10-766 и ТУ 34 10.1202-97.
5.2 При стыковке труб, деталей и сборочных единиц с разными наружными диаметрами или толщинами стенок конец трубы с большим наружным диаметром должен быть обработан механическим способом согласно чертежу 1.
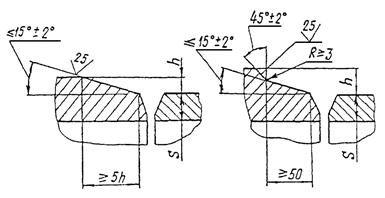
При разнице наружных диаметров соосно стыкуемых трубных элементов размер h должен быть не более 30 % от толщины стенки более тонкого элемента, но не более 5 мм.
5.3 Смещение внутренних поверхностей свариваемых труб и фасонных деталей при сварке стыков без подкладного кольца с односторонней разделкой кромок не должно превышать величин, указанных в таблице 3.
Размеры в миллиметрах
|
Диаметр трубы |
|||
|
≤ 200 |
> 200 |
||
|
Рраб свыше 2,2 МПа |
Рраб до 2,2 МПа |
||
|
до 4 |
0,2S |
||
|
свыше 4 до 10 |
0,02S + 0,4, |
0,02S + 0,4, |
0,15S, |
|
свыше 10 до 20 |
но не более 1 |
но не более 1 |
но не более 2 |
5.4 В стыках труб, собираемых и свариваемых на остающемся подкладном кольце, допускается разность внутренних диаметров элементов не более 2 мм; зазор между кольцом и внутренней поверхностью элемента при этом должен составлять не более 1 мм.
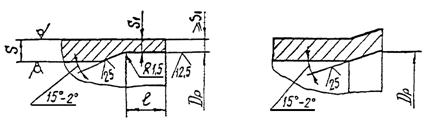
5.5 Для обеспечения минимального смещения кромок с внутренней стороны при сборке соединений труб, деталей и сборочных единиц необходимо выполнять расточку или раздачу (без нагрева или с нагревом) концов труб и деталей (сборочных единиц) по внутреннему диаметру (чертеж 2). Величина раздачи должна соответствовать табл. 4.1 РТМ-1с-93.
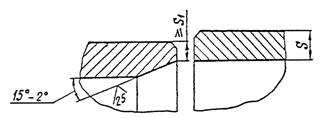
5.5.1 Допускается выполнять расточку, в том числе согласно чертежу 3, и раздачу конца одной из стыкуемых труб или деталей (сборочных единиц) по внутреннему диаметру другой трубы или детали, при условии обеспечения толщины стенки после расточки не менее значения S1, указанного в табл. 4.
5.5.2 Допускается не производить расточку (раздачу) концов труб и деталей (сборочных единиц) в случаях, когда величина смещения внутренних кромок при сборке стыков не превышает значений, указанных в таблице 3.
5.6. Разрешается изменение величин зазоров, приведенных таблице 1, в зависимости от применяемого способа сварки (из числа не указанных в таблице 1). Величина зазора в этом случае должна устанавливаться ПТД.
|
Условный проход Dу |
Размеры присоединяемых труб Dн×S |
Кромка |
Выполненный шов |
||||||||||
|
Диаметр расточки (раздачи) Dр |
Минимально-допустимая толщина стенки S1 |
Длина расточки l не менее |
g |
g1 не более |
c |
||||||||
|
Номинальный |
Предельное отклонение |
Тр-1 С 01 |
Тр-3 С 03 |
- С 04 |
Тр-1 С 01 |
Тр-2 С 02 |
Тр-3 С 03 |
- С 04 |
|||||
|
10 |
14×2,0 |
11 |
+0,18 |
1,5 |
10 |
1,5 ± 1 |
- |
- |
0,6 |
5 ± 2 |
7 ± 2 |
- |
- |
|
15 |
18×2,0 |
15 |
|||||||||||
|
20 |
25×2,0 |
22 |
+0,21 |
||||||||||
|
25 |
32×2,0 |
29 |
|||||||||||
|
32 |
38×2,0 |
35 |
+0,25 |
||||||||||
|
40 |
45×2,0 |
41 |
|||||||||||
|
45×2,5 |
|||||||||||||
|
50 |
57×2,5 |
52 |
+0,30 |
2,0 |
|||||||||
|
57×3,0 |
|||||||||||||
|
65 |
76×3,0 |
71 |
2,5 |
||||||||||
|
80 |
89×3,0 |
84 |
+0,35 |
||||||||||
|
89×3,5 |
0,8 |
6 ± 3 |
9 ± 3 |
||||||||||
|
100 |
108×4,5 |
102 |
3,0 |
- |
- |
||||||||
|
108×4,0 |
11 ± 3 |
||||||||||||
|
125 |
133×4,0 |
127 |
+0,40 |
||||||||||
|
150 |
159×4,5 |
151 |
+0,40 |
4,0 |
10 |
1,0 |
- |
12 + 3 |
|||||
|
159×5,0 |
|||||||||||||
|
200 |
219×6,0 |
210 |
+0,46 |
4,5 |
20 |
2 |
1,2 |
14 ± 3 |
15 ± 4 |
||||
|
219×7,0 |
208 |
5,0 |
2 ± 1,5 |
1,5 |
16 ± 4 |
18 ± 4 |
|||||||
|
250 |
273×6,0 |
263 |
+0,52 |
4,5 |
2 |
1,2 |
14 ± 3 |
15 ± 4 |
|||||
|
273×8,0 |
259 |
6,0 |
2 ± 1,5 |
1,5 |
16 ± 4 |
18 ± 4 |
|||||||
|
300 |
325×6,0 |
315 |
4,5 |
2 |
1,2 |
14 ± 3 |
15 ± 4 |
||||||
|
325×8,0 |
311 |
6,5 |
2 ± 1,5 |
1,5 |
16 ± 4 |
18 ± 4 |
|||||||
|
350 |
377×9,0 |
361 |
+0,57 |
7,5 |
2 |
2,0 |
19 ± 4 |
22 ± 5 |
|||||
|
400 |
426×9,0 |
410 |
+0,63 |
7,0 |
2,0 |
19 ± 4 |
|||||||
|
426×10,0 |
408 |
8,5 |
25 ± 5 |
||||||||||
|
500 |
530×8,0 |
516 |
+0,70 |
6,0 |
2 ± 1,5 |
1,5 |
16 ± 4 |
18 ± 4 |
|||||
|
530×11 |
512 |
+0,7 |
9,0 |
2 |
2,0 |
22 ± 5 |
22 ± 5 |
||||||
|
600 |
630×8 |
616 |
+0,70 |
7,0 |
2 ± 1,5 |
1,5 |
16 ± 4 |
18 ± 4 |
|||||
|
630×12 |
608 |
10,0 |
25 |
- |
2,0 |
22 ± 5 |
25 ± 5 |
||||||
|
700 |
720×9 |
704 |
+0,80 |
8,0 |
20 |
2 ± 1,5 |
19 ± 4 |
18 ± 4 |
18 ± 4 |
||||
|
720×11 |
702 |
9,0 |
22 ± 5 |
25 ± 5 |
21 ± 4 |
||||||||
|
800 |
820×9 |
804 |
+0,90 |
8,0 |
19 ± 4 |
18 ± 4 |
18 ± 4 |
||||||
|
820×11 |
802 |
9,0 |
22 ± 5 |
25 ± 5 |
21 ± 4 |
||||||||
|
1000 |
1020×10 |
1002 |
+1,00 |
- |
- |
19 ± 4 |
|||||||
|
1020×14 |
994 |
13,0 |
30 |
2,5 |
29 ± 5 |
25 ± 5 |
|||||||
|
1200 |
1220×11 |
1200 |
10,0 |
25 |
2 ± 1,5 |
25 ± 5 |
21 ± 4 |
||||||
|
1220×14 |
1194 |
13,0 |
30 |
2,5 |
29 ± 5 |
25 ± 5 |
|||||||
|
1400 |
1420×14 |
1398 |
11,0 |
||||||||||
|
1600 |
1620×14 |
1598 |
|||||||||||
Приложение А
(информационное)
Библиография
[1] РД 34.15.027-93 Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций.