Система нормативных документов в строительстве
СВОД ПРАВИЛ
ПО ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ
ПРОЕКТИРОВАНИЕ
И СТРОИТЕЛЬСТВО
ГАЗОПРОВОДОВ
ИЗ МЕТАЛЛИЧЕСКИХ ТРУБ
СП
42-102-2004
ЗАО «ПОЛИМЕРГАЗ»
Москва
2004
ПРЕДИСЛОВИЕ
1
РАЗРАБОТАН творческим коллективом ведущих специалистов ОАО «ГипроНИИгаз», АО «ВНИИСТ», ОАО «МосгазНИИпроект», ОИ «Омскгазтехнология», АКХ им. Памфилова, Госгортехнадзора России, Госстроя России и ряда газораспределительных хозяйств России
при координации ЗАО «Полимергаз»
2
СОГЛАСОВАН:
Госгортехнадзором России, письмо от 16.06.2000
г. № 03-35/240
ГУГПС МЧС России, письмо от 20.06.2000 г. № 20/2.2/2229
3
ОДОБРЕН Госстроем России, письмо от 15 апреля 2004 г. № ЛБ-2341/9
4
ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ решением Межведомственного координационного совета
по вопросам технического совершенствования газораспределительных систем и
других инженерных коммуникаций, протокол от 27 мая 2004 г. № 34
ВЗАМЕН
СП
42-102-96
СОДЕРЖАНИЕ
СП
42-102-2004 «Проектирование и строительство газопроводов из металлических труб»
разработан в развитие основополагающего СНиП 42-01-2002
«Газораспределительные системы».
В
положениях СП 42-102-2004 приведены подтвержденные научными исследованиями,
опробованные на практике и рекомендуемые в качестве официально признанных
технические решения, средства и способы, обеспечивающие выполнение обязательных
требований, установленных СНиП 42-01-2002.
Настоящий
СП содержит рекомендуемые положения по проектированию и технологии производства
строительно-монтажных работ при сооружении наружных стальных и медных
внутренних газопроводов с учетом особенностей их применения в газораспределительных
системах, по выбору труб и соединительных деталей газопроводов в зависимости от
давления транспортируемого газа и условий эксплуатации, расчетам наружных
газопроводов на прочность и устойчивость, защите стальных газопроводов от
электрохимической коррозии.
С
введением в действие настоящего СП утрачивает силу СП
42-102-96 «Свод правил по применению стальных труб для строительства
систем газоснабжения».
В
разработке данного документа принимали участие:
Волков B.C., Вольное Ю.Н.,
Габелая Р.Д., Голик В.Г., Гусева Н.Б., Зубаилов Г.И., Красников М.А., Кузнецова Е.Г., Левин В.М., Лушников В.П., Нечаев А.С.,
Рождественский В.В., Сафронова
И.П., Удовенко В.Е., Чирчинская Г.П., Шишов Н.А., Шурайц А.Л.
СП
42-102-2004
СВОД
ПРАВИЛ ПО ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ
ПРОЕКТИРОВАНИЕ
И СТРОИТЕЛЬСТВО ГАЗОПРОВОДОВ ИЗ МЕТАЛЛИЧЕСКИХ ТРУБ
DESIGNING AND CONSTRUCTION OF GAS PIPELINES FROM METAL PIPES
1.1
Настоящий Свод правил распространяется на проектирование и строительство новых наружных газопроводов из стальных труб и внутренних
газопроводов из стальных и медных труб.
1.2 При
проектировании и строительстве газопроводов с использованием металлических труб
следует руководствоваться требованиями СНиП 42-01, СП
42-101 и других нормативных документов, утвержденных в установленном
порядке.
2.1 В
настоящем Своде правил использованы ссылки на следующие документы:
СНиП
11-02-96 Инженерные изыскания для строительства. Основные положения
СНиП 2.01.07-85*
Нагрузки и воздействия
СНиП
2.01.09-91 Здания и сооружения на подрабатываемых территориях и просадочных грунтах
СНиП 2.04.12-86 Расчет
на прочность стальных трубопроводов
СНиП
2.02.01-83* Основания зданий и сооружений
СНиП 2.02.03-85
Свайные фундаменты
СНиП
2.07.01-89* Градостроительство. Планировка и застройка городских и сельских
поселений
СНиП
II-7-81* Строительство в сейсмических районах
СНиП II-89-80*
Генеральные планы промышленных предприятий
СНиП
III-42-80* Магистральные трубопроводы
СНиП
3.01.01-85* Организация строительного производства
СНиП
42-01-2002 Газораспределительные системы
СП
42-101-2003 Общие положения по проектированию и строительству
газораспределительных систем из металлических и полиэтиленовых труб
ГОСТ
Р 15.201-2000 Система разработки и поставки продукции на производство.
Продукция производственно-технического назначения. Порядок разработки и
поставки продукции на производство
ГОСТ
9.602-89 Единая система защиты от коррозии и старения. Сооружения
подземные. Общие требования к защите от коррозии (с учетом изменения № 1)
ГОСТ 380-94 Сталь углеродистая
обыкновенного качества. Марки
ГОСТ
617-90 Трубы медные. Технические условия
ГОСТ 859-78 Медь.
Марки
ГОСТ
1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности
из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ
1460-81 Карбит кальция. Технические условия
ГОСТ 2246-70
Проволока стальная сварочная. Технические условия
ГОСТ 3262-75
Трубы стальные водогазопроводные. Технические условия
ГОСТ
4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ
5457-75 Ацетилен растворенный и газообразный технический. Технические
условия
ГОСТ
5542-87 Газы горючие природные для промышленного и коммунально-бытового
назначения. Технические условия
ГОСТ
5583-78 Кислород газообразный технический и медицинский. Технические
условия
ГОСТ
6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ
8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ
8696-74 Трубы стальные электросварные со спиральным швом общего назначения.
Технические условия
ГОСТ
8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8732-78
Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ
8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные.
Технические требования
ГОСТ 8734-75
Трубы стальные бесшовные холоднодеформированные. Сортамент
ГОСТ
8946-75 (СТСЭВ 3298-81) Соединительные части из ковкого чугуна с цилиндрической
резьбой для трубопроводов. Угольники проходные. Основные размеры
ГОСТ
8947-75 (СТСЭВ 3298-81) Соединительные части из ковкого чугуна с цилиндрической
резьбой для трубопроводов. Угольники переходные. Основные размеры
ГОСТ
8948-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической
резьбой для трубопроводов. Тройники прямые. Основные размеры
ГОСТ
8949-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической
резьбой для трубопроводов. Тройники переходные. Основные размеры
ГОСТ
8950-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической
резьбой для трубопроводов. Тройники с двумя переходами. Основные размеры
ГОСТ
8951-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической
резьбой для трубопроводов. Кресты прямые. Основные размеры
ГОСТ
8952-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической
резьбой для трубопроводов. Кресты переходные. Основные размеры
ГОСТ
8953-75 Соединительные части из ковкого чугуна с цилиндрической резьбой для
трубопроводов. Кресты с двумя переходами. Основные размеры
ГОСТ
8954-75 Соединительные части из ковкого чугуна с цилиндрической резьбой для
трубопроводов. Муфты прямые короткие. Основные размеры
ГОСТ
8955-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической
резьбой для трубопроводов. Муфты прямые длинные. Основные размеры
ГОСТ
8956-75 Соединительные части из ковкого чугуна с цилиндрической резьбой для
трубопроводов. Муфты компенсирующие. Основные размеры
ГОСТ
8957-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической
резьбой для трубопроводов. Муфты переходные. Основные размеры
ГОСТ
8959-75 Соединительные части из ковкого чугуна с цилиндрической резьбой для
трубопроводов. Гайки соединительные. Основные размеры
ГОСТ
8963-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической
резьбой для трубопроводов. Пробки. Основные размеры
ГОСТ
8966-75 Части соединительные стальные с цилиндрической резьбой для
трубопроводов Р 1,6 МПа. Муфты прямые.
Основные размеры
ГОСТ
8968-75 Части соединительные стальные с цилиндрической резьбой для
трубопроводов Р 1,6 МПа. Контргайки. Основные размеры
ГОСТ
8969-75 Части соединительные стальные с цилиндрической резьбой для
трубопроводов Р 1,6 МПа. Сгоны. Основные размеры
ГОСТ
9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой
качественной стали для холодной штамповки. Технические условия
ГОСТ 9087-81 Е Флюсы
сварочные плавленые. Технические условия
ГОСТ
9238-83 Габариты приближения строений и подвижного состава железных дорог
колеи 1520
(1524) мм
ГОСТ
9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и
наплавки. Классификация и общие технические условия
ГОСТ
9467-75 Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10704-91
Трубы стальные электросварные прямошовные. Сортамент
ГОСТ 10705-80
Трубы стальные электросварные. Технические условия
ГОСТ
10706-76 Трубы стальные электросварные прямошовные. Технические требования
ГОСТ
14637-89 Прокат толстолистовой из углеродистой стали обыкновенного
качества. Технические условия
ГОСТ
15836-79 Мастика битумно-резиновая изоляционная. Технические условия стальных
трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ
16037-80 Соединения сварные
ГОСТ
16523-97 Прокат тонколистовой из углеродистой стали качественной и
обыкновенного качества общего назначения. Технические условия
ГОСТ
17375-2001 Детали трубопроводов бесшовные приварные из углеродистой и
низколегированной стали. Отводы крутоизогнутые типа 3Д (R = 1,5DN).
Конструкция
ГОСТ
17376-2001 Детали трубопроводов бесшовные приварные из углеродистой и
низколегированной стали. Тройники. Конструкция
ГОСТ
17378-2001 Детали трубопроводов бесшовные приварные из углеродистой и
низколегированной стали. Переходы. Конструкция
ГОСТ
17379-2001 Детали трубопроводов бесшовные приварные из углеродистой и
низколегированной стали. Заглушки эллиптические. Конструкция
ГОСТ 19249-73
Соединения паяные. Основные типы и параметры
ГОСТ
19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ
19907-83 Ткани электроизоляционные из стеклянных крученых комплексных
нитей. Технические условия
ГОСТ
20295-85 Трубы стальные сварные для магистральных газонефтепроводов.
Технические условия
ГОСТ
20448-90 Газы углеводородные сжиженные топливные для коммунально-бытового
потребления. Технические условия
ГОСТ
23055-78 Классификация сварных соединений по результатам радиографического
контроля
ГОСТ
24950-81 Отводы гнутые и вставки кривые на поворотах линейной части
стальных магистральных трубопроводов. Технические условия
ТУ
6-10-1110-76 Карандаши
термоиндикаторные
ТУ
14-3-1128-82 Трубы стальные бесшовные горячедеформированные для газопроводов газлифтных систем и обустройства газовых месторождений
ТУ 14-3-1138-82 Трубы стальные
электросварные прямошовные диаметром 1020, 1220 мм для газонефтепроводов
ТУ 14-3-1399-95 Трубы стальные
электросварные
ТУ
14-3-190-82 Трубы стальные бесшовные для котельных установок и трубопроводов
ТУ
14-3-684-77 Трубы стальные электросварные со спиральным швом диаметром 530 - 1420 мм
ТУ
14-3-721-78 Трубы стальные электросварные спиральношовные диаметром 720, 820, 1020, 1220 мм для магистральных газопроводов
ТУ
14-3-808-78 Трубы электросварные спиральношовные из углеродистой стали 20 для
трубопроводов атомных электростанций
ТУ 14-3-943-80 Трубы стальные электросварные
ТУ
14-3Р-13-95 Трубы электросварные прямошовные. Технические условия
ТУ
38.105436-77 с Изм. № 4 Полотно резиновое гидроизоляционное
ТУ
48-21-663-79 Прутки припоя марки ПМФОЦр 6-4-0,03
ТУ
48-3650-10-80 Припои медно-фосфорные.
Технические условия
ТУ
66.30.019 Полиром - БР
ТУ 102-176-90 Трубы стальные электросварные с наружным
противокоррозионным покрытием из полиэтилена
ТУ
102-612-92 Праймер П-001
ТУ
108.1424-86 Флюс сварочный плавленый общего назначения
марки АНЦ-1
ТУ 1104-137300-357-01-96 Трубы стальные водогазопроводные.
Технические условия
ТУ 1303-14-3Р-357-02-2000 Трубы
стальные электросварные прямошовные для
газопроводов систем газораспределения с рабочим давлением до 2,5 МПа
ТУ
1390-002-01284695-97 Трубы стальные с наружным покрытием из экструдированного
полиэтилена
ТУ
1390-002-01297858-96 Трубы стальные диаметром 89
- 530 мм с наружным антикоррозионным покрытием из
экструдированного полиэтилена
ТУ
1390-003-00154341-98 Трубы стальные электросварные и бесшовные с наружным
двухслойным антикоррозионным покрытием на основе экструдированного полиэтилена
ТУ
1390-003-01284695-00 Трубы стальные с наружным покрытием из экструдированного
полиэтилена
ТУ
1390-003-01297858-00 Трубы диаметром 57 - 530 мм с
наружным покрытием на основе липких полимерных лент и комбинированным
ленточно-полиэтиленовым покрытием
ТУ 1390-005-01297858-98
Трубы стальные с наружным двухслойным защитным покрытием на основе
экструдированного полиэтилена
ТУ
1390-013-04001657-98 Трубы диаметром 57 - 530 мм с
наружным комбинированным ленточно-полиэтиленовым покрытием
ТУ
1390-014-05111644-98 Трубы диаметром 57 - 530 мм с наружным комбинированным ленточно-полиэтиленовым покрытием
ТУ
1394-001-05111644-96 Трубы стальные с двухслойным покрытием из
экструдированного полиэтилена
ТУ
1394-002-47394390-99 Трубы стальные диаметром от 57 до 1220 мм с покрытием из экструдированного полиэтилена
ТУ
1394-012-17213088-03 Трубы стальные диаметром от
57 до 530 мм с наружным антикоррозионным полиэтиленовым покрытием для
газопроводов
ТУ
2245-001-1297859-93 Лента полиэтиленовая НКПЭЛ-45,
НКПЭЛ-63
ТУ
2245-001-44271562-97 Лента защитная термоусаживающаяся
«Терма»
ТУ
2245-001-48312016-01 Лента полимерно-битумная на основе мастики «Транскор» ЛИТКОР
ТУ
2245-002-31673075-97 Лента термоусаживающая двухслойная радиационно-модифицированная «ДРЛ»
ТУ
2245-003-1297859-99 Лента полиэтиленовая
для защиты нефтегазопродуктов ПОЛИЛЕН
ТУ
2245-003-48312016-03 Лента полимерно-битумная для изоляции трубопроводов
- лента ПИРМА
ТУ
2245-004-1297859-99 Обертка полиэтиленовая для защиты
нефтегазопродуктопроводов ПОЛИЛЕН-ОБ
ТУ
2245-004-46541379-97 Лента термоусаживающаяся двухслойная радиационно-модифицированная «ДОНРАД»
ТУ
2257-016-16802026-99 Лента изоляционная ЛИАМ для защиты
подземных трубопроводов от коррозии
ТУ
2513-001-05111644-96 Мастика битумно-полимерная для
изоляционных покрытий подземных газопроводов
ТУ
4859-001-11775856-95 Трубы стальные с покрытием из полимерных липких
лент
ТУ
5623-002-05111644-96 с Изм № 1
Мастичная композиция для противокоррозионных покрытий «АСМОЛ»
ТУ
5774-005-05766480-95 Материал рулонный кровельный и гидроизоляционный
наплавляемый битумно-полимерный «Изопласт»
ТУ
5774-007-05766480-2002 Материал рулонный кровельный и гидроизоляционный
наплавляемый битумно-полимерный «Изоэласт»
ТУ
5775-001-12978559-94 Праймер НК-50, НК-100
ТУ
5775-001-01297858-01 Праймер ПЛ-М, Праймер ПЛ-Л
ТУ
5775-001-18314696-02 Мастика битумно-полимерная с
повышенными адгезионными свойствами
ТУ
5775-002-32989231-99 Мастика битумно-полимерная изоляционная «Транскор»
ТУ
8390-002-46353927-99 Полотно нетканое термоскрепленное техническое
ТУ
8390-007-05283280-96 Полотно нетканое клееное для технических целей
ТУ
РБ 03289805.001-97 Трубы диаметром 57 -
530 мм с наружным комбинированным ленточно-полиэтиленовым покрытием
ТУ
РБ 03289805.002-98 Трубы стальные диаметром 57 - 530
мм с наружным покрытием на основе экструдированного полиэтилена
ТУ
РБ 03230835-005-98 Ленты термоусаживаемые двухслойные
ПБ
12-529-03 Правила безопасности систем газораспределения и газопотребления
ПУЭ
Правила устройства электроустановок
РД
03-495-02 Технологический регламент проведения аттестации сварщиков и
специалистов сварочного производства
РД 03-606-03
Инструкция по визуальному и измерительному контролю
РД
153-39.4.091-01 Инструкция по защите городских подземных газопроводов
РД
12-411-01 Инструкция по диагностированию технического состояния подземных
стальных газопроводов
РД
243РФ3.11-99 Техническое состояние подземных газопроводов
Альбом
типовых чертежей МГНП 01-94 «Узлы и детали электрозащиты инженерных сетей от
коррозии». АО «МосгазНИИпроект»
3.1
Выбор запорной и регулирующей арматуры для наружных стальных газопроводов
следует предусматривать в соответствии с требованиями СП
42-101.
3.2
Медные газопроводы, прокладываемые внутри зданий и сооружений, предназначены
для подачи к газовому оборудованию и приборам:
-
природного газа - по ГОСТ
5542;
-
сжиженного углеводородного газа (СУГ) - по ГОСТ
20448.
3.3 Не
рекомендуется применение медных газопроводов для транспортирования сернистых
газов и при температуре эксплуатации (окружающего воздуха) ниже 0 °С.
3.4
Электрохимическая защита от коррозии подземных стальных сооружений
осуществляется в соответствии с проектом, положениями настоящего СП и других
нормативных документов, утвержденных в установленном порядке.
3.5
Организацию и порядок проведения контроля качества строительно-монтажных работ
следует предусматривать в соответствии с требованиями СНиП
42-01, положениями СП
42-101 и настоящего СП.
3.6
Приемку законченных строительством газопроводов в эксплуатацию следует
производить в соответствии с требованиями СНиП 42-01.
4.1
Марка стали труб, требования по химическому составу и степени раскисления
должны указываться в заказе на поставку.
При
расчете на прочность газопроводов из труб по ГОСТ 3262,
металл и сварные швы которых не имеют характеристики прочности, величины
временного сопротивления и предела текучести следует принимать минимальными для
соответствующих марок стали.
Эквивалент
углерода для низколегированной стали следует определять по формуле
 (1)
(1)
где С, Mn, Si, Cr, Ni, Cu, V, Р
- содержание (% массы) в составе металла
трубной стали соответственно углерода, марганца, кремния, хрома, никеля, меди,
ванадия и фосфора. Величина эквивалента углерода не должна превышать 0,46.
Эквивалент
углерода для углеродистой стали с повышенным содержанием марганца следует
определять по формуле
Сэ = С + Mn/6, (2)
при этом величина
эквивалента не должна превышать 0,46.
4.2
Толщину стенок труб определяют расчетом и принимают ее номинальную величину
равной значению ближайшей большей по ГОСТ (ТУ).
4.3
Марки стали труб для строительства газопроводов природного и сжиженного
углеводородных газов в зависимости от местоположения, диаметра, давления газа и
температуры наружного воздуха рекомендуется выбирать в соответствии с
таблицей 1.
4.4
Применение труб из полуспокойной, кипящей углеродистой стали и труб по ГОСТ 3262 не
рекомендуется в следующих случаях:
-
при наличии вибрационных нагрузок, на подводных переходах, переходах через
автомобильные I - III категорий и железные дороги, трамвайные
пути и прокладываемых по мостам и гидротехническим сооружениям;
-
при изготовлении соединительных деталей, отводов и компенсирующих устройств для
газопроводов среднего и высокого давления методом холодного гнутья;
-
для подземных газопроводов, прокладываемых в особых грунтовых условиях, на
подрабатываемых территориях и в сейсмических районах с сейсмичностью площадки
свыше 6 баллов.
Таблица 1 -
Марки стали труб для строительства газопроводов природного и сжиженного
углеводородных газов
|
№ п.п.
|
Местоположение газопровода
|
Температура воздуха наиболее
холодной пятидневки с обеспеченностью 0,92, °С
|
DN, мм
|
PN, МПа
|
Степень раскисления, марка
стали, ГОСТ
|
Примечание
|
|
1
|
Наружные, внутренние
|
Не ниже минус 40
|
Без ограничения
|
Природный газ: 1,2; СУГ 1,6
|
СП Ст2, Ст3 ГОСТ 380; 08, 10,
15, 20* ГОСТ 1050; 08Ю ГОСТ 9045
|
Допускается применение СП, ПС 17ГС, 17Г1С,
09Г2С ГОСТ 19281 не ниже категории
3; СП 10Г2 ГОСТ 4543
|
|
2
|
Внутренние, подземные
|
Ниже минус 40
|
То же
|
Природный газ: 1,2; СУГ 1,6
|
СП Ст2, Ст3 ГОСТ 380; 08, 10, 15, 20* ГОСТ 1050; 08Ю ГОСТ 9045
|
Температура стенки трубы внутренних и подземных газопроводов
минус 40 °С. Допускается применение СП, ПС 17ГС, 17Г1С, 09Г2С ГОСТ 19281 не ниже категории
3; СП 10Г2 ГОСТ 4543
|
|
3
|
Надземные
|
То же
|
DN 100 ГОСТ 380, ГОСТ 1050; DN - без ограничений ГОСТ 9045, ГОСТ 19281, ГОСТ 4543
|
Природный газ: 1,2; СУГ 1,6
|
СП Ст3 ГОСТ 380; 08, 10, 15, 20* ГОСТ 1050; 08Ю ГОСТ 9045 17ГС,
17Г1С, 09Г2С ГОСТ 19281 категории 6 - 8;
10Г2 ГОСТ 4543
|
Трубы по ГОСТ 10705, ГОСТ 10704 допускается
применять только при PN 0,6 МПа
|
|
Область применения
труб из полуспокойной, кипящей углеродистой стали
|
|
4
|
Наружные, внутренние
|
Не ниже минус 40
|
300
|
Природный газ: 1,2; СУГ 1,6
|
ПС Ст2, Ст3 ГОСТ 380; 08, 10, 15, 20* ГОСТ 1050
|
Толщина стенки 5 мм
|
|
5
|
Подземные, внутренние
|
Не ниже минус 30
|
800
|
Природный газ: 1,2; СУГ 1,6
|
ПС Ст2, Ст3 ГОСТ 380; 08, 10, 15, 20 ГОСТ 1050
|
Толщина стенки 8 мм.
Температура стенки трубы внутренних газопроводов 10 °С
|
|
6
|
Надземные
|
Не ниже минус 20
|
800
|
Природный газ: 1,2; СУГ 1,6
|
То же
|
Толщина стенки 8 мм
|
|
7
|
Внутренние, подземные
|
Не ниже минус 30
|
500
|
Природный газ: 1,2; СУГ 1,6
|
КП Ст2, Ст3 ГОСТ 380; 08, 10, 15, 20 ГОСТ 1050
|
Толщина стенки 8 мм.
Температура стенки трубы внутренних газопроводов 0 °С
|
|
8
|
Наружные, внутренние
|
Не ниже минус 40
|
Без ограничения
|
Природный газ, паровая фаза СУГ 0,005
|
ПС, КП Ст2, Ст3 ГОСТ 380; 08, 10, 15,
20* ГОСТ 1050
|
-
|
|
9
|
Надземные
|
Не ниже минус 10
|
500
|
Природный газ: 1,2; СУГ 1,6
|
КП Ст2, Ст3 ГОСТ 380; 08, 10, 15,
20 ГОСТ 1050
|
Толщина стенки 8 мм
|
|
10
|
Наружные
|
Не ниже минус 40
|
100
|
Природный газ: 1,2; СУГ 1,6
|
КП Ст2, Ст3 ГОСТ 380; 08, 10, 15, 20* ГОСТ 1050
|
Толщина стенки 4,5 мм
|
|
Область применения
стальных труб (ГОСТ 3262)
|
|
11
|
Наружные, внутренние
|
Не ниже минус 40
|
100
|
Природный газ, паровая фаза СУГ 1,2
|
-
|
Черные, легкие и обыкновенные
|
|
12
|
Наружные, внутренние
|
Ниже минус 40
|
80
|
Природный газ, паровая фаза СУГ 0,005
|
-
|
Трубы электросварные термообработанные по
всему объему: черные, легкие и обыкновенные
|
|
Примечания
1 Механические
свойства углеродистой стали (ГОСТ 380, ГОСТ 1050) должны отвечать
требованиям ГОСТ 16523 категории 4 и ГОСТ 14637 категорий 2 - 5,
а стали 08Ю - ГОСТ 9045.
2 Трубы с толщиной
стенки ³ 5 мм для
газопроводов, где температура стенки трубы может опуститься ниже минус 40 °С, испытывающих вибрационные нагрузки, прокладываемых в особых
грунтовых условиях, на подрабатываемых территориях, на переходах
через естественные и искусственные преграды, газопроводов DN > 600 мм PN > 0,6 МПа, в
районах с сейсмичностью площадки свыше 6 баллов должны иметь гарантированную
ударную вязкость KCU 30 Дж/см2 при температуре, до которой может
опуститься температура стенки трубы.
3 Знак «*»
обозначает, что для тепловых электростанций трубы из стали 20 ГОСТ 1050 допускается
применять только при условии, что температура стенки трубы ³ минус 30 °С.
4
Сварное соединение сварных труб должно быть равнопрочно основному металлу или
иметь гарантированный заводом-изготовителем согласно стандарту или техническим условиям на
трубы коэффициент прочности сварного соединения. Указанные требования следует
вносить в заказные спецификации на трубы.
|
Таблица 2 - Перечень стальных труб, применяемых в газораспределительных
системах в районах с температурой воздуха наиболее холодной пятидневки
обеспеченностью 0,92 (температурой эксплуатации) не ниже минус 40 °С
|
№ п.п.
|
Стандарт или технические
условия на трубу
|
Марка стали, стандарт на сталь
|
Наружный диаметр трубы, мм
|
Толщина стенки трубы
(минимальная), мм, при рабочем давлении газа до 1,2 МПа (природный газ), 1,6
МПа (СУГ)
|
Завод-изготовитель (порядковый
номер согласно приложению Б)
|
|
ТРУБЫ
ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
|
|
1
|
ГОСТ 10705 (группа В) ГОСТ 10704
|
Ст2сп, Ст3сп,
|
10
|
1,2**
|
12, 17,
22
|
|
ГОСТ 380
|
20
|
2
|
1, 2, 4, 5, 10,
12, 14, 15
|
|
08; 10; 15; 20
|
22
|
2
|
1, 2,
4, 14, 17,
22
|
|
ГОСТ 1050
|
26
|
2
|
1, 2, 4, 5, 7, 10, 12, 14, 16, 18, 22
|
|
32
|
2
|
1, 2, 4, 5, 7, 10,
12, 14, 16, 18, 22
|
|
38
|
2
|
1, 4, 7, 10,
12, 14, 18,
22
|
|
45
|
2
|
1, 2, 4,
5, 7, 9, 10,
12, 14, 18, 21
|
|
57
|
2
|
1, 2,
4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 19, 21, 22
|
|
76
|
2
|
1, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13,
14, 15, 16,
17, 19, 21
|
|
89
|
2,5
|
1, 4, 5, 6, 7, 8, 9, 10, 11, 13, 14, 15, 16, 17, 19
|
|
102
|
2,5
|
1, 4, 5, 8, 9, 10, 11, 13, 14, 15, 16, 17, 19
|
|
108
|
3
|
1, 4, 5, 6, 8,
9, 10, 11,
13, 14, 16, 17, 19,
21
|
|
114
|
3
|
1, 4, 5, 8,
9, 10, 11,
12, 13, 14, 15, 16, 17, 19
|
|
159
|
4
|
1, 5, 9, 10, 11,
14, 15, 17,
19, 20
|
|
168
|
4,5
|
5, 9, 13, 14,
16, 17
|
|
219
|
4,5
|
1, 5, 17,
20
|
|
273
|
4,5
|
5, 17, 20
|
|
325
|
5
|
5, 17,
20
|
|
377
|
6
|
5, 20
|
|
426
|
6
|
5, 20
|
|
530
|
6
|
5
|
|
2
|
ТУ 1373-001-25955489 повышенного качества и надежности
|
Ст3сп
|
45
|
2
|
|
|
ГОСТ 380
|
57
|
2
|
|
|
10, 20
|
76
|
2
|
|
|
ГОСТ 1050
|
89
|
2,5
|
|
|
102
|
2,5
|
|
|
108
|
3
|
9
|
|
114
|
3
|
|
|
127
|
3
|
|
|
159
|
4
|
|
|
168
|
4,5
|
|
|
3
|
ТУ 1383-001-12281990 повышенного качества и надежности
|
Ст3сп, Ст3ПС
|
159
|
4
|
|
|
ГОСТ 380
|
168
|
4
|
|
|
10, 20
|
219
|
4
|
|
|
ГОСТ 1050
|
273
|
5
|
20
|
|
09Г2С, 17ГС
|
325
|
5
|
|
|
ГОСТ 19281
|
377
|
6
|
|
|
22ГЮ
ТУ 14-106-683
|
426
|
6
|
|
|
4
|
ТУ 1104-137300-357-01 (по типу ГОСТ 10705 группа В)
|
Ст2сп, Ст3сп,
|
20
|
2
|
|
|
ГОСТ 380
|
26
|
2
|
|
|
08, 10, 15, 20
|
32
|
2
|
|
|
ГОСТ 1050
|
38
|
2
|
7
|
|
45
|
2
|
|
|
57
|
2
|
|
|
76
|
2
|
|
|
89
|
2,5
|
|
|
5
|
ТУ 14-001 (по типу ГОСТ 10705 группа В
повышенного качества)
|
Ст2сп, Ст3сп,
|
57
|
2
|
|
|
ГОСТ 380
|
76
|
2
|
|
|
08, 10, 15,
20
|
89
|
2
|
|
|
102
|
2,5
|
8
|
|
108
|
3
|
|
|
114
|
3
|
|
|
6
|
ТУ 1303-14-3Р-357-02 (по
типу ГОСТ 10705, группа
В повышенного качества)
|
ГОСТ 1050
|
57
|
3
|
|
|
Ст2сп, Ст3сп,
|
76
|
3
|
|
|
ГОСТ 380
|
89
|
3
|
|
|
08, 10, 15, 20
|
102
|
3
|
|
|
ГОСТ 1050
|
108
|
3
|
10
|
|
08Ю
|
114
|
3
|
|
|
ГОСТ 9045
|
127
|
3
|
|
|
133
|
3
|
|
|
159
|
4
|
|
|
7
|
ТУ 14-002 (по типу ГОСТ 10705 группа В
повышенного качества)
|
Ст2сп, Ст3сп,
|
57
|
2
|
|
|
ГОСТ 380
|
76
|
2
|
|
|
08, 10,
15, 20
|
89
|
2
|
|
|
ГОСТ 1050
|
102
|
2,5
|
11
|
|
08Ю
|
108
|
3
|
|
|
ГОСТ 9045
|
114
|
3
|
|
|
159
|
4
|
|
|
8
|
ТУ 14-3Р-13 (по типу ГОСТ 10705 группа В)
|
Ст2сп, Ст3сп,
|
20
|
2
|
|
|
ГОСТ 380
|
32
|
2
|
|
|
10, 20
|
57
|
2
|
|
|
ГОСТ 1050
|
76
|
2
|
|
|
89
|
2,5
|
15
|
|
102
|
2,5
|
|
|
108
|
3
|
|
|
114
|
3
|
|
|
159
|
4
|
|
|
9
|
ТУ 14-3-943
|
Ст2сп, Ст3сп,
|
219
|
4,5
|
|
|
ГОСТ 380
|
273
|
4,5
|
|
|
10, 20
|
325
|
5
|
5
|
|
ГОСТ 1050
|
377
|
6
|
|
|
17Г1С
|
426
|
6
|
|
|
ГОСТ 19281
|
530
|
6
|
|
|
10
|
ГОСТ 20295 (тип 1 -
изготовленные контактной сваркой токами высокой частоты)
|
Ст2сп (К 34)
|
159
|
4,5
|
1, 5, 9, 17
|
|
Ст3сп (К 38)
|
168
|
5
|
5, 9, 17
|
|
ГОСТ 380
|
219
|
5
|
1, 5, 17
|
|
08, 10 (К 34)
|
273
|
5
|
5
|
|
15 (К 38)
|
325
|
5
|
5
|
|
20 (К 42)
|
377
|
6
|
5
|
|
ГОСТ 1050
|
426
|
6
|
5
|
|
11
|
ГОСТ 20295 (тип 3 -
изготовленные электродуговой сваркой)
|
17Г1С (К 52)
|
530
|
6
|
5, 22
|
|
17ГС (К 52)
|
630
|
7
|
5
|
|
ГОСТ 19281
|
720
|
7
|
5, 22
|
|
820
|
9
|
5, 22
|
|
12
|
ТУ 14-3-1160
|
17Г1С (К 52)
|
530
|
7
|
|
|
17ГС (К 52)
|
720
|
8
|
|
|
ГОСТ 19281
|
820
|
9
|
22
|
|
1020
|
10
|
|
|
1220
|
12
|
|
|
13
|
ТУ 14-3-1399
|
Ст3сп
|
219
|
4,8
|
|
|
ГОСТ 380
|
273
|
4,8
|
|
|
10, 20
|
325
|
5
|
5
|
|
ГОСТ 1050
|
377
|
6
|
|
|
426
|
6
|
|
|
14
|
ГОСТ 10706 (группа В) ГОСТ 10704
|
Ст2сп, Ст3сп
|
530
|
6
|
5, 22
|
|
ГОСТ 380
|
630
|
7
|
5
|
|
17Г1С, 17ГС
|
720
|
8
|
5, 22
|
|
ГОСТ 19281
|
820
|
9
|
5, 22
|
|
1020
|
10
|
5, 22
|
|
1220
|
10
|
22
|
|
ТРУБЫ
ЭЛЕКТРОСВАРНЫЕ СПИРАЛЬНОШОВНЫЕ
|
|
15
|
ГОСТ 20295 (тип 2 -
изготовленные электродуговой сваркой)
|
Ст2сп
(К 34)
|
159
|
4,5
|
1
|
|
Ст3сп
(К 38)
|
219
|
5
|
1
|
|
ГОСТ 380
|
273
|
6
|
1
|
|
08, 10
(К 34)
|
325
|
6
|
1
|
|
15 (К 38)
|
377
|
6
|
1
|
|
20 (К 42)
|
530
|
6
|
3
|
|
ГОСТ 1050
|
630
|
6
|
3
|
|
17Г1С (К 52)
|
720
|
7
|
3
|
|
17ГС (К 52)
|
820
|
8
|
3
|
|
ГОСТ 19281
|
|
|
|
|
16
|
ГОСТ 8696 (группа В)
|
Ст2сп, Ст3сп
|
159
|
4,5
|
1
|
|
ГОСТ 380
|
168
|
4,5
|
1
|
|
08, 10, 20
|
219
|
4,5
|
1
|
|
ГОСТ 1050
|
273
|
4,5
|
1
|
|
17Г1С, 09Г2С
|
325
|
5
|
1, 3
|
|
ГОСТ 19281
|
377
|
6
|
1, 3
|
|
426
|
6
|
3
|
|
530
|
6
|
3
|
|
630
|
6
|
3
|
|
720
|
7
|
3
|
|
820
|
8
|
3
|
|
1020
|
9
|
3
|
|
1220
|
10
|
3
|
|
17
|
ТУ 14-3-808
|
20
|
530
|
8
|
|
|
ГОСТ 1050
|
630
|
8
|
|
|
720
|
8
|
3
|
|
820
|
8
|
|
|
1020
|
10
|
|
|
1220
|
11
|
|
|
18
|
ТУ 14-3-954
|
20
|
530
|
6
|
|
|
ГОСТ 1050
|
630
|
6
|
|
|
17Г1С, 17Г1С-У
|
820
|
8
|
3
|
|
ГОСТ 19281
|
1020
|
9
|
|
|
1220
|
10
|
|
|
ТРУБЫ БЕСШОВНЫЕ
ГОРЯЧЕДЕФОРМИРОВАННЫЕ
|
|
19
|
ГОСТ 8731 (группы В и Г) ГОСТ 8732
|
Ст2сп
|
45
|
3,5
|
14, 18
|
|
ГОСТ 380
|
57
|
3,5
|
3, 14,
18
|
|
10, 20
|
76
|
3,5
|
3, 14, 18
|
|
ГОСТ 1050
|
89
|
3,5
|
3, 14, 18
|
|
09Г2С, 17Г1С
|
102
|
4
|
3, 14
|
|
ГОСТ 19281;
|
108
|
4
|
3, 14, 18, 19, 22
|
|
10Г2
|
114
|
4
|
3, 14, 18, 19, 22
|
|
ГОСТ 4543
|
127
|
4
|
3, 14, 18, 19,
22
|
|
133
|
4
|
3, 14, 18, 19*,
22
|
|
159
|
4,5
|
3, 14,
18, 19*, 22
|
|
168
|
5
|
3, 14, 18, 19*
|
|
219
|
6
|
3, 11, 17*, 19*
|
|
273
|
7
|
3, 17*, 22*
|
|
325
|
9
|
3, 14, 17*, 22"
|
|
377
|
9
|
3, 22*
|
|
426
|
9
|
3, 22*
|
|
20
|
ТУ 14-3-190
|
10, 20
|
57
|
3,5
|
14, 18
|
|
ГОСТ 1050
|
76
|
3,5
|
14, 18
|
|
09Г2С
|
89
|
3,5
|
14, 18
|
|
ГОСТ 19281
|
108
|
4
|
14, 18, 22
|
|
10Г2
|
114
|
4
|
14, 18,
22
|
|
ГОСТ 4543
|
127
|
4
|
14, 18, 22
|
|
133
|
4
|
14, 18,
22
|
|
159
|
4,5
|
14, 18
|
|
168
|
5
|
14, 18
|
|
219
|
6
|
14, 18
|
|
377
|
9
|
22
|
|
426
|
9
|
22
|
|
ТРУБЫ БЕСШОВНЫЕ
ХОЛОДНОДЕФОРМИРОВАННЫЕ И ТЕПЛОДЕФОРМИРОВАННЫЕ
|
|
21
|
ГОСТ 8733 (группы В и Г) ГОСТ 8734
|
10, 20
|
10
|
1,2**
|
14, 18
|
|
ГОСТ 1050
|
20
|
2
|
14, 18
|
|
10Г2
|
22
|
2
|
14, 18
|
|
ГОСТ 4543
|
26
|
2
|
14, 18
|
|
32
|
2
|
14, 18
|
|
38
|
2
|
14, 18
|
|
45
|
2
|
14, 18
|
|
48
|
3
|
14, 18
|
|
57
|
3
|
14, 18
|
|
60
|
3
|
14, 18
|
|
76
|
3
|
14
|
|
102
|
3
|
2
|
|
108
|
3
|
22
|
|
ТРУБЫ
ВОДОГАЗОПРОВОДНЫЕ
|
|
22
|
ГОСТ 3262 (черные,
обыкновенные и легкие)
|
В соответствии с ГОСТ 3262
|
DN15 (21,3)
|
2,5
|
1, 2, 4, 5, 8, 13, 14, 15, 16, 17, 19, 22
|
|
DN20 (26,8)
|
2,5
|
1, 2, 4, 5, 13, 14, 15, 16, 17, 19, 21, 22
|
|
DN25 (33,5)
|
2,8
|
1, 2, 4, 5, 8, 13,
14, 15, 16, 17, 19, 21
|
|
DN32 (42,3)
|
2,8
|
1, 2, 4, 5, 8, 13, 14, 15, 16, 17, 19, 22
|
|
DN40 (48,0)
|
3,0
|
1, 2, 4, 5, 8, 9, 13, 14, 15, 16, 17, 19, 21
|
|
DN50 (60,0)
|
3,0
|
2, 4, 5, 6, 8, 12, 13, 14, 15, 16, 17, 19, 21
|
|
DN65 (75,5)
|
3,2
|
2, 4, 5, 6, 8, 12, 13, 14, 15, 16, 17, 19, 21
|
|
DN80 (88,5)
|
3,5
|
1, 2, 4, 5, 6, 9, 12, 13, 14, 15, 17, 19, 21
|
|
DN90 (101,3)
|
4,0
|
1
|
|
DN100 (114,0)
|
4,0
|
1, 4, 6, 9, 12, 13, 14, 15, 17, 19,
21
|
|
DN125 (140,0)
|
4,5
|
1
|
|
DN150 (165,0)
|
4,5
|
1
|
|
23
|
ТУ 1104-137300-357-01 (по типу ГОСТ 3262)
|
Ст2сп, Ст3сп
|
DN15 (21,3)
|
2,5
|
|
|
ГОСТ 380
|
DN20 (26,8)
|
2,5
|
|
|
08, 10, 15, 20
|
DN25 (33,5)
|
2,8
|
7
|
|
ГОСТ 1050
|
DN40 (48,0)
|
3,0
|
|
|
DN50 (60,0)
|
3,0
|
|
|
24
|
ТУ 14-001 (по типу ГОСТ 3262)
|
В соответствии с ГОСТ 3262
|
DN20 (26,8)
|
2,5
|
|
|
DN25 (33,5)
|
2,8
|
8
|
|
DN32 (42,3)
|
2,8
|
|
|
DN40 (48,0)
|
3,0
|
|
|
25
|
ТУ 14-3Р-13 (по типу ГОСТ 3262)
|
В соответствии с ГОСТ 3262
|
DN15 (21,3)
|
2,8
|
|
|
DN20 (26,8)
|
2,8
|
|
|
DN25 (33,5)
|
3,2
|
15
|
|
DN32 (42,3)
|
3,2
|
|
|
DN40 (48,0)
|
3,5
|
|
|
DN50 (60,0)
|
3,5
|
|
|
Примечания
1 При выборе труб
из стали со степенью раскисления ПС, КП следует также руководствоваться таблицей 1.
2 Стальные трубы,
изготовленные по ГОСТ или ТУ, которыми не предусматривается их деление на
группы, но регламентируются требования по химическому составу и механическим
свойствам (σв, σт, δ) могут применяться для условий,
предусматривающих применение труб групп В, Г.
3 Допускается
применение стальных труб групп А и Б для газопроводов природного
газа и паровой фазы СУГ с PN £ 0,005 МПа.
4 Допускается
применение стальных труб по таблице 3 при
соответствующем обосновании. При этом трубы из стали по ГОСТ 19281 допускается
применять 3 - 8 категорий.
5 Герметичность
стальных труб должна быть гарантирована предприятием-изготовителем
методами, предусмотренными соответствующими ГОСТ или ТУ.
6 Для газопроводов
жидкой фазы СУГ следует применять бесшовные трубы со 100 %-ным контролем трубы основного металла физическими методами контроля. Допускается
применять электросварные трубы, при этом трубы до DN50
должны пройти 100 %-ный контроль сварного шва физическими методами, а трубы DN50 и
более - также испытаниями сварного шва на растяжение.
7
Заводы-изготовители (приложение Б) труб по позиции 19,
обозначенные «*», выпускают трубы данного диаметра, в том числе из
слитка. Такие трубы разрешается применять только при условии 100 %-ного контроля
металла труб физическими методами, что должно быть указано в заказе на
поставку.
8 Трубы с толщиной
стенки, обозначенной «**», допускается применять только для импульсных
газопроводов.
9 Допускается
применение труб, наружный диаметр которых не включен в таблицу, но
предусмотрен сортаментом стана соответствующего предприятия-изготовителя.
10 Трубы,
выпускаемые заводами, не включенными в приложение Б, могут быть
включены в таблицу только после их апробации в соответствии с требованиями ГОСТ Р 15.201 и при получении
разрешения к применению в установленном порядке.
11
Гнутые участки газопроводов из труб по
позициям 22 - 25 должны иметь радиус гиба не
менее 2DN.
|
4.5
Трубы для газопроводов в зависимости от температуры эксплуатации выбирают:
- по
таблице 2 - для подземных, наземных, надземных и внутренних газопроводов, с
температурой эксплуатации не ниже минус 40 °С;
- по
таблице 3 - для подземных, наземных,
надземных и внутренних газопроводов, с температурой эксплуатации ниже минус 40 °С.
В
данных таблицах приведены минимально допустимые толщины труб, выпускаемых
заводами-изготовителями. Перечень заводов-изготовителей труб, указанных в
таблицах 2 и 3, приведен в приложениях А и Б.
4.6 В
случаях когда нормирование механических свойств ГОСТ (ТУ) на трубы не
предусмотрено, механические свойства металла труб следует определять по таблице
4.
Таблица 3 - Перечень стальных труб, применяемых в газораспределительных
системах в районах с температурой воздуха наиболее холодной пятидневки
обеспеченностью 0,92 (температурой эксплуатации) ниже минус 40 °С
|
№ п.п.
|
Стандарт или технические
условия на трубу
|
Марка стали, стандарт на сталь
|
Наружный диаметр трубы, мм
|
Толщина стенки трубы
(минимальная), мм, при рабочем давлении газа до 1,2 МПа (природный газ), 1,6
МПа (СУГ)
|
Завод-изготовитель (порядковый
номер согласно приложению Б)
|
|
ТРУБЫ
ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
|
|
1
|
ГОСТ 10705 (группа В) ГОСТ 10704
|
Ст3сп
|
10
|
1,2**
|
17, 22
|
|
ГОСТ 380
|
20
|
2
|
1, 2,
4, 5, 14, 16
|
|
08, 10, 15, 20
|
22
|
2
|
1, 2,
4, 14, 16,
17, 22
|
|
ГОСТ 1050
|
26
|
2
|
1, 2,
4, 5, 12, 14,
16, 17, 22
|
|
32
|
2
|
1, 2, 4, 5, 12, 14, 18, 22
|
|
38
|
2
|
1, 4, 12,
14, 18, 22
|
|
45
|
2
|
1, 2, 4, 5, 9, 12,
14, 18
|
|
57
|
3
|
1, 2, 4,
5, 9, 12, 14,
16, 17, 19
|
|
76
|
3
|
1, 2, 4, 5, 9, 12, 13, 14, 17, 19
|
|
89
|
3
|
1, 4, 5, 9, 13,
14, 17, 19, 22
|
|
102
|
3
|
4, 5,
9, 13, 14,
16, 17, 19
|
|
108
|
3
|
1, 4, 5, 9, 13, 14, 16, 17, 19
|
|
114
|
3
|
1, 4, 5, 9, 13, 14, 16, 17, 19
|
|
2
|
ТУ 1303-14-3Р-357-02 (по
типу ГОСТ 10705 группа В
повышенного качества)
|
Ст3сп
|
57
|
|
|
|
ГОСТ 380
|
76
|
|
|
|
08, 10,
15, 20
|
89
|
|
|
|
ГОСТ 1050
|
102
|
3
|
10
|
|
08Ю
|
108
|
|
|
|
ГОСТ 9045
|
114
|
|
|
|
3
|
ТУ 1373-001-25955489 повышенного качества и надежности
|
Ст3сп
|
45
|
2
|
|
|
ГОСТ 380
|
57
|
2
|
|
|
10, 20
|
76
|
2
|
|
|
ГОСТ 1050
|
89
|
2,5
|
|
|
102
|
2,5
|
|
|
108
|
3
|
|
|
114
|
3
|
|
|
|
|
9
|
|
09Г2С, 17Г1С
|
159
|
4
|
|
|
ГОСТ 19281
|
168
|
4,5
|
|
|
08ГБЮ,
|
|
|
|
|
09ГБЮ
|
|
|
|
|
ТУ 14-1-4538
|
|
|
|
|
4
|
ТУ 1383-001-12281990 повышенного качества и надежности
|
09Г2С, 17ГС
|
159
|
4
|
|
|
ГОСТ 19281
|
168
|
4
|
|
|
219
|
4
|
|
|
273
|
5
|
20
|
|
325
|
5
|
|
|
377
|
6
|
|
|
426
|
6
|
|
|
5
|
ГОСТ 20295 (тип 1 -
изготовлены контактной сваркой токами высокой частоты)
|
09Г2С, 17Г1С,
|
159
|
4
|
5, 9
|
|
17Г1С-У
|
168
|
4
|
1, 5, 9
|
|
категорий
|
219
|
5
|
1, 5
|
|
6 - 8
|
273
|
6
|
1, 5
|
|
ГОСТ 19281
|
325
|
6
|
5
|
|
377
|
6
|
5
|
|
426
|
6
|
5
|
|
6
|
ГОСТ 20295 (тип 3 -
изготовленные электродуговой сваркой)
|
17Г1С
(К 52)
|
530
|
7
|
5, 22
|
|
17ГС (К 52)
|
630
|
8
|
5
|
|
категорий
|
720
|
8
|
5, 22
|
|
6 - 8
|
820
|
8,5
|
5, 22
|
|
ГОСТ 19281
|
|
|
|
|
7
|
ТУ 14-3Р-1471
|
09Г2С категорий 6 - 8
|
159
|
4
|
|
|
168
|
4
|
|
|
ГОСТ 19281
|
219
|
5
|
|
|
273
|
6
|
5
|
|
325
|
6
|
|
|
377
|
6
|
|
|
426
|
7
|
|
|
530
|
7
|
|
|
8
|
ТУ 14-3-1160
|
17Г1С (К 52)
|
530
|
7
|
|
|
17ГС (К 52)
|
720
|
8
|
|
|
категорий
|
820
|
9
|
22
|
|
6 - 8
|
1020
|
10
|
|
|
ГОСТ 19281
|
1220
|
12
|
|
|
ТРУБЫ
ЭЛЕКТРОСВАРНЫЕ СПИРАЛЬНОШОВНЫЕ
|
|
9
|
ГОСТ 20295 (тип 2 -
изготовленные электродуговой сваркой)
|
17Г1С (К 52)
|
159
|
4,5
|
1
|
|
17ГС (К 52)
|
219
|
5
|
1
|
|
категорий
|
273
|
6
|
1
|
|
6 - 8
|
325
|
6
|
1
|
|
ГОСТ 19281
|
377
|
6
|
1
|
|
530
|
7
|
3
|
|
620
|
7
|
3
|
|
720
|
8
|
3
|
|
820
|
8,5
|
3
|
|
10
|
ТУ 14-3-1973 с наружным
антикоррозионным покрытием
|
17Г1С (К 52)
|
530
|
7
|
|
|
7Г1С (К 56)
|
630
|
7
|
|
|
категорий
|
720
|
7
|
3
|
|
6 - 8
|
820
|
8
|
|
|
ГОСТ 19281
|
1020
|
10
|
|
|
1220
|
10
|
|
|
ТРУБЫ БЕСШОВНЫЕ
ГОРЯЧЕДЕФОРМИРОВАННЫЕ
|
|
11
|
ГОСТ 8731 (группы В и Г) ГОСТ 8732
|
10, 20
|
45
|
3,5
|
14
|
|
ГОСТ 1050
|
57
|
3,5
|
3, 14,
18
|
|
76
|
3,5
|
3, 14,
18
|
|
89
|
3,5
|
3, 14,
18
|
|
102
|
4
|
3, 14
|
|
108
|
4
|
3, 14, 18, 19*, 22
|
|
114
|
4
|
3, 14, 18, 19*, 22
|
|
17ГС, 09Г2С
|
127
|
4
|
3, 14, 18, 19*, 22
|
|
категорий
|
133
|
4
|
3, 14, 18, 19*, 22
|
|
6 - 8
|
159
|
4,5
|
3, 14, 18, 19*, 22
|
|
ГОСТ 19281
|
168
|
5
|
3, 14, 18, 19*
|
|
10Г2
|
219
|
6
|
3, 14
|
|
ГОСТ 4543
|
273
|
7
|
3
|
|
325
|
9
|
3
|
|
377
|
9
|
3
|
|
426
|
9
|
3
|
|
12
|
ТУ 14-3-190
|
10, 20
|
57
|
3,5
|
14, 18
|
|
ГОСТ 1050
|
76
|
3,5
|
14, 18
|
|
89
|
3,5
|
14, 18
|
|
108
|
4
|
14, 18, 22
|
|
114
|
4
|
14, 18, 22
|
|
09Г2С
|
127
|
4
|
|
|
категорий 6 - 8
|
133
|
4
|
|
|
ГОСТ 19281
|
159
|
4,5
|
14
|
|
10Г2
|
168
|
5
|
|
|
ГОСТ 4543
|
219
|
6
|
|
|
13
|
ТУ 14-3-1128
|
20
|
57
|
4
|
3, 14
|
|
ГОСТ 1050
|
76
|
4
|
3, 14
|
|
09Г2С
|
89
|
4
|
3, 14
|
|
категорий 6 - 8
|
102
|
4
|
3, 14
|
|
ГОСТ 19281
|
108
|
4
|
3, 14,
22
|
|
114
|
4,5
|
3, 14,
22
|
|
09Г2С
|
127
|
5
|
3, 14,
22
|
|
категорий 6 - 8
|
133
|
5
|
3, 14,
22
|
|
ГОСТ 19281
|
159
|
5
|
3, 14,
22
|
|
168
|
5
|
3, 22
|
|
219
|
6
|
3, 22
|
|
273
|
8
|
14, 22
|
|
325
|
8
|
14, 2
|
|
377
|
8
|
22
|
|
426
|
9
|
22
|
|
ТРУБЫ БЕСШОВНЫЕ
ХОЛОДНОДЕФОРМИРОВАННЫЕ И ТЕПЛОДЕФОРМИРОВАННЫЕ
|
|
14
|
ГОСТ 8733 (группы В и Г) ГОСТ 8734
|
10, 20
|
10
|
1,2**
|
14, 18
|
|
ГОСТ 1050
|
20
|
2
|
14, 18
|
|
10Г2
|
22
|
2
|
14, 18
|
|
ГОСТ 4543
|
26
|
2
|
14, 18
|
|
32
|
2
|
14, 18
|
|
38
|
2
|
14, 18
|
|
45
|
2
|
14, 18
|
|
48
|
3
|
14, 18
|
|
57
|
3
|
14, 18
|
|
60
|
3
|
14, 18
|
|
76
|
3
|
14
|
|
102
|
3
|
14, 22
|
|
108
|
3
|
22
|
|
ТРУБЫ
ВОДОГАЗОПРОВОДНЫЕ
|
|
15
|
ГОСТ 3262 (черные,
обыкновенные, легкие печной сварки или электросварные термообработанные по всему объему или горячередуцированные)
|
В соответствии с ГОСТ 3262
|
DN 15 (21,3)
|
2,5
|
14, 17, 19, 22
|
|
DN 20 (26,8)
|
2,5
|
14, 17, 19, 22
|
|
DN 25 (33,5)
|
2,8
|
14, 17, 19, 22
|
|
DN 32 (42,3)
|
2,8
|
14, 17, 19, 22
|
|
DN 40
(48,0)
|
3,0
|
1, 14, 17, 19, 22
|
|
DN 50 (60,0)
|
3,0
|
1, 14,
17, 19, 22
|
|
DN 65 (75,5)
|
3,5
|
1, 14,
17, 19, 22
|
|
DN 80 (88,5)
|
3,5
|
1, 14,
17, 19, 22
|
|
Примечания
1 Трубы по позиции
1 допускается применять для газопроводов давлением до 0,6 МПа.
Толщина стенки труб по позиции 1 не должна превышать 4 мм, трубы с толщиной
стенки 3 - 4 мм должны быть термически обработанными.
2 Стальные трубы,
изготовленные по ГОСТ или ТУ, которыми не предусматривается их деление на
группы, но регламентируются требования по химическому составу и механическим
свойствам (σв, σт, δ), могут
применяться для условий, предусматривающих применение групп В, Г.
3 Герметичность
стальных труб должна быть гарантирована предприятием-изготовителем методами,
предусмотренными соответствующими ГОСТ, ТУ.
4 Для газопроводов
жидкой фазы СУГ следует применять бесшовные трубы со 100 %-ным контролем трубы основного металла физическими методами
контроля. Допускается применять электросварные трубы, при этом трубы до DN50
должны пройти 100 %-ный контроль сварного шва физическими методами, а трубы DN50 и
более - также испытаниями сварного шва на растяжение.
5 Допускается
применение труб, наружный диаметр которых не включен в таблицу, но
предусмотрен сортаментом стана соответствующего предприятия-изготовителя.
6 Трубы с толщиной
стенки, обозначенной «**», допускается применять только для импульсных
газопроводов.
7
Заводы-изготовители (приложение Б) труб по позиции 11,
обозначенные «*», выпускают трубы
данного диаметра, в том числе из слитка. Такие трубы разрешается применять
только при условии 100 %-ного контроля металла труб физическими методами, что
должно быть указано в заказе на поставку.
8 Трубы,
выпускаемые заводами, не включенными в приложение Б, могут быть
включены в таблицу только после их апробации в соответствии с требованиями ГОСТ Р 15.201 и при получении
разрешения к применению в установленном порядке.
9
Гнутые участки газопроводов из труб по позиции 15 должны иметь радиус гиба не
менее 2DN, а требования о термообработке или горячем редуцировании электросварных
труб должны быть оговорены в заказе.
|
Таблица 4
|
Марка стали
|
Временное сопротивление σв,
МПа
|
Предел текучести σт,
МПа
|
Относительное удлинение
δ, %
|
|
Не менее
|
|
08Ю
|
255
|
174
|
30
|
|
08кп
|
294
|
174
|
27
|
|
08, 08пс, 10кп
|
314
|
196
|
25
|
|
10, 10пс, 15кп, Ст2, сп, Ст2пс,
Ст2сп
|
333
|
206
|
24
|
|
15, 15пс, 20кп, Ст3, кп, Ст3пс, Ст3сп
|
372
|
225
|
22
|
|
20, 20пс
|
412
|
245
|
21
|
4.7
Стальные импульсные газопроводы для присоединения контрольно-измерительных
приборов и приборов автоматики газифицируемого
оборудования следует предусматривать из труб,
приведенных в таблицах 2 и 3, или согласно данным, приведенным в
паспортах на оборудование.
4.8
Соединительные детали газопроводов должны быть изготовлены в соответствии с
ГОСТ (ОСТ).
4.9
Допускается применение соединительных деталей из стальных бесшовных и сварных
труб и листового проката, металл которых отвечает
требованиям, предъявляемым к металлу трубы и области применения газопровода, для которого
предназначены соединительные детали.
4.10 Для
внутренних газопроводов рекомендуется применять тянутые или холоднокатаные
медные трубы по ГОСТ 617 круглого сечения в
твердом состоянии или в твердом повышенной прочности, нормальной или повышенной
точности изготовления с толщиной стенки не менее 1 мм, трубы должны быть
испытаны на герметичность на заводе-изготовителе. Материал труб: медь марок М1, М1р, М2, М2р, по ГОСТ 859.
4.11 Условное
обозначение медных труб включает: наименование изделия - труба; способ
изготовления; форму сечения; точность изготовления; состояние поставки;
наружный диаметр; толщину стенки; марку меди; особые условия; ГОСТ 617.
Условные обозначения медных труб расшифровываются следующим
образом:
Способ изготовления: тянутые
или
холоднокатаные......................................................... Д
Форма сечения: круглая............................................ КР
Точность изготовления:
нормальная............................................................ Н
повышенная.......................................................... П
Состояние:
твердое................................................................... Т
твердое
повышенной прочности........................ Ч
Длина:
немерная................................................................ НД
кратная
мерной..................................................... КД
Особые условия:
трубы
повышенной точности по длине............. Б
трубы
высокой точности по кривизне............... К
Примечание - знак «X» ставится вместо
отсутствующих данных, кроме длины и особых условий.
Пример:
Труба
ДКРНТ 22×1,5×3000
М2 К ГОСТ 617.
Труба
тянутая, круглая, нормальной точности изготовления, твердая, диаметром 22 мм,
толщиной стенки 1,5 мм, длиной 3000 мм, из меди марки М2, высокой точности по
кривизне, по ГОСТ 617.
4.12
Физико-механические свойства медных труб:
-
температура плавления ³ 1083 °С;
-
плотность 8,94 г/см3;
-
предел прочности: sв ³ 280
МПа - для труб в твердом состоянии, sв ³ 310
МПа - для труб в твердом состоянии повышенной прочности;
-
предел текучести sт ³ 68
МПа;
-
относительное удлинение при разрыве δ10 ³ 2 %.
4.13 Медные трубы поставляются пакетом или отдельно. На каждый пакет
труб должен быть прикреплен ярлык с указанием:
-
товарного знака или товарного знака и наименования предприятия-изготовителя;
-
условного обозначения труб или марки материала, размеров труб, точности
изготовления, состояния поставки металла, обозначения ГОСТ
617;
-
номера партии;
-
штампа технического контроля или номера технического контролера.
На
каждой трубе, поставляемой отдельно, также должен быть прикреплен ярлык с
вышеуказанными данными.
4.14
Допускается строительство внутренних газопроводов из импортных медных тянутых
или холоднокатаных труб в твердом состоянии и соединительных деталей,
разрешенных к применению в установленном порядке. Содержание Cu или Cu + Ag в
материале труб и деталей - не менее 99,9 %, включения
фосфора - не более 0,04 %.
Марка
меди обозначается:
- Cu-DHP - согласно международному стандарту ISO 1190-1 и европейскому стандарту EN 133/20;
- SF-Cu - согласно национальному стандарту Германии DIN 1787;
- С
106 -
согласно национальному стандарту Великобритании BS 1172.
Твердое
состояние труб обозначается символами: R290,
F30, z6.
Маркировка
импортных труб производится согласно требованиям нормативной документации
фирмы-поставщика.
4.15
Соединительные детали изготавливаются из медных труб по рабочим чертежам и
технологической документации, утвержденным в установленном порядке.
Соединительные
детали испытываются на герметичность по технологии завода-изготовителя.
Виды
соединительных деталей приведены в приложении Д.
На
наружную поверхность каждого раструба (гладкого конца) соединительной детали
наносится маркировка типоразмера. Маркировка импортных соединительных деталей
производится согласно требованиям нормативной документации фирмы-поставщика.
На
каждое товарное место упакованных соединительных деталей прикрепляется ярлык,
на котором указывается:
-
наименование или наименование и товарный знак предприятия;
-
наименование и условное обозначение деталей;
- гарантийные
сроки хранения и эксплуатации;
-
номер партии и количество деталей;
-
штамп технического контроля или номер технического контролера.
Предприятия-изготовители
должны иметь разрешение Госгортехнадзора России на право производства
соединительных деталей газопроводов.
4.16
Размеры труб, раструбов и гладких концов соединительных деталей (приложение Д) приведены в таблице 5.
Сортамент
отечественных медных труб и соединительных деталей, применяющихся для
строительства газопроводов, и перечень отечественных
заводов-изготовителей приведены в приложениях В и Г.
Таблица 5
|
Типоразмер медных труб и
соединительных деталей, мм
|
Допуск диаметра D2 медных труб (гладкого конца
детали), мм
|
Допуск диаметра D1 (D3) соединительных деталей, мм
|
Ширина зазора «труба -
соединительная деталь», мм
|
Минимальная длина раструбного
конца L1 (L3), мм
|
Минимальная длина раструбного
конца L2, мм
|
|
min
|
max
|
min
|
max
|
min
|
max
|
|
12
|
0
|
-0,2
|
+0,15
|
-0,05
|
0,02
|
0,2
|
9
|
11
|
|
15
|
+0,006
|
+0,04
|
11
|
13
|
|
18
|
13
|
15
|
|
22
|
0
|
-0,24
|
+0,18
|
+0,05
|
0,2
|
0,24
|
16
|
18
|
|
28
|
+0,07
|
-0,06
|
19
|
21
|
|
35
|
0
|
-0,3
|
+0,33
|
+0,07
|
0,03
|
0,3
|
23
|
25
|
|
42
|
+0,10
|
-0,08
|
|
|
27
|
29
|
|
54
|
|
|
32
|
34
|
4.17 В
качестве припоев следует применять медно-фосфорные припои: ПМФС6-0,15, ТУ 48-3650-10; ПМФОЦр6-4-0,03, ТУ 48-21-663. Медно-фосфорные припои имеют высокую жидкотекучесть и
сравнительно низкую температуру плавления (680 - 850 °С), обеспечивают высокую прочность паяного соединения.
Припои ПМФС6-0,15, ТУ 48-3650-10; ПМФОЦр6-4-0,03, ТУ 48-21-663 обладают самофлюсующими свойствами, и пайку
этими припоями рекомендуется выполнять без применения флюсов.
5.1 При
выборе способа прокладки стальных газопроводов следует руководствоваться
требованиями СНиП 42-01, положениями СП
42-101 и настоящего раздела.
5.2
Допустимые радиусы изгиба газопровода в горизонтальной и вертикальной
плоскостях следует определять расчетом из условия прочности и местной
устойчивости стенок труб в соответствии с подразделом «Расчет газопроводов на
прочность и устойчивость» настоящего СП.
5.3
Наземная прокладка газопроводов возможна на участках со сложными геологическими
условиями (болота II - III типов,
скальные грунты, высокий УГВ и т.д.) при соответствующем технико-экономическом
обосновании.
5.4
Наземную прокладку газопроводов следует предусматривать преимущественно в
насыпи. Толщина насыпи должна обеспечивать ее устойчивость при деформации грунтового
основания.
При
пересечении водотоков, а также при необходимости обеспечения поверхностного
стока дождевых вод в теле насыпи должны быть предусмотрены водопропуски.
5.5
Минимальные расстояния от зданий, сооружений и инженерных коммуникаций до
наземных газопроводов, проложенных в насыпи, принимают
как до подземных газопроводов, для остальных
наземных газопроводов - как от надземных
газопроводов.
5.6
Надземная прокладка газопроводов допускается: на участках переходов через
естественные и искусственные преграды; по стенам зданий внутри жилых дворов и кварталов; для межпоселковых
газопроводов, расположенных в районах распространения скальных, вечномерзлых грунтов, при наличии оползней, горных выработок, карстов
и т.д., где при подземной прокладке по
расчетам возможно образование провалов, трещин с напряжениями в газопроводах,
превышающими допустимые.
Прокладка
газопроводов на опорах по территории поселений, за исключением промышленных
зон, не рекомендуется.
5.7 При
проектировании надземного газопровода необходимо предусматривать технические
решения, защищающие газопровод от наезда автотранспорта.
5.8
Газопроводы по стенам зданий рекомендуется прокладывать без нарушений архитектурных
элементов фасада на высоте, обеспечивающей возможность осмотра и ремонта
газопроводов и исключающей возможность их механического повреждения.
5.9
Расстояние по горизонтали (в свету) от газопроводов до дверных и оконных
проемов зданий рекомендуется принимать не менее 0,5 м. Для газопроводов
высокого давления следует предусматривать преимущественную прокладку по глухим
стенам (или участкам стен) зданий. Допускается прокладка указанных газопроводов
под проемами на расстоянии более 5 м.
5.10
Размещение отключающих устройств на газопроводах под проемами и балконами,
расположенными на расстоянии менее 3 м от газопровода, не рекомендуется.
5.11
Расстояние по горизонтали в свету от надземных газопроводов, проложенных на
опорах, до зданий и сооружений следует принимать в соответствии с требованиями СНиП
2.07.01, СНиП II-89, ПУЭ
(приложение Н).
5.12 При
прокладке газопровода на опорах вдоль зданий, расстояние до которых не
нормируется, опоры и газопровод не должны препятствовать открыванию оконных и
дверных блоков.
5.13
Высоту от уровня земли до низа трубы (или изоляции) газопровода,
прокладываемого на опорах, в соответствии с требованиями СНиП II-89 следует
принимать в свету, не менее:
а) в
непроезжей части территории, в местах прохода людей - 2,2 м;
б) в
местах пересечения с автодорогами (от верха покрытия проезжей части) - 5 м;
в) в
местах пересечения с внутренними железнодорожными подъездными путями и путями
общей сети - в соответствии с требованиями ГОСТ
9238;
г) в
местах пересечения с трамвайными путями - 7,1 м от головки
рельса;
д) в
местах пересечения с контактной сетью троллейбуса (от верха покрытия проезжей части дороги) - 7,3 м.
В
местах нерегулярного проезда автотранспорта (внутренние подъезды к
домовладениям и т.д.) высоту прокладки надземных газопроводов допускается
сокращать, но не более чем до 3,5 м. При этом на газопроводе следует устанавливать опознавательные знаки,
ограничивающие габариты транспорта.
На
свободной территории в местах отсутствия проезда транспорта и прохода людей
допускается прокладка газопровода на высоте не менее 0,35 м от поверхности
земли до низа трубы (при ширине группы труб до 1,5 м) и не менее 0,5 м (при
ширине группы труб более 1,5 м).
5.14 Под
арками зданий и галереями разрешается прокладка газопроводов низкого давления,
а в обоснованных случаях - и среднего давления. На газопроводах в пределах арки
(галереи) следует предусматривать использование бесшовных труб и проверку всех
сварных стыков и по одному стыку за пределами арки (галереи) физическими
методами контроля.
Установка
отключающих устройств в пределах арки (галереи) не рекомендуется.
5.15
Расстояние между опорами (креплениями) газопроводов следует принимать в
соответствии с требованиями подраздела «Расчет газопроводов на прочность и
устойчивость» настоящего СП.
5.16 С
целью уменьшения перемещений и снижения напряжений в газопроводе от
температурных и других воздействий по трассе следует предусматривать, кроме
промежуточных опор (скользящих, гибких, маятниковых и т.д.), неподвижные опоры
на газопроводе и установку между ними компенсаторов (линзовых, сильфонных), а также самокомпенсацию за счет изменения направления
трассы.
5.17
Расстояния в свету между надземными газопроводами и трубопроводами инженерных
коммуникаций при их совместной прокладке следует принимать исходя из условий
монтажа, осмотра и возможности ремонта.
Рекомендуемые
минимальные расстояния приведены в таблице 6.
Таблица 6
|
Условный диаметр газопровода,
мм
|
Минимальные расстояния, мм, до
трубопроводов инженерных коммуникаций диаметром, мм
|
|
До 300
|
Св. 300 до 600
|
Св. 600
|
|
До 300
|
100
|
150
|
150
|
|
Св. 300 до 600
|
150
|
150
|
200
|
|
Св. 600
|
150
|
200
|
300
|
5.18
Допускается крепление газопроводов к газопроводам и трубопроводам других
инженерных коммуникаций (за исключением трубопроводов, транспортирующих
агрессивные жидкости) по согласованию с организациями, в ведении которых
находятся данные инженерные коммуникации.
5.19 При
прокладке газопроводов совместно с трубопроводами, транспортирующими
агрессивные жидкости, газопровод следует прокладывать выше них на расстоянии не
менее 25 см. При наличии на трубопроводах с агрессивными жидкостями разъемных
соединений, арматуры, а также при прокладке с ними газопроводов на одной высоте
следует предусматривать устройство защитных экранов, предотвращающих попадание
агрессивных жидкостей на газопровод.
5.20 В
местах пересечения с естественными и искусственными преградами прокладка
газопроводов давлением до 0,6 МПа разрешается по несгораемым конструкциям
автомобильных и пешеходных мостов при условии согласования принятого решения с
заинтересованными организациями (разработчик проекта и владелец моста).
При
прокладке газопроводов по мостам должен быть обеспечен свободный доступ для их
осмотра и ремонта.
Газопроводы,
прокладываемые по мостам, должны выполняться из бесшовных труб и располагаться
таким образом, чтобы исключалась возможность скопления газа в конструкциях
моста.
5.21 При
прокладке надземных газопроводов вдоль воздушных линий электропередачи, а также
при пересечении с ними и при совместной прокладке газопроводов с электрическими
кабелями и проводами следует руководствоваться требованиями ПУЭ.
5.22
Допускается крепление к газопроводам кабелей, предназначенных для обслуживания
газопроводов (силовых, для сигнализации, диспетчеризации, управления задвижками).
Кабели в этом случае должны быть заключены в кожух (трубу, короб) и проложены
на расстоянии (в свету) не менее 0,5 м от газопровода.
5.23 При
проектировании систем газоснабжения для районов с вечномерзлыми грунтами следует учитывать требования СНиП
42-01, СНиП 2.02.04 и ПБ
12-529.
5.24
Инженерно-геологические изыскания в районах распространения вечномерзлых грунтов, а также предварительные инженерные изыскания
трассы, где возможно развитие криогенных процессов, для прогноза этих процессов
должны проводиться в соответствии с требованиями СНиП 11-02.
5.25
Прокладка газопроводов в зависимости от объемно-планировочных решений
застройки, мерзлотно-грунтовых условий по трассе,
теплового режима газопровода и принципа использования вечномерзлых грунтов в
качестве основания должна приниматься:
-
подземной - бесканальной;
-
надземной - по опорам, эстакадам, конструкциям зданий и сооружений.
5.26
Внутри жилых кварталов, на территориях промышленных предприятий в зоне
распространения вечномерзлых грунтов должна применяться, как правило, надземная
прокладка газопроводов.
5.27
Высота прокладки надземного газопровода от поверхности земли должна приниматься
в зависимости от рельефа и грунтовых условий местности, теплового воздействия
газопровода, но не менее 0,5 м от поверхности земли.
Участки
надземных газопроводов, на которых происходит компенсация деформаций за счет
перемещений трубы, рекомендуется прокладывать выше максимального уровня
снегового покрова не менее чем на 0,1 м.
5.28 При
отличающихся между собой свойствах грунта по трассе газопровода необходимо
устройство песчаного основания под газопроводом высотой не менее 10 см на длине в каждую сторону от места стыковки разнородных
грунтов не менее 50 диаметров газопровода; засыпка в этом случае должна
осуществляться песком на высоту не менее 20 см. Запрещается использовать в
качестве оснований под газопроводы пылеватые пески.
5.29
Конструкция ввода газопровода должна обеспечивать прочность при взаимных
перемещениях газопровода и здания из-за температурных перемещений газопровода,
осадок здания, просадок или выпучивания грунта путем
обеспечения независимости перемещений газопровода и здания за счет установки
соответствующих компенсационных устройств.
5.30 При
переходе подземного газопровода через железнодорожные пути предусматриваются
мероприятия по предупреждению оттаивания грунта земляного полотна и основания.
5.31 При
проектировании систем газоснабжения, размещаемых над месторождениями полезных
ископаемых, где проводились, проводятся или предусматриваются горные
разработки, а также проходящих по закарстованным
территориям, следует руководствоваться требованиями СНиП
42-01, СНиП
2.01.09, ПБ
12-529.
5.32
Проект прокладки газопровода на подрабатываемой или закарстованной
территории должен, как правило, иметь в своем составе горно-геологическое
обоснование.
5.33 При
составлении проекта газораспределения объектов, размещаемых на площадях
залегания полезных ископаемых, необходимо учитывать программу развития горных
работ на период предполагаемой эксплуатации газопровода.
5.34 При
газоснабжении потребителей, для которых перерывы в подаче газа недопустимы по
технологическим или другим причинам, предусматривается подача газа этим потребителям от двух
газопроводов, прокладываемых по территориям, подработка которых начнется в
разное время, с обязательным кольцеванием
газопроводов.
5.35
Прочность и устойчивость газопроводов,
проектируемых для прокладки на подрабатываемых или закарстованных территориях, должны, как
правило, обеспечиваться за счет:
-
увеличения подвижности газопровода в грунте;
-
снижения воздействия деформирующегося грунта на газопровод.
Для
обеспечения подвижности газопровода в грунте и снижения воздействия
деформирующегося грунта на газопровод предусматриваются: применение
компенсаторов, устанавливаемых в специальных нишах, предохраняющих компенсаторы
от защемления грунтом, применение малозащемляющих материалов для засыпки
траншей после укладки труб.
В
качестве малозащемляющих материалов для засыпки траншей газопровода следует
применять песок, песчаный грунт и другой грунт, обладающий малым сцеплением
частиц.
Протяженность
зоны защиты газопровода определяется длиной мульды сдвижения, увеличенной на
150dс в
каждую сторону от границы мульды сдвижения.
На
участках пересечения газопроводами мест тектонических нарушений, у границ
шахтного поля или границ оставляемых целиков, у которых по условиям ведения
горных работ ожидается прекращение всех выработок, предусматривается установка
компенсаторов.
5.36
Вводы газопроводов в здания при прокладке газопроводов на
подрабатываемых и закарстованных территориях должны отвечать требованиям СНиП
42-01 и ПБ
12-529.
5.37
Надземная прокладка газопроводов рекомендуется, если по данным расчета
напряжения в подземных газопроводах не могут соответствовать требованиям
прочности, а уменьшение напряженности газопроводов путем устройства подземных
компенсаторов связано со значительными затратами.
Кроме
того, надземными рекомендуется предусматривать: переходы газопроводов через
реки, овраги, железные и автомобильные дороги в выемках, а также места, где возможно, по данным
горно-геологического обоснования, образование провалов
и трещин.
Опоры
газопроводов должны иметь регулируемый по высоте ригель.
5.38 На
газопроводах в пределах подрабатываемых
и закарстованных территорий предусматривают установку контрольных трубок.
Контрольные
трубки устанавливают на углах поворота (кроме
выполненных упругим изгибом) и в местах разветвления сети.
Для
предохранения от механических повреждений контрольные трубки в зависимости от
местных условий выводят под ковер или другое защитное устройство.
5.39 В
местах пересечения газопроводов с другими подземными
коммуникациями, проложенными в каналах и коллекторах, предусматривают
уплотнительные устройства (глиняные экраны,
футляры на газопроводе и др.) и установку контрольных трубок.
5.40
Крепление к газопроводу элементов электрохимической защиты должно быть, как
правило, податливым, обеспечивающим их сохранность в процессе деформации земной
поверхности.
5.41 При
проектировании наружных газопроводов, предназначенных для прокладки в районах с
сейсмичностью свыше 6 баллов для надземных и свыше 8 баллов для подземных
газопроводов, следует руководствоваться требованиями СНиП
42-01, СНиП II-7 и ПБ
12-529.
5.42
Определение сейсмичности трассы газопровода производится на основании
сейсмического микрорайонирования или в соответствии с указаниями, приведенными
в СНиП
II-7.
5.43 Для
ГРП с входным давлением свыше 0,6 МПа и предприятий с непрерывными
технологическими процессами предусматривают наружные обводные газопроводы с
установкой отключающих устройств.
5.44
Размещение запорной арматуры (отключающих устройств) предусматривается в
соответствии с требованиями СНиП 42-01.
5.45 При
пересечении газопроводом участков трассы с грунтами, резко отличающимися друг
от друга сейсмическими свойствами, рекомендуются устройство траншеи с пологими
откосами и засыпка газопровода крупнозернистым песком, песчаным грунтом и т.д.
Грунтовое основание газопровода должно быть уплотнено.
5.46 На
надземных газопроводах, прокладываемых в районах с сейсмичностью 8 и 9 баллов,
предусматриваются компенсирующие устройства в местах пересечения естественных и
искусственных препятствий, присоединения газопроводов к оборудованию,
установленному на фундаменты (резервуары СУГ, компенсаторы, насосы и т.д.), а
также на вводах в здания.
5.47 На
участках пересечения трассой газопровода активных тектонических разломов
рекомендуется применять надземную прокладку.
5.48
Переходы газопроводов через реки, овраги и железнодорожные пути в выемках можно
предусматривать надземными.
5.49
Конструкции опор надземных газопроводов должны обеспечивать возможность
перемещений газопроводов, возникающих во время землетрясения.
5.50
Ввод газопровода в здание осуществляется через проем, размеры которого должны,
как правило, превышать диаметр газопровода не менее чем на 200 мм. Эластичная
водонепроницаемая заделка между трубой и проемом не должна препятствовать
возможному взаимному смещению газопровода и здания.
5.51
Контрольные трубки на подземных газопроводах предусматриваются в местах врезки
газопроводов, на углах поворота (кроме выполненных упругим изгибом), в местах
пересечения с подземными инженерными коммуникациями, проложенными в каналах и
коллекторах, а также на вводах в здания.
5.52 При
проектировании подземных газопроводов для районов с пучинистыми, просадочными,
набухающими и насыпными грунтами следует руководствоваться требованиями СНиП
42-01, СНиП 2.02.01, СНиП
2.01.09 и ПБ
12-529.
5.53
Газопроводы для районов с просадочными, набухающими и насыпными грунтами
проектируют с учетом свойств этих грунтов, предусматривая мероприятия по
уменьшению деформации основания, например уплотнение грунтов, химическое
закрепление, водозащитные и конструктивные мероприятия, с учетом имеющегося
опыта использования таких грунтов в районе строительства в качестве оснований
под здания и сооружения.
5.54
Глубина прокладки газопроводов при одинаковой степени пучинистости по трассе
принимается до верха трубы:
- в
среднепучинистых и сильнопучинистых
грунтах не менее 0,8 нормативной глубины промерзания;
- в
чрезмернопучинистых грунтах не менее 0,9 нормативной глубины промерзания, но
не менее значений, определяемых требованиями СНиП 42-01.
5.55
Глубина прокладки газопроводов в грунтах неодинаковой степени пучинистости по
трассе (резко меняющийся состав грунта, изменение уровня грунтовых вод, переход
газопровода из проезжей части дороги в газон и др.) принимается не менее 0,9
нормативной глубины промерзания, но не менее значений, определяемых
требованиями СНиП 42-01.
5.56
Прокладка газопроводов в слабопучинистых,
слабонабухающих и I
типа просадочности грунтах предусматривается в соответствии с требованиями
подраздела «Подземные газопроводы» СНиП 42-01.
5.57
Значения дополнительных напряжений, обусловленных прокладкой газопроводов в
пучинистых, просадочных или
набухающих грунтах, определяются требованиями подраздела «Расчет газопроводов
на прочность и устойчивость».
5.58
Противокоррозионная изоляция вертикальных участков подземных газопроводов и
футляров (вводы в здания и ГРП, конденсатосборники, гидрозатворы и др.)
предусматривается из полимерных материалов.
5.59 Для
резервуарных установок СУГ с подземными резервуарами в
среднепучинистых и сильнопучинистых грунтах предусматривается надземная
прокладка соединяющих резервуары газопроводов жидкой и паровой фаз.
5.60 При
проектировании колодцев в пучинистых грунтах
предусматриваются мероприятия по их защите от воздействия сил морозного пучения
(гравийная или гравийно-песчаная засыпка пазух, обмазка внешней стороны стен
гидроизоляционными или несмерзающимися покрытиями, например железнение, и др.).
Над перекрытием колодцев устраивается асфальтовая отмостка, выходящая за пределы пазух не менее чем на 0,5 м.
5.61 При
проектировании систем газоснабжения на болотах и заболоченных участках следует
учитывать требования СНиП 42-01, СНиП
2.02.01 и ПБ
12-529.
5.62
Прокладка по болотам и заболоченным участкам должна предусматриваться, как
правило, прямолинейной с минимальным числом поворотов. В местах поворотов
следует применять упругий изгиб газопроводов.
5.63
Укладка газопроводов предусматривается:
- на
болотах I типа, при мощности торфяного слоя:
-
более 0,8 глубины промерзания - в торфяном слое;
-
менее 0,8 глубины промерзания - в траншее минерального основания, но не менее 1,0 м от верха трубы;
- на
болотах II и III типов независимо от
мощности торфяного слоя - в траншее минерального основания, но не менее
требований СНиП 42-01.
Тип
болота принимается согласно классификации СНиП III-42.
5.64 Участки газопроводов,
прокладываемые через болота или заболоченные участки, рассчитываются против
всплытия (на устойчивость положения). Для обеспечения устойчивости положения
следует предусматривать специальные конструкции и устройства для балластировки
(утяжеляющие покрытия, балластирующие устройства с использованием грунта и др.)
5.65 При
закреплении газопровода анкерными устройствами лопасть анкера не должна
находиться в слое торфа или заторфованного грунта, не обеспечивающем надежное
закрепление анкера.
5.66 Расчет
газопроводов на прочность и устойчивость положения (против всплытия) включает:
определение толщин стенок труб и соединительных деталей по рабочему
(нормативному) давлению, проведение поверочного расчета принятого
конструктивного решения, т.е. оценку допустимости назначенных радиусов упругого
изгиба газопровода и температурного перепада, определение необходимой величины
балластировки, определение расстояний между опорами (при надземной прокладке
газопроводов).
Прочность
и устойчивость газопроводов обеспечиваются и на
стадиях сооружения, испытания и эксплуатации.
Буквенные обозначения величин и единицы их измерения,
используемые в расчетах и формулах данного раздела, приведены в приложении Е.
5.67
Расчетными характеристиками материала газопроводов являются: временное
сопротивление и предел текучести металла труб и сварных соединений, принимаемые
по государственным стандартам и техническим условиям на трубы, модуль упругости
материала труб, коэффициент линейного теплового расширения, коэффициент
Пуассона, плотность материала труб.
5.68
Модуль упругости материала труб принимается равным: Е
= 206000 МПа.
5.69
Коэффициент линейного теплового расширения материала труб принимается равным: a = 1,2·10-5, °С-1.
5.70
Коэффициент Пуассона материала труб принимается равным: μ = 0,3.
5.71
Плотность материала труб принимается равной: ρq =
7850 кг/м3.
5.72
Нагрузки и воздействия, действующие на газопроводы, различаются на:
-
силовые нагружения - внутреннее давление газа, вес газопровода, обустройств и
транспортируемого газа, давление грунта, гидростатическое давление и
выталкивающая сила воды, снеговая, гололедная и ветровая нагрузки, нагрузки,
возникающие при укладке и испытании;
-
деформационные нагружения - температурные воздействия, воздействия
предварительного напряжения (упругий изгиб, растяжка компенсаторов и т.д.),
воздействия неравномерных деформаций грунта (просадки, пучения, деформации
земной поверхности в районах горных выработок и т.д.);
-
сейсмические воздействия.
5.73
Рабочее
(нормативное) давление
транспортируемого газа устанавливается проектом.
5.74
Собственный вес единицы длины газопровода определяется
по формуле (3)
qq = pρqg(de - tnom)tnom (Н/м). (3)
5.75 Вес
транспортируемого газа в единице длины газопровода определяется по формуле (4)
qg = 102p(de - 2tном)2 (Н/м). (4)
5.76
Давление грунта на единицу длины газопровода определяется по формуле (5)
qт =
ρmgdehm (Н/м). (5)
5.77
Гидростатическое давление воды определяется по формуле (6)
pw = ρwghw10-6 (МПа). (6)
5.78
Выталкивающая сила воды на единицу длины газопровода определяется по формуле (7)
 (Н/м). (7)
(Н/м). (7)
5.79 Вес
снега на единицу длины надземного газопровода определяется по формуле (8)
vs = μcs0de (H/м), (8)
где μс = 0,2 для газопроводов диаметром до 600 мм включительно и 0,3
- св. 600 мм.
Нормативная
снеговая нагрузка
s0 (Н/м2) должна
приниматься по СНиП
2.01.07.
5.80 Вес
обледенения на единицу длины надземного газопровода определяется по формуле (9)
v1 = 1,9tigide (Н/м), (9)
где ti -
толщина слоя, м;
gi -
плотность гололеда, Н/м3.
Величины
необходимо принимать по СНиП 2.01.07.
5.81
Ветровая нагрузка на единицу длины надземного газопровода, действующая
перпендикулярно его осевой вертикальной плоскости, определяется по формуле (10)
wn = w0dek(1 + 0,7ζ) (Н/м), (10)
где w0 -
нормативное значение ветрового давления, принимаемое в зависимости от ветрового
района России по СНиП 2.01.07;
k, ζ - коэффициенты, принимаемые по таблице 7, в зависимости от типа местности.
Таблица 7
|
Коэффициент
|
Тип местности
|
|
А
|
В
|
С
|
|
k
|
0,75
|
0,5
|
0,4
|
|
ζ
|
0,85
|
1,22
|
1,78
|
В
таблице 7 типы местности
определяются:
А - открытые побережья
морей, озер и водохранилищ, пустыни, степи,
лесостепи, тундра;
В -
городские территории, лесные массивы и другие местности, равномерно покрытые
препятствиями высотой более 10 м;
С -
городские районы с застройкой зданиями высотой более 25 м.
5.82
Температурный перепад в газопроводе принимается равным разности между
температурой газа в процессе эксплуатации газопровода (наименьшей или
наибольшей) и температурой, при которой фиксируется расчетная схема
газопровода.
5.83
Воздействие от предварительного напряжения газопровода (упругий изгиб по
заданному профилю) определяется по принятому конструктивному решению
газопровода.
5.84
Воздействия от неравномерных деформаций грунта (просадки, пучение, влияние
горных выработок и т.д.) определяются на основании анализа грунтовых условий и
возможного их изменения в процессе эксплуатации газопровода.
5.85
Сейсмические воздействия на надземные газопроводы принимаются согласно СНиП
II-7.
5.86
Расчетные толщины стенок труб, отводов, переходов, днищ и основной трубы
тройников определяются по формуле (11)
 (11)
(11)
где значения расчетного
сопротивления R определяются по формуле (12)
 (12)
(12)
Толщина
стенки ответвления тройникового соединения
определяется по формуле (13)
 (13)
(13)
где R(1), R(2) -
определяются по формуле (12) соответственно
для основной трубы и ответвления тройникового соединения;
t(1) и t(2) -
толщины стенок основной трубы и ответвления.
Номинальная
толщина стенки трубы принимается: для подземных газопроводов - не менее 3 мм,
для надземных - не менее 2 мм.
Нормативные
сопротивления Run и Rуп принимаются
равными минимальным значениям соответственно временного сопротивления и предела
текучести материала труб и соединительных деталей по государственным стандартам
и техническим условиям на трубы и соединительные детали.
5.87
Значения коэффициентов несущей способности труб и соединительных деталей
принимаются:
-
для труб, заглушек и переходов - 1,0;
-
для тройниковых соединений и отводов - аζ + b,
где  - для тройниковых
соединений;
- для тройниковых
соединений;
 -
для отводов.
-
для отводов.
Значения
коэффициентов а и b принимаются: для тройниковых соединений по таблице 8, для отводов - по таблице 9.
Таблица 8
|
de1
de2
|
Тройниковые соединения
|
|
Сварные без усиливающих
накладок
|
Бесшовные и штампосварные
|
|
а
|
b
|
а
|
b
|
|
От 0,00 до 0,15
|
0,00
|
1,00
|
0,22
|
1,00
|
|
» 0,15 » 0,50
|
1,60
|
0,76
|
0,62
|
0,94
|
|
» 0,50 » 1,00
|
0,10
|
1,51
|
0,40
|
1,05
|
Таблица 9
|
ζ
|
а
|
b
|
|
От 1,0 до 2,0
|
0,3
|
1,6
|
|
Более 2,0
|
0,0
|
1,0
|
5.88
Допускаемое рабочее давление для труб, отводов, днищ и основной трубы
тройников, если известны номинальная толщина стенки трубы или соединительной
детали tnom, механические
свойства материала, из которого изготовлен рассматриваемый элемент, т.е. Run и Rvn, определяется
по формуле (14)
 (14)
(14)
где значение R определяется по условию (12).
Для
тройникового соединения должно соблюдаться и условие (13).
5.89
Проверка прочности подземного газопровода состоит в соблюдении следующих
условий:
-
при совместном действии всех нагрузок силового и деформационного нагружений:
sпрNS £ 1,15R;
sпрS £ 1,3R; (15)
-
при совместном действии всех нагрузок силового и деформационного нагружений и
сейсмических воздействий:
sпрNS £ 1,3R;
sпрS £ 1,6R; (16)
При
отсутствии 100 %-ного контроля сварных
швов газопроводов правые части условий (15)
и (16) должны приниматься с
понижающим коэффициентом 0,85.
Значения
sпрNS и sпрS определяются по формулам (17)
и (18):
 (17)
(17)
 (18)
(18)
где sоу -
дополнительное напряжение в газопроводе, обусловленное прокладкой его в особых условиях;
sс -
дополнительные напряжения в газопроводе, обусловленные
прокладкой его в сейсмических районах.
5.90
Значения дополнительных напряжений, обусловленных прокладкой
газопроводов в пучинистых грунтах, принимаются в зависимости от глубины промерзания
по таблице 10.
Таблица 10
|
Глубина промерзания, м
|
Значения дополнительных
напряжений, МПа, при пучинистости грунта
|
|
средней
|
сильной
|
чрезмерной
|
|
1,0
|
20
|
30
|
40
|
|
2,0
|
30
|
40
|
50
|
|
3,0
|
40
|
50
|
60
|
|
4,0
|
50
|
60
|
70
|
Значения
дополнительных напряжений, обусловленных прокладкой газопроводов в
средненабухающих грунтах и грунтах II
типа просадочности, в сильно набухающих грунтах и на подрабатываемых
территориях, принимаются равными соответственно 40 МПа и 60 МПа.
Дополнительные
напряжения учитываются в пределах рассматриваемого участка и на расстояниях 40dc в
обе стороны от него.
Дополнительные
напряжения при прокладке газопроводов в слабонабухающих и слабопучинистых грунтах, в грунтах I
типа просадочности не учитываются.
Значения
дополнительных напряжений, обусловленных прокладкой газопроводов в сейсмических
районах, определяются по формуле (19)
 (19)
(19)
Значения
коэффициента защемления газопровода в грунте m0,
скоростей распространения продольных сейсмических волн vc и сейсмических
ускорений aс определяются
по таблицам 11 и 12.
Таблица 11
|
Грунты
|
Коэффициент защемления
газопровода в грунте m0
|
Скорость распространения
продольной сейсмической волны vc, км/с
|
|
Насыпные, рыхлые пески, супеси, суглинки и другие, кроме водонасыщенных
|
0,50
|
0,12
|
|
Песчаные маловлажные
|
0,50
|
0,15
|
|
Песчаные средней влажности
|
0,45
|
0,25
|
|
Песчаные водонасыщенные
|
0,45
|
0,35
|
|
Супеси и суглинки
|
0,60
|
0,30
|
|
Глинистые влажные, пластичные
|
0,35
|
0,50
|
|
Глинистые, полутвердые и твердые
|
0,70
|
2,00
|
|
Лесс и лессовидные
|
0,50
|
0,40
|
|
Торф
|
0,20
|
0,10
|
|
Низкотемпературные мерзлые (песчаные, глинистые, насыпные)
|
1,00
|
2,20
|
|
Высокотемпературные мерзлые (песчаные, глинистые, насыпные)
|
1,00
|
1,50
|
|
Гравий, щебень и галечник
|
См. примеч. 2
|
1,10
|
|
Известняки, сланцы, песчаники (слабовыветренные и
сильновыветренные)
|
То же
|
1,50
|
|
Скальные породы (монолиты)
|
»
|
2,20
|
|
Примечания
1 В таблице
приведены наименьшие значения vc, которые следует
уточнять при изысканиях.
2
Значения коэффициента защемления газопровода следует принимать по грунту
засыпки.
|
Таблица 12
5.91
Для газопроводов, прокладываемых в обычных условиях, зависимости
между максимально допустимым температурным перепадом и минимально допустимым
радиусом упругого изгиба для различных значений рабочих давлений и расчетных
сопротивлений даны на рисунках 1 - 3.
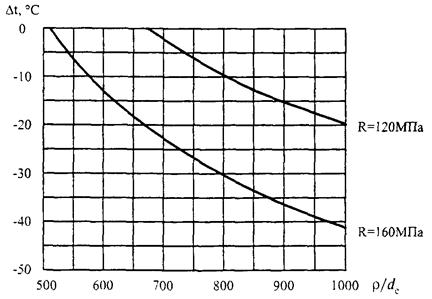
Рисунок 1
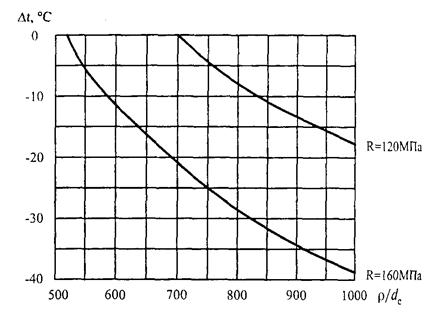
Рисунок 2

Рисунок 3
5.92 Для
обеспечения проектного положения газопроводов на подводных переходах, на
участках прогнозного обводнения, на периодически обводняемых участках
применяются следующие виды балластировки:
-
пригрузы из высокоплотных материалов (железобетон, чугун и др.);
-
минеральный грунт обратной засыпки, закрепляемый нетканым синтетическим
материалом (НСМ);
-
анкерные устройства.
5.93 При
балластировке газопровода пригрузами из высокоплотных материалов (железобетон, чугун и
др.) расстояния между ними должны быть, как правило, не более определяемых
формулой (20)
 (20)
(20)
Здесь
нагрузка от упругого отпора газопровода qизг при
изгибе газопровода в вертикальной плоскости определяется по формулам (21) и (22):
для
выпуклых кривых  (Н/м); (21)
(Н/м); (21)
для вогнутых кривых  (Н/м). (22)
(Н/м). (22)
Значения
коэффициента надежности устойчивого положения для различных участков
газопровода принимаются по таблице 13.
Таблица 13
|
Участок газопровода
|
Значение gа
|
|
Обводненные и пойменные, за границами производства
подводно-технических работ, участки трассы
|
1,05
|
|
Русловые участки трассы, включая прибрежные участки в границах
производства подводно-технических работ
|
1,10
|
Коэффициент
надежности по материалу пригруза принимается: для железобетонных грузов и
мешков с цементно-песчаной смесью - 0,85; для чугунных грузов - 0,95.
Вес
пригруза принимается по соответствующим стандартам или ТУ.
5.94 При
балластировке газопровода грунтом обратной засыпки, закрепляемым нетканым
синтетическим материалом (НСМ), высота грунта, закрепляемого в траншее НСМ
(расстояние от оси трубы до верха закрепляемого НСМ грунта), должна быть, как
правило, не менее величины, определяемой формулой (23)
 (23)
(23)
где 

c = 2kqptg(0,7j).
Здесь 
k - безразмерный коэффициент,
численно равный внешнему диаметру трубы, м.
Значения
сp, j,
ρp и е принимаются по результатам инженерных изысканий по
трассе газопровода. Допускается определение этих величин по соответствующей
нормативно-технической документации.
5.95 При
балластировке газопровода анкерными устройствами расстояния между ними должны
быть, как правило, не более определяемых формулой (24)
 (24)
(24)
Здесь коэффициент условий работы gca
анкерного устройства принимается:
при z = 1
или z ³ 2 и dc/da ³ 3, gса = 1;
при z ³ 2 и
1 £ dc/da £ 3, 
несущая
способность анкера Фа, Н,
определяется расчетом или по результатам полевых испытаний согласно СНиП 2.02.03;
коэффициент
надежности анкера gта принимается
равным 1,4 при определении несущей способности анкера расчетом и 1,25 при
определении несущей способности анкера по результатам полевых испытаний
статической нагрузкой.
5.96
Расстояние между опорами надземных газопроводов, укладываемых на опоры с
обеспечением компенсации температурных удлинений (например, путем установки П-образных, Ω-образных или линзовых
компенсаторов), должно удовлетворять условиям:
-
статической прочности;
-
предельно допустимому прогибу;
-
динамической устойчивости.
В
случае необходимости удовлетворения всех условий расстояние между опорами
принимается наименьшим из определенных по этим условиям.
Конструкции
опор надземных газопроводов, прокладываемых по вечномерзлым, пучинистым, просадочным, набухающим или насыпным грунтам, устраивают так, чтобы
позволять восстанавливать проектное положение газопроводов, а величины пролетов
в этих случаях принимают с коэффициентом 0,9.
Расстояния
между неподвижными опорами рекомендуется принимать согласно таблице 14.
Таблица 14
5.97 При
определении величин пролетов различают средние и крайние пролеты (рисунок 4). Средние пролеты не должны, как
правило, отличаться друг от друга более чем на 20 %. Расстояние между опорами крайнего пролета составляет 80 %
расстояния между опорами среднего пролета.
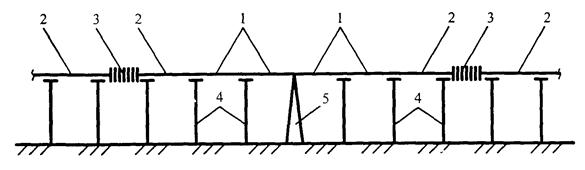
Рисунок 4
1 - средний пролет; 2
- крайний пролет; 3 - компенсатор; 4 - подвижная опора; 5
- неподвижная опора
5.98
Величина среднего пролета газопровода из условия статической прочности, которое
должно удовлетворяться во всех случаях, определяется по формуле (25)
 (25)
(25)
где  (Н/м), (26)
(Н/м), (26)
при
этом в выражении для q из нагрузок снеговой vs и гололедной vi
принимается одна
- большая.
5.99 Для
газопроводов, в которых возможно образование конденсата при их отключении,
величина среднего пролета не превышает величины
 (27)
(27)
здесь q - определяется по формуле (26);
ψ
- по таблице 15 в зависимости от
диаметра газопровода и его уклона.
Таблица 15
|
Уклон газопровода
|
Коэффициент ψ для условных диаметров
газопровода, мм
|
|
100 и менее
|
300
|
500
|
|
0,000
|
1,00
|
1,00
|
1,00
|
|
0,001
|
1,33
|
1,26
|
1,23
|
|
0,002
|
1,54
|
1,44
|
1,39
|
|
0,003
|
1,72
|
1,58
|
1,53
|
|
0,004
|
1,86
|
1,72
|
1,66
|
|
0,005
|
2,00
|
1,85
|
1,79
|
|
0,006
|
2,13
|
1,98
|
1,92
|
|
0,007
|
2,26
|
2,10
|
2,04
|
|
0,008
|
2,38
|
2,22
|
2,16
|
|
0,009
|
2,50
|
2,33
|
2,27
|
|
0,010
|
2,61
|
2,44
|
2,38
|
5.100 Величина среднего пролета
газопровода из условия динамической устойчивости (расчет на резонанс) не
превышает величины;
 (28)
(28)
здесь из нагрузок снеговой vs и
гололедной vi принимается
одна - большая.
Значение
коэффициента kc принимается по таблице 16
в зависимости от числа пролетов.
Таблица 16
Расчет
на динамическую устойчивость выполняется только для надземных газопроводов,
прокладываемых на открытых участках трассы.
При
прокладке надземных газопроводов по стенам зданий и сооружений расчет на
динамическую устойчивость не требуется.
5.101
Нагрузками, действующими на опоры газопроводов, являются:
-
вертикальные;
-
горизонтальные вдоль оси газопровода;
-
горизонтально перпендикулярные оси газопровода.
Вертикальная
нагрузка Aв определяется по формуле (29)
 (29)
(29)
где qв = qq+ qg +
vs + vi, н/м;
Lлев, Lпр - величины пролетов слева и справа от рассматриваемой
опоры;
при этом в выражении для qв из
нагрузок снеговой vs и гололедной vi
принимается одна - большая.
Горизонтальные
нагрузки вдоль оси газопровода определяются по формулам (30) и (31):
на
подвижные опоры:
Aгп = 0,3Aв (H), (30)
где 0,3 - коэффициент трения
металла о металл;
на
неподвижные опоры:
Aгн = (∑1Агп + Nк) - 0,8(∑2Агп + Nк) (Н), (31)
где ∑1Агп и ∑2Агп - суммы продольных горизонтальных усилий, действующих на
промежуточные подвижные опоры на участках от неподвижной опоры до компенсаторов
слева и справа;
Nк - отпор компенсатора, определяемый по правилам строительной механики с учетом гибкости
отводов и поперечных перемещений на участках 40dе от
угла поворота.
Индекс
1 относится к большей величине (∑Агп + Nк) слева или справа от рассчитываемой неподвижной опоры.
Горизонтальная
нагрузка, перпендикулярная оси трубопровода, определяется по формуле (32)
 (32)
(32)
6 ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
ГАЗОПРОВОДОВ ИЗ МЕДНЫХ ТРУБ
6.1
Проектирование газопроводов из медных труб должно отвечать требованиям СНиП
42-01 с учетом рекомендаций СП
42-101 и настоящего СП.
6.2
Соединение медных труб между собой осуществляется капиллярной пайкой твердым
припоем через медные соединительные детали.
6.3 Для
крепления газопровода предусматривают медные (латунные) опоры. При применении
стальных опор между газопроводом и опорой необходимо устанавливать
резиновую прокладку (рисунок 5).
Рекомендуемые
расстояния между опорами определяются по таблице 17.
Таблица 17
|
Диаметр трубы, мм
|
Расстояние между опорами при
горизонтальной прокладке газопровода, м
|
Расстояние между опорами при
вертикальной прокладке газопровода, м
|
|
12
|
1,25
|
1,60
|
|
15
|
1,25
|
1,60
|
|
18
|
1,50
|
1,90
|
|
22
|
2,00
|
2,40
|
|
28
|
2,25
|
2,45
|
|
35
|
2,75
|
3,00
|
|
42
|
3,00
|
3,30
|
|
54
|
3,50
|
3,85
|
Расстояние
от соединительной детали до опоры составляет не менее 50 мм.
6.4 Для
присоединения запорной арматуры и измерительных приборов к медному газопроводу
следует предусматривать латунные переходные детали (рисунок 6). Опоры для крепления запорной и измерительной арматуры
устанавливают с двух сторон от арматуры на расстоянии не более 0,8 м между
ними. Расстояние от соединительной латунной детали до опоры медного газопровода
составляет не более 0,1 м. Непосредственное присоединение медных труб к
стальным, латунным, бронзовым деталям трубопроводной арматуры и измерительных
приборов не рекомендуется.
6.5
Внутри зданий и сооружений допускается прокладка медных газопроводов в штрабе
стены, прикрытой хорошо вентилируемыми щитами. Заполнение свободного пространства в штрабе, в которой проложен газопровод, не
допускается.

Рисунок 5
- Опоры для крепления медных газопроводов
а - из медной
(латунной ленты); б - стальные с хомутом и резиновой прокладкой; в
- стальные с резиновой прокладкой
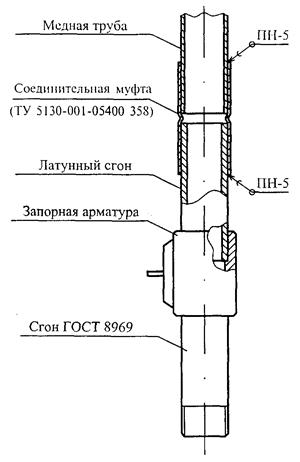
Рисунок 6
- Присоединение запорной арматуры к медному газопроводу
6.6 При
прокладке медных газопроводов предусматривают возможность компенсации тепловых
удлинений и деформаций, которые могут возникнуть в результате оседания здания.
Компенсация линейных удлинений медных газопроводов может быть выполнена путем
соответствующей прокладки с использованием естественной самокомпенсации или
путем установки компенсаторов. Компенсаторы могут быть в виде гнутых труб или в
виде соединений из дуг и отводов.
Примеры
правильной и неправильной прокладки газопровода показаны на рисунке 7.
6.7
Медные трубопроводы не рекомендуется подвешивать к другим трубопроводам и сами
они тоже не могут быть опорой для других трубопроводов.
7.1
Входной контроль труб и соединительных деталей производят в соответствии с
требованиями СНиП 3.01.01 и положениями
настоящего раздела.
7.2 При
входном контроле труб и соединительных деталей проводится проверка:
-
соответствия проекту;
-
наличия и содержания сертификатов заводов-изготовителей на трубы и фасонные
части;
-
соответствия требованиям ГОСТ (ТУ) - внешним осмотром и измерениями геометрических размеров;
-
наличия и содержания технических паспортов заводов-изготовителей (ЦЗЗ, ЦЗМ) на соединительные детали и монтажные узлы;
-
наличия и содержания сертификатов заводов-изготовителей (или паспортов, актов,
если изоляция труб выполнена в базовых условиях строительно-монтажных
организаций), на изоляционное покрытие труб (для стальных труб);
-
наличия протоколов проверки качества физическими методами контроля сварных
стыков соединительных деталей, изготовленных в базовых условиях
строительно-монтажных организаций (для стальных труб).
7.3
Внешнему осмотру и измерениям на соответствие требованиям ГОСТ (ТУ) рекомендуется
подвергать не менее 10 % партии труб или соединительных деталей (но не менее
одной трубы, соединительной детали) и при обнаружении брака проводят проверку
их удвоенного количества. Визуальный и измерительный контроль производят в
соответствии с РД 03-606.
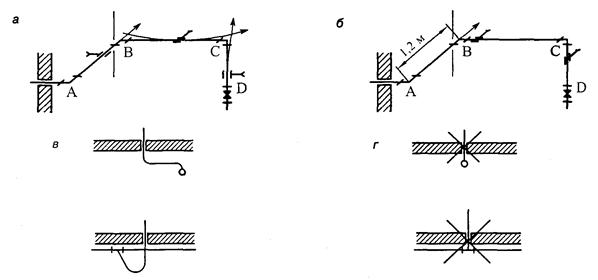
Рисунок 7
- Прокладка газопроводов с соблюдением правил естественной
компенсации
а - правильная
прокладка газопровода; б - неправильная прокладка газопровода; в -
правильная прокладка ответвления газопровода; г - неправильная прокладка
ответвления газопровода
При
обнаружении при повторной проверке хотя бы одного бракованного изделия вся
партия труб (соединительных деталей) забраковывается.
7.4
Допустимые отклонения от геометрических размеров трубы или соединительной
детали (толщина стенки по периметру, наружный диаметр, овальность) принимаются
в соответствии с ГОСТ (ТУ) на эти изделия.
7.5
Трубы с трещинами, не выправляемыми вмятинами и недопустимыми коррозионными
повреждениями забраковываются.
7.6
Внешнему осмотру изоляционного покрытия подвергается каждая труба партии
изолированных труб.
При
обнаружении внешним осмотром отдельных повреждений изоляционного покрытия трубы
площадью более 10 % или нескольких повреждений общей площадью более 20 % труба
полностью переизолируется механизированным способом.
По
решению заказчика или генерального подрядчика, кроме внешнего осмотра
изоляционного покрытия труб, при входном контроле может производиться приборная
проверка изоляции по ГОСТ
9.602.
7.7 При
внешнем осмотре соединительных деталей проверяются наличие вмятин, забоин, заусениц,
трещин, коррозионных повреждений, расслоения металла, раковин и качество
резьбы, а также соответствия геометрических размеров требованиям ГОСТ (ТУ).
При
наличии трещин, сквозных отверстий, раковин, неполной или забитой резьбы,
отклонения геометрических размеров от требований ГОСТ (ТУ), невыправляемых
вмятин соединительные детали забраковываются.
7.8
Каждая партия медных труб сопровождается документом о
качестве (сертификатом) завода-изготовителя (или копией, заверенной
владельцем), подтверждающим их соответствие требованиям ГОСТ 617. Документ о качестве
(сертификат) содержит следующие данные:
-
товарный знак или товарный знак и наименование предприятия-изготовителя;
- условное
обозначение медных труб;
-
результаты испытаний труб на герметичность;
-
результаты испытаний механических свойств;
-
номер партии и дату изготовления;
-
массу партии.
Маркировка
медных труб производится в соответствии с 4.11. Документ о качестве,
сопровождающий импортные медные трубы, переводится
на русский язык с указанием фирмы-производителя, условного обозначения медных
труб или их химического состава, механических свойств, состояния поставки и
проведенных испытаний на герметичность.
7.9
Каждая партия соединительных деталей сопровождается документом о качестве
(сертификатом) завода-изготовителя (или копией, заверенной владельцем
сертификата), подтверждающим их соответствие требованиям технических условий.
Документ о качестве (сертификат) содержит следующие данные:
-
товарный знак или товарный знак и наименование предприятия-изготовителя;
-
условное обозначение соединительных деталей;
-
результаты испытаний деталей на герметичность;
-
результаты испытания механических свойств;
-
номер партии и дату изготовления;
-
количество деталей.
В
документе о качестве (сертификате) указывается наличие у
предприятия-изготовителя разрешения Госгортехнадзора России на право
производства соединительных деталей газопроводов или прилагается копия
разрешения. Маркировка соединительных деталей производится в соответствии с 4.13.
7.10 При
поступлении медных труб и соединительных деталей на склад строительной
организации проводят входной контроль качества. При входном контроле проверяют
внешний вид всех труб и деталей, а также величины диаметров D1 - D3 и
размеров L1 - L3 соединительных
деталей - 5 % партии, но не менее 3 шт. согласно приложению Д и таблице 5.
7.11
Поверхность труб и соединительных деталей должна быть ровная и гладкая, без
трещин, расслоений, пузырей, раковин и надрывов. Допускаются отдельные следы от
формующего и калибрующего инструмента, если они не выводят размеры за пределы
допусков. Наружная и внутренняя поверхности труб и соединительных деталей
очищаются в случае загрязнения. Внешний осмотр деталей проводят визуально без
применения увеличительных приборов.
7.12 В случае получения
неудовлетворительных результатов хотя бы по одному показателю (внешнему виду
или размерам) трубы и детали к производству работ не
допускаются.
7.13 По результатам
входного контроля составляют протокол.
7.14 При входном контроле
материалов (припоев, кислот, щелочей) проверяют наличие и соответствие
документов о качестве (сертификатов).
7.15
Транспортировка труб для строительства газопроводов производится автомобилями с
прицепами-роспусками, находящимися в технически
исправном состоянии, имеющими надежную сцепку прицепа с автомобилем,
предохранительный щит для защиты кабины водителя от продольного перемещения
труб, крепежные устройства, оборудованные турникетными кониками.
Прицеп-роспуск
оборудуется поворотным турникетом.
7.16 При
транспортировке изолированных труб коники автомобиля и прицепа оборудуются
специальными ложементами с полукруглыми выемками, охватывающими не менее 1/3
периметра трубы.
Шаг
выемок должен исключать соприкосновение труб друг с другом. Каждый ложемент
может использоваться не более чем на два смежных диаметра изолированных труб.
Ложементы рекомендуется изготавливать из дерева. Выемки обиваются войлоком или
мягким эластичным материалом и не должны иметь углов и выступов, вызывающих
повреждения изоляционного покрытия трубы. Ширина ложемента, измеренная вдоль
оси трубы, должна быть не менее ширины основания коников.
7.17 Неизолированные
трубы транспортируются в брикетах, увязанных проволокой.
7.18
Изолированные трубы укладываются на трубовозы в ложементы. При транспортировке
труб в несколько рядов каждый ряд укладывается в ложементы, отделяемые от
нижнего ряда мягкими прокладками (резина, войлок и т.п.).
7.19
Размеры загруженного трубовоза должны быть по ширине не более 2,5 м, по высоте - не более 3,8 м. Погрузочная высота коников автомобиля и
прицепа должна быть на одном уровне. Свес труб за коники прицепа должен быть,
как правило, не более 2 м.
7.20 Для
предотвращения продольного перемещения трубы закрепляются стопорными стальными
канатами с обоих концов. При перевозке изолированных труб под стопорные канаты
рекомендуется подкладывать мягкие прокладки. Канаты должны быть в натянутом
положении.
7.21
Погрузку и разгрузку труб производят автокранами. Для погрузки и разгрузки
изолированных труб диаметром до 168 мм
применяют мягкие полотенца типа ПМ.
7.22
Сбрасывать изолированные трубы с автомашины или скатывать их по слегам не
рекомендуется.
7.23 Для
складирования соединительные детали заводского (ЦЗЗ, ЦЗМ) изготовления
рекомендуется упаковывать в деревянные ящики весом не более 80 кг, выстланные
влагонепроницаемой бумагой. Каждую неокрашенную деталь следует покрывать
антикоррозионной смазкой и заворачивать в промасленную бумагу. При перевозке ящиков необходимо принять меры по защите
от атмосферных осадков.
7.24
Перевозку трубных заготовок и соединительных деталей на объект строительства
рекомендуется производить в деревянных контейнерах, к которым прикрепляется
бирка с указанием транспортируемых узлов и деталей.
7.25
Хранение труб и трубных заготовок в базовых условиях предусматривают в открытых
складах или под навесом. Стеллажи для хранения сооружают на ровной
горизонтальной площадке и оборудуют поперечными вертикальными упорами,
исключающими самопроизвольное скатывание труб. При складировании изолированных
труб поверхность поперечных упоров, обращенная к трубам, должна иметь эластичные
прокладки.
Высота
стеллажей должна быть, как правило, не более 3 м.
7.26 При
складировании в базовых условиях изолированных труб их нижний и последующие
ряды укладывают на ложементы, отвечающие требованиям настоящего раздела,
располагаемые на неизолированных концах труб.
Высота
штабеля в стеллажах для всех диаметров труб не должна превышать, как правило, 2
м.
7.27
Трубы каждого диаметра рекомендуется укладывать в отдельный стеллаж.
7.28
Соединительные детали в базовых условиях хранят в закрытых складах.
7.29 При
хранении труб и соединительных деталей в базовых условиях предусматривают меры
по защите от атмосферных осадков и подтопления дождевыми или талыми водами.
7.30 В
трассовых условиях трубы размещают на открытой ровной площадке. Изолированные
трубы рекомендуется укладывать неизолированными концами на лежки или мягкие
насыпные земляные валы.
7.31
Упаковка труб для транспортировки производится в соответствии с требованиями ГОСТ
617. Упаковка соединительных деталей для транспортировки должна отвечать
требованиям технических условий изготовителя.
7.32
Трубы и соединительные детали транспортируют всеми видами транспорта в крытых
транспортных средствах в соответствии с правилами перевозки грузов,
действующими на транспорте данного вида.
7.33
Трубы и соединительные детали хранятся в закрытом помещении при температуре
наружного воздуха от минус 40 °С до плюс 40 °С и защищаются от механических
повреждений, воздействия влаги и активных химических веществ в соответствии с
ТУ 5130-001-05480358.
7.34
Припои хранятся в сухом, закрытом помещении при температуре от минус 40 °С до
плюс 40 °С и защищаются от воздействия прямых солнечных лучей, влаги,
механических повреждений в соответствии с ТУ 48-3650-10, ТУ 48-21-663.
7.35 К
производству сварочных работ допускаются сварщики, аттестованные в соответствии
с РД 03-495.
7.36
Перед допуском к работе (дуговой и газовой сваркой) сварщик должен, как
правило, сварить допускной стык в следующих случаях:
-
если впервые приступает к работе на предприятии;
-
при перерыве в работе более двух календарных месяцев;
-
при сварке труб, изготовленных из марок стали, отличающихся от ранее
свариваемых данным сварщиком своими свойствами по свариваемости;
-
если применяют новые для данного сварщика марки сварочных материалов
(электродов, сварочной проволоки, флюсов);
-
при изменении технологии сварки.
7.37 Вид
сварки, технология производства сварочных работ и пространственное положение
допускного стыка (поворотный или неповоротный) должны соответствовать
выполняемым сварщиком при строительстве объекта.
7.38
Контроль и оценку качества допускного стыка осуществляют внешним осмотром,
радиографическим контролем и механическими испытаниями в соответствии с
требованиями СНиП 42-01, предусмотренными для
контрольных стыков.
7.39 При
неудовлетворительных результатах контроля допускного стыка:
-
внешним осмотром - стык бракуется и дальнейшему контролю не подлежит;
-
физическим методами или механическими испытаниями - проверку следует повторить
на удвоенном числе стыков.
В
случае получения неудовлетворительного результата хотя бы в одном стыке сварщик
должен пройти дополнительную практику по сварке, после чего сварить новый
допускной стык, подлежащий испытаниям в соответствии с требованиями настоящего
раздела.
7.40
Результаты проверки качества допускных стыков
физическими методами и механическими испытаниями следует оформлять протоколами.
7.41 К
пайке внутренних газопроводов из медных труб допускаются:
-
паяльщики труб не ниже 4-го разряда;
-
паяльщики не ниже 5-го разряда, согласно «Общероссийскому классификатору
профессий рабочих» ОК 016-94, аттестованные в установленном порядке.
7.42
Перед допуском к работе по пайке газопроводов из медных труб каждый рабочий
должен выполнить допускные паяные соединения в количестве не менее 3 шт. (рисунок 8). Допускные соединения паяют из труб
и соединительных деталей одного из диаметров, используемых при строительстве.
Образцы клеймят личным клеймом паяльщика (резиновым оттиском) или
карандашом-маркером.
7.43 Контроль
образцов осуществляют:
-
внешним осмотром - на полноту и отсутствие видимых трещин галтели паяного
соединения согласно требованиям ГОСТ 19249;
-
испытаниями на статическое растяжение двух образцов - для определения
механических свойств паяного соединения;
-
испытаниями на «распай» одного образца -
для определения площади пропая.
7.44 До
проведения испытания на статическое растяжение измеряют наружный диаметр D1 и
внутренний диаметр D2 медной
трубы и вычисляют площадь поперечного сечения трубы по формуле (33)
 (33)
(33)
7.45
Испытания на статическое растяжение производят на разрывных
машинах или универсальных испытательных машинах, соответствующих ГОСТ 7855.
Допускается концы образцов сплющить для удобства проведения испытаний. Образец
нагружают равномерно и непрерывно до разрушения, в момент разрушения определяют
максимальную нагрузку Р и место разрушения: по основному материалу или
по пайке. По окончании испытания рассчитывают показатель прочности sв -
временное сопротивление разрыву (предел прочности) по формуле (34)
 (34)
(34)
Качество
пайки считается удовлетворительным, если величина sв ³ 280
МПа.
7.46 При
применении метода «распая» нагревают паяное соединение
до температуры плавления припоя и разъединяют детали. Измеряют диаметр поверхности пайки D1. Рассчитывают
площадь каждого паяного шва по формуле (35)
S1 = pD1L1 (35)

Рисунок 8
- Допускное соединение
Примечание - Размер l
определяется типом разрывной машины.
Затем
определяют площадь «непропая». Качество пайки считается
удовлетворительным, если площадь «непропая» составляет менее 5 % для каждого
шва.
7.47
Результаты контроля образцов регистрируются в журнале испытаний и оформляются
протоколами (приложения Ж и И).
7.48 При
неудовлетворительных результатах контроля образцов:
-
внешним осмотром - образцы бракуются и дальнейшему контролю не подлежат;
-
механическими испытаниями или методом «распая» - проверку следует повторить на удвоенном числе образцов.
В
случае получения неудовлетворительных результатов повторного контроля хотя бы
одного образца, паяльщик должен пройти дополнительное обучение по пайке, после
чего выполнить пайку допускных образцов, подлежащих
испытаниям в соответствии с вышеприведенными требованиями.
7.49 Для
соединения труб применяют дуговую (ручную, полуавтоматическую, автоматическую
под флюсом) и газовую сварку, стыковую контактную сварку оплавлением, сварку в
среде СО2 и пайку.
Типы,
конструктивные элементы и размеры сварных соединений стальных газопроводов
должны соответствовать ГОСТ
16037 и рекомендациям настоящего раздела.
7.50
Технология сварки газопроводов включает: подготовку труб к сварке, сборку
стыков, базовую сварку труб в секции и сварку труб или секции в нитку.
При
сварке труб условным диаметром более 400 мм двумя сварщиками каждый из них
должен поставить (наплавить или выбить) по номеру (клейму) на границах своего
участка.
7.51
Подготовка кромок под стандартную разделку (рисунок 9) выполняется механической обработкой или газовой резкой
с последующей зачисткой шлиф-машинкой.

Рисунок 9
- Схема обработки кромки
7.52
Перед сборкой труб необходимо:
-
очистить внутреннюю полость труб и деталей от грунта, грязи, снега и других
загрязнений;
-
очистить до металлического блеска кромки и прилегающие к ним внутреннюю и
наружную поверхности труб, деталей газопроводов, патрубков, арматуры на ширину
не менее 10 мм;
-
проверить геометрические размеры кромок, выправить плавные вмятины на концах
труб глубиной до 3,5 % наружного диаметра трубы;
-
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную
поверхности труб на ширину не менее 10 мм.
Концы
труб, имеющие трещины, надрывы, забоины, задиры фасок глубиной более 5 мм,
обрезают.
При
температуре воздуха ниже минус 5 °С правка
концов труб без их подогрева не рекомендуется.
7.53
Сборку стыков труб производят на инвентарных лежках с использованием наружных
или внутренних центраторов.
Допускаемое
смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S - наименьшая из толщин стенок свариваемых труб.
7.54
Сварка стыков разнотолщинных труб или труб с
соединительными деталями и патрубками арматуры допускается без специальной
обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не
превышает 2,0 мм).
Сварка
труб или труб с соединительными деталями и патрубками арматуры с большей
разнотолщинностью осуществляется стандартным переходом длиной не менее 250 мм.
При
отсутствии стандартных переходов допускается производить на надземных и
внутренних газопроводах низкого давления нахлесточные
соединения «труба в трубу» размеров d 50´40, 40´32, 32´25, 25´20 мм.
Сварка
нахлесточных соединений
производится в соответствии с ГОСТ
16037 и выполнением следующих требований:
-
просвет между трубами, соединяемыми внахлест, не более 1 - 2 мм и равновелик по периметру;
-
величина нахлеста по длине соединяемых труб не менее 3 см;
- на
конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45°
на всю толщину стенки трубы;
-
соединения свариваемых торцов после специальной подготовки (утонении) кромок
изнутри или снаружи более толстостенного элемента с толщиной стенки S3 до
толщины S2 свариваемого торца (рисунок 10), которая не превышает 1,5
толщины менее толстостенного элемента S1.
7.55 Сборку под сварку труб с односторонним продольным или спиральным
швом производят со смещением швов в местах стыковки труб не менее чем на:
- 15 мм - для труб диаметром до 50 мм;
- 50 мм - » » » от
50 до 100 мм;
-100 мм - » » » св. 100 мм.
При
сборке под сварку труб, у которых швы сварены с двух сторон, допускается не
производить смещение швов при условии проверки места пересечения швов
физическими методами.
При
температуре эксплуатации ниже минус 40 °С и в районе с сейсмичностью свыше 6
баллов дуговую сварку труб из углеродистой стали производят электродами типа
Э42А, Э46А, из низколегированной - типа Э50А.
Для
дуговой сварки труб применяют следующие типы электродов по ГОСТ
9467, ГОСТ
9466:
-
Э42-Ц, Э46-Ц диаметром 2,0; 3,0; 3,25; 4,0 мм с целлюлозным покрытием - для сварки корневого слоя шва труб I -
III групп;
-
Э42А, Э42Б, Э46А, Э50Б диаметром 2,5; 3,0; 3,25 мм с основным покрытием - для
сварки корневого слоя шва труб I и III групп;
-
Э42А, Э42Б, Э46А, Э46Б, Э50А, Э50Б диаметром 3,25 и 4,0 мм с основным покрытием
- для сварки заполняющих и облицовочного слоев шва труб I и III групп;
-
Э42-Р, Э46-Р с рутиловым покрытием - для сварки
всех слоев шва труб I и II групп (постоянным током);
-
Э42-Р с рутиловым покрытием - для сварки всех слоев шва труб I и II групп (переменным током).
7.93
Сварочную проволоку и флюсы подбирают по ГОСТ 2246 и ГОСТ 9087
соответственно в зависимости от группы свариваемых труб в следующих сочетаниях:
-
для труб I и II групп - СВ-08 и АН-348-А,
СВ-08А и АНЦ-1 (ТУ 108.1424), СВ-08ГА и АН-47;
-
для труб III группы - СВ-08ГА и АН-348-А, АНЦ-1 (ТУ 108.1424), АН-47.
Перед
применением сварочные материалы проверяют внешним осмотром на их соответствие
требованиям ГОСТ (ТУ). При обнаружении дефектов (обсыпка защитной обмазки
электродов и их увлажнение, коррозия сварочной
проволоки) применение этих материалов не допускается.
7.94 При
дуговой сварке труб в среде углекислого газа применяют:
-
сварочную проволоку по ГОСТ 2246 марки
СВ-08Г2С;
-
углекислый газ по ГОСТ 8050
чистотой не менее 99,5 %.
7.95 При
газовой сварке следует применять:
-
сварочную проволоку по ГОСТ 2246 марок:
СВ-08АА, СВ-08ГА, СВ-08Г2С, С8-08ГС, СВ-12ГС;
-
кислород технический по ГОСТ
5583;
-
ацетилен в баллонах по ГОСТ
5457 или ацетилен, полученный на месте производства работ из карбида
кальция, по ГОСТ 1460.
7.96
Сварные соединения газопроводов
подвергаются внешнему осмотру, механическим испытаниям и контролю физическими
методами в соответствии с требованиями СНиП 42-01 и рекомендациями
настоящего подраздела.
7.97
Стыки, сваренные дуговой или газовой сваркой, по результатам внешнего осмотра
должны соответствовать ГОСТ
16037 и удовлетворять следующим требованиям:
-
швы и прилегающие к ним поверхности труб на расстоянии не менее 20 мм (по обе
стороны шва) должны быть очищены от шлака, брызг расплавленного металла,
окалины и других загрязнений;
-
швы не должны иметь трещин, прожогов, незаваренных кратеров, выходящих на
поверхность пор, а также подрезов глубиной более 5 % толщины стенки труб (более
0,5 мм) и длиной более 1/3 периметра
стыка (более 150 мм).
7.98 По
результатам проверки радиографическим методом стыки следует браковать при
наличии следующих дефектов:
-
трещин, прожогов, незаваренных кратеров;
-
непровара по разделке шва;
-
непровара в корне шва и между валиками глубиной более 10 % толщины стенки трубы;
-
непровара в корне шва и между валиками свыше 25 мм на каждые 300 мм длины
сварного соединения или свыше 10 % периметра при длине
сварного соединения менее 300 мм;
-
непровара в корне шва в стыках газопроводов диаметром 920 мм и более,
выполненных с внутренней подваркой;
-
непровара в корне шва в сварных соединениях, выполненных с подкладным кольцом;
-
если размеры дефектов стыков (пор, шлаковых и других включений) превышают
установленные для класса 6 по ГОСТ
23055.
7.99 По
результатам ультразвукового контроля стыки следует браковать при наличии
дефектов, площадь которых превышает площадь отверстия
в стандартных образцах предприятия,
прилагаемых к ультразвуковому аппарату, а также при наличии дефектов
протяженностью более 25 мм на 300 мм длины сварного соединения или на 10 %
периметра при длине сварного соединения менее 300 мм.
7.100 Для резки медных труб
применяют мелкозубые ножовки по металлу, дисковые труборезы (рисунок 12), трубоотрезные станки и т.д. Для сохранения перпендикулярности кромки
резки по отношению к оси трубы применяют корытообразную оправку. Образующиеся
после резки заусенцы необходимо тщательно удалить.
Для
обеспечения перпендикулярности кромки резки по отношению к оси и чистой
поверхности кромки рекомендуется применение дисковой труборезной пилы.
Правильная прорезь трубы без ее деформации получается после 5 - 7-кратной прокрутки станка вокруг оси трубы, причем каждый раз дисковый резец вводится в стенку трубы
на глубину до 0,2 мм. Задиры, которые образуются внутри трубы, легко удаляются
скребком, при этом необходимо избегать снятия фаски с конца трубы, что
нежелательно при последующем соединении.
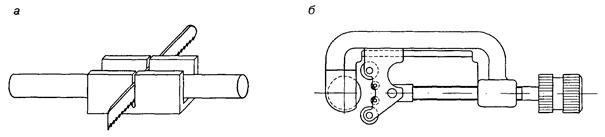
Рисунок 12
а - обрезка медной
трубы с помощью ножовки и корытообразной оправки; б - дисковая
труборезная пила
7.101
Гибку медных труб в твердом состоянии наружным диаметром до 22 мм
допускается выполнять холодным способом (рисунок 13), радиус гиба - не менее 3 - 6 наружных диаметров трубы при толщине стенки 1 мм (таблица 22). Для гибки медных труб
используются те же самые инструменты (трубогибочные станки), что и для ручной гибки стальных труб.

Рисунок 13
- Холодная гибка медной трубы
Таблица 22
7.102 Гибку труб наружным
диаметром более 22 мм выполняют только после предварительного смягчающего
отжига в месте гиба, радиус гиба не менее 5 наружных диаметров трубы. Холодная
гибка с предварительным отжигом требует применения специального трубогибочного
станка с одновременным калиброванием внутреннего сечения сгибаемой трубы. При
горячей гибке трубу предварительно заполняют сухим песком. Перед нагревом
определяют зону нагрева и гибки в соответствии с рисунком 14.

Рисунок 14
- Определение зоны гибки и зоны нагрева перед гибкой для исполнения
дуги под углом 90°
7.103 Трубу нагревают ацетилено-воздушной или ацетилено-кислородной горелкой, головка
которой подбирается в зависимости от диаметра трубы так, чтобы избежать перегрева материала трубы. Пламя в горелке
поддерживается нормальным (нейтральным), с гладким и четким ядром. В начале
нагрева расстояние между головкой горелки и нагреваемой поверхностью должно
быть, как правило, равно двойной длине конуса пламени, затем это расстояние
увеличивают вдвое. Горелку держат в таком положении до достижения температуры
около 650 °С.
Последовательность
действий при горячей гибке труб следующая:
-
определяется зона гибки и нагрева;
-
труба заполняется сухим мелкозернистым песком;
-
концы заполненной песком трубы закупориваются деревянной пробкой;
-
производится предварительный нагрев (до потускнения поверхности трубы);
-
труба нагревается равномерно по всей намеченной длине до температуры около 650
°С, т.е. до получения темно-красного цвета поверхности трубы;
-
производится медленная гибка на трубогибочном станке;
-
после окончания гибки из трубы удаляется песок и происходит естественное
охлаждение гнутой трубы.
7.104
Медные трубы перед сборкой калибруют (рисунок 15) с применением специальных приспособлений до
обеспечения размеров в соответствии с таблицей 5 и рисунком Д.1
приложения Д.

Рисунок 15
- Схема калибровки медных труб перед монтажом
7.105 При монтаже внутренних
газопроводов из медных труб применяется высокотемпературная пайка твердым
припоем, при этом применяют телескопические (капиллярные) паяные соединения ПН-4, ПН-5 по ГОСТ 19249 (рисунок 16).
В
исполнительной документации условные обозначения паяных соединений состоят из:
-
буквенно-цифрового обозначения типа паяного соединения;
-
толщины паяного соединения;
-
ширины и длины соединения;
-
обозначения ГОСТ.
Пример
полного условного обозначения телескопического паяного соединения ПН-5 толщиной
0,1 мм, шириной 15 мм длиной
47 мм:
ПН-5 0,1´15´47 ГОСТ 19249-73.
Паяный
шов характеризуется следующими показателями:
1. Конструктивными
элементами паяного шва являются: капиллярный участок шва и галтель (галтели).
2. Основными параметрами конструктивных элементов паяного шва
являются: толщина, ширина и длина капиллярного участка шва.
3.
Толщина шва определяется расстоянием между поверхностями соединенных деталей
(это расстояние эквивалентно величине паяного зазора).
4.
Ширина шва определяется протяженностью капиллярного шва в сечении, характеризующем тип паяного соединения. В телескопических
соединениях ширина шва равна длине нахлестки (размер L1, L3).
5.
Длина шва для телескопического соединения равна длине окружности паяного
соединения (pD1).
6.
Толщина шва определяется величиной сборочного зазора и физико-химическими
свойствами паяемого материала и припоя (см. таблицу 5).
7.
Величина нахлестки определяется механическими свойствами паяемого материала,
паяного шва и требованиями, предъявляемыми к конструкции.
7.106 Перед пайкой стыкуемые
поверхности труб и соединительных деталей обрабатывают одним из следующих
способов:
-
травлением в растворе кислот в составе: серная кислота - 100 г, азотная кислота - 100
г, соляная кислота - 20 г на 1 л воды, температура раствора 18 - 25 °С, время
обработки 2 - 3 мин с последующей
нейтрализацией в растворе углекислого натрия - 150 г на 1 л воды и промывкой в
горячей воде (температура 70 - 90 °С).
Обработанные детали до пайки допускается хранить не более 3 сут, по истечении 3 сут
необходима повторная обработка стыкуемых поверхностей;
-
ультразвуковым травление медных деталей в 10 - 30 %-ном водном растворе
серной кислоты с добавлением 5 - 6 % хромистого ангидрида при температуре 20 - 30 °С, максимальная
длительность травления 3 мин, с обязательным последующим пассивированием в 20 -
30 %-ном водном растворе кальцинированной или
каустической соды при температуре 20 - 30 °С в течение 1 - 5 мин. Длительность хранения
деталей после ультразвукового травления до 60 сут;
-
другими способами, обеспечивающими качественную подготовку поверхности и
сохранение размеров в пределах допуска.
7.107
Сборку под пайку и пайку труб и соединительных деталей производят в специальных
центрирующих приспособлениях, обеспечивающих постоянство зазора в процессе
пайки.

Рисунок 16
- Схема паяного соединения
Последовательность
операций следующая:
-
проверка и в случае необходимости калибровка соединяемых элементов;
-
очистка соединяемых поверхностей;
-
нанесения флюса на конец трубы при соединении с медь-латунь, медь-бронза
(соединение медь-медь можно выполнять без
применения флюса);
-
ввод конца трубы в раструб до ощутимого сопротивления;
-
равномерное подогревание соединения до температуры несколько выше точки
плавления припоя;
-
подача к кромке раструба припоя, который, плавясь при соприкосновении с
подогретой трубой, всасывается в капиллярный зазор вплоть до его заполнения
(подаваемый припой нагревать не рекомендуется);
-
охлаждение соединения;
- удаление
остатков флюса с зоны соединения медь-латунь, медь-бронза.
7.108 Пайку допускается выполнять
при температуре наружного воздуха от минус 10 °С до плюс 40 °С. Пайку выполняют ацетиленовыми газовыми горелками, пламя
горелки должно быть «нормальным» (нейтральным). При пайке одновременно и
равномерно нагревают поверхность медных труб непосредственно у раструбов
соединительной детали и раструбы соединительной детали до темно-вишневого цвета
(750 - 900 °С). Затем пруток припоя подают к
кромке раструба соединительной детали, достаточность нагрева определяют по
началу плавления прутка припоя при прикосновении его к нагретой поверхности
трубы, припой всасывается в капиллярный зазор и заполняет его, окончание пайки
определяют по заполнению зазора, затем также выполняют паяный шов на втором
(третьем) раструбе соединительной детали. Допускается выполнять пайку в любом
пространственном положении соединяемых деталей (рисунок 17). Центрирующие приспособления снимают не ранее чем
через 5 мин после пайки всех раструбов одной соединительной детали.
7.109 После охлаждения паяного
соединения избыток припоя удаляют, поверхности деталей в зоне пайки зачищают до
металлического блеска.
7.110 Каждый паяный шов маркируется
личным клеймом паяльщика (резиновым оттиском) или несмываемым
карандашом-маркером на
трубе рядом с соединительной деталью.
7.111
Работать с кислотами и щелочами необходимо в резиновых перчатках и
кислотостойкой одежде. Лицо необходимо защищать от брызг защитными очками.
После
окончания работ и перед принятием пищи необходимо тщательно вымыть руки.
7.112 При
пайке газовой горелкой перед началом работы необходимо проверить герметичность
аппаратуры и шлангов.
7.113 Баллоны с газом должны
храниться в вертикальном положении.
7.114 Емкости с растворами кислот
и щелочей после работы сдают на склад, не допускается слив растворов кислот и
щелочей в канализацию.
7.115 Операционный контроль в
процессе сборки и пайки газопроводов из медных труб следует производить в
соответствии с требованиями СНиП 3.01.01.
При
операционном контроле необходимо проверять: качество подготовки поверхностей
деталей под пайку, диаметры сопрягаемых поверхностей, зазоры между ними,
соответствие марок припоев, указанным в 4.14,
наличие центрирующих приспособлений.
7.116 Качество паяных соединений проверяют
внешним осмотром на полноту и вогнутый мениск, отсутствие видимых трещин
галтели паяного соединения согласно требованиям ГОСТ 19249. Осмотру
подвергают 100 % паяных соединений. Осмотр производят визуально или с
применением лупы 2
- 4-кратного увеличения. При обнаружении внешним
осмотром дефектов паяные соединения бракуются и подлежат исправлению.
7.117 Каждый паяльщик,
участвующий в производстве работ на объекте, должен выполнить одно контрольное
паяное соединение согласно рисунку 16,
которое подлежит проверке внешним осмотром и на «распай» в соответствии с 7.55.
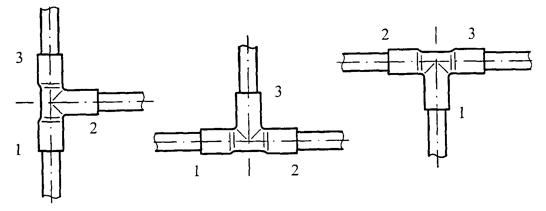
Рисунок 17 - Очередность пайки (1 - 3) соединений тройника в зависимости от его положения в
центрирующем приспособлении (вид спереди)
При
неудовлетворительных результатах контроля образцов проверку следует повторить
на удвоенном числе образцов.
В
случае получения неудовлетворительных результатов повторного контроля хотя бы
одного образца паяльщик должен пройти дополнительное обучение по пайке, после
чего выполнить пайку 3 допускных образцов, подлежащих
испытаниям в соответствии с вышеприведенными требованиями.
7.118 Все швы, выполненные
паяльщиком на данном объекте, подвергаются проверке приемочной комиссией с
участием представителей заказчика. Выявленные в результате внешнего осмотра
паяного соединения дефекты пайки допускается исправить повторной пайкой. При
повторении дефекта на одном и том же соединении дефектный участок следует
вырезать и установить ремонтные соединительные детали, при этом паяльщик может
быть допущен к работе только после дополнительного обучения и выполнения трех
допускных соединений.
7.119 Трубы, поступающие на
монтаж, рекомендуется защищать от попадания в их полость грязи, снега и
посторонних предметов.
7.120 Трубы и трубные секции на
строительной полосе рекомендуется раскладывать с использованием подкладок
(раскладочных лежек), исключающих прямой контакт между телом трубы и грунтом, с
целью обеспечения сохранности тела трубы и изоляционного покрытия, снижения
вероятности попадания в полость труб влаги, снега, грязи, возможности
использования при монтаже газопровода помимо клещевых захватов еще и мягких
монтажных полотенец, несмерзания труб (по нижней образующей) с грунтом,
возможности выполнения опережающей подготовки кромок труб под их сборку без
использования трубоукладчика.
7.121 В качестве раскладочных
лежек могут быть использованы деревянные брусья с выемкой по форме трубы,
которая располагается в средней части лежки. Размеры лежек выбираются на стадии
разработки проекта производства работ (ППР). При этом учитываются: диаметр труб, длина трубных элементов (одиночных
труб или секций), грунтовые условия,
вспомогательное технологическое назначение этих устройств и т.п.
7.122 Сборку труб (секций) в
плети на трассе выполняют так, чтобы пристыковываемая труба, поддерживаемая в
своей средней части трубоукладчиком, одним из
концов (тем, который участвует в сборке) вошла в надежный неподвижный контакт с торцом наращиваемой плети. Такое положение фиксируется внутренним
центратором. Плеть при сварке не должна подвергаться подвижкам; выполнение
такого условия может быть достигнуто применением инвентарных монтажных опор,
которые, полностью воспринимая вес плети, надежно фиксируют ее пространственное
положение.
После
сварки корневого слоя шва под свободный конец трубы (секции) устанавливают
(подводят) очередную монтажную опору. Далее осуществляют сварку заполняющих и
облицовочного слоев; при этом положение всей плети, включая пристыковываемую
трубу, является строго фиксированным по отношению к монтажным опорам.
7.123 Во
избежание возникновения чрезмерных остаточных напряжений в стенках труб не
допускается изгибать или нагревать трубы с целью достижения требуемого
сварочного зазора, а также обеспечения их соосности. Исключение составляют те
случаи, когда перечисленные выше воздействия специально предусмотрены
технологией монтажа, например при сборке замыкающего стыка возле компенсатора,
и в других аналогичных случаях.
7.124 Если зона расположения захлесточного стыка совпадает с местом, где меняется
номинальная толщина стенки труб, то стык захлесточного
соединения не должен включать в себя трубы с разной толщиной стенки. В
указанных случаях захлесточный стык выносят в то место, где расположены равнотолщинные трубы; при этом к
концу одной плети заранее приваривается труба или секция с толщиной стенки,
соответствующей по этому параметру трубам смежной плети.
7.125 Захлесточное соединение должно быть полностью закончено сваркой
(включая облицовочный слой шва), прежде чем трубоукладчики начнут опускать
приподнятый для монтажа захлеста участок газопровода. Во время производства
сварочных работ не рекомендуется производить изменения технологических
параметров той монтажной схемы, которая была зафиксирована к моменту завершения
сборки захлесточного стыка.
Не
рекомендуется оставлять незаконченными сварные соединения захлестов, т.е. устраивать длительные перерывы в работе, когда
стыкуемые плети с незавершенным сваркой стыком находятся на весу.
7.126 При
сварке на берме траншеи длинномерных плетей расположение мест по трассе, где
необходимо или допустимо устраивать технологические разрывы (с последующим
монтажом технологических захлестов), должно быть указано в ППР. Количество
захлестов должно быть по возможности минимальным, но достаточным для
обеспечения полного прилегания газопровода к дну траншеи, что необходимо для
исключения остаточных напряжений в его стенках.
7.127
Минимальные допустимые радиусы упругого изгиба равняются 1000Dн.
7.128 На участках упругого изгиба
сборка и сварка труб ведутся сначала напрямую, при этом все кольцевые стыки в
зоне предстоящего изгиба плети полностью завариваются всеми слоями шва, и
лишь после этого допускается приложение к плети изгибающих усилий. Контроль качества
стыков на таких участках производится после выполнения изгиба.
7.129 Для
обеспечения требуемого зазора или соосности труб не рекомендуется натягивать
трубы, изгибать их силовыми механизмами или нагревать за пределами зоны
сварного стыка, а также категорически запрещается вваривать любые присадки.
Приварка
патрубков ответвлений газопровода в местах расположения заводских швов не
допускается. Расстояние между заводским продольным швом газопровода и швом
приварки патрубка составляет не менее 50 мм.
7.130 Монтаж перехода выполняют в
соответствии с проектом производства работ, который содержит указания о способе
и последовательности монтажа, обеспечивающего прочность, устойчивость и
неизменяемость конструкции на всех стадиях строительства. При этом суммарная
величина монтажных напряжений в газопроводе должна быть, как правило, не более
70 % нормативного предела текучести материала трубы.
Проект
производства работ по сооружению надземных переходов через судоходные водные
препятствия, оросительные каналы, железные и автомобильные дороги строительная
организация согласовывает с соответствующими эксплуатирующими организациями.
7.131 Допускаемые отклонения
строительно-разбивочных работ от проектных размеров для балочных переходов
газопроводов диаметром более 200 мм приведены в таблице 23.
Таблица 23
|
Контролируемый показатель
|
Допускаемое отклонение, мм
|
|
Точность положения осей опоры и газопровода при выносе в натуру:
|
|
|
вдоль оси
газопровода;
|
±50
|
|
поперек оси
газопровода;
|
±25
|
|
Отклонения высотной отметки подошвы фундамента опоры
|
±40
|
|
Смещение фундамента относительно разбивочных
осей
|
±50
|
|
Отклонение головы свай в плане
|
±50
|
|
Отклонение отметки верха сваи
|
±50
|
|
Отклонение центра опоры
|
±50
|
|
Отклонение отметки верха опорной части
|
±100
|
|
Отклонение оси газопровода от центра опоры на
продольно-подвижных опорах
|
±100
|
|
То же, на свободно подвижных опорах с учетом температурного
графика (по проекту)
|
±200
|
|
Отклонение газопровода от геометрической оси на прямолинейных
переходах без компенсации температурных деформаций на каждой опоре
|
±50
|
|
Отклонение вылета компенсатора
|
+1000, -500
|
Допускаемые
отклонения строительно-разбивочных работ от
проектных размеров на арочные, вантовые,
шпренгельные переходы должны указываться в
проекте.
7.132 При
замыкании участков надземного газопровода его положение на ригелях опор
необходимо определять в зависимости от температуры наружного воздуха в
соответствии с проектом.
7.133
Регулировку положения газопровода на ригелях опор необходимо проводить во время
монтажа. После окончания испытания газопровода при необходимости производится
дополнительная регулировка.
7.134
Монтаж газопроводов осуществляют кранами, в стесненных условиях - надвижкой, при этом места
строповки выбирают с условием, чтобы напряжение в трубах было не более 0,85 -
0,9 предела текучести материала трубы и сварного
соединения. При необходимости устанавливают временные опоры. Длина плети не
должна превышать, как правило, расстояние между компенсаторами и углами
поворота трассы.
После
выверки положения газопровода в него вваривают компенсаторы и отводы.
Для
уменьшения напряжения в газопроводе компенсаторы допускается подвергать
предварительному растяжению или сжатию в зависимости от указаний проекта о
температуре приварки к газопроводу компенсаторов и неподвижных опор.
7.135
Надземные переходы газопроводов через естественные и искусственные препятствия
могут быть балочными, арочными, висячими, шпренгельными.
7.136 Балочные переходы
выполняются прокладкой газопровода по опорам или эстакадам.
7.137 Подготовленные для монтажа
балочного перехода плети, компенсаторы, отводы, опорные части и т.д. окрашивают
до их установки на место; по окончании монтажа окрашивают монтажные стыки и
отремонтированные поврежденные при монтаже места.
Отделочные
работы рекомендуется выполнять с подвесных люлек, лесов, плавсредств, монтажной
вышки.
7.138 Арочные переходы
допускается собирать из прямых труб или предварительно гнутых элементов
газопровода.
Трубы
гнут на сварочно-монтажной площадке, где отдельные элементы арочного перехода
сваривают между собой в секции, арки, полуарки.
Арочные
переходы монтируют отдельными секциями на подмостях,
из крупных секций с промежуточными опорами или собирают полуарку или все
пролетное строение в горизонтальном положении и затем с помощью кранов
устанавливают на место.
Для
исключения передачи распора от собственного веса на линейную часть газопровода
устанавливают затяжки пят арки или предусматривают другие способы, позволяющие
выполнить это условие. После сварки арки с прилегающими участками газопровода и
замоноличивания опор дополнительные приспособления необходимо снять.
7.139
Монтаж висячего перехода газопровода выполняется в следующей
последовательности:
-
устройство фундаментов под пилоны и анкерные опоры несущих и ветровых тросов;
-
монтаж пилонов;
-
подготовка несущих тросов, оттяжек и подвесок и их монтаж;
-
монтаж газопроводов с компенсаторами и присоединение к общей трассе;
-
монтаж ветровых систем;
-
регулирование несущих и ветровых систем:
-
антикоррозионные работы.
7.140
Устройство фундаментов и анкерных опор выполняют по аналогии с фундаментами
балочных переходов.
Пилоны
рекомендуется применять жесткие или гибкие, а крепление к фундаментам - жесткое
или шарнирное. К месту строительства пилоны рекомендуется доставлять в
собранном виде или отдельными крупными секциями.
Небольшие
пилоны допускается устанавливать на фундамент при помощи кранов или монтажных
мачт.
Пилоны,
имеющие большую высоту, рекомендуется устанавливать при помощи падающей стрелы,
а затем подъемными тросами и раскреплять временными расчалками.
Для
висячих переходов в качестве несущих и ветровых
тросов применяют канаты или круглую сталь.
Для
вытяжки и разметки тросов рекомендуется устраивать специальные сооружения
(настил, эстакада и т.д.). После разметки тросы следует сматывать на
барабаны и доставлять к месту монтажа. Вытягивать тросы рекомендуется при
помощи полиспастов и лебедок или домкратов и закреплять их концы анкерными
болтами. Вытянутые концы канатов закрепляют в специальные стаканы, где их
расплетают, проволоку заправляют в конусные отверстия стаканов, после чего
заливают цинковым сплавом. После заделки концов тросы дважды растягивают до
проектных напряжений и в таком положении,
краской размечают места опирания их на пилоны и крепления.
Концы
тросов из круглой стали рекомендуется закреплять с помощью гаек.
Для
монтажа тросов рекомендуется использовать механизмы, применяемые для подъема
пилонов или специальные подъемные устройства, устанавливаемые на вершинах
пилонов.
С
берега на берег тросы рекомендуется протаскивать лебедками с помощью подмостей,
плотов, понтонов или по монтажному тросу. При этом необходимо предохранять
оцинкованную поверхность тросов от повреждений.
Подвески
и оттяжки крепят к тросам до их подъема на вершины пилонов.
После
монтажа все тросы предварительно регулируют с помощью натяжных приспособлений
(талрепов).
Газопровод
рекомендуется монтировать следующими способами:
-
подъемом плетей газопровода вместе с тросами;
-
протаскиванием плетей по подмостям;
-
продольным протаскиванием с использованием несущих тросов и подвесок;
-
сборкой из секций непосредственно в пролете.
В
первом случае плеть газопровода рекомендуется прикреплять к тросам с помощью
подвесок и поднимать при одновременном подъеме обоих пилонов вместе с тросами.
Второй
способ рекомендуется применять на широких горных и мелководных реках или оврагах при низком горизонте воды, когда
удобно протащить плеть непосредственно по
установленным на грунте легким подмостям.
При
третьем способе плеть газопровода рекомендуется протаскивать:
- по
закрепленным к подвескам опорам, на которых установлены временные или
постоянные ролики;
- по
временно натянутому и прикрепленному к подвескам монтажному канату.
Газопровод
рекомендуется протаскивать с помощью лебедки или трактора.
Продвигаемую
часть газопровода на берегу рекомендуется поддерживать трубоукладчиками или
временными опорами.
При
четвертом способе рекомендуется сначала монтировать навесным способом
эксплуатационный мостик, затем собирать на нем плеть газопровода из отдельных
секций или протаскивать ее целиком.
После
закрепления газопроводов на подвесках производят выверку всех систем несущих и ветровых тросов и окрашивание монтажных стыков газопровода и
поврежденных мест с подвесной тележки, для передвижения которой должен быть
предусмотрен монорельс, или с временного мостика,
или временных подмостей.
7.141 Шпренгельные переходы
рекомендуется монтировать:
- на
берегу реки или оврага;
- с
подмостей или временных опор.
При
первом способе шпренгель допускается собирать в горизонтальном положении с
установкой временных опор под газопровод.
Рекомендуется
устанавливать шпренгельные переход на пилоны с помощью поперечного перемещения вдоль препятствия с помощью кранов или других
транспортных средств, продольного протаскивания с установкой временных опор или
подмостей, понтонов, вертолетом и т.д.
При
втором способе сборку шпренгеля допускается осуществлять с помощью
протаскивания трубы, в дальнейшем - монтаж элементов шпренгеля и установка его
на пилоны.
7.142
Укладку осуществляют одиночными трубами (секциями) с последующей сваркой их в
траншее или длинномерными плетями, предварительно сваренными на берме траншеи.
7.143
Опуск одиночных изолированных труб (секций) в траншею производят в зависимости
от диаметра и толщины стенки труб (с учетом длины секции) с помощью самоходных
грузоподъемных средств
(трубоукладчиков, стреловых кранов и т.п.) либо с
применением ручной такелажной оснастки (ремней, лебедок, полиспастов и т.п.).
7.144 В качестве грузозахватных
приспособлений при механизированной работе с одиночными трубами (секциями)
используются мягкие монтажные полотенца или специальные эластичные стропы.
Применение для этих целей открытых стальных канатов, монтажных «удавок» и
других приспособлений, не имеющих мягких контактных поверхностей, не
рекомендуется.
7.145 Для
сборки и сварки одиночных труб в плети на дне траншеи необходимо использовать
только стандартизованные центраторы, обеспечивающие надежную и геометрически
правильную фиксацию труб, как на прямых, так и на криволинейных участках
трассы.
7.146 После завершения сварочных
работ и контроля качества кольцевых швов производят работы по очистке и
изоляции околошовных зон, используя при этом специальные (портативные) средства
малой механизации или механизированный инструмент.
7.147 Плеть газопровода следует
укладывать в траншею в соответствии с проектом производства работ (ППР), в
котором может быть предусмотрен один из следующих рекомендуемых способов:
-
приподнятием над монтажной полосой, поперечным надвиганием на траншею и
опусканием на ее дно плетей, сваренных из труб с заводской или базовой
изоляцией (при предварительной изоляции сварных стыков);
-
предварительным приподнятием над монтажной полосой с последующим поперечным
надвиганием в проектный створ и опусканием на дно траншеи трубных плетей с
одновременной их очисткой и изоляцией механизированными методами (совмещенный
способ производства изоляционно-укладочных работ);
-
теми же приемами, что и в предыдущем случае, но без очистки и изоляции, которые
выполняются на трассе заблаговременно (раздельный способ производства работ по
очистке, изоляции и укладке газопровода);
-
продольным протаскиванием с монтажной площадки заранее подготовленной (включая
нанесение изоляции, футеровки, балластировки) длинномерной плети
непосредственно по дну обводненной траншеи;
-
продольным протаскиванием циклично по дну траншеи плети, наращиваемой из
отдельных труб или секций на монтажной площадке;
-
продольным перемещением с береговой монтажной площадки трубной плети на плаву
по мере ее наращивания (включая сварку, контроль качества кольцевых швов,
очистку и изоляцию стыков, балластировку и пристроповку разгружающих понтонов
или поплавков) с последующим погружением этой плети в проектное положение путем
отстроповки понтонов (поплавков);
-
теми же приемами, но без предварительной балластировки и без применения
понтонов (поплавков); в этом случае погружение плети на дно траншеи
осуществляется за счет навески на плавающий газопровод балластирующих устройств
специальной конструкции;
-
заглублением в грунт под действием собственного веса заранее подготовленных
плетей за счет принудительного формирования под газопроводом в процессе его
укладки щелей в грунте (бестраншейное заглубление);
-
опуском с бермы траншеи отдельных труб или плетей в траншею с последующим их
наращиванием в нитку в траншее;
-
опуском заранее подготовленных плетей, выложенных над проектной осью трассы и
опирающихся на временные опоры, которые установлены поперек траншеи;
-
опуском плети без применения подъемных машин в траншею, разрабатываемую методом
«подкопа».
7.148
Технологические схемы выполнения укладочных (изоляционно-укладочных) работ
выбираются из числа типовых либо разрабатываются на стадии составления проекта
производства работ (ППР), основываясь на исходных данных, по трубам
(сопротивляемость монтажным воздействиям, склонность к образованию гофр,
чувствительность к овализации поперечного сечения и т.п.). При отсутствии
справочных данных об этих свойствах следует, как правило, на стадии подготовки
строительного производства организовать проведение предварительных испытаний
труб или трубных плетей.
Все
параметры, указанные в технологических схемах, наряду с номинальными их
значениями сопровождаются обоснованными допусками (в виде абсолютных или
относительных показателей).
7.149 При
укладке газопровода в траншею обеспечивают:
-
недопущение в процессе опуска плетей их соприкосновений с бровкой или стенками
траншеи;
-
сохранность стенок самого газопровода (отсутствие на нем вмятин, гофр, изломов
и других повреждений);
- сохранность
изоляционного покрытия и других элементов конструкции газопровода
(утяжелителей, защитных покрытий и т.п.);
-
получение полного прилегания газопровода ко дну траншеи по всей его длине; если
в проекте принято решение, заведомо исключающее возможность выполнить это
требование (например, предусмотрено использование в качестве основания под
газопровод специальных прокладок или мешков, заполненных песком), то там же
должны быть указаны допустимые значения пролетов и предельные отклонения точек
опирания по высоте.
7.150 При
выборе грузозахватной оснастки (в частности, троллейных подвесок) соблюдают
требование к
удельным нагрузкам на газопровод, которые не должны
превосходить допустимых значений для данного вида изоляционного покрытия, а в
ряде случаев - и для стенок самого газопровода.
7.151
Применяют только такие схемы производства работ, при разработке которых
суммарные расчетные напряжения в газопроводе (из условия обеспечения местной
устойчивости стенок труб) не превышают:
-
0,9 предела текучести трубной стали при соотношении толщины
стенки δ к диаметру труб D, равном
1/30 и более;
-
0,75 предела текучести при условии 1/30
> δ/D > 1/80;
-
0,6 предела текучести при условии δ/D
< 1/80.
При
реализации этих условий на стадии выбора из числа типовых или создания новых
технологических схем укладки (монтажа) газопроводов необходимо стремиться к
тому, чтобы с уменьшением относительной толщины стенки применялись бы более
«щадящие» методы организации и производства работ (в частности, за счет
увеличения числа технологических разрывов в нитке газопровода на участках
трассы с пересеченным рельефом, преимущественного использования труб с
заводским изоляционным покрытием, более тщательной
«привязки» кривых машинного гнутья к профилю
траншеи и т.п.).
7.152 Работы по укладке двух или
нескольких газопроводов в общую траншею можно производить как одновременно, так и последовательно.
7.153 В
процессе работы по укладке нескольких газопроводов в одну траншею обеспечивают
заданные проектом расстояния между осями смежных ниток; с этой целью можно использовать дистанционные прокладки (проставки), балластирующие устройства или прерывистые присыпки в виде призм. Последний из перечисленных способов применим
только на участках трассы с сухими грунтами.
Во
всех случаях принимаемые для обеспечения данной цели конструктивные решения
(размеры, расположение по трассе и т.д.) обосновываются
соответствующими расчетами.
7.154 При
одновременном строительстве многониточных газопроводов в раздельных траншеях
укладку начинают с левого крайнего (по ходу движения линейных строительных
потоков) газопровода, чтобы исключить необходимость устройства проездов для
строительной техники над уже проложенными газопроводами.
7.155 При применении труб с
заводской или базовой изоляцией укладка изолированной трубной плети может
выполняться непрерывным либо циклическим методом путем «перехвата» или
«переезда». При непрерывном опуске применяют катковые (ролико-канатные) полотенца, а также троллейные подвески, для цикличной
укладки используют мягкие монтажные полотенца.
7.156 Заготовка изолированных
плетей на трассе может производиться как за счет использования труб с заводским
или базовым антикоррозионным покрытием (применительно к трубам любого
диаметра), так и путем трассовой изоляции плетей после их сварки на монтажной
полосе (как правило, применительно к трубам диаметром более 250 мм). В первом
случае изоляционные работы на трассе сводятся лишь к очистке и изоляции зон
кольцевых сварных швов.
7.157 Расстановка машин и
оборудования в колонне, выполняющей работы по очистке и изоляции плетей на
трассе, представлена на рисунках 18
и 19, а основные параметры
технологических схем сведены в таблице 24.
Очистка и изоляция трубных плетей могут производиться раздельными машинами
(очистной и изоляционной)
либо одной, совмещающей в себе те и другие функции
(«комбайном»).
Высота
подъема плети над строительной полосой в средней части колонны должна, как
правило, находиться в пределах 1,2 - 1,5 м, а в местах работы машин - не менее чем 0,9 м.
7.158
Приведенные в таблице 24 данные
относятся к процессам очистки и изоляции, когда трасса газопровода проходит по
местности с нормальными условиями. На сложных участках трассы в колонне
рекомендуется иметь дополнительный трубоукладчик, который должен располагаться
там, где возникает опасность появления перенапряжений в газопроводе или перегрузок штатных трубоукладчиков.
Если
в колонне применяется «комбайн», то указанные в таблице ограничения во внимание
не принимаются.
7.159 При
выполнении очистки и изоляции плетей в трассовых
условиях в составе колонны должна находиться,
как правило, установка для сушки труб (СТ),
которая (помимо удаления с поверхности газопровода влаги) обеспечивает подогрев металла труб до требуемой температуры.
7.160 Очистку и изоляцию зон
сварных кольцевых стыков (при использовании труб с
заводским или базовым покрытием) выполняют на берме траншеи до начала работ по
укладке плетей.
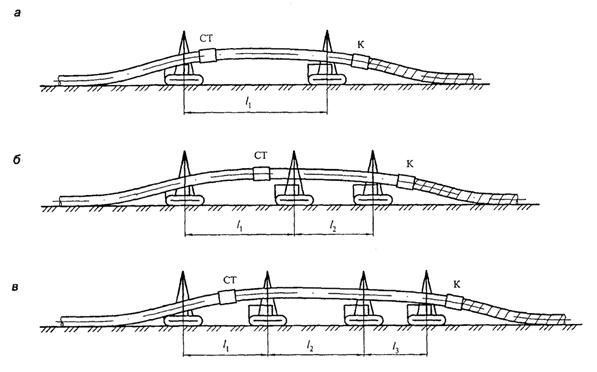
Рисунок 18
- Схема расстановки трубоукладчиков для укладки плети газопровода
при использовании комбайна для очистки и изоляции труб диаметром: а -
500 мм и менее; б - 700 - 1000 мм; в -
1000 - 1200 мм
СТ - сушильная
установка; К - комбайн для очистки и изоляции газопровода; l1 l2 l3 - расстояние между
кранами-трубоукладчиками

Рисунок 19 - Схема расстановки трубоукладчиков для укладки плети
газопровода (см. таблицу 24)
ОЧ - установка
очистки; ИЗ - изоляционная установка
Таблица 24
|
Условный диаметр газопровода,
мм
|
Схема (рисунки 18 и 19)
|
Расстояние между
трубоукладчиками (группами), м
|
Максимально допустимые
расстояния между очистной и изоляционной машинами, м
|
|
l1
|
l2
|
l3
|
|
До 250
|
а
|
12 - 15
|
-
|
-
|
15
|
|
Св. 250 до 500
|
а
|
15 - 20
|
-
|
-
|
20
|
|
» 500 » 800
|
б
|
15 - 20
|
10 - 15
|
-
|
30
|
|
» 800 » 1000
|
б
|
15 - 20
|
12 - 18
|
-
|
35
|
|
» 1000 » 1200
|
в
|
10 - 15
|
15 - 25
|
10 - 15
|
45
|
При
этом зазор между плетью и поверхностью грунта должен быть таким, чтобы
полностью обеспечивалась принятая технология выполнения этих работ. Требуемая
величина указанного зазора реализуется, как правило, за счет применения
временных (технологических) опор заданной высоты.
Если
невозможно применять опоры (например, на болотах), то плеть
следует в месте производства работ приподнять с
помощью трубоукладчиков, количество и расположение которых должны
соответствовать данным, приведенным в таблице 25 и на рисунках 20
и 21.
Таблица 25
|
Условный диаметр газопровода,
мм
|
Схема (рисунок 20)
|
Расстояние между
трубоукладчиками (грузоподъемными средствами), м
|
|
l1
|
l2
|
|
50 - 100
|
а
|
8 - 12
|
-
|
|
150 - 200
|
а
|
10 - 15
|
-
|
|
250 - 400
|
а
|
12 - 18
|
-
|
|
500
|
а
|
18 - 24
|
-
|
|
700 - 900
|
б
|
18 - 26
|
10 - 15
|
|
1000
|
в
|
24 - 32
|
17 - 25
|
|
1200
|
г
|
33 - 40
|
27 - 36
|

Рисунок 20
- Схемы расстановки трубоукладчиков при непрерывной укладке плети
газопровода (см. таблицу 25)
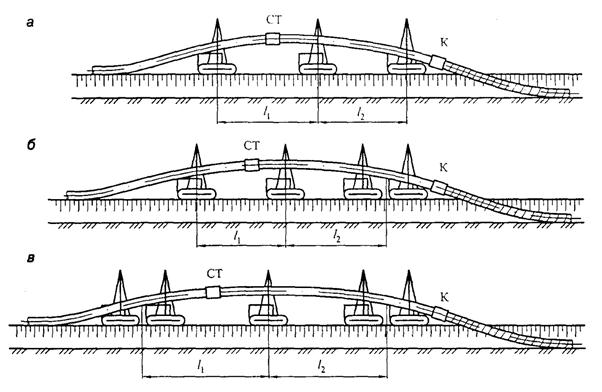
Рисунок 21
- Совмещенный способ изоляции и укладки газопровода
диаметром: а - 500 - 800 мм; б - 800 -
1000 мм; в - св. 1000 мм при использовании комбайна
Возможно
также совмещение операций по изоляции стыков и укладке газопровода.
7.161
Подготовленные к укладке плети находятся на удалении от бровки траншеи на
расстоянии не менее 0,5 м.
7.162 Металлические части
трубоукладчиков, в частности их стрелы, а также жесткие детали монтажных
приспособлений (траверсы, грузонесущие скобы и
т.п.), которые могут в процессе работы контактировать с трубой, снабжаются
прокладками из эластичного материала.
7.163
Непосредственно перед укладкой плети, а также в процессе ее опуска в траншею
осуществляют тщательный контроль за состоянием изоляционного покрытия и
принимают неотложные меры по устранению обнаруженных дефектов.
7.164 Укладку газопровода можно
вести по одной из двух схем:
- I схема - сваренную и полностью заизолированную (включая стыки) плеть приподнимают над строительной
полосой на высоту, равную 0,5 - 0,7 м, с
помощью нескольких трубоукладчиков и смещают ее в сторону траншеи; затем
производят опуск плети в проектное положение. Указанные операции могут
выполняться как непрерывным способом (с использованием катковых средств), так и
циклично (с применением мягких монтажных полотенец);
- II схема - плеть с неизолированными стыками приподнимают над
строительной полосой на высоту, равную 1,2 - 1,5 м (эта высота назначается применительно к средней части
колонны); подъем плети осуществляется трубоукладчиками, которые создают фронт
работ для очистки и изоляции стыков. По мере готовности плети к укладке
производят ее надвижку в сторону траншеи и опуск в проектное положение.
Процесс
укладки по данной схеме производится циклично с периодом, определяемым
интервалом времени, необходимым для очистки и изоляции стыков.
7.165 Под
приподнятый участок газопровода для обеспечения безопасности процесса очистки и
изоляции стыков подводят страховочные опоры.
7.166 При производстве работ по
изоляции стыков и укладке газопровода цикличным способом следует стремиться к
тому, чтобы расстояния между трубоукладчиками (группами трубоукладчиков) в
колонне были бы между собой одинаковыми с тем, чтобы обеспечивалась их
соизмеримость с расстояниями между сварными
стыками, подлежащими изоляции.
7.167 Укладка газопровода в
траншею (с предварительно изолированными стыками или со стыками, на которые
наносится изоляция в процессе укладки) при непрерывном методе опуска
производится с использованием технологических схем, показанных на рисунке 20.
Значения
расстояний между трубоукладчиками (или их группами) приведены в таблице 25.
7.168 При
циклической укладке (методом «перехвата» или «переезда») в колонне находится
дополнительно один трубоукладчик, обеспечивающий поочередную подмену тех,
которые перемещаются без нагрузки к новой рабочей позиции.
7.169
Схема расстановки трубоукладчиков (без учета подменяющего трубоукладчика) в
колонне при цикличном методе укладки равномерная, т.е. все расстояния (l) между точками подвеса газопровода одинаковые, эти
расстояния приведены в таблице 26.
Таблица 26
|
Диаметр газопровода, мм
|
Количество трубоукладчиков
(грузоподъемных средств), одновременно поддерживающих плеть
|
Расстояние между
трубоукладчиками (грузоподъемными средствами) l, м
|
|
От 50 до 100
|
2
|
8 - 12
|
|
Св. 100 до 200
|
2
|
10 - 15
|
|
» 200 » 400
|
2
|
12 - 18
|
|
» 400 » 500
|
2
|
18 - 24
|
|
» 500 » 800
|
3
|
20 - 27
|
|
» 800 » 1000
|
4
|
23 - 30
|
|
» 1000 » 1200
|
5
|
28 - 38
|
7.170 При
совмещенном способе производства работ по нанесению на газопровод изоляции (в
трассовых условиях) и его укладке, который применяется, как правило, при
диаметрах труб свыше 500 мм, применяются схемы производства работ,
представленные на рисунках 21 и 22, а значения расстояний l1 и l2 - в
таблице 26.
7.171 Если газопровод на коротких
участках содержит большое количество поворотов (с использованием отводов) или
на трассе имеется большое количество пересечений (дороги, подземные газопроводы
и другие коммуникации), укладочные работы производят методом последовательного
наращивания, выполняя монтаж нитки непосредственно в проектном положении из
отдельных труб или секций, подаваемых с бермы.
7.172
Укладочные (изоляционно-укладочные) работы в горных условиях при поперечных
уклонах строительной полосы до 8° и на полках, имеющих достаточную ширину для
прохода колонны, при их продольной крутизне не более 10° выполняются теми же
методами, что и в обычных условиях.
На
косогорах с уклоном более 8° необходимо устраивать полки.
7.173 При
продольных уклонах трассы от 10° до 25°
изоляционно-укладочная колонна должна работать, как правило, с использованием
дополнительного трубоукладчика, оснащенного монтажным полотенцем. При подходе
колонны к участку со спуском его следует устанавливать перед головным
трубоукладчиком, а при завершении работ на затяжном подъеме - в конце колонны,
т.е. позади изоляционной машины.
7.174 На
участках трассы с продольными уклонами более 25° изоляционно-укладочные работы
ведутся совместно со сварочно-монтажными в такой
последовательности:
-
доставка отдельных труб или секций на специально подготовленные монтажные площадки,
которые размещают на горизонтальных участках трассы;
-
очистка, изоляция и футеровка труб (секций) или плетей, которые заранее могут
быть заготовлены на тех же монтажных площадках;
-
последовательное наращивание газопровода, включая
выполнение работ по очистке и изоляции зон сварных стыков, с периодической
подачей его по уклону вдоль траншеи.
Продольное
перемещение наращиваемой плети осуществляют с помощью трубоукладчиков, тягачей
и тракторных лебедок, установленных и закрепленных
путем якорения на монтажной площадке.

Рисунок 22 -
Совмещенный способ изоляции и укладки газопровода диаметром: а, б,
в - то же, что и на рис. 21
7.175 Допускается в отдельных
случаях производить укладку трубной плети с бермы траншеи в обводненную
траншею; при этом укладываемые плети должны быть предварительно
забалластированы либо их пригрузку или закрепление на проектных отметках
производят из положения «на плаву» с
применением специальных балластирующих или анкерных устройств, технологий и
средств механизации.
7.176 Изоляционно-укладочные
работы в условиях болот выполняют преимущественно в зимнее время с промерзшей
полосы с использованием технологических схем, которые применяют в обычных
условиях.
7.177 Укладку газопровода на
периодически затопляемой заболоченной или обводненной (заозеренной) местности,
если он забалластирован утяжелителями кольцевого типа, с учетом характера
местности и гидрогеологических условий можно производить следующими способами:
-
протаскиванием с монтажной площадки или берегового спускового канала
длинномерных плетей по дну траншеи или водоема (в летний период);
-
сплавом длинномерных плетей, оснащенных поплавками по обводненной траншее или
водоему с последующей отстроповкой поплавков;
- с
бермы траншеи колонной трубоукладчиков цикличными способами («переездом» или
«перехватом»);
-
путем выемки грунта из-под смонтированной на поверхности болота плети
газопровода, положение оси которого должно соответствовать заданному проектом
створу («бесподъемный» способ укладки).
7.178 Для беспрепятственного
прохода сварочно-монтажной и укладочной бригад по болоту при минусовой
температуре окружающего воздуха толщина промороженного слоя торфяной залежи
должна быть, как правило, не менее 1,0 м.
7.179 При
строительстве газопроводов на болотах сплавинного типа в зимнее время при их
глубине более 3 м с промороженной естественным или искусственным путем торфяной
залежью не менее 1 м предусматривают устройство вдольтрассовых проездов для автотранспорта и строительных машин, а также
для выполнения работ по монтажу, сварке,
изоляции и укладке газопровода; технология производства этих работ должна быть такая же, как и в обычных условиях.
7.180 При укладке газопровода в летний период на болотах с высокой обводненностью и на заозеренных
участках трассы, где работы предстоит вести
методом сплава, необходимо, как правило,
придерживаться следующего технологического порядка:
- на
монтажной площадке выкладывают трубы или секции в створе траншеи;
-
сваривают их в плеть;
-
изолируют зоны стыков;
-
балластируют путем навески кольцевых пригрузов;
-
закрепляют на плети поплавки;
- с
помощью лебедок или других тяговых средств заготовленную плеть сплавляют по
обводненной траншее.
На
освободившееся место на монтажной площадке выкладывают другие трубы и повторяют
те же операции. Процесс наращивания сплавляемого участка длится до тех пор,
пока головной конец плети не окажется на противоположном берегу болота. После
окончания сплава плети опускают на дно траншеи путем последовательной
отстроповки поплавков, которые оснащены специальными механическими замками с
дистанционным приводом.
7.181
Конструкция поплавков, их грузоподъемность (полезная положительная плавучесть),
а также расстояния между ними вдоль сплавляемой плети обосновываются расчетным
путем и отражаются в ППР. При этом устанавливается наиболее рациональная
взаимосвязь между грузоподъемностью и расстановкой поплавков, позволяющая при
заданной глубине погружения газопровода получить возможно минимальные
напряжения изгиба либо не превышающие установленного допустимого значения.
7.182
Протаскивание плети производят без длительных перерывов (каждый из них по
продолжительности не должен, как правило, превышать 12 ч). Несоблюдение этого требования может вызвать присос
труб к дну траншеи или водоема, занос подводной траншеи или оползание ее
стенок, кроме того, в условиях низких температур возникает опасность
примерзания плети к грунту на монтажной площадке и в урезной части перехода.
7.183 При
протаскивании плети рекомендуется пользоваться преимущественно лебедками с
гидравлическим приводом, которые без заметных перегрузок обеспечивают процесс
перемещения плети с места. Механические лебедки могут применяться в основном
при прокладке коротких (не более 60 м) участков газопровода. Расчет тяговых
усилий должен входить в состав ППР.
7.184 Тяговые лебедки, а также
отводные блоки, используемые для передачи усилий под углом к направлению створа
перехода (когда это необходимо исходя из местных условий), обеспечиваются
неподвижными якорями; выбор их конструкции производится на основе расчетов,
выполняемых на стадии разработки ППР.
7.185 Если местность в зоне
расположения береговой монтажной площадки имеет значительный продельный уклон
(более 7°) и крутые приурезные участки (более
15°), то для удержания плети от самопроизвольного сползания используют
подвижные якоря (бульдозеры, тракторные лебедки и т.п.).
7.186
Протаскивание предварительно зафутерованной и забалластированной плети в летнее
время производится непосредственно по дну подводной траншеи или водоема; при
этом требования к тяговым средствам и якорным устройствам остаются такими же,
как для зимнего строительства.
7.187 В
качестве грузозахватной оснастки используют мягкие монтажные полотенца
соответствующей грузоподъемности.
7.188 При
укладке газопровода (с предварительной балластировкой или без нее) вдоль
трассовой грунтовой насыпи в состав работ по подготовке строительной полосы
добавляется следующее:
-
спуск поверхностной воды с подготавливаемого участка;
-
раскладка на естественный, как правило, слабый грунт полотнищ из нетканого
синтетического материала (НСМ) или устройство лежневого настила;
-
формирование грунтовой насыпи из привозного грунта.
Устройство
грунтовой насыпи может производиться как в летнее, так и в зимнее время.
7.189 На
участках трассы, где по условиям прокладки газопровода требуется его пригрузка,
но вместе с тем несущая способность грунтов обеспечивает возможность прохода по
трассе строительной техники, допустимо применение бесподъемного способа укладки
(метода «подкопа») - см. рисунок 23.
Монтаж
плети осуществляется непосредственно по оси будущей траншеи. Процесс
заглубления плети происходит за счет выемки грунта из-под газопровода и
осуществляется под действием ее собственного веса (без использования
трубоукладчиков). Разработку грунта производят двухроторным экскаватором. Примерные показатели, характеризующие
данный процесс, приведены в таблице 27.
Таблица 27
|
Наименование показателей
|
Размерность
|
На базе «Комацу Д 355»
|
|
Диаметр укладываемого газопровода
|
мм
|
До 219
|
|
Материал труб
|
-
|
Сталь
|
|
Глубина укладки газопровода
|
м
|
1,2
|
|
Техническая производительность
|
км/ч
|
1,0
|
|
Мощность тягача
|
кВт
|
300
|
|
Масса машин с оборудованием
|
т
|
54
|
|
Трубоукладочное оборудование:
|
|
|
|
длина
|
м
|
3,5
|
|
ширина
|
м
|
0,24
|
|
число секции
|
шт.
|
3
|
|
радиус поворота в
рабочем положении
|
м
|
500
|
|
Масса рабочего оборудования
|
т
|
2,4
|
|
Категория разрабатываемого грунта
|
-
|
II - III
|
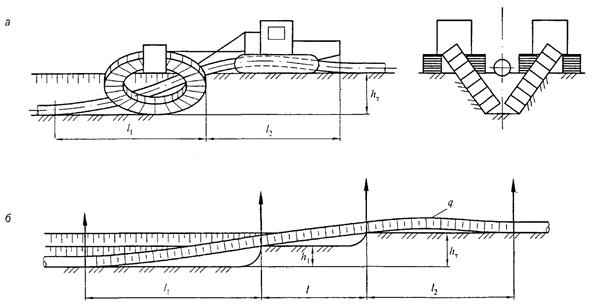
Рисунок 23 -
Укладка газопровода методом «подкопа»
а -
расчетно-технологическая схема укладки за один проход; б - расчетная схема
поэтапного опуска за два прохода
7.190 Для защиты укладываемого
газопровода от механических повреждений двухроторный экскаватор снабжается системой автоматического
регулирования и управления. С этой же целью дополнительно рекомендуется
применять инвентарные защитные щиты.
7.191 Напряжения
изгиба s1 в
газопроводе при бесподъемном способе укладки применительно к сечению,
расположенному в зоне забоя, определяются по формуле (36):
 (36)
(36)
где EI - изгибная жесткость газопровода (с учетом покрытия);
hт -
глубина траншеи;
q - вес единицы длины газопровода;
W - момент
сопротивления поперечного сечения труб (без учета покрытия).
7.192 При необходимости снижения
напряжения изгиба в укладываемом газопроводе применяют ступенчатую схему
«подкопа», выполняя работы в две стадии: сначала на глубину, равную половине hт, а
затем - на оставшуюся половину (рисунок 23, б). Напряжения изгиба при этом
уменьшаются в 1,41 раза.
7.193 Дополнительно уменьшить
напряжения в укладываемом газопроводе можно за счет применения модифицированной ступенчатой схемы, в которой должны быть
строго регламентированы следующие
технологические параметры:
-
расстояние между забоями l,
назначаемое в пределах, рассчитанных по формулам (37
- 40):
 (37)
(37)
-
глубина копания на головном забое h´, определяемая как h´
= hт - h1:
h´
= 0,38hт; (38)
-
глубина копания на заднем забое h1:
h1 = 0,62hт. (39)
Напряжения изгиба s´ в этом случае будут
составлять:
 (40)
(40)
т.е. они окажутся в 2, 3
раза меньшими, чем при одноэтапном «подкопе».
Приведенные
выше расчетные формулы получены применительно к тем случаям, когда грунтовое
основание под газопроводом достаточно твердое (жесткое). Если же оно обладает
податливостью, то для определения искомых параметров требуется выполнять
специальные расчеты.
7.194 На участках трассы, где
газопровод прокладывают в скальных, полускальных и мерзлых грунтах, дно траншеи
выравнивают, устраивая подсыпку из песка или глинистого грунта толщиной не
менее 10 см над выступающими частями основания. Допуск в сторону увеличения
толщины слоя подсыпки составляет 10 см;
уменьшение толщины этого слоя не рекомендуется.
7.195 Для создания постели и
присыпки используется грунт, не содержащий мерзлые комья, щебень, гравий и
другие включения размером более 50 мм в поперечнике.
7.196
Допускается в зимнее время применять для создания подсыпки и присыпки
несмерзшийся грунт из отвала, разрабатывая и подавая его в траншею, или местный
грунт, если предварительно его просеять или подвергнуть сортировке с помощью
грохота.
7.197 Для
обеспечения высотного положения газопровода в траншее на проектных отметках
производится его балластировка или закрепление.
Балластировка
производится бетонированием труб, навеской железобетонных утяжелителей,
грунтовой засыпкой, навеской полимерно-грунтовых контейнеров и т.д.
Закрепление
производится анкерными устройствами различных типов в несущих грунтах.
7.198
Железобетонные утяжелители кольцевого типа рекомендуется применять на переходах
через болота и обводненные участки при укладке их методом сплава или
протаскивания. Утяжелитель состоит из 2 полуколец («скорлуп»), подкладываемых снизу трубы и
сверху и соединяемых между собой болтами. Установка кольцевых утяжелителей на
газопровод осуществляется на специальной монтажной площадке у перехода
непосредственно перед протаскиванием.
Сначала
нижний ряд полуколец укладывается по оси спусковой дорожки, а верхний - вдоль нее; затем производят футеровку газопровода, укладку плети газопровода на нижний ряд
полуколец; укладку верхних полуколец на газопровод, закрепление
полуколец между собой.
До
закрепления утяжелителей на трубе проверяется величина зазора между футеровочными матами и полукольцами. В местах, где зазоры составляют более 5 мм, под внутреннюю
поверхность полукольца устанавливаются дополнительные маты.
7.199
Навеска утяжелителей седловидного типа производится после удаления воды из
траншеи. Если невозможно удалить воду, то балластировка ведется вслед за спуском плети в траншею с целью исключения остаточных
продольных напряжений в газопроводе.
7.200
Винтовые анкеры устанавливаются после укладки газопровода в траншею. В зимний
период установку анкеров осуществляют по мере разработки траншеи во избежание
промерзания дна траншеи.
Установка
винтовых анкеров в мерзлый грунт выполняется после размораживания грунтов на
глубину заделки анкеров или после их механического рыхления.
Минимальная
глубина заложения винтового анкера в грунт принимается равной шести диаметрам
его лопасти.
7.201
Установка лепестковых (раскрывающихся) анкеров в грунт
производится с помощью забивной трубы. При этом анкер помещается в трубу, труба
вместе с анкером забивается в грунт на проектную глубину. Затем труба
извлекается на поверхность, а лепестки анкера упираются заостренными концами в
стенки скважины, образованной трубой.
Раскрытие
лепестков анкера производится путем извлечения анкера из грунта на 30 - 35 см до полного раскрытия лепестков.
Верхние
лепестки анкера после их раскрытия находятся в минеральном грунте на глубине,
указанной в проекте. Раскрытие лепестков анкера фиксируется по показанию
динамометра.
Забивка
анкеров в грунт производится с использованием сваебойного оборудования. При
толщине мерзлого грунта более 30 см необходимо предварительное бурение скважин
бурильной установкой.
7.202
Погружение вмораживаемых анкеров в вечномерзлые
грунты производят буроопускным и опускным
способами.
Буроопускной
способ целесообразно применять в твердомерзлых грунтах при
средней температуре по их глубине минус 0,5 °С и ниже, а опускной - в песчаных
и глинистых грунтах, содержащих не более 15 % крупнообломочных включений, при
средней температуре по их глубине - 1,5 °С и
ниже.
Производство
работ по бурению скважин осуществляется буровыми машинами.
Для
разработки скважин парооттаиванием используются передвижные паровые котлы с
рабочим давлением 1,0 МПа, производительность которых обеспечивает работу
одновременно работающих нескольких паровых игл.
Вмораживание
анкеров в грунт производят заблаговременно для обеспечения их расчетной несущей
способности.
Анкерные
устройства устанавливаются в заранее разработанные в вечномерзлом грунте
скважины, диаметр которых превышает диаметр диска не менее чем на 3 - 5 см, при этом пространство между стенками скважин и анкеров
должно быть заполнено шламом.
Длина
части анкера, взаимодействующая с вечномерзлым грунтом в
процессе эксплуатации газопровода, составляет не менее 2 м.
7.203
Использование для балластировки газопроводов минеральных грунтов целесообразно
при условии их заключения в гибкие полотнища из синтетических материалов,
полимерно-грунтовые контейнеры (ПГК).
7.204 В
зависимости от степени обводненности и габаритов траншеи могут применяться
следующие конструкции ПГК:
-
анкерующие прослойки из синтетических полотнищ (АП), перекрывающие
балластируемый газопровод по всей его длине и применяемые при отсутствии воды в
траншее в период строительства. Полотнище укладывается на газопровод и на
откосы траншеи; траншея засыпается грунтом до дневных отметок, после чего
полотнище перекрывает сверху засыпанный участок траншеи и края полотнища по всей длине замыкаются над засыпанным газопроводом. Может
быть использована конструкция, когда края полотнища закрепляются на бермах
траншеи специальными металлическими штырями и засыпаются минеральным грунтом с
устройством грунтового валика. В зависимости от состояния грунта и диаметра газопровод
можно балластировать сплошь по всей его длине или отдельными перемычками. Длина
каждой перемычки и расстояние между перемычками определяются расчетом на стадии
ППР;
-
мягкие протяженные грунтозаполняемые устройства
(УПГ), применяемые при наличии воды в траншее и представляющие собой (после
монтажа на газопроводе) открытую протяженную емкость, монтируемую секциями
длиной по 6 - 12 м с интервалами;
-
грунтозаполняемый контейнерный утяжелитель (КТБ) для балластировки
газопроводов на переходах через малые водотоки и болота при наличии воды в
траншее. Как правило, такие утяжелители следует применять в траншеях,
разработанных одноковшовым экскаватором, в отличие от вышеприведенных конструкций,
рекомендуемых для применения в траншеях без откосов.
Одиночные
заполняемые минеральным грунтом КТБ требуют меньшего расхода геотекстильного
синтетического материала по сравнению с ПГК.
Балластирующее
устройство КТБ представляет собой два контейнера, размещенные по обе стороны
газопровода, выполненные из прочного и долговечного материала, соединенные
четырьмя мягкими силовыми лентами.
Устанавливаются
КТБ на газопроводах по одному через равные расстояния или групповым способом.
Допускается применение КТБ на болотах I
типа с мощностью торфяной залежки, не превышающей глубины траншеи, при
использовании для их заполнения талого, привозного минерального грунта.
7.205
Перед испытанием на герметичность внутренняя полость газопроводов должна быть
очищена. Очистка полости наружных газопроводов производится в два этапа: на
первом этапе очищаются трубы (секции) перед сваркой в плети, на втором этапе
производится продувка законченного строительством газопровода.
Очистка
полости внутренних газопроводов и газопроводов ГРП (ГРУ)
производится в один этап - путем очистки каждой трубы (секции) перед монтажом.
7.206 С
целью предупреждения загрязнения полости газопровода и снижения затрат на
последующую ее очистку необходимо в процессе строительства принимать меры,
исключающие попадание внутрь труб воды, снега, грунта и посторонних предметов.
Для этого:
-
штабели труб (секций) при хранении на открытых площадках защищают с торцов
щитами от заноса снегом;
- на
сваренных плетях устанавливают заглушки;
-
устанавливают инвентарную заглушку на концы каждой трубы;
- на
уложенную в траншею плеть (секцию) устанавливают по концам заглушки;
-
при хранении длинномерных труб в бухтах или бунтах на открытых концах
устанавливают заглушки после окончания рабочей смены сварочной бригады на конце
плети.
7.207
Конструкция заглушки обеспечивает перекрытие газопровода по всему сечению,
надежную герметизацию полости (для защиты от попадания воды, пыли, снега,
загрязнений и посторонних предметов), устойчивое положение в трубе, возможность
быстрой установки и снятия вручную, прочность и надежность.
7.208 В
условиях отрицательных температур особое внимание рекомендуется уделять защите
труб (секций, плетей) от попадания в их полость воды и снега, которые могут превращаться
в лед и затруднять последующую очистку полости газопровода.
7.209
Очистку полости и испытание законченного строительством наружного газопровода
рекомендуется осуществлять в соответствии с проектом производства работ.
Специальная
рабочая инструкция по очистке и испытанию составляется строительно-монтажной
организацией и согласовывается с заказчиком по каждому конкретному газопроводу
или группе газопроводов одного и того же объекта с учетом местных условий
производства работ, согласовывается с проектной организацией и утверждается
председателем комиссии по испытанию газопровода.
Утвержденная
инструкция по очистке полости и испытанию газопровода включается составной
частью в проект производства работ.
7.210
Очистка полости в процессе сборки и сварки в плеть отдельных труб или секций
газопроводов производится протягиванием механического очистного устройства
непосредственно в технологическом потоке сварочно-монтажных работ.
7.211 В
процессе сборки и сварки трубной плети очистное устройство перемещают внутри
труб (секций):
-
диаметром 219 мм и более - преимущественно механизированным способом
(трактором) с помощью штанги;
-
диаметром до 219 мм - вручную с помощью штанги (троса).
При
этом загрязнения удаляют из каждой вновь привариваемой трубы или секции.
7.212
Очистку полости труб (секций) диаметром более 500 мм, собираемых в плеть с
помощью внутреннего центратора, можно производить очистным устройством,
смонтированным на этом центраторе.
Очистное
устройство располагается впереди центратора, что обеспечивает непосредственный
вынос посторонних предметов и загрязнений из полости на каждом стыке,
дополнительную защиту центратора, возможность постоянно контролировать
состояние очистного инструмента.
7.213
Предварительную очистку полости труб ГРП (ГРУ) внутренних газопроводов
производят перед монтажом вручную путем протягивания поршня.
Очистка
полости длинномерных труб, поступающих в бухтах или бунтах, производится после
их размотки на месте монтажа (укладки) продувкой скоростным потоком воздуха.
7.214 В
качестве очистных устройств при протягивании используют
специальные поршни, оборудованные
металлическими щетками или скребками.
7.215
Газопроводы диаметром 219 мм и более очищают продувкой
с пропуском очистных устройств, а газопроводы диаметром менее 219 мм, а также газопроводы любого диаметра при наличии
крутоизогнутых вставок радиусом менее пяти диаметров газопровода или при длине очищаемого
участка менее 1 км - без пропуска очистных устройств.
7.216 П-образные компенсаторы,
исключающие продувку с пропуском поршней, очищают протягиванием очистного
устройства в процессе сборки и сварки труб и отводов. Полость компенсатора
перед монтажом в нитку продувают.
7.217
Продувку выполняют сжатым воздухом, поступающим из ресивера (баллона) или
непосредственно от высокопроизводительных компрессорных установок. Ресивер для
продувки создается на прилегающем участке газопровода, ограниченном с обеих
сторон заглушками или запорной арматурой.
Диаметр
перепускной (байпасной) линии и полнопроходного крана на ней равен 0,3 диаметра
продуваемого участка.
Продувка
с пропуском очистного устройства считается законченной, когда после вылета
очистного устройства из продувочного патрубка выходит струя незагрязненного
воздуха.
7.218
Продувка без пропуска очистных устройств осуществляется скоростным потоком (15 - 20 м/с) воздуха.
Продувка
без пропуска очистного устройства считается законченной, когда из продувочного
патрубка выходит струя незагрязненного воздуха.
7.219 При
любом способе прокладки газопровода протяженность участка продувки с пропуском
очистных устройств устанавливается с учетом технической характеристики
очистного устройства (предельной длины его пробега), длины и давления воздуха в
ресивере.
7.220
Протяженность участка продуваемого газопровода определяется ППР.
7.221
Надземные, монтируемые на опорах газопроводы диаметром более 219 мм продувают с
пропуском очистных устройств облегченной конструкции, масса и скорость
перемещения которых не вызовут разрушения газопровода или опор. Продувку
полости газопроводов, монтируемых на опорах, производят с пропуском поршней под
давлением сжатого воздуха со скоростью не более 10 км/ч.
7.222
Если поршень застрял в газопроводе в процессе очистки полости, то его извлекают
из газопровода и устраняют причину застревания, после чего участок газопровода
подвергают повторной очистке. Для обнаружения остановившихся (застрявших) в
газопроводе поршней применяют специальные приборы поиска.
С
этой целью поршни снабжают генераторами электромагнитных волн, звука и др.
7.223
Герметизация концов трубных плетей при продувке производится приваркой заглушек
полусферической конструкции, а компрессорные установки к газопроводу
подключаются через разъемные соединения.
7.224
Участок газопровода продувают с пропуском поршней, оборудованных
очистными и герметизирующими элементами. При этом скорость поршня не должна
быть более 5 м/с, а при подходе к камере приема - 1 м/с. Скорость перемещения
поршня устанавливается (при продувке воздухом, подаваемым непосредственно от
компрессоров) путем изменения режима работы (производительности) этих
компрессоров.
8.1 В грунтах низкой и средней коррозионной агрессивности при
отсутствии блуждающих токов стальные трубопроводы должны быть защищены
изоляционными покрытиями «весьма усиленного типа» (допускается применение
покрытий из экструдированного полиэтилена «усиленного типа» с обязательным
применением электрохимической защиты (ЭХЗ)); в грунтах высокой коррозионной
агрессивности или при наличии опасного влияния блуждающих токов - защитными покрытиями «весьма усиленного типа» с обязательным
применением средств ЭХЗ.
8.2
Мероприятия по защите трубопроводов от коррозии должны быть предусмотрены
проектом защиты, который разрабатывается одновременно с проектом строительства
или реконструкции трубопровода.
8.3 В
соответствии с ГОСТ
9.602 все виды защиты от коррозии, предусмотренные проектом, должны быть введены в действие до сдачи подземных
трубопроводов в эксплуатацию.
8.4
Основанием для проектирования электрохимической защиты подземных стальных
сооружений являются данные о коррозионной агрессивности грунтов и о наличии
блуждающих токов. Указанные данные могут быть получены в результате изысканий,
выполненных организацией, разрабатывающей проект подземных сооружений, либо
специализированной организацией, привлекаемой на субподрядных началах.
Проектирование электрохимической защиты осуществляется на основе технических
условий, разрабатываемых предприятием по защите от коррозии.
На
действующих подземных стальных газопроводах основанием для проектирования
электрохимической защиты может также являться наличие коррозионных повреждений
на газопроводах.
8.5
Совместная защита газопроводов и смежных подземных сооружений проектируется при
наличии договоренности между организациями, являющимися владельцами
газопроводов и смежных подземных сооружений.
Если
такая договоренность отсутствует, то при
проектировании электрохимической защиты необходимо предусмотреть возможность
устранения вредного влияния на смежные сооружения.
Вредным
влиянием катодной поляризации защищаемого сооружения на соседние металлические
сооружения считается:
-
уменьшение по абсолютной величине минимального или увеличение по абсолютной
величине максимального защитного потенциала на соседних подземных металлических
сооружениях, имеющих катодную поляризацию;
-
появление опасности электрохимической коррозии на соседних подземных
металлических сооружениях, ранее не требовавших защиты от нее;
-
смещение в любую сторону величины стационарного потенциала на кабелях связи, не
имеющих катодной поляризации.
8.6 ЭХЗ
стальных вставок на полиэтиленовых газопроводах длиной не более 10 м
на линейной части и участков соединений полиэтиленовых газопроводов со
стальными вводами в дома (при наличии на вводе электроизолирующих соединений)
разрешается не предусматривать. При этом засыпка траншеи в той ее части, где
проложена стальная вставка, по всей глубине
заменяется на песчаную.
Стальные
газопроводы, реконструируемые методом санации с помощью полимерных материалов,
подлежат защите на общих основаниях.
Стальные
газопроводы, реконструируемые методом протяжки полиэтиленовых труб, подлежат
защите на тех участках, где стальная труба необходима как защитный футляр (под
автомобильными, железными дорогами и др.).
Стальные
футляры трубопроводов под автомобильными дорогами, железнодорожными и
трамвайными путями при бестраншейной прокладке (прокол, продавливание и другие
технологии, разрешенные к применению) должны быть, как правило, защищены
средствами ЭХЗ, при прокладке открытым способом - изоляционными покрытиями и
ЭХЗ в соответствии с 8.1. В качестве
футляров рекомендуется использовать трубы с внутренним защитным покрытием. При
защите трубы и футляра средствами ЭХЗ труба и футляр соединяются через
регулируемую перемычку.
8.7
Проектом ЭХЗ должна быть предусмотрена установка стационарных
контрольно-измерительных пунктов (КИПов) с интервалом не более 200 м в пределах
поселения и не более 500 м вне пределов поселения.
В
первую очередь такие КИПы устанавливаются:
- в
пунктах подключения дренажного кабеля к трубопроводу;
- в
концах заданных зон защиты;
- в
местах максимального сближения трубопровода с анодным заземлителем.
Рекомендуется
также установка КИПов:
- в
местах пересечения трубопровода с рельсами электрифицированного транспорта;
- у
одного конца футляров длиной не более 20 м и у обоих
концов футляров длиной более 20 м.
В
рабочих чертежах расстановку контрольно-измерительных пунктов рекомендуется
производить на плане и профиле трассы.
8.8
Исходными данными для проектирования электрохимической защиты являются
совмещенный план проектируемых и существующих подземных сооружений, а также
рельсовых сетей электрифицированного транспорта в масштабе 1:500, 1:1000, 1:2000 или 1:5000. По
проектируемым и существующим сооружениям указываются длина и диаметр
сооружений, по существующим сооружениям - места установки средств
электрохимической защиты, по рельсовым сетям - точки
подключения отрицательных кабелей и существующих дренажных установок, данные о
коррозионной агрессивности грунтов и о наличии блуждающих токов,
геолого-геофизический разрез для выбора мест установки анодных заземлителей.
8.9
Объем измерений, выполняемых при определении коррозионной агрессивности
грунтов, и методики измерений принимаются в соответствии с ГОСТ
9.602 и РД
153-39.4-091.
8.10
Определение наличия блуждающих токов по трассе проектируемого сооружения при
отсутствии уже проложенных сооружений производится путем измерения разности
потенциалов между двумя точками земли в двух взаимно перпендикулярных
направлениях в соответствии с ГОСТ
9.602 через каждые 1000 м. Размах колебаний разности потенциалов больше 0,05 В
свидетельствует о наличии блуждающих токов.
8.11 При
наличии сооружений, проложенных вблизи трассы проектируемого сооружения на
расстоянии не более 100 м, определение наличия блуждающих токов осуществляется
путем измерения разности потенциалов на существующих сооружениях с шагом
измерений 200 м.
8.12
Зоны опасного влияния переменного тока определяют на участках стальных
трубопроводов, на которых выявлены значения напряжения переменного тока между
трубопроводом и медно-сульфатным электродом сравнения,
превышающие 0,3 В.
Оценка
опасности коррозии под действием переменного тока может осуществляться по двум критериям: основному, регламентированному ГОСТ
9.602, по смещению потенциала стали в катодную сторону и дополнительному
- по плотности переменного тока на вспомогательном
электроде.
8.13 В
случае прокладки подземного сооружения вблизи рельсового транспорта,
электрифицированного на постоянном токе (на расстоянии до 300 м), рекомендуется
измерить потенциалы рельсовой сети с целью определения возможности и выбора места осуществления дренажной защиты.
8.14 При
проектировании газопровода в зоне действия
электрохимической защиты проложенных ранее сооружений рекомендуется получить
данные от эксплуатирующих организаций о
номинальных параметрах действующих защитных установок, а также данные о режимах
их работы: значения силы тока и напряжения на выходе установок, радиусы действия электрохимической
защиты.
8.15
Проект на устройство электрохимической защиты
подземных газопроводов согласовывается с
местной организацией по эксплуатации газового хозяйства или специализированной
организацией по защите подземных газопроводов, действующей по ее поручению, и
утверждается заказчиком к производству работ.
При
разработке проекта согласовывают подключение электрозащитных установок к сетям
переменного тока с организациями, эксплуатирующими эти сети, размещение
конструктивных элементов электрозащитных установок (самой установки, анодного
заземления, воздушных и кабельных линий) и дренажных установок (самой установки
и дренажных кабелей), а также контрольно-измерительных пунктов - с
землепользователями, а в случае пересечения линий электропередачи и линий связи
или подземных сооружений - с организациями, эксплуатирующими эти сооружения.
Заказчик
согласовывает проект строительства подземного газопровода после рассмотрения
раздела «Защита от электрохимической коррозии» специализированной организацией
по защите газовых сетей от коррозии.
В
проекте указываются данные о коррозионной активности грунтов и о наличии
блуждающих токов, а также геолого-геофизический разрез в местах установки
анодных заземлителей.
8.16 С
целью обеспечения эффективности ЭХЗ трубопроводов в проекте должна быть
предусмотрена установка электроизолирующих соединений (электроизолирующих
фланцев, муфт, вставок, сгонов и др.) для газопроводов.
В
соответствии с РД 153-39.04-091 установку электроизолирующих соединений следует
предусматривать:
- на
входе и выходе трубопровода из земли (на участках перехода подземного
трубопровода в надземный разрешается вместо установки электроизолирующих
соединений применять электрическую изоляцию трубопроводов от опор и конструкций
изолирующими прокладками);
- на
входе и выходе газопроводов из ГРП (ШРП);
- на
вводе трубопроводов в здания, где возможен их электрический контакт с землей
через заземленные металлические конструкции, инженерные коммуникации здания и
нулевой провод электропроводки здания;
- на
вводе трубопровода на объект, являющийся источником блуждающих токов;
-
для электрической изоляции отдельных участков трубопровода от остального
трубопровода.
8.17 Определение параметров
электрохимической защиты проектируемых подземных газопроводов может
производиться расчетным путем. Методика расчета совместной защиты газопроводов
различного назначения приведена в РД
153-39.4-091. Данная методика позволяет определить параметры катодных
станций, необходимые для обеспечения защитного потенциала на всех сооружениях,
которые расположены в зоне действия установок электрохимической защиты и имеют
контролируемые и неконтролируемые металлические соединения, обеспечивающие
электрическую проводимость.
8.18 Для защиты подземных
газопроводов от коррозии, вызываемой блуждающими токами, применяют дренажную
защиту (поляризованные или усиленные дренажи).
В
тех случаях, когда включением электродренажей не удается обеспечить защиту
газопровода в пределах опасной зоны и на отдельных участках остаются анодные
или знакопеременные зоны, в комплексе с электродренажами (или вместо них)
применяют катодные установки.
8.19 При
значительном удалении (свыше 300 м) трассы газопровода от источника блуждающих
токов, а также в случае прокладки газопроводов в грунтах высокой коррозионной
агрессивности применяют катодную защиту.
8.20
Независимо от выбранного способа (метода) электрохимической защиты при защите
от почвенной коррозии катодная поляризация подземных стальных газопроводов
осуществляется таким образом, чтобы значения поляризационных потенциалов стали
находились в пределах от минус 0,85 В до минус 1,15 В.
При
невозможности измерения поляризационных потенциалов (подземные стальные
газопроводы не оборудованы контрольно-измерительными пунктами для измерения
поляризационных потенциалов) допускается осуществлять катодную поляризацию
таким образом, чтобы значения разности потенциалов (включающие поляризационную
и омическую составляющие) между трубой и медно-сульфатным электродом сравнения находились в пределах от минус 0,9 В
до минус 2,5 В.
8.21 При
защите от коррозии блуждающими токами катодная поляризация подземных стальных
газопроводов осуществляется таким образом, чтобы обеспечить отсутствие на
сооружении анодных и знакопеременных зон.
Мгновенные
значения потенциалов по абсолютной величине должны быть, как правило, не менее
значения стационарного потенциала, а при отсутствии возможности его определения
- не менее 0,7 В.
8.22 При
защите подземных стальных газопроводов в грунтах высокой коррозионной
агрессивности и одновременном опасном влиянии блуждающих токов средние значения
поляризационных потенциалов находятся в пределах от минус 0,85 В до минус 1,15 В или разности потенциалов в пределах от минус 0,9 В до
минус 2,5 В.
8.23 При
защите от блуждающих токов точку подключения кабеля к газопроводу рекомендуется
выбирать на таком участке, где средние значения положительных потенциалов
газопровода по отношению к земле максимальны.
Кроме
того, пункт подключения дренажных кабелей к газопроводу рекомендуется выбирать
с учетом наименьшего расстояния от пункта присоединения к источнику блуждающих
токов (рельсам, дроссель-трансформаторам, отсасывающим пунктам, тяговым
подстанциям) и возможности доступа к газопроводу без вскрытия (в регуляторных станциях и т.п.).
При
возможности выбора нескольких мест присоединения предпочтение отдают участкам
газопроводов с наибольшими диаметрами (при прочих равных условиях).
8.24
Дренажный кабель присоединяют к рельсам трамвая или к отсасывающим пунктам. Не
рекомендуется непосредственное присоединение установок дренажной защиты к
отрицательным шинам тяговых подстанций трамвая, а также к сборке отрицательных
линий этих подстанций.
8.25
Подключение усиленного дренажа к рельсовым путям электрифицированных железных
дорог не должно, как правило, приводить в часы интенсивного движения поездов к
тому, чтобы в отсасывающем пункте появлялись устойчивые положительные
потенциалы. Не рекомендуется присоединение усиленного дренажа в анодных зонах
рельсовой сети, а также к рельсам деповских путей.
8.26
Поляризованные и усиленные дренажи, подключаемые к рельсовым путям
электрифицированных железных дорог с автоблокировкой, не должны нарушать нормальную
работу рельсовых цепей системы электрической централизации и блокировки во всех
режимах.
Поляризованные
и усиленные дренажи подключаются к рельсовым путям: при однониточных рельсовых цепях - к тяговой нити в любом месте; при
двухниточных рельсовых цепях - к средним
точкам путевых дроссель-трансформаторов, отстоящих на три рельсовые цепи от точек
подключения междупутных соединителей или от других путевых
дроссель-трансформаторов, к средним точкам которых подключены защитные
установки и конструкции, имеющие сопротивление утечке переменного тока частотой
50 Гц через все сооружения и конструкции менее 5 Ом.
Допускается более частое подключение защитных установок, если
сопротивление всех параллельно подключенных к путевому дроссель-трансформатору
устройств и сооружений более 5 Ом (во всех случаях сопротивление утечке
переменного тока включает сопротивление защитной установки при шунтированном поляризованном
элементе и сопротивление заземления собственно сооружения).
8.27 На
опытное включение дренажной установки получают разрешение транспортного
ведомства. Представитель транспортной организации
присоединяет дренажный кабель к сооружениям источников блуждающих токов.
8.28
Объем измерений, выполняемых при опытном включении, определяется организацией, проектирующей электрохимическую защиту. Порядок измерений
излагается в программе, составленной перед началом работ, в которой указываются
режимы работы защиты при опытном включении, пункты измерений на газопроводах и
смежных сооружениях, продолжительность измерений в каждом пункте с указанием
размещения измерительных приборов.
8.29
Продолжительность работы опытной дренажной защиты определяется в зависимости от
местных условий и варьируется от нескольких десятков минут до нескольких часов.
При этом, как правило, должен быть охвачен период максимальных нагрузок
электротранспорта.
8.30
Измерение силы тока дренажа, потенциалов на защищаемом газопроводе, смежных
сооружениях и рельсах электротранспорта производят в соответствии с режимами
работы установки защиты, намеченными программой.
8.31
Измерения потенциалов на смежных сооружениях в период опытного включения
дренажной защиты выполняются организациями, эксплуатирующими эти сооружения. В
отдельных случаях эти работы выполняются организацией, проектирующей электрохимзащиту, в присутствии представителей эксплуатационных
организаций, в ведении которых находятся смежные сооружения.
8.32 При
опытном включении катодной защиты для установки временных анодных заземлений
рекомендуется выбирать участки, на которых впоследствии предполагается
разместить и стационарные заземления.
8.33 В
качестве постоянных анодных заземлителей установок
катодной защиты применяют железокремнистые,
углеграфитовые, стальные и чугунные электроды,
помещенные в большинстве случаев в коксовую засыпку.
Технико-экономический
расчет анодных заземлений заключается в определении оптимальных конструктивных
параметров и числа анодных заземлителей.
Анодные
заземлители следует размещать на максимально возможном удалении от защищаемого
трубопровода и в грунтах с минимальным удельным электрическим сопротивлением
ниже уровня их промерзания.
8.34 При
опытном включении электрохимической защиты рекомендуется определять основной ее
параметр - среднее значение силы тока в цепи электрозащиты.
При
составлении проекта остальные параметры защиты (электрическое сопротивление дренажного кабеля,
сопротивление растеканию тока анодного заземления, напряжение на зажимах
катодной станции или вольтдобавочного устройства усиленного электродренажа)
рассчитывают или выбирают с учетом технико-экономических показателей различных
вариантов соотношения параметров.
8.35
Выбор параметров анодного заземления производится на основании данных о
величине удельного электрического сопротивления грунта (с учетом геолого-геофизического разреза) и силы тока
катодной защиты.
8.36
Протекторную защиту подземных стальных сооружений в основном применяют при
опасности почвенной коррозии. При защите от коррозии блуждающими токами
протекторы применяют при средних значениях анодных потенциалов на сооружении
до +0,3 В и оборудуют вентильными устройствами.
8.37
Протекторы используют в грунтах с удельным электрическим сопротивлением не
более 50 Ом·м, устанавливая их на глубине не менее 1 м ниже границы промерзания
грунта.
8.38
Протекторную защиту осуществляют с одиночной или групповой расстановкой
протекторов. Схему расстановки протекторов выбирают с учетом
технико-экономических показателей для данного сооружения.
8.39
Располагать протекторы на расстоянии ближе 3 м от защищаемого сооружения не
рекомендуется, так как это может привести к повреждению изоляционного покрытия
солями растворяющегося протектора. Допускается применение протяженных
протекторов. Как правило, протектор располагают на расстоянии 4 - 5 м от газопровода.
8.40 В
случае прокладки газопроводов в одной траншее или в разных траншеях на
расстоянии не более 5 м допускается предусматривать электроперемычки из
изолированных стальных полос (с изоляцией не ниже изоляции газопровода).
Разъемные соединения выводятся под люк.
8.41 Если
расстояние между газопроводами свыше 5 м электроперемычки выполняются кабелем,
имеющим общее сечение жил не менее 50 мм2 по меди. Присоединение кабелей к газопроводам выполняется
через контактные устройства. Кабелями указанного сечения выполняются также обводные
электроперемычки на ГРП с подземными вводами.
8.42 В
проектах электрохимзащиты прямые нерегулируемые
перемычки предусматриваются только для соединения металлических однородных
коммуникаций с идентичной изоляцией (например, водопроводов различных назначений
или газопроводов различных давлений).
8.43 В
проектах совместной электрохимзащиты различных подземных сооружений
предусматривается система поляризованных и регулируемых электроперемычек для
подключения сооружений.
8.44
Поляризованные или вентильные электроперемычки применяются для подключения к
электрозащитным установкам или к основному защищаемому сооружению другого
сооружения.
8.45
Регулируемые электроперемычки применяются для включения в систему защиты
сооружения, отличающегося от основного защищаемого сооружения продольной
проводимостью и состоянием изоляционного покрытия, например водопровода или
теплопровода, к электрозащитной установке или к газопроводу, а также для
выравнивания потенциалов между газопроводом и футляром.
8.46 Для
присоединения к подземным газопроводам кабелей от электрозащитных установок
используют контактные устройства (КУ).
Контактное устройство может быть выполнено в колодце, в колонке или в ковере
согласно существующим типовым чертежам. При необходимости подключения кабеля от
электрозащитной установки к подземному участку газопровода может быть
использовано типовое решение по соединению кабеля с газопроводом.
В
случаях подключений к газопроводам, проложенным под дорогами и проездами с
интенсивным движением транспорта, контактные устройства рекомендуется выносить
за их пределы.
8.47
Электроизолирующие соединения (ЭИС) устанавливаются в зоне действия
электрохимической защиты. Основное назначение электроизолирующих соединений
заключается в ликвидации нерегулируемых контактов газопроводов с другими
заземленными коммуникациями и конструкциями.
8.48
Установку электроизолирующих соединений предусматривают преимущественно на
надземных участках газопроводов вблизи места выхода их из земли, как правило,
после отключающего устройства. Высота установки электроизолирующего соединения
выбирается по технологическим условиям прокладки газопровода.
8.49 В
проекте указываются пункты измерений, в которых в обязательном порядке
осуществляется контроль потенциалов при проведении наладочных работ.
К
таким пунктам относятся:
-
пункты с минимальным и максимальным (по абсолютной величине) защитным
потенциалом;
-
пункты, расположенные в грунтах наиболее высокой коррозионной агрессивности;
-
пункты, наиболее приближенные к источникам блуждающих токов;
-
пункты, наиболее приближенные к анодным заземлителям.
8.50 До
начала строительно-монтажных работ строительная организация получает в
соответствующих местных органах власти разрешение на производство работ, после
чего вызывает на место производства работ все заинтересованные организации,
уточняет с их помощью наличие и местоположение в зоне производства работ
подземных сооружений и коммуникаций, согласовывает с ними план производства
работ.
8.51
Перед началом производства строительно-монтажных работ подрядчик извещает о
дате начала работ заказчика, проектную организацию, организацию, осуществляющую
технический надзор за строительством, и организацию, на обслуживание которой
будет передаваться строящаяся защитная установка.
8.52
Строительно-монтажные работы на объектах строительства электрозащитных
установок осуществляются по технологиям, предусмотренным проектами производства
работ.
8.53
Строительство и монтаж узлов и деталей электрозащитных установок рекомендуется
осуществляться по типовым чертежам альбома МГНП 01-94 «Узлы и детали электрозащиты инженерных сетей от
коррозии» института АО «МосгазНИИпроект».
Допускается
строительство и монтаж отдельных узлов и деталей электрозащитных установок
производить по чертежам, разработанным специализированными проектными
организациями (имеющими лицензии на выполнение конструкторских разработок) и
согласованным с заказчиком, эксплуатационной организацией и подрядными
строительными организациями.
8.54
Приварку контактных устройств, электроперемычек и контрольных проводников к
действующим газопроводам осуществляют организации, в эксплуатации которых
находятся эти газопроводы, по договорам с подрядчиками.
Приварку
контактных устройств, электроперемычек и контрольных проводников к строящимся
газопроводам осуществляют специализированные строительные организации, имеющие
лицензии на производство сварочных работ на газопроводах и аттестованных
сварщиков.
Все
работы, связанные с присоединениями дренажных кабелей к соответствующим устройствам сети электрифицированного
транспорта, производят в соответствии с предписаниями эксплуатационных
организаций (железных дорог и трамвая) и в присутствии представителей этих
организаций.
8.55
Восстановление изоляционных покрытий на газопроводах после приварки контактных
устройств, электроперемычек или контрольных проводников осуществляют
организации, в эксплуатации которых находятся эти газопроводы, или с их согласия специализированные организации, имеющие лицензии на производство изоляционных работ на действующих газопроводах, по договорам с подрядчиками.
8.56
Используемые в качестве стационарных медно-сульфатные электроды сравнения заполняют незамерзающим электролитом
в соответствии с сертификатом качества.
Перед
оборудованием контрольно-измерительных пунктов стационарными медно-сульфатными
электродами сравнения рекомендуется проводить лабораторный предустановочный контроль последних, в процессе которого организацией
проверяется переходное сопротивление «электрод-раствор»,
величина которого должна быть не более 1 кОм.
8.57
Технологический процесс монтажа контактных устройств, электроперемычек,
контрольно-измерительных пунктов и анодных заземлителей осуществляется под
пооперационным контролем представителей организаций, осуществляющих технический
надзор за строительством электрозащитных установок с оформлением
соответствующих актов приемки.
8.58
Прокладка кабелей по стенам зданий и опорам, монтаж электрических
щитков и подключения к действующим сетям электропитания осуществляются в
соответствии с «Правилами устройства электроустановок» Минтопэнерго РФ,
«Правилами технической эксплуатации электроустановок потребителей» Минэнерго РФ
и «Межотраслевыми правилами по охране труда (правилами безопасности) при
эксплуатации электроустановок» Министерства труда и социального развития РФ и
Минэнерго РФ.
8.59
Прокладка кабелей в земле осуществляется в соответствии с требованиями ПУЭ.
Засыпка уложенных в траншеи кабелей производится после их приемки
представителем технического надзора с оформлением соответствующих актов.
8.60 Для
оборудования установок электрохимической защиты рекомендуется проводить
предустановочный (предмонтажный) контроль на
соответствие показателям качества с оформлением соответствующих актов.
Предустановочный контроль выполняется заказчиком или по договору с ним
подрядчиком или эксплуатационной организацией.
8.61
Преобразователи установок электрохимической защиты рекомендуется монтировать на
соответствующих фундаментах или металлических каркасах, которые не должны иметь
контактов с фундаментами или другими элементами зданий.
8.62
Преобразователи установок электрохимической защиты во избежание поражения людей
электрическим током заземляются или зануляются в соответствии с требованиями ПУЭ.
8.63
После завершения строительно-монтажных работ подрядчиком составляется «Акт на
приемку строительно-монтажных работ», который подписывается заказчиком,
подрядчиком, представителями технического надзора и представителями проектной
организации. Акт на приемку строительно-монтажных работ составляется на каждую
установку в отдельности.
8.64
Исполнительные чертежи на построенные установки электрохимической защиты
составляются строительными организациями в процессе производства работ до
засыпки кабельных прокладок и всех узлов, заверяются представителями заказчика
и эксплуатационных организаций, которым передаются установки, после проверки соответствия
их проекту и натуре на основании промеров и осмотров до засыпки.
8.65
Заверенные представителями заказчиков и эксплуатационных организаций
исполнительные чертежи должны сдаваться строительными
организациями в территориальные геодезические
организации - держатели геофонда, которые осуществляют их приемку после
контрольных геодезических съемок в открытых траншеях и котлованах.
8.66
После завершения строительно-монтажных работ в полном объеме строительные
организации передают заказчикам для организации
выполнения наладочных работ следующую документацию:
-
проект со всеми согласованиями, допущенными в ходе строительно-монтажных работ,
отступлениями от него - 1 экз.;
-
исполнительные чертежи масштаба 1:500 на
кальке с отметкой о приемке их в геофонд - 1 экз. и в копиях - 3 экз.;
-
журнал авторского и технического надзора - 1 экз.;
-
справки от смежных организаций о выполнении работ в полном объеме, если такие
работы были предусмотрены проектами, - 1 экз.;
- технические паспорта на преобразователи, дренажные
устройства ЭИС и сертификаты качества предприятий-изготовителей на протекторы,
анодные заземлители, неполяризующиеся медно-сульфатные электроды
и другие комплектующие изделия - 1 экз.;
-
акты приемки электромонтажных работ - 1 экз.;
- акты приемки контактных устройств, электроперемычек, опорных и контрольных пунктов - 1 экз.;
- акты приемки скрытых работ - 1 экз.;
-
акты проверки сопротивления растеканию контуров
анодных заземлений - 1 экз.;
-
протоколы измерений сопротивления изоляции кабелей - 1 экз.;
-
протоколы измерений сопротивления петли «фаза-ноль»
или сопротивления защитного заземления - 2
экз.;
-
акты предустановочного контроля преобразователей - 1 экз.;
- акты пневматических и электрических испытаний
электроизолирующих соединений - 1 экз.;
-
акты приемки установленных электроизолирующих соединений - 1 экз.;
- справки о выполненном
благоустройстве территорий, на которых
производились строительно-монтажные работы, от владельцев этих территорий
- 1 экз.
8.67
Указанная документация по поручению заказчиков может передаваться сразу
непосредственно эксплуатационным организациям в случаях, когда наладочные работы будут выполняться этими организациями.
8.68
После приемки документации от строительных организаций в полном объеме заказчик
заключает договора с энергоснабжающими организациями на пользование
электроэнергией, заключает с ними акты разграничения балансовой принадлежности
и ответственности за эксплуатацию линий электропитания и получает от местных
органов Энергонадзора в установленном ими порядке разрешения на допуск
установок электрохимической защиты в эксплуатацию.
8.69
Перед приемкой электрохимической защиты необходимо провести наладочные работы,
включающие в себя осмотр и проверку всех доступных элементов электрохимической
защиты и контроль потенциалов газопроводов во всех пунктах измерений, указанных
в проекте электрохимзащиты.
В
процессе проведения наладочных работ определяется соответствие реальных
параметров электрохимической защиты проектным, определяются зоны защиты и
устанавливаются оптимальные режимы работы установок электрохимической защиты
(приложение М).
8.70
Заказчик по заявлению подрядчика собирает комиссию по приемке установки ЭХЗ в
эксплуатацию. В комиссию должны быть включены представители заказчика,
подрядчика, проектной и эксплуатационной организации, а также организации, по
поручению региональных властей курирующей работы по защите подземных сооружений
от коррозии в регионе. В комиссию по приемке в эксплуатацию установок ЭХЗ
включаются представители территориальных органов Госгортехнадзора России.
Комиссия
производит осмотр доступных узлов электрозащитных установок, проверяет их
соответствие предъявленной документации, знакомится с техническим отчетом по
наладке электрозащитных установок и принимает решение по приемке установок
защиты в эксплуатацию.
Заказчик
передает эксплуатационной организации полученную от подрядчика документацию в полном объеме, а также акты о допуске Госэнергонадзором
установок защиты в эксплуатацию.
В
ходе приемки комиссия может проверить эффективность защиты подземных сооружений
по своему усмотрению и проверить качество исполнения любого скрытого элемента
защиты. В этом случае подрядчик обязан вскрыть этот узел для осмотра.
Все
выявленные недостатки подрядчик устраняет в установленные комиссией сроки,
после чего вызывает комиссию повторно.
8.71
Приемка в эксплуатацию установок электрохимической защиты оформляется актом.
Установка считается принятой в эксплуатацию с момента утверждения акта приемки.
8.72
Работы по нанесению изоляционных покрытий на трубы осуществляются в базовых
условиях на механизированных линиях изоляции в соответствии с технологическим
регламентом (или Технологической инструкцией), разработанным для каждого типа
покрытия и согласованным с головной организацией. Качество покрытия труб должно
соответствовать требованиям технических условий на каждый вид покрытия.
8.73
Основные нормативные требования к наружным покрытиям подземных газопроводов, а
также структура покрытий, регламентируемые ГОСТ
9.602 и РД
153-39.4-091, должны быть изложены в ТУ.
8.74 В
качестве основных материалов для формирования защитных покрытий установлены:
полиэтилен, полиэтиленовые липкие ленты, термоусаживающиеся полиэтиленовые
ленты, битумные и битумно-полимерные мастики,
наплавляемые битумно-полимерные материалы, полимерно-битумные ленты, композиции на основе
хлорсульфированного полиэтилена, полиэфирных смол и полиуретанов. Применяемые
материалы и покрытия на их основе должны соответствовать требованиям
технических условий и иметь сертификаты качества или технические паспорта.
8.75
Изоляционные работы на месте укладки газопроводов допускается выполнять ручным
способом только при изоляции сварных стыков, мелких фасонных частей, а также
резервуаров СУГ, исправлении повреждений покрытия, возникших при
транспортировании труб в размере не более 10 % площади
покрытия, а также при ремонте участков газопроводов длиной не более 10 м. При температуре воздуха ниже минус 25 °С проведение изоляционных работ запрещается.
8.76 На
всех этапах строительно-монтажных работ по изоляции труб, нанесению покрытий на
сварные стыковые соединения газопровода, ремонту мест повреждений изоляции
проводится контроль показателей качества покрытий: толщины, адгезии,
диэлектрической сплошности.
8.77
Качество работ по очистке, праймированию поверхности и нанесению покрытий на
трубы, выполняемых в заводских условиях и на производственных базах
строительно-монтажных организаций, проверяет и принимает отдел технического
контроля или лаборатория предприятия. Проверку качества изоляционных работ на
трассе осуществляют инженерно-технические работники строительно-монтажной
организации, выполняющей изоляционные работы, а также технический надзор
заказчика или организации, эксплуатирующей трубопроводы. Качество очистки
проверяют осмотром внешней поверхности труб.
8.78
Качество нанесенного на трубы защитного покрытия определяют внешним осмотром,
измерением толщины, проверкой сплошности и адгезии к металлу. Газопровод
укладывают в траншею, присыпают грунтом на 20 - 25 см и
проверяют отсутствие непосредственного электрического контакта между металлом трубопровода
и грунтом с выявлением дефектов в защитном покрытии. Требования к качеству
изоляционных покрытий приведены в таблице 28.
8.79
Толщину защитных покрытий контролируют приборным методом неразрушающего
контроля с применением толщиномеров и других измерительных приборов:
-
для экструдированного полиэтилена и битумно-мастичных покрытий - в базовых и заводских условиях на каждой
десятой трубе одной партии не менее чем в четырех точках по окружности трубы и
в местах, вызывающих сомнение;
Таблица 28
|
Наименование показателей
|
Норма для покрытий
|
|
Из экструдированного
полиэтилена1
|
Комбинированное
мастично-ленточное2
|
Комбинированное
ленточно-полиэтиленовое3
|
Из полиэтиленовых липких лент4
|
На основе битумных мастик
|
|
Толщина покрытия, мм, не менее, в зависимости от диаметра труб
|
Ø до 89 - 2,2
Ø до 259 - 2,5
Ø до 426 - 3,0
Ø от 530 - 3,5
|
Ø от 57 до
820 - 4,0
|
Ø до 114 -
2,2
Ø до 259 - 2,5
Ø до 530 - 3,0
|
Ø от 57 до
426 мм - 1,8
|
Ø до 159
(включ.) - 7,5 св. 159 - 9,0
|
|
Адгезия к стальной поверхности трубы при 20 °С, кгс/см2,
не менее
|
3,5
|
1,5
|
2,0
|
1,5
|
5,0
|
|
Ударная прочность, Дж на 1 мм толщины покрытия
|
Ø до 57 - 3,5
Ø от 76 до
159 - 4,25
Ø от 219 до
530 - 5,0
|
4,0 (на всю
толщину покрытия)
|
Ø до 57 - 3,5
Ø от 76 до
159 - 4,25
Ø от 219 до
530 - 5,0
|
Ø до 273 - 4,0
Ø от 325 до
530 - 6,0 (на всю толщину покрытия)
|
Ø до 159 -
4,0
Ø от 176 до
530 - 6,0 (на всю толщину покрытия)
|
|
Величина напряжения при контроле сплошности на 1 мм толщины
покрытия, кВ
|
5,0
|
5,0
|
5,0
|
5,0
|
4,0
|
|
Переходное электросопротивление на законченном строительством
газопроводе, Ом·м2, не менее
|
1·105
|
1·105
|
1·105
|
5·104
|
1·104
|
|
1 Покрытия
изготавливаются по ТУ 1390-002-01297858; ТУ 1390-003-00154341; ТУ 1390-003-0128465; ТУ
1390-002-01264659; ТУ 1390-005-01297858; ТУ РБ 03289805.002; ТУ 1394-002-47394390; ТУ 1394-002-4734390;
ТУ 1394-012-17213088.
2 Покрытия
изготавливаются из полимерно-битумных лент типа Пирма и Литкор, выпускаемых по ТУ 2245-003-48312016 и ТУ 2245-001-48312016 соответственно.
3 Покрытия
изготавливаются по ТУ 1390-013-04001657; ТУ 1390-014-05111644;
ТУ РБ 03289805.001.
4 Покрытие должно
соответствовать требованиям РД 153-39.4-091.
|
-
для битумно-мастичных покрытий - в трассовых условиях на 10 % сварных стыков труб, изолируемых вручную, в тех же
точках;
- для битумно-мастичных покрытий на резервуарах - в одной
точке на каждом квадратном метре поверхности, а в местах перегибов изоляционных
покрытий через 1 м по длине окружности.
8.80
Толщину защитного покрытия из полимерных липких лент проверяют при намотке
ленты внешним осмотром по количеству слоев навиваемой ленты и ширины нахлеста
ленты.
8.81
Адгезию защитных покрытий к стали контролируют приборным методом с применением
адгезиметров.
Для
мастичных битумных покрытий допускается определение адгезии методом выреза
треугольника с углом 45° и отслаиванием покрытия от вершины угла. Адгезия
считается удовлетворительной, если при отслоении более 50 % мастики остается на
металле.
Адгезию
покрытия из полиэтиленовых липких лент определяют через 1 сут после нанесения на трубы и стыки.
8.82
Сплошность покрытий труб в базовых и заводских условиях контролируют по всей
поверхности приборным методом неразрушающего контроля с помощью искрового
дефектоскопа при напряжении 4,0 или 5,0 кВ на 1 мм толщины покрытия после
процесса изоляции труб, а также на трассе после ремонта покрытий трубопроводов,
изоляции стыков и резервуаров в соответствии с требованиями таблицы 28.
8.83
Проверку защитного покрытия после присыпки газопровода на отсутствие внешних
повреждений, вызывающих непосредственный электрический контакт между металлом
трубопровода и грунтом, производят приборами в соответствии со специальной
инструкцией, составленной применительно к типу и схеме приборов.
8.84
Дефектные места, а также повреждения защитного покрытия, выявленные во время
проверки его качества, исправляют до окончательной засыпки газопровода. При
этом обеспечиваются однотипность, монолитность защитного покрытия. После исправления
отремонтированные места подлежат вторичной проверке.
8.85 По
окончании строительства защитное покрытие уложенных трубопроводов и резервуаров
принимают представители заказчика с оформлением акта на скрытые работы.
При
сдаче защитного покрытия газопровода по требованию представителя заказчика
предъявляют: сертификаты (паспорта) на каждую партию материалов или результаты
лабораторных испытаний материалов - данные лабораторных испытаний проб, взятых
из котлов в процессе приготовления битумной мастики; журнал изоляционных работ;
акт проверки качества защитного покрытия.
8.86 Для
строительства подземных газопроводов применяют трубы с защитным покрытием,
нанесенным в базовых условиях. Основные характеристики покрытий приведены в
таблице 28.
8.87
Наиболее прогрессивным покрытием для труб диаметром от 57 до 2020 мм является
покрытие из экструдированного полиэтилена, нанесенное на трубу по жесткому
адгезиву.
8.88
Покрытие из полиэтиленовых липких лент отечественного и зарубежного
производства наносится на трубы диаметром от 45 до 530 мм.
Структура
покрытия весьма усиленного типа включает два слоя полиэтиленовой липкой ленты
толщиной 0,63 мм, нанесенной по специальной битумно-полимерной
грунтовке, и наружную обертку из оберточной полиэтиленовой ленты с липким
слоем.
8.89
Покрытия на основе битумных мастик должны состоять из нескольких армированных
слоев мастики, нанесенной на трубу по битумному праймеру. Структура покрытия
включает:
-
грунтовку битумную (праймер);
-
мастику;
-
армирующий слой;
-
мастику;
-
армирующий слой;
-
мастику;
-
обертку из бумаги.
8.90 Для
изготовления покрытий рекомендуется применять битумно-резиновую (ГОСТ 15836),
битумно-атактическую, битумно-полимерную (ТУ
5775-001-18314696, ТУ 5775-002-32989231, ТУ
2513-001-15111644) мастики, а также мастику «Асмол» (ТУ 5623-002-05111644).
8.91 В
качестве армирующих материалов для мастичных битумных покрытий применяют
стеклохолсты ВВ-К, ВВ-Г, нетканое полимерное полотно марки С1.100.80-0444 (ТУ
8390-002-46353927; ТУ 8390-007-05283280), стеклоткань Э(с)4-40 (ГОСТ
19907). Допускается применять стеклохолсты других марок, соответствующие
основным показателям, установленным в нормативно-технической документации на
ВВ-К и ВВ-Г.
8.92
Изготовление мастик и нанесение их на трубы производится в соответствии с технологическим
регламентом,
разработанным в установленном порядке.
8.93
Важнейшими условиями, определяющими эффективность защитного покрытия и
продолжительность срока его службы, являются качественная очистка и
праймирование поверхности труб, а также соблюдение температурного режима в
процессе изготовления мастики и нанесения ее на трубы. Толщина наносимого
изоляционного слоя, его сплошность и прилипаемость, степень пропитки армирующей
обмотки зависят от вязкости мастики, регулируемой изменением температуры в
ванне в зависимости от температуры окружающей среды.
8.94 Для
труб диаметром от 57 до 530 мм наравне с другими может применяться
комбинированное ленточно-полиэтиленовое покрытие, структура которого приведена
в таблице 29.
Таблица 29
|
Структура покрытия
|
Толщина покрытия для труб
диаметром
|
|
До 114 мм
|
До 250 мм
|
До 530 мм
|
|
Грунтовочный слой - битумно-полимерная мастика
|
Расход 80 - 120
г/м2 для всех диаметров труб
|
|
Изолирующий подслой - лента полиэтиленовая Полилен-40-ЛИ-45
|
0,45
|
0,45
|
0,45
|
|
Защитный слой - экструдированный полиэтилен
|
1,75
|
2,05
|
2,55
|
|
Общая толщина
|
2,2
|
2,5
|
3,0
|
8.95 При
строительстве трубопроводов сварные стыки труб, фасонные элементы
(гидрозатворы, конденсатосборники, колена) и места повреждения защитного покрытия
изолируют в трассовых условиях теми же материалами, что и газопроводы, или
другими, по своим защитным свойствам не уступающими покрытию
линейной части трубопровода и имеющими адгезию к этому покрытию.
Для
изоляции стыков и ремонта мест повреждений газопроводов с мастичным битумным
покрытием не допускается применять полиэтиленовые или
поливинилхлоридные ленты.
8.96
Проведение изоляционных работ в трассовых условиях во время дождя и снегопада
допускается только при условии защиты изолируемой поверхности от попадания влаги. При температуре воздуха ниже минус 25 °С проведение изоляционных работ запрещается.
8.97 Качественное выполнение
работ по формированию покрытия из полиэтиленовых липких лент на трассе возможно
лишь при положительных температурах окружающего воздуха, т.е. в теплое время
года.
8.98
Перед проведением работ по изоляции стыков необходимо выполнять следующие
подготовительные работы:
-
ознакомиться с технологией изоляционных работ;
- подготовить необходимое оборудование
и приспособления;
-
подготовить укрытие для изоляционных работ в случае ненастной погоды.
8.99 Для
изоляции могут применяться отечественные термоусаживающиеся ленты «Донрад-СТ» (ТУ 2245-004-46541379), «ДРЛ-СТ» (ТУ 2245-002-31673075), «Терма-СТ» (ТУ 2245-001-44271562), «ЛТА-С» (ТУ РБ
03230835-005), а также термоусаживающиеся ленты фирмы «Райхем» класса не ниже
С50. Толщина термоусаживающейся ленты должна быть не менее 1,8 мм.
8.100 Изоляция сварных стыков
выполняется в соответствии РД
153-39.4-091 и состоит из ряда последовательно проводимых технологических
операций:
-
предварительный подогрев и сушка стыка (при необходимости);
-
очистка зоны сварного стыка щетками или пескоструйным аппаратом;
-
формирование манжеты из ленты;
-
нагрев зоны сварного стыка;
-
нанесение и усадка манжеты.
8.101 Для формирования манжеты
термоусаживающаяся лента, используемая для изоляции сварного стыка труб,
вырезается таким образом, чтобы ее нахлест на заводское изоляционное покрытие
составлял не менее 70 мм, а длина соответствовала длине окружности газопровода
плюс 20 % этой длины, необходимой для термоусадки материала, плюс 100 мм на
нахлест при формировании манжеты.
Формирование
из ленты кольцевой манжеты проводится непосредственно на газопроводе рядом со
стыком. При этом заготовка ленты по кольцу изгибается вокруг сварного стыка
газопровода. Величина нахлеста
ленты составляет не менее 100 мм.
Под
манжету в месте нахлеста ленты подставляется прокладка из термостойкого
(фторопластового) материала. После чего с помощью ручной газовой горелки
прогревают адгезионный подслой ленты в месте нахлеста до образования расплава.
После этого вручную с применением прикатывающего ролика производится уплотнение
места нахлеста ленты. По мере остывания расплава происходят склеивание ленты и
формирование кольцевой манжеты.
Подготовленную
манжету оставляют рядом с зоной сварного стыка газопровода до тех пор, пока не прогреют стык до необходимой температуры.
8.102
Нагрев зоны сварного стыка до необходимой температуры (130 - 140 °С) производят ручными газовыми горелками различных
конструкций. Газовая горелка обеспечивает получение факела некоптящего пламени
длиной не менее 300 мм и шириной до 100 мм.
Контроль температуры нагрева стыка в разных точках осуществляют пробным
контактом полоски ленты, прикладываемой к поверхности разогретого стыка
подклеивающим слоем. Если подклеивающий слой ленты при контакте с металлом
трубы быстро плавится и прилипает к стальной поверхности, температура стыка
достаточна для формирования покрытия из термоусаживающейся ленты. При нагреве стыка до указанной выше температуры
металл приобретает сизоватый цвет.
8.103
Края примыкающего к стыку покрытия также нагреваются мягким пламенем горелки до
90 -
100 °С, полиэтилен при этом может слегка
размягчиться.
8.104
Нанесение и усадка манжеты.
После
нагрева изолируемой зоны до необходимой температуры термоусаживающаяся манжета устанавливается на место сварного стыка.
Величина нахлеста манжеты на заводское покрытие труб составляет не менее 70 мм
по обе стороны сварного стыка.
Процесс
термоусаживания манжеты начинается с ее фиксирования на зоне сварного стыка.
Это достигается равномерным прогревом центральной части манжеты по всему
периметру, в результате чего манжета дает термоусадку и фиксируется на трубе.
Для обеспечения равномерности термоусадки материала и предотвращения сваривания
манжеты к верхней образующей газопровода в самом начале процесса термоусадки
между манжетой и трубой по обеим сторонам манжеты устанавливаются эластичные
специальные кольцевые прокладки толщиной 10 - 15 мм (могут быть изготовлены из
отрезков кабеля и т.д.).
После
закрепления манжеты на изолируемом участке газопровода прокладки вынимаются и
производятся прогрев и усадка всей манжеты.
Процесс
усадки ведется от центра манжеты к кромкам. При этом для обеспечения
максимального адгезионного контакта между манжетой и изолируемым участком
газопровода не рекомендуется допускать образования под покрытием воздушных
пузырей, складок. Уплотнение, выравнивание покрытия могут производиться вручную
(с помощью рукавицы), прикатывающим эластичным валиком, дощечкой с мягкой,
эластичной набивкой и др.
Термоусаживающаяся
манжета плотно, без гофр и складок облегает изолируемый участок газопровода с
выходом валика расплава адгезионного подслоя ленты из-под манжеты на заводское
покрытие.
8.105
Контроль качества покрытия, нанесенного на зону сварного стыка.
Сформированное
защитное покрытие удовлетворяет следующим требованиям:
-
имеет одинаковую величину нахлеста на заводское покрытие;
-
копирует рельеф изолируемой поверхности сварного стыка без гофр, морщин,
протяженных и локальных воздушных включений;
- не
имеет проколов, задиров и других сквозных дефектов;
-
толщина сформированного покрытия не менее 1,8 мм;
-
показатель прочности адгезионной связи сформированного покрытия с металлом и
заводским полиэтиленовым покрытием составляет не менее 3,5 кг на 1 см ширины
отслаиваемой полосы.
8.106 Для
изоляции стыков подземных газопроводов малых и средних диаметров (Æ 57 - 530 мм) с покрытием из полиэтиленовых липких лент базового
нанесения применяются полиэтиленовые липкие ленты типа ПОЛИЛЕН. Липкие ленты наносятся
на трубу по специальному клеевому праймеру, выпускаемому под каждый вид ленты.
8.107 В трассовых условиях при
выполнении работ по изоляции стыков для обеспечения требуемого натяжения (1,5 - 2,0 кг на 1 см ширины навиваемой полосы) целесообразно
применять специальные машинки для изоляции стыков газопроводов липкими лентами.
8.108 Для
ручного способа нанесения покрытия на стык могут быть рекомендованы лента
ПОЛИЛЕН 40-ЛИ-45 (ТУ 2245-003-1297859) и двусторонние
липкие ленты. Они достаточно эластичные, чтобы осуществить требуемое натяжение
для обеспечения качественного покрытия.
8.109 Для
механизированного способа нанесения покрытия с помощью специальных машинок
могут использоваться другие марки полиэтиленовых липких лент, в частности
ПОЛИЛЕН 40-ЛИ-63 (ТУ 2245-003-1297859), толщина которых
0,625 мм.
8.110 Качество покрытия стыка из
полиэтиленовых липких лент должно, как правило, соответствовать требованиям РД
153-39.4-091.
8.111
Очищенную поверхность газопровода рекомендуется сразу перед нанесением покрытия
покрывать сплошным слоем грунтовки, специально выпускаемой под каждый вид
ленты.
8.112
Перед нанесением ленточного покрытия на стык выступающее клеймо сварщика
рекомендуется заровнять пластичной битумной мастикой, нанесенной на праймер.
8.113 Для
изоляции сварных стыков труб с полиэтиленовым покрытием рекомендуется снять
кромку полиэтиленового покрытия на конус, придать шероховатость примыкающему к
стыку полиэтиленовому покрытию металлическими щетками или наждачной бумагой.
Заусенцы со сварного стыка снять шлиф-машинкой или напильником, стык
предварительно обернуть полоской липкой изоляционной лентой.
8.114 При изоляции стыков
газопроводов с покрытием из полиэтиленовых липких лент рекомендуется снять с
примыкающего к стыку покрытия защитную обертку на длину около 10 см.
Полиэтиленовую
изоляционную ленту нанести на запраймированную и обернутую полоской ленты
поверхность стыка таким образом, чтобы образовался нахлест с примыкающим к
стыку заводским покрытием не менее 10 см, т.е. на тот участок, с которого снята
защитная обертка.
8.115 Нанесение изоляционной
ленты на стык осуществляется по подсохшему до отлипа праймеру, причем праймер наносится не только на околошовную зону сварного стыка,
но и на примыкающее к стыку полиэтиленовое покрытие. Праймер наносится
равномерным слоем, особое внимание рекомендуется уделять равномерности
нанесения праймера на нижнюю образующую стыка газопровода. Не рекомендуется
допускать наличие пропусков праймера по поверхности.
8.116 На стык, изолированный
полимерной липкой лентой, наносят в один слой защитную полимерную обертку с
нахлестом витков 2
- 2,5 см.
8.117 Засыпку газопровода грунтом
осуществляют только после формирования адгезии покрытия.
8.118 При нанесении покрытия на
фасонные части из двусторонней липкой ленты ширина навиваемой полосы может быть
до 5 см независимо от диаметра трубы. Ширина полиэтиленовой ленты с липким
слоем для ручного способа нанесения - не более 10 см.
8.119 Ремонт поврежденного
участка покрытия из полиэтиленовых липких лент выполняют путем наклейки на
поврежденные места после снятия защитной обертки и второго слоя изоляционной
ленты трехслойных заплат из полиэтиленовой липкой ленты.
8.120 Перед наклейкой заплат
оголенный участок трубы очищают от ржавчины, пыли, высушивают и покрывают
соответствующей грунтовкой.
8.121
Участок заплаты из липкой полиэтиленовой ленты перекрывает поврежденное
покрытие не менее чем на 10 см по всему периметру. Заплата закрепляется на
газопроводе кольцевым бандажом из липкой ленты или обертки с липким слоем.
8.122 Технология производства
работ по ремонту мест повреждений покрытия аналогична технологии изоляции
стыков.
8.123
Ремонт мест повреждений покрытия из экструдированного
полиэтилена рекомендуется также выполнять с применением термоусаживающихся лент.
8.124 Для
изоляции стыков газопроводов и ремонта мест повреждений покрытия применяются
преимущественно битумные мастики тех марок, из которых сформировано покрытие
трубы, в частности битумно-резиновая мастика (ГОСТ 15836),
битумно-атактическая мастика и битумно-полимерные мастики (ТУ
5775-001-18314696, ТУ 5775-002-32989231).
Основные
физико-механические свойства битумных мастик, рекомендуемых для изоляции стыков
и мест повреждений покрытия, приведены в таблице 30.
8.125
Технология изоляции сварных соединений газопроводов и мест
повреждений битумных покрытий, а также нанесения покрытий на фасонные части с
использованием битумных мастик и рулонного материала типа «Бризол» или стеклохолста включает следующие основные операции:
-
очистку изолируемой поверхности стыка (ручная - щетками или наждачной бумагой №
2, № 3; механизированная - шлиф-машинкой);
-
обработку концевых участков примыкающего к зоне сварного стыка битумного
покрытия путем срезания его на конус на расстоянии 100 - 150 мм, для чего удаляют с покрытия обертку из бумаги. Затем
срезанное на конус покрытие выравнивают, подплавляя его газовой горелкой или
паяльной лампой;
-
сушку и подогрев стыка (в зимнее и сырое время года);
-
нанесение на очищенную поверхность стыка кистью или валиком битумного праймера,
приготовленного из битума БНИ-IV и
бензина (не содержащего солярку) в соотношении 1:3 по объему;
-
нагрев пламенем газовой горелки (или паяльной лампой) примыкающих к зоне
сварного стыка или места врезки концевых участков мастичного битумного покрытия
длиной около 100 - 150 мм до начала
оплавления мастики;
-
нанесение по подсохшему до «отлипа» праймеру
первого слоя горячей 140 - 160 °С битумно-полимерной мастики,
армированной одним слоем рулонного материала типа «Бризол» или стеклотканью
Э(с)4-40;
-
нанесение второго слоя горячей битумно-полимерной мастики, также армированной одним слоем «Бризола» или стеклотканью
Э(с)4-40.
Рекомендуется
соблюдать следующие требования:
-
ширину нахлеста формируемого на стыке покрытия на мастичное покрытие линейной части трубы следует выполнять не менее 100 мм;
Таблица 30
|
Наименование показателей
|
Марки битумных мастик
|
|
МБР-90 (ГОСТ 15836)
|
Битумно-атактическая
|
Битумно-полимерная с
повышенными адгезионными свойствами (ТУ 5775-001-18314696)
|
|
Температура размягчения. °С, не менее
|
90
|
80
|
77 - 84
|
|
Растяжимость при 25 °С, см, не менее
|
3,0
|
1,5
|
6,0
|
|
Пенетрация, десятые доли мм
|
20
|
14
|
24 - 30
|
-
полотно «Бризола» целесообразно
наносить на стык путем оборачивания им стыка, при этом ширина полотна
определяется длиной стыка плюс 140 - 200 мм.
При изоляции мест врезок углов поворота и отводов используют узкую ленту
«Бризола» или стеклоткани (шириной 70 - 100
мм) и формируют покрытие методом навивки по спирали, причем витки ленты
«Бризола», армирующие первый слой битумно-полимерного покрытия, не должны
нахлестывать друг на друга. Второй (оберточный) слой наносится с нахлестом не
менее 20 мм;
-
при изоляции стыка по указанной технологии проводят послойную прикатку
сформированного покрытия валиком в целях избежания пустот и неровностей, а
также для улучшения прилипаемости покрытия, как к металлу, так и к имеющемуся
битумному покрытию;
-
толщина изоляционного покрытия зоны сварного стыка на трубах диаметром 159 мм составляет не менее 7,0 мм, на трубах диаметром свыше
159 мм - не менее 8,0 мм;
- «Бризол», температура хрупкости которого согласно ТУ
составляет минус 5 °С, хранят в трассовых условиях в зимнее время в вагончиках
и перед нанесением на стык слегка прогревают ленту паяльной лампой или мягким
пламенем газовой горелки, не допуская деформации полотна;
-
степень прилипаемости покрытия как к металлу, так и к существующему покрытию
удовлетворительная и соответствует ГОСТ
9.602 (для покрытий на основе битумных мастик);
- во
избежание расслоения между наносимой на стык мастикой и существующим на трубе
мастичным покрытием рекомендуется в обязательном порядке прогревать до
оплавления существующее на трубе покрытие. Качество изоляции стыка или
отремонтированного участка покрытия в значительной степени зависит от
соблюдения технологии изоляционных работ.
8.126 Ремонту подлежат сквозные
повреждения покрытия, а также участки, на которых зафиксировано снижение
толщины вследствие продавливания покрытия (вмятины,
задиры и т.п.).
Отслоившееся
мастичное покрытие в зоне сквозного дефекта удаляется с трубы, а края
оставляемого покрытия освобождаются от бумаги, зачищаются на конус в разогретом
виде с применением ножа или металлического шпателя.
Поверхность
оголенного металла газопровода на участках дефекта рекомендуется зачистить от
ржавчины стальными проволочными щетками, высушить и запраймировать битумным
праймером.
На
подогретый до оплавления участок с поврежденным битумным покрытием наносят из
лейки слой горячей битумной мастики и накладывают поверх него заранее
приготовленную заплату из «Бризола», перекрывающую дефект в покрытии не менее
чем на 50 мм по всему периметру. Затем наносят второй слой расплавленной
битумной мастики и его накрывают заплатой из «Бризола» с нахлестом, не менее
чем на 100 мм перекрывающим 1-й слой покрытия.
Сформированное покрытие в горячем виде прикатывают деревянным валиком для
устранения воздушных пузырей, гофр и для более плотного межслойного сцепления
покрытия.
Толщина
отремонтированных участков битумного покрытия для труб диаметром до 159 мм составляет 7,0 мм, а для труб большего диаметра - не
менее 8,0 мм.
Для
праймирования поверхности зоны сварного стыка рекомендуется применять битумную
грунтовку (праймер).
В
качестве армирующих и оберточных материалов для изоляции стыков и ремонта мест
повреждений мастичных битумных покрытий рекомендуется использовать рулонные
материалы типа «Бризол»:
-
Поликром-БР (ТУ 66.30.019);
-
полотно резиновое гидроизоляционное (ТУ 38.105436 с учетом Изменения № 4 от
25.09.94).
Допускается
применять в качестве армирующего материала для изоляции стыков стеклохолст, стеклоткань, нетканое полимерное полотно.
Характеристики
рулонного материала приведены в таблице 31.
Таблица 31
|
Наименование показателей
|
Норма
|
|
Условная прочность при растяжении, МПа
(кгс/см2), не менее
|
0,6 (6)
|
|
Относительное удлинение при разрыве, %, не
менее
|
60
|
|
Водопоглощение за 24 ч, %, не более
|
0,8
|
|
Эластичность, количество двойных перегибов, не менее
|
10
|
|
Гибкость на стержне диаметром 10 мм при температуре минус 5 °С
|
Без трещин
|
|
Гарантийный срок хранения со дня изготовления
|
6 мес
|
8.127 Универсальным
материалом для изоляции стыков и ремонта мест повреждений мастичных битумных
покрытий, а также покрытий из экструдированного полиэтилена и полиэтиленовых
липких лент являются полимерно-битумные ленты типа ЛИТКОР (ТУ 2245-001-48312016) и ленты типа ПИРМА (ТУ 2245-003-48312016).
8.128 Изоляцию стыковых
соединений и фасонных элементов трубопроводов с различными видами покрытий с
применением полимерно-битумных лент типа ЛИТКОР и ПИРМА
необходимо производить по следующей технологии:
-
сушка и подогрев изолируемой поверхности (в зимнее и сырое время года):
-
очистка изолируемой поверхности (ручная - металлическими щетками или
механизированная - шлиф-машинками);
-
обработка концевых участков полиэтиленового покрытия (50 - 70 мм) щетками для придания глянцевой поверхности
шероховатости (или снятие на конус примыкающего к стыку мастичного покрытия);
-
нанесение на изолируемую поверхность кистью или валиком битумного праймера
(раствор битума БНИ-IV или
БНИ-V в
бензине в соотношении 1:3 по объему) или праймера ПЛ-М
(ТУ 5775-001-01297858);
-
нанесение по битумному праймеру заранее заготовленной полосы полимерно-битумной
ленты.
8.129 Нанесение ленты следует
производить путем навивки по спирали или методом «в обхват», предварительно
освободив липкую мастичную сторону ленты от антиадгезионной прокладки и
нагревая мастичный слой пламенем паяльной лампы или пропановой горелки до
начала его подплавления. Прогретую ленту слегка натягивают и прижимают к
изолируемой поверхности трубопровода. Во избежание образования пузырей и для
плотного прилегания к трубе ленту дополнительно прикатывают валиком. При
нанесении ленты на трубу величина нахлеста «ленты на ленту» должна составлять
не менее 20 мм, нахлест ленты на покрытие трубы - не менее 70 мм.
Ширина
навиваемой полосы ленты при спиральной навивке должна быть не более 150 мм.
Двухслойное покрытие формируется с одной бобины с нахлестом не
менее 50 %. Оберточную ленту наносят с
нахлестом 15 - 20 мм. При изоляции углов
поворота и мест врезок необходимо применять ленту шириной 90 мм.
8.130 Для газопроводов диаметром
до 159 мм включительно допускается формирование покрытия из двух
слоев изоляционной полимерно-битумной ленты общей толщиной не менее 4,0 мм
(толщина каждого слоя ленты не менее 2,0 мм). Для труб больших диаметров
рекомендуется применять поверх двух слоев изоляционной полимерно-битумной ленты
один слой оберточной ленты (полиэтиленовой или поливинилхлоридной) толщиной не менее
0,5 мм.
8.131
Сформированное покрытие стыка из полимерно-битумных лент ЛИТКОР или ПИРМА
должно удовлетворять следующим требованиям:
-
иметь величину нахлеста на покрытие трубы не менее 70 мм;
-
копировать рельеф изолируемой поверхности без гофр, быть плотным, без пазух и
воздушных включений;
-
толщина двухслойного покрытия весьма усиленного типа должна быть не менее 4,0
мм;
-
адгезия покрытия из полимерно-битумных лент: ЛИТКОР или ПИРМА к поверхности
трубы и к полимерному покрытию при 20 °С должна составлять не менее 1,5 кгс/см2;
-
покрытие должно быть сплошным при проверке искровым дефектоскопом при
напряжении на щупе 20 кВ на всю толщину покрытия.
8.132
Полимерно-битумные ленты ЛИТКОР и ПИРМА являются технологичными для ремонта как
мастичных, так и полимерных покрытий.
8.133
Технология ремонта мест повреждений с применением указанных выше полимерно-битумных лент состоит из следующих технологических этапов:
-
зачистка покрытия вокруг оголенного участка трубопровода;
-
нанесение на оголенную металлическую поверхность битумного праймера и его
высушивание;
-
наклеивание заплаты на запраймированный участок,
вырезанной из полимерно-битумной ленты по форме поврежденного участка изоляции.
Мастичный слой заплаты перед наклеиванием подплавляют
пламенем паяльной лампы или газовой горелки;
-
подплавление и наложение поверх первого слоя второго слоя заплаты с
перекрыванием его не менее чем на 50 мм во все стороны. Для получения плотного
покрытия его прикатывают валиком (через антиадгезионную бумагу);
-
для предотвращения сдвиговых деформаций при засыпке трубопровода грунтом
(особенно на трубопроводах больших диаметров) поверх заплаты накладывают
кольцевой бандаж из любой полимерной ленты с липким слоем (например,
полиэтиленовой или поливинилхлоридной).
8.134
Ленты ЛИТКОР и ПИРМА предназначены для ремонта покрытий на действующих
подземных газопроводах с температурой транспортируемого продукта не выше плюс
40 °С, а также изоляции стыков газопроводов, фасонных элементов, в частности конденсатосборников, углов поворотов, колен вновь
прокладываемых подземных газопроводов из труб как с покрытием из экструдированного полиэтилена, так и с покрытием на основе битумных мастик. Лента может применяться вместо горячих битумных мастик при ремонте мастичных битумных
покрытий, а также покрытий из экструдированного полиэтилена и полимерных липких
лент. Ленты можно применять при стыковке трубопроводов с разными видами
покрытий, для изоляции заглушек и шин для устройства КУ при монтаже электрохимзащиты.
8.135 Для подземных стальных
резервуаров применяются защитные покрытия весьма усиленного типа на основе
полимерных липких лент, битумно-полимерного
наплавляемого материала или битумных мастик. Наиболее перспективным для
изоляции СУГ является рулонный наплавляемый битумно-полимерный материал типа «Изопласт» (ТУ 5774-005-0576480), «Изоэласт»
(ТУ 5774-007-05766480).
8.136
Покрытие для емкостей объемом до 200 м3 должно состоять из слоя
битумного праймера и двух слоев рулонного битумно-полимерного материала «Изопласт-П» марки ЭПП-4,0 или «Изоэласт-П» марки ЭПП-4. Функцию
обертки выполняет полиэтиленовая пленка, нанесенная на рулонный материал. Общая
толщина покрытия должна быть не менее 8,0 мм.
8.137
Покрытие должно хорошо прилипать к поверхности резервуара. Адгезия покрытия на
сдвиг должна составлять не менее 5,0 кгс/см2. Нижние и верхние слои
покрытия должны быть сплавлены между собой, между слоями не должно быть пазух,
вздутий и расслоений. Покрытие должно быть сплошным, без пропусков и прожогов.
8.138
Работа по изоляции резервуаров СУГ состоит из ряда последовательно проводимых
технологических операций:
-
предварительный подогрев и сушка поверхности резервуара (при необходимости);
-
пескоструйная очистка поверхности резервуара;
-
праймирование изолируемой поверхности и подсушивание битумного праймера;
-
раскраивание полос рулонного полимерно-битумного материала в соответствии с
требуемыми размерами;
-
формирование покрытия путем наклеивания подплавленного с внутренней стороны
рулонного материала и тщательной его прикатки.
8.139
Перед нанесением покрытия изолируемая поверхность резервуара должна быть
очищена от продуктов коррозии и при необходимости (дождь, снег) подсушена.
Очистку
поверхности необходимо осуществлять с применением пескоструйных аппаратов,
позволяющих с большой скоростью и эффективностью достичь требуемой степени
очистки и придать поверхности необходимую шероховатость.
8.140 Для
праймирования поверхности резервуаров СУГ необходимо использовать битумный
праймер, который приготавливают из битума БНИ-IV и
бензина в условиях заготовительных мастерских.
8.141
Формирование защитного покрытия на резервуарах СУГ необходимо осуществлять
методом наклеивания раскроенного полотна рулонного полимерно-битумного
материала, подплавленного с внутренней стороны. Подплавление производят
пламенем пропановой горелки, не допуская возгорания и стекания расплавленной
мастики. Признаком того, что мастика достаточно расплавлена, чтобы обеспечить
требуемую прилипаемость к запраймированной поверхности, является образование
валика подплавленной мастики на поверхности рулонного материала.
8.142
Покрытие наносят по круговому периметру резервуара, наклеивая полотнища
рулонного полимерно-битумного материала по направлению снизу вверх.
Наклейку
рулонного материала на резервуар производят ярусами, начиная с нижнего. Длина
полотнища не должна быть более 2,0 м.
Нахлест
полотнища верхнего яруса на нижний должен составлять не менее 80 мм.
8.143
Завершать обклеечные работы по периметру резервуара необходимо в верхней его
части, наклеивая полотнище рулонного материала таким образом, чтобы одна его
половина попадала на одну сторону резервуара, другая - на вторую и при этом
обеспечивался требуемый нахлест на ниже приклеенный ярус материала.
8.144
Чтобы исключить образование пустот и пазух в местах нахлеста одного слоя
материала на другой, необходимо сразу же после прикатки произвести шпаклевку
кромок покрытия выступившей из-под рулонного материала подплавленной мастикой.
8.145
Наклейка полотнищ рулонного полимерно-битумного материала по направлению «вдоль
резервуара» должна осуществляться встык. Для герметизации стыковочный шов
нагревают горелкой и зашпаклевывают подплавленной мастикой.
8.146 К выполнению
работы по нанесению второго слоя покрытия приступают после того, как
удостоверились в правильном нанесении первого слоя: кромки полотна в нахлесте
зашпаклеваны, вертикальные стыковочные швы не разошлись, хорошо прошпаклеваны,
материал приклеен к поверхности без пустот, гофр и вздутий.
8.147
Второй слой наплавляемого рулонного материала сдвигают по отношению к первому
таким образом, чтобы полотнища верхнего слоя перекрывали швы нижележащего слоя.
Технологические
приемы при наклейке второго слоя рулонного материала в основном такие же, как
при наклейке первого. Однако при нанесении второго слоя необходимо одновременно
с подплавлением рулонного материала осуществлять подогрев поверхности ранее
наклеенного изоляционного слоя до начала его плавления и плотную его прикатку.
При
несоблюдении этих требований прилипаемость между слоями покрытия будет
недостаточной, в покрытии могут возникнуть расслоения в процессе эксплуатации.
8.148
Контроль качества сформированного покрытия осуществляют после того, как его температура снизится до температуры окружающего
воздуха, но не менее чем через 6 ч после его нанесения.
8.149 При
контроле качества покрытия осуществляют:
-
внешний осмотр в процессе послойного формирования покрытия и на всей
поверхности готового покрытия;
-
замер толщины магнитным толщиномером УКТ-1. Толщина
готового покрытия должна быть не менее 8,0 мм;
-
проверку сплошности искровым дефектоскопом при напряжении на щупе 36 кВ;
-
определение степени прилипаемости к поверхности резервуара адгезиметром типа СМ-1 или
методом «выреза треугольника». Адгезия покрытия на сдвиг должна составлять не
менее 5,0 кгс/см2;
-
определение прилипаемости между слоями.
ПРИЛОЖЕНИЕ А
(справочное)
|
Завод-изготовитель
|
Наружный диаметр трубы, мм
|
|
АО «Северский трубный завод»
|
219, 273,
325
|
|
АО «Таганрогский металлургический завод»
|
108, 114,
127, 133, 159,
168, 219
|
|
Челябинский трубопрокатный завод, АООТ «ЧТПЗ»
|
273, 325, 377, 426
|
ПРИЛОЖЕНИЕ Б
(справочное)
1. Альметьевский трубный
завод, ОАО «АТЗ», 423400, Татарстан, г.
Альметьевск, Промзона-11.
2.
Волгоградский трубный завод, АООТ «ВЕСТ-МД»,
400075, г. Волгоград, ул. Краснополянская, 15.
3.
АО «Волжский трубный завод», 404119, г. Волжский Волгоградской области.
4.
ООО «Волгатрубопрофиль», 156901,
Костромская область, г. Волгореченск, ул. Магистральная, 36, строение 1.
5.
АО «Выксунский металлургический завод», 607030, г. Выкса-7 Нижегородской области.
6.
ЗАО «ВИРА», 456530, Челябинская область, Сосновский район, поселок Есаулка, ул.
Трактористов, 1.
7.
ООО «Стан», 453400, Республика Башкортостан, г. Давлеканово, ул. Беляева, 18.
8.
ЗАО «Друза», 460052, г. Оренбург, ул. Конституции, 27.
9.
ОАО «Газпромтрубинвест» - Волгореченский трубный завод, 156901, Костромская область,
г. Волгореченск, ул. Магистральная, 1.
10.
Магнитогорский металлургический комбинат, 455002, Челябинская область, г.
Магнитогорск, ул. Кирова, 93.
11. Миасский трубный завод, ООО «Южуралстальпрокат», 456323,
Челябинская область, г. Миасс, ул. Пролетарская, 1.
12.
АО «Московский трубный завод «Филит», 121087, г.
Москва, ул. Барклая, 6.
13.
Новосибирский металлургический завод, 630032, г. Новосибирск, ул. Станционная,
28.
14.
АО «Первоуральский Новотрубный завод», 623112, г. Первоуральск Свердловской области.
15. АОО «ПЕНЗАВОДОПРОМ», 440054, г. Пенза, ул. Аустина, 3.
16.
АО «С.-Петербургский трубный завод «Трубосталь», 193171, г. С.-Петербург, Железнодорожный пр., 16.
17.
АО «Северский трубный завод», 624090, г. Полевской, Свердловская обл., ул.
Пролетарская, 7.
18. АО «Синарский трубный завод», 623401, г.
Каменск-Уральский Свердловской области.
19.
АО «Таганрогский металлургический завод», 347928, г. Таганрог Ростовской
области, ул. Заводская, 1.
20.
ОАО «Уральский трубный завод «Уралтрубпром», 623107, Свердловская область, г.
Первоуральск, поселок Ново-Талица.
21. «Уфапромгаз», Республика Башкортостан, г. Уфа.
22.
Челябинский трубопрокатный завод, АООТ «ЧТПЗ», 454129, г. Челябинск, ул.
Машиностроителей, 27.
Поправка.
ПРИЛОЖЕНИЕ В
(справочное)
Таблица В.1
|
№ п.п.
|
Наименование
|
Типоразмер медных труб
(диаметр пайки и толщина стенки) D1 (D3) ´
S, мм. Типоразмер
соединительных деталей (диаметр пайки) D1 (D3), мм
|
Предприятия-изготовители
(поставщики) по приложению Б
|
|
1
|
Труба медная
|
12´1
|
1, 2, 4, 5, 7, 8
|
|
15´1
|
|
18´1
|
|
22´1,22´1,5
|
|
28´1,28´1,5
|
|
35´1,5
|
|
42´1,5
|
|
54´2
|
|
2
|
Муфта, отвод, тройник равнопроходный
|
12
|
3, 6, 8
|
|
15
|
|
18
|
|
22
|
|
28
|
|
35
|
|
42
|
|
54
|
|
3
|
Переход
|
15´18
|
3, 6, 8
|
|
15´22
|
|
15´28
|
|
18´22
|
|
18´28
|
|
22´28
|
|
18´35
|
|
18´42
|
|
22´35
|
|
22´42
|
|
28´42
|
|
28´54
|
|
32´42
|
|
35´54
|
|
42´54
|
|
4
|
Тройник переходный
|
12´15´12
|
3, 6, 8
|
|
15´12´15
|
|
15´15´12
|
|
15´18´15
|
|
15´22´15
|
|
18´12´18
|
|
18´18´15
|
|
18´22´18
|
|
22´12´22
|
|
22´15´22
|
|
22´18´22
|
|
5
|
Латунные переходные детали (пайка-резьба)
|
15-1/2"
|
8
|
|
18-1/2"
|
|
22-3/4"
|
|
28-1´
|
|
35´1´1/4"
|
|
42´1´1/2"
|
|
54´2´
|
ПРИЛОЖЕНИЕ Г
(справочное)
1. АО
«Кировский завод цветных металлов»
610016, Россия, г. Вятка, Октябрьский проспект, 18.
2. Кольчугинский
завод цветных металлов
601744,
Россия, Владимирская область, г. Кольчугино, ул.
К. Маркса, 25.
3. ТОО
«Металл»
453350,
Башкортостан, г. Кимертау, ул. Ленина, 4.
4. АО
«Орский завод по обработке цветных металлов»
462402,
Россия, Оренбургская область, г. Орск, ул. Заводская, 6.
5. ЗАО
«Ренессанс»
Трубный
завод, 623270, Россия, Свердловская обл., г. Ревда, ул. Ковельская, 1.
6. АО
«Рыбинские моторы»
152903,
Россия, Ярославская область, г. Рыбинск.
7. АО
«Сплав»
462630,
Россия, Оренбургская область, г. Гай.
Директор
- Колестинский Валерий Вячеславович.
8. ООО
МП «ТЕРМОСЕРВИС»
101000, Москва, Архангельский пер., 10, стр. 2.
ПРИЛОЖЕНИЕ Д
(справочное)

Рисунок Д.1 - Раструбный и гладкий концы
соединительных деталей

Рисунок Д.2 - Муфта
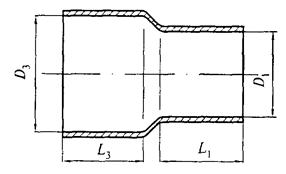
Рисунок Д.3
- Переход
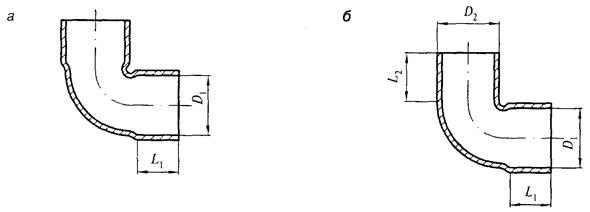
Рисунок Д.4 - Отводы
а - с раструбными
концами б - с
раструбным и гладким концами

Рисунок Д.5 - Тройник
равнопроходный
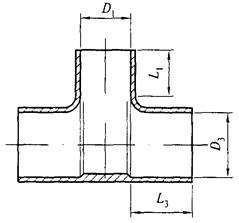
Рисунок Д.6
- Тройник переходный
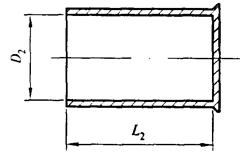

Рисунок Д.7
- Заглушки
ПРИЛОЖЕНИЕ Е
(справочное)
Е - модуль
упругости материала труб, МПа;
I - момент инерции сечения газопровода, м4;
H0 - высота грунта закрепляемого НСМ, м;
Qa - вес одного пригруза, Н;
Run, Rуп - нормативные
сопротивления материала труб и соединительных деталей соответственно по
временному сопротивлению и пределу текучести, МПа;
R - расчетное сопротивление,
МПа;
ka -
несущая способность анкера, Н;
сza - удельное сцепление грунта засыпки, Н/м2;
da - максимальный линейный размер габарита проекции одного анкера на
горизонтальную плоскость, м;
dc - наружный
диаметр газопровода, м;
е - коэффициент
пористости грунта засыпки;
g - ускорение свободного падения, м/с2;
hm - расстояние
от верха трубы до поверхности земли, м;
hw - высота столба грунтовых вод над верхней образующей газопровода,
м;
р - рабочее
давление, МПа;
pw -
гидростатическое давление воды, МПа;
qg -
вес транспортируемого газа в единице длины газопровода, Н/м;
qq -
собственный вес единицы длины газопровода, Н/м;
qm - давление
грунта на единицу длины газопровода, Н/м;
qw - выталкивающая
сила воды на единицу длины газопровода, Н/м;
qизг - нагрузка от упругого отпора газопровода, Н/м;
t - расчетная толщина стенки труб и соединительных деталей, м;
tnom -
номинальная толщина стенки труб и соединительных деталей, м;
z - количество анкеров в одном
анкерном устройстве;
a -
коэффициент линейного теплового расширения материала
труб, °С-1;
b -
угол поворота оси газопровода, рад.;
ga - коэффициент надежности устойчивого положения газопровода;
gb - коэффициент надежности по материалу пригруза;
gma - коэффициент надежности анкера;
∆t - температурный перепад, °С;
η
- коэффициент несущей способности труб и соединительных деталей;
μ
- коэффициент Пуассона материала труб;
vs -
вес снега на единицу длины газопровода, Н/м;
vi -
вес обледенения на единицу длины газопровода, Н/м;
ρ
- радиус упругого изгиба газопровода, м;
ρт -
плотность грунта, кг/м3;
ρq - плотность материала труб, кг/м3;
ρw -
плотность воды с учетом растворенных в ней солей, кг/м3;
ρb - плотность материала пригруза, кг/м3;
ρzа -
плотность частиц грунта, кг/м3;
wn -
ветровая нагрузка на единицу длины газопровода, Н/м;
sпрS -
продольное фибровое напряжение, МПа;
sпрNS -
продольное осевое напряжение, МПа;
j - угол внутреннего
трения грунта,
град.
ПРИЛОЖЕНИЕ Ж
(рекомендуемое)
|
№ ___________ от «___»
____________ г.
Тип и номер образца
_________________________________________________________
Тип испытательной машины
__________________________________________________
___________________________________________________________________________
Материал (марка или
химический состав):
Труба
___________________________________________________________________
Соединительная
деталь ____________________________________________________
Марка (хим. состав припоя)
___________________________________________________
Способ пайки
______________________________________________________________
Паяльщик (№ клейма)
________________________________________________________
Объект (адрес)
______________________________________________________________
Дата производства работ
_____________________________________________________
Нач.
лаборатории
Испытатель
|
ПРИЛОЖЕНИЕ И
(рекомендуемое)
|
№ п.п.
|
Параметры образца
|
Разрушающая нагрузка p, кгс
|
Предел прочности при
разрушении образца sв, кгс/мм2
|
Характер разрушения
|
Площадь «непропоя»
|
Оценка пайки (годен, не годен)
|
|
Наруж. диам. трубы D1, мм
|
Внутр. диам. трубы D2, мм
|
Площ. сечения образца S, мм2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Нач.
лаборатории
Испытатель
ПРИЛОЖЕНИЕ К
(справочное)
Диаметр
собираемых труб, мм......................................... 325 - 820
Длина
собираемых труб, м............................................... 1,8
Длина
секции, м................................................................ ~ 36
Производительность
на трубе 5308 мм, стык/ч.............. 9,2
Одновременно
потребляемая мощность, кВт................. 72
Число
постов сборки, шт.................................................. 2
Сварочный
ток поста, А................................................... 60 - 315
Источник
сварочного тока............................................... выпрямитель ВДМ
100 IV3
Габариты,
мм...................................................................... 71000´12000´3500
Масса,
кг............................................................................. 38500
Численность
обслуживающего персонала, чел.............. 9
Тип
сварочной установки................................................. ПАУ-502
Диаметр
свариваемых труб, мм....................................... 325 - 820
Длина
свариваемых секций, м......................................... < 36
Производительность
на трубе 820´8
мм, стык/ч........... 7
Сварочный
ток, А.............................................................. 500
Одновременно
потребляемая мощность, кВт................. 100
Габариты,
м........................................................................ 55´11´10
Масса,
кг............................................................................. 11800
Питание.............................................................................. от
агрегата АДД-502У1
(рекомендуемое)
|
АКТ
на
приемку строительно-монтажных работ
________________________________ «______»_______________200
г.
(регион)
по адресу
________________________________________ работы выполнены по проекту
(наименование
организации и № проекта)
Мы, нижеподписавшиеся:
от заказчика
________________________________________________________________
(должность, фамилия)
от строительной
организации _________________________________________________
(должность, фамилия)
от технического надзора
______________________________________________________
(должность, фамилия)
от территориального округа
Госгортехнадзора России
_____________________________________________________
(должность, фамилия)
от проектной организации
____________________________________________________
(должность, фамилия)
составили настоящий акт в
том, что ____________________________________________
__________________________________
выполнены в соответствии с проектом.
Комиссии были предъявлены
следующие узлы строительно-монтажных работ:
1
Кабельные прокладки
а) кабель от
преобразователя до AЗ марки _________________ уложен в траншее на глубине
______ м,
длиной ________ м и защищен
________________________________
___________________________________________________________________________
(покрыт кирпичом,
в трубах и т.д.)
По стене здания:
____________________________________________________________
(способ прокладки,
марка кабеля и длина)
В подвале здания:
___________________________________________________________
(способ прокладки,
марка кабеля и длина)
б) кабель от
преобразователя до КУ марки ___________________ уложен в траншее на глубине
_____ м,
длиной ______ м и защищен ___________________________________
___________________________________________________________________________
(покрыт кирпичом,
в трубах и т.д.)
По стене здания:
____________________________________________________________
(способ прокладки,
марка кабеля и длина)
В подвале здания:
___________________________________________________________
(способ прокладки,
марка кабеля и длина)
2
Анодное заземление
Выполнено по чертежу
_______________________________________________________
а) электроды заземления
выполнены из _________________________________________
(материал, профиль,
сечение)
Длиной _________ м, в количестве _______ шт.
__________________________________
(с обсыпкой
или без обсыпки)
б) внутренний электрод
выполнен из ___________________________________________
(материал, профиль,
сечение)
___________________________________________________________________________
(наличие активатора
или обсыпки)
в) общее сопротивление
растеканию ___________________________________________
3
Контактные устройства
а) КУ на _____________________ выполнено из
_________________________________
(вид сооружения)
___________________________________________________________________________
(материал, сечение,
профиль)
По чертежу № _____________. Контакт с защищаемым сооружением осуществлен
путем
___________________________________________________________________________
Противокоррозионное
покрытие на защищаемом сооружении ______________________
___________________________________________________________________________
б) КУ на ____________________
выполнено из __________________________________
(вид сооружения)
___________________________________________________________________________
(материал, сечение,
профиль)
По чертежу №
________________. Контакт с защищаемым сооружением осуществлен путем
_____________________________________________________________________
Противокоррозионное
покрытие на защищаемом сооружении ______________________
___________________________________________________________________________
___________________________________________________________________________
4
Электромонтажные работы
1. Установка
______________________________ питается от сети переменного тока напряжением
_________ В, размещена _________________________________________
___________________________________________________________________________
(место, метод
крепления)
2. Электропроводка
переменного тока выполнена ________________________________
___________________________________________________________________________
(марка, сечение,
длина кабеля, провод)
Монтаж проводки
осуществлен _______________________________________________
(по фасаду,
в подвале, в земле и т.д.)
Место подключения
_________________________________________________________
Устройство учета эл. энергии
_________________________________________________
3. Отключающее устройство
выполнено ________________________________________
4. Защитное заземление
выполнено по чертежу № ________________________________
5. Сопротивление
растекания защ. заземления ___________________________________
5
Прочие устройства
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
подписи
От заказчика
____________________________________________________
От строительной
организации _____________________________________
От технического надзора
__________________________________________
От Госгортехнадзора России
_______________________________________
От проектной организации
________________________________________
|
|
АКТ
приемки
в эксплуатацию контактных устройств, потенциалоуравнивающих перемычек и контрольно-измерительных
пунктов (ненужное зачеркнуть)
Комиссия в составе:
от строительной организации
_________________________________________________
от технического надзора
______________________________________________________
от эксплуатационной организации
_____________________________________________
произвела осмотр и проверку выполненных работ
________________________________
по адресу
__________________________________________________________________
на газопроводе
______________________________________________________________
Работы выполнены по
проекту ________________________________________________
В соответствии с типовым
чертежом ___________________________________________
Глубина залегания
газопровода ________________________________________________
КУ, ПТ, КИП оборудован _____________________________________________________
(электродом сравнения)
Привязки указаны на исполнительном чертеже
__________________________________
___________________________________________________________________________
подписи
От строительной
организации _________________________________________________
(должность, Ф.
И. О., дата)
От технического надзора
_____________________________________________________
(должность, Ф.
И. О., дата)
Заключение об исправности
сдаваемого сооружения: эксплуатационная организация, проводящая проверку
________________________________________________________
Проверка производилась
методом ______________________________________________
С помощью прибора
_________________________________________________________
Результат
проверки __________________________________________________________
Должность, Ф. И. О. Подпись
______________
Печать Дата
«______»_____________ г
|
|
АКТ
пневматических
и электрических испытаний изолирующих фланцев с условным проходом
Dу _____________
Испытание
изолирующего фланцевого соединения на прочность
«____»
_____________ 200 ___ г. проведено пневматическое испытание
изолирующего фланцевого соединения (№
________) на прочность давлением _________ МПа с выдержкой 10 мин с
последующим осмотром.
При осмотре дефектов и
утечек не обнаружено.
Изолирующее фланцевое соединение испытание на прочность выдержало.
Производитель работ
________________________________________________________
(должность, Ф.
И. О., подпись)
Представитель ОТК
_________________________________________________________
(должность, Ф.
И. О., подпись)
Испытание
изолирующего фланцевого соединения на плотность
«____»
____________ 200 ___ г. проведено пневматическое
испытание изолирующего фланцевого соединения (№ _______) на плотность давлением ______ МПа с выдержкой 5 мин с
последующим осмотром и измерением падения давления по манометру.
Утечек и видимого падения
давления по манометру не обнаружено.
Изолирующее фланцевое соединение
испытание на плотность выдержало.
Производитель работ
________________________________________________________
(должность, Ф. И. О., подпись)
Представитель ОТК _________________________________________________________
(должность, Ф. И. О., подпись)
Электрические испытания изолирующего
фланцевого соединения
/действительны
в течение 3 месяцев/
«____»
_____________ 2000 ____ г. проведены электрические
испытания изолирующего фланцевого соединения (№ __________).
При испытании в сухом
помещении мегометром типа М-1101 при напряжении 1
кВ короткое замыкание не зафиксировано.
Измеренное сопротивление
изолирующего фланцевого соединения _________________
Изолирующее фланцевое
соединение электрические испытания выдержало.
После установки фланца на
газопровод вызвать представителя эксплуатационной организации для приемки.
Производитель работ
________________________________________________________
(должность, Ф.
И. О., подпись)
Представитель ОТК
_________________________________________________________
(должность, Ф.
И. О., подпись)
|
|
АКТ
на
приемку строительно-монтажных работ протекторной защиты
________________________________ «_____» _____________ 200
___ г.
(регион)
Работы по
электрохимической защите __________________________________________
(наименование
сооружения)
по адресу
_________________________ выполнять по проекту № ___________________
___________________________________________________________________________
(наименование
организации и № проекта)
Мы, нижеподписавшиеся:
от заказчика
________________________________________________________________
(должность, фамилия)
от строительной
организации _________________________________________________
(должность, фамилия)
от технического надзора
_____________________________________________________
(должность, фамилия)
составили настоящий акт в
том, что ___________________________________________
выполнены в соответствии с
проектом.
Комиссии были предъявлены
следующие узлы строительно-монтажных работ:
1.
Протекторы
а) типа _____________
длиной _____________ мм, массой ___________ кг в количестве
_________ шт. Установлены
группами по _______ шт. в каждой.
Общее количество групп
___________________;
б) расстояние между
протекторами в группах _________________________________ м.
Расстояние между
протекторами и защищаемым сооружением:
в 1-й группе _________ м,
во 2-й группе __________ м, в 3-й группе ______________ м.
__________________________________________________________________________
в) глубина заложения
протекторов в скважинах (шурфах) ____________ м с поверхности до верха протектора.
2
Кабельные прокладки
Соединительная магистраль
в группах выполнена кабелем ____________ сечением __________ в траншеях
глубиной ______________ м, длиной ___________________ м и защищена ____________________________
(покрыта кирпичом,
в трубах и т.д.)
Проводники от протекторов
к общей магистрали выполнены проводом марки ________, способ соединения
проводников с магистралью __________________________________
(зажимы, скрутки,
термитная сварка)
Места присоединения
изолированы от земли ____________________________________
___________________________________________________________________________
(способ изоляции)
3
Контактные устройства
Контакт с ___________
выполнен по типовому чертежу (нормали) __________________
(вид сооружения) (обозначение
документа)
путем
_____________________________________________________________________
(сварки, болтового
присоединения)
4
Прочие узлы
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
5 Замечания по
строительно-монтажным работам
___________________________________________________________________________
___________________________________________________________________________
подписи
|
|
АКТ
приемки
и сдачи электромонтажных работ
_________________________________ «_____» _____________ 200
___г.
(регион)
Заказчик
__________________________________________________________________
Объект ____________________________________________________________________
Комиссия в составе:
от заказчика
________________________________________________________________
от электромонтажной
организации ____________________________________________
от эксплуатационной
организации ____________________________________________
Произвела проверку и
осмотр выполненных ____________________________________
работ по
___________________________________________________________________
1. К сдаче предъявлено ______________________________________________________
___________________________________________________________________________
___________________________________________________________________________
2. Электромонтажные работы
выполнены по проекту, разработанному и согласованному с территориальным
управлением Госэнергонадзора и Энергосбыта ___
___________________________________________________________________________
___________________________________________________________________________
3. Отступления от проекта
____________________________________________________
___________________________________________________________________________
4. Электромонтажные работы
выполнены (оценка) _______________________________
5. Оставшиеся недоделки
_____________________________________________________
___________________________________________________________________________
не препятствуют нормальной
эксплуатации и подлежат устранению электромонтажной организацией до
____________________________________________________________
ЗАКЛЮЧЕНИЕ
Электрооборудование,
перечисленное в п. 1 настоящего акта,
считать принятым в нормальную эксплуатацию после пусконаладочных работ.
К акту прилагается:
1. Протокол измерения
сопротивления изоляции кабелей.
2. Протокол измерения
полного сопротивления петли «Фаза-0».
3. Протокол проверки
наличия цепи между заземлителями и заземляемыми элементами
электрооборудования.
4. Протокол измерения
сопротивления растекания тока заземляющих устройств.
СДАЛ
__________________________ ПРИНЯЛ
______________________________
|
|
АКТ
на
приемку в эксплуатацию электрозащитных установок в
районе
________________________________________
г. _______________ «____» ____________ 200 ____
г.
Комиссия в составе
представителей:
заказчика
__________________________________________________________________
строительной организации
___________________________________________________
эксплуатационной
организации _______________________________________________
проектной организации
______________________________________________________
Госгортехнадзора России
_____________________________________________________
Ознакомившись с
технической документацией, установила следующее:
1. Электрозащитные
установки построены по проекту ____________________________
__________________________________________________________________________
2. Техдокументация
согласована со всеми заинтересованными организациями без замечаний.
3.
Характеристика установок электрозащиты
|
№ п.п.
|
Адрес установки
защиты
|
Тип установки
защиты
|
Тип
преобразователя
|
Тип блока
совместной защиты
|
Анодное
заземление
|
|
м
|
шт.
|
|
|
|
|
|
|
|
4. Параметры установок
электрозащиты
|
№ п.п.
|
Ток, А
|
Напряжение, В
|
Сопр. раст., Ом
|
Токи в
электроперемычках и протяженность защищаемых сооружений
|
|
Газопровод
|
Водопровод
|
Каб.
связи
|
Тепл.
|
|
|
|
|
|
|
|
|
5.
Замечания по проекту, монтажу, наладке _____________________________________
___________________________________________________________________________
___________________________________________________________________________
6. Комиссия постановила
принять в эксплуатацию электрозащитные установки с ____ г.
Члены комиссии:
Справка
О приемке изолирующего
соединения _______________________________________ шт.
по
________________________________________________________________________
(адрес)
Произведена проверка
исправности электроизолирующего соединения по вызову
от
________________________________________________________________________
(наименование
организации)
Предприятие-изготовитель
___________________________________________________
Установка изолирующего
соединения выполнена по проекту № ____________________
___________________________________________________________________________
(наименование
проектной организации)
Проверка производилась
методом _____________________________________________
с помощью прибора
_________________________________________________________
При приемке представлены
следующие документы:
а) акты пневматических и
электрических испытаний;
б) эскиз газопровода.
Результаты проверки
________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Заключение
________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Представитель
эксплуатационной организации
Должность
____________________________________________________ Фамилия, И.О.
(подпись)
Дата
|
ПРИЛОЖЕНИЕ М
(рекомендуемое)
1. Наладка установок электрохимической защиты выполняется
специализированными организациями, имеющими лицензию на выполнение этих работ.
2.
Строительная организация передает наладочной организации следующую
документацию:
-
проектную документацию с согласованными в ходе строительства изменениями в
полном объеме - 1 экз;
-
копии исполнительных чертежей на каждую установку - 1 экз;
-
акты приемки строительно-монтажных работ на каждую установку - 1 экз;
-
акты допуска Энергонадзором электроустановок в эксплуатацию на каждую установку
передает заказчик - 1 экз.
3. В
процессе наладочных работ преобразователи установок электрохимической защиты
должны пройти тщательный технический осмотр, проверку правильности всех внешних
подключений и проверку плотности всех контактов. Выявленные в ходе осмотра и
проверки недостатки устраняются работниками наладочных организаций, а
выявленные неверные внешние подключения исправляются работниками
строительно-монтажных организаций.
4.
После проверки преобразователей производятся осмотр и проверка всех элементов
электрохимической защиты. Все выявленные в ходе этой проверки дефекты
устраняются строительно-монтажной организацией.
5.
Установки электрохимической защиты включаются в работу с токовыми нагрузками,
соответствующими проектным параметрам, не менее чем за 72 ч до начала
пусконаладочных работ при обязательной проверке правильности внешних
подключений.
6. О
начале пусконаладочных работ извещаются владельцы защищаемых сооружений,
эксплуатационные организации, которым будут передаваться защитные установки, и
владельцы смежных подземных коммуникаций.
7.
На первом этапе наладочных работ производятся измерения потенциалов на
защищаемых сооружениях при проектных режимах работы электрозащитных установок.
8.
Измерения производятся во всех пунктах измерений, предусмотренных проектом. Это
пункты с наиболее высокими положительными и знакопеременными потенциалами,
зафиксированными в ходе коррозионных изысканий; пункты в местах более высокой
коррозионной активности грунтов; пункты на газопроводах, наиболее приближенных
к источникам блуждающих токов, высоковольтным кабелям и линиям электропередачи,
пункты наиболее удаленные и наиболее приближенные к анодным заземлителям.
9.
Измерения должны производиться с использованием регистрирующих и переносных высокоомных приборов по
технологиям, предусмотренным ГОСТ
9.602.
10.
Измерения при наладке дренажных защитных установок должны производиться
регистрирующими приборами, по возможности, синхронными, с длительностью записи
не менее 1 ч.
11. Полученные результаты измерений первого этапа
анализируются с учетом измерений на смежных коммуникациях и принимаются решения
по корректировке режимов работы установок защиты.
12.
В случае необходимости изменения режимов работы измерения повторяются во всех
пунктах, находящихся в зонах действия защитных установок с измененными режимами
работы.
13.
Корректировка режимов работы может производиться неоднократно до достижения
желаемых результатов.
14. В конечном итоге на защитных установках должны быть
установлены минимально возможные защитные токи, при которых на защищаемых
сооружениях во всех пунктах измерений достигаются защитные потенциалы не ниже
минимально допустимых в наименее защищенных пунктах и не более максимально
допустимых в пунктах максимальной защиты.
15. Окончательно установленные режимы работы защитных
установок должны быть согласованы со всеми организациями, имеющими подземные
сооружения в зонах действия налаживаемых установок, о чем они дают
подтверждения в своих заключениях (справках).
16.
В случаях когда в ходе наладочных работ не удается достигнуть на защищаемых
сооружениях требуемых защитных потенциалов во всех пунктах измерений,
наладочная организация совместно с проектной и эксплуатационной организациями
разрабатывает перечень необходимых дополнительных мероприятий и направляет их
заказчику для принятия соответствующих мер.
17. До реализации дополнительных мероприятий зона эффективной
защиты подземных сооружений уменьшается.
18.
Завершаются наладочные работы оформлением технического отчета по наладке
защитных установок, который должен включать в себя: полные сведения о
защищаемых и смежных подземных сооружениях, действующих источниках блуждающих
токов, факторах и показателях коррозионной опасности, построенных и ранее
действующих (если такие имеются) установках электрохимической защиты, установленных
на сооружениях электроперемычках, действующих контрольных пунктах, специально
оборудованных опорных пунктах измерений, изолирующих фланцевых соединениях;
полную информацию о выполненных работах и ее результатах; таблицу с
окончательно установленными параметрами работы защитных установок; таблицу
потенциалов защищаемых сооружений в режимах «без защиты» и с «защитой» в
установленных окончательно режимах работы защитных установок; справки
(заключения) владельцев смежных организаций; заключение по наладке защитных
установок; рекомендации по дополнительным мероприятиям по защите подземных
сооружений от коррозии.
19. Технический отчет по наладке должен быть согласован
головной организацией по эксплуатации газового хозяйства в регионе или,
действующей по ее поручению, специализированной организацией по защите газовых
сетей от коррозии и организацией, координирующей по поручению местных властей
работу по защите подземных сооружений в регионе (если такая имеется).
Приложение Н
(справочное)
(Извлечение
из СНиП
2.07.01, СНиП II-89, ПУЭ)
Таблица Н.1
|
Здания и сооружения
|
Расстояние в свету, м, до
зданий, сооружений и надземных газопроводов давлением
|
|
До 0,005 МПа
|
Св. 0,005 до 0,3 МПа
|
Св. 0,3 до 0,6 МПа
|
Св. 0,6 до 1,2 МПа
|
|
1. Здания котельных, производственных предприятий категорий А и
Б
|
5
|
5
|
5
|
10
|
|
2. То же, категорий В1 - В4, Г и Д
|
-
|
-
|
-
|
5
|
|
3. Жилые, общественные, административные, бытовые здания I - III степеней
огнестойкости и конструктивной пожарной опасности классов С0, С1
|
-
|
-
|
5
|
10
|
|
4. То же, IV степени огнестойкости и конструктивной пожарной опасности
классов С2, С3
|
-
|
5
|
5
|
10
|
|
5. Открытые наземные (надземные) склады:
легковоспламеняющихся жидкостей вместимостью, м3
|
|
|
|
|
|
Св. 1000 до 2000
|
30
|
30
|
30
|
30
|
|
» 600 » 1000
|
24
|
24
|
24
|
24
|
|
» 300 » 600
|
18
|
18
|
18
|
18
|
|
Менее 300
|
12
|
12
|
12
|
12
|
|
горючих жидкостей вместимостью, м3
|
|
|
|
|
|
Св. 5000 до 10000
|
30
|
30
|
30
|
30
|
|
» 3000 » 5000
|
24
|
24
|
24
|
24
|
|
» 1500 » 3000
|
18
|
18
|
18
|
18
|
|
Менее 1500
|
12
|
12
|
12
|
12
|
|
Закрытые наземные (надземные) склады легковоспламеняющихся и
горючих жидкостей
|
10
|
10
|
10
|
10
|
|
6. Железнодорожные и трамвайные пути (до ближайшего рельса)
|
3
|
3
|
3
|
3
|
|
7. Подземные инженерные сети - водопровод, канализация, тепловые
сети, телефонные, канализация, электрические кабельные блоки (от края
фундамента опоры газопровода)
|
1
|
1
|
1
|
1
|
|
8. Автодороги (от бордюрного камня, внешней бровки кювета или
подошвы насыпи дороги)
|
1,5
|
1,5
|
1,5
|
1,5
|
|
9. Ограда открытого распределительного устройства и открытой
подстанции
|
10
|
10
|
10
|
10
|
|
10. Воздушные линии электропередачи
|
В соответствии с ПУЭ
|
|
Примечания
1 Знак «-»
означает, что расстояние не нормируется.
2 При канальной
прокладке инженерных сетей расстояния, указанные в позиции 7, принимаются от
наружной стенки канала.
3 При наличии
выступающих частей опоры в пределах габарита приближения расстояния,
указанные в позициях 6 - 8, принимаются от этих выступающих частей.
4 Запрещается
установка опор в выемке или насыпи автомобильных дорог, железнодорожных и
трамвайных путей. Расстояние в этих случаях от крайней опоры до подошвы
откоса насыпи или бровки выемки следует принимать из условия обеспечения
устойчивости земляного полотна.
5. На кривых
участках железнодорожных и трамвайных путей расстояния до выступающих частей
опор надземных газопроводов следует увеличивать на величину выноса угла
вагона.
6. При согласовании
с заинтересованными организациями допускается размещение опор надземных
газопроводов над пересекаемыми подземными инженерными сетями при условии
исключения передачи нагрузок на них и обеспечения возможности их ремонта.
7. Расстояния до
газопровода или его опоры в стесненных условиях на отдельных участках трассы
допускается уменьшать при условии выполнения специальных мероприятий.
8. При подземном
хранении легковоспламеняющихся или горючих жидкостей расстояния, указанные в
позиции 5, разрешается сокращать до 50 %.
9.
Для входящих и выходящих газопроводов ГРП, пунктов учета расхода газа
расстояния, указанные в позиции 1, не нормируются.
|
Ключевые слова: особенности проектирования газопроводов
из металлических труб, стальные и медные газопроводы, строительство
газопроводов в особых природных и климатических условиях, контроль качества
труб и соединительных деталей, защита от коррозии.