ГОСТ 30135-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАРКАСЫ
ТКАНЕВЯЗАНЫЕ
ДЛЯ ПОЖАРНЫХ РУКАВОВ
Общие технические условия
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Арендным предприятием «Украинский научно-исследовательский институт по переработке искусственных и синтетических волокон» (УкрНИИПВ)
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6 МГС от 21.10.94)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 21 сентября 2000 г. № 221 межгосударственный стандарт ГОСТ 30135-94 введен в действие непосредственно в качестве межгосударственного стандарта для применения в Российской Федерации с 1 сентября 2001 г.
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
|
4 Общие технические требования. 4 8 Транспортирование и хранение. 9 9 Указания по эксплуатации. 10 Приложение А Схема расшифровки условного обозначения каркасов. 10 |
ГОСТ 30135-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КАРКАСЫ ТКАНЕВЯЗАНЫЕ ДЛЯ ПОЖАРНЫХ РУКАВОВ Общие технические условия Fabricknitting carcasses for fire
hoses. |
Дата введения 2001-09-01
1 Область применения
Настоящий стандарт распространяется на каркасы тканевязаные (далее - каркас), изготовляемые из синтетических нитей и используемые в качестве армирующего элемента пожарных рукавов (далее - рукав).
Требования настоящего стандарта являются обязательными.
Настоящий стандарт применяется на стадии проектирования, разработки и постановки на производство новой продукции, при производстве каркасов.
Стандарт пригоден для сертификации.
2 Нормативные ссылки
В настоящем стандарте имеются ссылки на следующие стандарты:
ГОСТ 15.001-88* Система разработки и постановки продукции на производство. Продукция производственно-технического назначения
__________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000.
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 7000-80 Материалы текстильные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8846-87 Полотна и изделия трикотажные. Методы определения линейных размеров, перекоса, числа петельных рядов и петельных столбиков и длины нити в петле
ГОСТ 10681-75 Материалы текстильные. Климатические условия для кондиционирования и испытания проб и методы их определения
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15897-97 Нить полиамидная для технических тканей. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 24104-88 Весы лабораторные общего назначения и образцовые. Общие технические условия
ГОСТ 24662-94 Нить полиэфирная техническая. Технические условия
ГОСТ 28937-91 Ручки автоматические шариковые. Общие технические требования и методы испытаний
ГОСТ 29104.1-91 Ткани технические. Методы определения линейных размеров, линейной и поверхностной плотностей
ГОСТ 29104.4-91 Ткани технические. Метод определения разрывной нагрузки и удлинения при разрыве
3 Определения
В настоящем стандарте использованы следующие термины с соответствующими определениями:
рукав латексированный: Рукав, изготовляемый нанесением на внутреннюю поверхность каркаса методом ионного осаждения латексного слоя с последующей сушкой горячим воздухом;
рукав пластмассовый: Рукав, изготовляемый нанесением на каркас методом экструзии термопластичного полимерного материала на основе поливинилхлорида;
рукав с двухсторонним полимерным покрытием: Рукав, изготовляемый нанесением на каркас методом экструзии полимерного материала на основе синтетического каучука и поливинилхлорида с последующей вулканизацией паром;
рукав с полиуретановым покрытием: Рукав, изготовляемый нанесением на каркас методом холодной экструзии полимерного материала на основе полиуретана;
минимальное разрывное давление рукава: Значение гидравлического давления, превышение которого может привести к разрыву (разрушению) рукава, изготовленного на основе данного каркаса;
условный диаметр: Неконтролируемый параметр каркаса, соответствующий номинальной его ширине в сдвоенном виде, позволяющий потребителю выбрать каркас, соответствующий диаметру рукава;
технологическая складка: Сгиб каркаса в продольном направлении, образующийся вследствие того, что каркас принимает плоскосложенное состояние.
Термины по видам испытаний - по ГОСТ 16504.
4 Общие технические требования
4.1 Характеристики
4.1.1 Каркасы должны соответствовать требованиям настоящего стандарта, нормативного документа на конкретную продукцию (далее - НД) и изготовляться по технологической документации, утвержденной в установленном порядке.
4.1.2 Каркасы представляют собой основно-уточный кулирный трикотаж, изготовленный на кругловязальных машинах модели MAP в виде бесшовного плоскоскатываемого трубчатого материала.
4.1.3 Каркасы предназначены для изготовления пожарных рукавов: латексированных, пластмассовых, с двухсторонним полимерным покрытием и с полиуретановым покрытием.
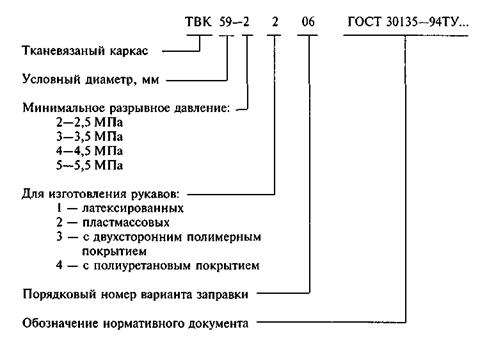
Пример записи условного обозначения каркасов при их заказе и при ссылках на них в документах на другую продукцию:
ТВК 59-2206 ГОСТ30135-94 ТУ....
Условное обозначение каркасов расшифровывается согласно схеме, приведенной в приложении А.
Другие сведения в условном обозначении (при необходимости) указывают по согласованию между потребителем и изготовителем.
4.1.5 Требования к конкретному каркасу должны указываться в технических условиях (для каркасов серийного производства) и техническом задании (для каркасов единичного производства).
Обязательными требованиями в НД являются:
- условное обозначение каркаса;
- вид и класс вязальной машины;
- вид и линейная плотность исходного сырья и нормативные документы на него;
- наименование переплетения;
- число петельных рядов и основных нитей и их допустимые отклонения;
- линейная плотность каркаса и ее допустимое отклонение;
- разрывная нагрузка и относительное удлинение по основе и утку (для каркаса шириной от 40 до 55 мм - только по основе);
- ширина каркаса, соответствующая указанному в условном обозначении условному диаметру, и ее допустимое отклонение;
- минимальная длина кусков и ее кратность общей длине поставляемого каркаса;
- доля сквозных пор и другие показатели (по требованию потребителя).
4.1.7 При включении в НД показателей, требования к которым не регламентированы настоящим стандартом, должны указываться их обязательность, нормативный уровень, допустимые отклонения и метод контроля.
4.1.8 Разрывная нагрузка и относительное удлинение каркасов различной ширины, предназначенных для изготовления пожарных рукавов с различным минимальным разрывным давлением, должны соответствовать значениям, приведенным в таблице 1.
Таблица 1
|
Минимальное разрывное давление рукава, МПа |
|||||||
|
4,0 |
2,5 |
3,5 |
5,5 |
2,5 |
3,5 |
5,5 |
|
|
Ширина (условный диаметр) |
40-55 |
79-95 |
79-95 |
79-95 |
104-127 |
104-127 |
104-127 |
|
каркаса, мм |
(28-32) |
(52-59) |
(52-59) |
(52-59) |
(69-77) |
(69-77) |
(69-77) |
|
Разрывная нагрузка, даН,-не менее: |
|||||||
|
по утку |
- |
450 |
550 |
800 |
500 |
700 |
980 |
|
по основе |
400 |
350 |
400 |
500 |
400 |
490 |
680 |
|
Относительное удлинение, %, не более: |
|||||||
|
по утку |
- |
18 |
15 |
18 |
18 |
15 |
18 |
|
по основе |
9 |
14 |
9 |
12 |
14 |
9 |
12 |
4.1.9 Доля сквозных пор каркасов, %, должна быть для рукавов:
- латексированных - не более 1,5;
- пластмассовых и с двухсторонним полимерным покрытием - не менее 5,0;
- с полиуретановым покрытием - не более 5,0.
4.1.10 Предельно допустимое отклонение от номинальной линейной плотности каркаса не должно быть более ±10%.
4.1.12 На условную длину каркаса 20 м допускается не более трех дефектов внешнего вида, указанных в таблице 2.
Таблица 2
|
Размер допустимого дефекта, см, не более |
|
|
1 Смещение основных нитей вдоль уточных на технологических складках |
1,0 |
|
2 Провязывание основной нити |
10,0 |
|
3 Штопка спущенных петель |
3,0 |
|
4 Затяжка уточной нити в одном петельном ряду |
0,2 |
4.1.13 В каркасах не допускаются следующие дефекты:
- дыры;
- сброс петель;
- обрыв основной или уточной нити;
- масляные пятна;
- дефекты, превышающие размеры, указанные в таблице 2.
4.1.14 Дефектами каркасов не считаются:
- перекид основной нити;
- утолщения от соединения концов нитей;
- зебристость;
- смещение основных нитей вдоль уточных на технологических складках до 0,5 см.
4.1.15 Дефекты каркасов, перечисленные в 4.1.13, вырезают на предприятии-изготовителе или отмечают место расположения дефекта с обеих наружных сторон каркаса цветным карандашом (условный вырез).
4.1.16 Допустимое число условных вырезов и расстояние между ними должны устанавливаться по согласованию между потребителем и изготовителем и указываться в НД или в договоре на поставку продукции.
4.2 Требования к сырью
4.2.1 Нити, применяемые для изготовления каркасов, должны соответствовать требованиям ГОСТ 24662, ГОСТ 15897 и других НД на полиамидные и полиэфирные нити.
4.3 Маркировка
4.3.1 Маркирование необходимо производить несмываемой и неосыпающейся краской или шариковой ручкой по ГОСТ 28937 с наружной стороны каркаса.
4.3.2 На обоих концах куска каркаса ставят штамп ОТК, подтверждающий приемку.
4.3.3 На одном из концов куска каркаса указывают:
- условное обозначение каркаса;
- длину, м.
4.3.4 К каждой упаковочной единице должен прикрепляться ярлык с указанием:
- наименования предприятия-изготовителя или его товарного знака;
- номера упаковочной единицы;
- условного обозначения каркаса;
- общей длины сортного каркаса, м;
- общей длины условных вырезов, м, и их числа (если они имеются);
- номера партии;
- даты изготовления;
- обозначения настоящего стандарта и НД;
- штампа ОТК.
4.3.5 Ярлык должен быть прикреплен к упаковочной единице способом, обеспечивающим его сохранность.
4.3.6 Транспортная маркировка груза - по ГОСТ 14192 с нанесением манипуляционных знаков «Беречь от влаги», «Крюками не брать».
4.4 Упаковка
4.4.1 Упаковка должна предохранять каркасы от механических повреждений и загрязнения. Вид и способ упаковки устанавливают по согласованию между потребителем и изготовителем и указывают в НД.
5 Требования безопасности
5.1 Требования безопасности - в соответствии с НД.
6 Правила приемки
6.1 Каркасы принимают партиями. Партией считаются каркасы одного вида с условным обозначением по 4.1.4, подлежащие одновременной отправке, оформленные одним документом о качестве.
6.2 Объем партии устанавливают по согласованию между потребителем и изготовителем.
6.3 Каждая партия каркасов должна сопровождаться документом о качестве с указанием:
- наименования предприятия-изготовителя или его товарного знака;
- условного обозначения каркаса;
- номера партии;
- даты изготовления;
- числа упаковочных единиц;
- общей длины сортных каркасов, м;
- обозначения настоящего стандарта и НД.
6.4 Для проверки соответствия каркасов требованиям настоящего стандарта и НД производятся приемосдаточные, периодические и типовые испытания.
6.5 Приемосдаточным испытаниям в соответствии с таблицей 3 изготовитель подвергает 100 % продукции.
Таблица 3
|
Номер пункта |
||
|
технических требований |
методов контроля |
|
|
Контроль сырья |
||
|
Линейные размеры |
||
|
Дефекты внешнего вида |
||
|
Правильность маркировки |
||
6.6 На приемосдаточные испытания предъявляют результаты входного контроля сырья.
Периодические испытания проводят не реже одного раза в полугодие, необходимость более частого проведения периодических испытаний указывают в НД на конкретный каркас.
Периодическим испытаниям подвергают произвольно выбранные каркасы, прошедшие приемосдаточные испытания, в количестве 5 % от объема партии, но не менее трех кусков.
Объем периодических испытаний указан в таблице 4.
При получении неудовлетворительных результатов испытаний хотя бы по одному показателю приемку и поставку каркасов приостанавливают до получения положительных результатов повторных испытаний на удвоенной выборке.
Таблица 4
|
Номер пункта |
||
|
технических требований |
методов контроля |
|
|
Число петельных рядов |
||
|
Число основных нитей |
||
|
Линейная плотность каркаса |
||
|
Разрывная нагрузка |
||
|
Относительное удлинение |
||
|
Доля сквозных пор |
||
Повторные испытания проводят после выяснения и устранения причин неудовлетворительных результатов. Результаты повторной проверки распространяются на всю партию.
6.8 Типовые испытания проводят с целью проверки соответствия каркасов всем обязательным требованиям настоящего стандарта и НД в случаях замены исходного сырья, технологии изготовления или структуры каркаса. Объем выборки - по 6.7.
6.9 При разработке и постановке на серийное производство новой продукции по ГОСТ 15.001 одноразово определяются все показатели, нормированные настоящим стандартом.
6.10 Результаты всех видов испытаний оформляют протоколом, содержащим сведения по ГОСТ 16504. Форма протокола - произвольная.
7 Методы контроля
7.1 Определение числа петельных рядов - по ГОСТ 8846.
7.2 Определение числа основных нитей
7.2.1 Из каждого отобранного куска каркасов вырезают элементарную пробу длиной (100+1) мм по всей ширине каркаса. Элементарную пробу разрезают ножницами вдоль технологической складки.
7.2.2 Определение числа основных нитей проводят непосредственным подсчетом вдоль петельного ряда на изнаночной стороне элементарной пробы. При этом учитывают также нити, осыпавшиеся при разрезании элементарной пробы.
7.2.3 В качестве окончательного результата принимают среднеарифметическое значение результатов всех подсчетов.
7.2.4 Вычисление проводят до первого десятичного знака, результат округляют до целого числа.
7.3 Определение линейной плотности каркаса - по ГОСТ 29104.1. Рекомендуемая длина точечной пробы - (1,0 ± 0,01) м.
7.4 Определение разрывной нагрузки и относительного удлинения - по ГОСТ 29104.4 со следующим дополнением:
- для определения разрывной нагрузки и относительного удлинения по утку элементарную пробу вырезают по всей ширине каркаса;
- рабочая ширина элементарной пробы - 50 мм;
- расстояние между зажимами разрывной машины устанавливают (100 ± 1) мм;
- относительное удлинение определяют при нагрузке, равной 40 % от разрывной, приведенной в таблице 1.
7.5 Определение линейных размеров каркасов - по ГОСТ 29104.1 со следующим дополнением:
- при определении по 1.4.2 ГОСТ 29104.1 - округление результатов до 0,1 см;
- определяют ширину каркасов в сдвоенном виде, не разрезая по длине.
7.6 Определение доли сквозных пор проводят по следующей методике.
От каждого отобранного куска каркаса отрезают точечную пробу в виде отрезка длиной (300 ± 10) мм по всей ширине каркаса и разрезают ее вдоль технологической складки.
Перед испытанием точечные пробы выдерживают не менее 24 ч в климатических условиях по ГОСТ 10681.
Для определения доли сквозных пор от каждой отобранной точечной пробы отрезают по шаблону размерами 35´60 мм три элементарные пробы таким образом, чтобы их большая сторона проходила вдоль каркаса.
Допустимое отклонение от размера элементарной пробы - ±1 мм.
7.6.2 Аппаратура и материалы
Для проведения испытаний применяют:
- проектор «Микрофот 5 ПО-1» или другой проекционный аппарат, обеспечивающий увеличение не менее 16х;
- весы лабораторные второго класса точности по ГОСТ 24104 или другого типа с аналогичными метрологическими характеристиками;
- шаблон для разметки элементарных проб;
- ножницы;
- карандаш остро отточенный;
- бумага писчая.
7.6.3 Проведение испытаний
Элементарные пробы, подготовленные в соответствии с 7.6.1, размещают на предметном стекле, которое вставляют в рамку микрофота, и вводят рамку в прибор.
В кронштейн прибора вставляют объектив Ю-12 и конденсор с фокусными расстояниями 35 мм, что обеспечивает увеличение 16х.
На листе бумаги вычерчивают прямоугольник размером 100 мм ´ 100 мм и закрепляют лист на экране микрофота. Прибор включают в электросеть и устанавливают четкое изображение сквозных пор на экране. В прямоугольнике зарисовывают контуры проекций сквозных пор целого числа раппортов переплетения. В случае, если в прямоугольнике не укладывается целое число раппортов переплетения, размеры прямоугольника корректируют. После зарисовки лист бумаги снимают с экрана и вырезают вычерченный прямоугольник.
Аналогичным образом зарисовывают контуры проекций сквозных пор на двух других прямоугольниках. Все три бумажные прямоугольники взвешивают. Затем из них вырезают зарисовки проекций пор и также взвешивают. Взвешивание производят с погрешностью до 0,001 г.
7.6.4 Обработка результатов
Долю сквозных пор П, %, вычисляют по формуле
|
|
(1) |
где q - масса бумажных вырезок проекций сквозных пор из трех прямоугольников, г;
q1 - масса трех прямоугольников бумаги, г.
Вычисления проводят до второго десятичного знака, результат округляют до первого десятичного знака.
За окончательный результат принимают среднеарифметическое значение результатов всех испытаний, округленное до первого десятичного знака.
Измерение дефектов проводят металлической линейкой по ГОСТ 427 или металлической рулеткой по ГОСТ 7502 с ценой деления 0,1 см. Размер дефекта определяют по наибольшему результату его измерения.
7.9 Проверка правильности маркировки каркасов проводится визуально.
8 Транспортирование и хранение
8.1 Транспортирование каркасов - по ГОСТ 7000.
8.2 Каркасы должны храниться в крытых сухих складских помещениях на стеллажах на расстоянии не менее 1 м от отопительных приборов в условиях, предотвращающих загрязнение, механическое повреждение и действие солнечных лучей.
9 Указания по эксплуатации
9.1 Каркасы должны использоваться по назначению - соответственно виду покрытия, регламентированного 4.1.3 и НД.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие качества каркасов требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных настоящим стандартом, а также технологических параметров нанесения покрытия.
10.2 Гарантийный срок хранения каркасов - один год со дня изготовления.
ПРИЛОЖЕНИЕ А
(справочное)
Схема расшифровки условного обозначения каркасов
Ключевые слова: тканевязаный каркас, пожарный рукав, минимальное разрывное давление, условный диаметр