ГОСТ 20899-98
(ИСО 4490-78)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОРОШКИ МЕТАЛЛИЧЕСКИЕ
ОПРЕДЕЛЕНИЕ ТЕКУЧЕСТИ С ПОМОЩЬЮ КАЛИБРОВАННОЙ
ВОРОНКИ (ПРИБОРА ХОЛЛА)
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 150, Институтом проблем материаловедения им. И.Н. Францевича НАН Украины
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 14 от 12 ноября 1998 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Главгосинспекция «Туркменстандартлары» |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
|
Кыргызская Республика |
Кыргызстандарт |
|
Молдова |
Молдова-Стандарт |
(Поправка).
3 Настоящий стандарт содержит полный аутентичный текст международного стандарта ИСО 4490-78 «Порошки металлические. Определение текучести с помощью калиброванной воронки (прибора Холла)» с дополнительными требованиями, отражающими потребности экономики страны, которые в тексте выделены курсивом
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 19 декабря 2000 г. № 384-ст межгосударственный стандарт ГОСТ 20899-98 (ИСО 4490-78) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2001 г.
5 ВЗАМЕН ГОСТ 20899-75
ГОСТ 20899-98
(ИСО 4490-78)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОРОШКИ МЕТАЛЛИЧЕСКИЕ
Определение текучести с помощью калиброванной воронки (прибора Холла)
Metallic
powders. Determination of flowability by means
of a calibrated funnel (Hall flowmeter)
Дата введения 2001-07-01
1 Область применения
Настоящий стандарт устанавливает метод определения текучести металлических порошков, включая порошки твердых сплавов, с помощью калиброванной воронки (прибора Холла).
Метод распространяется только на порошки, которые свободно протекают при испытании через установленное отверстие.
Допускается применение метода для определения текучести металлических порошков и их смесей, содержащих неметаллические компоненты.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 8505-80 Нефрас-С 50/170. Технические условия
ГОСТ 23148-98 (ИСО 3954-77) Порошки, применяемые в порошковой металлургии. Отбор проб
3 Сущность метода
Измерение времени, необходимого для истечения 50 г металлического порошка через отверстие калиброванной воронки стандартизированных размеров.
4 Аппаратура
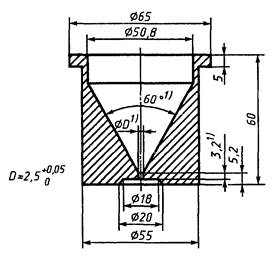
4.1 Калиброванная воронка (раздел 5), размеры которой приведены на рисунке 1.
Воронка должна быть изготовлена из немагнитного коррозионно-стойкого металла, иметь достаточную толщину и твердость, чтобы противостоять деформации и чрезмерному изнашиванию.
Воронку рекомендуется изготовлять из стали марки 12Х18Н10Т по ГОСТ 5632.
4.2 Стойка и горизонтальное виброустойчивое основание для жесткого крепления воронки, например так, как показано на рисунке 2.
4.3 Весы для взвешивания испытываемой порции (навески) с точностью ± 0,05 г.
4.4 Секундомер, обеспечивающий измерение фактического времени истечения с точностью ±0,2 с.
4.5 Допускается использование автоматического прибора для определения текучести порошков.
_______
1) Размеры являются обязательными.
Рисунок 1 - Калиброванная воронка (прибор Холла)
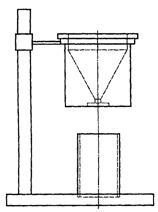
Рисунок 2 - Схема калиброванной воронки и стойки
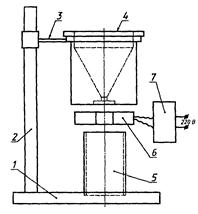
1
- основание; 2 - стойка; 3 - держатель воронки; 4 - воронка;
5 - чашка (контейнер) для сбора порошка;
6 - датчик определения времени истечения порошка; 7 - блок
измерения и индикации
Рисунок 3 - Схема автоматического прибора для определения текучести порошков
Схема автоматического прибора для определения текучести порошков, соответствующая требованиям 4.1 и 4.2 и обеспечивающая измерение фактического времени истечения порошка с погрешностью не более 0,02 с, приведена на рисунке 3.
Прибор может работать в режиме визуальной регистрации времени истечения порошка через воронку по секундомеру.
5 Калибрование воронки
5.1 Контрольная проба
Для калибрования воронки следует применять как средство сравнения пробу международного стандартного порошка (-106 мкм, турецкий корунд). Этот порошок должен быть подготовлен высушиванием на воздухе при температуре 110 °С в течение 30 мин с последующим охлаждением в эксикаторе. При испытании в соответствии с настоящим стандартом скорость истечения данного материала через стандартную воронку составляет 50 г за 40,0 с.
Допускается при калибровании воронок использовать в качестве средства сравнения изготовленный по нормативному документу и аттестованный порошок корунда, являющийся аналогом стандартного порошка турецкого корунда (далее по тексту стандарта порошок корунда-аналога).
5.2 Калибрование воронки изготовителем
Время истечения контрольной пробы следует определить, используя описанный в настоящем стандарте метод. Среднее арифметическое значение результатов пяти определений в секундах, округленное до первого десятичного знака, должно быть выбито на воронке. Это число является калибром воронки и должно быть в пределах (40 ± 0,5) с, при этом экстремальные значения результатов пяти определений не должны отличаться более чем на 0,4 с.
Поправочный коэффициент воронки равен числу 40,0, деленному на числовое значение, выбитое на воронке.
Допускается при калибровании воронки с помощью стандартного порошка турецкого корунда или порошка корунда-аналога использовать прибор с автоматической регистрацией времени его истечения.
5.3 Калибрование воронки потребителем
Текучесть контрольной пробы следует определять при помощи приведенного ниже метода. Если время истечения изменилось на 0,2 с и более по сравнению со значением, выбитым на воронке,
то новый поправочный коэффициент будет равен числу 40,0, деленному на новое полученное значение времени истечения порошка через воронку.
Примечания
1 Рекомендуется периодическая проверка (не реже двух раз в год) поправочного коэффициента потребителем.
2 Перед введением нового поправочного коэффициента рекомендуется исследовать причину его изменения. Причиной уменьшения времени истечения может быть износ отверстия воронки в результате ее многократного использования. В этом случае необходимо введение нового поправочного коэффициента. Причиной увеличения времени истечения может быть налипание мелкого порошка в отверстии воронки. Налипший порошок следует осторожно удалить и повторить калибрование.
3 Не рекомендуется пользоваться воронкой, если время истечения контрольной пробы менее 37 с.
4 Общие требования по применению приборов для определения текучести порошков к аттестации воронок и порошка корунда-аналога приведены в приложении А.
6 Отбор проб
6.1 Пробу отбирают по ГОСТ 23148. Масса пробы должна быть не менее 500 г. Масса пробы для испытания должна быть не менее 200 г. Масса порции (навески) для одного испытания должна составлять (50 ± 0,1) г.
6.2 Порошок испытывают в состоянии поставки. В определенных случаях по согласованию поставщика с потребителем порошок может быть высушен. Если порошок имеет склонность к окислению, то сушку следует проводить в вакууме или в инертном газе. Если порошок содержит летучие вещества, то его не следует сушить.
6.3 Непосредственно перед испытанием взвешивают испытываемую порцию (навеску) массой (50 ± 0,1) г.
6.4 Определение следует проводить на трех испытываемых порциях.
7 Порядок испытания
Рекомендуется воронку подготавливать для проведения испытаний. Для этого рабочую поверхность воронки обезжиривают, протирая ватой, смоченной в бензине по ГОСТ 8505. Допускается использование других растворителей, кроме случаев разногласия в оценке результатов испытаний. Когда воронка высохнет, через ее выходное отверстие протягивают тонкий жгутик сухой, не смоченной бензином (растворителем) ваты. Операцию повторяют 2 - 3 раза. При этом следят, чтобы в отверстии не остались ворсинки ваты. Затем через воронку пропускают предварительно (без регистрации времени истечения) 50 - 60 г исследуемого порошка. Равномерное истечение порошка из воронки указывает на готовность ее к проведению испытаний. При неравномерном истечении порошка операцию протягивания через отверстие воронки сухого жгутика ваты и предварительного пропускания указанного количества порошка повторяют.
При разногласиях в оценке результатов определения текучести порошков и калибровании воронки подготовка ее для проведения испытаний и калибрования обязательна.
Испытания по определению текучести порошков проводят, как указано ниже.
Высыпают испытываемую порцию порошка в воронку, закрыв выходное отверстие сухим пальцем. Следят, чтобы отверстие воронки было заполнено порошком. Запускают секундомер, одновременно открыв отверстие, и останавливают его в момент истечения с точностью до ближайших 0,2 с.
Примечание - Если порошок не течет при открытии отверстия, допускается одно легкое постукивание по воронке для начала его истечения. Если после этого истечение не началось или прекратилось при испытании, то считают, что порошок не обладает текучестью, соответствующей методу испытания, описанному в настоящем стандарте.
При использовании автоматического прибора по 4.5 выходное отверстие воронки при высыпании в нее испытываемой порции порошка не закрывают. Испытываемая порция должна быть высыпана быстро в воронку за один прием. Время истечения порошка из воронки регистрируется автоматически. При этом не допускается постукивание по воронке для начала истечения порошка.
8 Обработка результатов
Умножают среднее арифметическое значение результатов трех определений времени истечения для 50 г порошка на поправочный коэффициент воронки (раздел 5) и записывают результат в секундах, округленный до ближайших 0,5 с.
При автоматической регистрации времени истечения порошка из воронки результаты отдельных испытаний и их среднее арифметическое значение считывают на табло прибора.
9 Протокол испытаний
Протокол испытаний должен содержать:
- ссылку на настоящий стандарт;
- все сведения для идентификации пробы;
- полученный результат;
- все операции, не указанные в настоящем стандарте, или операции, рассматриваемые как необязательные (например применение сушки или постукиваний по воронке для начала истечения порошка);
- сведения о любом явлении, которое могло бы повлиять на результат.
ПРИЛОЖЕНИЕ А
(справочное)
Общие требования по применению приборов для
определения текучести порошков,
к аттестации воронок и порошка корунда-аналога
А.1 Для определения текучести порошков используют аппаратуру (приборы) раздела 4.
А.1.1 Прибор в соответствии с требованиями 4.1 и 4.2, а также стандартный крупный порошок турецкого корунда может быть закуплен у фирмы Alcan Metal Powder Inc. no адресу: п/я 290, Элизабет, штат Нью-Джерси 07207, США (Box 290, Elisabeth N.1 07207, USA) или у фирмы Jernkontoret по адресу: п/я 1721, Стокгольм, S-111, 87, Швеция (Box 1721, S-111 87 Stockholm, Sweden).
А.1.2 Прибор в соответствии с требованиями 4.5, а также порошок корунда-аналога могут быть приобретены в Институте проблем материаловедения НАЛ Украины (252680, ГСП, г. Киев-142, ул. Кржижановского, 3, факс 4440492, телекс 131257 СТАН СУ).
А.1.3 При самостоятельном изготовлении воронок по 4.1 и 4.5 потребителем порошок корунда может быть закуплен в соответствии с А.1.1 (стандартный порошок) или А.1.2 (аттестованный корунд-аналог).
А.2 Для калибрования воронок и периодической проверки их работоспособности должен использоваться в качестве средства сравнения стандартный порошок турецкого корунда или его аналог.
А.3 Воронка по 4.1, автоматический прибор по 4.5, а также порошок корунда-аналога должны иметь свидетельства о метрологической аттестации.
![]() (A.1)
(A.1)
где ft - поправочный коэффициент воронки;
40 - время истечения контрольной пробы массой (50 ± 0,1) г стандартного порошка турецкого корунда через стандартную воронку по 4.1, с;
А - фактическое время истечения контрольной пробы порошка турецкого корунда через аттестуемую воронку, с.
А.5 При аттестации порошка корунда-аналога результаты испытаний обрабатывают по формуле
T = ft B, (A.2)
где Т - текучесть аттестуемого порошка корунда-аналога, определяемая аттестованной воронкой по А.4, с;
В - фактическое время истечения контрольной пробы аттестуемого порошка корунда-аналога через воронку, с.
Числовое значение текучести Т порошка корунда-аналога подтверждается свидетельством о метрологической аттестации.
А.6 Аттестация воронок по 4.1 и 4.5 порошком корунда, аттестованным по А.5, у изготовителя
Аттестация воронок у изготовителя к приборам по А.1.2 должна проводиться аттестованным порошком корунда по А.5.
При аттестации воронок у изготовителя следует пользоваться формулой
![]() , (A.3)
, (A.3)
где f - поправочный коэффициент воронки;
Т - текучесть аттестованного по А.5 порошка корунда-аналога, с;
К - фактическое время истечения аттестованного порошка корунда-аналога массой (50 ± 0,1) г через воронку, с.
Значение К является калибром воронки, полученным с помощью порошка корунда-аналога, и должно быть выбито на ее боковой поверхности.
На воронке, калиброванной порошком корунда-аналога, под калибром должна быть выбита буква К.
А.7 Масса порошка корунда-аналога, на который выдается свидетельство о метрологической аттестации, должна быть не менее 130 г.
По просьбе потребителя аттестованный по А.5 порошок поставляется или в комплекте с прибором или отдельно (без прибора).
А.8 Текучесть исследуемого порошка Тп у потребителя на воронке, аттестованной по А.6, должна определяться по формуле
Тп = fС, (А.4)
где f - поправочный коэффициент воронки по А.6;
С - фактическое время истечения испытываемой порции порошка через воронку, с.
СОДЕРЖАНИЕ
Ключевые слова: металлический порошок, истечение, измерение, время истечения, воронка, калибрование, проба