МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ТИПОВОЙ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
УПРОЧНЕНИЕ
ЛОПАТОК
МЕЛЬНИЧНЫХ ВЕНТИЛЯТОРОВ ТИПА ВМ
МЕТОДОМ АВТОМАТИЧЕСКОЙ НАПЛАВКИ

СОЮЗТЕХЭНЕРГО
Москва 1986
РАЗРАБОТАНО ЦКБ Главэнергоремонта
ИСПОЛНИТЕЛИ Н.М. ПОРТНОВ, Ю.В. ТРОФИМОВ, И.Г. ШАРАПОВ, Б.Е. ГЛИБОВИЦКИЙ, Ю.П. СИНЕОКИЙ, И.Т. КОГУТ, Т.О. ВИХНОВИЧ
СОГЛАСОВАНО с Союзэнергоремтрестом
Главный инженер Е.В. ЛЕОНТЬЕВ
УТВЕРЖДЕНО Главэнергоремонтом 22.12.81 г.
Главный инженер В.И. БАРИЛО
Срок действия установлен
с 01.01.85
до 01.01.93
|
Львовский филиал ЦКБ Главэнергоремонта |
|
|
381410.01290.00003 |
||||
|
- |
381410.40290.00001 |
||||||
|
Автоматическая наплавка |
Литера |
||||||
|
Технологические документы |
|||||||
|
Наименование |
Обозначение |
Лист |
Листов |
||||
|
1 |
- |
Карта эскизов |
381410.20290.00001 |
- |
1 |
||
|
2 |
- |
Маршрутная карта |
381410.10290.00001 |
- |
5 |
||
|
3 |
- |
Операционная карта технического контроля |
381410.60296.00001 |
- |
1 |
||
|
4 |
- |
Операционная карта наплавки |
381410.60290.00002 |
- |
2 |
||
|
5 |
- |
Операционная карта технического контроля |
381410.60290.00003 |
- |
2 |
||
|
6 |
- |
Ведомость деталей к типовому технологическому процессу |
381410.44290.00001 |
- |
3 |
||
|
7 |
- |
Комплектовочная карта |
381410.30290.00001 |
- |
2 |
||
|
8 |
- |
Ведомость оснастки |
381410.42290.00001 |
- |
3 |
||
Схема автоматической наплавки лопаток мельничных вентиляторов
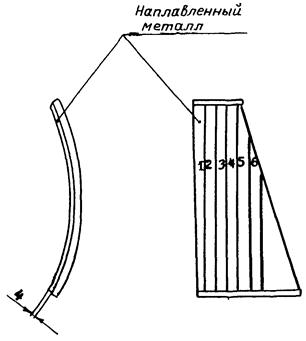
1 - 6 - очередность наложения валиков на лопатке
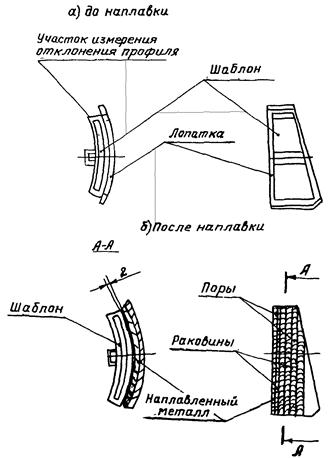
Схема проверки профиля лопатки
|
|
381410.01290.00003 |
||||||
|
Львовский филиал ЦКБ Главэнергоремонта |
Маршрутная карта |
- |
381410.10290.00001 |
||||
|
Автоматическая наплавка |
Литера |
|
|||||
|
Наименование и содержание операции |
Оборудование (код, наименование, инвентарный номер) |
Приспособление и вспомогательный инструмент (код, наименование) |
Режущий инструмент (код, наименование) |
Измерительный инструмент (код, наименование) |
|||
|
цеха |
участка |
операции |
|||||
|
- |
- |
- |
Правила техники безопасности при эксплуатации электроустановок (утверждены Президиумом ЦК профсоюзов рабочих электростанции и электротехнической промышленности. Постановление от 28.11.79 г. Протокол № 16) |
- |
- |
- |
- |
|
- |
- |
- |
Правила техники безопасности и производственной санитарии при холодной обработке металлов в машиностроительной промышленности (утверждены Президиумом ЦК профсоюза рабочих машиностроения 12.10.65 г.) |
- |
- |
- |
- |
|
|
|
381410.01290.00003 |
|||||
|
- |
381410.10290.00001 |
||||||
|
Наименование и содержание операции |
Оборудование (код, наименование, инвентарный номер) |
Приспособление и вспомогательный инструмент (код, наименование) |
Режущий инструмент (код, наименование) |
Измерительный инструмент (код, наименование) |
|||
|
цеха |
участка |
операции |
|||||
|
- |
- |
005 |
381410.30290.00001 Комплектовочная |
- |
- |
- |
- |
|
- |
- |
010 |
381410.60290.00001 381410.20290.00001 381410.44290.00001 381410.42290.00001 Контрольная |
- |
- |
- |
- |
|
- |
- |
015 |
381410.44290.00001 381410.42290.00001 Зачистка. Зачистить лопатку от грязи, ржавчины, следов масла |
Стол для зачистки - нестандартное оборудование |
Машина пневматическая ручная шлифовальная ИП-2009 А ГОСТ 5.715-71 |
Круг шлифовальный ПП80´20´3224А10-ПС27К535 м/с 1ПЛ ГОСТ 2424-75 |
- |
|
- |
- |
020 |
381410.60290.00002 381410.20290.00001 381410.44290.00001 381410.42290.00001 Наплавка |
- |
- |
- |
- |
|
- |
- |
025 |
381410.44290.00001 381410.42290.00001 Зачистка. Зачистить наплавленную поверхность от брызг и шлака |
- |
Стол для зачистки - нестандартное оборудование. Машина пневматическая ручная шлифовальная ИП 2009 А ГОСТ 5.715-71 |
Круг шлифовальный ПП80´20´3224А10-ПС27К535 м/с 1ПЛ ГОСТ 2424-75 |
- |
|
- |
- |
030 |
381410.60290.00003 381410.20290.00001 381410.44290.00001 381410.42290.00001 Контрольная |
- |
- |
- |
- |
|
Номер |
ОПЕРАЦИОННАЯ КАРТА ТЕХНИЧЕСКОГО КОНТРОЛЯ |
|
381410.01290.00003 |
||||
|
цеха |
участка |
операции |
- |
381410.60290.00001 |
|||
|
1 |
1 |
010 |
Автоматическая наплавка |
||||
|
Наименование операции |
Наименование, марка материала |
ГОСТ, ТУ |
Наименование оборудования |
||||
|
Контрольная |
Ст3 |
ГОСТ 380-71 |
- |
||||
|
Содержание перехода |
Приспособление (код, наименование) |
Измерительный инструмент (код, наименование) |
Процент контроля |
Особые указания |
|||
|
1 |
Проверить профиль лопатки |
- |
Шаблон ЛС 553.01.03.03.00. 005. Щупы. Набор № 2 кл. 1 ГОСТ 882-75 |
100 |
Отклонение профиля изогнутой лопатки от проверочного шаблона не должно быть более 2 мм |
||
|
2 |
Проверить толщину лопатки |
- |
Штангенциркуль ЩЦ-1-125-0,10 ГОСТ 166-80 |
100 |
Толщина лопатки должна соответствовать размеру |
||