ГОСТ ИСО 12307-2-99
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДШИПНИКИ СКОЛЬЖЕНИЯ.
СВЕРТНЫЕ ВТУЛКИ
КОНТРОЛЬ ВНУТРЕННЕГО ДИАМЕТРА
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (Протокол № 15 от 28 мая 1999 г.)
За принятие проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Беларуси |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
Настоящий стандарт представляет собой полный аутентичный текст проекта международного стандарта ИСО 12307-2-95 «Подшипники скольжения. Свертные втулки. Часть 2: Контроль внутреннего диаметра»
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 14 декабря 1999 г. № 511-ст межгосударственный стандарт ГОСТ ИСО 12307-2-99 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
ГОСТ ИСО 12307-2-99
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДШИПНИКИ СКОЛЬЖЕНИЯ. СВЕРТНЫЕ ВТУЛКИ
Контроль внутреннего диаметра
Plain
bearings. Wrapped bushes.
Checking the inside diameter
Дата введения 2000-07-01
1 Область применения
Настоящий стандарт распространяется на свертные втулки по ГОСТ 27672 и устанавливает методы контроля внутреннего диаметра свертных втулок и требования к используемому измерительному оборудованию в соответствии с ГОСТ ИСО 12301.
Контроль толщины стенок втулок - по ГОСТ ИСО 12306.
Свертные втулки в свободном состоянии являются упругими, но после установки они соответствуют форме отверстия корпуса вследствие заведомого превышения наружного диаметра втулки диаметра отверстия корпуса.
Требования настоящего стандарта являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 24853-81 Калибры гладкие для размеров до 500 мм. Допуски
ГОСТ 25346-89 Основные нормы взаимозаменяемости
Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 27672-88 Подшипники скольжения. Втулки свертные. Размеры, допуски и методы контроля
ГОСТ ИСО 12301-95 Подшипники скольжения. Методы контроля геометрических показателей и показателей качества материалов
ГОСТ ИСО 12306-96 Подшипники скольжения. Измерение толщины стенок тонкостенных вкладышей и тонкостенных сплошных и свертных втулок
3 Определения
В настоящем стандарте применяют следующий термин:
внутренний диаметр: Диаметр d1 свертной втулки (рисунок 1).
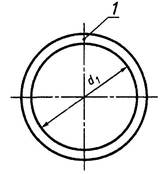
1 - разъем
Рисунок 1 - Свертная втулка
Примечание - Внутренний диаметр свертной втулки непосредственно не измеряют из-за упругости детали.
4 Обозначения
В настоящем стандарте применяют следующие обозначения:
В - ширина втулки, мм;
bс, 2 - ширина калибра-пробки (bс, 2 = B + 5), мм;
d1 - внутренний диаметр свертной втулки, мм;
d1, p - внутренний диаметр свертной втулки в кольцевом калибре, мм;
dc, 2 - диаметр калибра-пробки, мм;
d2 - номинальный наружный диаметр свертной втулки, мм;
Ra - шероховатость поверхности по ГОСТ 2789, мкм.
5 Цель контроля
Обеспечить размеры и цилиндрическую форму свертных втулок в процессе контроля.
6 Методы контроля
6.1 Измерение внутреннего диаметра d1,p трехточечным измерительным прибором
Для контроля внутреннего диаметра свертную втулку устанавливают в кольцевой калибр, внутренний диаметр которого должен соответствовать диаметру корпуса.
Для втулок допуски на диаметр корпуса должны соответствовать Н7 по ГОСТ 25347.
Внутренний диаметр свертной втулки d1,p измеряют с помощью трехточечного измерительного прибора.
6.2 Измерение внутреннего диаметра d1,p проходным и непроходным калибрами
После установки свертной втулки в кольцевой калибр ее внутренний диаметр контролируют с помощью «проходных» и «непроходных» калибров-пробок.
Результат контроля носит атрибутивный характер, т.е. «проход» или «непроход».
Примечания
1 Свертные втулки можно контролировать любым методом (по 6.1 или 6.2) по согласованию между изготовителем и заказчиком.
2 При установке свертных втулок в кольцевой калибр возможно остаточное уменьшение наружного диаметра.
7 Средства контроля
7.1 Кольцевой калибр
Размеры кольцевого калибра должны соответствовать рисунку 2 и таблице 1, если они не оговорены между изготовителем и заказчиком.
Кольцевой калибр должен иметь направляющую фаску с малым углом (рисунок 2) или радиус для исключения повреждения втулки и невозможности проведения контроля.
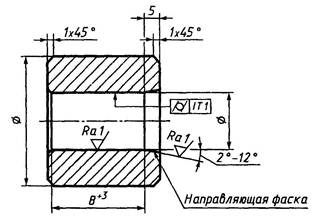
Рисунок 2 - Кольцевой калибр
Таблица 1 - Внутренний диаметр кольцевого калибра для контроля внутреннего диаметра свертной втулки d1,p
Размеры в миллиметрах
|
Контрольный размер внутреннего диаметра кольцевого калибра |
Номинальный наружный диаметр d2 |
Контрольный размер внутреннего диаметра кольцевого калибра |
|||
|
свыше |
до |
свыше |
до |
||
|
- |
10 |
d2 + 0,008 |
50 |
80 |
d2 + 0,015 |
|
10 |
18 |
d2 + 0,009 |
80 |
120 |
d2 + 0,018 |
|
18 |
30 |
d2 + 0,011 |
120 |
180 |
d2 + 0,020 |
|
30 |
50 |
d2 + 0,013 |
|||
|
Примечание - Контрольный размер внутреннего диаметра кольцевого калибра определяют по размеру d2 и округленному среднему значению поля допуска Н7 по ГОСТ 25347. |
|||||
7.2 Калибр-пробка
Размеры установочной пробки должны соответствовать рисункам 3, 4 и таблице 2, если они не оговорены между изготовителем и заказчиком.
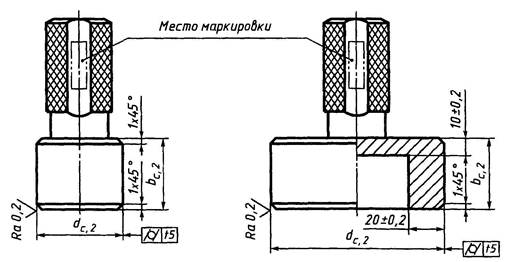
|
Рисунок 3 - Калибр-пробка сплошная для dc,2 £ 80 мм |
Рисунок 4 - Калибр-пробка с глухим отверстием для dc,2 > 80 мм |
Таблица 2 - Допуски на изготовление и пределы износа для калибра-пробки
Размеры в миллиметрах
|
d2 |
Пределы допусков на изготовление или пределы износа |
dc, 2 |
t5 |
d2 |
Пределы допусков на изготовление или пределы износа |
dc, 2 |
t5 |
|
d2 £ 80 |
Изготовление |
-0,003 |
0,002 |
80 < d2 £ 150 |
Изготовление |
-0,005 |
0,003 |
|
Износ |
-0,005 |
0,004 |
Износ |
-0,007 |
0,005 |
||
|
Примечание - Для d2 > 150 мм по соглашению между изготовителем и заказчиком. |
|||||||
7.3 Требования к измерительным средствам
Кольцевой калибр должен быть изготовлен из закаленной (60 ... 64 HRCэ) и нестареющей стали.
Ширина кольцевого калибра (без фаски) должна быть не меньше максимальной ширины втулки.
Предельный внутренний диаметр кольцевого калибра должен соответствовать JS3 согласно ГОСТ 25346.
Износ кольцевого калибра не должен превышать Y1 (эталонный предел износа) для рабочих деталей IT8 согласно ГОСТ 24853.
7.4 Погрешности измерения
К наиболее часто встречающимся погрешностям относят:
- повреждение или износ кольцевого калибра и калибра-пробки;
- отсутствие на кольцевом калибре и калибре-пробке направляющей фаски;
- ввод втулки в кольцевой калибр в расцентрированном положении;
- расцентрирование калибра-пробки при введении во втулку;
- ширина кольцевого калибра меньше ширины втулки;
- наличие грязи, консистентной смазки, заусенцев, повреждений на втулке и контрольных средствах, а также их деформирование.
8 Методика контроля
Втулку вводят в кольцевой калибр со стороны, имеющей направляющую фаску. Внутренний диаметр втулки контролируют с помощью трехточечного измерительного прибора или калибра-пробки (рисунки 3 и 4) с максимальным усилием 250 Н.
9 Технические требования на чертежах свертных втулок
Предпочтительный метод контроля указывают на чертежах втулок следующим образом.
Метод контроля по ГОСТ 27672 - внутренний диаметр d1.
Контрольное оборудование:
- трехточечный измерительный прибор;
- проходной и непроходной калибры.
Ключевые слова: подшипники, подшипники скольжения, качество, контроль качества, подшипниковые втулки, свертные втулки, определение размеров, диаметры, измерение диаметра, измерительные средства