ГОСТ 7212-74
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРЕЙЦМЕЙСЕЛИ СЛЕСАРНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Технические условия Cape chisels. Specifications |
ГОСТ |
Дата введения 01.01.75
Настоящий стандарт распространяется на ручные слесарные крейцмейсели, предназначенные для прорубки канавок и пазов в металлических изделиях твердостью не более HRCэ 32, изготовляемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на крейцмейсели, предназначенные для работы во взрывоопасных условиях.
(Измененная редакция, Изм. № 2, 3).
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры крейцмейселей должны соответствовать указанным на чертеже и в табл. 1.
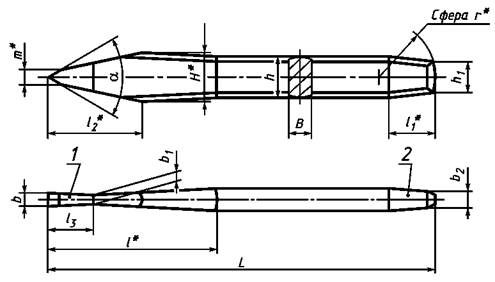
* Размеры для справок.
1 - рабочая часть; 2 - ударная часть
Примечание. Чертеж не определяет конструкцию крейцмейселей.
Таблица 1
Размеры в мм
|
Применяемость |
Угол заточки a (пред. откл. по 17-й степени точности ГОСТ 8908) |
b h14 |
L ±IT17 |
В |
b1 h14 |
b2 ±IT17 |
l |
l1 |
l2 |
l3 ±IT16 |
H |
h |
h1 ±IT17 |
m |
r |
|
|
2814-0001 |
|
45° |
2 |
125 |
8 |
1,5 |
5 |
50 |
12 |
30 |
14 |
16 |
12 |
10 |
4,3 |
16 |
|
2814-0003 |
|
60° |
3,0 |
|||||||||||||
|
2814-0005 |
|
70° |
2,6 |
|||||||||||||
|
2814-0007 |
|
45° |
5 |
160 |
10 |
4,0 |
8 |
60 |
15 |
35 |
20 |
20 |
16 |
14 |
5,7 |
20 |
|
2814-0011 |
|
60° |
4,0 |
|||||||||||||
|
2814-0013 |
|
70° |
3,5 |
|||||||||||||
|
2814-0015 |
|
45° |
8 |
7,0 |
5,7 |
|||||||||||
|
2814-0017 |
|
60° |
4,0 |
|||||||||||||
|
2814-0021 |
|
70° |
3,5 |
|||||||||||||
|
2814-0023 |
|
45° |
10 |
200 |
16 |
8,0 |
12 |
70 |
20 |
50 |
28 |
35 |
25 |
22 |
7,2 |
25 |
|
2814-0025 |
|
60° |
5,0 |
|||||||||||||
|
2814-0027 |
|
70° |
4,4 |
|||||||||||||
|
2814-0031 |
|
45° |
12 |
10,0 |
7,2 |
|||||||||||
|
2814-0033 |
|
60° |
5,0 |
|||||||||||||
|
2814-0035 |
|
70° |
4,4 |
Пример условного обозначения слесарного крейцмейселя с углом заточки a = 60°, шириной режущей кромки b = 8 мм, из стали марки 8ХФ, с покрытием Н12.Х1:
Крейцмейсель 2814-0017 8ХФ Н12.Х1 ГОСТ 7212-74.
1.2. Предельные отклонения размеров В и h при изготовлении крейцмейселей из поковок - по 2-му классу точности ГОСТ 7505, при изготовлении крейцмейселей из проката - по ГОСТ 5210 и ГОСТ 2879.
1.1, 1.2. (Измененная редакция, Изм. № 1, 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Крейцмейсели должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, а для продажи через розничную торговую сеть и образцам, утвержденным в установленном порядке.
Крейцмейсели должны изготовляться из сталей марок 8ХФ по ГОСТ 5950, У7А или У8А по ГОСТ 1435.
Примечание. По заказу потребителя допускается изготовлять крейцмейсели из сталей других марок с физико-механическими свойствами в термически обработанном состоянии не ниже, чем у сталей, указанных выше.
(Измененная редакция, Изм. № 3).
2.2. Твердость рабочей и ударной частей крейцмейселей должна соответствовать указанной в табл. 2.
Таблица 2
|
Твердость HRCэ |
||
|
рабочей части крейцмейселя на длине не менее 1,2l2 |
ударной части крейцмейселя на длине не менее 1,5l1 |
|
|
8ХФ |
56 ... 60 |
41,5 ... 46,5 |
|
У7А или У8А |
54 ... 58 |
36,5 ... 41,5 |
(Измененная редакция, Изм. № 2, 3).
2.3. Параметр шероховатости Ra поверхностей крейцмейселей по ГОСТ 2789 не должен быть более: для режущих граней - 2,5 мкм, для остальных поверхностей - 10 мкм.
Шероховатость поверхностей, не подвергаемых механической обработке, при изготовлении крейцмейселей из проката должна соответствовать требованиям ГОСТ 5210.
(Измененная редакция, Изм. № 3).
2.4. Допуск симметричности рабочей части крейцмейселя относительно оси державки - 0,5 мм.
(Измененная редакция, Изм. № 2).
2.5. На поверхности крейцмейселя не допускаются расслоения, трещины, закаты, заковы, плены и другие подобные дефекты, снижающие прочность и ухудшающие внешний вид.
2.6. Крейцмейсели должны иметь одно из защитных покрытий, указанных в табл. 3.
Таблица 3
|
Вид покрытия |
Обозначение покрытий |
||
|
по ГОСТ 9.306 |
по ГОСТ 9.032 |
||
|
1 |
Окисное с промасливанием |
Хим. окc. прм. |
- |
|
Фосфатное с промасливанием |
Хим. фос. прм. |
||
|
Хромовое толщиной 9 мкм |
Х9 |
||
|
2 - 4 |
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электрохимическим способом, толщиной 12 мкм |
Нпб 12.Х |
- |
|
Цинковое толщиной 15 мкм с хроматированием |
Ц15.хр |
- |
|
|
Фосфатное с последующей окраской поверхностей крейцмейселей нитроглифталевой эмалью НЦ-132 различных цветов по II классу |
- |
Хим. Фос. Эм.НЦ-132 разл. цв. II |
|
|
5 - 8 |
Кадмиевое толщиной 21 мкм с хроматированием |
Кдб 21.хр.бцв |
- |
|
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электрохимическим способом, толщиной 14 и 7 мкм |
Ндз 21.Х |
- |
|
Примечания:
1. Крейцмейсели, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративное покрытие не ниже чем для 2-й группы условий эксплуатации по ГОСТ 9.303.
2. Допускается по согласованию с потребителем (торгующими организациями) применять другие металлические и неметаллические защитно-декоративные покрытия по ГОСТ 9.306 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в табл. 3.
3. Допускается отсутствие покрытия рабочей и ударной частей крейцмейселя на длине не более 3 мм.
(Измененная редакция, Изм. № 1, 2, 3).
2.7. (Исключен, Изм. № 3).
2.8. Технические требования к качеству покрытий крейцмейселей - по ГОСТ 9.301 и ГОСТ 9.302.
(Измененная редакция, Изм. № 3).
2.9. Надежность крейцмейселей определяется прорубкой канавки в образце из стали марки 45 по ГОСТ 1050 с твердостью 30 ... 32 HRCэ, глубиной не менее 3 мм и длиной не менее 200 и 300 мм для крейцмейселей длиной до 160 мм, изготовленных соответственно из углеродистой и легированной сталей, и 300 и 400 мм для крейцмейселей остальных длин.
Критерием предельного состояния является появление критических дефектов на ударной и рабочей частях крейцмейселя по ГОСТ 26810 или появление радиуса затупления на рабочей части более 0,4 мм.
Примечание. Проверку крейцмейселей на надежность ввести с 01.01.91.
2.10. На каждом крейцмейселе должна быть следующая маркировка:
товарный знак предприятия-изготовителя;
ширина режущей кромки;
марка стали (для крейцмейселей, изготовленных из хромованадиевой стали);
обозначение крейцмейселей (последние 4 цифры), за исключением крейцмейселей для розничной продажи.
2.11. Остальные требования к маркировке и упаковка крейцмейселей - по ГОСТ 18088.
2.9 - 2.11. (Введены дополнительно, Изм. № 3).
3. ПРИЕМКА
3.1. Приемка крейцмейселей - по ГОСТ 26810.
3.2. Периодические испытания следует проводить 1 раз в 3 года не менее чем на 5 крейцмейселях.
Испытаниям подвергаются крейцмейсели одного типоразмера.
Разд. 3. (Измененная редакция, Изм. № 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры крейцмейселей должны контролироваться универсальными или специальными (скобы, шаблоны и т.д.) измерительными средствами.
4.2. Твердость рабочей и ударной частей крейцмейселей должна проверяться по ГОСТ 9013.
4.3. Внешний вид защитно-декоративных покрытий проверяют визуально. Качество гальванических покрытий должно проверяться по ГОСТ 9.302, лакокрасочных покрытий - по ГОСТ 9.032, ГОСТ 22133.
(Измененная редакция, Изм. № 3).
4.4. Допуск симметричности рабочей части крейцмейселей относительно оси симметрии державки проверяют шаблоном.
(Измененная редакция, Изм. № 2).
4.5. Для проверки крейцмейселей на работоспособность каждым испытываемым крейцмейселем должна быть прорублена канавка глубиной не менее 3 мм и длиной не менее 50 мм на образцах из стали марки 45 по ГОСТ 1050 с твердостью 30 ... 32 HRCэ.
После испытаний на работоспособность на режущей кромке крейцмейселей не должно быть вмятин, трещин, выкрошенных мест и притупления, а на ударной части - выкрошенных мест, трещин и расклепанных участков и крейцмейсели должны быть пригодны для дальнейшей работы.
Допускается нарушение защитно-декоративного покрытия на ударной и рабочей частях.
(Измененная редакция, Изм. № 3).
4.6. Шероховатость поверхностей крейцмейселей проверяют сравнением с образцами шероховатости или профилометрами (профилографами).
(Введен дополнительно, Изм. № 2).
4.7. Испытания крейцмейселей на надежность проводят на испытательных стендах (или вручную). При этом результаты испытаний считают удовлетворительными, если каждый из контролируемых крейцмейселей не достигнет предельного состояния.
4.8. При испытании крейцмейселей на работоспособность и надежность массу молотка выбирают в соотношении, указанном в табл. 4.
Таблица 4
|
Ширина режущей кромки b, мм |
2 |
5 |
8 |
10 |
12 |
|
Масса молотка, кг |
0,2 |
0,4 |
0,6 |
0,8 |
0,8 |
4.7, 4.8. (Введены дополнительно, Изм. № 3).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение крейцмейселей - по ГОСТ 18088.
Разд. 5. (Измененная редакция, Изм. № 3).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие крейцмейселей требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования.
6.2. Гарантийный срок эксплуатации крейцмейселей - 9 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления - со дня получения потребителем.
Разд. 6. (Измененная редакция, Изм. № 3).
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
На поверхности крейцмейселей в процессе их эксплуатации не должно быть трещин и расклепанных участков, выступающих за контуры ударной части.
(Измененная редакция, Изм. № 3).
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.03.74 № 679
3. ВЗАМЕН ГОСТ 7212-74
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
5. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ (июнь 2003 г.) с Изменениями № 1, 2, 3, утвержденными в ноябре 1980 г., декабре 1984 г., сентябре 1989 г. (ИУС 1-81, 3-85, 12-89)
СОДЕРЖАНИЕ