
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ФРЕЗЕРНЫЕ
ШИРОКОУНИВЕРСАЛЬНЫЕ
ИНСТРУМЕНТАЛЬНЫЕ
ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 23330-85
СТ СЭВ 5939-87
(Измененная редакция, Изм. № 1).
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.С. Васильев; А.Н. Байков; С.С. Кедров; М.Б. Палей; Н.П. Семченкова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А. Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23 сентября 1985 г. № 2989
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАНКИ ФРЕЗЕРНЫЕ ШИРОКОУНИВЕРСАЛЬНЫЕ Основные размеры Universal tool milling machines. Basic dimensions |
ГОСТ СТ СЭВ 5939-87 Взамен |
(Измененная редакция, Изм. № 1).
Постановлением Государственного комитета СССР по стандартам от 23 сентября 1985 г. № 2989 срок действия установлен
с 01.01.87
до 01.01.97
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на фрезерные широкоуниверсальные инструментальные станки, а также на сверлильно-фрезерно-расточные станки той же компоновки, в том числе на станки с программным управлением и автоматической сменой инструмента и заготовки, изготовляемые для нужд народного хозяйства и экспорта.
2. Основные размеры станков должны соответствовать указанным на чертеже и в таблице.
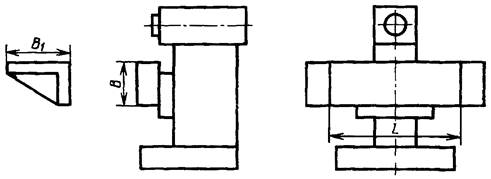
Примечание. Чертеж не определяет конструкцию станков.
Размеры в мм
|
Норма |
||||||||
|
Ширина В рабочей поверхности вертикального стола |
125 |
160 |
200 |
250 |
320 |
400 |
500 |
|
|
Т-образные пазы по ГОСТ 6569-75 |
ширина |
12 |
14 |
18 |
||||
|
расстояние между пазами |
32 |
40 |
50; 63 |
80 |
||||
|
Наибольшее перемещение вертикального стола, не менее |
продольное |
200 |
250 |
320 |
400 |
500 |
800 |
1000 |
|
вертикальное |
250 |
280 |
360 (320) |
400 |
420 |
450 |
630 |
|
|
Наибольшее поперечное перемещение шпиндельной бабки, не менее |
160 (125) |
200 |
250 (200) |
320 (250) |
400 |
500 |
560 |
|
|
Конец шпинделя по ГОСТ 24644-81 с конусом |
30 |
40 |
40; 50 |
|||||
Примечание. Размеры, указанные в скобках, при новом проектировании не применять.
3. Наибольшие продольное и вертикальное перемещения вертикального стола и наибольшее поперечное перемещение шпиндельной бабки допускается увеличивать по ряду Ra40 по ГОСТ 6636-69.
4. Ширину В1 рабочей поверхности углового горизонтального и универсального столов выбирают по ряду Ra40 по ГОСТ 6636-69, но не менее 1,25В (только для нового проектирования).
5. Длину L рабочей поверхности вертикального стола выбирают по ряду Ra40 по ГОСТ 6636-69.
6. Допускается на вертикальном столе применять крепежные отверстия вместо Т-образных пазов. В этом случае для закрепления деталей на вертикальном столе применяют промежуточную плиту с Т-образными пазами.
7. Для станков с автоматической сменой инструмента и заготовки допускается уменьшать продольное и вертикальное перемещения вертикального стола по ряду Ra40 по ГОСТ 6636-69, но не более чем в 1,25 раза по сравнению с указанными в таблице.