ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
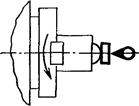
БАБКИ ФРЕЗЕРНЫЕ
АГРЕГАТНЫХ СТАНКОВ
ОСНОВНЫЕ РАЗМЕРЫ.
НОРМЫ ТОЧНОСТИ И ЖЕСТКОСТИ
ГОСТ 22410-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
БАБКИ
ФРЕЗЕРНЫЕ АГРЕГАТНЫХ СТАНКОВ
Основные
размеры. Нормы точности и жесткости
Milling spindle units for
modular-type machine tools.
Basic
dimensions. Standards of accuracy and rigidity
|
ГОСТ
22410-91
|
Дата введения 01.07.92
Настоящий стандарт
распространяется на унифицированные фрезерные бабки классов точности Н, П и В,
предназначенные для выполнения фрезерных работ при обработке деталей на
отдельных или встраиваемых в автоматические линии агрегатных станках.
Требования настоящего стандарта
являются обязательными.
1.1.
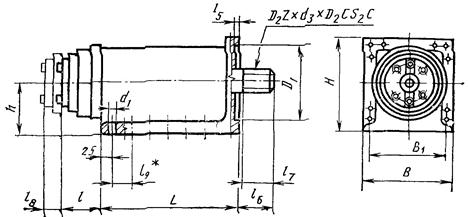
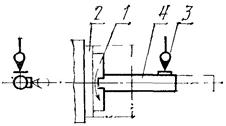
Основные размеры фрезерных бабок должны соответствовать указанным на черт. 1 и в табл. 1.
1.2. Размеры шпоночных пазов
в концах шпинделей под привод для бабок без пиноли - по ГОСТ
23360.
1.3. Для центрирования могут
быть использованы два штифта.
Фрезерные бабки с пинолью
Исполнение 1
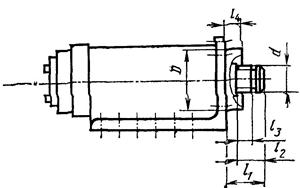
Фрезерные бабки
без пиноли
Исполнение 2
(остальное - см. исполнение 1)
__________
* l0 - (расстояние
между крепежными отверстиями) - через 25 мм или кратно 25 мм. Допуск между
крайними отверстиями ±0,2 мм.
Черт. 1
Примечание. Чертеж не определяет конструкцию бабок.
2.1. Общие
требования к испытаниям на точность - по ГОСТ 8.
При приемке бабки не всегда необходимо проводить все
проверки, указанные в настоящем стандарте. По согласованию с изготовителем
потребитель может выбирать проверки, которые характеризуют интересующие его
свойства, но эти проверки должны быть четко определены при заказе бабки.
2.2. Нормы точности фрезерных
бабок не должны превышать значений, указанных в табл. 2 - 10.
2.3. Радиальное
биение конического отверстия шпинделя
2.3.1. У торца шпинделя
2.3.2. На
расстоянии L.
Черт. 2
Таблица 2
Измерения - по ГОСТ
22267, разд. 15, метод 2.
2.4. Радиальное
биение центрирующей шейки
Таблица 3
|
Ширина В бабок, мм
|
Допуск, мкм, для бабок класса точности
|
|
Н
|
П
|
В
|
|
125; 160
|
10
|
6
|
4
|
|
200; 250
|
12
|
8
|
5
|
|
320; 400
|
16
|
10
|
6
|
|
500; 630
|
20
|
12
|
8
|
Черт. 3
Измерения - по ГОСТ
22267, разд. 15, метод 1.
2.5. Осевое
биение шпинделя
Таблица 4
|
Ширина В бабки, мм
|
Допуск, мкм, для бабок класса точности
|
|
Н
|
П
|
В
|
|
125; 160
|
6
|
4
|
2,5
|
|
200; 250
|
8
|
5
|
3
|
|
320; 400
|
10
|
6
|
4
|
|
500; 630
|
12
|
8
|
5
|
Черт. 4
Измерения - по ГОСТ
22267, разд. 17, метод 2.
2.6. Торцовое
биение фланца шпинделя
Таблица 5
|
Ширина В бабок, мм
|
Допуск, мкм, для бабок класса точности
|
|
Н
|
П
|
В
|
|
125; 160
|
12
|
8
|
5
|
|
200; 250
|
16
|
10
|
6
|
|
320; 400
|
20
|
12
|
8
|
|
500; 630
|
25
|
16
|
10
|
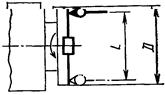
L = D - 10 мм
Черт. 5
Измерения - по ГОСТ
22267, разд. 18, метод 1.
2.7. Плоскостность
поверхности основания бабки
Таблица 6
|
Ширина В бабок, мм
|
Допуск, мкм, для бабок класса точности
|
|
Н
|
п
|
в
|
|
125; 160
|
16
|
10
|
6
|
|
200; 250
|
20
|
12
|
8
|
|
320; 400
|
25
|
16
|
10
|
|
500; 630
|
30
|
20
|
12
|
|
Выпуклость не допускается
|
Черт. 6
Измерения - по ГОСТ
22267, разд. 4, метод 2 или 3.
2.8. Параллельность
оси шпинделя плоскости основания бабки
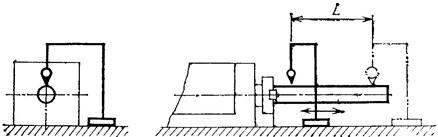
Черт. 7
Таблица 7
|
Ширина В бабок, мм
|
L, мм
|
Допуск, мкм, для бабок класса точности
|
|
Н
|
п
|
в
|
|
125; 160
|
150
|
16
|
10
|
6
|
|
200; 250
|
200
|
20
|
12
|
8
|
|
320; 400
|
300
|
25
|
16
|
10
|
|
500; 630
|
500
|
30
|
20
|
12
|
Измерения - по ГОСТ
22267, разд. 7, метод 1.
Проверку бабок с пинолью
проводят дважды: когда пиноль находится в исходном положении и когда пиноль
выдвинута на всю длину своего хода (при измерении пиноль должна быть
зажата).
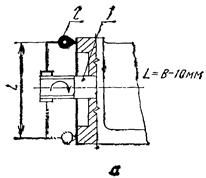
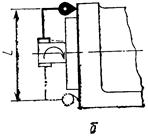
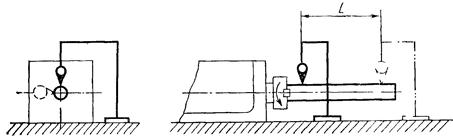
2.9. Перпендикулярность
оси шпинделя к плоскости крепления привода
Черт. 8
Таблица 8
|
Ширина В бабок, мм
|
Допуск, мкм, для бабок класса точности
|
|
Н
|
п
|
В
|
|
125; 160
|
20
|
12
|
8
|
|
200; 250
|
25
|
16
|
10
|
|
320; 400
|
30
|
20
|
12
|
|
500; 630
|
40
|
25
|
16
|
Измерительный
прибор 2 укрепляют на конце шпинделя 1 (а - для бабок с пинолью;
б - для бабок без пиноли) так, чтобы его измерительный наконечник
касался плоскости для крепления привода на расстоянии 0,5L от оси шпинделя и был перпендикулярен к этой плоскости.
Отклонение в любом направлении в
пределах одного полного оборота шпинделя равно наибольшей алгебраической разности
показаний измерительного прибора в двух диаметрально противоположных точках при
повороте шпинделя на 180°.
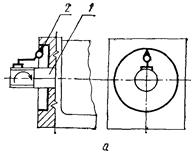
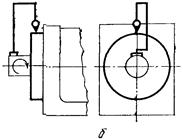
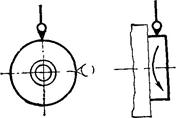
2.10. Соосность шпинделя
поверхности центрирующего выступа (центрирующей выточки) под привод
Черт. 9
Таблица 9
|
Ширина В бабок, мм
|
Допуск, мкм, для бабок класса точности
|
|
Н
|
П
|
В
|
|
125; 160
|
16
|
10
|
6
|
|
200; 250
|
20
|
12
|
8
|
|
320; 400
|
25
|
16
|
10
|
|
500; 630
|
30
|
20
|
12
|
Измерительный
прибор 2 укрепляют на конце шпинделя 1 так, чтобы его
измерительный наконечник касался цилиндрической поверхности (а - для
бабок с пинолью, б - для бабок без пиноли) под привод и был направлен к
его (от ее) оси перпендикулярно к образующей.
Шпиндель вместе с
измерительным прибором поворачивают на 360°.
Отклонение равно наибольшей
алгебраической полуразности показаний измерительного прибора за один полный
оборот шпинделя.
2.11. Параллельность оси
вращения шпинделя оси пиноли
Черт. 10
Таблица 10
Контрольную
оправку 4 устанавливают вдоль оси шпинделя 1. Измерительный
прибор 3 устанавливают так, чтобы его плоский измерительный наконечник
касался цилиндрической поверхности оправки и был направлен к ее оси
перпендикулярно к образующей.
Пиноль 2 перемещают на
всю длину наладочного перемещения. Измерения проводят в крайних положениях
пиноли (при измерении пиноль должна быть зажата).
Отклонение от параллельности
в каждой плоскости равно среднему значению (алгебраической полусуммы) двух
алгебраических разностей показаний измерительного прибора, полученных сначала
по одной образующей, а затем по противоположной (при повороте шпинделя на
180°).
Рекомендуемая форма и размеры
образца (черт. 11)
Таблица 11
|
Ширина В бабок, мм
|
h, мм
|
L, мм
|
|
125; 160
|
40
|
125
|
|
200; 250
|
80
|
200
|
|
320; 400
|
160
|
320
|
|
500; 630
|
320
|
500
|
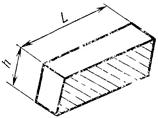
Черт. 11
Материал образца -
конструкционная сталь, НВ 180 ... 207
3.1. Плоскостность
обработанной поверхности образца
Таблица 12
|
Ширина В бабок, мм
|
Допуск, мкм, для бабок класса точности
|
|
Н
|
п
|
в
|
|
125; 160
|
12
|
8
|
5
|
|
200; 250
|
16
|
10
|
6
|
|
320; 400
|
20
|
12
|
8
|
|
500; 630
|
25
|
16
|
10
|
Образец закрепляют
(стационарно или на узле подачи) на специальном стенде или на станке. На том же
стенде (станке) закрепляют (соответственно на узле подачи или стационарно)
бабку и после предварительного фрезерования проводят чистовую обработку.
Обработку проводят с
перекрытием.
Проверку обработанной
поверхности закрепленного образца проводят при помощи поверочной линейки и
плоскопараллельных концевых мер длины.
Отклонение от плоскостности
равно разности наибольшего и наименьшего просветов между линейкой и
обработанной поверхностью.
3.2. Шероховатость
обработанной поверхности образца
Параметр шероховатости по ГОСТ 2789 для
бабок класса точности Н Ra
£ 3,2 мкм, класса точности П и В - Ra £ 1,6 мкм.
Проверку шероховатости
обработанной поверхности проводят с помощью универсальных средств контроля
шероховатости.
4.1. Общие
условия испытаний на жесткость - по ГОСТ 8.
4.2. Нормы жесткости
фрезерных бабок не должны превышать значений, указанных в табл. 13 - 14.
4.3. Осевая жесткость
шпинделя
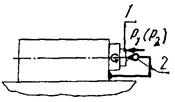
Черт. 12
Таблица 13
|
Ширина В бабок, мм
|
Значение нагрузки, Н
|
Допуск, мкм
|
|
Р1
|
Р2
|
|
125
|
1500
|
3500
|
40
|
|
160
|
3000
|
8000
|
25
|
|
200; 250
|
4000
|
9000
|
20
|
|
320; 400
|
5000
|
10000
|
15
|
|
500; 630
|
6000
|
12000
|
12
|
Наконечник
измерительного прибора 2, закрепленного на корпусе бабки, касается
переднего торца шпинделя 1.
К переднему торцу шпинделя
прикладывают осевую нагрузку, равную Р1. Показания прибора
фиксируют и нагрузку увеличивают до значения Р2.
Фактическое значение
перемещения равно разности показаний прибора после приложения нагрузки Р2
и первоначально зафиксированным показанием.
Проверку проводят три раза, последовательно
поворачивая шпиндель на 120°.
4.4. Радиальная жесткость
шпинделя
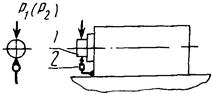
Черти. 13
Таблица 14
|
Ширина В бабок, мм
|
Значение нагрузки, Н
|
Допуск, мкм
|
|
Р1
|
Р2
|
|
125
|
1000
|
2500
|
55
|
|
160
|
2000
|
7000
|
35
|
|
200; 250
|
3000
|
8000
|
28
|
|
320; 400
|
4000
|
9000
|
20
|
|
500; 630
|
5000
|
10000
|
16
|
Наконечник
измерительного прибора 2, закрепленного на корпусе бабки, касается
боковой поверхности крепежного фланца шпинделя 1 и направлен радиально к
ее оси. С противоположной стороны к фланцу шпинделя прикладывают радиальную
нагрузку, равную Р1. Показание прибора фиксируют и нагрузку
увеличивают до значения Р2.
Фактическое значение
перемещения равно разности показаний прибора после приложения нагрузки Р2
и первоначально зафиксированным показанием.
Проверку проводят три раза,
последовательно поворачивая шпиндель на 120°.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВВЕДЕН Министерством
станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.Н. Байков, Ю.А. Архипов,
В.Н. Кустовский, А.Р. Чеховский, Й.И. Мурев, Ю.С. Николаев, Т.А. Телегина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного
комитета СССР по управлению качеством продукции и стандартам от 25.04.91 № 574
3. Срок проверки - 1996 г., периодичность
- пять лет
4. Стандарт соответствует международному стандарту ИСО 3590-76
разд. 7 в части основных размеров
5. Стандарт соответствует СТ СЭВ 3116-81
в части основных размеров
6. ВЗАМЕН ГОСТ 21711-76 и ГОСТ 22410-87
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ
ДОКУМЕНТЫ
СОДЕРЖАНИЕ