2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Припои оловянно-свинцовые в чушках изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
Химический состав припоев должен соответствовать требованиям таблицы.
(Измененная редакция, Изм. № 1, 2).
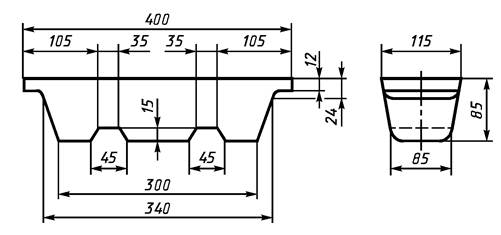
2.2. Форма чушек припоев всех марок приведена в приложении 3. Размеры чушек, указанные в приложении 3, приведены для конструирования и изготовления изложниц.
Допускаемые отклонения по размерам изложниц должны соответствовать 13 классу точности по ГОСТ 26645.
(Измененная редакция, Изм. № 4).
2.3. Поверхность чушек не должна иметь шлаковых и других инородных включений. Допускается наличие усадочных раковин и трещин.
(Измененная редакция, Изм. № 2).
2.4. Физико-механические свойства припоев приведены в приложении 1.
2.5. Области преимущественного применения припоев приведены в рекомендуемом приложении 2.
Раздел 2а. (Исключен, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Припои принимают партиями. Каждая партия должна состоять из чушек одной марки и одной плавки. Масса партии не ограничивается.
Каждая партия чушек сопровождается документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение припоя;
результаты химического анализа или подтверждение о соответствии качества припоя требованиям настоящего стандарта;
номер партии;
массу нетто в килограммах;
дату изготовления.
(Измененная редакция, Изм. № 1, 2, 3).
3.2. Внешнему осмотру подвергают каждую чушку партии.
3.3. Для контроля химического состава припоя от партии отбирают каждую пятидесятую чушку, но не менее пяти чушек.
На предприятии-изготовителе допускается проверку химического состава проводить на пробе, отобранной от расплавленного металла в начале, середине и конце разлива плавки.
Контроль содержания примесей железа, серы, никеля, цинка и алюминия в припоях всех марок изготовитель проводит в процессе изготовления.
(Измененная редакция, Изм. № 1, 2, 3).
3.4. При получении неудовлетворительных результатов проверки химического состава проводят повторную проверку на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются, на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности чушек производят визуальным осмотром.
4.2. Отбор проб - по ГОСТ 24231. Стружку, отобранную от всех чушек, измельчают до крупности частиц не более 5 мм без контрольного просева, тщательно перемешивают и сокращают квартованием до лабораторной пробы массой 200 г.
Лабораторную пробу расплавляют в тигле и растирают на бельтинге до размеров частиц не более 2 мм, перемешивают и обрабатывают магнитом. Лабораторную пробу делят на две части: одну часть направляют на химический анализ, другую сохраняют на случай разногласия в оценке качества партии.
Пробы от жидкого металла отбирают в виде сплесок и стержней диаметром 8 мм, длиной 75 мм.
(Измененная редакция, Изм. № 1, 2, 3, 4).
4.3. Стружку припоев, содержащих свыше 2,5 % сурьмы, просеивают через сетку № 08 по ГОСТ 6613 для определения мелкой фракции. За результат анализа принимают расчетные данные результатов анализа обеих фракций.
(Измененная редакция, Изм. № 1, 2).
4.4. Химический состав припоев определяют по ГОСТ 1429.0 - ГОСТ 1429.15 или другими методами, обеспечивающими требуемую точность определения.
При разногласиях в оценке химического состава припоя определение его проводят по ГОСТ 1429.0 - ГОСТ 1429.11.
(Измененная редакция, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой чушке припоя выбивают:
а) товарный знак предприятия-изготовителя;
б) обозначение марки припоя;
в) номер плавки.
Обозначение марки припоя наносится на лицевой поверхности чушки с левой стороны цифрами, соответствующими процентному содержанию основных компонентов без указания буквенного обозначения ПОС, ПОССу, ПОСу, ПОСК. Номер плавки выбивается с правой стороны лицевой поверхности чушки.
Примеры нанесения обозначения марки припоя:
Припой марки ПОС 90: 90.
Припой марки ПОС 61М: 61М.
(Измененная редакция, Изм. № 2, 3).
5.1а. Чушки припоев транспортируют без упаковывания транспортными пакетами или в контейнерах по ГОСТ 18477. Пакеты чушек должны быть обвязаны стальной упаковочной лентой размерами не менее 0,8×30 мм по ГОСТ 3560, скрепленной в замок. Допускается применение других средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650. Масса пакета не более 1250 кг. Допускается увеличение пакета до 1500 кг при условии проведения погрузки и выгрузки на подъездных путях грузоотправителя и грузополучателя, при этом пол вагона по ходу погрузчика должен выстилаться металлическими листами толщиной 3 - 4 мм.
Схемы укладки и скрепления чушек припоев в пакеты приведены в приложении 4.
При перевозке воздушным транспортом чушки упаковывают в плотные дощатые ящики типа II-1 по ГОСТ 2991, размерами по ГОСТ 21140, выстланные изнутри полиэтиленовой пленкой по ГОСТ 10354. Масса брутто ящиков - не более 60 кг.
(Измененная редакция, Изм. № 1, 2, 3, 4).
5.2. Транспортная маркировка - по ГОСТ 14192.
5.3. Чушки припоев перевозят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
5.2, 5.3 (Измененная редакция, Изм. № 1).
5.4. ПРипой должен храниться в закрытом помещении.
Разд. 6 (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Справочное
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИПОЕВ
|
Температура плавления, °С |
Плотность, г/см3 |
Удельное электросопротивление Ом · мм2/м |
Теплопроводность, ккал/см · с · град |
Временное сопротивление разрыву, кгс/мм2 |
Относительное удлинение, % |
Ударная вязкость, кгс/см2 |
Твердость по Бринеллю НВ |
||
|
Солидус |
Ликвидус |
||||||||
|
ПОС 90 |
183 |
220 |
7,6 |
0,120 |
0,130 |
4,9 |
40 |
4,2 |
15,4 |
|
ПОС 61 |
183 |
190 |
8,5 |
0,139 |
0,120 |
4,3 |
46 |
3,9 |
14,0 |
|
ПОС 40 |
183 |
238 |
9,3 |
0,159 |
0,100 |
3,8 |
52 |
4,0 |
12,5 |
|
ПОС 10 |
268 |
299 |
10,8 |
0,200 |
0,084 |
3,2 |
44 |
3,2 |
12,5 |
|
ПОС 61М |
183 |
192 |
8,5 |
0,143 |
0,117 |
4,5 |
40 |
1,1 |
14,9 |
|
ПОСК 50-18 |
142 |
145 |
8,8 |
0,133 |
0,130 |
4,0 |
40 |
4,9 |
14,0 |
|
ПОССу 61-0,5 |
183 |
189 |
8,5 |
0,140 |
0,120 |
4,5 |
35 |
3,7 |
13,5 |
|
ПОССу 50-0,5 |
183 |
216 |
8,9 |
0,149 |
0,112 |
3,8 |
62 |
4,4 |
13,2 |
|
ПОССу 40-0,5 |
183 |
235 |
9,3 |
0,169 |
0,100 |
4,0 |
50 |
4,0 |
13,0 |
|
ПОССу 35-0,5 |
183 |
245 |
9,5 |
0,172 |
0,100 |
3,8 |
47 |
3,9 |
13,3 |
|
ПОССу 30-0,5 |
183 |
255 |
8,7 |
0,179 |
0,090 |
3,6 |
45 |
3,9 |
13,2 |
|
ПОССу 25-0,5 |
183 |
266 |
10,0 |
0,182 |
0,090 |
3,6 |
45 |
3,9 |
13,6 |
|
ПОССу 18-0,5 |
183 |
277 |
10,2 |
0,198 |
0,084 |
3,6 |
50 |
3,6 |
- |
|
ПОСу 95-5 |
234 |
240 |
7,3 |
0,145 |
0,110 |
4,0 |
46 |
5,5 |
18,0 |
|
ПОССу 40-2 |
185 |
229 |
9,2 |
0,172 |
0,100 |
4,3 |
48 |
2,8 |
14,2 |
|
ПОССу 35-2 |
185 |
243 |
9,4 |
0,179 |
0,090 |
4,0 |
40 |
2,6 |
- |
|
ПОССу 30-2 |
185 |
250 |
9,6 |
0,182 |
0,090 |
4,0 |
40 |
2,5 |
- |
|
ПОССу 25-2 |
185 |
260 |
9,8 |
0,185 |
0,090 |
3,8 |
35 |
2,4 |
- |
|
ПОССу 18-2 |
186 |
270 |
10,1 |
0,206 |
0,081 |
3,6 |
35 |
1,9 |
11,7 |
|
ПОССу 15-2 |
184 |
275 |
10,3 |
0,208 |
0,080 |
3,6 |
35 |
1,9 |
12,0 |
|
ПОССу 10-2 |
268 |
285 |
10,7 |
0,208 |
0,080 |
3,5 |
30 |
1,9 |
10,8 |
|
ПОССу 8-3 |
240 |
290 |
10,5 |
0,207 |
0,081 |
4,0 |
43 |
1,7 |
12,8 |
|
ПОССу 5-1 |
275 |
308 |
11,2 |
0,200 |
0,084 |
3,3 |
40 |
2,8 |
10,7 |
|
ПОССу 4-6 |
244 |
270 |
10,7 |
0,208 |
0,080 |
6,5 |
15 |
0,8 |
17,3 |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ОБЛАСТИ ПРЕИМУЩЕСТВЕННОГО ПРИМЕНЕНИЯ ОЛОВЯННО-СВИНЦОВЫХ ПРИПОЕВ
|
Область применения |
|
|
ПОС 90 |
Для лужения и пайки внутренних швов пищевой посуды и медицинской аппаратуры |
|
ПОС 61 |
Для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных приборов с высокогерметичными швами, где недопустим перегрев |
|
ПОС 63 |
Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием |
|
ПОС 40 |
Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
|
ПОС 10 |
Для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов |
|
ПОС 61М |
Для лужения и пайки электропаяльниками тонких (толщиной менее 0,2 мм) медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности. Применение припоя при лужении и пайке в тиглях и ваннах не допускается |
|
ПОСК 50-18 |
Для пайки деталей, чувствительных к перегреву, металлизированной керамики, для ступенчатой пайки конденсаторов |
|
ПОССу 61-0,5 |
Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре |
|
ПОССу 50-0,5 |
Для лужения и пайки авиационных радиаторов, для пайки пищевой посуды с последующим лужением пищевым оловом |
|
ПОССу 40-0,5 |
Для лужения и пайки жести, обмоток электрических машин, для пайки монтажных элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов |
|
ПОССу 35-0,5 |
Для лужения и пайки свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки |
|
ПОССу 30-0,5 |
Для лужения и пайки листового цинка, радиаторов |
|
ПОССу 25-0,5 |
Для лужения и пайки радиаторов |
|
ПОССу 18-0,5 |
Для лужения и пайки трубок теплообменников, электроламп |
|
ПОСу 95-5 |
Для пайки в электропромышленности, для пайки трубопроводов, работающих при повышенных температурах |
|
ПОССу 40-2 |
Для лужения и пайки холодильных устройств, тонколистовой упаковки. Припой широкого назначения |
|
ПОССу 30-2 |
Для лужения и пайки в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки |
|
ПОССу 18-2, ПОССу 15-2, ПОССу 10-2 |
Для пайки в автомобилестроении |
|
ПОССу 8-3 |
Для лужения и пайки в электроламповом производстве |
|
ПОССу 5-1 |
Для лужения и пайки деталей, работающих при повышенных температурах, для лужения трубчатых радиаторов |
|
ПОССу 4-6 |
Для пайки белой жести, для лужения и пайки деталей с закатанными и клепаными швами из латуни и меди, для шпатлевки кузовов автомобилей |
|
ПОССу 4-4 |
Для лужения и пайки в автомобилестроении |
|
ПОСК-2-18 |
Для лужения и пайки металлизированных и керамических деталей |
Примечание. Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
(Измененная редакция, Изм. № 4).
ПРИЛОЖЕНИЕ 3
Справочное
Форма чушек припоев всех марок


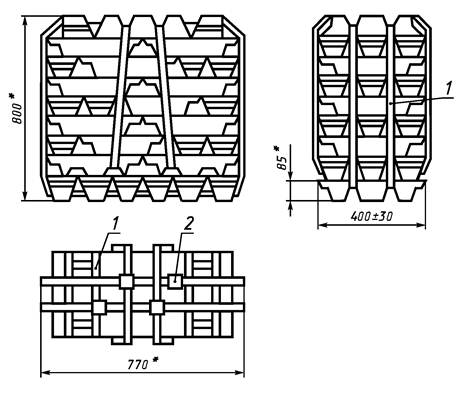
ПРИЛОЖЕНИЕ 4
Справочное
Схема укладки и скрепления в пакеты чушек припоев, приведенных в приложении 3 (черт. 1 и 2)
____________
* Размер для справок
Схема укладки и скрепления в пакеты чушек, припоев, приведенных в приложении 3 (черт. 3)

* Размер для справок.
1 - упаковочная лента; 2 - замок для скрепления чушек
ПРИЛОЖЕНИЯ 3, 4. (Введены дополнительно, Изм. № 4).
ПРИМЕЧАНИЯ ФГУП «СТАНДАРТИНФОРМ»
1 На первой странице дополнить кодом: МКС 25.160.50 (указатель «Национальные стандарты», 2008).
2 Информационные данные. Ссылочные нормативно-технические документы: ГОСТ 1429.14-77 заменен на ГОСТ 1429.14-2004.
СОДЕРЖАНИЕ
|
5. Маркировка, упаковка, транспортирование и хранение. 4 Приложение 1 Физико-механические свойства припоев. 5 Приложение 2 Области преимущественного применения оловянно-свинцовых припоев. 5 |