
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАЙКА
МЕТОД ОПРЕДЕЛЕНИЯ ЭРОЗИИ ПАЯЕМОГО МАТЕРИАЛА
ГОСТ 21549-76
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПАЙКА Метод определения эрозии паяемого материала Brazing and soldering. |
ГОСТ |
Постановлением Государственного комитета стандартов Совета Министров СССР от 5 февраля 1976 г. № 347 срок введения установлен
с 01.01.77
Проверен в 1986 г. Постановлением Госстандарта от 07.04.86 № 907 срок действия продлен
до 01.01.92
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает металлографический метод определения эрозии при пайке и лужении по ее глубине.
Контроль глубины эрозии производят при выборе припоя и материала изделия, разработке технологического процесса пайки и лужения и изменении его параметров.
Стандарт не распространяется на изделия из тонкопленочных материалов.
(Измененная редакция, Изм. № 2).
1. ОТБОР ОБРАЗЦОВ
1.1. Шлифы для определения эрозии при пайке и лужении изготовляют из паяных внахлестку или луженых образцов.
1.2. Количество образцов для испытаний должно быть не менее пяти для каждого режима и сочетания материалов и припоя.
1.3. Для изделий, изготовляемых любым способом пайки, устанавливается образец внахлестку, форма и размеры которого должны соответствовать указанным на черт. 1.
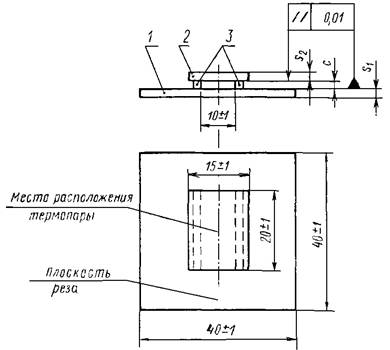
1 - нижняя пластина; 2 - верхняя пластина; 3 - прокладки
Черт. 1
Толщина нижней s1 и верхней s2 пластин образца - (1,0 … 2,0) ± 0,1 мм.
При толщине паяемого материала более 2 мм допускается механическая обработка пластин со стороны, не подвергаемой пайке, до требуемой толщины.
Примечание. В случае определения величины эрозии в паяном шве, соединяющем металлокерамический твердый сплав с металлом, толщина пластины 2 твердого сплава - (1,0 … 6,0) ± 0,1 мм.
(Измененная редакция, Изм. № 1).
1.4. Для изделий, изготовляемых пайкой погружением и лужением, используют образцы, форма и размеры которых должны соответствовать указанным на черт. 2.
Для драгоценных и редких металлов допускается применение образцов меньшей толщины при условии сохранения равномерности зазора при пайке.
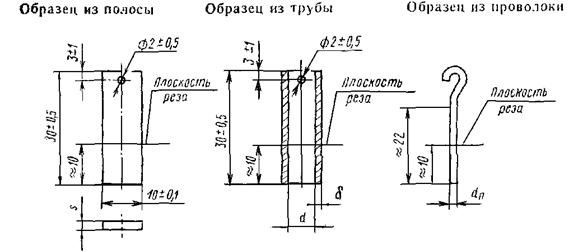
s = (0,5 … 2,0) ± 0,1 мм; δ = (0,5 … 2,0) ± 0,1 мм;
dn = (0,5 … 2,0) ± 0,1 мм; d = (2,0 … 10,0) ± 0,1 мм.
Черт. 2
1.6. Образцы маркируют номером партии или условным индексом на нерабочей части, к образцу из проволоки крепят бирку для маркировки.
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. Подготовка к испытанию образца внахлестку.
2.1.1. Толщина каждой пластины должна быть измерена микрометром по ГОСТ 6507-78 не менее чем в трех местах с погрешностью не более 0,01 мм.
За толщину пластины следует принимать среднее арифметическое трех замеров.
При отсутствии регламентированной подготовки поверхности выбор способа подготовки и шероховатости поверхности - по результатам испытаний ГОСТ 20485-75, ГОСТ 23904-79 и настоящего стандарта.
Примечание. При укладке припоя у зазора его следует размещать у меньшей стороны верхней пластины.
2.1.3. Зазор (с) между пластинами следует устанавливать прокладками 3 - проволокой или полосками.
Допускается изготовлять зазор путем изготовления паза на одной из пластин, как указано в п. 1.5.
Форма и размеры паза должны соответствовать указанным на черт. 3.
2.1.4. Пластины фиксируют в заданном положении струбциной или любым другим способом.
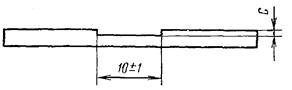
Предельное отклонение размера с … ±0,01 мм.
Черт. 3
2.1.5. Материал прокладок и фиксирующего приспособления при пайке не должен плавиться автономно или в контакте с материалом образца или припоем.
2.1.6. Объем припоя для пайки образца внахлестку должен составлять 150 % от объема зазора.
2.1.7. Пайку образцов, установленных в горизонтальном положении, следует проводить в газовой среде, вакууме или с флюсом по режимам, применяемым в соответствующих технологических процессах.
2.1.8. Для измерения температуры следует применять термопары по ГОСТ 6616-74 и приборы по ГОСТ 7164-78.
2.1.9. Рабочий конец термопары следует крепить в центре наружной поверхности одной из пластин (см. черт. 1) зачеканкой, точечной сваркой или другим методом, обеспечивающим надежный тепловой контакт с образцом.
Прямое воздействие источника нагрева на термопару не допускается.
2.2. Подготовка к испытанию образцов из полосы, трубы и проволоки.
2.2.1. Толщину полосы или стенки трубы, диаметр проволоки перед лужением следует измерять микрометром по ГОСТ 6507-78 или с помощью микроскопа с погрешностью не более 0,01 мм.
2.2.2. Подготовка поверхности полосы, трубы и проволоки по п. 2.1.2.
2.2.3. Подготовленную полосу, трубу или проволоку необходимо погрузить в тигель с расплавленным припоем на глубину не менее 20 мм. Нижний конец образца не должен касаться дна тигля.
Объем припоя должен быть не менее 6 см3.
Примечания:
1. Не допускается взаимодействие материала тигля с припоем.
2. Каждый образец следует погружать в новую порцию припоя.
3. Полосу, трубу и проволоку при лужении подвешивают за технологическое отверстие или петлю.
2.2.4. Процесс лужения образца следует проводить в газовой среде, вакууме или под флюсом по режимам, применяемым в соответствующих технологических процессах.
2.2.5. Измерение температуры - согласно п. 2.1.8.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Для изготовления шлифов образцы следует разрезать способом, указанным в п. 1.5. Плоскость реза указана на черт. 1 и 2.
3.2. Способ изготовления шлифов не регламентируется.
3.3. Плоскость шлифа должна быть перпендикулярна паяным или луженым поверхностям образца. Завал кромок не допускается.
3.4. Выявление структуры паяного соединения на шлифе следует производить химическим, электрохимическим или другими методами в зависимости от химического состава паяемого материала и припоя, обеспечивающими выявление границы паяного шва.
Наиболее распространенные реактивы для химического травления металлографических шлифов приведены в справочном приложении 1.
3.5. При изготовлении шлифов и выявлении их структуры не допускается повреждение паяного соединения - выкрашивание, выгорание, вытравливание его составляющих или изменение в его структуре.
3.6. Шлифы следует исследовать под металлографическим микроскопом.
3.7. На паяных образцах внахлестку следует измерять минимальную толщину каждой пластины у капиллярного участка паяного шва с общей химической эрозией при увеличении 50 - 120× и максимальную глубину локальной химической эрозии у галтели и капиллярного участка паяного шва при увеличении 200 - 500×. Погрешность измерения общей химической эрозии - не более 0,02 мм, локальной химической эрозии - не более 0,01 мм. Схема измерения приведена на черт. 4.
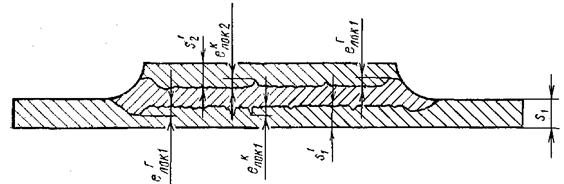
Черт. 4
(Измененная редакция, Изм. № 1).
3.8. На луженых образцах должны быть измерены минимальная толщина полосы или стенки трубы или минимальный диаметр проволоки при увеличении 50 - 120× и максимальная глубина локальной химической эрозии при увеличении 200 - 500×. Погрешность измерения общей химической эрозии - не более 0,02 мм, локальной химической эрозии не более 0,01 мм.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Глубину химической эрозии следует определять в миллиметрах.
4.2. Для каждого паяного образца внахлестку следует определять общую химическую эрозию и локальную химическую эрозию пластин в галтели и в капиллярном участке паяного шва.
4.3. Общая химическая эрозия паяного соединения внахлестку равна разности в толщине каждой пластины до и после пайки (s1 - s'1) и (s2 - s'2).
4.4. Локальная химическая эрозия в галтели и в капиллярном участке паяного шва нахлесточного соединения равна измеренной под микроскопом глубине локальной химической эрозии образца на этих участках.
(Измененная редакция, Изм. № 1).
4.5. Общая химическая эрозия луженой полосы, трубы и проволоки равна половине разности толщины полосы, стенки трубы, диаметра проволоки до и после лужения.
4.6. Локальная химическая эрозия полосы, трубы и проволоки равна измеренной под микроскопом глубине локальной химической эрозии образца.
4.7. Величину каждого вида эрозии паяемого материала следует определять как среднее арифметическое значение эрозии установленного количества образцов.
4.8. При степени дисперсности результатов испытаний более 20 %, выходе из строя термопары или обнаружении непропая более 5 % от площади нахлестки испытания должны быть повторены, при этом количество образцов должно соответствовать числу недействительных результатов испытаний.
4.9. Результаты испытания каждого образца необходимо заносить в протокол, форма которого приведена в обязательном приложении 2 к ГОСТ 21548-76.
ПРИЛОЖЕНИЕ 1
Справочное
НАИБОЛЕЕ РАСПРОСТРАНЕННЫЕ РЕАКТИВЫ ДЛЯ ХИМИЧЕСКОГО ТРАВЛЕНИЯ МЕТАЛЛОГРАФИЧЕСКИХ ШЛИФОВ ПАЯНЫХ СОЕДИНЕНИЙ
|
Исследуемый материал |
Химический состав реактива |
|
|
Наименование компонента |
Количество |
|
|
Алюминиевые сплавы |
Плавиковая кислота (концентрированная) Вода |
0,5 см3 99,5 см3 |
|
Сплав системы алюминий - медь - магний - кремний |
Едкий натрий Вода |
5 г 95 см3 |
|
Сплав системы алюминий - кремний - медь |
Плавиковая кислота (концентрированная) Азотная кислота (концентрированная) |
67 см3 33 см3 |
|
Вольфрам и его сплавы |
Перекись водорода (30 %) Едкий натрий Вода |
3 см3 5 г 200 см3 |
|
Золото и его сплавы |
Азотная кислота (концентрированная) Соляная кислота (концентрированная) Вода |
25 см3 125 см3 150 см3 |
|
Сплавы на основе индия |
Трехокись хрома Меднокислый натрий Вода |
200 г 15 г 1000 см3 |
|
Сплавы индий - олово |
Хлорное железо Соляная кислота (концентрированная) Вода |
5 г 50 см3 100 см3 |
|
Сплавы кадмия с цинком и оловом |
Трехокись хрома Меднокислый натрий Вода |
200 г 15 г 1000 см3 |
|
Азотная кислота (концентрированная) Спирт |
4 см3 100 см3 |
|
|
Магниевые сплавы |
Азотная кислота (концентрированная) Спирт |
2 см3 98 см3 |
|
Щавелевая кислота (концентрированная) Вода |
2 г 98 см3 |
|
|
Молибден и его сплавы |
Персульфат аммония Вода |
10 г 100 см3 |
|
Медь и латунь |
Хлорное железо Соляная кислота (концентрированная) Вода |
5 г 50 см3 100 см3 |
|
Перекись водорода (30 %) |
||
|
Аммиак (концентрированный раствор) |
||
|
Медь, латунь, оловянистые и алюминиевые бронзы |
Хлористое железо Соляная кислота (концентрированная) Вода |
10 г 25 см3 100 см3 |
|
Хромистые бронзы и медномарганцевые сплавы |
Серная кислота (концентрированная) Азотная кислота (концентрированная) |
15 см3 85 см3 |
|
Соляная кислота (концентрированная) Перепись водорода (30 %) |
95,5 см3 0,5 см3 |
|
|
Аммиак (25 %) Перекись водорода (3 %) |
50 см3 50 см3 |
|
|
Медные сплавы |
Двухромовокислый калий Серная кислота (концентрированная) Соляная кислота (концентрированная) |
2 г 8 см3 2 см3 |
|
Медноникелевые сплавы |
Персульфат аммония Вода |
10 г 90 см3 |
|
Никель и его сплавы |
Азотная кислота (концентрированная) Уксусная кислота (концентрированная) |
50 см3 50 см3 |
|
Хлорное железо Соляная кислота (концентрированная) Вода |
10 г 30 см3 100 см3 |
|
|
Ниобий |
Плавиковая кислота (концентрированная) Азотная кислота (концентрированная) |
33 см3 67 см3 |
|
Олово |
Соляная кислота (концентрированная) Спирт |
2 см3 98 см3 |
|
Олово и его сплавы |
Азотная кислота (концентрированная) Спирт |
3 - 5 см3 97 - 95 см3 |
|
Олово и его сплавы, не содержащие свинец (не действует на сплавы систем олово - железо, олово - медь) |
Соляная кислота (концентрированная) Хлористое железо Спирт |
5 см3 30 см3 60 см3 |
|
Оловянно-свинцовые сплавы |
Азотная кислота (концентрированная) Спирт |
4 см3 90 см3 |
|
Азотная кислота (концентрированная) Уксусная кислота (концентрированная) Глицерин |
1 см3 1 см3 98 см3 |
|
|
Персульфат аммония Вода |
10 г 100 см3 |
|
|
Сплавы системы олово - висмут |
Перекись водорода (концентрированная) |
|
|
Сплавы системы палладий - никель |
Азотная кислота (концентрированная) Уксусная кислота (концентрированная) Соляная кислота (концентрированная) Реактив Марбле |
40 см3 40 см3 10 см3 10 см3 |
|
Свинец |
Азотная кислота (концентрированная) |
|
|
Серебро и его сплавы |
Персульфат аммония Вода |
10 г 100 см3 |
|
Хромовый ангидрид Серная кислота (концентрированная) Вода |
2 г 2 см3 1000 см3 |
|
|
Серебро |
Персульфат аммония Вода |
10 г 90 см3 |
|
Низкоуглеродистая сталь |
Азотная кислота (концентрированная) Спирт |
4 см3 96 см3 |
|
Сталь типа ЭИ-962 |
Хлорное железо Соляная кислота (концентрированная) Вода |
10 г 30 см3 100 см3 |
|
Титан |
Плавиковая кислота (концентрированная) Азотная кислота (концентрированная) Вода |
2 см3 2 см3 96 см3 |
|
Плавиковая кислота (концентрированная) Азотная кислота (концентрированная) |
33 см3 67 см3 |
|
|
Титан и его сплавы |
Плавиковая кислота (концентрированная) Вода |
10 см3 90 см3 |
|
Сплавы титана с медью |
Плавиковая кислота (концентрированная) Азотная кислота (концентрированная) Глицерин Этиловый спирт |
25 см3 25 см3 25 см3 25 см3 |
|
Сплавы цинка |
Азотная кислота (концентрированная) Вода |
3 см3 97 см3 |
|
Соляная кислота (концентрированная) Спирт |
5 см3 95 см3 |
|
|
Сплавы с большим содержанием цинка |
Азотная кислота (концентрированная) |
|
|
Примечания: 1. При травлении паяных соединений сначала следует выявлять структуру паяного шва. 2. Режимы травления подбирают экспериментально. |
||
ПРИЛОЖЕНИЕ 2
(Исключено, Изм. № 1).
СОДЕРЖАНИЕ