МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Технические условия Grease ВНИИ НП-279. Specifications |
ГОСТ |
Дата введения 01.07.79
Настоящий стандарт распространяется на пластичную смазку ВНИИ НП-279, предназначенную для смазывания узлов трения, работающих в контакте с агрессивными средами при температурах от минус 50 до плюс 50 °С и воздухом при температурах от минус 50 до плюс 150 °С.
Обозначение смазки по ГОСТ 23258 - ХСи 5/5 у-2.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Смазка ВНИИ НП-279 должна изготовляться в соответствии с требованиями настоящего стандарта по технологии и из компонентов, которые применялись при изготовлении образцов смазки, прошедших испытания с положительными результатами и допущенных к применению в установленном порядке.
1.2. По физико-химическим показателям смазка должна соответствовать требованиям и нормам, указанным в таблице.
|
Норма |
Метод испытания |
|
|
1. Внешний вид |
Светлая однородная прозрачная мазь гладкой структуры |
По п. 3.2 настоящего стандарта |
|
2. Вязкость эффективная при минус 30 °С и среднем градиенте скорости деформации 10 с-1, Пас, не более |
2300 |
По ГОСТ 7163 |
|
3. Предел прочности на сдвиг при 50 °С, Па, не менее |
100 |
По ГОСТ 7143, метод Б |
|
4. Коллоидная стабильность, %, выделенного масла, не более |
5,2 |
|
|
5. Коррозионное воздействие на металлы |
Выдерживает |
По ГОСТ 9.080 и п. 3.4 настоящего стандарта |
|
6. Содержание механических примесей (количество частиц в 1 см3 смазки): |
|
|
|
диаметром 0,025 - 0,075 мм не более |
960 |
|
|
диаметром свыше 0,075 мм |
Отсутствие |
|
|
7. Содержание воды |
» |
(Измененная редакция, Изм. № 1, 2, 3, 4).
2. ПРАВИЛА ПРИЕМКИ
2.1. Смазку ВНИИ НП-279 принимают партиями. Партией считается количество смазки массой до 150 кг, однородной по своим показателям качества и сопровождаемой одним документом о качестве.
(Измененная редакция, Изм. № 1).
2.2. Объем выборок - по ГОСТ 2517.
2.3. При получении неудовлетворительных результатов испытаний хотя бы по одному показателю проводят повторные испытания новой пробы из той же выборки.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 3).
2.4. Анализ смазки на соответствие требованиям настоящего стандарта, за исключением анализа по показателю 6 таблицы, проводят до ее расфасовки.
При приемке смазки представителем заказчика анализ смазки до ее расфасовки допускается только по согласованию с представителем заказчика.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Отбор проб смазки - по ГОСТ 2517. Для объединенной пробы берут смазку массой 1,5 кг. Часть объединенной пробы, предназначенной для испытаний в случае возникновения разногласий по качеству смазки, должна храниться два года.
(Измененная редакция, Изм. № 1).
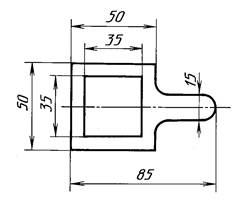
3.2. Внешний вид смазки определяют на пластинке размером 50×70×2 мм из стекла по ГОСТ 111-2001. Смазку наносят с помощью металлического шаблона, не подвергающегося коррозии.
Шаблон толщиной (2 ± 0,05) мм (см. чертеж) прикладывают к стеклянной пластинке так, чтобы между шаблоном и пластинкой не было зазоров, и с помощью шпателя заполняют смазкой внутренние края поверхности шаблона, а затем заполняют все отверстие выше шаблона. Ребром шпателя (длина ребра шпателя должна перекрывать ширину шаблона) снимают излишки смазки вровень с шаблоном, чтобы не повредить нанесенный слой смазки, затем шаблон снимают со стеклянной пластинки и просматривают смазку невооруженным глазом в отраженном свете.
(Измененная редакция, Изм. № 4).
3.3. При определении коллоидной стабильности беззольный фильтр смачивают жидкой основой смазки с вязкостью при 100 °С (24 - 27) · 10-6 м2/с (24 - 27 сСт).
3.4. Коррозионное воздействие на металлы проверяют на пластинках из стали марки 45 (ГОСТ 1050-88).
(Измененная редакция, Изм. № 3, 4).
3.5. Допускается наличие частиц большего типоразмера, просвечивающихся в проходящем свете.
3.6. При определении содержания воды берется навеска массой 25 г.
3.5, 3.6. (Введены дополнительно, Изм. № 4).
4. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Упаковку, маркировку, транспортирование и хранение смазки проводят по ГОСТ 1510 со следующими дополнениями. Смазку расфасовывают в алюминиевые тубы без покрытий или с внутренним покрытием бутварфенольным лаком БФ-2, вместимостью 30 - 200 см3 или банки из белой жести вместимостью до 1 дм3. Перед расфасовкой алюминиевые тубы тщательно продувают воздухом. На тубах масса брутто и нетто не указывается. Тубы упаковывают в деревянные и фанерные ящики с прокладкой туб листами плотной бумаги.
Смазка должна храниться в таре изготовителя.
(Измененная редакция, Изм. № 3, 4).
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие смазки требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
5.2. Гарантийный срок хранения смазки - пять лет со дня изготовления.
5.1; 5.2. (Измененная редакция, Изм. № 1).
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. При работе со смазкой необходимо применять индивидуальные средства защиты согласно типовым отраслевым нормам, утвержденным Государственным комитетом Совета Министров СССР по труду и социальным вопросам и Президиумом ВЦСПС.
6.2. Лицам, работающим со смазкой, перед приемом пищи, курением и после окончания работы необходимо мыть руки теплой водой с мылом.
6.3. Смазка ВНИИ НП-279 является горючим продуктом IV группы, так как содержит компонент с температурой вспышки 285 °С и температурой самовоспламенения 380 °С.
6.4. При загорании смазки применимы следующие средства пожаротушения: углекислый газ, состав СЖБ, состав 3,5 и перегретый пар.
6.5. Помещение, в котором проводятся работы со смазкой, должно быть снабжено приточно-вытяжной вентиляцией.
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 08.06.78 № 1558
3. ВЗАМЕН ГОСТ 14296-69
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, подпункта |
|
|
1.2.5 |
|
|
1.2.7 |
|
|
1.2.4 |
|
|
1.2.3 |
|
|
1.2.2 |
|
|
1.2.6 |
|
|
Вводная часть |
5. Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменениями № 1, 2, 3, утвержденными в октябре 1983 г., июле 1985 г., октябре 1988 г. (ИУС 1-84, 10-85, 1-89)
СОДЕРЖАНИЕ