СССР
КОНСТРУКЦИИ СТРОИТЕЛЬНЫЕ СТАЛЬНЫЕ.
СВАРКА
Основные требования
ОСТ 36-58-81
|
СОГЛАСОВАНО
|
УТВЕРЖДЕНО
|
|
Всесоюзное объединение
|
Министерство монтажных
|
|
Союзстальконструкция
|
и специальных строительных
|
|
главный
инженер
|
работ СССР
|
|
____________________ В.М.
Воробьев
|
Приказ № __131__
|
|
«25» _______03_______
1980 г.
|
От «11» ___мая____
1981 г.
|
ВНИКТИСтальконструкция
Главный инженер Н.Н.
Кичиихн
Заведующий
сектором
стандартизации Л.К.
Абадулина
Челябинский
филиал
ВНИКТИСтальконструкция
Главный инженер С.А.
Писарев
Заведующий отделом сварки В.К.
Серовиков
Главный
конструктор
проектов В.Е.
Башмаков
Ведущий инженер В.С.
Козинский
Согласовано:
Главное
техническое управление
Зам. начальника Г.А.
Сукальский
Нач. отдела норм и стандартов В.И.
Аксенов
ВНИИМонтажспецстрой письмо
№ 634/11
Заместитель директора от 21.03.80 г. Б.В.
Поповский
Минмонтажспецстрой
Каз. ССР письмо № 2-2-57
Техническое
управление от 11.02.80 г.
Начальник Н.Т.
Кофтунов
Главстальконструкция письмо
№ 11-2-6
Главный инженер от 21.02.80 г. И.П.
Олесов
Всесоюзное
объединение
Союзспецлегконструкция письмо
№ 5-24
Главный инженер от 21.02.80 г. А.Н.
Секретов
Главметаллургмонтаж письмо
№ 1-4-4-57
Главный инженер от 25.03.80 г. Ф.Б.
Трубецкой
Главнефтемонтаж письмо
№ 2-3-3
Главный инженер от 10.03.80 г. К.И.
Гонигель
Главхиммонтаж письма
№ 4-6-11
Главный инженер от 21.02.80 г. А.В.
Анохин
Главтехмонтаж письмо
№ 3/5-6
Главный инженер от 21.03.80 г. Л.И.
Рудак
ЦНИИПроектстальконструкция письмо
№ 20-743/3
Главный инженер от 21.03.80 г. В.В.
Кузнецов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПРИКАЗОМ
Министерства монтажных и специальных строительных работ СССР
от 11 мая 1981 г. № 131
ИСПОЛНИТЕЛИ: В.Е. Башмаков (руководитель темы), В.С. Козинский
СОГЛАСОВАН: Всесоюзное объединение Союзстальконструкция
Главный инженер В.М.
Воробьев
ОТРАСЛЕВОЙ СТАНДАРТ
Приказом
Министерства монтажных и специальных строительных работ СССР
от 11 мая 1981
г. № 131 срок введения установлен
с 1 июля 1981 г.
Настоящий
стандарт распространяется на сварку стальных конструкций зданий и
производственных сооружений (доменных цехов и газоочисток, цилиндрических
вертикальных резервуаров для нефти и нефтепродуктов, мокрых газгольдеров,
мачтовых и башенных сооружений объектов связи, гидротехнических сооружений,
опор линий электропередачи), изготавливаемых в заводских условиях и в мастерских
монтажных организаций из малоуглеродистых и низколегированных сталей марок
ВСт3кп2, ВСт3сп5, ВСт3пс6, ВСт3Гпс5 по ГОСТ 380-71*;
18 кп, 18пс, 18сп, 18Гпс по ГОСТ 23570-79; ВСтТпс по ГОСТ
14637-69*; 09Г2С, 14Г2, 10Г2С1, 15ХСНД, 10ХСНД, 10ХНДП, 14Г2АФ,
15Г2АФДпс, 15Г2СФ, 16Г2АФ, 18Г2АФпс по ГОСТ
19281-73, ГОСТ
19282-73; 12Г2СМФ по ТУ-14-1-1308-75; 12ГН2МФАЮ по ТУ-14-1-1772-76.
Стандарт не
распространяется на сварку стальных конструкций мостов.
Стандарт
устанавливает требования к выбору сварочных материалов, оборудования и к
выполнению швов при автоматической сварке под флюсом, полуавтоматической сварке
в защитном газе и самозащитной порошковой проволокой, ручной электродуговой и
контактной точечной сварке.
Стандарт
обязателен для предприятий и организаций - изготовителей строительных стальных конструкций
Министерства монтажных и специальных строительных работ СССР.
Стандарт
разработан в развитие СНиП III-18-75.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Сварочные материалы.
1.1.1. Требования к сварочным материалам,
их маркировка, упаковка, транспортировка и хранение должны соответствовать
нормативно-технической документации, указанной в таблице справочного приложения
1.
1.1.2. Сварочные материалы следует
назначать в соответствии с таблицей рекомендуемого приложения 2.
Для сварки
конструкций допускается использовать новые прогрессивные сварочные материалы
(электроды, проволоки, флюсы, защитные газы), обеспечивающие необходимые
свойства сварного соединения.
1.1.3. Электроды для ручной
электродуговой сварки и порошковую проволоку следует прокаливать на режимах,
соответствующих указаниям сертификата или паспортных данных.
1.1.4. На поверхности сварочной
проволоки не должно быть ржавчины, масел, технологической смазки и других
загрязнений.
1.1.5. В качестве порошкообразного
присадочного металла (ППМ) следует применять стальную крупку, приготовленную из
электродной проволоки диаметром от 1,2 до 2,0 мм по ГОСТ 2246-70.
Длина крупинок не должна превышать диаметра проволоки.
1.1.6. Для сварки в защитном газе
следует использовать сварочную двуокись углерода (углекислый газ) по ГОСТ 8050-76
или газовую смесь, состоящую из 75 % аргоно-кислородной смеси по ТУ
14-1-2079-77 и 25 % углекислого газа. Пищевую двуокись углерода допускается
использовать только после предварительной осушки. Применять для сварки
технический углекислый газ запрещается. При сварке в газовой смеси допускается
применение чистого аргона по ГОСТ 10157-79
взамен аргоно-кислородной смеси.
1.1.7. Сварочные флюсы перед
употреблением следует прокалить в течение двух часов: флюсы марок АН-348-А,
АН-60 и ОСЦ-45 при температуре от 350 до 400 °С, флюсы марок АН-17М, АН-43 и
АН-47 при температуре от 400 до 500 °С.
1.1.8. Сварочные материалы следует
выдавать на рабочее место в количестве, необходимом для односменной работы и
хранить в условиях, предохраняющих их от воздействия влаги, повреждений и
смешивания различных марок.
1.2. Сварочное оборудование и оснастка.
1.2.1. Тип оборудования для сварки
следует выбирать в зависимости от вида сварки, условий и особенностей сварочных
работ. Характеристики оборудования должны соответствовать параметрам режима,
назначенного технологическим процессом сварки.
1.2.2. Комплектацию сварочных постов
источниками питания следует осуществлять согласно табл. 1 справочного приложения 3.
Допускается применение
других источников питания, обеспечивающих необходимые технологические параметры
режимов сварки.
1.2.3. Централизованное питание
сварочным током постов полуавтоматической сварки в защитном газе и постов
ручной дуговой сварки следует выполнять по специально разработанному проекту с
использованием многопостовых сварочных выпрямителей.
1.2.4. Стенды и устройства для
автоматической сварки под флюсом, полуавтоматической сварки в защитном газе и
самозащитной порошковой проволокой и ручной дуговой сварки стыковых, угловых и
нахлесточных соединений должны обеспечивать условия, необходимые для получения
качественного сварного соединения.
1.2.5. Одностороннюю автоматическую
сварку с обратным формированием шва следует выполнять с использованием
оборудования и специальных формирующих устройств - флюсо-медная подкладка с
плоской поверхностью медной пластины, медная подкладка с канавкой, медный
ползун, перемещающийся со сварочным трактором и др., - обеспечивающих
удовлетворительное формирование шва.
Одностороннюю
автоматическую сварку с формированием обратной стороны шва на флюсо-медной
подкладке с плоской поверхностью медной пластины следует выполнять с
использованием стенда, отвечающего следующим требованиям:
конструкция
стенда должна обеспечивать плотное, равномерное прижатие флюсо-медной подкладки
к свариваемым кромкам листов посредством гидравлических или пневматических
прижимов, а также удержание стыкуемых кромок листов от смещения;
медная
подкладка должна иметь плоскую рабочую поверхность с параметром шероховатости
поверхности RZ 80 по ГОСТ 2789-73
и состоять из отдельных секций длиной не более 300 мм, шириной не менее 100 мм
и толщиной не менее 20 мм;
зазоры в
стыках между секциями медной подкладки не должны превышать 1,0 мм.
1.2.6. При сварке в защитных газах в
комплект оборудования сварочного поста должна входить аппаратура для
регулирования давления и расхода газа, осушки и подогрева. При сварке в смеси
газов в комплект сварочного поста следует дополнительно включать смеситель
газов.
Питание
сварочных постов защитным газом должно осуществляться, как правило,
централизованно.
1.2.7. Оборудование для контактной
точечной сварки следует подбирать по основным технологическим параметрам,
толщине свариваемого металла, сварочному току и усилию на электродах, согласно
табл. 2 справочного приложения 3.
Допускается использование
другого оборудования, обеспечивающего требуемые технологические параметры
процесса сварки.
1.3. Конструктивные элементы кромок и размеры выполненных
швов.
1.3.1. Конструктивные элементы кромок
и размеры выполненных швов должны соответствовать требованиям государственных
стандартов, перечисленных в таблице справочного приложения 4 и требованиям проекта.
Конструктивные
элементы кромок и размеры шва сварного соединения С 38 по ГОСТ
8713-79 следует назначать в соответствии с табл. 1а.
(Измененная
редакция, Изм. № 1).
1.3.2. Конструктивные
элементы кромок и размеры выполненных швов при автоматической сварке под флюсом
с ППМ, автоматической односторонней сварке на флюсо-медной подкладке с плоской
поверхностью медной пластины и автоматической двухдуговой сварке под флюсом
следует назначать согласно табл. 1 -
3.
Таблица 1а
Таблица 3
Конструктивные
элементы кромок и размеры выполненного шва при автоматической двухдуговой
сварке
мм
|
Конструктивные элементы
|
S
|
b
|
l
|
q
|
|
кромок свариваемых деталей
|
сварного шва
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
номинальное значение
|
предельное отклонение
|
|
|

|
20
|
4
|
±1,0
|
22
|
±4,0
|
2,5
|
+2,0
-1,5
|
|
22
|
|
24
|
5
|
±1,0
|
26
|
±4,0
|
|
26
|
|
28
|
|
30
|
6
|
±1,0
|
30
|
±4,0
|
|
32
|
3
|
+3,0
-2,0
|
|
34
|
|
36
|
8
|
±1,0
|
40
|
±4,0
|
|
38
|
|
40
|
|

|

|
30
|
4
|
±1,0
|
28
|
±4,0
|
3
|
+3,0
-2,0
|
|
40
|
34
|
±4,0
|
|
50
|
40
|
±4,0
|
1.4. Подготовка под сварку кромок и поверхностей свариваемых
деталей.
1.4.1. Вырезку деталей и выполнение
скосов кромок под сварку следует производить термической или механической
резкой в соответствии с требованиями СНиП III-18-75.
1.4.2. На подготовленных под сварку
кромках и поверхностях не допускается наличие влаги, ржавчины, окалины, масла,
краски и других загрязнений.
1.4.3. Места зачистки под сварку и
размеры зачищаемых участков свариваемых деталей должны соответствовать
требованиям СНиП
III-18-75. Допускается производить сварку без предварительной зачистки при
отсутствии на кромках и поверхности свариваемых деталей загрязнений,
перечисленных в п. 1.4.2, а также
при наличии покрытия - защитного грунта, слоя цинка и т.п., - если металл шва и
сварное соединение по своим свойствам отвечают требованиям СНиП III-18-75,
а выделение вредных газов и аэрозолей при сварке не превышает санитарных норм,
установленных СН 346-71.
1.4.4. Сборку конструкций под сварку
следует выполнять согласно требованиям СНиП III-18-75.
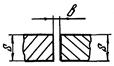
1.4.5. Сборку конструкций, подлежащих
сварке односторонними угловыми швами, следует производить с предварительным
обратным перекосом элементов (ребер жесткости и полок двутавров).
Предварительный
обратный перекос ребер жесткости следует обеспечивать с помощью шаблонов, а
полок двутавров - с помощью съемных клиньев, устанавливаемых между полкой и
рабочим концом бокового пневмоприжима в сварочном стенде и навешиваемых либо на
полку двутавра, либо на пневмоприжим.
Величина
обратного предварительного перекоса и угла съемного клина в соответствии с
табл. 4а
(перед табл. 4).
Таблица
4а
|
Отношение катета K
одностороннего углового шва к толщине ребра или полки
|
Величина обратного перекоса
|
Величина угла съемного клина, град.
|
|
ребра жесткости шириной А
|
полки двутавра шириной В
|
|

|

|

|
1,0
|
|

|

|

|
1,5
|
При
сборке конструкций прихватки следует располагать со стороны тупого угла между
ребром жесткости и стенкой и между полкой и стенкой.
(Введен дополнительно, Изм. № 1).
1.5. Квалификация сварщиков.
1.5.1. К сварке стальных конструкций
должны допускаться сварщики, имеющие квалификацию в соответствии с требованиями
СНиП
III-18-75.
1.5.2. К выполнению прихваток при
сборке стальных конструкций должны допускаться рабочие, имеющие квалификацию в
соответствии с требованиями СНиП III-18-75.
1.6. Сварка.
1.6.1. Вид сварки следует назначать с
учетом его технико-экономических показателей, номенклатуры изделий и
подготовленности производства.
Односторонние
поясные швы двутавров с высотой стенки более 370 мм следует выполнять
автоматической сваркой под флюсом, прочие односторонние угловые швы - механизированной
сваркой в двуокиси углерода или в смеси аргона и двуокиси углерода.
(Измененная
редакция, Изм. № 1).
1.6.2. Сварку элементов стальных
конструкций следует производить согласно типовым технологическим процессам,
разработанным в соответствии с требованиями СНиП III-18-75 и указаниями проекта.
1.6.3. Контроль за выполнением
технологического процесса сварки должен осуществлять производственный мастер,
представители отдела главного сварщика и отдела технического контроля.
1.6.4. При двусторонней сварке первый
шов следует выполнять со стороны, противоположной прихваткам. Допускается
производить сварку со стороны наложения прихваток, если по условиям сборки
прихватки необходимо ставить со стороны наложения первого шва.
Сварку
односторонних угловых швов следует выполнять со стороны наложения прихваток.
(Измененная
редакция, Изм. № 1).
1.6.5. При сварке пересекающихся
стыков для уменьшения высоты усиления шва и обеспечения провара шов,
выполненный первым, в месте пересечения следует удалить до получения заданной
формы разделки кромок; при сварке без разделки кромок следует снять усиление на
длине не менее 30 мм.
1.6.6. При многопроходной сварке
стыковых соединений не допускается совмещение кратеров в одном поперечном
сечении стыка.
1.6.7. Для предотвращения образования
трещин в сварных швах в процессе выполнения многопроходных швов следует
избегать перерывов в работе до получения шва проектного сечения.
1.6.8. По окончании сварки обрывать
дугу следует после заполнения кратера шва. При ручной дуговой сварке,
полуавтоматической сварке в защитном газе и самозащитной порошковой проволокой
стыковых, угловых и тавровых соединений с разделкой кромок кратер первого
прохода шва следует выводить на кромку основного металла, подвергаемую при
последующих проходах переплавлению.
1.6.9. Предварительный подогрев кромок
свариваемых элементов следует производить согласно требованиям СНиП III-18-75
и настоящего стандарта.
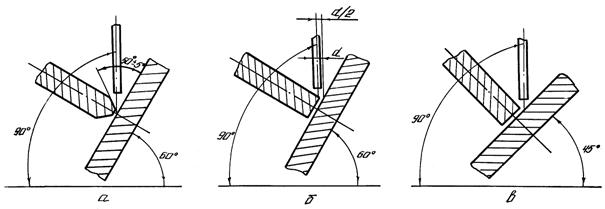
1.6.10. При полуавтоматической сварке
в защитном газе и ручной дуговой сварке для снижения сварочных напряжений и
деформаций необходимо применять следующие технологические приемы выполнения швов:
сварка
металла толщиной менее 25 мм при небольшой длине шва (от 250 до 300 м)
выполнять «на проход» (черт. 1,а); при средней длине (от 300 до 1000 мм) сварку
выполнять от середины к концам (черт. 1,б) и при большой длине (более
1000 мм) - сварку выполнять обратно-ступенчатым способом (черт. 1,в).
Многопроходные швы большой протяженности следует выполнять слоями обратно-ступенчатым
способом, при этом общее направление сварки в каждом последующем слое
необходимо изменять на противоположное;
сварку
металла толщиной свыше 25 мм выполнять «горкой» (черт. 2,а) или «каскадом» (черт. 2,б).
Сварку швов стыковых и тавровых соединений большой протяженности следует
производить «блоками» согласно черт. 3; при этом длина блока не должна
быть более 2000 мм. Сварку всех блоков по длине следует производить
одновременно.
2. ТРЕБОВАНИЯ К ТЕХНОЛОГИИ СВАРКИ
2.1. Автоматическая сварка под
флюсом.
2.1.1. Двустороннюю автоматическую
сварку стыковых соединений на флюсовой подушке следует выполнять с соблюдением
следующих условий:
сварка
первого шва должна выполняться на флюсовой подушке;
начало и
конец сварного шва должны выводиться на технологические планки.
2.1.2. При сварке стыковых соединений
металла толщиной до 22 мм следует применять одинарные технологические планки
(черт. 4,а); при сварке стыковых
соединений толщиной свыше 22 мм следует применять двойные технологические
планки.
Форма
подготовки кромок под сварку на технологических планках при сварке листов
толщиной свыше 22 мм должна соответствовать подготовке кромок свариваемых
деталей (черт. 4,б).
Технологические планки должны привариваться к свариваемым деталям сплошным
швом.
2.1.3. Автоматическую сварку под
флюсом стыковых соединений из сталей класса прочности до С52/40 включительно
следует выполнять на режимах, обеспечивающих погонную энергию сварки каждого
прохода от 6,3 до 75,6 кДж/см включ.
Способы
выполнения швов различной протяженности

а - на проход; б - от середины к концам; в -
обратно-ступенчатый; 1, 2, 3, 4 - последовательность сварки ступеней.
Черт. 1
Выполнение сварных
соединений большой толщины

а - горкой; б - каскадом (1, 2 - номера секций)
Черт. 2
Наложение проходов
при сварке блоками

Черт. 3
Погонная
энергия определяется по формуле:
где:
q/V - погонная энергия
одного прохода (кДж/см);
Uсв - напряжение на дуге (В);
Iсв
- сварочный ток (А);
Vсв
- скорость сварки (см/с).
Рекомендуемые
режимы сварки приведены в табл. 1 рекомендуемого приложения 5.
2.1.4. Автоматическую сварку под
флюсом стыковых соединений из сталей класса прочности С60/45 и выше, а также
конструкций северного исполнения из низколегированных сталей следует выполнять
на режимах, обеспечивающих погонную энергию каждого прохода от 12,6 до 42,0
кДж/см включ.
Рекомендуемые
режимы сварки приведены в табл. 2 рекомендуемого приложения 5.
2.1.5. Двустороннюю автоматическую
сварку под флюсом с ППМ стыковых соединений следует выполнять с соблюдением
следующих условий:
для
предупреждения просыпания ППМ необходимо подкладывать металлический лист.
Допускается применение флюсовой подушки;
сварку с ППМ стыковых
соединений следует производить с двух сторон, выполняя по одному проходу с
каждой стороны, при сварке второго прохода засыпка ППМ не требуется;
зазор между
свариваемыми кромками следует заполнять ППМ заподлицо с поверхностью
свариваемых элементов с предварительным фиксированием их прихватками;
начало и
конец шва следует выводить на технологические планки (черт. 4,б),
форма разделки кромок которых должна повторять форму разделки кромок сварного
соединения.
Установка
технологических планок

а, б - варианты стальных технологических планок; в -
вариант применения ППМ
Черт. 4
2.1.6. Автоматическую сварку под
флюсом с ППМ сталей класса прочности до С60/45 включительно следует выполнять
на режимах, обеспечивающих погонную энергию сварки каждого прохода от 25,2 до
84,0 кДж/см включ.
Рекомендуемые
режимы сварки приведены в табл. 3 рекомендуемого приложения 5.
2.1.7. Одностороннюю автоматическую
сварку стыковых соединений с обратным формированием шва на флюсо-медной
подкладке с плоской поверхностью медной пластины следует выполнять с
соблюдением следующих условий:
размер зерен
флюса, засыпанных на флюсо-медную подкладку, должен находиться в пределах от
0,35 до 1,60 мм включ. (просев через сетку 1,600 и остаток на сетке № 0,335 по
ГОСТ 3584-73);
сварку стали
толщиной от 18 до 25 мм производить с предварительной засыпкой ППМ в разделку
кромок свариваемых элементов;
с целью
предупреждения образования концевых трещин и вывода кратера за пределы стыка
следует использовать специальные выводные скобы с засыпанным в них ППМ (черт. 4,в). Слой
ППМ в скобе должен превышать толщину свариваемых листов не менее, чем на 25 %.
Выводные скобы следует изготавливать из меди; допускается применение стальных
скоб.
2.1.8. Одностороннюю автоматическую
сварку под флюсом с использованием флюсо-медной подкладки сталей класса
прочности до С52/40 включительно следует выполнять на режимах, обеспечивающих
погонную энергию сварки прохода от 8,4 до 84,0 кДж/см включ.
Рекомендуемые
режимы сварки приведены в табл. 4 рекомендуемого приложения 5.
2.1.9. Двухдуговую двустороннюю сварку
стыковых соединений на флюсовой подушке следует выполнять с соблюдением
следующих условий:
сварку
первого прохода следует выполнять на флюсовой подушке;
процесс
двухдуговой сварки стыковых соединений следует начинать возбуждением первой
дуги, вторая дуга подключается после перемещения сварочного автомата на
величину межэлектродного расстояния. Для прекращения процесса сварки следует
выключить первую дугу и после того, как сварочный автомат переместится на
межэлектродное расстояние, выключить вторую дугу. Для заварки кратера в конце
шва рекомендуется остановить сварочный автомат перед выключением второй дуги;
в процессе
выполнения двухдуговой сварки при случайном перерыве в работе сварку необходимо
возобновить с перекрытием шва на 150 - 200 мм после очистки концевого участка и
кратера от шпака;
начало и
конец сварного шва следует выводить на технологические планки (черт. 4,а, б).
2.1.10. Двухдуговую автоматическую
сварку под флюсом стыковых соединений сталей класса прочности до С46/33
включительно следует выполнять на режимах, обеспечивающих погонную энергию
сварки одного прохода от 25,2 до 92,4 кДж/см включ.
Рекомендуемые
режимы сварки приведены в табл. 5 рекомендуемого приложения 5.
2.1.11. Автоматическую сварку под
флюсом стыковых соединений цилиндрических конструкций следует выполнять с
соблюдением дополнительных условий:
первоначально
произвести сварку на флюсовой подушке внутренних продольных швов, при этом
начало и конец шва вывести на соседние обечайки; далее произвести заварку
внутренних кольцевых швов, затем в той же последовательности произвести сварку
наружных швов;
при сварке
кольцевых швов электрод должен быть смещен на величину от 25 до 60 мм от
вертикальной оси изделия в сторону, обратную направлению вращения (величина
смещения зависит от диаметра свариваемого изделия);
сварку
кольцевого шва необходимо начинать на расстоянии не менее 150 мм от
предварительно заваренного продольного шва;
перед
заваркой места встречи конца и начала кольцевого шва необходимо очистить шлак с
начального участка шва.
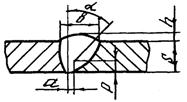
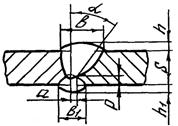
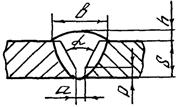
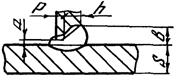
2.1.12. Для обеспечения полного
провара стенки при сварке тавровых соединений в лодочку сварное соединение с
разделкой кромок и электродную проволоку следует располагать в соответствии с
черт. 5,а, а сварное соединение без
разделки кромок - черт. 5,б.
Для получения
катета заданной величины без обеспечения полного провара стенки сварное
соединение и электродную проволоку следует располагать в соответствии с черт. 5,в.
Рекомендуемые
режимы автоматической сварки тавровых соединений с обеспечением катета
требуемой величины или полного провара стенки приведены в табл. 6
рекомендуемого приложения 5.
Рекомендуемые
режимы автоматической двухдуговой сварки тавровых соединений с обеспечением
катета требуемой величины или полного провара стенки приведены в табл. 7
рекомендуемого приложения 5.
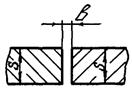
2.1.13. Автоматическую сварку швов
тавровых соединений в угол следует выполнять проволокой диаметром от 2 до 3 мм.
Расположение
электрода при однодуговой автоматической сварке в угол должно соответствовать
указаниям черт. 6,а,
а при двухдуговой - черт. 6,б.
Расположение
соединения и электрода при сварке угловых швов
а - сварка с полным проплавлением стенки с разделкой
кромок; б - сварка с полным проплавлением стенки без разделки кромок; в -
сварка без полного проплавления стенки.
Черт. 5
Рекомендуемые
режимы автоматической сварки под флюсом в угол с полным проплавлением стенки
приведены в табл. 8 и 9 рекомендуемого приложения 5.
Расположение
электродов при сварке в угол.

а - при однодуговой сварке; б - при двухдуговой
сварке.
Черт. 6
2.1.14. При автоматической сварке под
флюсом односторонних поясных швов двутавров сварное соединение и электродную
проволоку располагать в соответствии с чертежами 5б и 6а.
Автоматическую
сварку под флюсом односторонних поясных швов двутавров рекомендуется
производить на режимах табл. 6 рекомендуемого приложения 5.
2.1.15. Механизированную сварку в
двуокиси углерода односторонних угловых швов рекомендуется выполнять на режимах
табл. 12 рекомендуемого приложения 5.
2.1.14., 2.1.15. (Введены
дополнительно, Изм. № 1).
2.2. Полуавтоматическая сварка в защитном газе и
самозащитной порошковой проволокой.
2.2.1. Режимы полуавтоматической
сварки в защитном газе и самозащитной порошковой проволокой следует назначать в
зависимости от толщины свариваемого металла, диаметра сварочной проволоки и
положения шва в пространстве.
Рекомендуемые
режимы сварки проволокой сплошного сечения диаметром от 1,2 до 2,0 мм и
порошковой проволокой диаметром 2,2 мм приведены в табл. 10 - 13
рекомендуемого приложения 5.
Рекомендуемые
режимы сварки самозащитной порошковой проволокой приведены в табл. 14 - 16
рекомендуемого приложения 5.
2.2.2. Расход защитного газа следует
назначать в зависимости от диаметра сварочной проволоки и величины сварочного
тока в соответствии с табл. 4. При
сварке на сквозняке расход защитного газа следует увеличить в 1,5 раза
Таблица
4
Расход
защитного газа
|
Сварочная проволока
|
Диаметр, мм
|
Сварочный ток, А
|
Тип шва
|
Расход защитного газа, м3/ч
|
|
сплошного
сечения
|
1,0 - 1,2
|
80 - 250
|
стыковой
|
0,5 - 0,6
|
|
угловой
|
0,3 - 0,4
|
|
1,4 - 2,0
|
250 - 450
|
стыковой
|
1,0 - 1,2
|
|
угловой
|
0,8 - 1,0
|
|
порошковая
|
2,2 - 3,0
|
220 - 500
|
стыковой
|
1,0 - 1,2
|
|
угловой
|
0,8 - 1,0
|
2.2.3. При сварке в защитном газе
перед возбуждением сварочной дуги следует обдуть место сварки защитным газом
для вытеснения воздуха из зоны сварки с целью предупреждения образования пор в
начале шва.
По окончании
сварки обрывать дугу следует после заплавления кратера. Кратер необходимо
обдувать защитным газом до полного затвердевания металла, что исключит
возможность вредного влияния воздуха на металл шва.
2.2.4. Сварку стыковых и угловых швов
следует выполнять углом вперед или углом назад, при этом угол наклона электрода
к оси шва при сварке проволокой сплошного сечения не должен быть больше 60°, а
при сварке порошковой проволокой - не больше 75°.
Сварку
порошковыми проволоками рутил-органического типа следует выполнять углом назад.
2.2.5. Сварку угловых швов без
разделки кромок в нижнем положении следует выполнять углом назад при наклоне
горелки к вертикальной плоскости от 30 до 45°.
2.2.6. При выполнении швов в
вертикальном положении сварку следует производить снизу вверх с поперечными
колебаниями электрода. Сварку следует вести углом вперед с наклоном горелки к
горизонту на величину от 40 до 50°.
2.2.7. Сварку наклонных и кольцевых
швов следует производить в направлении подъема.
2.2.8. При выполнении горизонтальных
швов из металла толщиной до 4 мм без разделки кромок для предотвращения
стекания металла сварочной ванны электрод следует направлять снизу вверх и
вести сварку без поперечных колебаний электрода. Горизонтальные швы на металле
толщиной более 4 мм со скосом кромки следует выполнять с перемещением электрода
углом назад, при этом первые слои шва следует выполнять при горизонтальном положении
электрода, в последний слой - при наклоне электрода снизу вверх под углом от 40
до 50°.
2.2.9. При сварке стыков c V-образной разделкой кромок следует в первую очередь
выполнять основной шов, а затем подварочный, при сварке стыков с Х-образной
разделкой следует чередовать выполнение слоев шва с обеих сторон стыка.
Допускается изменение указанной последовательности наложения слоев по сечению
шва с учетом условий изготовления конструкции.
2.2.10. Число проходов при сварке
многопроходных стыковых и угловых швов следует выбирать по методике, изложенной
в табл. 17 рекомендуемого
приложения 5.
2.2.11. Для предупреждения образования
трещин сварку первого корневого слоя многопроходного шва соединений с разделкой
кромок необходимо выполнять с соблюдением следующих условий:
сварку
производить на пониженном режиме (в соответствии с данными табл. 13 и 16
рекомендуемого приложения 5);
при сварке
проволокой диаметром 1,2 и 1,4 мм высота валика должна быть не менее 5 мм;
при сварке
проволокой диаметром 1,6 мм и более скорость сварки не должна превышать 15 м/ч.
2.2.12. Сварку корневых проходов
стыковых тавровых и угловых соединений с разделкой кромок высокопрочных сталей
класса прочности С70/60 следует выполнять с предварительным подогревом при
температуре от 100 до 150 °С при
толщине свариваемых элементов 16 мм и более.
2.3. Ручная электродуговая сварка.
2.3.1. Выбор типа электродов для
сварки и прихваток металлоконструкций следует производить в зависимости от
класса прочности стали в соответствии с таблицей рекомендуемого приложения 2.
Типы, марки
электродов, возможные пространственные положения выполняемых швов, род тока и
полярность при сварке этими электродами приведены в табл. 20
рекомендуемого приложения 5.
Рекомендуемые
режимы сварки электродами указанных марок в различных пространственных положениях
приведены в табл. 21 рекомендуемого приложения 5.
2.3.2. При сварке многослойных
стыковых швов первый слой следует выполнять электродом диаметром 3 - 4 мм для
обеспечения проплавления корня шва и уменьшения величины сварочных напряжений в
шве. Для сварки последующих слоев допускается использовать электроды большего
диаметра. Сварку в вертикальном и потолочном положениях следует выполнять
электродами, диаметр которых не превышает 5 и 4 мм соответственно.
2.4. Контактная точечная сварка.
2.4.1. Контактную точечную сварку
следует применять для соединения деталей конструкции толщиной от 0,6 до 8,0 мм.
Рекомендуемые
режимы точечной контактной сварки приведены в таблице 22 рекомендуемого приложения 5.
2.4.2. При сварке плоских деталей
одинаковой толщины форма и размеры электродов должны быть одинаковыми.
2.4.3. При сварке деталей разной
толщины со стороны тонкой детали следует устанавливать электроды со сферической
поверхностью.
При этом
режимы сварки следует назначать по толщине более тонкой детали с увеличением
тока на величину от 10 до 15 %.
2.4.4. Для повышения качества ядра
сварных точек следует применять пульсирующие режимы сварки и повышенное усилие
при проковке. Рекомендуемые режимы точечной многоимпульсной сварки приведены в табл. 23
рекомендуемого приложения 5.
3. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
3.1. Методы и объемы контроля сварных
соединений, требования к их качеству и приемке должны соответствовать
требованиям СНиП
III-18-75, а также нормативно-техническим, нормативным документам
(справочное приложение 6) и
указаниям проектной документации.
3.1.1. При наружном осмотре
односторонних угловых швов наряду с контролем их размеров и формы следует
контролировать величину зазора в соединении, влияющем на расчетную высоту шва.
В начале
сварки каждой новой партии (по новому чертежу) двутавров следует производить
металлографическое исследование макрошлифов на торцах контрольных образцов.
При
металлографическом исследовании макрошлифов следует контролировать расчетную
высоту односторонних поясных швов двутавров.
Контрольный
образец следует изготавливать в виде тавра длиной не менее 200 мм с толщиной
стенки и полки равной толщине стенки и полки свариваемого двутавра.
Контрольный
образец следует пристыковывать к двутавру и сваривать на том же режиме, что и
двутавр.
(Введен дополнительно, Изм. № 1).
3.2. Исправление дефектных участков
сварных швов должно производиться в соответствии с требованиями СНиП III-18-75
и по специально разработанным технологическим инструкциям.
Технология
исправления дефектных участков должна разрабатываться отделом главного сварщика
предприятия с учетом типа и размера дефектов, жесткости и конфигурации
свариваемого узла, марки стали, условий эксплуатации и т.д. При этом должны
быть учтены все требования, предъявленные к основному технологическому процессу
сварки данного типа сварного соединения.
3.2.1. Конструкции с односторонними
угловыми швами, при контроле качества которых будут выявлены зазоры,
превышающие требования ГОСТ
8713-79 и ГОСТ
14771-76, необходимо заварить двусторонними угловыми швами.
(Введен дополнительно, Изм. № 1).
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
При
организации и выполнении сварочных работ следует выполнять требования
безопасности, изложенные в нормативных документах справочного приложения 7.
справочное
Таблица
|
Сварочные материалы
|
Государственные стандарты, технические условия
|
|
Сварочная
проволока
|
ГОСТ 2246-70.
Проволока стальная сварочная.
|
|
Сварочная
проволока марки Св-08Г2СЦ
|
ТУ-2-148-70
|
|
Сварочные
самозащитные порошковые проволоки:
|
|
|
ПП-1ДСК
|
ТУ-36
УССР 241-72
|
|
ПП-АН1
|
ТУ
14-4-48-71
|
|
ПП-АН3
|
ТУ
ИЭС 24-74
|
|
ПП-АН7
|
ТУ
ИЭС 60-74
|
|
ПП-2ДСК
|
ТУ
36 УССР 639-72
|
|
СП-2
|
ТУ
36-1830-74 ММСС СССР
|
|
Сварочные
порошковые проволоки для сварки в углекислом газе:
|
|
|
Ш1-АН8
|
ЧМТУ
4-353-71
|
|
ПП-АН10
|
ВТУ
ИЭС 84-71
|
|
Сварочные
флюсы для электродуговой сварки:
|
|
|
АН-348А,
АН-60, ОСЦ-45
|
ГОСТ 9087-69.
Флюсы сварочные плавленые
|
|
АН-17М
|
ТУ
14-1-1436-75
|
|
АН-43
|
ТУ
14-1-753-73
|
|
АН-47
|
ТУ
14-1-1353-75
|
|
Электроды
|
ГОСТ 9466-75.
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки.
Классификация, размеры и общие технические требования
|
|
ГОСТ 9467-75.
Электроды покрытые металлические для ручной дуговой сварки конструкционных и
теплоустойчивых сталей. Типы.
|
|
Двуокись
углерода
|
ГОСТ 8050-76.
Двуокись углерода газообразная и жидкая.
|
|
Аргоно-кислородная
смесь
|
ТУ-14-1-2079.
Аргоно-кислородная смесь.
|
|
Аргон
газообразный и жидкий
|
ГОСТ 10157-79.
Аргон газообразный и жидкий.
|
|
Электроды
для контактной сварки
|
ГОСТ
14111-77. Электроды прямые электросварочных контактных точечных машин.
Технические условия.
|
справочное
Таблица
1
|
Способ сварки
|
Тип сварочных аппаратов
|
Тип источников питания
|
|
Автоматическая
сварка под флюсом
|
ТС-17МУЗ,
ТС-32, АДС-1000-3(4, 5), АДФ-1001, АДФ-1002, АДФ-1003, АДФ-1602, АДФ-1603,
АБСК, А-874Н, А1416
|
ВКСМ-1000
|
|
ВДУ-1001
|
|
ВДУ-1601
|
|
ВДУ-1201
|
|
ВДМ-1001
|
|
ВДМ-1601
|
|
ВД-502
|
|
ТДФ-1001
|
|
ТДФ-1601
|
|
ТДФЖ-2002УЗ
|
|
Автоматическая
двухдуговая сварка под флюсом
|
А-639,
А-1412У4, ДТС-38
|
То
же
|
|
Полуавтоматическая
в защитном газе и самозащитными проволоками
|
А-1197П,
А-765, А-1230М, А-1035М, А-1503, ПДГ-502, ПДГ-504, ПДГ-508, ПДГ-306УЗ,
ПДГ-504У4
|
ВДГ-302,
ВДУ-305, ВДУ-504, ВДГ-601, ВДУ-1601, ПСГ-500, ВДУМ-4х401УЗ, ВДМ-1601,
ВМГ-5000
|
|
Ручная
электродуговая
|
|
ВД-303,
ВД-502
|
|
ВДУ-305,
ВДУ-504-1
|
|
ВДУ-504,
ТД-300
|
|
ТД-500,
ПСО-300
|
|
ПСО-315,
ПД-305У2
|
|
ПД-500,
ПД-502
|
|
Многопостовые
источники питания ВДУМ-4х401УЗ ВКСМ-1000, ВДМ-1601 или ВМГ-5000 с балластными
реостатами РБ-301, РБ-501, РБГ-501
|
Таблица
2
Оборудование
для контактной точечной сварки
|
Тип машины
|
Максимальная толщина свариваемых деталей из
малоуглеродистой стали, мм
|
Номинальная мощность машины при ПВ = 20 %, кВА
|
Номинальный сварочный ток, кА
|
Усилие на электродах, Н
|
Номинальный раствор электродов, мм
|
Номинальный вылет электродов, мм
|
Масса, кг
|
|
МТ-810
|
3,0 ¸ 3,0
|
20
|
8,0
|
3000
|
270
|
300
|
325
|
|
МТ-1217
|
1,5 ¸ 1,5
|
70
|
9,0
|
6300
|
370
|
500
|
750
|
|
МТ-1223
|
2,5 ¸ 2,5
|
85
|
12,5
|
16000
|
300
|
500
|
1150
|
|
МТ-1614
|
5,0 ¸ 5,0
|
90
|
16,0
|
6300
|
300
|
600
|
540
|
|
МТ-2002
|
4,0 ¸ 4,0
|
110
|
20
|
20000
|
200
|
1200
|
17700
|
|
МТ-2517
|
4,0 ¸ 4,0
|
225
|
14,0
|
12500
|
540
|
500
|
1150
|
|
МТ-4017
|
8,0 ¸ 8,0
|
495
|
4,0
|
25000
|
180
|
400
|
1430
|
справочное
Таблица
|
Вид сварки
|
Обозначение и наименование стандарта
|
|
Автоматическая
и полуавтоматическая под флюсом
|
ГОСТ 8713-70.
Швы сварных соединений. Автоматическая и полуавтоматическая сварка под
флюсом. Основные типы и конструктивные элементы.
|
|
ГОСТ 11533-75.
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения
сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и
размеры.
|
|
Полуавтоматическая
сварка в защитном газе проволокой сплошного сечения
|
ГОСТ 14771-76.
Швы сварных соединений. Электродуговая сварка в защитных газах.
|
|
Контактная
точечная сварка
|
ГОСТ 15878-70.
Соединения сварные, выполненные контактной сваркой. Основные типы и
конструктивные элементы.
|
|
Ручная
электродуговая сварка, полуавтоматическая сварка в защитном газе порошковой
проволокой и сварка самозащитной проволокой
|
ГОСТ 5264-69.
Швы сварные соединений. Ручная дуговая сварка. Основные типы и конструктивные
элементы
|
|
ГОСТ 11534-75.
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные
типы, конструктивные элементы и размеры.
|
(Измененная
редакция, Изм. № 1).
рекомендуемое
Таблица 1
|
Условное обозначение шва сварного соединения по ГОСТ 8713-70
|
Толщина листа, мм
|
Режимы сварки
|
|
число прохода с каждой стороны
|
диаметр электрода
|
Сварочный ток, А
|
Напряжение дуги, В
|
Скорость подачи проволоки, м/час
|
Скорость сварки, м/час
|
|
С2
|
2
|
1
|
2
|
190 - 200
|
26 - 28
|
77 - 80
|
55 - 60
|
|
3
|
290 - 300
|
26 - 28
|
126 - 142
|
40 - 45
|
|
4
|
290 - 310
|
39 - 40
|
126 - 142
|
25 - 30
|
|
3
|
380 - 400
|
28 - 30
|
83
|
60 - 65
|
|
4
|
425 - 450
|
30 - 32
|
52
|
65 - 70
|
|
5
|
3
|
420 - 450
|
30 - 32
|
95 - 103
|
62 - 68
|
|
4
|
480 - 520
|
32 - 34
|
57 - 63
|
59 - 61
|
|
6
|
4
|
400 - 450
|
32 - 34
|
52 - 56
|
40 - 42
|
|
5
|
550 - 600
|
32 - 34
|
49 - 52
|
47 - 50
|
|
8
|
4
|
500 - 550
|
32 - 34
|
73 - 75
|
37 - 40
|
|
5
|
550 - 600
|
32 - 34
|
49 - 52
|
43 - 48
|
|
10
|
4
|
550 - 600
|
36 - 38
|
81 - 83
|
29 - 35
|
|
5
|
650 - 700
|
34 - 36
|
56 - 57
|
40 - 48
|
|
12
|
4
|
580 - 630
|
36 - 38
|
83 - 87
|
29 - 32
|
|
5
|
700 - 750
|
36 - 38
|
62 - 64
|
36 - 38
|
|
14
|
4
|
600 - 650
|
36 - 38
|
95 - 103
|
29 - 30
|
|
5
|
730 - 780
|
38 - 40
|
64 - 69
|
32 - 35
|
|
16
|
4
|
700 - 750
|
38 - 40
|
103 - 108
|
25 - 27
|
|
5
|
750 - 800
|
38 - 40
|
73 - 75
|
28 - 32
|
|
18
|
4
|
700 - 750
|
38 - 40
|
103 - 108
|
25 - 28
|
|
5
|
800 - 850
|
38 - 40
|
81 - 83
|
28 - 30
|
|
20
|
4
|
700 - 750
|
36 - 38
|
103 - 108
|
23 - 25
|
|
5
|
830 - 880
|
38 - 40
|
83 - 88
|
24 - 28
|
|
22
|
4
|
870 - 920
|
38 - 40
|
139 - 142
|
23 - 25
|
|
5
|
900 - 950
|
40 - 42
|
95 - 103
|
21 - 25
|
|
С31
С32
|
24
|
1
|
4
|
780 - 830
|
36 - 38
|
108 - 111
|
19 - 23
|
|
5
|
900 - 950
|
40 - 42
|
95 - 103
|
19 - 22
|
|
26
|
4
|
830 - 860
|
36 - 38
|
120 - 123
|
18 - 20
|
|
5
|
900 - 950
|
40 - 42
|
95 - 103
|
16 - 19
|
|
30
|
2
|
4
|
850 - 900
|
38 - 40
|
123 - 135
|
16 - 19
|
|
5
|
850 - 900
|
40 - 42
|
83 - 88
|
18 - 20
|
|
32
|
4
|
850 - 900
|
40 - 42
|
139 - 142
|
16 - 19
|
|
5
|
850 - 900
|
40 - 42
|
83 - 88
|
15 - 16
|
|
34
|
4
|
850 - 900
|
40 - 42
|
139 - 142
|
15 - 16
|
|
5
|
850 - 900
|
40 - 42
|
83 - 88
|
14 - 15
|
|
36
|
3
|
4
|
850 - 900
|
40 - 42
|
133 - 142
|
21 - 24
|
|
2
|
5
|
900 - 950
|
40 - 42
|
95 - 103
|
16 - 18
|
|
38
|
3
|
4
|
850 - 900
|
40 - 42
|
139 - 142
|
19 - 27
|
|
2
|
5
|
900 - 950
|
40 - 42
|
95 - 103
|
15 - 16
|
|
40
|
3
|
4
|
900 - 950
|
40 - 42
|
142 - 164
|
16 - 19
|
|
2
|
5
|
900 - 950
|
40 - 42
|
95 - 103
|
15 - 18
|
|
50
|
3
|
4
|
900 - 950
|
40 - 42
|
142 - 164
|
16 - 19
|
|
5
|
900 - 950
|
40 - 42
|
95 - 103
|
15 - 18
|
|
60
|
5
|
4
|
900 - 950
|
40 - 42
|
142 - 164
|
16 - 19
|
|
5
|
900 - 950
|
40 - 42
|
95 - 103
|
15 - 18
|
Примечания: 1. Сварку производить постоянным током обратной
полярности.
2. Вылет электрода от 35 до 45 мм.
|
Условное обозначение шва сварного соединения по
|
Толщина листа, мм
|
К-во проходов
|
Диаметр электрода, мм
|
Сварочный ток, А
|
Напряжение дуги, В
|
Скорость подачи проволоки, м/ч
|
Скорость сварки, м/ч
|
|
с первой стороны
|
со второй
стороны
|
|
С 38А
|
25
|
1
|
1
|
5
|
1000 - 1100
|
44 - 46
|
95 - 108
|
16
|
|
30
|
1
|
1
|
|
35
|
1
|
1
|
|
40
|
1
|
2
|
|
С 38Б
|
45
|
1
|
2
|
|
50
|
2
|
2
|
|
60
|
2
|
2
|
|
70
|
3
|
3
|
|
80
|
4
|
4
|
|
С 38В
|
25
|
1
|
1
|
5
|
900 - 950
|
40 - 42
|
95
|
16
|
|
30
|
1
|
1
|
|
40
|
2
|
2
|
|
50
|
3
|
2
|
|
60
|
3
|
2
|
Примечание: 1. Для швов С 38А первый проход выполнять со
стороны противоположной фаске.
2. Сварку низколегированных сталей повышенной
прочности, к сварным соединениям которых
предъявляются требования по хладостойкости, производить с разделкой кромок
С38В.
Таблица 2
Режимы
автоматической сварки под флюсом стыковых соединений сталей класса прочности
С60/45 и выше и конструкций северного исполнения из низколегированных сталей.
|
Условное обозначение шва сварного соединения по ГОСТ 8713-70
|
Толщина металла, мм
|
Количество проходов с каждой стороны
|
Режимы сварки
|
|
Диаметр электрода, мм
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
скорость сварки, м/час
|
|
С2
|
8
|
1
|
4
|
500 - 550
|
32 - 34
|
73 - 75
|
37 - 40
|
|
5
|
550 - 600
|
32 - 34
|
49 - 55
|
43 - 48
|
|
12
|
4
|
580 - 630
|
36 - 38
|
83 - 87
|
29 - 32
|
|
5
|
700 - 750
|
36 - 38
|
62 - 64
|
36 - 38
|
|
16
|
4
|
700 - 750
|
38 - 40
|
103 - 108
|
25 - 27
|
|
5
|
750 - 800
|
36 - 40
|
73 - 75
|
28 - 32
|
|
20
|
4
|
700 - 750
|
36 - 38
|
103 - 108
|
23 - 25
|
|
5
|
830 - 880
|
38 - 40
|
83 - 88
|
24 - 28
|
|
С31
|
25
|
2
|
4
|
700 - 750
|
38 - 40
|
103 - 108
|
24 - 26
|
|
5
|
800 - 850
|
38 - 40
|
81 - 83
|
29 - 31
|
|
30
|
3
|
4
|
700 - 750
|
38 - 40
|
103 - 108
|
26 - 28
|
|
5
|
800 - 850
|
38 - 40
|
81 - 83
|
30 - 34
|
|
С32
|
40
|
4
|
4
|
700 - 750
|
38 - 40
|
103 - 108
|
21 - 23
|
|
5
|
800 - 850
|
38 - 40
|
81 - 83
|
27 - 29
|
|
50
|
5
|
4
|
700 - 750
|
38 - 40
|
103 - 108
|
18 - 19
|
|
5
|
800 - 850
|
38 - 40
|
81 - 83
|
22 - 24
|
Примечания: 1. Сварку производить постоянным током обратной
полярности.
2. Вылет электрода от 35 до 45 мм.
(Измененная редакция, Изм. № 1).
Таблица
3
Режимы
автоматической сварки с ППМ стыковых соединений сталей класса прочности до
С60/45 включительно
|
Эскиз подготовленного соединения и выполненного шва
|
Толщина металла, мм
|
Диаметр электрода, мм
|
Режимы сварки
|
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
скорость сварки, м/час
|
|

|
22
|
4
|
780 - 830
|
36 - 38
|
108 - 111
|
23 - 25
|
|
5
|
880 - 930
|
38 - 40
|
93 - 97
|
24 - 25
|
|
24
|
4
|
830 - 860
|
36 - 38
|
120 - 123
|
19 - 22
|
|
5
|
880 - 930
|
38 - 40
|
93 - 97
|
21 - 23
|
|
26
|
4
|
850 - 900
|
38 - 40
|
129 - 135
|
19 - 22
|
|
5
|
880 - 930
|
38 - 40
|
93 - 97
|
20 - 22
|
|
28
|
4
|
850 - 900
|
38 - 40
|
129 - 135
|
19 - 22
|
|
5
|
900 - 950
|
40 - 42
|
95 - 103
|
18 - 20
|
|
30
|
4
|
870 - 920
|
40 - 42
|
139 - 142
|
15 - 16
|
|
5
|
1050 - 1100
|
40 - 42
|
103 - 108
|
18 - 19
|
|
32
|
4
|
870 - 920
|
40 - 42
|
139 - 142
|
15 - 16
|
|
5
|
1050 - 1100
|
42 - 44
|
103 - 108
|
18 - 19
|
|
36
|
4
|
870 - 920
|
40 - 42
|
133 - 142
|
12 - 15
|
|
5
|
1050 - 1100
|
42 - 44
|
103 - 108
|
15 - 18
|
Примечания: 1. Сварку производить постоянным током обратной
полярности.
2. Вылет электрода от 35 до 45 мм.
Таблица 4
Режимы
автоматической односторонней сварки стыковых соединений на флюсо-медной
подкладке сталей класса прочности до С52/40 включительно
|
Эскиз подготовленного соединения и выполненного шва
|
Толщина металла, мм
|
Флюсо-медная подкладка
|
Диаметр электрода, мм
|
Режим сварки
|
|
|
кол-во проходов
|
сварочный ток, А
|
напряжение на дуге, В
|
скорость подачи проволоки, м/час
|
скорость сварки, м/час
|
|
|
толщина слоя флюса на подкладке, мм
|
усилие поджатия подкладки, кг/см2
|
|
|


|
4
|
3 - 4
|
1,0
|
3
|
1
|
475 - 525
|
30 - 32
|
115 - 125
|
40 - 44
|
|
|
5
|
525 - 575
|
32 - 34
|
135 - 145
|
38 - 42
|
|
|
6
|
4
|
550 - 600
|
36 - 38
|
81 - 83
|
30 - 34
|
|
|
8
|
580 - 610
|
36 - 38
|
83 - 87
|
27 - 31
|
|
|
10
|
1,2
|
650 - 700
|
36 - 38
|
87 - 95
|
25 - 28
|
|
|
12
|
700 - 750
|
36 - 38
|
103 - 108
|
20 - 24
|
|
|
14
|
1,5
|
780 - 830
|
38 - 40
|
108 - 111
|
18 - 20
|
|
|
16
|
830 - 860
|
38 - 40
|
120 - 123
|
15 - 17
|
|
|
18
|
4
|
1,5
|
830 - 860
|
38 - 40
|
120 - 123
|
13 - 15
|
|
|
20
|
870 - 920
|
38 - 40
|
120 - 123
|
13 - 15
|
|
|
25
|
2
|
870 - 920
|
38 - 40
|
120 - 123
|
11 - 13
|
|
Примечания: 1. Высота засыпаемого слоя ППМ для металла толщиной
18 мм - 15 мм; для металла толщиной 20 мм - 18 мм; для металла толщиной 25 мм;
перед первым проходом - 20 мм, перед вторым проходом ППМ засыпается заподлицо с
поверхностью листа.
2. Сварку производить постоянным током обратной
полярности.
3. Вылет электрода от 35 до 45 мм.
Таблица 5
Режимы
автоматической двухдуговой сварки под флюсом стыковых соединений сталей класса
прочности до С46/33 включительно
|
Эскиз подготовленного соединения и выполненного шва
|
Толщина металла, мм
|
Режим сварки
|
|
диаметр электрода, мм
|
первая дуга
|
вторая дуга
|
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
диаметр электрода, мм
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, мм
|
скорость сварки, м/час
|
|

|
20
|
4
|
840 - 890
|
36 - 38
|
139 - 142
|
4
|
870 - 920
|
40 - 44
|
139 - 142
|
50 - 55
|
|
5
|
900 - 1000
|
36 - 40
|
110 - 130
|
5
|
800 - 850
|
36 - 42
|
81 - 83
|
60 - 65
|
|
22
|
4
|
840 - 890
|
36 - 38
|
139 - 142
|
4
|
870 - 920
|
40 - 44
|
139 - 142
|
50 - 55
|
|
5
|
900 - 1000
|
36 - 130
|
110 - 130
|
5
|
800 - 850
|
38 - 42
|
81 - 83
|
55 - 60
|
|
24
|
4
|
840 - 890
|
36 - 38
|
139 - 142
|
4
|
870 - 920
|
40 - 44
|
139 - 142
|
43 - 47
|
|
5
|
900 - 1000
|
36 - 40
|
110 - 130
|
5
|
800 - 850
|
38 - 42
|
81 - 83
|
45 - 50
|
|
26
|
4
|
1000 - 1050
|
36 - 38
|
142 - 160
|
4
|
870 - 920
|
40 - 44
|
139 - 142
|
39 - 43
|
|
5
|
1000 - 1100
|
38 - 42
|
125 - 145
|
5
|
800 - 850
|
38 - 42
|
81 - 83
|
45 - 50
|
|
28
|
4
|
1000 - 1050
|
36 - 38
|
142 - 160
|
4
|
870 - 920
|
40 - 44
|
139 - 142
|
37 - 40
|
|
5
|
1000 - 1100
|
38 - 42
|
125 - 145
|
5
|
900 - 950
|
38 - 42
|
95 - 103
|
40 - 45
|
|
30
|
4
|
1050 - 1100
|
38 - 40
|
160 - 170
|
4
|
1000 - 1050
|
42 - 46
|
142 - 160
|
30 - 35
|
|
5
|
1100 - 1200
|
40 - 44
|
135 - 155
|
5
|
900 - 950
|
40 - 44
|
95 - 103
|
35 - 40
|
|
32
|
4
|
1050 - 1100
|
40 - 44
|
160 - 170
|
4
|
1000 - 1050
|
42 - 46
|
142 - 160
|
25 - 30
|
|
5
|
1100 - 1200
|
40 - 44
|
135 - 155
|
5
|
900 - 950
|
40 - 44
|
95 - 103
|
30 - 35
|
|
34
|
4
|
1150 - 1200
|
40 - 44
|
175 - 190
|
4
|
1000 - 1050
|
42 - 46
|
142 - 160
|
25 - 30
|
|
5
|
1200 - 1300
|
40 - 44
|
150 - 170
|
5
|
900 - 950
|
40 - 44
|
95 - 103
|
30 - 35
|
|

|
36
|
4
|
1250 - 1300
|
42 - 46
|
190 - 210
|
4
|
1000 - 1050
|
42 - 46
|
142 - 160
|
20 - 25
|
|
5
|
1300 - 1400
|
40 - 44
|
160 - 180
|
5
|
950 - 1000
|
44 - 46
|
103 - 110
|
25 - 30
|
|
38
|
4
|
1350 - 1450
|
42 - 46
|
220 - 240
|
4
|
1000 - 1050
|
42 - 46
|
142 - 160
|
20 - 25
|
|
5
|
1400 - 1500
|
40 - 44
|
175 - 200
|
5
|
950 - 1000
|
42 - 46
|
103 - 110
|
25 - 30
|
|
40
|
4
|
1350 - 1450
|
42 - 46
|
220 - 240
|
4
|
1000 - 1050
|
42 - 46
|
142 - 160
|
15 - 20
|
|
5
|
1400 - 1500
|
40 - 44
|
175 - 200
|
5
|
950 - 1000
|
42 - 46
|
103 - 110
|
22 - 27
|
|

|
30
|
4
|
1050 - 1100
|
38 - 40
|
160 - 170
|
4
|
1000 - 1050
|
42 - 46
|
142 - 160
|
19 - 24
|
|
5
|
1100 - 1200
|
35 - 40
|
135 - 155
|
5
|
850 - 950
|
44 - 46
|
115 - 132
|
24 - 20
|
|
40
|
4
|
1250 - 1300
|
42 - 46
|
190 - 210
|
4
|
1000 - 1050
|
42 - 46
|
142 - 160
|
12 - 16
|
|
5
|
1150 - 1250
|
35 - 40
|
150 - 170
|
5
|
900 - 1000
|
44 - 46
|
125 - 145
|
16 - 21
|
|
50
|
4
|
1350 - 1450
|
42 - 46
|
220 - 240
|
4
|
1000 - 1050
|
42 - 46
|
142 - 160
|
12 - 14
|
|
5
|
1300 - 1450
|
40 - 45
|
170 - 190
|
5
|
900 - 1000
|
44 - 46
|
125 - 145
|
12 - 18
|
Примечания: 1. Сварку производить на первой дуге - переменным
током, на второй дуге - постоянным током
обратной полярности.
2. Углы наклона электродов от горизонтали составляют:
для первого электрода от 100 до 105° углом назад, для второго электрода - от 55
до 65° вперед.
3. Расстояние между электродами от 30 до 50 мм.
4. Вылет электродов от 50 до 60 мм.
Таблица 6
Режимы
автоматической сварки под флюсом тавровых соединений с обеспечением катета
заданной величины и полного провара стенки
|
Условное обозначение шва сварного соединения по ГОСТ 8713-70
|
Толщина листа, мм
|
Катет шва, мм
|
Режимы сварки
|
|
Количество проходов
|
диаметр электрода, мм
|
сварочный ток, А
|
напряжение дуги, В
|
Скорость подачи проволоки, м/час
|
скорость сварки, м/час
|
|
Т1
|
12
|
4
|
1
|
3
|
350 - 380
|
28 - 30
|
70 - 75
|
50 - 55
|
|
6
|
3
|
500 - 530
|
30 - 32
|
123 - 130
|
44 - 48
|
|
4
|
560 - 610
|
34 - 36
|
80 - 85
|
40 - 44
|
|
5
|
600 - 650
|
34 - 36
|
50 - 55
|
40 - 43
|
|
8
|
4
|
580 - 630
|
36 - 38
|
87 - 95
|
32 - 35
|
|
5
|
730 - 780
|
36 - 38
|
65 - 69
|
33 - 38
|
|
10
|
4
|
600 - 650
|
36 - 38
|
95 - 103
|
29 - 32
|
|
5
|
750 - 800
|
36 - 38
|
73 - 75
|
28 - 32
|
|
12
|
4
|
750 - 800
|
38 - 40
|
111 - 120
|
20 - 23
|
|
5
|
830 - 870
|
38 - 40
|
81 - 85
|
19 - 21
|
|
14
|
4
|
800 - 850
|
40 - 42
|
120 - 129
|
18 - 20
|
|
5
|
850 - 880
|
38 - 40
|
85 - 90
|
16 - 18
|
|
6
|
|
1
|
4
|
600 - 650
|
36 - 38
|
95 - 103
|
37 - 40
|
|
5
|
850 - 880
|
38 - 40
|
85 - 90
|
40 - 42
|
|
8
|
4
|
670 - 720
|
36 - 38
|
103 - 111
|
30 - 32
|
|
5
|
900 - 950
|
38 - 40
|
93 - 98
|
33 - 38
|
|
10
|
4
|
800 - 850
|
40 - 42
|
120 - 129
|
30 - 35
|
|
5
|
930 - 980
|
40 - 42
|
103 - 111
|
30 - 35
|
|
12
|
4
|
850 - 900
|
42 - 44
|
129 - 139
|
20 - 24
|
|
5
|
950 - 1000
|
40 - 44
|
111 - 120
|
22 - 27
|
|
Т10
|
14
|
1
|
4
|
750 - 800
|
38 - 40
|
111 - 120
|
20 - 23
|
|
5
|
920 - 970
|
38 - 40
|
95 - 103
|
22 - 24
|
|
16
|
4
|
800 - 850
|
40 - 42
|
120 - 129
|
18 - 20
|
|
5
|
930 - 980
|
40 - 42
|
103 - 111
|
20 - 22
|
|
18
|
4
|
800 - 850
|
40 - 42
|
120 - 129
|
18 - 20
|
|
5
|
930 - 980
|
40 - 42
|
103 - 111
|
20 - 22
|
|
20
|
4
|
850 - 900
|
40 - 42
|
129 - 135
|
15 - 18
|
|
5
|
980 - 1030
|
42 - 44
|
120 - 129
|
15 - 17
|
Примечания: 1. Сварку производить постоянным током обратной
полярности.
2. Вылет электрода от 35 до 45 мм.
Таблица 7
Режимы
двухдуговой автоматической сварки под флюсом тавровых соединений с обеспечением
катета заданной величины и полного провара стенки
|
Условное обозначение шва сварного соединения по ГОСТ 8713-70
|
Толщина металла, мм
|
Режимы сварки
|
Примечание
|
|
первая дуга
|
вторая дуга
|
скорость сварки, м/час
|
|
диаметр электрода, мм
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
диаметр электрода, мм
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
|
Т1
|
6
|
4
|
700 - 750
|
30 - 32
|
95 - 103
|
4
|
780 - 830
|
36 - 38
|
108 - 111
|
70 - 75
|
швы с частичным проваром стенки
|
|
5
|
650 - 700
|
36 - 38
|
65 - 75
|
5
|
650 - 700
|
40 - 44
|
55 - 58
|
85 - 95
|
|
8
|
4
|
700 - 750
|
30 - 32
|
95 - 103
|
4
|
780 - 830
|
36 - 38
|
108 - 111
|
65 - 70
|
|
5
|
750 - 800
|
36 - 38
|
80 - 90
|
5
|
650 - 700
|
40 - 44
|
55 - 58
|
40 - 80
|
|
10
|
4
|
750 - 800
|
32 - 34
|
108 - 111
|
4
|
850 - 900
|
38 - 40
|
129 - 135
|
60 - 65
|
|
5
|
850 - 900
|
38 - 40
|
95 - 105
|
5
|
650 - 700
|
40 - 44
|
55 - 58
|
50 - 60
|
|
12
|
4
|
820 - 870
|
32 - 34
|
129 - 135
|
4
|
850 - 900
|
38 - 40
|
129 - 135
|
55 - 60
|
|
5
|
950 - 1000
|
40 - 44
|
110 - 120
|
5
|
750 - 800
|
40 - 44
|
73 - 75
|
40 - 50
|
|
14
|
4
|
820 - 870
|
34 - 36
|
129 - 135
|
4
|
850 - 900
|
38 - 40
|
129 - 135
|
50 - 55
|
|
5
|
1050 - 1100
|
40 - 44
|
130 - 140
|
5
|
750 - 800
|
40 - 44
|
73 - 75
|
30 - 40
|
|
16
|
4
|
1000 - 1050
|
36 - 38
|
142 - 160
|
4
|
850 - 900
|
38 - 40
|
129 - 135
|
40 - 45
|
|
5
|
1150 - 1200
|
40 - 44
|
145 - 160
|
5
|
850 - 900
|
40 - 44
|
85 - 90
|
25 - 35
|
|
6
|
4
|
700 - 750
|
34 - 36
|
35 - 103
|
4
|
780 - 830
|
36 - 38
|
108 - 111
|
65 - 70
|
швы с полным проваром стенки
|
|
5
|
650 - 700
|
36 - 38
|
65 - 75
|
5
|
650 - 700
|
40 - 44
|
55 - 58
|
75 - 85
|
|
8
|
4
|
750 - 800
|
34 - 36
|
108 - 114
|
4
|
780 - 830
|
36 - 38
|
108 - 111
|
55 - 60
|
|
5
|
800 - 850
|
36 - 38
|
90 - 100
|
5
|
650 - 700
|
40 - 44
|
55 - 58
|
50 - 85
|
|
10
|
4
|
750 - 800
|
34 - 36
|
108 - 111
|
4
|
780 - 830
|
38 - 40
|
108 - 111
|
45 - 60
|
|
5
|
900 - 950
|
38 - 40
|
105 - 110
|
5
|
750 - 800
|
40 - 45
|
73 - 75
|
40 - 50
|
|
12
|
4
|
820 - 870
|
34 - 36
|
129 - 135
|
4
|
780 - 830
|
38 - 40
|
108 - 111
|
45 - 50
|
|
5
|
1050 - 1100
|
40 - 44
|
130 - 140
|
5
|
850 - 900
|
40 - 48
|
85 - 90
|
40 - 50
|
|
14
|
4
|
1000 - 1050
|
36 - 38
|
142 - 160
|
4
|
850 - 900
|
38 - 40
|
129 - 135
|
45 - 50
|
|
5
|
1200 - 1300
|
42 - 46
|
140 - 160
|
5
|
850 - 900
|
40 - 44
|
85 - 90
|
35 - 45
|
швы с полным проваром стенки
|
|
16
|
4
|
900 - 950
|
38 - 40
|
140 - 150
|
4
|
1000 - 1050
|
42 - 44
|
142 - 160
|
45 - 55
|
|
5
|
950 - 1000
|
40 - 44
|
110 - 120
|
5
|
950 - 1000
|
40 - 44
|
120 - 135
|
50 - 60
|
|
Т10
|
18
|
4
|
950 - 1000
|
40 - 42
|
145 - 155
|
4
|
1000 - 1050
|
42 - 44
|
142 - 160
|
30 - 40
|
|
5
|
1050 - 1100
|
42 - 44
|
130 - 140
|
5
|
950 - 1000
|
42 - 46
|
125 - 140
|
35 - 45
|
|
20
|
4
|
1000 - 1050
|
40 - 42
|
150 - 160
|
4
|
1000 - 1050
|
42 - 46
|
142 - 160
|
20 - 30
|
|
5
|
1150 - 1200
|
40 - 46
|
145 - 160
|
5
|
950 - 1000
|
42 - 46
|
125 - 140
|
30 - 40
|
Примечания: 1. Сварку производить: на первой дуге - переменным
током, на второй дуге - постоянным током обратной полярности.
2. Углы наклона электродов от горизонтали составляют:
для первого электрода от 100 до 105° углом назад,
для второго электрода от 55 до 65° углом вперед.
3. Вылет электрода от 50 до 60 мм.
Таблица 8
Режимы
автоматической сварки под флюсом тавровых соединений в угол с полным
проплавлением стенки
|
Условное обозначение шва сварного соединения по ГОСТ 8713-70
|
Толщина листа, мм
|
Режимы сварки
|
|
первый шов
|
второй шов
|
|
диаметр электрода, мм
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
скорость сварки, м/час
|
угол наклона электрода, град.
|
диаметр электрода, мм
|
сварочный ток, А
|
напряжение на дуге, В
|
скорость подачи проволоки, м/час
|
скорость сварки, м/час
|
угол наклона электрода, град.
|
|
Т1
|
6
|
3
|
430 - 450
|
32 - 34
|
88 - 93
|
33 - 35
|
30
|
3
|
450 - 470
|
32 - 34
|
38 - 102
|
33 - 36
|
30
|
|
450 - 470
|
32 - 34
|
98 - 102
|
33 - 35
|
470 - 520
|
32 - 34
|
110 - 115
|
33 - 36
|
|
8
|
470 - 520
|
32 - 34
|
110 - 115
|
33 - 35
|
520 - 550
|
34 - 36
|
123 - 128
|
33 - 35
|
|
530 - 570
|
34 - 36
|
140 - 145
|
33 - 35
|
520 - 650
|
34 - 36
|
158 - 162
|
33 - 35
|
Примечания: 1. Сварку производить постоянным током обратной
полярности.
2. Вылет электрода от 35 до 45 мм.
3. Сварочный флюс АН-60
Таблица 9
Режимы
автоматической сварки под флюсом тавровых соединений в угол с полным
проплавлением стенки
|
Условное обозначение шва сварного соединения по ГОСТ 8713-70
|
Толщина листа, мм
|
Режимы сварки
|
|
первый электрод
|
второй электрод
|
скорость сварки, м/час
|
расстояние между электродами, мм
|
|
диаметр электрода, мм
|
сварочный ток, А
|
напряжение на дуге, В
|
скорость подачи проволоки, м/час
|
угол наклона электрода, град.
|
род тока, полярность
|
диаметр электрода, мм
|
сварочный ток, А
|
напряжение на дуге, В
|
скорость подачи проволоки, м/час
|
угол наклона электрода, град.
|
род тока, полярность
|
|
Т10
|
14
|
3
|
680 - 720
|
34 - 38
|
188 - 210
|
23
|
постоянный обратная
|
2
|
320 - 340
|
32 - 34
|
265 - 298
|
35 - 40
|
постоянный прямая
|
40 - 43
|
65 - 70
|
|
3
|
680 - 720
|
34 - 38
|
188 - 210
|
23
|
3
|
420 - 460
|
34 - 36
|
155 - 165
|
35 - 40
|
43 - 37
|
90 - 95
|
|
16
|
3
|
680 - 720
|
34 - 38
|
188 - 210
|
23
|
2
|
360 - 380
|
32 - 34
|
298 - 332
|
35 - 40
|
40 - 43
|
65 - 70
|
|
3
|
680 - 720
|
34 - 38
|
188 - 210
|
23
|
3
|
460 - 500
|
34 - 36
|
185 - 195
|
35 - 40
|
43 - 47
|
90 - 95
|
|
14
|
3
|
680 - 720
|
34 - 38
|
188 - 210
|
23
|
3
|
500 - 520
|
36 - 40
|
139 - 145
|
35 - 40
|
переменный
|
43 - 47
|
90 - 95
|
|
16
|
3
|
680 - 720
|
34 - 38
|
188 - 210
|
23
|
3
|
520 - 550
|
36 - 40
|
142 - 159
|
35 - 40
|
43 - 47
|
90 - 95
|
|
18
|
3
|
720 - 750
|
36 - 40
|
210 - 336
|
23
|
3
|
550 - 570
|
36 - 40
|
159 - 173
|
35 - 40
|
43 - 47
|
90 - 95
|
Примечания: 1. Вылет для проволоки диаметром 3 мм составляет от
35 до 40 мм, для проволоки диаметром 2 мм - от 25 до 35 мм.
2. Сварочный флюс АН-60.
Таблица 10
Режимы
полуавтоматической сварки в защитном газе стыковых соединений
|
Положение шва в пространстве
|
Условное обозначение шва сварного соединения
|
Толщина металла, мм
|
Диаметр электрода, мм
|
Режим сварки первый и второй проходы
|
|
|
сварочный ток,
А
|
напряжение на дуге, В
|
скорость подачи проволоки, м/час
|
скорость сварки, м/час
|
|
|
для проволоки сплошного сечения
|
для порошковой проволоки
|
|
|
нижнее
|
С7
|
С4
|
3
|
1,2
|
170 - 190
|
22 - 24
|
370 - 380
|
35 - 40
|
|
|
1,4
|
180 - 200
|
24 - 26
|
280 - 290
|
38 - 43
|
|
|
1,6
|
220 - 240
|
25 - 27
|
290 - 300
|
49 - 54
|
|
|
4
|
1,2
|
210 - 230
|
24 - 26
|
480 - 490
|
40 - 45
|
|
|
1,4
|
210 - 230
|
24 - 26
|
350 - 360
|
43 - 48
|
|
|
1,6
|
260 - 230
|
26 - 28
|
355 - 365
|
54 - 59
|
|
|
5
|
1,2
|
290 - 310
|
24 - 26
|
725 - 735
|
39 - 44
|
|
|
1,4
|
290 - 310
|
27 - 29
|
550 - 570
|
43 - 48
|
|
|
1,6
|
330 - 350
|
27 - 29
|
485 - 495
|
45 - 50
|
|
|
2,0
|
370 - 390
|
28 - 30
|
295 - 305
|
44 - 49
|
|
|
2,2
|
340 - 360
|
27 - 29
|
280 - 300
|
42 - 47
|
|
|
6
|
1,2
|
310 - 330
|
25 - 27
|
795 - 805
|
40 - 45
|
|
|
1,4
|
310 - 330
|
26 - 28
|
610 - 620
|
45 - 50
|
|
|
1,6
|
370 - 390
|
28 - 30
|
555 - 565
|
50 - 55
|
|
|
2,0
|
390 - 410
|
29 - 31
|
335 - 345
|
48 - 93
|
|
|
2,2
|
390 - 410
|
29 - 31
|
355 - 365
|
50 - 53
|
|
|
7
|
1,2
|
310 - 330
|
25 - 27
|
795 - 805
|
24 - 29
|
|
|
1,4
|
310 - 330
|
26 - 28
|
515 - 625
|
35 - 40
|
|
|
1,6
|
410 - 430
|
29 - 31
|
615 - 625
|
45 - 50
|
|
|
2,0
|
440 - 460
|
31 - 33
|
430 - 440
|
50 - 55
|
|
|
2,2
|
440 - 460
|
31 - 33
|
415 - 425
|
48 - 53
|
|
|
8
|
1,2
|
310 - 330
|
25 - 27
|
795 - 805
|
23 - 28
|
|
|
1,4
|
310 - 330
|
26 - 28
|
615 - 625
|
35 - 40
|
|
|
1,6
|
410 - 430
|
29 - 31
|
615 - 625
|
45 - 50
|
|
|
2,0
|
440 - 460
|
31 - 33
|
430 - 440
|
50 - 55
|
|
|
2,2
|
440 - 460
|
31 - 35
|
415 - 425
|
45 - 50
|
|
|
9
|
1,2
|
310 - 330
|
25 - 27
|
795 - 805
|
19 - 24
|
|
|
1,4
|
310 - 330
|
26 - 28
|
615 - 625
|
29 - 34
|
|
|
1,6
|
410 - 430
|
29 - 31
|
615 - 625
|
38 - 43
|
|
|
2,0
|
440 - 460
|
31 - 33
|
430 - 440
|
40 - 45
|
|
|
10
|
1,2
|
310 - 330
|
25 - 27
|
795 - 805
|
18 - 33
|
|
|
1,4
|
310 - 330
|
26 - 28
|
615 - 625
|
29 - 34
|
|
|
1,6
|
410 - 430
|
29 - 31
|
615 - 625
|
35 - 40
|
|
|
2,0
|
440 - 460
|
31 - 33
|
430 - 440
|
53 - 38
|
|
|
вертикальное
|
С7
|
С4
|
3
|
1,2
|
110 - 120
|
19 - 21
|
250 - 260
|
40 - 45
|
|
|
1,4
|
120 - 140
|
20 - 22
|
170 - 180
|
43 - 48
|
|
|
4
|
1,2
|
120 - 140
|
20 - 22
|
280 - 300
|
50 - 55
|
|
|
1,4
|
120 - 140
|
21 - 23
|
170 - 180
|
40 - 45
|
|
|
5
|
1,2
|
140 - 160
|
22 - 24
|
330 - 350
|
40 - 45
|
|
|
1,4
|
140 - 160
|
22 - 24
|
180 - 200
|
30 - 35
|
|
|
6
|
1,2
|
150 - 170
|
22 - 24
|
350 - 370
|
25 - 30
|
|
|
1,4
|
150 - 170
|
22 - 24
|
200 - 220
|
22 - 28
|
|
|
7
|
1,2
|
170 - 190
|
23 - 25
|
370 - 390
|
25 - 30
|
|
|
1,4
|
170 - 190
|
23 - 25
|
250 - 270
|
22 - 28
|
|
|
8
|
1,2
|
180 - 200
|
24 - 25
|
420 - 440
|
24 - 29
|
|
|
1,4
|
180 - 200
|
24 - 26
|
280 - 290
|
20 - 25
|
|
|
9
|
1,2
|
180 - 200
|
24 - 26
|
420 - 440
|
22 - 26
|
|
|
1,4
|
180 - 200
|
24 - 26
|
280 - 290
|
18 - 23
|
|
|
10
|
1,2
|
180 - 200
|
24 - 26
|
420 - 440
|
15 - 20
|
|
|
1,4
|
180 - 200
|
24 - 26
|
280 - 290
|
14 - 19
|
|
Примечание:
Сварку производить током обратной полярности.
Таблица 11
Режимы
полуавтоматической сварки в защитном газе стыковых и угловых соединений
|
Положение шва в пространстве
|
Условное обозначение шва сварного соединения
|
Толщина металла, мм
|
Диаметр электрод да, мм
|
Режим сварки
|
|
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
скорость сварки, м/час
|
|
|
по ГОСТ 14771-76 для проволоки сплошного сечения
|
по ГОСТ 5264-89
для порошковой проволоки
|
|
|
С2 У4 У2
|
С4
|
|
|
нижнее
|
С2
|
С2
С3
|
2
|
1,2
|
170 - 190
|
22 - 24
|
370 - 380
|
65 - 70
|
45 - 50
|
|
|
1,4
|
180 - 200
|
24 - 26
|
280 - 290
|
70 - 75
|
50 - 55
|
|
|
1,6
|
220 - 240
|
25 - 24
|
290 - 300
|
90 - 95
|
63 - 68
|
|
|
3
|
1,2
|
170 - 130
|
22 - 24
|
370 - 380
|
30 - 35
|
20 - 25
|
|
|
1,4
|
180 - 200
|
24 - 26
|
280 - 290
|
35 - 40
|
25 - 30
|
|
|
1,6
|
220 - 240
|
26 - 28
|
290 - 300
|
45 - 50
|
32 - 35
|
|
|
4
|
1,2
|
210 - 230
|
24 - 26
|
480 - 490
|
38 - 43
|
28 - 33
|
|
|
1,4
|
210 - 230
|
24 - 26
|
350 - 360
|
40 - 45
|
30 - 35
|
|
|
1,6
|
260 - 280
|
26 - 28
|
355 - 365
|
50 - 55
|
38 - 43
|
|
|
У4
|
У2
У3
|
5
|
1,2
|
290 - 310
|
24 - 26
|
725 - 735
|
40 - 45
|
25 - 30
|
|
|
1,4
|
290 - 310
|
27 - 29
|
560 - 570
|
45 - 50
|
28 - 33
|
|
|
1,6
|
330 - 350
|
27 - 29
|
485 - 495
|
50 - 50
|
30 - 35
|
|
|
2,0
|
370 - 390
|
28 - 30
|
295 - 305
|
48 - 53
|
28 - 33
|
|
|
2,2
|
340 - 360
|
27 - 29
|
290 - 300
|
45 - 50
|
27 - 32
|
|
|
6
|
1,2
|
310 - 330
|
25 - 27
|
795 - 305
|
42 - 47
|
25 - 30
|
|
|
1,4
|
310 - 330
|
26 - 28
|
610 - 620
|
47 - 52
|
28 - 33
|
|
|
1,6
|
370 - 390
|
28 - 30
|
555 - 565
|
52 - 57
|
31 - 36
|
|
|
2,0
|
390 - 410
|
29 - 31
|
535 - 345
|
52 - 57
|
30 - 35
|
|
|
2,2
|
390 - 410
|
29 - 31
|
355 - 365
|
52 - 57
|
30 - 35
|
|
|
7
|
1,2
|
310 - 330
|
25 - 27
|
795 - 805
|
-
|
22 - 27
|
|
|
1,4
|
310 - 330
|
26 - 28
|
615 - 625
|
20 - 25
|
|
|
1,6
|
410 - 430
|
29 - 31
|
615 - 625
|
25 - 30
|
|
|
2,0
|
440 - 460
|
31 - 33
|
430 - 440
|
28 - 33
|
|
|
2,2
|
440 - 460
|
31 - 33
|
415 - 425
|
27 - 32
|
|
|
8
|
1,2
|
310 - 330
|
25 - 27
|
795 - 805
|
-
|
20 - 25
|
|
|
1,4
|
310 - 330
|
26 - 28
|
615 - 625
|
18 - 23
|
|
|
1,6
|
410 - 430
|
29 - 31
|
615 - 625
|
19 - 24
|
|
|
2,0
|
440 - 460
|
31 - 33
|
430 - 440
|
23 - 28
|
|
|
2,2
|
440 - 460
|
31 - 33
|
415 - 425
|
20 - 25
|
|
|
Вертикальное
|
С2
С5
У4
|
С2
С3
У2
У3
|
2
|
1,2
|
110 - 120
|
19 - 21
|
250 - 260
|
40 - 45
|
30 - 35
|
|
|
1,4
|
120 - 140
|
20 - 22
|
170 - 180
|
42 - 47
|
32 - 37
|
|
|
3
|
1,2
|
120 - 140
|
20 - 22
|
280 - 300
|
21 - 26
|
15 - 20
|
|
|
1,4
|
120 - 140
|
21 - 23
|
170 - 180
|
23 - 28
|
17 - 22
|
|
|
4
|
1,2
|
140 - 160
|
22 - 24
|
330 - 350
|
25 - 31
|
19 - 24
|
|
|
1,4
|
140 - 160
|
22 - 24
|
180 - 200
|
20 - 25
|
15 - 20
|
|
|
5
|
1,2
|
150 - 170
|
22 - 24
|
350 - 370
|
20 - 25
|
12 - 17
|
|
|
1,4
|
150 - 170
|
22 - 24
|
200 - 220
|
16 - 21
|
10 - 15
|
|
|
6
|
1,2
|
170 - 190
|
23 - 25
|
370 - 390
|
20 - 25
|
10 - 15
|
|
|
1,4
|
170 - 190
|
23 - 25
|
250 - 270
|
18 - 23
|
11 - 16
|
|
|
7
|
1,2
|
180 - 200
|
24 - 26
|
420 - 440
|
|
11 - 16
|
|
|
1,4
|
180 - 200
|
24 - 26
|
280 - 290
|
|
9 - 14
|
|
|
8
|
1,2
|
180 - 200
|
24 - 26
|
420 - 440
|
|
10 - 15
|
|
|
1,4
|
180 - 200
|
24 - 26
|
280 - 290
|
|
9 - 14
|
|
Примечание:
Сварку производить постоянным током обратной полярности
Таблица 12
Режимы
полуавтоматической сварки в защитном газе тавровых соединений
|
Положение шва в пространстве
|
Условное обозначение шва сварного соединения по ГОСТ 14771-76, ГОСТ 5264-69
|
Диаметр электрода, мм
|
Режим сварки
|
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
|
Нижнее
|
Т1
|
1,2
|
310 - 330
|
26 - 28
|
795 - 805
|
|
1,4
|
310 - 330
|
24 - 26
|
610 - 620
|
|
1,6
|
370 - 390
|
28 - 30
|
555 - 565
|
|
2,0
|
400 - 450
|
32 - 34
|
360 - 380
|
|
2,2
|
400 - 450
|
32 - 34
|
380 - 420
|
|
Вертикальное
|
1,2
|
160 - 180
|
22 - 24
|
300 - 320
|
|
1,4
|
160 - 180
|
23 - 25
|
220 - 240
|
Примечание:
Сварку производить постоянным током обратной полярности.
Таблица 13
Режимы
полуавтоматической многопроходной сварки в защитном газе
|
Положение шва в пространстве
|
Условное обозначение шва сварного соединения
|
Диаметр электрода, мм
|
Первый проход
|
Второй и последующие проходы
|
|
по ГОСТ 14771-76 для проволоки сплошного сечения
|
по ГОСТ 5264-69
для порошковой проволоки
|
сварочный ток,
А
|
напряжение дуги,
В
|
скорость подачи проволоки, м/час
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
|
Нижнее
|
С8,
С12, С15, С17, С19, С21, С25, У7, У8, У10
|
С5,
С8, С11, С15, С18, С21, У7, У8, У10
|
1,2
|
170 - 190
|
22 - 24
|
370 - 380
|
310 - 330
|
26 - 28
|
795 - 805
|
|
1,4
|
180 - 200
|
24 - 26
|
280 - 290
|
310 - 330
|
24 - 26
|
610 - 620
|
|
1,6
|
260 - 280
|
26 - 28
|
355 - 365
|
370 - 390
|
28 - 30
|
555 - 565
|
|
2,0
|
280 - 300
|
28 - 32
|
240 - 250
|
400 - 450
|
32 - 34
|
360 - 380
|
|
2,2
|
280 - 320
|
26 - 28
|
260 - 280
|
400 - 450
|
32 - 34
|
380 - 420
|
|
Вертикальное
|
1,2
|
140 - 160
|
21 - 23
|
240 - 260
|
160 - 180
|
22 - 24
|
300 - 320
|
|
1,4
|
140 - 160
|
22 - 24
|
180 - 200
|
160 - 180
|
23 - 25
|
220 - 260
|
Примечание:
Сварку производить постоянным током обратной полярности.
Таблица 14
Режимы
полуавтоматической сварки самозащитной порошковой проволокой
|
Положение шва в пространстве
|
Условное обозначение шва сварного соединения по ГОСТ 5264-69
|
Толщина металла, мм
|
Диаметр электрода, мм
|
Режим сварки
|
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
|
Нижнее
|
С4
|
2 - 8
|
1,8
|
250 - 300
|
24 - 28
|
235
|
|
2,0
|
200 - 250
|
22 - 24
|
210
|
|
2,2
|
280 - 320
|
26 - 30
|
235
|
|
2,3
|
250 - 300
|
24 - 26
|
235
|
|
2,35
|
260 - 300
|
24 - 28
|
192
|
|
2,55
|
400 - 500
|
30 - 34
|
142
|
|
Вертикальное
|
1,8
|
150 - 180
|
21 - 24
|
178
|
|
2,0
|
150 - 200
|
22 - 24
|
88
|
|
2,2
|
150 - 180
|
21 - 24
|
159
|
|
2,3
|
140 - 170
|
20 - 22
|
142
|
|
2,35
|
150 - 220
|
22 - 24
|
142
|
|
2,55
|
300 - 400
|
26 - 30
|
112
|
Примечание:
Сварку производить постоянным током обратной полярности.
Таблица 15
Режимы
полуавтоматической сварки самозащитной порошковой проволокой тавровых
соединений
|
Положение шва в пространстве
|
Условное обозначение шва сварного соединения по ГОСТ 5264-69
|
Диаметр электрода, мм
|
Режим сварки
|
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
|
Нижнее
|
Т1
|
1,8
|
250 - 300
|
24 - 28
|
235
|
|
2,0
|
200 - 250
|
22 - 24
|
210
|
|
2,2
|
280 - 320
|
26 - 30
|
235
|
|
2,3
|
250 - 300
|
24 - 26
|
235
|
|
2,35
|
250 - 300
|
23 - 25
|
192
|
|
2,55
|
350 - 450
|
28 - 30
|
136
|
|
Вертикальное
|
1,8
|
150 - 180
|
21 - 22
|
178
|
|
2,0
|
140 - 170
|
20 - 22
|
142
|
|
2,2
|
150 - 180
|
21 - 22
|
159
|
|
2,3
|
140 - 170
|
20 - 22
|
142
|
|
2,35
|
150 - 200
|
20 - 22
|
142
|
|
2,55
|
300 - 400
|
26 - 30
|
112
|
Примечание:
Сварку производить постоянным током обратной полярности.
Таблица 16
Режимы
полуавтоматической многопроходной сварки самозащитной порошковой проволокой
стыковых и угловых соединений
|
Положение шва в пространстве
|
Условное обозначение шва сварного соединения по ГОСТ 5264-69
|
Диаметр электрода, мм
|
Первый проход
|
Второй и последующие проходы
|
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
сварочный ток, А
|
напряжение дуги, В
|
скорость подачи проволоки, м/час
|
|
Нижнее
|
С5,
С8, С11, С15, С18, С21, У7, У8, У10
|
1,8
|
150 - 200
|
21 - 24
|
178
|
250 - 300
|
24 - 28
|
235
|
|
2,0
|
150 - 200
|
20 - 21
|
142
|
200 - 250
|
22 - 24
|
210
|
|
2,2
|
150 - 200
|
21 - 24
|
159
|
280 - 320
|
26 - 30
|
235
|
|
2,3
|
150 - 200
|
21 - 22
|
142
|
250 - 300
|
24 - 26
|
236
|
|
2,35
|
180 - 200
|
22 - 24
|
88
|
400 - 450
|
27 - 31
|
298
|
|
2,55
|
200 - 250
|
23 - 25
|
142
|
500 - 530
|
30 - 35
|
435
|
|
Вертикальное
|
С5,
С15
|
1,8
|
150 - 180
|
21 - 24
|
178
|
150 - 180
|
21 - 24
|
178
|
|
2,0
|
140 - 170
|
20 - 21
|
142
|
180 - 200
|
21 - 23
|
188
|
|
2,2
|
150 - 180
|
21 - 24
|
159
|
150 - 180
|
21 - 24
|
159
|
|
2,3
|
140 - 170
|
20 - 22
|
142
|
230 - 270
|
28 - 24
|
210
|
|
2,35
|
160 - 200
|
20 - 22
|
88
|
180 - 200
|
22 - 24
|
88
|
|
2,55
|
200 - 240
|
23 - 25
|
112
|
250 - 300
|
23 - 26
|
142
|
Примечание:
Сварку производить постоянным током обратной полярности.
Таблица 17
Выбор
числа проходов при сварке многопроходных швов
|
Параметры
|
№ таблицы или чертежа
|
|
1.
Площадь наплавленного металла:
|
|
|
в
общем случае
|
таблица
18
|
|
при
номинальных значениях притупления и угла раскрытия фаски
|
черт.
1; 2; 3
|
|
2.
Площадь поперечного сечения наплавленного металла одного прохода
|
черт.
4; 5; 6
|
|
Рекомендуемые
площади поперечного сечения одного прохода в зависимости от положения шва в
пространстве
|
таблица
19
|
|
3.
Число проходов в шве
|
черт.
7
|
Примечание:
При сварке на режимах, указанных в таблицах 12, 13, 15, 16 количество проходов по ширине шва (в одном
слое шва) должно устанавливаться с учетом ширины разделки кромок соединения:
при ширине менее 20 мм один слой следует выполнять за один проход, при ширине
более 20 мм количество проходов в слое следует увеличить.
Определение
площади наплавленного металла
Выбор
площади наплавленного металла швов стыковых соединений в зависимости от толщины
листов и типа шва для проволок диаметром 1,2; 1,4; 1,6; 2,0 мм

Черт. 1
Выбор площади
наплавленного металла швов тавровых соединений в зависимости от катета шва

Черт. 2
Выбор площади
наплавленного металла швов тавровых соединений в зависимости от толщины листов
и типа шва
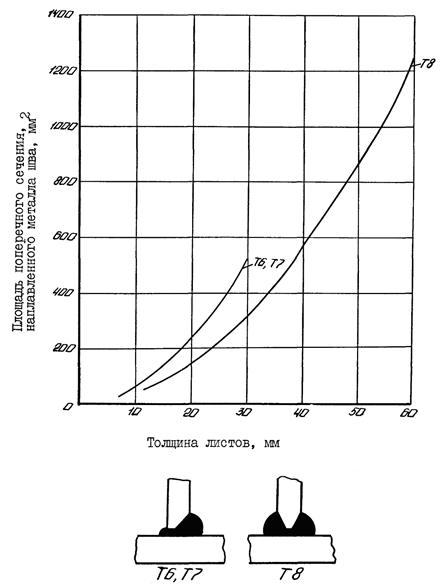
Черт. 3
Площадь
поперечного сечения прохода в зависимости от сварочного тока и скорости сварки,
мм2

а - для электрода диаметром 1,2 мм; б - для электрода
диаметром 1,4 мм.
Черт. 4
Площадь
поперечного сечения прохода в зависимости от сварочного тока и скорости сварки,
мм2

а - для электрода диаметром 1,6 мм; б - для электрода диаметром 2,0 мм.
Черт. 5
Площадь
поперечного сечения прохода в зависимости от сварочного тока и скорости сварки,
мм2

Для порошковой проволоки диаметром 2,2 мм
Черт. 6
Число
проходов в зависимости от площади поперечного сечения наплавленного металла шва
и отдельных проходов
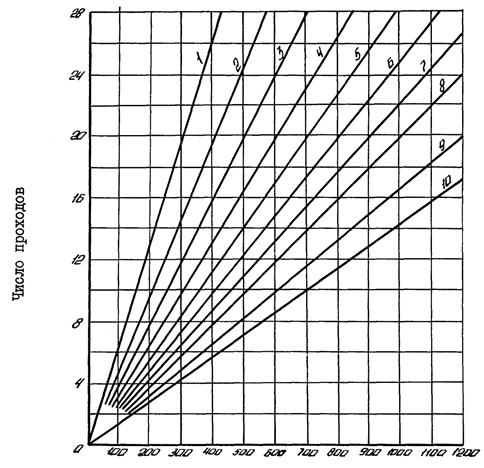
Площадь поперечного сечения наплавленного металла шва,
мм2
1; 2; 3; 4; 5; 6; 7; 8; 9; 10 - площади сечения
отдельных слоев шва
1 - F пр. = 15 мм2 2 - F пр.
= 20 мм2 3 - F пр. = 25 мм2
4 - F пр. = 30 мм2 5 - F пр.
= 35 мм 6 - F пр. = 40 мм2
7 - F пр. = 45 мм2 8 - F пр.
= 50 мм2 9 - F пр. = 60 мм2
10 - F пр. = 70 мм2
Черт.
7
Таблица 19
Рекомендуемые
площади сечений одного прохода
|
Толщина листа, мм
|
Положение шва в пространстве
|
Площадь поперечного сечения провода, мм2
|
|
при сварке проволокой диаметром 1,2 - 1,4 мм
|
при сварке проволокой диаметром 1,6 - 2,0 мм и
порошковой проволокой
|
|
первый проход
|
второй и последующие проходы
|
первый проход
|
второй и последующие проходы
|
|
от
6 до 10
|
нижнее
|
20 - 30
|
30 - 60
|
20 - 40
|
40 - 60
|
|
40 - 70
|
40 - 100
|
|
свыше
12
|
вертикальное
|
20 - 40
|
40 - 60
|
-
|
-
|
|
40 - 70
|
Таблица
20
Род
тока, полярность и пространственное положение в зависимости от марки электрода
|
Тип электрода по ГОСТ 9467-75
|
Марка электрода
|
Род тока, полярность
|
Пространственное положение
|
|
Э-42
|
АНО-6
|
Постоянный,
любая полярность; переменный
|
Любое
|
|
АНО-5
|
То
же
|
|
|
Э-42А
|
УОНИ
13/45
|
Постоянный,
обратная полярность
|
То же
|
|
СМ
11
|
Постоянный,
обратная полярность; переменный
|
|
|
УП
1/45
|
То
же
|
|
|
Э-46
|
АНО-3
|
Постоянный,
любая полярность; переменный
|
|
|
АНО-4
|
То
же
|
|
|
МР-3
|
Постоянный,
обратная полярность и переменный
|
|
|
ОЗС-4
|
То
же
|
Нижнее
|
|
Э-46А
|
АНО-8
|
То
же
|
То же
|
|
Э-50А
|
УОНИ
13/55
|
Постоянный,
обратная полярность
|
Любое
|
|
ДСК-50
|
Постоянный,
обратная полярность; переменный
|
То же
|
|
УП-2/55Ц
|
То
же
|
|
|
Э-60
|
УОНИ
13/65
|
Постоянный,
обратная полярность
|
Любое
|
|
Э-70
|
ЛКЗ-70
|
Постоянный,
обратная полярность; переменный
|
Нижнее
|
Таблица
21
Режимы
ручной электродуговой сварки в различных пространственных положениях
|
Марка электрода
|
Диаметр электрода, мм
|
Сварочный ток при положении шва в пространстве, А
|
|
нижнем
|
вертикальном
|
потолочном
|
|
АНО-6
|
3
|
100 - 150
|
90 - 120
|
90 - 130
|
|
4
|
160 - 210
|
150 - 180
|
130 - 180
|
|
5
|
180 - 270
|
150 - 180
|
-
|
|
6
|
280 - 350
|
-
|
-
|
|
АНО-5
|
4
|
160 - 230
|
130 - 160
|
130 - 160
|
|
5
|
190 - 300
|
130 - 170
|
-
|
|
6
|
270 - 380
|
-
|
-
|
|
УОНИ
13/45
|
3
|
80 - 100
|
60 - 80
|
70 - 90
|
|
УОНИ
13/55
|
4
|
130 - 160
|
100 - 130
|
120 - 140
|
|
5
|
170 - 200
|
140 - 160
|
-
|
|
6
|
210 - 240
|
-
|
-
|
|
СМ-11
|
3
|
100 - 130
|
90 - 130
|
90 - 110
|
|
ДСК-50
|
4
|
160 - 200
|
140 - 180
|
140 - 180
|
|
5
|
220 - 240
|
180 - 220
|
-
|
|
УП-1/45
|
3
|
100 - 130
|
100 - 130
|
90 - 110
|
|
4
|
140 - 160
|
140 - 160
|
140 - 160
|
|
5
|
160 - 250
|
160 - 210
|
-
|
|
АНО-3
|
3
|
100 - 140
|
90 - 110
|
100 - 120
|
|
АНО-4
|
4
|
170 - 200
|
140 - 160
|
140 - 170
|
|
5
|
200 - 270
|
150 - 170
|
-
|
|
6
|
270 - 320
|
-
|
-
|
|
МР-3
|
4
|
160 - 200
|
140 - 180
|
140 - 180
|
|
5
|
180 - 260
|
150 - 200
|
-
|
|
6
|
280 - 320
|
-
|
-
|
|
ОЗС-4
|
3
|
90 - 100
|
80 - 90
|
80 - 90
|
|
4
|
100 - 180
|
150 - 160
|
150 - 160
|
|
5
|
200 - 250
|
170 - 170
|
-
|
|
УП-2/55Ц
|
3
|
90 - 120
|
90 - 120
|
90 - 120
|
|
4
|
140 - 160
|
140 - 160
|
140 - 160
|
|
5
|
160 - 250
|
120 - 160
|
-
|
|
6
|
250 - 300
|
-
|
-
|
|
УОНИ
13/65
|
3
|
80 - 100
|
60 - 80
|
60 - 80
|
|
4
|
130 - 150
|
90 - 100
|
100 - 120
|
|
5
|
170 - 200
|
-
|
-
|
|
6
|
210 - 240
|
-
|
-
|
|
ЛКЗ-70
|
3
|
80 - 100
|
-
|
-
|
|
4
|
130 - 160
|
-
|
-
|
|
5
|
170 - 200
|
-
|
-
|
Таблица
22
Режимы
точечной сварки малоуглеродистых сталей
|
Толщина каждой детали, мм
|
Диаметр контактной поверхности электрода, мм
|
Режимы сварки
|
Минимальный диаметр литого ядра, мм
|
|
А
|
Б
|
В
|
|
усилие на электродах, Н
|
сварочный ток, кА
|
время сварки, с
|
усилие на электродах, Н
|
сварочный
ток, кА
|
время сварки, с
|
усилие на электродах, Н
|
сварочный ток, А
|
время сварки, с
|
|
0,6
|
4,0
|
1250
|
7,0
|
0,10
|
1000
|
6,0
|
0,10
|
1000
|
5,5
|
0,20
|
3,0
|
|
0,8
|
4,5
|
1800
|
9,0
|
0,12
|
1250
|
8,5
|
0,12
|
1250
|
7,0
|
0,30
|
3,5
|
|
1,0
|
5,0
|
2250
|
10,5
|
0,16
|
1500
|
9,5
|
0,20
|
1500
|
7,5
|
0,40
|
4,0
|
|
1,2
|
6,0
|
3000
|
11,5
|
0,20
|
1800
|
10,0
|
0,24
|
1800
|
8,0
|
0,44
|
4,5
|
|
1,5
|
6,5
|
3500
|
13,0
|
0,24
|
2500
|
10,5
|
0,30
|
2500
|
8,5
|
0,50
|
5,0
|
|
1,8
|
7,0
|
-
|
-
|
-
|
3000
|
11,5
|
0,40
|
3000
|
9,5
|
0,54
|
5,5
|
|
2,0
|
7,5
|
-
|
-
|
-
|
3500
|
12,5
|
0,44
|
3500
|
10,5
|
0,60
|
6,0
|
|
2,5
|
8,0
|
-
|
-
|
-
|
3500
|
13,5
|
0,50
|
3500
|
11,5
|
0,80
|
7,0
|
|
3,0
|
9,0
|
-
|
-
|
-
|
7000
|
17,5
|
0,52
|
7000
|
-
|
-
|
8,0
|
|
4,0
|
12,0
|
12000
|
20,0
|
1,2
|
8000
|
15,0
|
2,0
|
4000
|
11,0
|
3,0
|
10,5
|
|
5,0
|
13,0
|
15000
|
22,0
|
1,8
|
10000
|
16,5
|
3,0
|
5000
|
12,5
|
4,0
|
12,5
|
|
6,0
|
15,0
|
18000
|
23,5
|
2,4
|
12000
|
18,0
|
3,7
|
6000
|
13,5
|
4,5
|
14,0
|
|
7,0
|
17,0
|
20000
|
25,0
|
2,6
|
14000
|
19,0
|
4,0
|
7000
|
14,5
|
5,0
|
15,0
|
|
8,0
|
18,0
|
23000
|
26,0
|
2,8
|
15000
|
20,0
|
5,0
|
8000
|
15,0
|
6,0
|
16,0
|
Примечание:
При отработке параметров режимов точечной
сварки низколегированных сталей следует давление на электродах повышать на 20 -
30 % от рекомендуемых в таблице с соответствующей
корректировкой остальных параметров.
Таблица
23
Режимы
точечной многоимпульсной сварки малоуглеродистой и низколегированной сталей
|
Толщина каждой детали, мм
|
Радиус сферы электрода, мм
|
Усилие на электродах, Н
|
Число импульсов
|
Продолжительность паузы между импульсами, с
|
Продолжительность сварочного импульса, с
|
Сварочный
ток, кА
|
Диаметр электрода, мм
|
|
4
|
150
|
17000
|
6
|
0,14
|
0,5
|
26,6
|
30
|
|
6
|
150
|
23000
|
10
|
0,14
|
0,5
|
28,2
|
30
|
|
8
|
250
|
32000
|
14
|
0,14
|
0,54
|
32,0
|
30
|
|
10
|
250
|
35000
|
15
|
0,14
|
0,62
|
34,6
|
30
|
Примечание:
Сварка на пульсирующем режиме может выполняться
электродами как с плоской, так и со сферической контактной поверхностью
(последней отдается предпочтение).
справочное
|
ГОСТ
23055-78
|
Контроль неразрушающий. Сварка
металлов плавлением. Классификация сварных соединений по результатам
радиографического контроля
|
|
ГОСТ 3242-69
|
Швы сварных соединений. Методы
контроля качества
|
|
ГОСТ
7512-75
|
Контроль неразрушающий.
Соединения сварные. Радиографический метод
|
|
ГОСТ
14782-76
|
Контроль неразрушающий. Швы
сварные. Методы ультразвуковые.
|
|
СН 375-67
|
Инструкция по методам контроля,
применяемым при проверке качества сварных соединений стальных конструкций и
трубопроводов.
|
|
ВСН 338-74
|
Инструкция по ультразвуковой
дефектоскопии сварных соединений.
|
|
ММСС СССР
|
|
МСН 97-65
|
Инструкция по изготовлению
стальных конструкций из углеродистой и низколегированной ванной сталей
(раздел «Контроль сварных швов»).
|
|
ГМСС СССР
|
|
ГОСТ
12.3-003-75
|
Работы электросварочные. Общие
требования безопасности.
|
|
СНиП III-А.11-70
|
Техника безопасности в
строительстве
|
|
ВСН
347-75
|
Типовая инструкция по технике
безопасности при изготовлении сварных конструкций.
|
|
ММСС СССР
|
СОДЕРЖАНИЕ