ГОСТ 23855-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СЛИТКИ ЦИЛИНДРИЧЕСКИЕ
ИЗ АЛЮМИНИЕВОГО СПЛАВА АД31
Технические условия
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СЛИТКИ
ЦИЛИНДРИЧЕСКИЕ Технические условия Cylindrical ingots of aluminium alloy AD 31. |
ГОСТ |
Издание (июль 2003 г.) с
Изменениями № 1, 2, 3, утвержденными в мае 1984 г., ноябре 1987 г., мае 2002 г.
(ИУС 9-84, 2-88, 8-2002).
Постановлением Государственного комитета СССР по стандартам от 11 октября 1979 г. № 3912 дата введения установлена
01.01.80
Ограничение срока действия снято по протоколу 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
Настоящий стандарт распространяется на цилиндрические (сплошные и полые) слитки, отлитые методом полунепрерывного или непрерывного литья из алюминиевого сплава АД31, предназначенные для изготовления прутков, профилей, панелей, труб, проволоки, поковок и штамповок.
(Измененная редакция. Изм. № 3).
1. СОРТАМЕНТ
1.1. Диаметры сплошных слитков, предельные отклонения по ним должны соответствовать указанным в табл. 1.
Коды ОКП слитков указаны в приложении.
Таблица 1
|
Диаметр, мм |
Предельное отклонение, мм |
Расчетная теоретическая масса 1 м слитка, кг |
|
72 |
-2 |
11 |
|
82 |
14 |
|
|
92 |
18 |
|
|
100 |
21 |
|
|
110 |
26 |
|
|
125 |
33 |
|
|
140 |
42 |
|
|
160 |
54 |
|
|
190 |
77 |
|
|
215 |
-3 |
98 |
|
240 |
122 |
|
|
270 |
155 |
|
|
300 |
191 |
|
|
350 |
5 |
260 |
|
405 |
348 |
|
|
480 |
488 |
|
|
630 |
-10 |
841 |
|
770 |
1257 |
|
|
900 |
1717 |
|
|
1050 |
2337 |
1.2. Наружные диаметры полых слитков и предельные отклонения по диаметрам должны соответствовать указанным в табл. 2. Внутренние диаметры полых слитков и их предельные отклонения устанавливаются по согласованию изготовителя с потребителем.
Таблица 2
|
Предельное отклонение, мм |
Наружный диаметр слитка, мм |
Предельное отклонение, мм |
|
|
140 |
-2 |
350 |
-5 |
|
160 |
405 |
||
|
190 |
480 |
||
|
215 |
-3 |
630 |
-10 |
|
240 |
770 |
||
|
270 |
900 |
||
|
300 |
1050 |
1.1, 1.2. (Измененная редакция, Изм. № 1).
1.3. По согласованию изготовителя с потребителем допускается изготовление слитков промежуточных размеров, при этом предельные отклонения по диаметру для этих размеров принимаются такими же, как для ближайшего меньшего размера.
1.4. Слитки изготовляют с необточенной и обточенной поверхностями. Слитки, подвергаемые обточке на предприятии-потребителе, изготовляются с припусками по диаметру, величина которого определяется по согласованию изготовителя с потребителем.
1.5. Слитки изготовляют:
немерной длины - с необрезанными торцами;
мерной длины - с обрезанными или проточенными торцами. По согласованию изготовителя с потребителем слитки немерной длины изготовляют с обрезанными торцами.
1.4, 1.5. (Измененная редакция, Изм. № 1).
1.6. Длина слитков не должна превышать 6000 мм.
Предельные отклонения по длине не должны быть более:
для необрезных слитков - +80 мм,
для обрезных слитков диаметром:
|
до 200 мм включ. |
- |
+5 мм; |
|
св. 200 » 300 мм » |
- |
+7 мм; |
|
» 300 » 500 » |
- |
+10 мм; |
|
» 500 » 800 мм » |
- |
+12 мм; |
|
» 800 мм |
- |
+20 мм. |
(Измененная редакция, Изм. № 1, 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Слитки изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
Слитки изготовляют из алюминиевого сплава АД31 по ГОСТ 4784-97.
(Измененная редакция, Изм. № 1, № 3).
2.2. Содержание водорода в расплаве при литье слитков не должно превышать 0,3 см3 на 100 г металла.
2.3. Слитки подвергают термической обработке по согласованию с потребителем.
(Измененная редакция. Изм. № 3).
2.4. Поверхность слитков должна быть чистой, без надрывов, трещин, шлаковых и окисных включений, а также продуктов коррозии. На поверхности слитков не допускаются дефекты поверхности (наплывы, ликваты, вырубки и следы зачистки, раковины, неслитины, забоины), превышающие по глубине или высоте:
для слитков с нормальными требованиями к поверхности:
2 мм - при диаметре до 300 мм включ.;
3 мм - при диаметре более 300 мм;
для слитков с повышенными требованиями к поверхности:
1,5 мм - при диаметре до 300 мм включ.;
2 мм - при диаметре более 300 мм с 01.07.89.
В слитках, изготовленных без резки на части, допускаются дефекты поверхности и внутренней структуры донной части на расстоянии до 200 мм и литниковой части на расстоянии 100 мм от торцов.
(Измененная редакция, Изм. № 2).
2.5. Поверхность слитков после обточки должна быть чистой. На поверхности не допускаются раковины, трещины, надрывы, шлаковые и другие неметаллические включения. Шероховатость обработанной поверхности должна быть не менее Rz80 мкм. Чистота обработки внутренней поверхности полых слитков после обточки должна быть не менее Rz40 мкм.
На поверхности слитков после механической обработки не допускаются вмятины в количестве более четырех, следы зачистки более двух на каждый метр длины, по глубине превышающие:
для слитков диаметром до 190 мм включ. - 2 мм,
для слитков диаметром более 190 мм - 3 мм.
На внутренней поверхности обточенных полых слитков продольный след от резца по глубине не должен быть более 0,2 мм.
Следы от центров и зажимных устройств, образовавшиеся при механической обработке, по глубине не должны быть более:
для обточенных слитков диаметром до 190 мм включ. - 2 мм,
для обточенных слитков диаметром более 190 мм - 3 мм.
2.6. (Исключен, Изм. № 1).
2.7. Слитки должны быть плотными и однородными, не должны иметь раковин, трещин, расслоений, пористости, шлаковых, окисных и других посторонних включений.
2.7.1. На макрошлифах слитков не допускаются:
неметаллические включения площадью более 1 мм2; количество включений не должно превышать:
для слитков диаметром до 300 мм включ. - 3 шт.,
для слитков диаметром более 300 мм - 5 шт.;
светловины (кристаллы, обедненные легирующими элементами) площадью более 5 мм2 в количестве более двух;
поры площадью более 0,5 мм2 в количестве более трех.
Общее количество дефектов на одном макрошлифе для слитков диаметром до 300 мм включ. - не должно быть более трех, для слитков диаметром более 300 мм не должно быть более пяти.
2.8. Кривизна по длине слитка не должна быть более 5 мм на 1 м длины.
По требованию потребителя кривизна слитка не должна быть более 3 мм на 1 м длины.
(Измененная редакция, Изм. № 2).
2.9. Разностенность полых слитков и заготовок без механической обработки не должна быть более:
для слитков диаметром до 300 мм включ. - 2 мм;
для слитков диаметром более 300 мм - 3 мм.
2.10. Разностенность полых слитков после механической обработки не должна быть более:
для слитков диаметром до 300 мм включ. - 1 мм;
для слитков диаметром более 300 мм - 2 мм.
2.11. Косина реза сплошных слитков не должна быть более:
для слитков диаметром до 200 мм включ. - 3 мм;
для слитков диаметром более 200 до 300 мм включ. - 4 мм;
для слитков диаметром более 300 до 500 мм включ. - 5 мм;
для слитков диаметром более 500 мм - 8 мм.
2.12. Косина реза полых слитков не должна быть более:
для слитков диаметром до 200 мм включ. - 2 мм;
для слитков диаметром более 200 до 300 мм включ. - 3 мм;
для слитков диаметром более 300 до 500 мм включ. - 4 мм;
для слитков диаметром более 500 мм - 8 мм.
2.11-2.12. (Измененная редакция, Изм. № 1, 2).
2.13. (Исключен, Изм. № 3.)
2а. Требования безопасности
2а.1. Алюминии и его сплавы в виде слитков малотоксичны, пожаро- и взрывобезопасны.
2а.2. Алюминий и его сплавы относятся к веществам 3-го класса опасности по ГОСТ 12.1.007-76, ГОСТ 12.1.005-88 и при воздействии на организм являются умеренно опасными веществами преимущественно фиброгенного действия. При вдыхании ныли и паров алюминия и его сплавов могут поражаться верхние дыхательные пути и легкие, раздражаться слизистые носа, рта, глаз, а также развиваться экземы и дерматиты.
Предельно допустимая концентрация аэрозолей алюминия и его сплавов (в пересчете на алюминий) в воздухе рабочей зоны (ПДКр.з) - 2 мг/м3.
2а.3. Алюминий и его сплавы в виде слитков электропроводны, следует не допускать контакта продукции с проводами, находящимися под электрическим напряжением.
2а.4. В условиях производства необходимо соблюдать правила общей и личной гигиены и безопасности труда, избегать вдыхания пыли и паров расплавленного металла, попадания в глаза и на кожу. При работе следует применять средства индивидуальной защиты: респираторы - по ГОСТ 12.4.028-76, пылезащитную спецодежду - по ГОСТ 12.4.099-80 и ГОСТ 12.4.100-80, очки - по ГОСТ 12.4.013-85*. При работе со слитками из алюминия и алюминиевых сплавов на пунктах длительного хранения применение специальных средств защиты не требуется.
При переплаве слитков или переработке отходов должно быть обеспечено высушивание слитков и отходов алюминия и его сплавов перед загрузкой в плавильную печь.
___________
* На территории РФ действует ГОСТ Р 12.4.013-97.
2б. Требования охраны окружающей среды
2б.1. При соблюдении правил хранения и транспортирования алюминии и его сплавы и виде слитков не оказывают вредного воздействия на окружающую среду.
2б.2. Вредное воздействие на окружающую среду может происходить в результате сбросов и выбросов загрязняющих веществ в процессе производства, при возникновении чрезвычайных ситуаций (пожар, взрыв, наводнение).
При попадании алюминия и его сплавов в виде слитков в водоемы, при воздействии на них агрессивных веществ (кислота, щелочь) возможно выщелачивание алюминия с образованием алюминатов, оказывающих токсическое воздействие на флору и фауну.
2б.3. Среднесуточная предельно допустимая концентрация в воздухе населенных мест (ПДКсс) алюминия и его сплавов - не регламентирована, оксида алюминия (в пересчете на алюминий) - 0,01 мг/м3.
Предельно допустимая концентрация алюминия в воде водных объектов хозяйственно-питьевого и культурно-бытового пользования (ПДКв) - 0,5 мг/л.
Предельно допустимая концентрация алюминия в воде рыбохозяйственных водоемов (ПДКв.р.) - 0,04 мг/л.
2б.4. Некондиционную продукцию и отходы должны возвращать в производство (переплав)».
Разд. 2а, 26. (Введены дополнительно, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Слитки предъявляют к приемке партиями. Партия должна состоять из слитков одного размера одной или нескольких плавок.
По требованию потребителя масса партии должна быть не менее 2000 кг.
Партия слитков сопровождается документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку и термическую обработку сплава;
номер партии;
номера плавок;
массу партии;
количество слитков;
результаты определения химического состава каждой плавки и содержание водорода (для плавок, в которых оно определялось);
обозначение настоящего стандарта.
(Измененная редакция, Изм. № 1).
3.2. Контролю качества поверхности подвергают каждый слиток. Контролю размеров, кривизны и косины реза подвергают 10 % слитков от партии, но не менее двух слитков.
(Измененная редакция, Изм. № 2).
3.3. Контролю химического состава подвергают 3 %, но не менее двух слитков от каждой партии и одного слитка от каждой плавки.
Для контроля химического состава на предприятии-изготовителе отбирают пробу от каждой плавки жидкого металла из разливочной печи в начале и конце литья.
3.4. Контролю по внутренним дефектам подвергают три слитка на 100 плавок. Определение проводят периодически по требованию потребителя.
3.5. Содержание водорода в расплаве при литье слитков определяется периодически, но не менее одного определения в сутки из каждой разливочной печи. Результаты определения указывают в документе о качестве, удостоверяющем качество слитков.
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
3.3 - 3.6. (Измененная редакция, Изм. № 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Отбор и подготовка проб для химического анализа - по ГОСТ 24231-80.
Химический состав сплава определяют по ГОСТ 12697.6-77, ГОСТ 12697.7-77, ГОСТ 11739.1-90, ГОСТ 11739.2-90, ГОСТ 11739.3-99, ГОСТ 11739.4-90, ГОСТ 11739.5-90, ГОСТ 11739.6-99, ГОСТ 11739.7-99, ГОСТ 11739.8-90 - ГОСТ 11739.10-90, ГОСТ 11739.11-98 - ГОСТ 11739.13-98, ГОСТ 11739.14-99, ГОСТ 11739.15-99, ГОСТ 11739.16-90 - ГОСТ 11739.19-90, ГОСТ 11739.20-99, ГОСТ 11739.21-90, ГОСТ 11739.22-90, ГОСТ 11739.23-99, ГОСТ 11739.24-98, ГОСТ 7727-81, ГОСТ 25086-87.
Допускается проводить анализ другими методами, не уступающими указанным выше.
При разногласиях в оценке химического состава анализ проводят по ГОСТ 12697.6-77, ГОСТ 12697.7-77, ГОСТ 11739.1-90, ГОСТ 11739.2-90, ГОСТ 11739.3-99, ГОСТ 11739.4-90, ГОСТ 11739.5-90, ГОСТ 11739.6-99, ГОСТ 11739.7-99, ГОСТ 11739.8-90 - ГОСТ 11739.10-90, ГОСТ 11739.11-98 - ГОСТ 11739.13-98, ГОСТ 11739.14-99, ГОСТ 11739.15-99, ГОСТ 11739.16-90 - ГОСТ 11739.19-90, ГОСТ 11739.20-99, ГОСТ 11739.21-90, ГОСТ 11739.22-90, ГОСТ 11739.23-99, ГОСТ 11739.24-98, ГОСТ 25086-87.
(Измененная редакция, Изм. № 1, 2, 3).
4.2. Определение содержания водорода в жидком металле должно производиться по ГОСТ 21132.0-75.
4.3. Длина слитка измеряют рулеткой по ГОСТ 7502-98 или линейкой по ГОСТ 427-75 от литниковой части до пережима от уплотнительной прокладки в донной части по длине образующей линии.
Диаметр слитка измеряют со стороны литниковой части слитка в двух взаимно перпендикулярных направлениях штангенциркулем по ГОСТ 166-89 или линейкой по ГОСТ 427-75. Каждое из измерений должно соответствовать табл. 1.
Кривизну слитка (D1) определяют с помощью стальной проволоки диаметром не менее 0,2 мм по ГОСТ 2771-81, прикладываемой вдоль оси слитка на всю его длину от литниковой части на расстоянии 100 мм от торца до донной части на расстоянии 200 мм от торца, и измерением максимального отклонения от плоскости (D1) в миллиметрах линейкой по ГОСТ 427-75 или штангенглубиномером по ГОСТ 162-90. Кривизну слитка определяют делением полученного значения D1 на длину слитка.
Косину реза (D2) определяют наибольшим расстоянием от плоскости торца слитка до вертикальной плоскости, проходящей через крайнюю точку торца (чертеж).
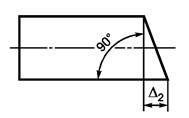
Косину реза (D2) измерют металлическим угольником по ГОСТ 3749-77, лежащим одной стороной на плоскости расположения слитка, и измерительной линейкой по ГОСТ 427-75. Измерение косины реза проводят на двух торцовых плоскостях.
Для проверки глубины и высоты дефектов поверхности слитков должен применяться глубиномер индикаторный по ГОСТ 7661-67 или штангенглубиномер по ГОСТ 162-90.
Допускается применение других измерительных приборов, обеспечивающих соответствующую точность.
(Измененная редакция, Изм. № 2).
4.4. Осмотр поверхности слитков производят без применения увеличительных средств.
4.5. Контроль качества слитков по внутренним дефектам производят на макрошлифах темплетов.
Для контроля качества слитков от каждого отобранного слитка отрезают поперечный темплет толщиной 20 - 30 мм. Для необрезанных слитков темплеты отрезают от донной части на расстоянии 250 - 300 мм от торца.
Для приготовления макрошлифов темплеты подвергают торцовке со стороны, прилегающей к слитку. Шероховатость обработанной поверхности Rz должна быть не менее 20 мкм.
Травление макрошлифов проводят 10 - 20 %-ным раствором гидроокиси натрия в течение 10-20 мин при комнатной температуре не ниже 15 °С. После травления поверхность промывают водой и осветляют 25 - 50 %-ным раствором азотной кислоты до удаления темного налета с последующей промывкой в воде. Осмотр макрошлифа проводят без применения увеличительных средств.
Допускается контролировать слитки ультразвуковым методом по методике, согласованной изготовителем с потребителем.
При разногласиях в оценке качества слитков по внутренним дефектам контроль проводят на макрошлифах темплетов.
(Измененная редакция, Изм. № 2).
4.6. Шероховатость обработки поверхности проверяют внешним осмотром сравнением с образцами шероховатости поверхности.
(Измененная редакция, Изм. № 1).
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На торце каждого слитка металлическим клеймом должны быть нанесены:
товарный знак предприятия-изготовителя;
марка сплава;
номер плавки.
Высота букв и цифр должна быть не менее 10 мм.
Для обозначения марки сплава АД31 на одном из торцов слитка несмываемой краской наносят три желтые полосы.
(Измененная редакция, Изм. № 1).
5.2. (Исключен, Изм. № 1).
5.3. Слитки массой до 500 кг транспортируют в пакетах массой не более 3 т. Формирование пакетов слитков проводят в соответствии с правилами перевозки грузов. Каждый пакет должен быть скреплен обвязками, количество которых зависит от массы пакета. Для пакетов массой не более 1 т количество обвязок должно быть не менее 4; для пакетов массой не более 2 т - не менее 6; для пакетов массой не более 3 т - не менее 8.
В качестве материалов для средств скрепления пакетов применяют алюминиевую катанку диаметром не менее 9 мм по ГОСТ 13843-78 или другой нормативно-технической документации или стальную отожженную проволоку диаметром не менее 6 мм по ГОСТ 3282-74 или стальную упаковочную ленту по ГОСТ 3560-73, ГОСТ 4986-79 или другой нормативной документации. Масса катанки входит в массу нетто пакета и партии.
Средства скрепления не предназначены для захвата пакетов при выполнении погрузочно-разгрузочных работ.
Слитки массой по 500 кг и более не пакетируют.
Слитки транспортируют железнодорожным, морским и автомобильным транспортом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Слитки массой не более 500 кг и пакеты слитков массой не более 1 т транспортируют в крытых вагонах.
Слитки массой более 500 кг и пакеты слитков массой более 1 т транспортируют на открытом подвижном составе.
Размещение и крепление грузов, перевозимых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов.
Подготовка грузов к транспортированию морским транспортом проводится в соответствии с ГОСТ 26653-90.
По согласованию изготовителя с потребителем допускается пакетирование слитков массой более 500 кг и увеличение массы пакета до 10 т.
(Измененная редакция, Изм. № 1, 2, 3).
5.4. Транспортная маркировка слитков или пакетов проводится по ГОСТ 14192-96. При транспортировании слитков прямым железнодорожным сообщением повагонными отправками транспортная маркировка наносится на четырех грузовых местах. На остальных грузовых местах несмываемой краской указывается масса груза. На транспортные пакеты, перевозимые на открытом подвижном составе, наносят манипуляционный знак «Место строповки».
(Измененная редакция, Изм. № 2, 3).
5.5. Слитки хранят в крытых складских помещениях. Допускается хранение слитков на открытых площадках.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ
Справочное
Коды ОКП слитков цилиндрических из алюминиевого сплава АД31
|
Диаметр, мм |
Коды ОКП слитков |
|||
|
с обточенной поверхностью |
с необточенной поверхностью |
|||
|
с необрезанными торцами |
с обрезанными торцами |
с необрезанными торцами |
с обрезанными торцами |
|
|
Сплошные слитки |
||||
|
17 1216 1601 |
17 1216 2601 |
17 1216 5876 |
17 1216 6881 |
|
|
72 |
17 1216 1623 |
17 1216 2623 |
17 1216 5877 |
17 1216 6882 |
|
82 |
17 1216 1602 |
17 1216 2602 |
17 1216 5878 |
17 1216 6883 |
|
92 |
17 1216 1603 |
17 1216 2603 |
17 1216 5879 |
17 1216 6884 |
|
100 |
17 1216 1604 |
17 1216 2604 |
17 1216 5881 |
17 1216 6885 |
|
110 |
17 1216 1605 |
17 1216 2605 |
17 1216 5882 |
17 1216 6886 |
|
125 |
17 1216 1606 |
17 1216 2606 |
17 1216 5883 |
17 1216 6887 |
|
140 |
17 1216 1607 |
17 1216 2607 |
17 1216 5884 |
17 1216 6888 |
|
160 |
17 1216 1608 |
17 1216 2608 |
17 1216 5885 |
17 1216 6889 |
|
190 |
17 1216 1609 |
17 1216 2609 |
17 1216 5886 |
17 1216 6891 |
|
215 |
17 1216 1611 |
17 1216 2611 |
17 1216 5887 |
17 1216 6892 |
|
240 |
17 1216 1612 |
17 1216 2612 |
17 1216 5888 |
17 1216 6893 |
|
270 |
17 1216 1613 |
17 1216 2613 |
17 1216 5889 |
17 1216 6894 |
|
300 |
17 1216 1614 |
17 1216 2614 |
17 1216 5891 |
17 1216 6895 |
|
350 |
17 1216 1615 |
17 1216 2615 |
17 1216 5892 |
17 1216 6896 |
|
405 |
17 1216 1616 |
17 1216 2616 |
17 1216 5893 |
17 1216 6897 |
|
480 |
17 1216 1617 |
17 1216 2617 |
17 1216 5894 |
17 1216 6898 |
|
630 |
17 1216 1618 |
17 1216 2618 |
17 1216 5895 |
17 1216 6899 |
|
770 |
17 1216 1619 |
17 1216 2619 |
17 1216 5896 |
17 1216 6901 |
|
900 |
17 1216 1621 |
17 1216 2621 |
17 1216 5897 |
17 1216 6902 |
|
1050 |
17 1216 1622 |
17 1216 2622 |
17 1216 5898 |
17 1216 6903 |
|
Полые слитки |
||||
|
17 1216 3601 |
17 1216 4601 |
17 1216 7826 |
17 1216 8826 |
|
|
140 |
17 1216 3607 |
17 1216 4607 |
17 1216 7827 |
17 1216 8827 |
|
160 |
17 1216 3608 |
17 1216 4608 |
17 1216 7828 |
17 1216 8828 |
|
190 |
17 1216 3609 |
17 1216 4609 |
17 1216 7829 |
17 1216 8829 |
|
215 |
17 1216 3611 |
17 1216 4611 |
17 1216 7831 |
17 1216 8831 |
|
240 |
17 1216 3612 |
17 1216 4612 |
17 1216 7832 |
17 1216 8832 |
|
270 |
17 1216 3613 |
17 1216 4613 |
17 1216 7833 |
17 1216 8833 |
|
300 |
17 1216 3614 |
17 1216 4614 |
17 1216 7834 |
17 1216 8834 |
|
350 |
17 1216 3615 |
17 1216 4615 |
17 1216 7835 |
17 1216 8835 |
|
405 |
17 1216 3616 |
17 1216 4616 |
17 1216 7836 |
17 1216 8836 |
|
480 |
17 1216 3617 |
17 1216 4617 |
17 1216 7837 |
17 1216 8837 |
|
630 |
17 1216 3618 |
17 1216 4618 |
17 1216 7838 |
17 1216 8838 |
|
770 |
17 1216 3619 |
17 1216 4619 |
17 1216 7838 |
17 1216 8838 |
|
900 |
17 1216 3621 |
17 1216 4621 |
17 1216 7839 |
17 1216 8839 |
|
1050 |
17 1216 3622 |
17 1216 4622 |
17 1216 7841 |
17 1216 8841 |
(Введено дополнительно, Изм. № 1).