ГОСТ 12302-83
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПАКЕТЫ ИЗ ПОЛИМЕРНЫХ
И КОМБИНИРОВАННЫХ МАТЕРИАЛОВ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
|
|
Москва Стандартинформ |

ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по материально-техническому снабжению
РАЗРАБОТЧИКИ
А.Н. Павлов, В.В. Антонов, Л.П. Макагон
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.01.83 № 234
Изменение № 3 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 10 от 05.10.96)
Зарегистрировано Техническим секретариатом МГС № 2254
За принятие изменения проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Беларуси |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Украина |
Госстандарт Украины |
3. ВЗАМЕН ГОСТ 12302-72 в части пакетов из полимерных материалов
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
5. Ограничение срока действия снято Постановлением Госстандарта от 25.12.91 № 2113
6. ИЗДАНИЕ (октябрь 2006 г.) с Изменениями № 1, 2, 3, утвержденными в марте 1988 г., декабре 1991 г., июле 1997 г. (ИУС 6-88, 4-92, 10-97)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПАКЕТЫ ИЗ ПОЛИМЕРНЫХ Общие технические условия Bags made of polymeric and composite
materials. |
ГОСТ |
Дата введения 01.01.84
Настоящий стандарт распространяется на пакеты из полимерных и комбинированных материалов, предназначенные для упаковывания и хранения промышленной продукции.
Обязательные требования к качеству пакетов, направленные на обеспечение их безопасности для жизни и здоровья населения, а также для окружающей среды, изложены в пунктах 2.7, 2.9, 2.10, 2.14, 4.6, 4.7.
(Измененная редакция, Изм. № 1, 3).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
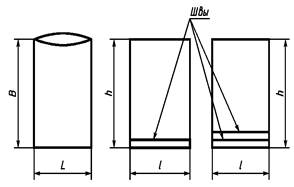
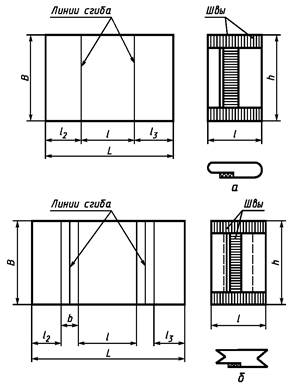
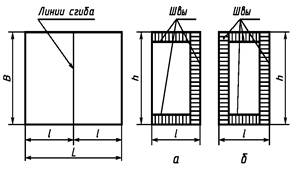
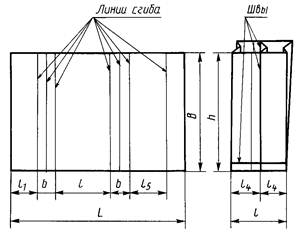
1.1. Типы пакетов должны соответствовать указанным в табл. 1.
|
Обозначение типа |
Чертеж |
||
|
I-1 |
|
||
|
|
I-2 |
|
|
|
I-3 |
|
||
|
|
I-4 |
|
|
|
|
I-5 |
|
|
|
|
I-6 |
|
|
|
I-7 |
|
||
|
|
I-8 |
|
|
|
|
I-9 |
|
|
|
|
I-10 |
|
|
|
I-11 |
|
||
|
|
I-12 |
|
|
|
I-13 |
|
||
|
I-14 |
|
||
|
I-15 |
|
||
|
|
I-16 |
|
|
|
с фальцами и перегородкой (черт. 16а) |
I-16а |
|
|
|
II-1 |
|
|
|
|
|
II-2 |
|
|














(Измененная редакция, Изм. № 1, 2).
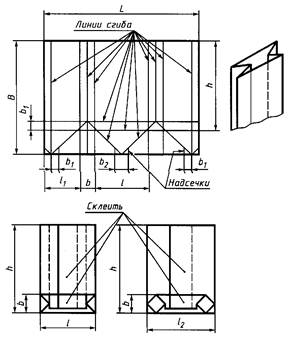
1.2. Обозначения размеров пакетов, принятые в таблице: L - длина развертки; l - длина пакета; l1 - (0,55 - 0,65)l; l2 - 0,5l + K; l3 - 0,5l + К1; l4 - 0,5l; l5 - l4 + 0,5b; К - не более 12 мм; K1 - не более 18 мм; В - ширина развертки; b - ширина фальца пакета; b1 - 0,5b; b2 - 0,5 (b - 10 мм); h - высота пакета; С - ширина соединительного клапана; С1 - ширина клапана (выбирают конструктивно).
(Измененная редакция, Изм. № 2).
1.3. Допускается изготовлять пакеты с другим расположением швов с учетом характера упаковываемой продукции.
1.4. Размеры пакетов выбирают в зависимости от вида, свойств и размеров продукции в соответствии с требованиями ГОСТ 21140.
Предельные отклонения от внутренних размеров пакетов должны устанавливаться в нормативно-технической документации на пакеты для конкретных видов продукции.
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пакеты должны изготовляться в соответствии с требованиями настоящего стандарта и нормативно-технической документации на пакеты для конкретных видов продукции или в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Пакеты, предназначенные для автоматизированного фасования продукции, должны изготовляться в соответствии с требованиями настоящего стандарта и нормативно-технической документации на пакеты для конкретных видов продукции.
2.2. Для изготовления пакетов должны применяться: пленка полиэтиленовая по ГОСТ 10354, пленка поливинилхлоридная пластифицированная техническая по ГОСТ 16272, пленка целлюлозная по ГОСТ 7730, пленка полиэтилен-целлофановая, полиэтилентерефталат-полиэтилен, полиэтилен-терефталаталюминиевая фольга-полиэтилен по нормативно-технической документации.
Допускается изготовлять пакеты из пленок других видов - в зависимости от требований, предъявляемых к упаковке конкретных видов продукции.
2.1, 2.2. (Измененная редакция, Изм. № 1).
2.3. Для склеивания пакетов из целлюлозной пленки должны применяться следующие клеи: на основе дисперсии поливинилацетатной гомополимерной грубодисперсной по ГОСТ 18992, карбоксилметилцеллюлоза по нормативно-технической документации, желатин по ГОСТ 11293, спирт поливиниловый марки ПВС 7/1 ГОСТ 10779.
Допускается применять другие клеевые материалы, качество склеивания которых не ниже указанных.
(Измененная редакция, Изм. № 1, 2).
2.4. Качество поверхности пакетов, кроме швов, должно соответствовать требованиям стандартов (технических условий) на полимерные пленки, из которых они изготовлены.
Внутренние поверхности пакета не должны слипаться.
2.5. Пакеты из термосвариваемых пленок должны иметь сварные швы шириной не более 18 мм.
Швы должны располагаться от края пакета на расстоянии от 0 до 10 мм.
Допускается, в зависимости от свойств упаковываемой продукции, располагать швы на расстоянии более 10 мм от края пакета.
При изготовлении пакетов с двухрядными швами (черт. 3 и 4) расстояние между швами должно быть не более 8 мм.
2.6. Пакеты, склеенные из целлюлозной пленки, должны иметь швы шириной не более 55 мм.
2.7. Сварные швы пакетов должны быть ровными, без прожженных мест и складок. Швы в склеенных пакетах должны быть без пропусков клея.
Пакеты, применяемые для упаковывания продукции под вакуумом и в среде инертного газа, должны быть герметичными.
(Измененная редакция, Изм. № 3).
2.8. Допускается изготовлять пакеты с выемкой на одной из сторон, с зубчатыми или пилообразными краями, с одной из сторон пакета короче другой по всей ширине не более чем на 20 мм.
При изготовлении пакетов на отрыв допускается зубчатый или пилообразный шов.
2.9. Прочность швов пакетов из полиэтиленовой и поливинилхлоридной пленки должна быть не ниже 0,7 от прочности пленки при растяжении.
Прочность швов пакетов из комбинированных пленок должна быть не ниже:
для пакетов с массой упаковываемой продукции
до 3,5 кг - от 2,0 до 6,0 Н/см (от 0,2 до 0,6 кгс/см);
св. 3,5 до 7,5 кг - от 7,0 до 10,0 Н/см (от 0,7 до 1,0 кгс/см).
2.10. Прочность склеенных швов, параллельных высоте пакета из целлюлозной пленки, должна быть не ниже минимальной прочности пленки при растяжении.
2.9, 2.10. (Измененная редакция, Изм. № 1, 3).
2.11. (Исключен, Изм. № 3).
2.12. Толщина полиэтиленовой пленки должна устанавливаться в нормативно-технической документации на пакеты для конкретных видов продукции с учетом требований к сохранности продукции и приложения.
2.13. Художественное оформление и полиграфическое исполнение пакета должно соответствовать образцу-эталону, утвержденному в установленном порядке.
(Измененная редакция, Изм. № 1).
2.14. Материалы для изготовления пакетов, предназначенных для упаковывания пищевых продуктов, игрушек и лекарственных средств, должны быть допущены к применению органами санитарно-эпидемиологического надзора.
Для изготовления пакетов применяют пленки и клеи, отвечающие гигиеническим требованиям и санитарным нормам, предусмотренным нормативной документацией на пленки и клеи, и допущенные к применению органами санитарно-эпидемиологического надзора.
(Измененная редакция, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Пакеты принимают партиями. Партией считают пакеты одного типа и размера, изготовленные из материала одной марки, оформленные одним документом о качестве, содержащим:
- наименование предприятия-изготовителя и (или) его товарный знак;
- наименование продукции;
- номер партии;
- количество кип в партии;
- дату изготовления;
- штамп отдела технического контроля.
3.2. Для контроля внешнего вида, размеров, прочности швов и толщины пленки от партии отбирают выборку в объемах, указанных в табл. 2.
|
Выборка |
Объем выборки |
Общий объем выборки |
Приемочное число |
Браковочное число |
|
|
От 3200 до 10000 включ. |
1 |
125 |
125 |
1 |
4 |
|
2 |
125 |
250 |
4 |
5 |
|
|
Св. 10001 » 35000 » |
1 |
200 |
200 |
2 |
5 |
|
2 |
200 |
400 |
6 |
7 |
|
|
» 35001 и выше |
1 |
315 |
315 |
3 |
7 |
|
2 |
315 |
630 |
8 |
9 |
3.3. Решение о партии
По результатам контроля первой выборки партию принимают, если количество пакетов, не соответствующих требованиям настоящего стандарта, в первой выборке меньше или равно приемочному числу, указанному в табл. 2, и бракуют, если это количество больше или равно браковочному числу, указанному в табл. 2.
Если количество пакетов, не соответствующих требованиям настоящего стандарта, в выборке больше приемочного числа, но меньше браковочного числа, указанных в табл. 2, то отбирают вторую выборку.
По результатам контроля второй выборки партию принимают, если количество пакетов, не соответствующих требованиям настоящего стандарта, в двух выборках меньше или равно приемочному числу, указанному в табл. 2, и бракуют, если это количество больше или равно браковочному числу, указанному в табл. 2.
3.1 - 3.3. (Измененная редакция, Изм. № 1).
3.4. Допускается в нормативно-технической документации на пакеты для конкретных видов продукции устанавливать другие планы и порядок проведения приемочного статистического контроля качества пакетов в соответствии с требованиями ГОСТ 18242*.
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
3.5. Приемка пакетов, изготовляемых на фасовочно-упаковочном оборудовании с одновременным фасованием, - по нормативно-технической документации на упаковываемую продукцию.
(Введен дополнительно, Изм. № 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Количество образцов для контроля должно соответствовать указанному в нормативно-технической документации на пакеты для конкретных видов продукции.
4.2. Внешний вид пакетов контролируют визуально, без применения увеличительных приборов.
4.3. Внутренние размеры и ширину швов пакетов контролируют линейкой по ГОСТ 427 с погрешностью не более 1 мм.
(Измененная редакция, Изм. № 1).
4.4. Толщину пленки определяют по периметру пакета. Первое измерение проводят на расстоянии (10 ± 1) мм от бокового сгиба или бокового шва пакета, последующие через каждые (50 ± 1) мм. Метод контроля и погрешность при измерении должны соответствовать нормативно-технической документации на пленку.
4.5. Перед испытанием пакеты кондиционируют по ГОСТ 21798, режим 4.
Испытание пакетов проводят в тех же атмосферных условиях, в которых они кондиционировались.
Допускается испытывать пакеты в условиях, отличающихся от условий кондиционирования, если время от момента окончания кондиционирования до момента окончания испытания образца не превышает 10 мин.
(Измененная редакция, Изм. № 1).
4.6. Прочность при растяжении сварных швов пакетов, изготовленных из полимерных и комбинированных пленок (п. 2.9), определяют по ГОСТ 14236 на разрывной машине, рабочую шкалу которой выбирают так, чтобы измеряемая нагрузка составляла от 10 до 90 % номинального значения шкалы, а расстояние между зажимами устанавливают 60+1 мм. Ширина образцов и скорость раздвижения захватов должны соответствовать указанным в нормативной документации на пленки. Образцы для испытаний вырезают отдельно из продольных и поперечных швов пакета. Шов должен быть расположен в середине образца и перпендикулярным к его длине.
За результат испытаний принимают среднее арифметическое значение результатов не менее трех параллельных измерений отдельно для продольных и поперечных швов.
Допускаемые отклонения результатов отдельных испытаний от среднего арифметического не более 20 %.
4.7. Прочность при растяжении швов в пакетах из целлюлозной пленки определяют по ГОСТ 7730.
4.6, 4.7. (Измененная редакция, Изм. № 3).
4.8. (Исключен, Изм. № 3).
4.9. Герметичность сварных швов испытывают следующим образом: пакет наполняют на 2/3 объема водой, заваривают или заклеивают и подвешивают. Если по истечении 20 - 30 с не появляется течи, шов считают герметичным.
4.10. Герметичность пакетов проверяют по ГОСТ 19360.
(Измененная редакция, Изм. № 3).
4.11. Гигиенические показатели пленок и клеев, применяемых для изготовления пакетов, определяют по нормативной документации на соответствующие пленки, клеи и по ГОСТ 22648.
(Введен дополнительно, Изм. № 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Пакеты одного типа, размера и материала укладывают в стопы от 100 до 1000 шт.
5.2. Стопы пакетов скрепляют лентой из пленки, полиэтиленовой лентой с липким слоем по ГОСТ 20477 или любым обвязочным материалом.
Стопы пакетов формируют в кипы и завертывают в оберточную бумагу по ГОСТ 8273 или укладывают в мешки из твердосвариваемых пленок и заваривают.
Допускается транспортирование полиэтиленовых пакетов в рулонах с четко намеченной линией отрыва. Упаковка рулонов должна производиться в соответствии с требованиями ГОСТ 10354.
(Измененная редакция, Изм. № 1).
5.3. В каждую кипу вкладывают или наклеивают на место, свободное от транспортной маркировки, бумажный ярлык с указанием:
- наименования предприятия-изготовителя и его товарного знака;
- наименования и марки материала, из которого изготовлен пакет;
- типа и размера пакета;
- количества пакетов в кипе;
- номера упаковщика;
- обозначения нормативно-технического документа на пакеты.
5.4. Транспортная маркировка - по ГОСТ 14192. На кипы должны быть нанесены манипуляционные знаки, имеющие значение «Беречь от влаги», «Крюками не брать» и «Беречь от нагрева».
(Измененная редакция, Изм. № 3).
5.5. Кипы хранят в штабеле высотой не более 2,5 м в крытых складских помещениях.
Хранение пакетов должно производиться в условиях, установленных для полимерных пленок, из которых они изготовлены.
5.6. Пакеты перевозят всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
Транспортирование кип, сформированных в транспортные пакеты, - по ГОСТ 26663.
(Измененная редакция, Изм. № 2).
5.7. Транспортирование - по условиям хранения 2 ГОСТ 15150.
(Введен дополнительно, Изм. № 1).
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. Сварку и склейку пакетов производят в помещениях, оборудованных приточно-вытяжной вентиляцией. Помещение должно соответствовать санитарным нормам СН 245-71.
6.2. Предельно допустимые концентрации (ПДК) вредных паров и газов, которые могут выделяться при сварке и склейке пакетов в воздух рабочей зоны производственных помещений, должны соответствовать требованиям нормативной документации на пленки и клеи, применяемые для изготовления пакетов, и не должны превышать норм, утвержденных органами санитарно-эпидемиологического надзора.
Разд. 6. (Введен дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ
Рекомендуемое
ТОЛЩИНА ПОЛИЭТИЛЕНОВОЙ ПЛЕНКИ
|
Масса фасуемой продукции, кг |
|
|
До 0,08 |
До 1,5 |
|
Св. 0,07 » 0,10 |
Св. 1,5 » 3,5 |
|
» 0,08 » 0,12 |
» 3,5 » 7,5 |
СОДЕРЖАНИЕ
|
1. Типы и основные размеры.. 2 5. Упаковка, маркировка, транспортирование и хранение. 12 |