ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р (ЕН 847-1:2005) |

ФРЕЗЫ НАСАДНЫЕ СБОРНЫЕ С
КОРПУСАМИ
ИЗ ЛЕГКИХ СПЛАВОВ С МЕХАНИЧЕСКИМ
КРЕПЛЕНИЕМ СМЕННЫХ РЕЖУЩИХ ПЛАСТИН
ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ
И КОМПОЗИЦИОННЫХ ДРЕВЕСНЫХ
МАТЕРИАЛОВ
Общие технические условия
EN 847-1:2005
Tools for woodworking - Safety requirements - Part 1: Milling tools and circular
saw blades (MOD)
|
|
Москва Стандартинформ 2011 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. № 402-ст
4 Настоящий стандарт является модифицированным по отношению к европейскому региональному стандарту ЕН 847-1:2005 «Инструмент для деревообработки. Требования безопасности. Часть 1. Фрезерный инструмент и дисковые пилы» (EN 847-1:2005 «Tools for woodworking - Safety requirements - Part 1: Milling tools and circular saw blades»).
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, приведены в разделах 1, 2, 4, 7 и пунктах 3.1.1 - 3.2.14, 3.2.16 - 3.2.18, 3.2.20, 3.2.21, 5.1 - 5.5, 5.7, 5.8, 6.1 - 6.4, 6.6, 6.7, 6.9, 6.10, 6.14, 6.15, 6.17, 6.18, 6.20, которые выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного европейского регионального стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуются в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ГОСТ Р
53927-2010
(EH 847-1:2005)
национальный стандарт российской федерации
фрезы
насадные сборные с корпусами из легких сплавов с механическим
креплением сменных режущих пластин для обработки древесины
и композиционных древесных материалов
Общие технические условия
Shell-type inserted blade circular cutterblocks for woodcutting. General specifications
Дата введения - 2012-01-01
1 Область применения
Настоящий стандарт распространяется на насадные сборные и комплектные фрезы с корпусами из легких сплавов для обработки различных поверхностей древесины и композиционных древесных материалов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52401-2005 Инструмент дереворежущий насадной для станков с ручной подачей. Общие требования безопасности
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 12.1.012-2004 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 1050-88 Прокат сортовой калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3882-74 Сплавы твердые спеченные. Марки (ИСО 513-75 «Материалы твердые инструментальные для обработки резанием. Обозначение основных групп стружкоудаления и групп применения», MOD)
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия (ИСО 2632-1-85 «Образцы шероховатости поверхности рабочие. Часть 1. Образцы обточенные, шлифованные, расточенные, фрезерованные, фасонные и строганые», MOD, ИСО 2632-2-85 «Образцы шероховатости поверхности рабочие. Часть 2. Образцы, полученные с помощью электроэрозии обдувки металлической дробью и стальной крошкой и полирования»)
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Основные размеры
3.1.1 Фрезы следует изготовлять двух типов:
1 - со сменными перетачиваемыми ножами из инструментальных легированных сталей или твердых сплавов и ножами, оснащенными твердым сплавом;
2 - со сменными неперетачиваемыми твердосплавными или быстрорежущими пластинами.
3.1.2 Основные размеры фрез должны соответствовать указанным на рисунках 1, 2 и в таблице 1.
|
|
|
|
1 - корпус; 2 - нож; 3 - винт; 4 - клин |
1 -
корпус; 2 - пластина режущая; 3 - винт; 4 - клин; |
|
Рисунок 1 - Тип 1 |
Рисунок 2 - Тип 2 |
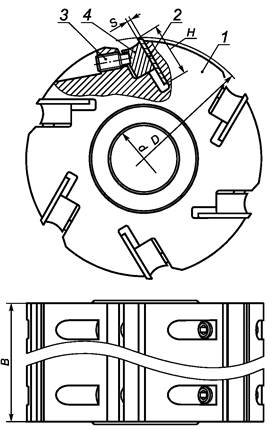
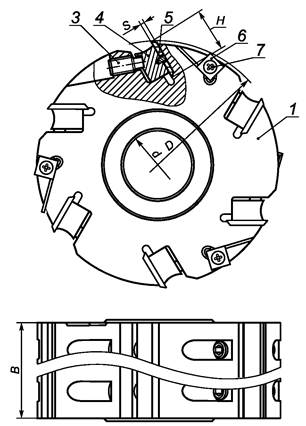
Таблица 1
Размеры в миллиметрах
|
Диаметр посадочного отверстия d |
Ширина фрезы В |
Толщина ножа или |
Высота ножа или |
Число зубьев z |
|
|
От 50 до 100 включ. |
16; 20; 22; 27; 30; 32 |
От 20 до 120 включ. |
От 1,5 до 3,0 включ. |
От 8 до 16 включ. |
2; 3; 4; 6 |
|
Св. 100 до 180 включ. |
20; 22; 27; 30; 32; 40; 50 |
Св.20 до 200 включ. |
От 1,5 до 8,0 включ. |
От 8 до 40 включ. |
3; 4; 6; 8; 12 |
|
Св. 180 до 360 включ. |
27; 30; 32; 40; 50; 60; 80 |
Св. 12 до 300 включ. |
4; 6; 8; 12; 18 |
||
|
Примечание - Допускается изготовление фрез с другими параметрами по рабочим чертежам, утвержденным в установленном порядке. |
|||||
Пример условного обозначения фрезы типа 1 с наружным диаметром 100 мм, диаметром посадочного отверстия 30 мм, шириной 50 мм, с числом зубьев 6:
Фреза 1-100-30-50-6 ГОСТ Р 53927- 2010
3.1.3 Фрезы могут быть изготовлены комплектными, состоящими из нескольких сборных фрез и необходимых комплектующих элементов.
3.2 Характеристики
3.2.1 В качестве режущей части фрез следует применять твердый сплав группы ВК, инструментальную легированную сталь и быстрорежущую сталь.
Марку материала предприятие-изготовитель выбирает в зависимости от обрабатываемого материала, условий обработки. По физико-механическим свойствам и стойкости твердый сплав ножей и пластин не должен уступать сплаву ВК8 по ГОСТ 3882; ножи из инструментальных сталей - стали Х6ВФ по ГОСТ 5950; ножи и пластины из быстрорежущей стали - стали Р6М5 по ГОСТ 19265.
3.2.2 Корпуса фрез следует изготовлять из легкого сплава Д16 по ГОСТ 4784. Допускается изготовление корпусов фрез из легких сплавов других марок с механическими свойствами не ниже, чем у сплава Д16.
Крепежные элементы пластин следует изготовлять из стали марки 40Х по ГОСТ 4543 или стали марки 45 по ГОСТ 1050.
3.2.3 Твердость корпусов и крепежных элементов должна обеспечивать безопасность и гарантированный предприятием-изготовителем срок эксплуатации фрез.
3.2.4 Неперетачиваемые пластины, ножи, корпуса фрез, крепежные и комплектующие элементы не должны иметь трещин, выкрашиваний, расслоений и следов коррозии.
3.2.5 Конструкцией фрез должно быть предусмотрено устройство, предотвращающее вылет ножей и пластин в процессе работы.
3.2.6 Зазор между опорной поверхностью пластины или ножа и корпусом фрезы, а также передней поверхностью пластины или ножа и клином не допускается.
3.2.7 Режущие кромки пластин и ножей не должны иметь завалов, трещин, выкрашиваний и прижогов.
3.2.8 Крепежные элементы должны иметь защитно-декоративные металлические или неметаллические покрытия.
3.2.9 Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть, мкм, не более:
Rz 1,6 - для передних, задних и боковых рабочих поверхностей пластин или ножей;
Ra 1,25 - для поверхностей посадочного отверстия и опорных торцов корпусов фрез.
3.2.10 Предельные отклонения размеров фрез должны быть не более:
h14 - для наружного диаметра фрез;
h9 - » » » фрез, входящих в комплект;
Н7 - для диаметра посадочного отверстия;
±IT14/2 - для ширины отдельных фрез;
h9 - для ширины фрез, входящих в комплект.
3.2.11 Предельные отклонения углов фрез должны быть не более:
± 1°30' - для передних и задних углов;
± 30' - для углов, номинальная величина которых не превышает 3°.
3.2.12 Допуск радиального биения режущих кромок зубьев фрез относительно оси посадочного отверстия с опорой на базовый торец должен быть, мм, не более:
0,04 - для фрез диаметром до 100 мм включ.;
0,05 - » » » св.100 » 200мм »;
0,06 - » » » св. 200 до 300 мм включ.;
0,08 - » » » » 300 » 360 мм »;
то же двух смежных зубьев, мм, не более:
0,02 - для фрез диаметром до 100 мм включ.;
0,03 - » » » св. 100 » 200 мм »;
0,04 - » » » » 200 » 300 мм »;
0,05 - » » » » 300 » 360 мм ».
3.2.13 Допуск торцового биения опорных поверхностей фрез на диаметре, превышающем на 30 мм диаметр посадочного отверстия или на 2-3 мм меньше диаметра ступицы относительно оси посадочного отверстия с опорой на базовый торец, должен быть не более 0,02 мм.
0,03 - для фрез диаметром до 100 мм включ.;
0,05 - » » » св. 100 » 200 мм »;
0,06 - » » » » 200 » 300 мм »;
0,08 - » » » » 300 » 360 мм ».
3.2.15 При динамическом уравновешивании вращающихся масс дисбаланс должен быть, г × мм, на 1 кг массы, не более:
60 - при частоте вращения до 3000 мин-1 включ.;
45 - » » » св.3000 » 4500 мин-1 »:
30 - » » » » 4500 » 6000 мин-1 » ;
20 - » » » » 6000 » 10000 мин-1 ».
Допускается проводить статическую балансировку фрез. Дисбаланс фрез при статической балансировке должен быть, г × мм, на 1 кг массы, не более:
30 - при частоте вращения до 3000 мин-1 включ.;
20 - » » » св. 3000 мин-1 до 6000 мин-1 включ.;
15 - » » » св. 6000 мин-1 до 10000 мин-1 ».
При массе инструмента до 1 кг остаточный дисбаланс не должен превышать половины указанных значений.
3.2.17 Средний Т и установленный Тy периоды стойкости фрез для обработки древесных материалов должны быть не менее указанных в таблице 2.
Таблица 2
|
Тип фрезы |
|
Тy |
|
|
мин |
|||
|
Древесина хвойных пород |
1 |
90 |
45 |
|
Древесно-стружечные плиты, облицованные бумажно-слоистым пластиком; МДФ |
2 |
60 |
30 |
3.2.18 Критерием затупления фрез является ухудшение качества обработки древесины, превышающее Rz 320 мкм. При чистовой обработке древесно-стружечных плит, облицованных бумажно-слоистым пластиком, сколы на облицованных поверхностях свыше 0,5 мм не допускаются.
3.2.19 Маркировка
На торце корпуса каждой фрезы должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- диаметр фрезы;
- предельная рабочая частота вращения;
- материал режущей части;
- марка материала корпуса.
Примечание - Допускается маркировка другой информации по требованию заказчика.
3.2.20 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
3.2.21 Упаковка - по ГОСТ 18088.
4 Правила приемки
4.1 Приемка фрез - по ГОСТ 23726.
4.2 Периодические испытания на средний период стойкости проводят один раз в три года, на установленный период стойкости - один раз в год. Испытания проводят не менее чем на трех фрезах любого типоразмера.
4.3 Допускается испытания проводить у потребителя.
5 Методы контроля и испытаний
5.1 Внешний вид фрез контролируют визуально. Наличие трещин проверяют с помощью лупы ЛП-1-5× по ГОСТ 25706 или дефектоскопа. Допускается внешний вид фрез контролировать визуально сравнением с образцами, утвержденными в установленном порядке.
5.2 Шероховатость поверхностей фрез проверяют сравнением с эталонными образцами по ГОСТ 9378 или с образцовыми инструментами, имеющими параметры шероховатости не более указанных в 3.2.9.
5.3 При контроле размерных параметров фрез применяют методы и средства измерения, погрешность которых должна быть не более:
- значений, указанных в ГОСТ 8.051, - при измерении линейных размеров;
- 35 % допуска на проверяемый угол - при измерении угловых размеров;
- 25 % допуска на проверяемый параметр - при измерении отклонения формы и расположения поверхностей.
5.4 Контроль биения режущих кромок зубьев в направлении, перпендикулярном к поверхности профиля, и торцового биения опорных поверхностей фрез осуществляют с помощью индикатора часового типа ИЧ-5 по ГОСТ 577 с ценой деления 0,01 мм.
Каждую фрезу, входящую в комплект, балансируют отдельно. Комплекты фрез, ширина которых в 1,5 раза превышает наибольший диаметр фрезы, балансируют в собранном виде динамически. Фрезы, собранные в комплект с шириной менее двух посадочных диаметров, могут балансироваться в сборе.
5.7 Испытания фрез на
работоспособность, средний ![]() и установленный Ту
периоды стойкости проводят на фрезерных, четырехсторонних продольно-фрезерных
станках, с установленными для них нормами точности, на режимах обработки,
указанных в таблице 3.
Перед испытаниями по 5.6
следует проводить проверку на уравновешенность по 3.2.15 и на безопасность по 6.11.
и установленный Ту
периоды стойкости проводят на фрезерных, четырехсторонних продольно-фрезерных
станках, с установленными для них нормами точности, на режимах обработки,
указанных в таблице 3.
Перед испытаниями по 5.6
следует проводить проверку на уравновешенность по 3.2.15 и на безопасность по 6.11.
Таблица 3
|
Обрабатываемый материал |
Режим резания |
|||
|
Скорость резания, м/с |
Подача на зуб, мм/зуб |
Глубина фрезерования, мм |
||
|
1 |
Древесина хвойных пород |
40-60 |
0,40 |
4,0 |
|
2 |
Древесно-стружечные плиты, облицованные бумажно-слоистым пластиком; МДФ |
40-50 |
0,25 |
4,0 |
При испытаниях фрез на работоспособность каждой фрезой должно быть обработано не менее 10 м выбранного в соответствии с таблицей 3 материала, после чего на режущих кромках не должно быть прижогов, трещин и сколов, а также - прижогов на обрабатываемом материале.
5.8 Приемочные значения среднего и установленного периодов стойкости для выборки из трех фрез должны быть не менее указанных в таблице 4.
Таблица 4
|
Тип фрезы |
|
Ту |
|
|
мин |
|||
|
Древесина хвойных пород |
1 |
100 |
50 |
|
Древесно-стружечные плиты, облицованные бумажно-слоистым пластиком; МДФ |
2 |
66 |
33 |
6 Требования безопасности
6.2 Фрезы, входящие в комплект, должны быть собраны с надежным закреплением каждого элемента фрезы, обеспечивающим предотвращение относительного смещения между собой отдельных фрез.
6.3 В работе не допускается превышать предельную рабочую частоту вращения, указанную в маркировке, мин-1, для фрез диаметром:
от 50 до 100 мм........................10000;
св. 100 » 125 мм............................8000;
» 125 » 140 мм..............................7200;
» 140 » 180 мм..............................6000;
» 180 » 240 мм..............................4000;
» 240 » 360 мм..............................3000.
6.5 При применении штифтов, предотвращающих вылет ножей, ставится один штифт при ширине фрезы до 30 мм и два штифта - при ширине фрезы свыше 30 мм.
При клиновом креплении пластин или ножей посредством винтов требуется один винт на клин при ширине фрезы до 30 мм и не менее двух винтов на клин - при ширине фрезы более 30 мм. На каждые последующие 50-60 мм ширины фрезы требуется один дополнительный винт. Зазор между задней поверхностью клина и корпусом фрезы не должен превышать 7 мм.
Рекомендуемые варианты конструкций фрез приведены в приложениях А и В.
6.7 Фрезы, предназначенные для работы на станках с ручной подачей, должны соответствовать требованиям ГОСТ Р 52401.
6.8 Выступание ножей или пластин над корпусом фрезы в радиальном направлении не должно превышать значений, указанных в таблице 5, а в боковом направлении - их толщины.
Таблица 5
В миллиметрах
|
1,5 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
8,0 |
|
|
с рифлениями |
|||||||
|
Выступание над корпусом неперетачиваемой пластины |
1,5 |
2,0 |
3,0 |
- |
- |
- |
- |
|
Выступание над корпусом ножей и перетачиваемых пластин |
2,0 |
3,0 |
6,0 |
8,0 |
10,0 |
12,0 |
20,0 |
|
2,0 |
3,0 |
5,0 |
- |
- |
- |
- |
|
6.9 Наименьшая толщина тела зуба фрез должна соответствовать указанной в таблице 6.
Таблица 6
|
Наименьшая толщина тела зуба 1, мм |
Эскиз зуба |
|
|
До 2,5 включ. Св. 2,5 » 3,0 » » 3,0 » 4,0 » » 4,0 » 5,0 » » 5,0 » 8,0 » |
От 10 до 12 включ. Св. 12 » 16 » » 16 » 20 » » 20 » 24 » » 24 » 30 » |
|
6.10 Для исключения аварийных поломок фрез угол заострения режущих кромок должен превышать:
40° - для фрез, оснащенных пластинами из твердого сплава;
35° - для фрез, оснащенных пластинами из инструментальной легированной и быстрорежущей стали.
Углы бокового поднутрения должны быть не менее 3°.
6.12 Фрезы должны быть сбалансированы. Дисбаланс должен быть не более указанного в 3.2.15.
6.13 При изготовлении фрезы массой более 15 кг следует предусмотреть возможность оснащения ее приспособлениями для загрузки-разгрузки.
6.16 Эксплуатация фрез с затупленными режущими кромками не допускается.
6.19 Во время осуществления подачи запрещается соприкосновение работающих с обрабатываемыми материалами и заготовками, находящимися в движении со скоростью более 0,3 м/с.
6.20 Уровень шума при работе насадными фрезами, оснащенными твердосплавными пластинами, должен соответствовать требованиям ГОСТ 12.1.012.
7 Транспортирование и хранение
7.1 Транспортирование и хранение - по ГОСТ 18088.
Приложение
А
(рекомендуемое)
Варианты конструкций фрез с перетачиваемыми сменными режущими пластинами
А.1 Рекомендуемые варианты конструкций фрез приведены на рисунке А.1.
|
|
|
|
Клиновое крепление с зажимным винтом в корпусе и штифтом в клине |
Клиновое крепление с зажимным винтом в клине и регулировочным винтом в корпусе |
|
|
|
|
Клиновое крепление с зажимным винтом в корпусе и рифлениями на ноже и в корпусе |
|
|
|
|
|
Клиновое крепление с зажимным винтом в корпусе и ограничителем выступа ножа3) |
Клиновое крепление с зажимным винтом в клине3) |
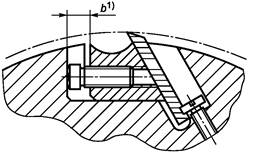
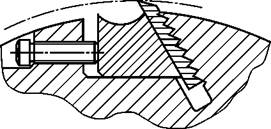
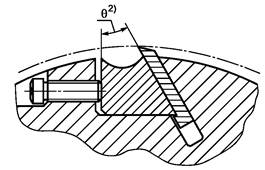
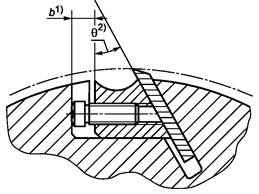
1) Размер b не должен превышать 7 мм.
2) Угол q не должен превышать 25°.
3) Масса клина должна превышать массу ножа.
Рисунок А.1
А.2 Радиусы галтелей в корпусах фрез должны быть не менее 2 мм.
А.3 Мелкий шаг резьбы в корпусах не допускается.
Приложение
В
(рекомендуемое)
Варианты конструкций фрез с неперетачиваемыми сменными режущими пластинами
Рекомендуемые варианты конструкций фрез приведены на рисунке В.1.
|
|
|
|
Клиновое крепление режущей пластины со штифтом в клине, масса клина должна превышать массу ножа |
Крепление прижимным винтом со стороны задней поверхности режущей пластины |
|
|
|
|
Клиновое крепление режущей пластины со штифтом в корпусе, масса клина должна превышать массу ножа |
Крепление прижимным винтом со стороны передней поверхности режущей пластины |
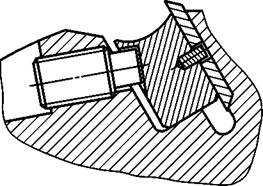
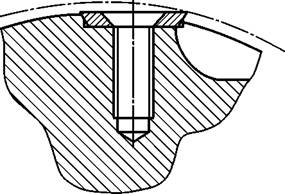
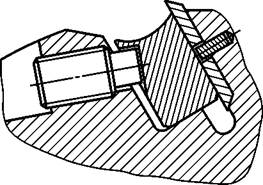
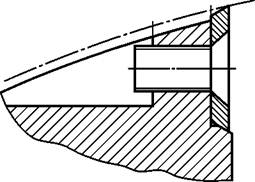
Рисунок В.1
Ключевые слова: фрезы насадные сборные, корпуса из легких сплавов, сменные пластины, обработка древесины