ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р МЭК |

ПЕЧАТНЫЕ УЗЛЫ ТРЕБОВАНИЯ К КАЧЕСТВУ
Часть 1
Общие технические требования
IEC 61192-1:2003
Workmanship requirements for soldered electronic assemblies
Part 1: General
(IDT)
|
|
Москва Стандартинформ 2011 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией «Измерительно-информационные технологии» (АНО «Изинтех») на основе аутентичного перевода на русский язык стандарта, указанного в пункте 4. Перевод выполнен российской комиссией экспертов МЭК/ТК 91
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 «Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей», подкомитетом ПК-3 «Технология сборки и монтажа радиоэлектронных модулей»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 декабря 2010 г. № 1086-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 61192-1:2003 «Требования к качеству изготовления паяных печатных узлов. Часть 1. Общие технические требования» (IEC 61192-1 «Workmanship requirements for soldered electronic assemblies-Part 1: General»). Наименование стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5 - 2004 (пункт 3.5).
Настоящий стандарт, являющийся одной из частей стандарта ГОСТ Р МЭК 61192 под общим названием «Печатные узлы. Требования к качеству», рекомендуется применять совместно с остальными, перечисленными ниже частями:
Часть 2 Поверхностный монтаж;
Часть 3 Монтаж в сквозные отверстия;
Часть 4 Монтаж контактов;
Часть 5 Доработка, модификация и ремонт.
В справочном приложении ДА настоящего стандарта приведены сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации, которые рекомендуется использовать вместо ссылочных международных стандартов.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
Введение
Настоящая часть стандарта ГОСТ Р МЭК 61192 содержит общие требования к качеству изготовления печатных узлов, которые могут включать в себя требования стандарта ГОСТ Р МЭК 61191-1 и связанных с ним технических требований. Требования к поверхностному монтажу, а также к монтажу в сквозные отверстия и к монтажу контактов изложены в стандартах ГОСТ Р МЭК 61192-2, ГОСТ Р МЭК 61192-3 и ГОСТ Р МЭК 61192-4, представляющих собой отдельные, но связанные между собой части стандарта.
ГОСТ Р МЭК 61192-1-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПЕЧАТНЫЕ УЗЛЫ.
ТРЕБОВАНИЯ К КАЧЕСТВУ
Часть 1
Общие технические требования
Soldered electronic assemblies.
Workmanship requirements.
Part 1. General technical requirements
Дата введения - 2011 - 07- 01
1 Область применения и цель
Настоящая часть стандарта ГОСТ Р МЭК 61192 устанавливает общие требования к качеству изготовления печатных узлов на печатных платах или на аналогичных монтажных основаниях.
Стандарт не распространяется на гибридные схемы, в которых металлизация проводников наносится прямо на керамическое основание или на керамическое покрытие металлического основания. Он распространяется на многокристальные модули, смонтированные на органических монтажных основаниях, но исключает их, если они монтируются на неорганических основаниях, таких как керамика или полупроводниковый материал.
Целью настоящих стандартов являются:
a) определение требований и руководящих принципов для обеспечения хорошего качества и надлежащего режима работы при подготовке, пайке, контроле и испытании электронных и электрических печатных узлов;
b) достижение высокого уровня выхода годных высококачественных изделий с помощью управления технологическими процессами при изготовлении;
c) предоставление правовых оснований для оптимального производства печатных узлов в соответствующих контрактах изготовителей и заказчиков.
2 Нормативные ссылки
Следующие нормативно-справочные документы являются важными для применения данного стандарта. Для датированных стандартов используется только указанное издание. Для недатированных стандартов используется последняя их редакция (включая любые поправки).
МЭК 60194 Проектирование, изготовление и сборка печатных плат. Термины и определения (IEC 60194, Printed board design, manufacture and assembly- Terms and definitions)
МЭК61188-1-1 Печатные платы и печатные узлы. Проектирование и применение. Часть 1-1. Общие требования. Приемлемая плоскостность для электронных сборок (IEC 61188-1-1, Printed boards and printed board assemblies - Design and use - Part 1-1: Generic requirements - Flatness considerations for electronics assemblies)
МЭК 61188-5-2 Печатные платы и печатные узлы. Проектирование и применение. Часть 5-2. Анализ соединений (посадочные места для монтажа компонентов). Дискретные компоненты (IEC 61188-5-2, Printed boards and printed board assemblies - Design and use - Part 5-2: Attachment (land/joint) considerations - Discrete components)
МЭК 61189-3 Методы испытаний электрических материалов, соединительных структур и сборок. Часть 3. Методы испытаний для соединительных структур (печатные платы) (IEC 61189-3, Test methods for electrical materials, interconnection structures and assemblies-Part 3: Test method for interconnection structures (printed boards))
МЭК 61190-1-1 Материалы для монтажа в электронных модулях. Часть1 -1. Требования к паяльным флюсам (I ЕС 61190-1-1, Attachment materials for electronic assemblies - Part 1-1.Requirements for soldering fluxes)
МЭК61191-1 Печатные узлы. Часть 1. Поверхностный монтажи связанные с ним технологии. Общие технические требования (IEC 61191-1, Printed board assemblies-Part 1: Generic specification - Requirements for soldered electrical and electronic assemblies using surface mount and related assembly technologies)
МЭК 61191 -2 Печатные узлы. Часть 2. Поверхностный монтаж. Технические требования (IEC 61191-2, Printed board assemblies - Part 2: Sectional specification - Requirements for surface mount soldered assemblies)
МЭК 61191-3 Печатные узлы. Часть 3. Монтаж в сквозные отверстия. Технические требования (IEC 61191-2, Printed board assemblies - Part 3: Sectional specification - Requirements for through-hole mount soldered assemblies)
МЭК 61191 -4 Печатные узлы. Часть 4. Монтаж контактов. Технические требования (IEC 61191-4, Printed board assemblies - Part 4: Sectional specification - Requirements for terminal soldered assemblies)
МЭК 61192-2 Печатные узлы. Требования к качеству. Часть 2. Поверхностный монтаж (IЕС 61192-2, Workmanship requirements for soldered electronic assemblies - Part 2: Surface-mount assemblies)
МЭК 61192-3 Печатные узлы. Требования к качеству. Часть 3. Монтаж в сквозные отверстия (IEC 61192-3, Workmanship requirements for soldered electronic assemblies-Part 3: Through-hole mount assemblies)
МЭК 61192-4 Печатные узлы. Требования к качеству. Часть 4. Монтаж контактов (IEC 61192-4, Workmanship requirements for soldered electronic assemblies. - Part 4: Terminal assemblies)
МЭК 61249 (все части) Материалы для печатных плат и других соединяющих структур (IEC 61249 (all parts), Materials for printed boards and other interconnecting structures.)
МЭК 61340-5-1 Электростатика. Часть 5-1. Технические требования для защиты электронных устройств от электростатических явлений. Общие требования (IEC 61340-5-1, Electrostatics - Part 5-1: Specification for the protection of electronic devices from electrostatic phenomena - General requirements)
МЭК 61340-5-2 Электростатика. Часть 5-2. Технические требования для защиты электронных устройств от электростатических явлений. Руководство пользователя (IEC 61340-5-1, Electrostatics - Part 5-1: Specification for the protection of electronic devices from electrostatic phenomena - User guide)
МЭК 61760-2 Технология поверхностного монтажа. Часть 2. Условия транспортировки и хранения устройств поверхностного монтажа (SMD). Руководство по применению (IEC 61760-2, Surface mounting technology - Part 2: Transportation and storage conditions of surface mounting devices (SMD) - Application guide)
ИСО 9002 Системы качества. Модель для обеспечения качества в производстве, при установке и техническом обслуживании (ISO9002, Quality systems - Model for quality assurance in production, installation and servicing)
3 Термины и определения
В данной части ГОСТ Р МЭК 61192 применяются термины и определения из МЭК 60194 и следующее определение.
3.1 Новая конструкция (new design): Конструкция, которая ранее не монтировалась изготовителем.
4 Общие требования
4.1 Приоритеты
Если заказчик не устанавливает обязательность соблюдения всех требований (или конкретных пунктов) данного стандарта, например, в контракте на поставку, то соответствующие обязательные разделы и подразделы данного стандарта рекомендуется принимать к руководству. Контурные рисунки в данном стандарте предназначены для облегчения понимания текстовых требований. Текстовые требования имеют преимущественное значение.
4.1.1 Разрешение противоречий
Если заказчик предпочитает устанавливать соблюдение всех или некоторых обязательных требований данного стандарта, то:
а) в случае противоречия между текстом данного стандарта и применяемыми документами, приводимыми в данном стандарте, необходимо обратиться к стандарту ГОСТ Р МЭК 61191-1 для выбора надлежащих приоритетов и к стандартам ГОСТ Р МЭК 61191-2, ГОСТ Р МЭК 61191-3 и ГОСТ Р МЭК 61191-4 для технических требований. Однако ничто в данном стандарте не отменяет применяемых законов и норм;
b) в случае противоречия между требованиями данного стандарта и разработанными заказчиком чертежом (чертежами) и требованиями изготовитель должен руководствоваться последними. Если существует противоречие между требованиями данного стандарта и чертежом (чертежами) или требованиями, которые не были утверждены заказчиком, последние должны быть представлены заказчику для утверждения. После их утверждения решение о принятии (или изменениях) должно быть подтверждено документально, например примечанием должностного лица об исправлении или равносильной пометкой на чертеже (чертежах) или требованиях, которыми в последующем руководствуются;
c) если требования применяемой заказчиком документации менее строгие, чем применяемые обязательные пункты в стандартах ГОСТ Р МЭК 61191-1, ГОСТ Р МЭК 61191-2, ГОСТ Р МЭК 61191-3 и ГОСТ Р МЭК 61191-4 или пункты данного стандарта, ни поставщик, ни заказчик не должны требовать соблюдения данного стандарта или любых стандартов, приведенных в данном разделе, без обозначения конкретных разделов и относящихся к ним понижений в каждом требовании и в каждой такой претензии.
4.1.2 Интерпретация требований
Если пользователь задает соблюдение обязательных требований данного стандарта, то:
a) если заказчиком не указано иное, то слова «должен», «следует» означают, что требование является обязательным. Отклонение от любого «обязательного» требования требует письменного принятия данного отклонения заказчиком, например зафиксированного на сборочном чертеже, в требованиях или в положении контракта;
b) слова «рекомендуется», «допускается» отражают рекомендации и руководство соответственно и используются всякий раз, когда предназначены для выражения необязательных положений.
4.1.3 Классификация
Введение классификации изделий позволяет заказчику выбирать требования к рабочим характеристикам в соответствии с конечной областью применения.
Данный документ устанавливает классификацию электронных и электрических печатных узлов в соответствии с их назначением в используемой аппаратуре. Подраздел 4.3 ГОСТ Р МЭК 61191-1 определяет три основных класса, отражающие работоспособность, требования к эксплуатационным характеристикам и периодичность проверок (контроля/испытаний). Следует признать, что печатные узлы могут одновременно относиться к разным классам.
Заказчик печатных узлов является ответственным за определение класса, к которому принадлежит изделие. В контракте, где необходимо, следует задавать требуемый класс и должны быть указаны любые исключения или дополнительные требования к параметрам.
Класс А: Электронные изделия общего назначения
Включает в себя товары широкого потребления, персональные компьютеры и периферийные устройства, электронные модули и блоки, функционирующие в составе общих комплексов.
Класс В: Специализированная электронная аппаратура
Включает в себя коммуникационную аппаратуру, сложные вычислительные средства и электронную аппаратуру, для которых требуется высокое качество и длительный срок службы и для которых желательна, но не обязательна, бесперебойная эксплуатация. Эксплуатация в условиях внешних воздействий, определенных заказчиком, не должна приводить к отказам.
Класс С: Электронная аппаратура ответственного назначения
Включает в себя все виды аппаратуры, для которых требования к надежности функционирования являются обязательными. Отказ аппаратуры недопустим, условия эксплуатации, заданные заказчиком, могут быть исключительно жесткими, аппаратура должна функционировать в любое время включения. К таким, например, относятся системы жизнеобеспечения или другие ответственные системы.
Состояние изделия каждого класса подразделяется на следующие три состояния качества изготовления.
a) Заданное состояние - эталон режима работы и качества изготовления, который должен быть целью для всех нормальных операций производственного процесса: категория «годно».
b) Допустимое состояние - состояние с минимально допустимым качеством изготовления, которое без ремонта и доработки допустимо для поставки заказчику или, если это необходимо, на следующий участок изготовления. Если частота отклонений от требований данного стандарта возрастает для значительного объема производства (что установлено предварительно определенными пределами управления технологическим процессом), то данный факт рекомендуется считать основанием для беспокойства и необходимости корректирующих действий: категория «годно».
с) Недопустимое состояние - случай, который требует корректировки с применением надлежащей доработки (или выбрасывания в отходы) и должен быть официально отмечен как дефект качества и управления технологическим процессом. Считается вероятным, что данный случай представляет технологический процесс неприемлемым, а изделие впоследствии - ненадежным: категория «не годно».
Первое обнаружение недопустимого состояния подразумевает, что все другие состояния, предшествующие недопустимому состоянию, являются допустимыми. Например, если недопустимое состояние устанавливается как «10 % или больше поверхности не смачивается», то это означает, что если 9 % поверхности не смачивается, то это допустимое состояние в применимом классе.
Недопустимое состояние для класса А автоматически подразумевает недопустимое состояние для классов В и С. Недопустимое состояние для класса В подразумевает недопустимое состояние для класса С.
Изготовитель несоответствующего изделия должен принять решение о доработке, ремонте, применении в настоящем виде или утилизации, исходя из требований проекта, эксплуатации или заказчика.
Для принятия правильного решения рекомендуется провести фактическую оценку количества материала, монтажа и ориентации компонентов или размеров галтелей припоя.
Рекомендуется, не возлагать на контролера выбор класса для проверяемой детали, а предоставлять ему документацию, которая задает данный класс.
Решения о приемке и/или отбраковке изделия должны быть основаны на контракте, конкретных технических требованиях, и нормативной документации. Иногда можно применять введенные допущения для минимизации риска появления отклонений или дефектов в последующих технологических процессах.
4.2 Управление технологическим процессом
4.2.1 Дефекты и индикаторы отклонений технологического процесса
В таблице 2 стандарта ГОСТ Р МЭК 61191-1, таблице 1 стандарта ГОСТ Р МЭК 61191-2, таблице 2 стандарта ГОСТ Р МЭК 61191-3 и в таблице 3 стандарта ГОСТ Р МЭК 61191-4 перечислены типичные недопустимые дефекты, которые требуют устранения, например доработки или ремонта. Изготовитель является ответственным за обозначение других зон риска и за устранение причин дефектов. Такие проблемные зоны рекомендуется указывать на сборочном чертеже. В отличие от перечисленных недопустимых дефектов аномалии и разбросы внутри «допустимых» пределов рассматриваются как индикаторы отклонений технологического процесса и должны контролироваться, если наблюдается их появление. Решения об отклонениях технологического процесса, обнаруженных в ходе изготовления и контроля, не требуется.
4.2.2 Требования к управлению и совершенствованию технологического процесса
Стандарт ГОСТ Р МЭК 61191-1 требует применять методики управления технологическим процессом
при выполнении и оценке технологических процессов, используемых для создания электрических и электронных печатных узлов. По соглашению с заказчиком допускается освободить изготовителя или сборщика от выполнения точных оценок и проверок, подробно изложенных в данном стандарте, на соответствие уровню качества при условии, что имеются объективные данные о наличии действующего и всестороннего плана усовершенствования технологического процесса.
Должны быть продемонстрированы средства управления качеством проекта, материалов и компонентов и средства управления машинизированными операциями.
Планы усовершенствования технологических процессов не обязательно требуют статистических методов управления технологическим процессом при условии, что имеются данные, демонстрирующие альтернативный сбор информации, обратную связь, процедуры и методы корректирующих воздействий.
4.2.3 Область применения требований
Действующие требования данного стандарта должны в обязательном порядке прилагаться ко всем соответствующим субконтрактам и заказам на поставку каждым изготовителем или поставщиком комплектующих изделий и материалов. Изготовитель или поставщик не должен устанавливать или допускать никаких отклонений отданных требований в субконтрактах или заказах на поставку, кроме тех, которые утверждены заказчиком.
Если не указано иное, то требования данного стандарта не распространяются на покупку стандартных (каталожных) изделий. Однако изготовители данных изделий могут выполнять данные требования соответствующим образом.
4.2.4 Проекты
4.2.4.1 Новые проекты
Рекомендуется руководствоваться разделом 3 и подразделом 5.1.
4.2.4.2 Действующие проекты
Не рекомендуется использовать требования данного стандарта как исключительную причину для переработки уже существующего утвержденного проекта. Однако если существующие проекты подвергаются изменениям, которые влияют на конфигурацию аппаратуры, то проект должен быть пересмотрен и должны быть введены изменения, утвержденные заказчиком и предусматривающие наиболее рациональное соответствие требованиям стандарта.
4.2.5 Квалификация персонала
К персоналу должны предъявляться следующие требования:
a) все руководители, операторы и персонал ОТК могут быть допущены к выполнению соответствующих производственных заданий только при наличии необходимого профессионального опыта;
b) поддержание квалификации персонала на необходимом уровне должно подтверждаться объективными данными, доступными для ознакомления: документами о проверке выполнения профессиональных обязанностей, о повышении квалификации персонала, о проверке знания требований, входящих в настоящий стандарт.
Примечание -Дополнительная информация по данным вопросам может быть получена в стандартах ИСО 9001, ИСО 9002. Подробные сведения о соответствующих видах обучения приведены в разделе 21 настоящего стандарта.
4.2.6 Электростатический разряд (ЭСР)
Программа защиты от электростатического разряда должна соответствовать стандартам МЭК 61340-5-1 и МЭК 61340-5-2. Документально оформленные процедуры и мероприятия для предотвращения электростатических разрядов, направленные на защиту электрических и электронных деталей, компонентов, печатных узлов и оборудования, чувствительных к ЭСР, должны проводиться (но не ограничиваться данными периодами) во время:
a) входного контроля изделий;
b) комплектования и хранения плат, компонентов и деталей;
c) изготовления и доработки;
d) циклов проверки и испытания;
e) хранения, упаковки и перевозки готовых изделий;
f) транспортировки и установки;
Процедуры анализа отказов из-за ЭСР должны быть документированы и доступны для экспертизы.
4.3 Производственное оборудование
4.3.1 Чистота рабочего места
Рабочее место должно удовлетворять следующим требованиям:
a) чистота и параметры окружающей среды на всех рабочих местах должны поддерживаться на уровнях, которые предотвращают загрязнение или порчу паяльных инструментальных средств, материалов и поверхностей, предназначенных для пайки;
b) принятие пищи, питье, применение табачных изделий и лекарств на рабочих местах должны быть запрещены.
4.3.2 Средства контроля окружающей среды
Рекомендуется, чтобы производственное помещение, где проводится пайка, имело соответствующую защищенность, в нем рекомендуется контролировать и поддерживать требуемую температуру и влажность, а также повышенное давление.
Для удобства работы оператора и поддержания состояния паяемости рекомендуется поддерживать температуру в диапазоне от 18 до 30 °С, а относительную влажность не выше 70 %. Для управления технологическим процессом там, где это необходимо, рекомендуется применять более узкие диапазоны допускаемой температуры и влажности, например при нанесении припойной пасты или клея.
В условиях, где относительная влажность уменьшается до 30 % и ниже, изготовитель должен проверять соответствие требованиям мер по предотвращению электростатических разрядов и достаточность уровня влажности для использования флюса и нанесения припойной пасты.
4.3.3 Освещение
Освещение на рабочих поверхностях ручной пайки и поверхностях, предназначенных для технического контроля, должно быть не менее 1000 лм/м2.
4.3.4 Полевые условия
При работе в полевых условиях, где нельзя эффективно добиться условий окружающей среды, требуемых настоящим стандартом, должны быть предприняты специальные меры предосторожности для получения максимального качества паяных соединений и для минимизации воздействий окружающей среды на операцию, проводимую на аппаратуре.
4.3.5 Чистые помещения
Сборка электронных изделий может потребовать применения чистых помещений, обеспечивающих соблюдение требований данного стандарта в условиях производства. При необходимости уровень чистоты помещения должен согласовываться между заказчиком и изготовителем или сборщиком.
4.3.6 Техническое обслуживание оборудования
Производственные технологические установки для выполнения процессов сборки, пайки и испытаний должны проходить регламентное техническое обслуживание для обеспечения производительности и эффективности, соответствующих параметрам, установленным их изготовителями. Графики и процедуры технического обслуживания должны подтверждаться документами.
4.4 Идентификация технологического процесса
4.4.1 Конструктивные форматы печатных узлов и последовательности технологических процессов
Примеры пяти основных конструкций печатных узлов, для которых применимы требования настоящего стандарта, показаны на рисунках 1 - 5 вместе с присущими им типовыми последовательностями технологических процессов.

Рисунок
1 - Односторонний печатный узел с поверхностным монтажом (ПМ) компонентов
поверхностного
монтажа (КПМ). Пайка только оплавлением

Рисунок 2 - Односторонний печатный узел. Пайка только погружением
Примечание - Если после операций групповой пайки погружением или волной припоя необходимо проводить ручную установку и пайку компонентов с выводами, то, возможно, металлизированные сквозные отверстия, предназначенные для данных компонентов, потребуется покрывать легко снимающейся защитной маской, которая предохранит данные отверстия от заполнения припоем. (См. 19).
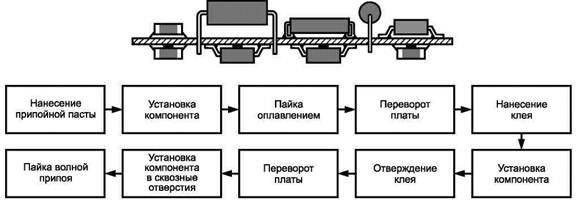
Рисунок
3 - Двусторонний печатный узел с комбинированной технологией монтажа. Пайка
оплавлением
и пайка погружением или волной припоя
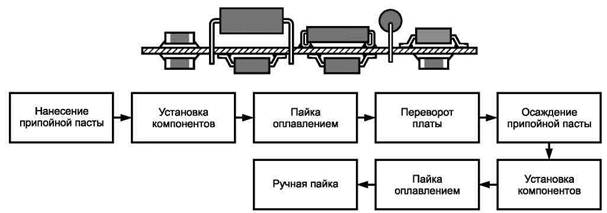
Рисунок
4 - Двусторонний печатный узел с комбинированной технологией монтажа. Пайка
оплавлением
и ручная пайка
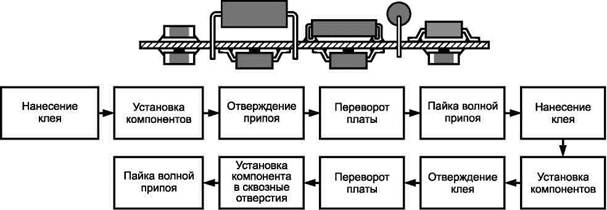
Рисунок
5 - Двусторонний печатный узел с комбинированной технологией монтажа.
Пайка только погружением
4.4.2 Маркировочные знаки или присвоение серийных номеров
Как минимум, каждый печатный узел должен маркироваться или отмечаться способом, который обеспечивает выполнение оперативного контроля изделий с классом, заданным как изготовителем, так и заказчиком. Для изделий класса С все элементы, являющиеся частью печатного узла, должны отслеживаться по отдельным сопроводительным документам.
4.4.3 Регистрация изменений
Для сокращения риска появления ошибки в производстве рекомендуется контролировать обозначения всех чертежей и другие данные на отдельные изделия, а также извещения на их модификацию или изменения, как для изделий, так и для относящегося к ним программного обеспечения системы управления установкой компонент одним и тем же подразделением в рамках сборочного производства.
4.4.4 Состояние незавершенного производства
Все печатные узлы, включая печатные узлы на каждом этапе изготовления и печатные узлы, возвращенные для доработки или возвращенные заказчиком для ремонта, должны иметь при себе средства идентификации их состояния, например, ожидание визуального осмотра, отказ при первом внутрисхемном контроле, ожидание ремонта.
Для изделий класса С данная идентификация должна включать в себя запись о каждом дефекте при прохождении последовательных проверок и испытаний (а также запись об успешном их прохождении). Рекомендуется, чтобы индикаторы (например, метки, нанесенные цветной краской вдоль края платы, или маркировочные бирки) были хорошо видимы человеческим глазом без применения увеличения.
4.4.5 Персональная безопасность
Работник должен быть уверен, что вся важная информация о безопасности персонала, связанная с эксплуатацией оборудования и обращением с материалами, компонентами и основаниями печатных плат, была получена от поставщиков и передана по назначению.
5 Подготовка к технологическому процессу
5.1 Проверки проекта
Данная задача применяется к каждому отдельному проекту платы и включает в себя перечисленные ниже проверочные действия, необходимые для обеспечения удовлетворительных эксплуатационных характеристик автоматического оборудования и удовлетворительного качества ручного труда. Перечень проверок не является всеобъемлющим и не затрагивает всех аспектов надежности.
5.1.1 Конструкции печатных узлов всех типов
a) Конструкция платы соответствует нормам ориентации и зазора установки компонентов, применяемым для планируемых технологических процессов пайки и сборки, и позволяет обеспечивать требования к заданному расположению компонентов после пайки и к контурам их паяных соединений, приведенные в серии стандартов ГОСТ Р МЭК 61191.
b) Если печатный узел предназначен для пайки волной припоя или пайки протягиванием по поверхности припоя и на ней устанавливаются компоненты, нуждающиеся в предварительном нагреве с температурой 100 °С (или ниже) перед ванной с припоем (например, безвыводные многослойные керамические конденсаторы), то на печатном узле предусмотрено свободное от компонентов пространство, достаточное для опорного поддерживающего устройства, предотвращающего ее прогиб.
c) Конфигурации контактных площадок и связанных с ними токопроводящих дорожек обеспечивают теплоизоляцию от подсоединенных тепловых масс, а также возможность ручной пайки и доработки при минимальной комбинации времени-температуры.
d) Печатная плата и ее заданные размеры, плоскостность, покрытия и фоторезисты и заданные компоненты соответствуют требованиям используемых технологических процессов и технологическому оборудованию без ухудшения надежности печатного узла (в случае сомнения, рекомендуется потребовать письменное подтверждение поставщика).
e) Распределение медных слоев и конструкция слоя заземления сбалансированы таким способом, при котором достигается наиболее возможная плоскостность платы после пайки. Большие медные участки рекомендуется выполнять в виде сетки (например, слои заземления, слои питания) для сокращения риска расслоения.
f) Имеется достаточный зазор около каждого компонента, позволяющий применять для доработки соответствующие метод и инструменты, рекомендуемые изготовителем (см. 18.5).
g) Все зонды для «внутрисхемного» и другого контроля могут контактировать с платой без касания любого паяного соединения, вывода и корпуса компонентов, и соответствующие требования удовлетворяются. См. раздел 17.3.
h) Имеющееся аппаратные средства для внутрисхемного контроля имеют достаточное число узлов для удовлетворения требований, предъявляемых к испытаниям, основанным на проведении проверки (предпочтительно за один проход) всех требуемых компонентов.
i) В рамках ограничений имеющихся знаний, юридических требований безопасности и соответствующих национальных и международных технических нормативов предлагаемый проект будет допустимо безопасным при эксплуатации в окружающей среде, для которой он был разработан.
Анализ опасности и риска полезен при проведении оценки данной проблемы и является обязательным в некоторых случаях. При необходимости рекомендуется предоставить заказчику соответствующие предостережения.
5.1.2 Конструкции печатных узлов поверхностного монтажа
a) Применяются проверки конструкции, изложенные в 5.1.1.
b) Проводящий рисунок позволяет использовать запланированную припойную пасту и оборудование для нанесения клея с приемлемой скоростью и качеством.
c) При планировании групповой пайки оплавлением конфигурации контактных площадок для небольших компонентов с двумя, тремя и четырьмя выводами имеют сбалансированные тепловые массы и уравновешенные воздействия поверхностного натяжения, предотвращающие нежелательное перемещение во время пайки.
d) Проводящий рисунок допускает достаточный изоляционный промежуток для установки компонентов поверхностного монтажа, визуального осмотра корпусов компонентов и паяных соединений до и после пайки и для проведения электрических проверок печатных узлов с помощью измерительных зондов во время внутрисхемного и/или функционального контроля.
e) Паяные соединения компонентов поверхностного монтажа расположены на достаточном расстоянии от линий разлома, когда печатные узлы мультиплицируются на заготовке.
f) Контактные площадки для измерительных зондов расположены с промежутками, позволяющими использовать прочные надежные измерительные зонды, например, на расстоянии не менее 2,5 мм друг от друга (должны быть выполнены требования раздела 17).
g) Проектируемая испытательная схема и поддерживающая испытательная конструкция не ухудшают структуру и функционирование печатного узла; чрезмерные напряжения питания и механические усилия измерительных зондов (даже при искривлении, короблении или изгибе) не приводят к деформации платы после монтажа.
h) В случае применения безвыводных многослойных керамических конденсаторов длина контактных площадок достаточна для обеспечения требований стандарта ГОСТ Р МЭК 61191 -2. См. МЭК 61188-5-2.
i) При планировании оптического совмещения на печатном оборудовании или на оборудовании автоматической установки компонентов реперные знаки, нанесенные на платы, подходят для используемого оборудования, например, по размерам, формам, конечному покрытию и контрастности изображения.
5.1.3 Конструкции печатных узлов, требующих комбинированной технологии с применением автоматической установки и вставки
a) Применяются проверки конструкции, изложенные в 5.1.1 и 5.1.2.
b) Вокруг компонентов поверхностного монтажа имеется достаточный зазор, предотвращающий их повреждение во время последующих операций вставки компонентов в сквозные отверстия, обрезания и загиба выводов.
5.2 Требования к компонентам и их приобретение
В целях обеспечения гарантии того, что все поставляемые компоненты «подходят по назначению», и чтобы свести возможную доработку до минимума, рекомендуется выполнять следующие требования к качеству изготовления.
5.2.1 Применение и процессы обработки покупных изделий
Подразделению, отвечающему за снабжение, рекомендуется до размещения контрактов и закупок по контрактам проинформировать сборщика об области применения изделия и соответствующих требованиях к климатическим и механическим испытаниям. Сборщику рекомендуется передать эту информацию поставщикам, а также проинформировать их о планируемой технологии сборки и соответствующих температурно-временных циклах и методах очистки, которым будут подвергаться компоненты, включая доработку паяных соединений и любую последующую операцию, необходимую для монтажа на обеих сторонах платы.
5.2.2 Тип корпуса компонента
Сборщику рекомендуется убедиться, что покупные компоненты заказываются для поставки в корпусах, для которых была разработана конструкция платы (см. примеры на рисунках 6 и 7).
|
|
|
|
|
|
а - чип-резистор |
b - керамический |
c - электролитический конденсатор в литом пластмассовом корпусе |
|
|
|
|
||
|
d - электролитический конденсатор с радиальными выводами |
е - подстроечный чип-реэистор |
||




Рисунок 6 - Типовые конструкции корпусов пассивных и активных компонентов поверхностного монтажа
|
|
|
|
|
|
а - диод, корпус MELF |
b - диод, корпус SO |
c - транзистор, корпус SO (SOT 23) |
|
|
|
|
||
|
d - транзистор, корпус SO (SOT 143) |
е - транзистор средней мощности, корпус SO (SOT 223) |
||
|
|
|
||
|
f - интегральная схема, корпус SO |
g - интегральная схема, корпус SOJ |
||
|
|
|
||
|
h - безвыводной пластмассовый кристаллодержатель (PLCC) |
i - корпус Quad pack |
||
|
|
|||
|
j - квадратный плоский корпус (PQFP) |
|||
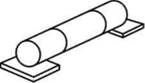
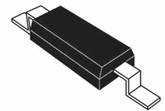
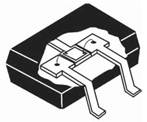


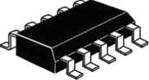



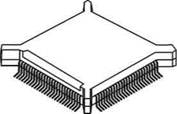
Рисунок 7 - Типовые конструкции корпусов полупроводниковых компонентов поверхностного монтажа
Кроме того, их упаковка, например, на лентах-бобинах, в тубусах, лотках или кассетах в случае рассыпных компонентов, должна быть удобна для работы автоматического сборочного оборудования, устанавливающего компоненты с монтажом в отверстия, или автомата для установки компонентов поверхностного монтажа.
5.2.3 Транспортная упаковка компонентов
Для обеспечения наилучшего сохранения паяемости рекомендуется, чтобы транспортная упаковка паяемых компонентов сохраняла низкую относительную влажность и защищала их от атмосферных загрязнений во время транспортировки и любого временного хранения, например, на складах поставщика. Везде, где практически осуществимо, рекомендуется избегать контакта между материалами выводов или поверхностями выводов и мягкими пластиковыми материалами, такими как полиэтилен, липкая лента. Также не рекомендуется проводить транспортировку и хранение негерметично упакованных бобин, тубусов или кассет в коробках из гигроскопичных материалов, таких как картон.
В частности, не рекомендуется, чтобы упаковка для керамических конденсаторов и небольших компонентов допускала соударения незакрепленных компонентов между собой и их механические повреждения.
5.2.4 Дата изготовления и толщина покрытия припоем
Когда необходимо, сборщику рекомендуется выяснять дату изготовления компонентов, гарантируемую минимальную толщину паяемого покрытия и метод его нанесения. Данная информация поможет при определении их годности для получения высокого выхода годных изделий после пайки.
Рекомендуемая минимальная толщина покрытия припоем на любом выводе равна 6 мкм для компонентов, которые используются в течение 12 месяцев после изготовления, и 8 мкм - при более продолжительном периоде хранения. Для покрытий без припоя может потребоваться другая минимальная толщина.
5.3 Требования к печатным платам и их приобретение
В целях обеспечения гарантии того, что поставляемые основания или печатные платы «подходят по назначению» и позволяют свести доработку в случае ее необходимости до минимума, рекомендуется выполнять следующие требования к качеству изготовления.
5.3.1 Задание характеристик печатных плат
Помимо геометрических размеров и допустимых отклонений для размеров плат, токопроводящих дорожек, контактных площадок и отверстий, в требованиях рекомендуется указывать, как минимум:
- необходимые материалы основания плат;
- толщину проводников при поставке (особенно для проводников с малым шагом); -тип и диапазон толщин покрытия припоем;
- формы, типы и конечное покрытие маркировочных знаков, применяемые для оптического распознавания;
- тип, толщину и точность совмещения фоторезиста;
- применяемое конечное покрытие;
- требования к геометрии мультиплицирования (например, ширину и расположение выступов, пазов, скрайбирования) и плоскостности несмонтированного основания печатной платы. См. МЭК 61188-1-1.
5.3.2 Уведомление сборщиков и поставщиков
Перед закупкой заказчику рекомендуется проинформировать изготовителя об условиях эксплуатации или классификационном классе изделия и соответствующих данному классу технических требованиях к климатическим и механическим испытаниям. Сборщику рекомендуется передать эту информацию поставщикам, а также проинформировать их о планируемой технологии монтажа, соответствующих температурно-временных циклах и методах очистки, которым будет подвергаться основание печатной платы или плата, включая доработку паяных соединений и любую последующую операцию, необходимую для монтажа на обеих сторонах платы.
5.3.3 Соответствие требованиям, обеспечивающим высокий выход годных печатных узлов В целях обеспечения гарантии того, что основания или платы поступают в состоянии, пригодном для
высокого выхода годных печатных узлов после операций установки и пайки изготовителю рекомендуется учесть следующие факторы:
a) изготовителю рекомендуется удостовериться, что требования к покрытию и паяемости поверхностей контактных площадок, применяемых поставщиками к их изделиям, соответствуют применяемому методу установки и пайки;
b) при оптическом измерении оптические характеристики поверхности, а также метод нанесения покрытия припоем, плоскостность и диапазон толщин покрытия припоем (если отделочное покрытие представляет собой припой), являются важными параметрами;
c) не рекомендуется превышать допустимый срок хранения антиоксидантных покрытий и покрытий предварительного флюсования. См. 7.4 d.
d) материалы транспортной упаковки и максимальное число упаковок рекомендуется согласовывать с поставщиком и задавать как часть контракта; не рекомендуется допускать контакт гигроскопичных материалов или материалов со значительным содержанием свободных натрия, хлора, серы (например, термоусадочной пленки, клейкой пленки) с паяемыми поверхностями.
5.4 Требования к технологическим материалам и их приобретение
5.4.1 Паяльные пасты и клеи
В целях обеспечения гарантии того, что данные материалы поступают в состоянии, пригодном для получения высокого выхода годных изделий во время операций пайки оплавлением, рекомендуется внести требование, чтобы для каждого отдельного контейнера поставщик указывал дату изготовления пасты или клея и страну-изготовителя. От поставщика рекомендуется требовать обеспечения кодировки для интерпретации этих данных.
Для минимизации воздействия воздуха на припойную пасту, предназначенную для нанесения, и тем самым - минимизации риска образования шариков припоя рекомендуется проводить закупку исходя из размера контейнера с пастой, которая используется в течение 36 ч с момента открытия контейнера с многократно герметизируемой крышкой.
Желательно, чтобы дозирующие насадки в виде шприцов-дозаторов, хотя и герметично упакованные в непроницаемый материал для транспортировки и хранения, были прозрачными, чтобы была возможность видеть любые признаки разделения между носителем пасты и частицами припоя.
5.4.2 Слитки припоя для пайки погружением в припой
Смотри ИСО 9453.
5.4.3 Моющие средства
Обычно моющие средства выбирают по справочным данным их изготовителя. Контейнеры с моющими средствами рекомендуется указывать в размерах, которые допускают безопасное с ними обращение персоналом или используемым на местах подъемным и транспортным оборудованием (например, тележками). Контейнеры, содержащие огнеопасные, токсичные или иные вредные материалы, должны маркироваться соответствующими стандартными метками опасности.
Отходы моющих средств (использованные материалы) должны помещаться в безопасные контейнеры, которые легко отличаются от контейнеров, содержащих неиспользованный материал, и маркироваться, как указано выше. Их окончательную утилизацию рекомендуется предусматривать во время приобретения.
При работе с огнеопасными, токсичными и вредными для окружающей среды материалами должны соблюдаться местные законодательные требования по безопасности и сохранению окружающей среды.
5.4.4 Трафареты и трафаретные сетки
Они весьма чувствительны к механическим повреждениям, и в закупочных требованиях рекомендуется указывать тщательный способ упаковки и материалы, используемые для данной цели. Не рекомендуется применять в качестве упаковочных материалов, соприкасающихся с трафаретом или трафаретной сеткой, материалы, теряющие свои частицы, которые могут забивать маленькие отверстия. Рекомендуется также задавать параметры, измеряемые во время входного контроля материалов и изделий, и методы входного контроля данных параметров.
5.4.5 Флюсы
Рекомендуется точно указывать флюсы с целью обеспечения соответствующих требований, например, изложенных в МЭК 61190-1-1 (IEC61190-1-1) или требованиях заказчика.
5.4.6 Временные паяльные маски
Временные паяльные маски должны выбираться по их пригодности к прилипанию к материалам платы, а также по характеристикам целостности, адгезии и эластичности клея по всему планируемому температурно-временному профилю пайки. Любое загрязнение, оставшееся после их удаления, должно быть безопасным и не должно ухудшать паяемости поверхностей, которым требуется последующая пайка, или не должно ухудшать технологические процессы очистки (если они используются). См. 19.3.
5.5 Планирование контроля, контрольно-измерительное оборудование и правила инспекции
5.5.1 Схема контроля
Выборка и уровни достоверности должны совпадать с данными поставщика о качестве, с требованиями технологических процессов монтажа и классом изделия. Схема контроля, документально оформленная в соответствии с ИСО 9002, должна быть доступна для экспертизы.
5.5.2 Контрольно-измерительное оборудование для входного контроля
Изготовитель или сборщик должен обеспечить необходимое производственное оборудование для входного контроля материалов и изделий, которое минимизирует риск механического повреждения, химического или иного загрязнения и электростатического разряда контролируемых изделий, которые необходимы для использования в последующем производстве.
Оснащение рабочего места входного контроля должно иметь:
a) достаточное освещение для визуального осмотра, т. е. более 1000 лм/м2 на уровне стола;
b) соответствующее визуальное увеличение;
c) оборудование для электрических испытаний плат и компонентов, которое выполняет методологические требования к входному контролю изделий и материалов:
- механическое измерительное оборудование и технологическая оснастка достаточной точности для обеспечения гарантии того, что размеры и форма входящих изделий удовлетворяют заданным требованиям;
- доступ к оборудованию, предназначенному для тестирования плат и компонентов на паяемость, способному оценивать пригодность изделия для получения высокого выхода годных изделий после пайки и минимальной доработки в производстве.
5.6 Хранение и комплектование компонентов, плат и материалов
5.6.1 Хранение
a) Все компоненты, платы и технологические материалы должны храниться в условиях, рекомендованных изготовителем, и не дольше рекомендованного срока годности при хранении (МЭК 61760-2). В отсутствие данной информации сборщику рекомендуется принять, что для компонентов требуются постоянная низкая влажность (< 50 % относительной влажности), стабильная температура (например, от 15 °С до 20 °С); их рекомендуется хранить вдали от загрязняющих внешних условий. Платы рекомендуется хранить в горизонтальном положении.
b) Для сохранения копланарности и паяемости выводов, там, где это практически возможно вплоть до их использования, компоненты рекомендуется хранить на лентах-бобинах, тубусах, лотках или кассетах. Компоненты рекомендуется оставлять в их герметичной транспортной упаковке и содержать в негигроскопичных ящиках. Если нельзя избежать повреждения герметизации упаковки, то компоненты рекомендуется либо по возможности хранить в постоянных сухих условиях, например при относительной влажности меньше 40 % и комнатной температуре для интегральных схем, заключенных в пластиковые корпуса, либо переупаковывать в толстые, многократно герметизируемые полипропиленовые мешки с поглотителем влажности.
c) Ленты-бобины, тубусы, лотки и кассеты не рекомендуется рассматривать в качестве упаковки, обеспечивающей удовлетворительную атмосферу хранения компонентов, если они подвергаются воздействию влаги и температуры, выходящих за пределы условий хранения, рекомендованных изготовителем. Небольшие компоненты на лентах на основе гигроскопичной бумаги не рекомендуется хранить в течение продолжительных периодов.
d) Картонные коробки гигроскопичны и поэтому не рекомендуются для применения при хранении паяемых изделий, если они не содержатся в условиях с управляемой температурой и влажностью.
e) Во многих случаях припойные пасты и/или клеи с учетом срока годности допустимо хранить в холодильнике, предварительно проконсультировавшись с изготовителем.
f) Трафаретные сетки и трафареты рекомендуется содержать тщательно очищенными, а для минимизации риска повреждения их рекомендуется хранить вертикально (установив на ребро).
g) Чистящие материалы должны храниться в соответствии с рекомендациями изготовителя и соблюдением законодательства об охране труда. Хранение в штабеле в отдельном, специально предназначенном здании, удаленном от производственной площадки, является нормальной практикой. Огнеопасные и токсичные материалы, необходимые для промежуточного применения в производстве, должны надежно храниться в маркированных контейнерах, которые имеют минимально возможные размеры. Контейнеры с огнеопасными жидкостями рекомендуется оснащать огнетушителями во время их транспортировки в места хранения и из данных мест; рекомендуется также оснащать огнетушителями места применения огнеопасных жидкостей.
5.6.2 Комплектование
а) Очередность пополнения и выдачу запаса компонентов, паст и печатных плат на складах рекомендуется по возможности проводить по принципу «поступает с более ранним кодовым набором даты изготовления» - «первым вышел», а не «первым поступил на склад» - «первым вышел».
b) При комплектовании компонентов и плат для серийной партии изделий сборщик должен предпринять соответствующие действия для сохранения чистоты всех предназначенных для пайки поверхностей, а также меры предосторожности против повреждений от электростатического разряда.
c) При изготовлении изделий класса С частично использованные ленты и бобины, тубусы и кассеты в конце изготовления или обработки партии продукции рекомендуется возвращать на склады и хранить их в условиях, соответствующих хранению аналогичных поступающих комплектующих изделий.
5.7 Правила сборки, упаковки и отгрузки
Изготовитель или сборщик должен обеспечить на всех стадиях соответствующее обращение, которое сводит к минимуму риск механического повреждения, химического или иного загрязнения и электростатического повреждения для всех чувствительных элементов.
a) Не рекомендуется голыми руками или пальцами касаться поверхности, предназначенной для пайки.
b) Если при обращении с печатными узлами персонал использует ручные кремы или лосьоны, их состав должен быть специально предназначен для применения на сборочных участках. Рекомендуется избегать применения силиконосодержащих косметических средств.
c) Печатные узлы, ждущие межоперационного перемещения или транспортной упаковки, рекомендуется устанавливать на подставки, сделанные из проводящего материала, предохраняя от риска повреждения и контакта печатных узлов между собой.
d) Устройства, материалы и методы, используемые для удержания деталей и компонентов на печатной плате на этапах предварительного нагрева, флюсования, пайки и охлаждения, должны быть пригодны для сохранения расположения компонентов и допускать прохождение припоя через металлизированные сквозные отверстия и/или на области контактных площадок. Они не должны загрязнять, повреждать и ухудшать никакой элемент.
e) Весь персонал, обращающийся с печатными узлами в производстве и на участках упаковки и отгрузки, должен получить достаточную профессиональную подготовку, которая позволит им удовлетворять требованиям соответствующего документа. Меры предосторожности должны строго соблюдаться на всех этапах.
5.8 Электрические испытания
5.8.1 Входной контроль комплектующих изделий
a) Если между поставщиком и изготовителем или сборщиком нет письменного соглашения, то последнему рекомендуется выполнять электрический входной контроль печатных узлов и компонентов, если поставщик не может выполнять необходимые испытания, а их выполнение является важным для правильного функционирования оборудования.
b) С многовыводными интегральными схемами штыревого и поверхностного монтажа требуется проявлять особую осторожность во время входного контроля, чтобы не допускать таких повреждений выводов, которые могут воздействовать на их совмещение с отверстиями или рисунком контактной площадки на плате. Для технологии поверхностного монтажа неотъемлемыми требованиями являются влагозащита и защита паяемости.
5.8.2 Внутрисхемный контроль
Цель производства заключатся в получении после пайки достаточно высокого выхода годных изделий, устраняющего необходимость в доработке перед внутрисхемным контролем.
Применительно к печатным узлам поверхностного монтажа и комбинированной технологии монтажа функциональные возможности оперативной диагностики, обеспечиваемой средствами внутрисхемного контроля, означают, что она наиболее часто является критерием дефекта пайки, а не проверкой компонента или межсоединения. Данное утверждение лежит в основе факта, что для большей части печатных узлов электронных схем функциональный контроль при комнатной температуре часто не способен определить значения параметров неисправных компонентов.
Поданным причинам внутрисхемный (или равноценный) контроль рекомендуется проводить на основе проверок всех компонентов печатного узла. В некоторых случаях может оказаться нецелесообразным полностью проверять сложные полупроводниковые компоненты, но короткие замыкания, открытые цепи и наличие или отсутствие соединений всегда могут быть обнаружены.
5.8.3 Функциональный контроль
Если внутрисхемный контроль не проводится, то функциональный контроль при комнатной температуре может не выявить параметрические ошибки компонента. Данный риск можно уменьшить, если проводить функциональный контроль при совместном воздействии предельных значений напряжения и температуры (или иных наихудших режимов) на схему.
5.8.3.1 Периферийное сканирование
Если на плате имеется дополнительная свободная поверхность, а также если есть средства для финансирования соответствующего программного обеспечения, то в качестве альтернативы для внутрисхемного контроля допускаются функциональные проверки методами периферийного сканирования.
5.8.4 Поверка электрического или электронного испытательного оборудования
Рекомендуется предусмотреть повседневную проверку испытательного оборудования. Все оборудование, используемое для оценки качества изготовления собранного печатного узла по требованиям заказчика, должно подвергаться ежедневным проверкам, например, с применением «хорошей» (золотой) схемы или других методов. Для оборудования, измеряющего основные параметры, например сопротивление, емкость или индуктивность, рекомендуется проводить проверку по государственному эталону.
6 Подготовка компонентов
6.1 Паяемость выводов компонентов и контактов
Перед приемкой деталей на хранение или для их использования изготовителю или сборщику рекомендуется проверить компоненты на паяемость с применением схемы выборочного контроля и подтвердить их соответствие требованиям к паяемости в соответствующих документах.
В целях получения максимальной паяемости контактов или выводов компонентов сборщику рекомендуется обеспечить покрытие выводов припоем с гарантируемой минимальной толщины, обозначить дату и метод нанесения припоя, а также, характер покрытия, использованного для планируемой технологии пайки. Рекомендуется использовать процессы, сводящие к минимуму ухудшение паяемости во время хранения, комплектования и обращения в производстве.
Групповая пайка оплавлением более чувствительна к паяемости компонентов, чем методы групповой пайки погружением (например, волной припоя). Для керамических безвыводных компонентов, для которых класс загрязнения в ванне с припоем является важным параметром (например, из-за высокой объемной производительности установки), предпочтительным может быть применение компонентов с защитным никелевым барьерным слоем вместе с покрытием припоем.
6.1.1 Удаление золота с контактов, выводов и монтажных поверхностей компонентов
Должны обеспечиваться соответствующие требования 6.2.2 ГОСТ Р МЭК 61191-1.
Для обеспечения гарантии того, что с предназначенных для пайки поверхностей удалено все золото, содержимое бачков с припоем, используемых для двойного погружения, рекомендуется либо регулярно контролировать в зависимости от объема производства, либо периодически заменять свежим припоем.
Подобные меры предосторожности рекомендуется применять к методам динамического погружения, используемым с той же целью. Кроме того, не рекомендуется использовать для нормальной пайки печатных узлов оборудование, используемое для удаления золота, если регулярный контроль содержания золота в ванне с припоем не может постоянно подтверждать класс ниже пределов, установленных в ГОСТ Р МЭК 61191-1. Однако, если применение такой ванны необходимо, то для предотвращения охрупчивания золота должно применяться достаточное температурно-временное сочетание и достаточный объем припоя.
Лужение выводов или торцевых контактов для удаления золота не должно воздействовать на надежность компонента. Должны приниматься меры предосторожности, способные свести к минимуму появление теплового удара.
В технологиях, где планируется, что компонент будет проходить через последовательность технологических процессов пайки, сборщик должен получить от поставщика подтверждение, что термостойкость компонентов будет допускать предлагаемую последовательность данных технологических процессов. Например, для печатных узлов двустороннего поверхностного монтажа, которые включают в себя только одну операцию доработки на каждой стороне платы, доработка может включать в себя до пяти операций пайки.
После монтажа рекомендуется оценивать образцы соответствующих паяных соединений на прочность. Там, где выбирается данный вариант, испытание должно проводиться, по меньшей мере, через 48 ч после пайки. Для изделий класса С рекомендуется проводить испытание после проведения теплового цикла, суммарное действие которого равноценно приблизительному расчетному ресурсу изделия в условиях эксплуатации.
6.1.2 Покрытие монтажных поверхностей безвыводных компонентов
Большая часть безвыводных компонентов имеет керамические основания и монтажные поверхности, покрытые обожженными композициями стекла и благородных металлов, например серебро-палладий или серебро-платина. Для предотвращения растворения серебра в баке с припоем рекомендуется выбирать безвыводные компоненты, предназначенные для пайки погружением в припой, имеющие барьерный слой, например металлизированный никель, между основанием на основе серебра и внешним слоем, покрытым припоем.
6.1.3 Покрытия выводов компонентов
Методы покрытия выводов компонентов припоем включают в себя металлизацию, погружение и металлизацию с последующим оплавлением. Погружение обеспечивает самое толстое покрытие, но не всегда пригодно для выводов с малым шагом. Металлизированные и оплавленные выводы менее пригодны для групповой пайки оплавлением из-за сильного утончения на концах и углах, способного замедлять образование менисков на боках выводов. Выводы, обрезаемые снаружи выводных рамок, могут не паяться на лицевой стороне носка, если их не металлизировали после обрезания.
Вспомогательные покрытия - электроосаждение палладия на никеле менее пригодно для методов оплавления, особенно, когда требуются слабоактивные или «безотмывочные» флюсы.
6.2 Формовка выводов
Инструменты для всех операций обработки должны содержаться безупречно чистыми, без следов грязи, смазочных масел, флюса, жира или других посторонних веществ.
6.2.1 Повреждение компонентов
Для предотвращения повреждения корпуса компонента, внутренних соединений и мест заделки, выходящих из корпуса выводов во время подготовки выводов компонента, любой используемый гибочный и формовочный инструмент должен фиксировать часть вывода, смежного с корпусом (местом заделки вывода), до момента воздействия на вывод сил изгиба, сдвига или кручения. Выводы с предусмотренными или непредусмотренными торчащими пластиковыми «штанинами» или выпрессовкой, полученными из технологического процесса формовки, должно считать непригодными для формовки выводов, если зажимная часть инструмента не очищена от всего торчащего пластикового материала.
6.2.2 Ухудшение характеристик компонентов
Электрические и механические характеристики корпусов, внутренних соединений и мест заделки выводов компонентов с отформованными выводами не должны ухудшаться ниже соответствующих требований к основной детали.
6.2.3 Требования к формовке выводов
Должны выполняться требования 6.4.2 ГОСТ Р МЭК 61191-1, 4.2.2 ГОСТ Р МЭК 61191-2 и 4.2 ГОСТ Р МЭК 61191-3.
6.2.4 Инструменты
a) Инструменты должны выбираться из условия, что выводы компонентов предварительно формуются до их конечной формы перед установкой или ручной сборкой, за исключением последнего загиба или удерживающего изгиба.
b) Формуются ли выводы вручную или автоматом или штампом, компоненты не должны монтироваться, если вывод компонента имеет недопустимые зазубрины или деформацию в площади поперечного сечения, превышающие 10 % вывода. Незащищенный стержневой металл приемлем для всех классов, если дефект не затрагивает более 5 % площади паяемой поверхности вывода. Появление незащищенного основного металла в формованной площади вывода должно трактоваться как индикатор технологического процесса.
c) Формовка вывода не должна приводить к нарушению требования к минимальному электрическому зазору, заданному для печатного узла.
d) Для компонентов поверхностного монтажа рекомендуется разрабатывать инструменты, исходя из условия, что выводы не возвышаются над верхней частью корпуса, если только не планируется заранее сформированная петля снятия напряжения.
e) Инструменты должны предотвращать скручивание носка вывода более удвоенной толщины вывода.
6.2.5 Применение плоских корпусов интегральных схем для поверхностного монтажа
Плоские корпуса интегральных схем (ИС) не рекомендуется подвергать операциям групповой пайки
поверхностного монтажа без подтверждения поставщиком годности компонентов для данного технологического процесса.
6.2.6 Применение выводов корпусов типа DIL/DIP для поверхностного монтажа
Компоненты для монтажа в сквозные отверстия не рекомендуется подвергать операциям групповой
пайки поверхностного монтажа без подтверждения от поставщика, что они пригодны для данного технологического процесса.
a) Должны применяться требования 6.1.2 - 6.2.3.
b) Формовка и обрезка выводов должна проводиться с применением инструментального штампа для операций обрезки и формовки. Ручная формовка и обрезка запрещаются из-за риска повреждения компонента.
c) Выводы, предназначенные для соединений типа крыла чайки и соединений встык, должны иметь достаточную длину для обеспечения требований, предъявляемых к условиям эксплуатации и сроку службы изделия.
d) Приклеенные прокладки, используемые между корпусом компонента и платой для повышения прочности прикрепления, должны согласовываться по коэффициенту теплового расширения (КТР) с материалом вывода.
6.2.7 Установка компонентов с выводами
a) Компоненты с корпусами, имеющими надлежащее изолированное внешнее покрытие, могут монтироваться без зазора над поверхностями, которые не имеют незащищенную токопроводящую дорожку или цепь. Это не применяется к компонентам, рассеивающим энергию, чья температура поверхности может превышать 85 °С.
b) Если требуется очистка, то рекомендуется, чтобы у компонентов, монтируемых поверх незащищенного печатного монтажа, отформованные выводы обеспечивали зазор не менее 0,25 мм между нижней частью компонента и незащищенным печатным монтажом. Рекомендуется, чтобы максимальный зазор был равен 2 мм.
c) Выводы с радиальными и аксиальными выводами, адаптированными для поверхностного монтажа, рекомендуется надежно прикреплять к плате, например с помощью клея, до проведения пайки данных выводов к поверхности контактных площадок.
6.2.8 Жесткость выводов
Выводы у компонентов для монтажа в сквозные отверстия, приспособленных для поверхностного монтажа, должны формоваться способом, который придает им после монтажа достаточную гибкость для поглощения напряжений в паяных соединениях, вызванных разностью теплового коэффициента расширения между основанием печатной платы и корпусом компонента. Поперечные сечения и устойчивость данных выводов обычно гораздо больше, чем выводов, используемых в конструкциях компонентов поверхностного монтажа. Данное обстоятельство рекомендуется должным образом учитывать при проектировании формы вывода. Рекомендуется формовать выводы или применять соответствующий держатель, чтобы компонент мог устойчиво держаться на месте.
6.3 Расплющивание выводов
Выводы с круглыми поперечными сечениями компонентов с аксиальными выводами допускается расплющивать, что способствует получению точного места посадки компонента при поверхностном монтаже. Толщина расплющенного участка вывода должна быть не менее 40 % от первоначального диаметра.
6.4 Обрезание выводов
Для предотвращения повреждений корпуса, внутренних соединений и мест заделки выводов компонента все приспособления для обрезания выводов должны либо фиксировать часть вывода, примыкающую к корпусу (месту заделки вывода) до приложения сил изгиба, сдвига или кручения, либо допускать свободное движение корпуса компонента на 90 ° в направлении обрезания.
Если необходимо обрезать твердые или закаленные выводы, то рабочие инструкции должны определять режущий инструмент, который не вызывает вредных напряжений и ударного воздействия на корпус, на места заделки выводов или на внутренние соединения компонента.
6.4.1 Направление обрезания
Направление обрезания рекомендуется определять в зависимости от планируемого метода пайки. Для пайки оплавлением направление обрезания рекомендуется задавать вниз от лицевой стороны корпуса компонента. Данный метод обеспечит заглубление задира или зарубины в припойную пасту во время установки. Для пайки погружением в припой направление менее важно.
6.5 Копланарность выводов
Копланарность выводов компонентов должна быть в пределах наиболее жестких требований поставщика или закупочных требований сборщика. Например, отношение самого длинного вывода к самому короткому должно находиться в пределах 0,2 мм.
6.6 Тепловой удар во время повторного лужения
В тех случаях, когда покрытые припоем выводы компонентов монтажа в сквозные отверстия сильно окислились и их погружают в горячий припой для повышения паяемости, рекомендуется принимать меры для предотвращения чрезмерного теплового удара на компонент, повреждения мест заделки выводов, например, с помощью предварительного нагрева или неполного погружения вывода. Рекомендуется выдерживать минимальный зазор 2 мм между поверхностью расплавленного припоя и корпусом компонента.
6.7 Ловушки влаги и газа
С учетом ограничений, налагаемых конструкцией компонента, детали и компоненты должны монтироваться таким образом, чтобы предотвращать образование ловушек влаги и газов, которые могут способствовать коррозии, мешать очистке или полному удалению газа.
7 Подготовка монтажной поверхности и печатной платы
7.1 Подготовка поверхности
Абразивы, ножи, скребки, шкурки, наждачная бумага, стальная вата и другие абразивные материалы не должны применяться на поверхностях, предназначенных для пайки. Выравнивание покрытых припоем поверхностей на печатной плате разрешается с применением вращающихся нержавеющих стальных щеток при условии, что поверхность тщательно очищается от осколков припоя и плата монтируется в течение трех рабочих дней.
7.2 Требования к временному покрытию
Временное покрытие применяется для предотвращения заполнения припоем металлизированных сквозных или переходных отверстий или для защиты поверхностей, не покрытых припоем. См. 19.3. К временным покрытиям предъявляются следующие требования:
a) вся поверхность, которую необходимо защищать, должна покрываться защитным средством;
b) любые остатки временного адгезива не должны снижать паяемость защищаемых участков;
c) защитные материалы не должны вредно влиять на последующие технологические процессы.
7.3 Золото на контактных площадках печатных плат поверхностного монтажа
В тех случаях, когда в качестве покрытия на паяемую поверхность печатной платы наносилось золотое покрытие методом погружения или другим способом, к покрытию предъявляются следующие требования.
Толщина слоя золота не должна быть значительной, чтобы не приводить к охрупчиванию золота в паяемом соединении. Это достижимо в большинстве случаев, если толщина покрытия менее 0,15 мкм, обычно от 0,03 до 0,05 мкм.
Необходимо подтвердить расчетом, что содержание золота в паяном соединении менее 3 процентов массы или менее 1,4 процентов объема.
7.3.2 Изделия класса С
Для изделий класса С, содержащих компоненты поверхностного монтажа с выводами, расчет должен предполагать, что все золото присутствует непосредственно под выводом, пренебрегая галтелями пятки и края.
7.3.3 Барьерный слой
Любой приповерхностный слой под золотом не должен уменьшать паяемость контактной площадки вследствие диффузии через слой золота.
7.4 Подготовка печатной платы
В целях достижения максимальной паяемости и плоскостности печатной платы рекомендуется подтверждать следующее:
a) финишное покрытие поверхности печатной платы, метод и срок его нанесения пригодны для технологического процесса пайки, который будет применяться; рекомендуемые минимальные значения даны в 5.2.4;
b) материал печатной платы и ее плоскостность, плоскостность припойного покрытия и его конечное покрытие пригодны для компонентов, которые будут монтироваться на ней, и пригодны для сборочного оборудования и технологических процессов пайки, которые будут применяться;
c) если используется тонкое золотое покрытие паяемых поверхностей, то толщина электроосажденного золота должна соответствовать 7.3.1;
d) любые антиоксидантные покрытия или покрытия предварительного флюсования, нанесенные на плату, являются допустимыми для последовательности планируемых технологических процессов сборки; проверить, что такие покрытия пригодны для печатных узлов, требующих более одного прохода через установку групповой пайки;
e) все паяемые поверхности печатных плат должны быть чистыми и свободными от шлама и других загрязнений;
f) выборочное испытание на базе партии должно соответствовать методу МЭК 61198-3, методам 3X07 и 3X10.
8 Нанесение паяльной пасты для поверхностного монтажа
8.1 Описание технологического процесса
Требования данного подраздела предъявляются к локальному нанесению контролируемого количества паяльной пасты на контактные площадки печатной платы, намеченные под посадочные места, до установки на них компонентов и до проведения пайки оплавлением. Этого можно достичь множеством методов, например, указанных в 8.3 - 8.5.
8.2 Хранение и использование паяльной пасты
8.2.1 Температура пасты
Для обеспечения равномерного нанесения рекомендуется создавать условия, при которых паяльная паста до применения достигает минимального диапазона температуры окружающей среды, заданного для печати. Тот же диапазон температуры рекомендуется поддерживать в установке трафаретной печати. Вязкость (устойчивость или подвижность) рекомендуется, как минимум, оценивать при ее перемешивании внутри контейнера перед ее загрузкой в установку трафаретной печати. Не рекомендуется пытаться подгонять вязкость путем добавления менее густой пасты или понижать чрезмерную плотность добавлением растворителя или разбавителя. Такую пасту рекомендуется сразу браковать и выбрасывать в отходы.
При хранении в холодильнике пасту рекомендуется брать со склада и помещать в установку для трафаретной печати не позднее, чем за 4 ч до применения.
8.2.2 Условия эксплуатации оборудования для нанесения пасты
Для сведения к минимуму разбросов температуры рекомендуется размещать установки трафаретной печати вдали от прямого освещения и защищать от оборудования групповой пайки или других источников локального нагрева. Предпочтительно использовать их в помещениях с низким уровнем запыленности, без дверей или других источников воздушных потоков. Должен обеспечиваться диапазон температуры нанесения, рекомендованный изготовителем пасты.
8.2.3 Размеры отверстий в сетках и трафаретах
Для удовлетворительного управления количеством нанесенной пасты и, следовательно, контуром паяного соединения, рекомендуется, чтобы размеры отверстий сетки были не менее удвоенной толщины слоя фотоэмульсии, а размеры отверстия трафарета были не менее удвоенной толщины трафарета.
8.2.4 Смешивание паяльной пасты
Паста, снятая с сетки или трафарета в конце прохождения ракеля, не должна смешиваться со свежей пастой в контейнере. Если желательно ее повторное применение, то паста должна помещаться в чистый пустой контейнер и использоваться в течение 48 ч. Хорошей практикой считается отбраковка всей пасты, остающейся на трафарете, через равные заданные интервалы времени, например каждый день, каждые пять дней. Несоблюдение данных требований может привести к сильному загрязнению пасты частицами окисленного припоя, приводящему к образованию шариков припоя и дефектных паяных соединений.
8.2.5 Очистка сеток и трафаретов
Если их не используют непрерывно 24 ч в сутки, то сетки и трафареты рекомендуется тщательно очищать после каждого использования или окончания смены. Рекомендуется удалять пасту не только из отверстий, но также изо всех углов и сторон, где сетка или трафарет соприкасается с рамкой. Несоблюдение данного правила может привести к отверждению и окислению пасты, которая разрыхляется и поглощается свежей пастой, используемой в следующем прогоне, приводя к засорению отверстий и/или образованию шариков припоя и к дефектным паяным соединениям.
8.2.6 Очистка обратной стороны сетки или трафарета
В эксплуатации трафареты более подвержены накоплению нежелательной пасты на обратной стороне, чем сетки. Хотя некоторые установки трафаретной печати обеспечивают механизированную чистку обратной стороны, периодический осмотр и вытирание избытка пасты могут быть существенным условием для получения непротиворечивых результатов.
8.3 Трафаретная бесконтактная печать
8.3.1 Описание технологического процесса
Установка трафаретной печати состоит из металлического стола с плоской столешницей, на которой удерживается печатная плата, например, вакуумной присоской, средств перемещения печатной платы под трафарет, совмещения с трафаретом и извлечения из-под трафарета. Механизм перемещения ракеля (скребка) по сетке одновременно прогибает ее до плотного соприкосновения с платой и продавливает пасту через отверстия в сетке на плату.
8.3.2 Элементы управления установкой для трафаретной печати
Сетчатый трафарет рекомендуется осматривать на предмет чистоты и признаков повреждения или износа до его размещения и совмещения с подготовленной платой на установке трафаретной печати. Все отверстия в сетчатом материале и края, где трафарет соприкасается с рамкой, должны быть совершенно чистыми и свободными от старой пасты.
Технологические параметры, которые могут влиять на процесс трафаретной печати:
a) температура окружающей среды*;
b) изгиб платы*;
c) плоскостность платы*;
d) вязкость пасты*;
e) температура пасты*;
f) размер частиц пасты;
g) размер ячеек сита;
h) толщина эмульсионного слоя на трафарете;
i) размер и форма отверстий трафарета;
j) целостность трафарета;
k) натяжение трафарета;
l) рабочая площадь трафарета в процентном отношении;
m) совмещение трафарета*;
n) печатный зазор*;
о) скорость отделения платы или трафарета;
р) число проходов на плату;
q) количество пасты на трафарете*;
r) поперечное сечение ракеля;
s) угол ракеля;
t) твердость ракеля;
u) давление ракеля*;
v) скорость перемещения ракеля*.
* Принимая, что сетчатый трафарет разработан и изготовлен корректно и из соответствующего материала, технологические переменные, правильно регулируемые установщиком-оператором, ограничиваются пунктами, отмеченными звездочками.
8.4 Трафаретная контактная печать
8.4.1 Описание технологического процесса
Для контактной трафаретной печати применимы принципы, указанные в п. 8.3.1, но данный трафарет, как правило, полностью соприкасается с поверхностью платы во время движения ракеля и снимается с нее отдельным подъемно-опускным механизмом.
Трафаретная контактная печать используется для прецизионной печати. Наиболее дорогие машины трафаретной печати имеют автоматическое совмещение и коррекцию положения пасты. Должны применяться требования 8.1.
8.4.2 Элементы управления установкой для трафаретной печати
Трафарет рекомендуется осматривать на предмет чистоты и признаков повреждения или износа до его размещения и совмещения с подготовленной платой на установке трафаретной печати. Все отверстия в трафарете и края, где трафарет соприкасается с рамкой, должны быть совершенно чистыми и свободными от старой пасты.
Технологические параметры, которые могут влиять на процесс трафаретной печати:
a) температура окружающей среды*;
b) изгиб платы*;
c) плоскостность платы*;
d) вязкость пасты*;
е) температура пасты*;
f) размер частиц пасты;
g) толщина трафарета;
h) целостность трафарета*;
i) размер и форма отверстий трафарета;
j) контур краев (стенок) отверстий трафарета;
k) натяг трафарета;
l) совмещение трафарета*;
m) скорость отделения платы или трафарета*;
n) число проходов на плату*;
о) количество пасты на трафарете*;
р) твердость ракеля;
q) угол ракеля;
r) поперечное сечение ракеля;
s) давление ракеля*;
t) скорость перемещения ракеля*.
* Принимая, что сетчатый трафарет разработан и изготовлен корректно и из соответствующего материала, технологические переменные, правильно регулируемые установщиком-оператором, ограничиваются пунктами, отмеченными звездочками.
8.5 Дозирование шприцом
8.5.1 Описание технологического процесса
8.5.1.1 Автоматизированное нанесение
Шприц-дозатор, содержащий паяльную пасту, подвешивается над печатной платой, закрепленной на координатном столике с цифровым управлением перемещения по осям координат X и Y. Стол перемещается в последовательности, при которой под насадкой дозатора оказывается контактная площадка посадочного места. В качестве альтернативы может перемещаться дозатор, а плата находиться в неподвижном состоянии, или имеет место сочетание, где плата и дозатор двигаются только в одном из двух направлений: Y или X. После каждого перемещения шприц опускается к плате, и дозированное количество пасты выдавливается поршнем на намеченную контактную площадку. Как правило, количество нанесенной пасты регулируется с помощью либо винта, либо программируемого синхронизированного импульса давления, действующего на поршень.
На некоторых машинах допускается устанавливать набор насадок для устранения необходимости применять двойную подачу импульсов на каждое место, которое требует больше количества припойной пасты, чем обычно.
8.5.1.2 Ручное нанесение пасты
Ручным шприцом-дозатором припойная паста наносится способом, аналогичным программируемому синхронизированному импульсу давления. В данном случае его допускается запускать педальным переключателем.
8.5.2 Регулирование температуры
Точное регулирование температуры на корпусе шприца-дозатора и на наконечнике во время ручного дозирования более важно, чем для методов трафаретной печати. За исключением ручных операций, во всех случаях должен применяться диапазон температур, рекомендованный изготовителем.
Хотя регулирование температуры во время ручного дозирования менее важно для дозировки количества пасты (поскольку его можно легко регулировать настройкой комбинаций время-импульс давления воздуха), не рекомендуется превышать максимальную температуру пасты и шприца-дозатора, установленную изготовителем, так как усадка и растекание пасты могут стать недопустимыми.
8.5.3 Расслоение фракций паяльной пасты
Перед загрузкой прозрачного шприца-дозатора в установку дозирования, рекомендуется проверить его баллончик на признаки разделения жидкости-носителя пасты от припоя. Об этом может свидетельствовать локальное изменение цвета.
8.6 Использование отформованного припоя
8.6.1 Описание технологического процесса
Данный метод монтажа отдельных многоштырьковых и интегральных схем (ИС) с мелким шагом требует использования установки для пайки оплавлением с термодатчиками. Переносные образцы пленки отформованного припоя на пластиковых носителях размещаются между нижней стороной выводов компонентов и контактными площадками. Формы уникальны для каждого типа корпуса ИС. Неотъемлемой частью технологии является нанесение флюса до размещения образцов отформованного припоя и компонентов. Некоторые варианты отформованного припоя предварительно флюсуются, но даже для них рекомендовано предварительное нанесение флюса непосредственно перед пайкой.
9 Нанесение и отверждение непроводящего клея
Требования данного раздела предъявляются к нанесению регулируемого количества клея на посадочное место компонента или на нижнюю сторону корпуса компонента перед установкой компонента на плату. Важные технические характеристики нанесения клея:
a) достаточная вязкость для ограничения осаждения или растекания;
b) достаточная клейкость для удержания компонента на месте после установки или любой обработки перед отверждением;
c) сцепление как с основанием печатной платы, так и с материалами обратной стороны компонента; наличие прочности при сдвиге, отвечающей требованиям при температуре пайки;
d) малое содержание свободных ионов, согласующееся с требованиями монтажа и режимами долгосрочной эксплуатации и хранения собранного изделия.
Все материалы, используемые для данных операций, рекомендуется хранить, обрабатывать и обращаться с ними в соответствии с инструкциями поставщика. Рекомендуется особое внимание уделять хранению клея и продолжительности срока его полезного применения после того, как он был подвержен воздействию воздуха. Все технологические процессы рекомендуется проводить специально подготовленным и квалифицированным персоналом.
Чистота и регулярный уход очень важны для достижения однородного качества.
Для обеспечения нанесения клея каплями, одинаковыми по локализованной величине и надлежащими по высоте, рекомендуется создавать условия, при которых температура клея достигает минимального уровня диапазона температуры окружающей среды, заданной для его нанесения, перед нанесением клея на трафаретную сетку. Рекомендуется обеспечивать достижение такого же диапазона температуры в оборудовании нанесения.
Если клей хранился в холодильнике, рекомендуется забирать его из складских помещений и размещать рядом с оборудованием нанесения, по меньшей мере, за 4 ч до применения в зависимости от размера контейнера. Для однодневной сменной работы контейнеры, предназначенные для начала работы на следующий день, рекомендуется размещать около оборудования в конце предыдущего дня, чтобы они достигли нужной температуры за ночь.
9.1 Трафаретное бесконтактное нанесение клея
9.1.1 Описание технологического процесса
Данный метод аналогичен методу, описанному в 8.3.1 для нанесения паяльной пасты трафаретной печатью. Установку трафаретной печати рекомендуется размещать вдали от внешних источников тепла, например от прямого солнечного света, установок групповой пайки; для предотвращения загрязнения их рекомендуется размещать в зоне, удаленной от других технологических процессов.
9.1.2 Используемое оборудование
Оборудование, процедуры и технические рекомендации, используемые для нанесения клея, аналогичны тем, которые приведены для припойной пасты в 8.3.
9.2 Дозирование
9.2.1 Описание технологического процесса
Принцип технологического процесса заключается в том, чтобы наносить требуемый объем клея путем выбора диаметра шприца-дозатора и регулированием объема клея, вытолкнутого в импульсном режиме. Объем клея допускается регулировать изменением времени и давлением воздушного импульса, используемого для выталкивания клея.
Эту операцию допускается выполнять на некоторых машинах установки компонентов, заменив съемную головку машины дозатором клея или параллельно установив дозирующую систему. Такое решение уменьшает производительность производственной линии и, что более важно, вносит дополнительные капитальные затраты, приходящиеся на оборудование, на простой операции. Для повышения пропускной способности рекомендуется использовать производственные поточные установки, специально предназначенные для технологии дозирования припойной пасты.
9.2.2 Используемое оборудование
Оборудование, процедуры и технические рекомендации, используемые для нанесения клея, аналогичны тем, которые приведены для припойной пасты в 8.4.
9.3 Печать с применением штырькового переноса
9.3.1 Описание технологического процесса
Это, по существу, - вывернутая наизнанку модель пластины штырьков, чьи диаметр и профиль конца штырька регулируют набранный объем клея или флюса. Кончики штырьков опускают вертикально в поддон с клеем или флюсом, затем вынимают и опускают на печатную плату до соприкосновения. Когда штырьки поднимаются от платы, клей или флюс осаждается на плате или на контактных площадках.
9.3.2 Управление технологическим процессом
Для поддержания постоянной вязкости клея необходимо регулировать температуру поддона. Данный параметр, а также продолжительность переноса и время соприкосновения оплатой влияют на перенесенный объем клея или флюса.
Срок годности клея при хранении в поддоне можно продлить путем регулирования параметров окружающей среды. Из-за сравнительно высокой стоимости технологического оборудования данный процесс обычно используют в высокопроизводительных производственных линиях.
9.4 Отверждение клея
9.4.1 Описание технологического процесса
Отверждение клея проводится после установки компонентов. Процесс состоит из температурно-временного цикла воздействия на нанесенные холмики клея (и установленные на них компоненты). Применяют несколько типов клея, включая эпоксидные смолы, акриловые клеи и смеси из них. В качестве вариантов отверждения применяется ультрафиолетовое излучение и нагрев в зависимости от типа клея.
9.4.2 Инфракрасный (ИК) нагрев
Оборудование состоит из проходных туннельных печей конвейерного типа с разными зонами управления, которые настраиваются для создания надлежащего температурного профиля.
9.4.3 Конвекционные печи
Конвекционные печи - это, как правило, проходные печи конвейерного типа с нагнетаемым воздухом при регулируемой температуре. Для создания надлежащего температурного профиля значения температуры устанавливают в зонах последовательного управления.
9.4.4 Вентилируемые статические печи
Данные печи обычно используют для производства прототипов и небольших партий.
10 Установка компонентов поверхностного монтажа
Примеры типичных корпусов активных и пассивных компонентов даны на рисунках 6 и 7.
10.1 Безвыводные дискретные компоненты с прямоугольными торцевыми контактами
Примеры компонентов данных типов показаны на рисунках 6а, 6б и 6е. Они включают в себя резисторы, конденсаторы, термисторы и перемычки.
В зависимости от формы и размера монтажной площадки во время пайки оплавлением возможно небольшое самосовмещение, но не рекомендуется полагаться на данный фактор при оценке технологического процесса установки компонента. Наоборот, во время пайки возможно смещение безупречно установленных компонентов, обусловленное воздействиями поверхностного натяжения между соединяемыми поверхностями, например, подъем компонента из-за неудачного проектирования рисунка или из-за разницы в паяемости соединяемых поверхностей.
Требуется проявлять осторожность во избежание причинения механических повреждений керамическим компонентам. Они могут повреждаться неправильно настроенными центрирующими кулачками на сборочном оборудовании, часто это происходит незаметно. Микротрещины, недостаточные для появления отказа во время испытания до отгрузки, могут, увеличиться во время эксплуатационной наработки и привести к отказу во время эксплуатации.
При сравнении как ручного, так и автоматического оборудования установки ленточные упаковки могут быть более предпочтительны, чем тубусы или подающие кассеты с насыпными компонентами, в зависимости от типа и размера компонентов. Ленты обеспечивают защиту для отдельных компонентов, простоту съема, а также удобны для обращения в небольших количествах, при ручной сборке и доработке.
10.2 Безвыводные цилиндрические компоненты с чашечными контактами, например, компоненты MELF
Данная категория включает в себя главным образом диоды, резисторы и небольшие керамические конденсаторы. Это в основном дискретные компоненты, у которых выводы заменены на паяемые металлические или металлизированные торцевые контакты.
Несмотря на то, что их можно точно позиционировать, они подвержены эффекту несовмещения во время групповой пайки оплавлением, обусловленному либо отличиями в паяемости на каждом конце, либо несбалансированными тепловыми воздействиями или воздействиями поверхностного натяжения с рисунками контактных площадок и смежных схем. См. рисунок 7а.
10.3 Малогабаритные корпуса дискретных компонентов с выводами
Данные компоненты представляют собой керамические или пластмассовые корпуса, имеющие два, три или четыре плоских «ленточных» вывода, горизонтально выходящих от стенки корпуса. Они формуются ниже уровня нижней части основания корпуса для контакта с соответствующими контактными площадками печатной платы. Примерами компонентов являются малогабаритные диоды (SOD), малогабаритные транзисторы/тиристоры (SOT), керамические корпуса в виде таблетки. (См. рисунки 6с, 6d, 7b, 7с, 7d).
Некоторые компоненты способны самовыравниваться во время пайки. Однако рекомендуется контролировать и оценивать точность установки без учета эффекта самосовмещения.
Из-за очень маленьких размеров данных корпусов плоскостность верхней поверхности корпуса является важным параметром при эксплуатации вакуумных устанавливающих насадок на быстродействующих автоматических установках компонентов. Отсутствие следа от формы после литья также является ключевым параметром, особенно для оборудования, где центрирующие кулачки подгоняются к монтажным головкам компонентов.
При проведении теста на паяемость не рекомендуется предполагать, что если один вывод на одном конце является паяемым, то и другие выводы на другом конце также паяемы. Отклонения в толщине покрытия, наносимого в электролитической ванне с припоем при массовом производстве, могут внести значительное расхождение в паяемость выводов более «старых» компонентов, исходя из времени, истекшего с момента изготовления. Данный фактор важен по той причине, что дискретные компоненты обычно выпускаются в очень больших количествах, и наиболее вероятно, что они часто хранятся на складе дольше, чем компоненты, изготавливаемые в небольших количествах.
Если планируется пайка погружением, рекомендуется убедиться, что корпуса заданных компонентов будут хорошо сцепляться с клеем после установки компонентов и его отверждения. Компоненты с корпусами, сделанными из пластиков, содержащих силикон, или компоненты, чья литая нижняя поверхность очень тщательно отполирована, могут быть несовместимы с обычными клеями. Это также относится к компонентам, описанным в 10.4 и 10.5.
10.4 Корпуса интегральных схем с выводами
Корпуса ИС с выводами представляют собой в основном формованные прямоугольные или квадратные пластмассовые корпуса, чьи плоские выводы горизонтально выходят из двух или четырех реберных граней. Затем они формуются, например, в виде крыла чайки или J-образные, которые обеспечивают удобные копланарные соединения с предназначенными для них посадочными местами на печатной плате. См. рисунок 7.
При всех методах пайки точность установки и копланарность выводов являются самыми важными параметрами для минимизации объема доработок на многоштырьковых корпусах.
10.5 Корпуса интегральных схем с малым шагом выводов
В пределах данного стандарта термин «малый шаг» применятся к шагам выводов менее 0,8 мм. Сравнительная хрупкость данных выводов означает, что они более чувствительны к механическим усилиям, влияющим на копланарность, особенно те выводы, которые находятся близко к углам корпуса.
10.6 Доработанные корпуса с выводами для монтажа в сквозные отверстия
Установка корпусов с выводами для монтажа в сквозные отверстия, доработанных для поверхностного монтажа, обычно проводится ручным способом после групповой пайки. Некоторые компоненты с выводами в отверстия, например соединители, не предназначены для высоких температур, которым подвергаются компоненты поверхностного монтажа во время операций групповой пайки оплавлением.
Там, где применяются такие компоненты, рекомендуется крепить корпус компонента к плате, например, клеем. Для печатных узлов класса С крепление должно проводиться до пайки выводов к контактным площадкам монтажного поля.
10.7 Безвыводные кристаллодержатели
10.7.1 Безвыводные керамические корпуса
Во многих применениях безвыводные керамические корпуса считаются, как правило, непригодными для прямого монтажа на органические печатные платы, если не применяются методы согласования КТР или другие методы, поглощающие механические и термомеханические напряжения в паяных соединениях.
Их вид отличается разнообразием конструктивных оболочек: от простых пластиковых маленьких шариков или формованных пластиковых наружных сфер до обычных герметических полых корпусов.
Металлизированные торцевые контакты располагаются обычно в зубчатых впадинах с регулярными шаговыми интервалами вдоль двух или четырех кромок корпуса. В случаях, когда данные компоненты требуется хранить длительное время, например больше 1 месяца, металлизация остается в виде золотой поверхности до тех пор, пока не проведена операция двойного погружения в припой незадолго до их сборки на печатную плату.
При проведении последнего процесса рекомендуется минимизировать действие теплового удара на содержимое корпуса посредством предварительного нагрева.
10.8 Оборудование для установки компонентов
Производительность установки компонентов колеблется в большом диапазоне: от 100 компонентов в 1 ч для автономных ручных методов, до нескольких сотен тысяч компонентов на сложнейших автоматических установках.
10.8.1 Ручная установка и ручная установка с применением вспомогательных средств
Во всех видах ручной установки компоненты рекомендуется забирать прямо из карманов лент или лотков или из выходных отсеков держателей магазинного типа. Это способствует сохранению паяемости, поскольку предотвращает воздействие на компоненты заводской пыли вплоть до последнего допустимого момента перед установкой. Вспомогательное оборудование для операций ручной установки рекомендуется отбирать исходя из данного принципа, избегая предварительной расфасовки компонентов в лотки.
Там, где значительная часть продукции выпускается небольшими по объему партиями, при выборе средств, предотвращающих ошибки ручной установки (и, следовательно, доработки), рекомендуется отдавать предпочтение программируемым индикаторам и устройствам, предотвращающим неправильную установку компонентов на контактные площадки.
Реальная производительность вспомогательного оборудования для ручной установки составляет от 400 до 700 компонентов в 1 ч.
10.8.2 Гибкие устройства с одним или двумя шпинделями для установки компонентов
Оборудование для установки «начального уровня» с одинарными и сдвоенными шпинделями пригодно для широкого диапазона типов компонентов. Как правило, они имеют от 50 до 120 питателей (8 мм). Скорость установки достигает 1200 - 2500 компонентов в час. Их механизмы работают в режиме автоматического позиционного управления точностью, не корректируемой через обратную связь, и обычно включают в себя отдельные перемещения по оси Y группы питателей (подающих механизмов) и плиту, поддерживающую печатную плату. Монтажная головка перемещается только по оси X. Некоторые варианты оборудования имеют дополнительную оптическую систему корректировки.
10.8.3 Высокоскоростные многошпиндельные установщики чипов
Установщики чипов применяются для быстрой установки дискретных компонентов с выводами и небольших чипов. Головки, например 12, часто располагаются в виде карусельного механизма, который выполняет действия захвата и установки компонентов. Головки располагаются на 180 ° друг от друга. Используются промежуточные рабочие станции, например для центрирования, оптического совмещения.
Принимая во внимание, что монтажные головки вращаются на поворотном механизме и их ось перемещается по оси X, обычно плита с платой перемещается только по оси Y, поскольку ее продольно проносят через всю установку. Группа питателей перемещается только по оси Y.
10.8.4 Одношпиндельные и многошпиндельные установки, предназначенные для объединения в поточную линию
Допускается использовать установки как автономные единицы или объединять их в поточную линию, которая дает очень высокую скорость установки. Обычно монтажные головки перемещаются только по оси X между позициями захвата и установки, и каждая головка предназначена для компонента одного типа. Механизм прохода платы обеспечивает перемещение по оси Y. Путем соединения нескольких установок достигаются повышение скорости установки более чем сто тысяч компонентов за час.
10.8.5 Специализированное одношпиндельное оборудование для установки компонентов
Данное оборудование обычно размещают в поточной линии после более быстродействующих установок, таких как сборщики чипов, и применяют для установки больших интегральных схем или интегральных схем с мелким шагом. Для получения точного позиционирования устройств с мелким шагом в них используют системы оптической коррекции.
11 Установка компонентов для монтажа в сквозные отверстия
11.1 Общие требования
Примеры типичных конструктивных исполнений активных и пассивных компонентов монтажа в сквозные отверстия представлены на рисунках 8 - 11.
Требования к подготовке выводов и производственные меры предосторожности, относящиеся к установке компонентов, даны в Приложении А ГОСТ Р МЭК 61191-3. Они включают в себя требования к изгибам выводов для снятия напряжения.

Рисунок 8 - Типовые компоненты с коаксиальными выводами
|
|
|
|
|
|
|||
|
а - кристаллический
|
b - конденсатор |
c - дисковый конденсатор |
d - диод |
е - конденсатор в форме кошелька |
|||
|
|
|
|
|
||||
|
f - резистор |
g - контрольная |
h - конденсатор |
i - миниатюрный вкладыш |
||||







Рисунок 9 - Типовые компоненты с двумя радиальными выводами
Необходимо с осторожностью проводить любые операции обрезки и формовки выводов перед установкой и загибания выводов после установки компонента во избежание повреждений маркировочных знаков компонента или раскалывания герметика в месте выхода вывода из корпуса, или потери паяемости и механической целостности вывода. Возможно ухудшение паяемости из-за изгиба вывода со слишком крутым искривлением, которое приводит к растрескиванию металлизированной поверхности и обнажению основного металла, или из-за неподходящих смазочных материалов, используемых в оснастке.
|
|
|
|
Рисунок 10 - Компонент с радиальными выводами, отформованными в зиг |
Рисунок 11 - Типовой транзистор с радиальными выводами на установочной панельке |
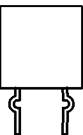
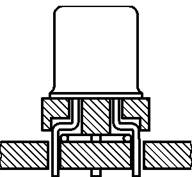
Ниже приведены основные требования, в соответствии с которыми определяется зазор между нижней поверхностью корпуса компонента и печатной платой:
a) минимизация риска захвата воздуха, который может ограничивать подъем припоя в сквозном отверстии;
b) уменьшение любых напряжений, обусловленных несовпадением КТР между корпусом компонента и печатной платой;
c) минимизация риска повреждения компонента от теплового удара во время пайки;
d) обеспечение эффективной очистки под корпусом компонента (где требуется);
e) исключение скапливания влаги под корпусом компонента.
При разработке методов установки с зазором рекомендуется предусматривать соответствующие меры предосторожности, позволяющие выполнять вышеперечисленные требования.
11.2 Компоненты с двумя коаксиальными выводами
На рисунке 8 показан стеклянный (диод) и формованный пластмассовый (резистор и конденсатор) корпуса компонентов.
Обычно они имеют цилиндрическую форму и поступают от изготовителей с прямыми выводами.
11.3 Компоненты с двумя радиальными выводами
На рисунке 9 показан набор компонентов в данном конструктивном исполнении. Формы корпусов меняются в соответствии с контуром содержащегося элемента.
Данные выводы допускается не формовать, если требуемая высота зазора под корпусом достигается другими средствами (например, установочной прокладкой или выступающим утолщением, являющимся составной частью корпуса компонента) и монтажные отверстия в печатной плате расположены точно в соответствии с положением выводов. В некоторых случаях зазор получают локальным изменением конфигурации выводов. См. рисунок 10.
11.4 Компоненты стремя и больше радиальными выводами
На рисунке 11 показан транзистор (корпус ТО 18). Для компонентов стремя или более выводами можно создать в отверстиях трение, достаточное для сохранения надлежащего зазора под корпусом компонента во время пайки, путем легкого предварительного изгиба выводов до их установки. В качестве альтернативного варианта используется установочная панелька или выводы формуются с пояском во время изготовления.
11.5 Многовыводные корпуса интегральных схем
На рисунке 12 показаны типичные однорядные (например, резисторная сборка, гибридная схема) и двухрядные (например, полупроводниковая интегральная схема) конструктивные исполнения компонентов соответственно.
|
|
|
|
|
а -
пассивная сборка с однорядным расположением |
b - гибридная схема, корпус типа DIP
|
с -
полупроводниковая ИС, |

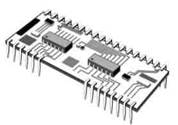

Рисунок 12 - Типовые конструктивные исполнения многовыводных корпусов ИС
11.5.1 Корпуса компонентов с двухрядным расположением выводов (DILs/DIPs)
Обычно корпуса полупроводниковых компонентов поставляются с выводами, выходящими из боковой поверхности корпуса. Ниже первого изгиба они формуются с поясками и скашиваются под небольшим углом. Во время установки ряды выводов требуется слегка поджать друг к другу для совмещения кончиков выводов, выдерживая стандартные интервалы между отверстиями в печатной плате. Упругость в выводах приводит к непрерывному напряжению на границе раздела соединения вывода и корпуса, но обеспечивает при этом достаточное трение в отверстиях, которое ограничивает движение компонента во время обработки перед пайкой; следовательно, загибание выводов может не потребоваться. Другие корпуса DIP имеют выводы, выходящие под углом 90 ° прямо от нижней поверхности корпуса, и для них может потребоваться загибание или другие средства, удерживающие корпус на месте.
В случаях, когда требуется зазор, его размер определяется длиной корпуса, степенью рассогласования КТР между материалами компонента и платы, длиной, поперечным сечением и модулем упругости материала вывода и условиями эксплуатации. Керамические корпуса DIL на типичных эпоксидно-стекловолоконных платах могут потребовать увеличенных зазоров, по сравнению с большей частью пластиковых корпусов.
11.5.2 Однорядные корпуса (например, типов SIL или SIP и модули памяти SIMM с однорядным расположением)
Большая часть однорядных корпусов имеют выводы, выходящие из одной из узких реберных граней корпуса, как показано на рисунке 12а. В некоторых случаях, если шаг выводов позволяет, их загибают под углом 90° для обеспечения низкопрофильного посадочного положения, как на рисунке 12с.
11.6 Компоненты с матричным расположением штырьковых выводов (PGA)
Корпуса PGA - это корпуса интегральных схем с большим числом выводов, в которых гребенки выводов конфигурированы в гнездообразные ряды. Пример корпуса показан на рисунке 13.
Рисунок
13 - Типичный корпус с матричным расположением
штырьковых выводов (корпус PGA)
Как правило, PGA-корпуса вставляются вручную, и местоположение устанавливается с помощью кольцевых выступов на угловых столбиках. При этом обеспечиваются параллельность и зазор относительно печатной платы.
11.7 Корпуса поверхностного монтажа, доработанные для монтажа в отверстия
Для компонентов с плоскими корпусами и выводами, выходящими из корпуса параллельно печатной плате по одной или более граней, имеется возможность загибать и формовать выводы с целью их монтажа в сквозные отверстия. Такой способ конструирования не рекомендуется.
11.8 Большие компоненты
Для больших компонентов, таких как трансформаторы и детали электрических соединителей (вилка или розетка) с типичной массой более 5 г, могут потребоваться различные методы механического закрепления для дополнения электрических соединений в зависимости от заданных эксплуатационных требований к толчкам, ударам, вибрации или ускорению.
11.9 Оборудование и методы установки компонентов для монтажа в сквозные отверстия
Средства подготовки и установки компонентов находятся в диапазоне от полностью ручных методов с производительностью 80 - 120 компонентов в час до сложных автоматов-установщиков, способных обрабатывать более 10000 компонентов в час.
11.9.1 Автоматизированная обработка и установка выводов компонентов, упакованных в ленту
Полностью автоматизированный стандартный технологический процесс состоит из отдельных последовательно расположенных установок, каждая из которых способна переставлять все компоненты с аксиальными и радиальными выводами из транспортной упаковки на отдельные ленты. В каждой ленте компоненты размещаются в точном порядке, соответствующем программе автомата-установщика. Затем ленты передаются либо в один более сложный установщик, способный обрабатывать все типы, либо в группу более простых машин, например, где каждая предназначена для обработки радиальных или осевых лент.
Обычно перед установкой выводов в сквозные отверстия на печатной плате автоматы-установщики осуществляют операции обрезки и формовки для подгонки к требованиям, предъявляемым к виду отдельных компонентов.
11.9.2 Автоматизированная обработка и установка выводов интегральных схем
Интегральные схемы загружаются в кассеты, удобные для приема автоматами-установщиками. В некоторых случаях интегральные схемы сначала переставляют из их транспортной упаковки в специальные кассеты для автоматов-установщиков. В других случаях допускается использовать транспортную упаковку для прямой загрузки в автоматы-установщики.
11.9.3 Установка выводов нестандартных компонентов
В полностью автоматизированной технологической линии допускается также применять специализированное оборудование для установки нестандартных компонентов, например деталей электрических соединителей (розетки или вилки), трансформаторов.
11.9.4 Ручная формовка и установка выводов
Простая, вручную управляемая технологическая оснастка, или круглогубцы и плоскогубцы-бокорезы, используются для обрезки и формовки выводов компонентов перед ручной установкой. Данный метод подвергает корпуса компонентов чрезмерному риску механического повреждения и не рекомендован для применения.
Там, где подготовительная работа проводится отдельно от установки компонентов, подготовленные компоненты загружаются в лотки или карманы в каруселях, которые являются составной частью рабочих станций для ручной установки. Некоторые рабочие станции включают в себя последовательный ряд световых маркеров, которые указывают оператору точное расположение следующего компонента на печатной плате. Это полезно в тех случаях, когда сложность платы и/или фактор усталости достаточно высоки и могут привести к ошибкам ручной установки.
11.10 Обрезка и загиб выводов
Цель данной операции заключается в том, чтобы обрезать выводы до их надлежащей длины после установки и загнуть их до соприкосновения с поверхностью контактной площадки, окружающей сквозное отверстие в печатной плате. Полный загиб означает, что вывод почти параллелен поверхности контактной площадки печатной платы. Частичный загиб означает, что вывод достаточно загнут, чтобы обеспечить механическое закрепление во время технологического процесса пайки. Металлизированные сквозные отверстия проектируются таким образом, чтобы выдержать механические осевые и боковые усилия, действующие во время данных операций.
Основные причины для выполнения загиба:
a) закрепление установленного компонента на месте до пайки;
b) увеличение размера смоченного участка паяного соединения до проволочного вывода;
c) уменьшение общей высоты печатного узла;
d) обеспечение надлежащего контакта вывода с контактной площадкой в неметаллизированных отверстиях.
Данные операции могут проводиться либо непосредственно автоматическим установщиком, либо на отдельном оборудовании. В последнем случае машины для загибания могут также входить в станции ручной установки.
В некоторых случаях после пайки допускается обрезание незагнутых проволочных или столбиковых выводов, например, для уменьшения общей высоты печатного узла. Там, где это проводится, обнажается неизолированный металлический проводник и допускается повторное лужение кончиков выводов.
12 Установка контактов и запрессованных штырей
12.1 Закрепление контактов на печатных платах
Для крепления столбиковых выводов, наконечников и штырей в отверстиях печатных плат используются многообразные методы установки контактов. Два из них показаны на рисунке 14. Деталь, показанная с непосредственным креплением, устанавливается в металлизированное сквозное отверстие обычным способом. Второй тип крепления - развальцованный фланец, обжатый руликом, предназначен для неметаллизированных отверстий. Оба метода предназначены для получения механически закрепленных соединений, например для припаянных проводов или для соединения проводов закруткой без пайки. В ГОСТ Р МЭК 61191-4 приведены многочисленные примеры таких соединений.
Альтернативой развальцованным контактам являются запрессованные штыри, которые вдавливаются в металлизированные сквозные отверстия. Запрессованная деталь обычно проектируется как неупругая пружина, которая действует в отверстии как постоянное направленное наружу радиальное усилие, обеспечивающее пресс-посадку. Рекомендуется, чтобы посадка обеспечивала линии контакта, которые устанавливают области холодной сварки давлением между внешней поверхностью контакта и металлизацией в отверстии.
Все формы контакта, закрепленного на печатной плате, рекомендуется устанавливать с последующим контролем, т. е. обеспечивать перпендикулярность контакта.
Технические требования даны в ГОСТ Р МЭК 61191-4, подробная рабочая информация - в ГОСТ Р МЭК 61192-4.
|
|
|
|
а - контакт с развальцованным фланцем |
b - контакт с фланцем, обжатым роликом |
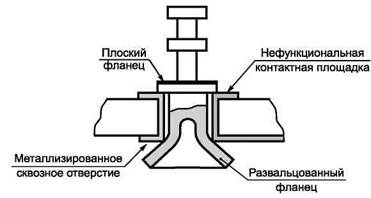
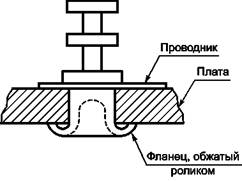
Рисунок 14 - Примеры закрепления контактов
12.2 Пайка проводов и выводов компонентов к контактам
Контакты предназначены для частичного механического крепления проводов перед пайкой. Крепление получают, накруткой проводов вокруг столбика, вдавливанием в паз или образованием петли через отверстие. Примеры крепления показаны на рисунке 15. Технические требования к соединениям между выводами компонентов или проводами и контактами приведены в ГОСТ Р МЭК 61191-4, а рабочая информация - в ГОСТ Р МЭК 61192-4.
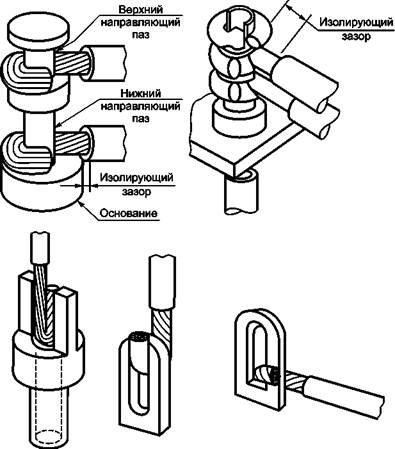
Рисунок 15 - Виды закрепления провода
13 Пайка оплавлением
Пайка оплавлением используется в основном (хотя и не только) для печатных узлов поверхностного монтажа, и ее допускается проводить в различных окружающих средах. Диапазон окружающих сред включает в себя воздух, азот, инертные газы, в меньшей степени - смеси незначительно восстанавливающихся газов; требования к ним могут различаться.
Поскольку нет иного источника припоя, кроме припоя, наносимого на каждое намеченное соединение, метод заключается только в подаче тепла, необходимого для расплавления припоя, и наличии соответствующего устройства для охлаждения. Для групповой пайки оплавлением тепло подается без физического контакта между источником тепла и обрабатываемым печатным узлом.
Снижение частоты появления дефектов в паяном соединении при использовании проходной групповой пайки оплавлением по сравнению частотой при других методах в большей степени зависит от паяемости компонентов и точности их установки.
Перед пайкой печатные узлы допускается нагревать для удаления влаги и других легкоиспаряющихся веществ.
13.1 Пайка в конвейерной печи с инфракрасным оплавлением
13.1.1 Описание технологического процесса
Во время движения через оборудование на сетчатом, ленточном или цепном носителе тепло подается на компоненты и плату путем прямого воздействия на них инфракрасного излучения, когда они проходят через ряд последовательных зон нагрева, а затем через зону охлаждения. Относительная температура, которая достигается каждым компонентом, зависит от его положения на плате, его тепловой массы и, в меньшей степени, от его цвета. Может иметь место избыточный нагрев.
13.1.2 Температурно-временной профиль предварительного нагрева, пайки и охлаждения
13.1.2.1 Параметрические характеристики оборудования
Транспортный механизм, система предварительного нагрева, высокотемпературная зона расплавленного припоя и система охлаждения - все вместе должны быть способны обеспечивать температурно-временной профиль, позволяющий осуществлять пайку каждого компонента на плате в диапазоне заданных максимальных пределов температурно-временного воздействия.
13.1.2.2 Требования к печатным узлам, содержащим чувствительные компоненты поверхностного монтажа
Для всех изделий рекомендуется проводить проверку профилей в каждом конкретном проекте печатного узла, для изделий класса С такая проверка обязательна. Проверки должны демонстрировать результаты определения профиля для самых чувствительных компонентов, например для многослойных керамических конденсаторов, светодиодов, маленьких компонентов в черных пластиковых корпусах и одновременно-для компонентов с наибольшей тепловой массой. Испытания рекомендуется разрабатывать для обеспечения гарантии того, что требования, заданные в данном и предыдущем подпунктах, удовлетворяются как в самых горячих, так и в самых холодных участках платы.
a) Например, для некоторых многослойных керамических конденсаторов поверхностного монтажа скорость роста и снижения температуры в секциях предварительного нагрева и охлаждения соответственно устанавливается менее 2 град/с.
b) Для некоторых типов корпусов полупроводниковых компонентов поверхностного монтажа не рекомендуется оставлять расплавленный припой в любом соединении дольше 10 с и превышать на корпусе компонента температурно-временное ограничение, установленное изготовителем. В случаях, когда обобщенные технологические процессы пайки могут выходить за заданные пределы для компонентов, рекомендуется консультироваться с изготовителем.
c) Секцию охлаждения рекомендуется регулировать отдельно и допускать максимальную скорость охлаждения для чувствительных компонентов менее заданного максимального значения (например, для некоторых многослойных керамических конденсаторов - менее 2 град/с).
d) После выполнения операций печатный узел должен быть достаточно охлажден, чтобы припой затвердел до дальнейшей обработки.
e) Некоторые небольшие компоненты герметизируются в термопластичную смолу и имеют точку расплавления от 270 °С до 290 °С. Во избежание их перегрева могут потребоваться меры предосторожности.
13.1.3 Прогиб платы
Если имеется вероятность того, что температура (Тg) стеклования материала платы, ее размеры и толщина приведут к чрезмерному прогибу при требуемых температурно-временных уровнях, то рекомендуется предусмотреть средства поддержки платы. См. 14.1.1 е.
13.1.4 Профиль температуры пасты
Оборудование должно позволять обеспечивать температурно-временной профиль, особенно в фазе предварительного нагрева, который подходит для выбранной паяльной пасты. На практике обычно выбирают паяльные пасты, которые охватывают требования к профилю плат, входящих в диапазон изготовления, и используемых в них компонентов.
13.1.5 Расстановка плат в транспортной системе
Для обеспечения воспроизводимости профиля на практике вышеуказанные проверки и последующее производство рекомендуется проводить с применением постоянной расстановки плат на ленточном или цепном транспортере. Для достижения этого допускается загрузка пустых заготовок плат со сравнимой тепловой массой на ленточном или цепном транспортере как до, так и после производственных плат.
13.2 Пайка в конвейерной печи с конвекционным оплавлением
13.2.1 Описание технологического процесса
Технологический процесс оплавления воздействует на пайку во время транспортирования плат через струю нагретого газа (воздуха, азота). Тепло передается на компоненты и плату посредством конвекционного теплообмена с газом. Применяются требования 13.1.
Из-за того, что платы не получают значительного прямого излучения от источника нагрева, конвекционная пайка исключает проблемы экранирования, которые могут иметь место в установках инфракрасной пайки, особенно для коротковолновых (ламповых) излучателей. Это позволяет иметь более ровный нагрев и большую плотность установки компонентов на плате, чем при других методах групповой пайки оплавлением. Температурой газа регулируется максимальная температура, которая возможна на печатном узле.
В атмосфере азота достигается лучшая теплопередача между циркулирующим газом и торцевыми контактами компонентов. Помимо улучшения смачивания, увеличивается технологическое окно для двухстороннего оплавления, и возможно применение паяльных паст с менее активными флюсами.
13.3 Комбинированная пайка в конвейерной печи с инфракрасным и конвекционным оплавлением
Печи оплавления, сочетающие конвекционный нагрев и инфракрасное излучение, дают большую гибкость в обеспечении тепловых профилей плат с большей теплоемкостью. Применяются требования 13.1 и 13.2.
13.4 Пайка оплавлением в паровой фазе (конденсационным оплавлением)
13.4.1 Описание технологического процесса
Пайка оплавлением в паровой фазе включает в себя или вертикальное опускание горизонтально ориентированных плат в насыщенный пар, или поточную систему, обеспечивающую подобное воздействие, с горизонтальным и вертикальным проходами. Точка кипения жидкости (основной), образующей пар, выше точки расплавления используемого припоя. Пар конденсируется на более холодных поверхностях, передавая свою латентную теплоту, до установления температурного равновесия. В некоторых установках используется защитный слой дополнительного пара над основным паром для предотвращения улетучивания последнего. Применяются требования 13.1.2 - 13.1.4.
13.4.2 Предварительный нагрев
Для уменьшения риска чрезмерного теплового удара существенным является предварительный нагрев, обычно с помощью механически объединенной инфракрасной конвейерной печи. Допускается использовать временные локальные теплоотводы с целью снижения скорости роста температуры для чувствительных компонентов.
13.4.2.1 Чувствительные компоненты
Если на плате среди прочих присутствуют чувствительные компоненты (например, многослойные керамические конденсаторы, многоштырьковые интегральные схемы), то рекомендуется обеспечивать температуру их предварительного нагрева при вхождении в зону основного пара, равную или выше минимальной температуры, заданной изготовителем компонента. Если она не задана, то в пределах 100 °С от температуры конденсационной пайки. Для изделий класса С данное требование обязательно.
13.4.2.2 Паяльная паста
Температурно-временной профиль предварительного нагрева должен обеспечивать заданные пределы для используемой паяльной пасты.
13.4.2.3 Потеря флюса
Независимо от типа компонента во избежание потери флюса припойной пасты во время вхождения платы в зону дополнительного пара (в случае его применения) рекомендуется обеспечивать температуру предварительного нагрева, по меньшей мере, на 10 °С ниже температуры в основной зоне.
13.4.3 Вибрация
В транспортном механизме оборудования пайки не должно существовать вероятности появления вибрации, разрушающей застывающие паяные соединения при вертикальном выходе платы из зоны основного пара. Вибрация может быть причиной недостаточной гладкости поверхности в соединениях, выполненных в оборудовании пайки с паровой фазой.
13.5 Пайка оплавлением лазером
13.5.1 Описание технологического процесса
Импульсный лазерный луч используется для последовательного сканирования торцевых контактов или выводов на одном компоненте, с тем, чтобы в идеале, все бугорки припоя получали одинаковую энергию и расплавлялись практически одновременно. Данный метод подходит для случаев с последовательной пайкой отдельных компонентов.
Для более сложных вариантов данную пайку допускается проводить в атмосфере азота, а качество отдельного паяного соединения проверяется автоматически. Измеряя скорость охлаждения каждого соединения после отверждения припоя, оценивают относительную теплопроводность между выводом и платой. Рекомендуется делать контактные площадки с тепловыми барьерами.
13.5.2 Механические требования
Требования к пайке безвыводных компонентов поверхностного монтажа включают в себя оптимальную повторяющуюся точность размещения контактных площадок во избежание риска повреждения основания печатной платы, высокую копланарность выводов, плоскостность платы или основания и достаточное направленное вниз давление во время установки компонентов для обеспечения удовлетворительного теплового контакта между каждым выводом и припойной пастой.
13.6 Пайка оплавлением термодами (термокомпрессионная пайка)
13.6.1 Описание технологического процесса
Основное оборудование представляет собой штампованную конструкцию, в которой применяются электроды с несмачиваемыми припоем копланарными поверхностями, которые обеспечивают совмещение и сильный нажим на выводы компонентов при соприкосновении с соответствующими контактными площадками на основании печатной платы. Через электроды подается тепло для расплавления припоя на выводах и контактных площадках, а также обеспечивается дополнительный припой.
Дополнительный припой допускается формировать локальной металлизацией контактных площадок, путем обеспечения тонкого твердого отформованного припоя или валиками заранее нанесенной припойной пасты.
На контактные площадки с припойным покрытием и отформованным припоем флюс наносят до установки компонента.
Метод применим при последовательной пайке отдельных компонентов. Если для электродов запроектирован достаточный зазор, то метод допускается использовать для многоштырьковых корпусов компонентов после завершения групповой пайки других компонентов. Он особенно удобен, если плоскостность плат и/или копланарность выводов компонентов не соответствуют требованиям методов групповой пайки оплавлением.
13.6.2 Копланарность электродов и платы
Рекомендуется: либо поддерживать плату в одном месте (локально) под электродом, а крайние точки платы оставлять свободно перемещающимися, чтобы ее верхнюю поверхность можно было устанавливать параллельно поверхностям электродов либо сами электроды подвешивать на самосовмещающем шарнире.
Копланарность электрода и верхней поверхности опоры платы рекомендуется регулярно проверять.
13.6.3 Предварительный нагрев
Рекомендуется использовать оборудование для предварительного нагрева платы или печатного узла (например, до 80 °С), чтобы предотвратить локальное расслаивание платы и сократить временный цикл пайки каждого компонента. Предварительный нагрев обязателен для изделий класса С, если многослойные платы имеют большие заглубленные участки сплошной (не в виде решетки) меди и/или платы не хранились в сухих условиях. Если такие условия хранения не применялись, то после проведения соответствующей сушки допускается предварительный нагрев для удаления поглощенной влаги непосредственно перед пайкой, например в течение 72 ч при температуре от 80 °С до 100 °С в зависимости от максимальной температуры хранения компонента.
13.7 Пайка многоструйным нагретым газом
13.7.1 Описание технологического процесса
Данный метод используется, если допустима последовательная пайка отдельных компонентов.
В небольшие форсунки в матрице, настроенной под конфигурацию конкретного компонента, предназначенного для пайки, подается нагретый газ, чей поток прямо направлен на выводы компонента и на контактные площадки. Предусматривается предварительное нанесение паяльной пасты или другая форма флюсования, а также точное совмещение выводов с контактными площадками перед вжатием компонента в припой.
При условии, что спроектирован достаточный зазор для матрицы насадок, метод допускается применять для сборки многоштырьковых корпусов компонентов после завершения групповой пайки других компонентов.
Пайку рекомендуется проектировать с учетом минимизации тепла, подаваемого на корпус компонента во время пайки.
13.7.2 Программирование
Рекомендуется программировать температурно-временные циклы. Для изделий класса С данное требование обязательно.
13.7.3 Соседние компоненты
Паяные соединения на соседних компонентах рекомендуется защищать от повторного расплавления, например, при проектировании технологии предусматривать установку компонентов на надлежащем расстоянии друг от друга с помощью специальных насадок или экранирующих приспособлений. Для изделий класса С данные меры предосторожности обязательны. Для каждого типа платы эффективность приспособлений должна подтверждаться соответствующим методом, например визуальным осмотром во время пайки, краской-индикатором температуры и/или анализом уровня прироста интерметаллического слоя.
13.8 Пайка инфракрасным оплавлением с многоточечным фокусированием
13.8.1 Описание технологического процесса
Данный метод применяется при возможности последовательной пайки отдельных компонентов с большим числом выводов. Фокусированный инфракрасный луч прерывается маской, чьи отверстия совмещены с выводами конкретного компонента. Коротковолновое инфракрасное излучение, обычно от ламповых источников, нагревает одновременно все выводы и контактные площадки.
Маска защищает корпус компонента от прямого излучения. Риск повторного расплавления соединений соседних компонентов незначителен, поэтому данный метод пригоден для печатных узлов с высокой плотностью монтажа.
13.8.2 Программирование
Рекомендуется программировать температурно-временной цикл. Для изделий класса С данное требование обязательно.
14 Пайка погружением
Пайка погружением применяется в печатных узлах с монтажом в сквозные отверстия, поверхностного монтажа и печатных узлах комбинированных технологий монтажа. Ее допускается выполнять различными методами, например двойной волны припоя, струйной волны, пайкой волочением, и в различных окружающих средах. Диапазон окружающих сред включает в себя воздух, азот и незначительно окисляющей смеси газов. Требования к рисунку платы, выбору компонентов, типу защитной паяльной маски, типу флюса и температурно-временному профилю могут различаться для разных методов и вариантов окружающей среды.
Перед пайкой печатные узлы рекомендуется сушить для уменьшения вредной влажности и удаления других легкоиспаряющихся веществ.
14.1 Общие требования
14.1.1 Требования к технологическому процессу
Для обеспечения надежных печатных узлов посредством применения допустимых и повторяющихся условий пайки должны соблюдаться следующие условия для всех методов пайки погружением:
a) система флюсования, способна проникать в промежутки между близко размещенными компонентами и обеспечивать ровную пленку флюса; данное условие существенно при использовании компонентов поверхностного монтажа;
b) наличие управляемого температурно-временной профиля во время предварительного нагрева, пайки и охлаждения;
c) наличие механизма транспортирования, системы предварительного нагрева, источника тепла и системы охлаждения, которые все вместе способны обеспечивать температурно-временной профиль, допускающий пайку каждого компонента на плате в рамках заданных пределов воздействия;
d) наличие достаточного охлаждения печатных узлов после выполнения операций пайки, чтобы припой затвердел до следующей операции;
e) материалы и конструкции, используемые для удерживания и поддерживания печатных узлов, не загрязняют и не портят печатные платы или компоненты и допускают прохождение припоя через металлизированные отверстия.
14.1.2 Управление технологическим процессом
Параметры, требующие тщательного управления, следующие:
a) консистенция, температура и распределение флюса;
b) температура компонентов и платы во время предварительного нагрева (требования изготовителя);
c) температура ванны с расплавленным припоем (в пределах ± 5 °С);
d) класс загрязнения припоя;
e) время погружения для каждого компонента (требования изготовителя);
f) степень перемешивания расплавленного припоя (если применяется);
g) скорость транспортирования;
h) угол поверхности платы относительно волны припоя.
14.1.3 Элементы регулировки установки
Сборочный завод должен поддерживать рабочие процедуры, составляющие технологический процесс пайки погружением, а также правильную эксплуатацию всех автоматических установок пайки и связанного с ними оборудования. Для установок пайки данные процедуры должны, как минимум, определять регулирование предварительного нагрева, температуры ванны с припоем, скорости транспортирования печатных узлов через установку, частоты измерения температуры и частоты анализа содержимого ванны.
14.1.4 Нанесение флюса
Используемый флюс должен формировать покрытие на всех поверхностях, предназначенных для пайки. Он должен быть достаточно обезвожен перед пайкой для предотвращения разбрызгивания.
14.1.5 Требования к изделиям класса С
Проверку температурно-временного профиля рекомендуется проводить для каждого конкретного типа печатных узлов. Для изделий класса С данная проверка должна быть обязательной. Во всех случаях проверки проводят с целью экспертизы результатов анализа профиля для самых чувствительных компонентов, например для многослойных керамических конденсаторов, светодиодов, элементов в маленьких черных корпусах и для компонентов с самыми большими тепловыми массами. Испытания должны обеспечивать гарантии того, что требования, заданные в данном и предыдущем пунктах, удовлетворяются как в самых горячих, так и в самых холодных участках платы.
Ключевыми параметрами, действующими на чувствительные компоненты, являются:
a) скорость роста температуры во время предварительного нагрева и скорость охлаждения после пайки;
b) диапазон температур теплового удара при входе в ванну с припоем;
c) время воздействия выше точки расплавления припоя (например, 186 °С).
14.1.6 Прогиб платы
Если имеется вероятность, что температура Тд стеклования материала платы, ее размеры и толщина приведут к чрезмерному прогибу при требуемых температурно-временных классах, то рекомендуется предусмотреть средства поддержки платы. См. 14.1.1 е.
14.1.7 Содержимое ванны с припоем
Когда компоненты поверхностного монтажа или металлизированные поверхности платы проходят через ванну, повышается риск загрязнения припоя компонентами, падающими оплаты, и/или от припоя, контактирующего с не оловянно-свинцовыми материалами торцевых контактов, например серебряными или золотыми. Частоту анализа припоя рекомендуется подбирать в соответствии со скоростью загрязнения.
Во всех случаях чистота ванны с припоем в оборудовании для пайки погружением должна поддерживаться в соответствии с таблицей 1 ГОСТ Р МЭК 61191-1; очистка должна состоять из следующих процедур:
a) шлак нужно удалять из ванны с припоем способом, устраняющим соприкосновение шлака с паяемыми элементами; допускаются и автоматические, и ручные методы;
b) паяльные масла могут перемешиваться с расплавленным припоем и переноситься к поверхности припоя или наноситься прямо на поверхность припоя; уровень масел рекомендуется контролировать для предотвращения их попадания в застывшие паяные соединения;
c) состояние припоя должно регулярно контролироваться.
14.2 Пайка волной припоя
14.2.1 Описание технологического процесса
Это метод групповой пайки. Система транспортировки держателей плат применяется для прохождения печатного узла в следующей последовательности:
a) зона флюсования, в которой покрывается вся видимая нижняя поверхность платы;
b) зона предварительного нагрева, в которой флюс активируется и повышается температура компонентов;
c) зона пайки, в которой нижняя поверхность платы, любые выступающие проволочные выводы и любые компоненты поверхностного монтажа, прикрепленные к плате, быстро проходят через источник расплавленного припоя.
Последняя зона обычно состоит из последовательных механически взболтанных и спокойных расплавленных зон припоя или линейных струй расплавленного припоя из насадок, за которыми рекомендуется располагать воздушный нож для удаления избытка припоя в жидком состоянии.
Как вариант: на выходе из оборудования для пайки - дополнительный вентилятор, охлаждающий печатный узел.
14.3 Пайка протягиванием
14.3.1 Описание технологического процесса
Данный процесс обеспечивает относительное перемещение путем протягивания платы по продолговатой ванне с припоем. После того как плата входит в ванну, вся ее нижняя поверхность соприкасается с расплавленным припоем. Передняя кромка платы находится впереди, движимая механизмом, который удаляет любой шлак, накопившийся на поверхности припоя.
14.3.2 Контроль над процессом
Типовая глубина погружения равна половине толщины несмонтированной платы, поэтому критическими параметрами являются допустимые значения изгиба и искривления.
Метод может быть непригоден для многослойных печатных плат и печатных узлов поверхностного монтажа, если отсутствует автоматическая система предварительного нагрева для уменьшения теплового удара.
14.4 Пайка окунанием в горячий припой
14.4.1 Описание технологического процесса
Пайка окунанием в горячий припой включает в себя вертикальное погружение выводов или торцевых контактов, предназначенных для пайки, в бочонок или бак с припоем. В некоторых случаях компоненты полностью погружаются в бак. Используется автоматизированная транспортная система или ручные приспособления. Наиболее вероятно, что пайку окунанием в горячий припой применяют в случаях прикрепления концевых контактов или выводов к краю основания печатной платы. Примерами являются рамки с внешними выводами и гибкие печатные монтажные шины.
14.4.2 Тепловой удар
Должны приниматься меры для минимизации риска повреждения, как компонентов, так и платы, например предварительный нагрев печатного узла. Это особенно важно, если применяется припой с более высокой точкой плавления, чем использованный для монтажа компонентов, или используется многослойная плата.
15 Пайка отдельными точками
Все инструменты, применяемые для пайки, должны быть очищены от грязи, смазочных материалов, масел и других посторонних веществ.
15.1 Ручная пайка паяльником
Следующие требования рекомендуется выполнять для получения надежных печатных узлов посредством допустимых и повторяемых условий ручной пайки с применением паяльника.
15.1.1 Паяльники
Во избежание повреждения компонентов паяльники рекомендуется выбирать в соответствии с размером и тепловой массой контактов, предназначенных для пайки.
15.1.1.1 Паяльники для компонентов поверхностного монтажа
Рекомендуемый максимальный диаметр наконечника - 3 мм, температура паяльника - от 260 °С до 270 °С, допуск на предварительную температуру холостого режима ± 5 °С. Если устройства герметизированы термически отверждающеися смолой, то рекомендуется соответственно изменить максимальную температуру наконечника.
15.1.1.2 Паяльники для компонентов с монтажом в сквозные отверстия
Для выводов компонентов с монтажом в сквозные отверстия мощность паяльника и диапазон температур должны соответствовать рекомендациям изготовителя компонентов. Если таких отверстий нет, то паяльники рекомендуется рассчитывать на мощность до 50 Вт и соответствующий диаметр наконечника, например 6,5 мм; температуру устанавливают между 300 °С и 375 °С с допуском на холостой режим ± 5 °С.
15.1.1.3 Платы с комбинированной технологией монтажа
Паяльники, используемые для монтажа компонентов в сквозные отверстия, не должны использоваться для пайки или доработки компонентов поверхностного монтажа.
15.1.2 Пайка выводов компонентов для монтажа в сквозные отверстия
15.1.2.1 Нанесение флюса
Жидкий флюс должен наноситься на поверхности, предназначенные для пайки, до подачи тепла. Рекомендуется избегать избытка флюса. Припой с сердечником из флюса должен размещаться в положении, позволяющем флюсу растекаться и покрывать паяемые поверхности при расплавлении припоя.
a) Для максимальной передачи тепла хорошо луженый наконечник паяльника должен прикладываться к соединению и припою, введенным в промежуток между наконечником и участком, предназначенным для пайки. После подачи тепла и достижения температуры плавления припой с сердечником из флюса должен наноситься на соединение, но не на наконечник паяльника.
b) Тепло допускается подавать на оба края металлизированного сквозного отверстия, но припой должен наноситься только на один край.
c) Температура паяльника не должна превышать заданную рабочую температуру используемого припоя.
d) Некоторые компоненты допускается предварительно нагревать для предотвращения внутреннего повреждения, возникающего от теплового удара.
15.1.2.3 Теплоотводы
Если ручная пайка ведется близко от корпуса теплочувствительных компонентов, то для ограничения потока тепла на корпус компонента должны применяться теплоотводы между паяльником и корпусом.
15.1.2.4 Затекание припоя
Ограниченное затекание припоя на вывод во время пайки допустимо при условии, что все заданные требования к смачиванию удовлетворяются. Затекание припоя не должно ухудшать гибкость вывода, если это важно для надежности паяного соединения.
15.1.3 Пайка компонентов поверхностного монтажа
Паяльники непригодны для пайки компонентов поверхностного монтажа, если данные компоненты планируется прикреплять к плате с применением припойной пасты.
15.1.3.1 Нанесение флюса и припоя
Обычно флюс наносится с применением припоя с сердечником. Должны применяться требования 15.1.2.2.
15.1.3.2 Пайка безвыводных керамических конденсаторов поверхностного монтажа
a) Применение паяльника с ручным управлением для пайки безвыводных керамических конденсаторов поверхностного монтажа допустимо при условии, что температура контролируется на уровне, который не повреждает компонент.
b) Если в изделиях классов А и В применение таких конденсаторов неизбежно, то для минимизации риска теплового удара, создающего внутренние микротрещины, способные привести к отказу компонента во время эксплуатации, не рекомендуется допускать прямого соприкосновения наконечника паяльника с корпусом или наружными поверхностями контактов компонента.
c) При удерживании корпуса компонента на месте с помощью пинцета с проводящими неметаллическими наконечниками рекомендуется подавать тепло, помещая наконечник паяльника сначала на контактную площадку на печатной плате и затем двигая его в область присоединения.
15.1.4 Пайка выводов компонента поверхностного монтажа
a) Для компонентов с двумя или тремя выводами: для удерживания компонента на месте рекомендуется использовать пинцет с неметаллическими наконечниками и низкой теплоемкостью (или подобный ему инструмент), слегка прижимая компонент вниз, в то время как наконечник паяльника прикладывать или прямо на вывод, или на контактную площадку, или на них одновременно.
b) Для компонентов с четырьмя и более выводами: два диагонально противоположных вывода рекомендуется сначала слегка закрепить временной пайкой сточным позиционным совмещением на плате.
Затем отдельно припаять оставшиеся выводы, как указано в разделе выше, и затем окончательно надлежащим образом припаять два временно закрепленных вывода.
15.2 Пайка оплавлением газовым паяльником
Припойная паста, отформованный припой с флюсом (таблетки, колечки и т.д.) пригодны для использования вместе с газовыми паяльниками. Проволочный припой с сердечником из флюса непригоден.
15.2.1 Температура газа
В качестве максимальной температуры газа в момент его выхода из выпускного отверстия паяльника рекомендуется устанавливать максимальную температуру, заданную изготовителем компонента, которую последний может выдержать в течение пайки. Для минимизации этого времени в конструкцию контактной площадки и соединенного с ней проводящего рисунка рекомендуется включать теплоизоляцию от соседних элементов с большими тепловыми массами.
15.2.2 Экранирование соседних компонентов
Для предотвращения повторного расплавления паяных соединений на соседних компонентах, компонент, требующий доработки, рекомендуется окружать экраном до использования газового паяльника.
15.2.3 Пайка безвыводных компонентов поверхностного монтажа
Газовый паяльник является предпочтительным инструментом для пайки некоторых многослойных керамических конденсаторов.
15.2.3.1 Поток газа
Скорость потока газа рекомендуется регулировать для предотвращения нежелательного смещения небольших компонентов под воздействием газа.
15.2.3.2 Операция пайки
При наличии флюса, внесенного в припой, находящийся на деталях, которые требуется соединить, или припойной пасты, нанесенной на поверхности соединения данных деталей, поток газа рекомендуется наводить последовательно на контактные площадки, соединения и корпус. Цель заключается в равномерном повышении их температуры, чтобы припой на всех стыковых поверхностях достигал стадии расплавления по возможности одновременно.
Если при этом процессе поверхностное натяжение или напор струи газа сдвигает компонент до чрезмерного несовмещения или нарушает его равновесие, то рекомендуется применять легкие корректирующие действия на компонент (нажим вбок или вниз, поворот), когда струя газа еще направлена на компонент. После корректирующего действия струю удаляют, давая возможность соединению затвердеть.
Для сохранения максимальной прочности соединения и сокращения риска выщелачивания рекомендуется свести время нахождения припоя в расплавленном состоянии к минимуму.
15.2.4 Пайка компонентов поверхностного монтажа с выводами
За исключением небольших компонентов с двумя, тремя и четырьмя вводами, трудно при помощи газового паяльника сохранять состояние расплавленного припоя одновременно для всех выводов на интегральной схеме. После временного закрепления выводов на противоположных углах имеется возможность по отдельности припаивать оставшиеся выводы.
15.2.5 Пайка компонентов с монтажом в отверстия
Сравнительно большие тепловые массы выводов компонентов с выводами для монтажа в отверстия и соответствующих им металлизированных сквозных отверстий означают, что газовый паяльник является неэффективным инструментом для пайки данных соединений.
После нанесения припойной пасты на контактные площадки сквозных отверстий и/или в отверстия и после установки выводов компонентов в отверстия каждое отдельное соединение рекомендуется паять по очереди. Струя газа направляется на отверстие или вывод, пока припой не расплавится и не смочит все поверхности соединения.
Рекомендуется проявлять осторожность во избежание повторного расплавления соединений соседних компонентов поверхностного монтажа.
16 Очистка
Решение о том, проводить или не проводить очистку, зависит от требования заказчика или договоренности между изготовителем и заказчиком. См. раздел 9 ГОСТ Р МЭК 61191-1.
Выбор не зависит от класса изделия. Наиболее вероятно, что на данное решение влияют планируемый срок службы в условиях эксплуатации, конструкция, совместимость поверхностных материалов и потребности во влагозащитных покрытиях.
16.1 Применение безотмывочных флюсов
Данный метод устраняет потребность в очистке за счет применения флюса или припойной пасты, которые могут оставаться на конечном изделии без ухудшения электрических и механических характеристик печатного узла во время его расчетного срока службы.
16.1.1 Типы безотмывочных флюсов или паяльных паст
16.1.1.1 Безотмывочные флюсы или паяльные пасты
Остатки данного материала после пайки допускается оставлять на изделии и по желанию в последующем удалять их без воздействия на долгосрочное функционирование. Однако остатки могут мешать хорошему электрическому контакту во время проверки с использованием зонда.
16.1.1.2 Никогда не отмываемые флюсы или паяльные пасты
Остатки данного материала после пайки могут оставаться на изделии, но рекомендуется никогда их не удалять, поскольку это может привести к ухудшению долгосрочного функционирования изделия.
Остатки могут мешать хорошему электрическому контакту во время проверки с использованием зонда.
16.1.2 Состояние плат, компонентов и других деталей перед сборкой
Перед тем как приступать к технологическим процессам нанесения, монтажа, установки и пайки, все печатные платы, компоненты и другие детали рекомендуется, по меньшей мере, очистить до уровня чистоты законченного печатного узла.
16.1.3 Обращение во время сборки
При обращении со всеми элементами рекомендуется избегать риска загрязнения, например, с помощью деионизированных перчаток или напальчников, а также избегая контакта с коррозионно-агрессивными материалами.
16.2 Очистка материалов
Обычно очищающие средства являются либо водными растворами, либо растворителями. Водные растворы включают в себя воду, водорастворимые органические и неорганические соединения. Растворители представляют собой спирты, сложные эфиры, хлорсодержащие соединения (например, метиленхлорид, этиленхлорид), терпены, летучие метиловые производные силоксанов. Используются смеси данных веществ.
После промывки указанными растворителями рекомендуется промывка водой.
Для повышения эффективности очистки часто используют ультразвуковое взбалтывание чистящих жидкостей.
16.3 Технологические процессы очистки
16.3.1 Описание технологического процесса
Очистка включает в себя воздействие на паяный печатный узел жидкости, пара или газа (или обоих) в течение достаточного времени и при соответствующей температуре для удаления потенциально опасных загрязнений, а с помощью достаточного смещения - извлечение частиц нежелательного материала. Затем допускается любой из двух процессов: либо последовательное дополнительное погружение в жидкость для удаления чистящей среды и загрязнений перед проведением сушки, либо применение сушки сразу после удаления печатного узла из чистящей жидкости.
В некоторых случаях во время очистки допускается легкое механическое движение или ультразвуковое взбалтывание, или подача чистящей жидкости под давлением через форсунки для облегчения ее протекания через маленькие отверстия и в участки, где имеются маленькие зазоры. Допускается применять струи воздуха под давлением, для удаления жидкости, удерживаемой под компонентами.
16.3.2 Выбор очищающих средств
Не рекомендуется совмещать разные очищающие вещества, поскольку некоторые сочетания могут привести к серьезным последствиям.
Изготовителям и заказчикам рекомендуется договориться о стандартизации известных совместимых материалов в рамках набора химических составов флюсов, как для пайки, так и для доработки.
16.3.3 Частота очистки
Очистка должна быть выполнена после каждой независимой операции пайки, чтобы любой последующий нагрев не затруднял очистку печатных узлов. Для механизированного поточного оборудования это может не потребоваться. Очистку рекомендуется проводить после пайки как можно быстрее, например, в течение 15 мин.
16.3.4 Тепловой удар
Чрезмерные перепады температуры в процессах пайки и последующих очистки и сушки должны быть исключены. См. 13.1.2.2.
16.3.5 Сушка печатных узлов
В системах очистки с ваннами печатные узлы рекомендуется располагать так, чтобы обеспечить максимальное осушение и избежать появления разводов.
16.3.6 Ультразвуковое взбалтывание
Рекомендуется проверять требования к компонентам и прочности печатных узлов перед применением ультразвукового взбалтывания.
Системы очистки с ультразвуковым взбалтыванием не должны применяться для изделий класса С, содержащих полые корпуса полупроводниковых компонентов, или для печатных узлов с незакрепленными проволочными соединениями с бескорпусным кристаллом, если они специально не допущены и не разрешены заказчиком.
Большие печатные платы, несущие большое число компонентов, для которых может потребоваться несколько циклов доработки, не рекомендуется очищать с применением ультразвука после каждого цикла. За исключением окончательной очистки, рекомендуется использовать локальную очистку щетками. Во всех операциях пайки рекомендуется применять безотмывочные флюсы или флюсы с очень низкой активностью.
16.4 Оценка чистоты
Всегда, когда возможно, проверку загрязнения на функциональные последствия рекомендуется выполнять в условиях, сходных с условиями эксплуатации. Условия, представленные в данном подразделе, и связанные с ними расчеты для любой поверхности применяются к обеим сторонам печатного узла.
Для производственного оборудования рекомендуется иметь эталон, основанный на допустимом количестве загрязняющего вещества каждого типа. Проверка, проводимая с помощью оборудования для извлечения ионов, и проверка сопротивления изоляции в заданных условиях окружающей среды способна обеспечить основу для установления эталонного оборудования. При появлении других загрязнений или большом изменении пороговых значений рекомендуется оценивать все аномальные условия.
16.4.1 Остатки флюса
Ниже приведена приблизительная классификация флюсов по типам L, М и Н, включающая традиционные флюсы на основе канифоли, а также водорастворимые и синтетически активированные:
a) типа L0: все R, некоторые RMA и некоторые с низким содержанием твердой фазы (безотмывочные);
b) типа L1: большая часть RMA, некоторые RA;
c) типа М0: большая часть RA, некоторые с низким содержанием твердой фазы (безотмывочные);
d) типа М1: большая часть RA;
e) типа Н0: некоторые водорастворимые;
f) типа Н1: все RSA, большая часть водорастворимых и синтетически активированных флюсов.
Остатки, кроме вышеуказанных флюсов, содержат продукты коррозии.
16.4.2 Визуальный осмотр
Сразу после пайки рекомендуется проводить визуальный осмотр без увеличения. Если плохо видно, допускается применить более тщательный осмотр с соответствующим увеличением.
О загрязнении рекомендуется судить не только по внешним или функциональным показателям, его рекомендуется считать признаком сбоев в работе производственной системы.
16.4.3 Измерение проводимости экстракта в растворителе
Путем полного погружения печатного узла и измерения изменения проводимости используемой жидкости допускается контролировать средний уровень загрязнения ионными остатками законченных печатных узлов. Наличие неионных загрязняющих веществ не определяют. Данный метод пригоден для регулярной проверки серийных образцов и может формировать данные обратной связи для управления технологическим процессом длительностью менее часа.
Для компонентов с малыми зазорами над платой имеется возможность обнаруживать реальный уровень загрязнения, только приподняв их для создания доступа к захваченным материалам. Расплавление припоя во время такого приподнимания должно выполняться без применения флюса во избежание дополнительного загрязнения.
Измерение проводимости экстракта в растворителе не рекомендуется применять для оценки уровня загрязнения после монтажа с безотмывочными и «никогда не отмываемыми» флюсами.
17 Электрические испытания
Для минимизации доработки и, следовательно, сохранения высокой надежности в программу электрических испытаний рекомендуется включать как «внутрисхемный» контроль, так и функциональную проверку или равноценное периферийное сканирование, или другие проверки.
17.1 Внутрисхемный контроль
Везде, где практически осуществимо, для минимизации длины зонда рекомендуется применять платы, конструкция которых позволяет полностью проводить данное испытание на низкопрофильной стороне платы. При устранении потребности в двухстворчатом зажимном устройстве и применении чувствительных длинных измерительных зондов повышается надежность результатов испытаний и продлевается срок службы измерительных зондов.
Для комбинированной технологии пайки с одним проходом печатных узлов и для двухсторонних печатных узлов с более чем одним проходом печатного узла через режим пайки хорошей практикой считается выполнение начального внутрисхемного контроля на всех компонентах, паяемых во время первого прохода. Если рисунок платы не допускает единичного контроля на низкопрофильной стороне после второго прохода пайки, то рекомендуется проводить последующий контроль с помощью измерительных зондов. В данном проходе для контроля могут потребоваться дополнительная технологическая оснастка, но есть возможность настроить изделия путем более легкой доработки.
Если число компонентов для монтажа в сквозные отверстия на плате комбинированной технологии невелико, то подходит ручное тестирование.
В зависимости от требований заказчика для изделий класса С, содержащих более 50 компонентов поверхностного монтажа, допускается внутрисхемный контроль или равноценное периферийное сканирование.
17.2 Функциональная проверка
Как правило, функциональную проверку проводят на выходных цепях собранной платы; специальные механические меры предосторожности не требуются.
17.3 Измерительные зонды и площадки для присоединения зондов
Рисунок платы должен включать в себя площадки для подсоединения измерительных зондов, позволяющих проверять компоненты поверхностного монтажа после частичной или полной сборки без контакта с корпусами и выводами компонентов. Везде, где осуществимо, рекомендуется разрабатывать программное обеспечение для обработки данных измерения, чтобы имелась возможность проверять компоненты по параметрическим значениям и функционированию. Где, это неосуществимо, проводят внутрисхемный контроль для проверки качества соединений и ориентации.
Рекомендуется достаточное минимальное расстояние между двумя измерительными зондами на плате с матрицей измерительных зондов, позволяющее применять прочные и надежные контактные измерительные установки, особенно для серийного производства. Для достижения данного условия минимальный интервал между диаметрами измерительных зондов зависит от расстояния от выступающей части зондов до матричной платы.
Например, если максимальная высота компонентов равна 6 мм (с учетом зазора, прогиба и искривления платы), выступающая часть измерительного зонда равна 10 мм, рекомендуется, чтобы минимальное расстояние между осями диаметров составляло 2,5 мм. Это не обязательно подразумевает применение координатной сетки с ценой деления 2,5 мм. См. 5.1.2
18 Доработка и ремонт
18.1 Общие требования
Задача состоит в том, чтобы исключить операции доработки, поскольку они увеличивают стоимость и риск снижения надежности.
Если доработка необходима, то целью являются необходимые корректирующие действия с минимальным уменьшением надежности и при приемлемой стоимости.
Доработка неудовлетворительных паяных соединений и замена дефектных компонентов не должны проводиться, пока данные несоответствия не оформлены документально. Данная информация должна быть использована для выявления причин брака, и необходимости корректирующего действия.
Помимо замены компонентов и изменения трассировки межсоединений на печатной плате с функциональными целями, доработка и ремонт печатного узла и операция пайки для создания конечного допустимого изделия любого класса должны быть проведены только при несоответствии требованиям.
Не рекомендуется повышать уровень приемлемых эталонов качества, поскольку может появиться риск дополнительных тепловых или механических напряжений, приводящих к повреждению соседних компонентов и схемы в целом.
Четыре основных составляющих доработки:
- рисунок платы;
- правильный инструментарий или оборудование; -достаточная квалификация ручного труда;
- соответствующая подготовка.
Все операции должны проводиться с применением антистатических мер безопасности.
Образование интерметаллических соединений во время повторного расплавления означает, что доработка соединений поверхностного монтажа может больше навредить, чем принести пользу.
Если, судя по цене, доработка более рентабельна, чем отбраковка, или выходное требование запрещает последнюю, то доработку рекомендуется проводить в соответствии со следующими требованиями.
18.2 Немаркированные компоненты
Если компоненты не маркируются по их номиналу или типу, то оператора, проводящего доработку, рекомендуется снабжать полной схемой установки компонентов и полным перечнем компонентов.
18.3 Предварительный нагрев печатных плат и чувствительных компонентов
Многослойные платы, особенно со сплошными областями заземления, рекомендуется нагревать перед доработкой во избежание расслоения. Компоненты, чувствительные к тепловому удару, рекомендуется также нагревать перед их установкой на плату. Рекомендуется имитировать предварительный нагрев соответствующего температурно-временного профиля в процессе пайки.
18.4 Повторное применение удаленных компонентов
Компоненты, которые были выпаяны из печатных плат, не должны применяться повторно без электрической проверки и визуального осмотра всех таких компонентов. Не рекомендуется повторно применять:
- многослойные керамические конденсаторы;
- светодиоды;
- заказные ИС(ACIC);
- безвыводные пластиковые корпуса (PLCC) или плоские квадратные корпуса (типа quadpack);
- прецизионные резисторы, паянные волной припоя;
- ИС в корпусах типа или больше SOIC;
- элементы в плоских квадратных корпусах, паянные волной припоя;
- любые компоненты, для которых технические требования специально не разрешают повторного применения.
18.5 Выбор оборудования и инструментов для доработки
Предполагая, что проводились проверки рисунка печатных плат, приведенные в 5.1.1, и применялись корректировки, рекомендуется выбирать инструменты и оборудование, используемые для доработки, по способности подавать тепло управляемым методом и в соответствии с рекомендациями изготовителя или, в случае применения компонентов поверхностного монтажа, в соответствии сданными таблицы 1.
При несоблюдении рекомендаций по инструментам или оборудованию заказчик должен дать согласие на альтернативные варианты. Для печатных узлов класса С рекомендованный изготовителем метод или инструменты, перечисленные в таблице 1, должны быть обязательными для компонентов всех типов, перечисленных в данной таблице.
Инструменты и оборудование рекомендуется выбирать по их способности подавать тепло управляемым методом.
Таблица 1 - Оборудование, рекомендованное для доработки широко используемых типов компонентов
|
Тип компонента |
|||||||||
|
SOIC |
PLCC |
QFP |
LCCC |
SOD |
SOT |
Кристаллы |
MELF |
С выводами, пассивные |
|
|
Миниатюрные обычные паяльники |
а, b, с, d |
a*, b*, с, d |
a*, b*, с, d |
- |
a |
a |
a |
a |
a, b, с, d |
|
Паяльник с регулируемой мощностью |
а, b, с, d |
a*, b*, с, d |
a*, b*, с, d |
с, d |
a |
a |
a |
a |
- |
|
Газовые паяльники |
а, b, с, d |
с, d |
с, d |
а, b, с, d |
а, b, с, d |
а, b, с, d |
а, b, с, d |
а, b, с, d |
|
|
Нагретые пинцеты |
|||||||||
|
Доработанные паяльники |
|||||||||
|
Газовое оборудование для доработки |
а, b, с*, d* |
а, b, с*, d* |
а, b, с*, d* |
а, b, с*, d* |
а, b, с*, d* |
а, b, с*, d* |
а, b, с*, d* |
а, b, с*, d* |
а, b, с*, d* |
|
Фокусированное ИК |
a, b |
||||||||
|
Оборудование с термодами |
|||||||||
|
а - удаление компонента; b - замена компонента; с - добавка припоя; d - удаление припоя; * - нерентабельно |
|||||||||
18.5.1 Оборудование
a) Устройства типа отражателей и для многоструйной подачи горячего газа, пригодные для удаления и замены компонентов поверхностного монтажа.
b) Устройства с фокусированным коротковолновым инфракрасным излучением, в том числе с единичным пятном для небольших компонентов, с программируемыми системами для многовыводных компонентов поверхностного монтажа, с заслонками, сделанными специально для специфических конструкций корпусов компонентов.
c) Системы с термодами - устройства, используемые для компонентов поверхностного монтажа, описанные в 13.6.
d) Программируемые лазерные сканирующие системы, которые допускается применять для доработки компонентов поверхностного монтажа, либо с пучками через специально сделанные заслонки, либо с двухкоординатными столами с цифровым управлением, перемещающими рабочую поверхность, либо с отражателями, перемещающими луч.
18.5.2 Ручные инструменты
a) Паяльники с регулируемой мощностью. Это ручные инструменты, чьи небольшие наконечники реагируют на изменения температуры и регулируют прикладываемую мощность, соответствующую теплоёмкости компонента. Допустимо использовать один паяльник для широкого диапазона контактов (включая многовыводные) компонентов. Они могут быть непригодны для замены безвыводных многослойных керамических конденсаторов.
b) Паяльники с управляемой температурой. См. 15.1.1.1 и 15.1.1.2.
c) Доработанные паяльники с наконечниками специальной формы для одновременной пайки или вы-пайки выводов ИС с небольшим числом ножек, например корпусов с двухсторонним расположением выводов, малогабаритных корпусов типа SOT и корпусов SOIC с 14 выводами. Они могут быть непригодны для замены безвыводных многослойных керамических конденсаторов.
d) Нагретые пинцеты. Имеют пару нагретых кончиков, которые нормально замкнуты. Их рекомендуется применять только для отпайки безвыводных компонентов с двумя торцевыми контактами (контактными торцевыми поверхностями). Вращательным движением ими допустимо, удалять приклеенные компоненты.
e) Газовые паяльники. Это устройства с электропитанием от монтажного стола, снабженные очень маленькими выпускными насадками, которые направляют небольшие потоки нагретого газа, способного паять или выпаивать небольшие безвыводные компоненты и отдельные выводы компонентов поверхностного монтажа. Переносные варианты с газовым питанием (бутан) допускается использовать в отсутствие электрического источника питания.
f) Для компонентов поверхностного монтажа, прикрепленных с помощью клея, отобранные инструменты должны минимизировать риск разрушения клея между материалом проводника и основанием или платой во время удаления компонента. Рекомендуется применение инструмента, который расплавляет паяное соединение и придает вращение компоненту для снятия клея, например нагретые пинцеты для безвыводных компонентов или оборудование, способное расплавлять все соединения одновременно и затем поднимать корпус для компонентов с выводами.
Монтажнику рекомендуется для каждого типа компонента во время работы применять специальные инструмент или оборудование и процесс доработки, рекомендованные изготовителем компонента. В отсутствие таких рекомендаций для компонентов поверхностного монтажа рекомендуется пользоваться соответствующими техническими требованиями или информацией, изложенной в таблице 1.
18.5.2.1 Условия, недопустимые для проведения доработки
Для рентабельной и надежной доработки изготовителю рекомендуется убедиться, что производственная линия способна удалять и замещать компоненты, добавлять и/или удалять припой, располагая набором пригодных инструментов и оборудования. Непригодны следующие инструменты и оборудование:
a) паяльные пистолеты, например, с трансформатором, входящим в ручку;
b) фены для сушки волос;
c) пистолеты-распылители для удаления красочного покрытия;
d) паяльники мощностью 50 Вт для прикрепления компонентов поверхностного монтажа; однако их применение допустимо для удаления компонентов с безвыводными кристаллодержателями при условии, что компоненты повторно не применяются.
18.5.3 Дополнительные инструменты
18.5.3.1 Держатели паяльников
Тип держателя должен соответствовать используемому паяльнику. Держатель не должен поддерживать нагревательный элемент и наконечник паяльника и должен находиться вдали от воздействий, понижающих теплоотдачу. Оператор должен быть защищен от случайного прикосновения к нагретым частям паяльника, находящегося в держателе.
18.5.3.2 Обтирочные подушки
Губки и подушки для обтирки наконечников паяльников и инструментов пайки оплавлением должны поддерживаться в чистом состоянии, без загрязняющих веществ, вредных для паяемости, или материалов, загрязняющих рабочую поверхность паяльников.
18.5.3.3 Бачки для припоев
В бачках для припоев должна поддерживаться предварительно установленная температура припоя с допуском ±5 °С. Металлические части должны быть заземлены.
18.5.3.4 Нагревательные пластины
Нагревательные пластины должны поддерживать предварительно установленную температуру поверхности с допуском ±5 °С. Металлические части должны быть заземлены.
18.5.3.5 Инструменты для снятия припоя при отпайке
Наконечники инструментов для снятия припоя при отпайке должны поддерживать предварительно установленную температуру поверхности с допуском ±5 °С. Металлические части должны быть заземлены.
18.5.3.6 Другие ручные инструменты
Пинцеты, используемые для обращения с компонентами и их торцевыми контактами, должны содержаться с безупречно чистыми рабочими наконечниками без смазочных материалов в течение всего срока применения.
Резиновые присоски для вакуумных пинцетов должны содержаться без смазочных материалов и грязи и очищаться регулярно, как минимум один раз в рабочую смену.
18.6 Повторное совмещение компонентов поверхностного монтажа
Рекомендуется избегать данного процесса, поскольку он включает в себя либо повторное расплавление одного или более паяных соединений (поверхностного монтажа), либо изгиб выводов.
Должны применяться соответствующие конкретные требования.
Если несовмещение компонента недопустимо, рекомендуется свести до минимума длительность повторного расплавления при повторном позиционировании компонента и любой связанный с ним тепловой удар.
18.7 Добавление припоя в существующие соединения
При использовании паяльников припой добавляют в виде проволочки с сердечником из флюса или путем предварительного покрытия данного соединения флюсом с одножильным проволочным припоем без флюса.
Если применяется газовый паяльник, то рекомендуется добавлять припой в виде пасты до нагревания соединения.
18.8 Удаление избытка припоя
18.8.1 Удаление припоя из паяных соединений
Для соединений поверхностного монтажа рекомендуется использование оплетки из высокочистой меди с подачей тепла на контактные площадки и припой, а не на корпус или вывод компонента.
Для соединений выводов компонентов при монтаже в сквозные отверстия, допустимо присоединение отсасывающей трубки к паяльнику. Обычно данный метод подходит только для выводов с шагом 2,54 мм и более.
18.8.2 Удаление припоя с освобожденных контактных площадок
После удаления компонента контактную площадку рекомендуется сделать пригодной для монтажа заменяющего компонента. Избыток припоя рекомендуется удалять паяльником с прикрепленным отсосом или с помощью свежей чистой металлической оплетки.
18.9 Удаление компонента
Инструмент или оборудование, используемое для удаления компонента, должно выполнять следующие функции.
18.9.1 Различимость состояния припоя
При ручных методах состояние припоя во время нагрева должно быть видимым для оператора: расплавленный, твердый, в процессе расплавления или отверждения. Это помогает минимизировать риск отрыва контактных площадок, на которых находились выводы, от платы из-за приложения силы до расплавления припоя.
При автоматических методах в установку-автомат рекомендуется загружать программы, предотвращающие вышеуказанное явление.
18.9.2 Сцепление с медным покрытием
Приложенное тепло не должно повреждать целостность сцепления между медным покрытием и основанием или платой.
18.9.3 Сохраненные компоненты
Если необходимо сохранить компонент, то его параметры, полученные по результатам выборочных проверок идентичных компонентов в аналогичном технологическом процессе, должны оставаться допустимо надежными после удаления и повторной пайки компонента. См. требования в 18.5.
Для изделий класса С компоненты, удаленные со смонтированного печатного узла путем отпайки, не должны использоваться в данном изделии. Повторное применение может лишить законной силы гарантии изготовителя.
18.10 Замена компонента
Замена компонентов путем пайки на их места новых компонентов должна удовлетворять требованиям исходного процесса монтажа для каждого типа корпусов компонентов из соответствующих технических требований.
18.11 Ремонт печатных узлов, возвращенных из эксплуатации
18.11.1 Подготовка печатных узлов с влагозащитным покрытием перед ремонтом
Печатные узлы, возвращенные для ремонта после эксплуатации в полевых условиях, могут иметь влагозащитное покрытие. Допускается удалять данное покрытие на компонентах и около них перед доработкой. Данную операцию необходимо осуществлять с большой осторожностью во избежание повреждения соседних компонентов и поверхности платы, например путем применения мелкого абразива, растворителей или тепла. Любые отходы и остатки от данных операций рекомендуется тщательно удалять перед началом ремонта.
18.11.2 Удаление соседних компонентов
Перед доработкой или ремонтом любые компоненты или детали, которые затрудняют доступ к контактным концевым поверхностям, требующим внимания, рекомендуется удалять.
18.11.3 Сушка и предварительный нагрев печатных узлов перед ремонтом
Платы, которые подвергались воздействию нормальных комнатных температур или повышенной влажности, могут поглощать воду. Для уменьшения риска локального расслоения при подаче тепла во время доработки платы рекомендуется просушить, например, при температуре 80 °С в течение трех дней перед началом работы. Если компоненты выдерживают более высокую температуру, допускается ускорить сушку, например, в течение 24 ч при 100 °С. Платы со сплошными областями заземления потребуют более длительной сушки, чем платы с сетчатыми областями заземления.
Если высушенные платы не хранятся в условиях низкой влажности (например, менее 40 %), то их рекомендуется ремонтировать сразу после сушки.
Кроме того, перед ремонтом рекомендуется проводить предварительный нагрев печатных узлов, сокращая прикладываемое к компоненту количество тепла, уменьшая риск повреждения от теплового удара.
18.11.4 Очистка возвращенных печатных узлов перед ремонтом
Промывка печатного узла в обычном очистителе трафаретов с добавлением 5 % эмульсии терпена является рекомендуемым методом.
19 Влагозащитные покрытия, включая паяльную маску
19.1 Общие требования
Перечень влагозащитных покрытий включают в себя, как чисто косметические (нефункциональные) полимерные покрытия, так и предохраняющие покрытия при эксплуатации печатного узла. Выбор материала и присущего ему процесса нанесения, например распыления, погружения или полива, основан на требовании к защите. Функционирование просто в качестве паяльной маски или защита от внешних воздействий в течение всего срока службы являются двумя предельными требованиями.
Примечание-Даже чисто косметический дефект в покрытии обычно свидетельствует о неправильном выборе материала или процесса его нанесения.
19.2 Влагозащитное покрытие
19.2.1 Общие требования
a) Перед нанесением влагозащитного покрытия покрываемая поверхность должна быть очищена в соответствии с инструкциями поставщика или производственной документацией.
b) Покрытие должно быть надлежащим образом высушено и не проявлять признаков липкости.
c) Любые маркировочные знаки на плате, нанесенные с целью последующей идентификации, должны оставаться четкими после покрытия прозрачным материалом.
d) Покрытия должны быть однородными и постоянными по цвету, непрозрачности или прозрачности. Постоянность покрытия зависит отчасти от метода нанесения и может влиять на внешний вид и угол
обзора. Печатные узлы, покрытые методом вертикального погружения, могут иметь утолщенную линию или локализованный нарост на краю платы. Данный нарост может содержать небольшое количество пузырей, но они не будут влиять на функциональность или надежность покрытия.
19.2.2 Требования к защитным покрытиям
Влагозащитное покрытие должно покрывать только заданную площадь. Габаритные размеры покрытия -длина, ширина, диаметр после нанесения, не должны быть меньше проектных размеров и не должны превышать их более чем на 0,8 мм в любом направлении.
Покрытие печатного узла допускается осматривать без увеличения, иногда с помощью подходящего источника света. В таблице 2 приведены предельные значения дефектов.
Таблица 2 - Пределы дефектов влагозащитных покрытий (в процентном отношении с каждой стороны платы)
|
Допустимая степень дефекта (% площади) для покрытий класса |
|||
|
А |
В |
С |
|
|
Пустотные полости и пузыри |
10 |
10 |
5 |
|
Потеря сцепления |
10 |
5 |
5 |
|
Постороннее вещество |
5 |
5 |
2 |
|
Десмачивание |
10 |
5 |
5 |
|
«Рыбий глаз» |
15 |
10 |
5 |
|
«Апельсиновая корка» |
15 |
10 |
5 |
19.2.2.1 Другие требования к защитным покрытиям
a) Заданное состояние для печатных узлов классов А, В и С:
- на влагозащитном покрытии не должно быть видимой потери сцепления с поверхностью платы, на которой расположены контактные площадки, компоненты или проводящие поверхности;
- не должно быть признаков несмачиванния, посторонних веществ, пустот (полостей), пузырей, эффектов «рыбьего глаза» и «апельсиновой корки».
b) Допустимое состояние для печатных узлов класса А: посторонний материал, который не создает перемычек между контактными площадками, компонентами и проводящими поверхностями.
c) Допустимое состояние для печатных узлов класса В:
- допускается потеря сцепления близлежащих маскирующих участков до уровня, заданного в таблице 2.
- пустоты допустимы на любой стороне платы при условии, что их размер не превышает значений, заданных в таблице 2;
- пустоты не должны обнажать проводящий рисунок или образовывать перемычки между контактными площадками либо соседними проводящими поверхностями;
- на одной поверхности платы допускаются признаки несмачивания, эффектов «рыбий глаз», «апельсиновая корка» или постороннего проводящего материала до уровня, заданного в таблице 2.
d) Допустимое состояние для печатных узлов класса С: посторонний материал, который не уменьшает площадь между компонентами, контактными площадками или проводящими поверхностями более чем на 25 %.
e) Недопустимое состояние, брак для печатных узлов классов А, В и С
- Любой посторонний материал, образующий перемычки между контактными площадками, компонентами и проводящими поверхностями.
- Любые пустоты, которые превышают пределы, заданные в таблице 2.
- Любые пустоты или потеря сцепления, или десмачивание, которые обнажают компоненты, цепи и проводящие поверхности.
19.2.3 Требования к галтелям припоя на компонентах для монтажа в сквозные отверстия
a) Заданное состояние для печатных узлов классов А, В и С:
- высота галтели - менее 25 % от высоты корпуса компонента;
- охват покрытия - полный при заданной средней толщине.
b) Допустимое состояние для печатных узлов класса А:
- галтели скрывают контуры компонентов.
c) Допустимое состояние для печатных узлов класса В:
- высота галтелей меньше половины высоты корпусов компонентов.
d) Допустимое состояние для печатных узлов класса С:
- контуры компонентов видны после покрытия;
- высота галтели - менее одной трети высоты корпуса компонента;
- превышена минимальная заданная толщина покрытия.
e) Недопустимое состояние, брак для печатных узлов классов А, В и С:
- галтели, скрывающие контуры стеклянных или керамических компонентов и/или твердых покрытий (например, эпоксидных).
19.2.4 Требования к галтелям припоя на компонентах поверхностного монтажа Галтель припоя и вывод или контакт компонента должны быть покрыты на всех поверхностях.
19.2.5 Толщина покрытия
Максимальная и минимальная толщины покрытия должны соответствовать заданным в соответствующих чертежах или требованиям 11.1.2.1 в ГОСТ Р МЭК 61191-1.
19.3 Паяльные маски
Полимерные покрытия используют для ограничения доступа припоя во время операций на определенных участках, например посадочных местах, контактных площадках, отверстиях или контрольных точках печатных плат. Такие постоянные покрытия допускается дополнять местными временными маскирующими покрытиями для защиты золотых поверхностей краевых соединителей или для предотвращения закупоривания отверстий, необходимых для последующей установки выводов.
Полимерные покрытия должны соответствовать МЭК 61249-8, класс А, В или С. Рекомендуется, чтобы материал такого покрытия обеспечивал следующие требования:
a) не ухудшал свойства материала печатной платы или проводящего рисунка;
b) эффективно препятствовал протеканию припоя на маскированные участки;
c) при постоянном нанесении - совмещался с основным материалом печатной платы, проводящим рисунком, нанесенным флюсом, клеем и любыми последующими влагозащитными покрытиями;
d) при временном нанесении допускал удаление без загрязняющих остатков, вредных для целостности печатного узла;
e) не вспучивался во время доработки.
19.3.1 Требования к паяльным маскам
Заданное состояние для печатных узлов классов А, В и С:
- нет вздутий, сморщивания, вкраплений посторонних частиц, видимых после пайки и/или очистки.
19.3.1.1 Сморщивание или растрескивание
a) Допустимое состояние для печатных узлов класса А:
- небольшое сморщивание после операций очистки приемлемо только на поверхностях, паянных групповой пайкой оплавлением;
- растрескивание приемлемо при условии, что любые частицы, которые могут впоследствии образоваться в результате разрушения, не будут воздействовать на другие функции печатного узла;
-допустимо проводить доработку с целью удаления незакрепленных частиц.
b) Допустимое состояние для печатных узлов классов В и С:
- сморщивание паяльной маски приемлемо, если нет признаков ломки, вздутия или ухудшения пленки;
- приемлемость сморщенных участков должна удостоверяться испытанием на протягивание (см. МЭК 61189-3, метод испытания 3X12).
c) Недопустимое состояние для печатных узлов классов А, В и С:
- существование потенциально свободных частиц, которые нельзя полностью удалить и которые позже могут воздействовать на функционирование печатного узла;
- ухудшение пленки паяльной маски, которая допускает образование перемычек во время пайки;
- чрезмерное сморщивание, очевидное после операций очистки.
19.3.1.2 Пустоты и пузыри
a) Допустимое состояние для печатных узлов классов А и В:
- пустоты или пузыри приемлемы при условии, что они не образуют перемычек между соседними компонентами, не обнажают основные медные поверхности, или не имеют свободных частиц, способных впоследствии попасть в перемещающиеся детали или застрять между электрически соединяемыми поверхностями (например, в розеточных или вилочных частях соединителей, переключателях).
b) Допустимое состояние для печатных узлов класса С:
- нет очевидных признаков пустот или пузырей под паяльной маской после пайки и очистки.
c) Недопустимое состояние для печатных узлов классов А, В и С:
- пустоты соединяют перемычками соседние элементы схемы, обнажают медные проводящие поверхности или содержат потенциально свободные частицы, которые могут впоследствии воздействовать на функционирование схемы или допускают отслаивание чешуек после испытания на протягивание в критических участках;
- флюс, жировые вещества или очищающие реагенты скапливаются под пузырчатыми участками или где-либо еще.
19.3.1.3 Разрушение
a) Допустимое состояние для печатных узлов классов А, В и С:
- поверхности паяльной маски однородны, без отслаивания или шелушения покрывают изолируемые участки.
b) Недопустимое состояние для печатных узлов классов А, В и С:
- паяльная маска имеет порошкообразный белесоватый внешний вид с возможными включениями металлического припоя;
- в результате захвата флюса масочная пленка отслаивается от проводников, покрытых оловянно-свинцовым припоем.
20 Упаковка и транспортирование
20.1 Материалы
Следующие требования предъявляются ко всем материалам, соприкасающимся с электронными или электрическими печатными узлами или участками печатных узлов, а также ко всем материалам для их упаковки:
а) должны удовлетворяться требования к проводимости, указанные в конструкторской документации для узлов, содержащих устройства, чувствительные к статическому электричеству;
b) должны отсутствовать загрязняющие вещества, приводящие к ухудшению свойств деталей или паяемых поверхностей;
c) рекомендуется избегать применения упаковочных материалов, которые при транспортировании и операциях погрузки или разгрузки могут выделять твердые частицы, способные понизить качество пайки у заказчика.
20.2 Механическая защита
Тара для размещения печатных узлов должна обеспечивать:
a) Расстояние между печатными узлами - для эффективного предотвращения межсхемного контакта и механического повреждения поверхностей;
b) отсутствие разделительных функций у антистатических упаковок для изделий класса С;
c) отсутствие движения печатного узла внутри его собственного пакета или контейнера и отсутствие относительного движения пакета или контейнера внутри любой внешней упаковки.
20.3 Маркировочные знаки или этикетки
a) Все упаковки, содержащие элементы, чувствительные к электростатическому электричеству, должны иметь предупреждающую этикетку на внешней поверхности.
b) Упаковки, содержащие опасные материалы, должны маркироваться или иметь этикетку на внешней поверхности.
20.4 Транспортирование
Требования к транспортированию подробно изложены в 5.7 данного стандарта.
21 Профессиональная подготовка
21.1 Подготовка конструкторов, инженеров и управленческого персонала
Управленческий персонал производственных участков, инженеры-технологи, снабженцы и конструкторы должны получить соответствующую профессиональную подготовку и пройти обучение технологиям, которые предполагается применять и контролировать.
21.2 Обучение персонала производственной линии
Большинство рабочих сборочных линий и требования к их обучению можно сгруппировать в три категории.
a) Персонал, который выполняет ручную работу. Помимо стандартного обучения приемам пайки и другим методам для многих ручных операций, таких как установка компонентов поверхностного монтажа и монтажа в сквозные отверстия, доработка и межэтапное обращение, требуется исключительная квалификация.
b) Персонал, управляющий автоматическим технологическим оборудованием и проводящий его техническое обслуживание. Предполагается, что эти люди заботятся о дорогом прецизионном высокоточном машинном оборудовании, которое, хотя и является номинально автоматическим, на практике весьма чувствительно к квалификации, как наладчиков, так и операторов.
c) Мастера участков, которые ежедневно осуществляют руководство рабочими сборочной линии.
Рекомендуется, чтобы все мастера участков, технические специалисты, операторы и контролеры понимали требования визуальной проверки и контрольной документации как своих собственных производственных процессов в соответствии с занимаемой должностью, так и в целом для печатного узла и компонентов. Рекомендуется периодически проходить переподготовку для понимания визуальных требований, а также интерпретации разных дефектов, опознавания новых компонентов и соблюдения чистоты и правил антистатического обеспечения. См. МЭК 61189-5.
21.2.1 Операторы ручного оборудования
При наборе персонала рекомендуется проверять остроту его зрения и отсутствие дальтонизма. Проверку зрения рекомендуется проводить систематически, например, ежегодно. Ношение очков и контактных линз не является недостатком, но может затруднить использование, например, микроскопа.
21.2.2 Операторы-наладчики технологического оборудования
Хотя большая часть работы наладчиков специализирована для работы на конкретных машинах, подготовку по эксплуатации машинного оборудования рекомендуется предварять полным курсом обучения, в том числе для работы на оборудовании с ручным управлением.
Помимо наладки и программирования машин со схемами разных типов, в перечень работ рекомендуется вводить простые задания по первичным основам технического обслуживания, например очистке сменного стола и зажимных приспособлений подъемно-транспортного устройства.
21.2.3 Технические специалисты
Важная часть их работы - подготовка операторов оборудования и контролеров ОТК в реальном оперативном технологическом режиме.
Рекомендуется иметь достаточное число технических специалистов из рабочего персонала, прошедших нужную базовую подготовку для понимания физико-химических основ обслуживаемых технологических процессов.
21.2.4 Мастера участков и персонал ОТК
Мастерам участков и персоналу ОТК рекомендуется проходить переподготовку по всем вышеописанным дисциплинам для улучшения выполнения своих рабочих функций.
Им рекомендуется также получить подготовку по проведению анализа и практическому использованию данных для управления технологическим процессом с выполнением предварительно разрешенного корректирующего воздействия.
Приложение ДА
(справочное)
Сведения о соответствии
ссылочных международных стандартов
национальным стандартам Российской Федерации
Таблица ДА. 1
|
Степень |
Обозначение и наименование соответствующего |
|
|
МЭК 60068-2-58:2004 |
- |
* |
|
МЭК 60194:2006 |
- |
* |
|
МЭК 61188-1-1:1997 |
- |
* |
|
МЭК 61188-5-1:2002 |
- |
* |
|
МЭК 61188-5-2:2003 |
- |
* |
|
МЭК 61189-2:1997 |
- |
* |
|
МЭК 61189-3:1997 |
- |
* |
|
МЭК 61189-5:2006 |
- |
* |
|
МЭК 61190-1-2:2007 |
- |
* |
|
МЭК 61191-1:1998 |
IDT |
ГОСТ Р МЭК 61191-1-2010 Печатные узлы. Часть 1. Поверхностный монтаж и связанные с ним технологии. Общие технические требования |
|
МЭК 61191-2:1998 |
IDT |
ГОСТ Р МЭК 61191-2-2010 Печатные узлы. Часть 2. Поверхностный монтаж. Технические требования |
|
МЭК 61191-3: 2010 |
IDT |
ГОСТ Р МЭК 61191-3-2010 Печатные узлы. Часть 3. Монтаж в сквозные отверстия. Технические требования |
|
МЭК 61191-4:1998 |
IDT |
ГОСТ Р МЭК 61191-4-2010 Печатные узлы. Часть 4. Монтаж контактов. Технические требования |
|
МЭК 61192-2:2003 |
IDT |
ГОСТ Р МЭК 61192-2-2010 Печатные узлы. Требования к качеству. Часть 2. Поверхностный монтаж |
|
МЭК 61192-3:2002 |
IDT |
ГОСТ Р МЭК 61192-3-2010 Печатные узлы. Требования к качеству. Часть 3. Монтаж в сквозные отверстия |
|
МЭК 61192-4:2002 |
IDT |
ГОСТ Р МЭК 61192-4-2010 Печатные узлы. Требования к качеству. Часть 4. Монтаж контактов |
|
МЭК 61193-51 |
|
* |
|
МЭК 61249-8 (все части) |
|
* |
|
МЭК 61340-5-1:2007 |
|
* |
|
МЭК 61340-5-2:2007 |
|
* |
|
МЭК 61760-2:2007 |
|
* |
|
МЭК 62326-1:2002 |
|
* |
|
МЭК 62326-4:1996 |
|
* |
|
МЭК 62326-4-1:1996 |
|
* |
|
ИСО 9001:1994 |
IDT |
Р ИСО 9001-2008 Системы менеджмента качества. Требования |
|
ИСО 9453:2006 |
|
* |
|
1 Стандарт находится в стадии согласования. * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Данный перевод находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. |
||
Библиография
|
МЭК 60068-2-58 |
Климатические испытания - Часть 2-58: Испытание - Испытание Td - Методы испытаний на паяемость, устойчивость к выщелачиванию металлизации и на сопротивление теплоте пайки (IEC 60068-2-58, Environmental Testing - Part 2-58: Test - Test Td - Test methods for solderability, resistance to dissolution of metallization and to solder) |
|
МЭК 60326 |
Печатные платы (в том числе, МЭК 60326-4 - МЭК 60326-11) (IEC60326, Printed boards (including IEC 60326-4 through IEC 60326-11) |
|
Примечание - Стандарт МЭК 60326 заменен на нижеперечисленные: |
|
|
МЭК 62326-1 |
Печатные платы. Часть 1. Общие требования (IEC 62326-1 (2002-03) Printed boards - Part 1: Generic specification) |
|
МЭК 62326-4 |
Печатные платы. Часть 4. Жесткие многослойные печатные платы с внутренними межсоединениями. Частные технические требования (IEC 62326-4 (1996-12) Printed boards - Part 4: Rigid multilayer printed boards with interlayer connections - Sectional specification) |
|
МЭК 62326-4-1 |
Печатные платы. Часть 4. Жесткие многослойные печатные платы с внутренними межсоединениями. Частные технические требования. Часть 1. Характеристики классов А, В и С. (IEC 62326-4-1 (1996-12) Printed boards - Part 4: Rigid multilayer printed boards with interlayer connections - Sectional specification - Section 1: Capability detail specification - Performance levels А, В and C) |
|
МЭК 61188-5-1(2002) |
Печатные платы и печатные узлы - Проектирование и применение - Часть 5-1: Приемлемые соединения (выводы и пайки). Общие технические требования. (IEC 61188-5-1 Printed boards and printed board assemblies - Design and Use - Part 5-1: Attachment (land/joint) considerations - Generic requirements) |
|
МЭК 61189-2 |
Методы испытаний для электрических материалов, структур межсоединений и сборок - Часть 2: Методы испытаний материалов структур межсоединений (IEC 61189-2 Test methods for electrical materials, interconnection structures and assemblies - Part 2: Test methods for materials for interconnection structures) |
|
МЭК 61189-5 |
Методы испытаний электрических материалов, структур межсоединений и сборок - Часть 5: Методы испытаний печатных узлов. (IEC 61189-5 Test methods for electrical materials, interconnection structures and assemblies - Part 5: Test methods for printed board assemblies) |
|
МЭК 61190-1-2 |
Соединительные материалы для электронной сборки - Часть 1-2: Требования к припойным пастам для высококачественных межсоединений в электронной сборке (IEC 61190-1-2 Attachment materials for electronic assembly - Part 1-2: Requirements for solder pastes for high-quality interconnections in electronic assembly) |
|
МЭК 61190-1-3 |
Соединительные материалы для электронной сборки - Часть 1-3: Требования к припоям электронного класса и твердым припоям с флюсом и без флюса для применений в пайке электронных сборок (IEC 61190-1-3 Attachment materials for electronic assembly - Part 1-3: Requirements for electronic grade solder alloys and fluxed and non-fluxed solid solders for electronic soldering applications) |
|
МЭК 61193-1 |
Системы оценки качества - Часть 1: Регистрация и анализ дефектов на паяных сборках печатных плат (IEC 61193-1 Quality assessment systems - Part 1: Registration and analysis of defects on soldered printed board assemblies) |
|
ИСО 9001 |
Системы управления качеством - Требования (ISO 9001 Quality management systems - Requirements) |
|
ИСО 9453 |
Мягкие припои-Химические составы и формы (ISO 9453 Soft solder alloys - Chemical compositions and forms) |
Ключевые слова: сборка и монтаж печатных узлов, требования к качеству, поверхностный монтаж, сквозные отверстия, контакты, технические требования