ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
ИНСТИТУТ МЕТРОЛОГИИ им. Д.И. МЕНДЕЛЕЕВА
(НПО «ВНИИМ им. Д.И МЕНДЕЛЕЕВА»)
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
КАЛИБРЫ РЕЗЬБОВЫЕ КОНИЧЕСКИЕ.
МЕТОДИКА КОНТРОЛЯ
МИ 1812-87
Москва
ИЗДАТЕЛЬСТВО
СТАНДАРТОВ
1988
Дата введения 01.07.88
Настоящие методические указания распространяются на конические резьбовые калибры, выпускаемые из производства по ГОСТ 6485-69, ГОСТ 7157-79, ГОСТ 8867-77, ГОСТ 10653-84, ГОСТ 10654-81, ГОСТ 10655-81, ГОСТ 24475-80, ГОСТ 24998-81, ремонта и находящиеся в эксплуатации, и устанавливают методику их контроля.
1. ОПЕРАЦИИ И СРЕДСТВА КОНТРОЛЯ
1.1. При проведении контроля должны быть выполнены операции и применены средства контроля, указанные в табл. 1.
Таблица 1
|
Номер пункта методических указаний |
Измерительные и вспомогательные средства контроля и их нормативно-технические характеристики |
Обязательность проведения операции при |
|||
|
выпуске из производства |
выпуске после ремонта |
эксплуатации и хранении |
|||
|
Внешний осмотр |
- |
Да |
Да |
Да |
|
|
Определение шероховатости поверхности |
Образцы шероховатости поверхности (сравнения) по ГОСТ
9378-75 или образцы деталей с отклонением среднего значения Ra от номинального |
Да |
Да |
Нет |
|
|
Определение шага резьбы калибров-пробок |
Универсальный измерительный микроскоп типа УИМ |
Да |
Нет |
Нет |
|
|
Повышенные центры типа СТ-2 |
|||||
|
Инструментальный измерительный микроскоп типов БМИ и ММИ |
|||||
|
Прибор двухкоординатный типа ДИП-1 |
|||||
|
Измерительные ножи по ГОСТ 7013-67 |
|||||
|
Измерительная пружинная головка с ценой деления 0,001 мм по ГОСТ 6933-81 |
|||||
|
Установочная мера (резьбовой калибр-пробка), аттестованный по шагу резьбы с погрешностью не более 2 мкм |
|||||
|
Плоскопараллельные концевые меры длины класса точности 2 по ГОСТ 9038-83 или 5-го разряда по ГОСТ 8.166-75 |
|||||
|
Специальный шагомер типа ОКБ Ш3, ТУ 2-034-607-80 с ценой деления 0,001 мм (черт. 2). |
|||||
|
Погрешность шагомера - не более 5 мкм |
|||||
|
Приспособление для установки отливки в центрах микроскопа (черт. 15) |
|||||
|
Гипсовая отливка (черт. 15). |
|||||
|
Определение угла наклона боковой стороны профиля калибров-пробок |
Универсальный измерительный микроскоп типа УИМ |
Да |
Да |
Нет |
|
|
Повышенные центры типа СТ-2 |
|||||
|
Инструментальный измерительный микроскоп типов БМИ и ММИ |
|||||
|
Прибор двухкоординатный типа ДИП-1 |
|||||
|
Измерительные ножи по ГОСТ 7013-67 |
|||||
|
Приспособление для установки отливки в центрах микроскопа (черт. 15) |
|||||
|
Гипсовая отливка (черт. 15) |
|||||
|
Определение среднего диаметра, конусности и овальности по среднему диаметру и прямолинейности образующей конуса по линии среднего диаметра калибров-пробок |
Универсальный измерительный микроскоп типа УИМ |
Да |
Да |
Да |
|
|
Прибор двухкоординатный типа ДИП-1 |
|||||
|
Измерительные ножи по ГОСТ 7013-67 |
|||||
|
Синусная линейка 2-го класса точности по ГОСТ 4046-80 |
|||||
|
Плита поверочная класса точности 1, 630´400 по ГОСТ 10905-86 |
|||||
|
Измерительная пружинная головка с ценой деления 0,001 мм по ГОСТ 6933-81 |
|||||
|
Стойка для измерительных головок типа С-11 по ГОСТ 10197-70 |
|||||
|
Цилиндрический валик Æ 18 мм, аттестованный с точностью до 0,001 мм |
|||||
|
Горизонтальный оптиметр типа ИКГ-3 |
|||||
|
Измерительная машина по ГОСТ 10875-76 |
|||||
|
Горизонтальный длиномер типа ИКУ-2 |
|||||
|
Измерительные проволочки 1 кл. точности по ГОСТ 2475-62 |
|||||
|
Плоскопараллельные концевые меры длины класса точности 2 по ГОСТ 9038-83 или 5-го разряда по ГОСТ 8.166-75 |
|||||
|
Центровые боковики по ГОСТ 4119-76 |
|||||
|
Измерительные наконечники типов НГЛ-3, НГП-8 по ГОСТ 11007-66 |
|||||
|
Специальные наконечники к оптиметру |
|||||
|
Специальная угловая плитка, аттестованная по углу уклона конуса с точностью ±3" (справочное приложение 3) |
|||||
|
Специальная установочная пробка, аттестованная по углу уклона конуса с точностью ±3" (справочное приложение 4) |
|||||
|
Специальная плоская подставка (справочное приложение 5) |
|||||
|
Определение наружного диаметра, конусности и овальности калибров-пробок по наружному диаметру |
Универсальный измерительный микроскоп типа УИМ |
Да |
Да |
Да |
|
|
Повышенные центры типа СТ-2 |
|||||
|
Инструментальный измерительный микроскоп типов БМИ и ММИ |
|||||
|
Двухкоординатный прибор типа ДИП-1 |
|||||
|
Измерительные ножи по ГОСТ 7013-67 |
|||||
|
Синусная линейка 2-го класса точности по ГОСТ 4046-80 |
|||||
|
Плита поверочная кл. точности 1, 630´400 по ГОСТ 10905-86 |
|||||
|
Измерительная пружинная головка с ценой деления 0,001 мм по ГОСТ 6933-81 |
|||||
|
Стойка для измерительных головок типа С-11 по ГОСТ 10197-70 |
|||||
|
Цилиндрический валик Æ 18 мм, аттестованный с точностью до 0,001 мм |
|||||
|
Плоскопараллельные концевые меры длины класса точности 2 по ГОСТ 9038-83 или 5-го разряда то ГОСТ 8.166-75 |
|||||
|
Измерительные проволочки 1 кл. точности по ГОСТ 2475-62 |
|||||
|
Специальное приспособление с индикатором типа ИЧ кл. точности 1 по ГОСТ 577-68 (черт. 10), справочное приложение 6 |
|||||
|
Наконечник типа НГС 2-го кл. точности по ГОСТ 11007-66 с диаметром сферы D = 0,58P |
|||||
|
Установочная мера (резьбовой калибр-пробка), аттестованный по разности между наружным и средним диаметром с точностью ±0,005 мм |
|||||
|
Конический гладкий калибр-кольцо с полем допуска по уступу - h11 |
|||||
|
Измерительный наконечник типа НГП-3 по ГОСТ 11007-66 |
|||||
|
Определение внутреннего диаметра калибров-пробок |
Универсальный измерительный микроскоп типа УИМ |
Да |
Нет |
Нет |
|
|
Повышенные центры типа СТ-2 |
|||||
|
Инструментальный измерительный микроскоп типов БМИ и ММИ |
|||||
|
Двухкоординатный прибор типа ДИП-1 |
|||||
|
Специальное приспособление с индикатором типа ИЧ кл. точности 1 по ГОСТ 577-68 (черт. 10), справочное приложение 6 |
|||||
|
Наконечник типа НРС кл. точности 2 по ГОСТ 11007-66 с радиусом сферы R = 0,15 мм и углом конуса 40 - 50° |
|||||
|
Проверка прямолинейности боковых сторон профиля резьбы калибров-пробок |
Универсальный измерительный микроскоп типа УИМ |
Да |
Да |
Да |
|
|
Повышенные центры типа СТ-2 |
|||||
|
Инструментальный измерительный микроскоп типов БМИ и ММИ |
|||||
|
Двухкоординатный прибор типа ДКП-1 |
|||||
|
Проверка перпендикулярности контрольной плоскости калибра-пробки к оси резьбы |
Прибор для проверки биения в центрах мод. ПМБ-500 ТУ 2-034-450-75 |
Да |
Да |
Нет |
|
|
Технологическая оправка |
|||||
|
Специальное приспособление типа БВ-812 (черт. 13) |
|||||
|
Измерительная пружинная головка с ценой деления 0,001 мм по ГОСТ 6933-81 |
|||||
|
Инструментальный измерительный микроскоп типов БМИ и ММИ |
|||||
|
Двухкоординатный прибор типа ДИП-1 |
|||||
|
Измерительные ножи по ГОСТ 7013-67 |
|||||
|
Универсальный измерительный микроскоп типа УИМ |
|||||
|
Определение шага резьбы калибров-колец |
Специальный шагомер типа ОКБ Ш3 ТУ 2-034-607-80, с измерительной головкой с ценой деления 0,001 мм (черт. 2). Погрешность шагомера не более 5 мкм |
Да |
Нет |
Нет |
|
|
Установочная мера (резьбовой калибр-пробка), аттестованный по шагу резьбы с погрешностью не более 2 мкм |
|||||
|
Специальный прибор мод. 481к СПТУ 28-127-68. Погрешность прибора не более ±2,5 мкм |
|||||
|
Универсальный измерительный микроскоп типа УИМ |
|||||
|
Приспособление для установки отливки в центрах микроскопа (черт. 15) |
|||||
|
Гипсовая отливка (черт. 15) |
|||||
|
Двухкоординатный прибор типа ДИП-1 |
|||||
|
Определение угла наклона боковой стороны и прямолинейности боковых сторон профиля резьбы калибров-колец |
Универсальный измерительный микроскоп типа УИМ |
Да |
Нет |
Нет |
|
|
Инструментальный измерительный микроскоп типов БМИ и ММИ |
|||||
|
Приспособление для установки отливки в центрах микроскопа (черт. 15) |
|||||
|
Гипсовая отливка (черт. 15) |
|||||
|
Двухкоординатный прибор типа ДИП-1 |
|||||
|
Определение конусности по среднему диаметру и прямолинейности образующей конуса по линии среднего диаметра калибров-колец |
Специальный прибор мод. 481к СПТУ 28-127-68. Погрешность прибора не более ± 2,5 мкм |
Да |
Да |
Да |
|
|
Специальный индикаторный прибор (черт. 16) типа БВ-481 с измерительной головкой с ценой деления 0,001 мм. Погрешность прибора - не более ±5 мкм |
|||||
|
Определение внутреннего диаметра калибров-колец |
Гладкий калибр-пробка конусный с полем допуска по уступу - h11 |
Да |
Да |
Нет |
|
|
Индикатор типа ИЧ кл. точности 1 по ГОСТ 577-68 |
|||||
|
Универсальный измерительный микроскоп типа УИМ |
|||||
|
Приспособление для установки отливки в центрах микроскопа (черт. 15) |
|||||
|
Гипсовая отливка (черт. 15) |
|||||
|
Двухкоординатный прибор типа ДИП-1 |
|||||
|
Определение конусности калибров-колец по внутреннему диаметру |
Специальное приспособление с индикатором типа ИЧ кл. точности 1 (черт. 10) справочное приложение 6 |
Да |
Да |
Нет |
|
|
Специальный индикаторный прибор типа БВ-481 с измерительной головкой с ценой деления 0,001 мм. Погрешность прибора - не более ±5 мкм |
|||||
|
Определение наружного диаметра калибров-колец |
Универсальный измерительный микроскоп типа УИМ |
Да |
Нет |
Нет |
|
|
Приспособление для установки отливки в центрах микроскопа (черт. 15) |
|||||
|
Гипсовая отливка (черт. 15) |
|||||
|
Двухкоординатный прибор типа ДИП-1 |
|||||
|
Проверка шага резьбы, половины угла наклона боковой стороны профиля, внутреннего диаметра, конусности по среднему и внутреннему диаметру и натяга свинченной пары калибров-колец для размеров менее 60 мм |
Контрольный калибр-пробка в соответствии со стандартами на поверяемые калибры |
Да |
Да |
Да |
|
|
Определение натяга свинченной пары калибров с параллельности контрольной плоскости припасованного калибра-кольца относительно контрольной плоскости контрольного калибра-пробки |
Нутромер с диапазоном измерений 18 - 50 мм по ГОСТ 9244-75 |
Да |
Да |
Да |
|
|
Штатив для измерительных головок по ГОСТ 10197-70 |
|||||
|
Индикаторы типа ИЧ кл. точности 1 по ГОСТ 577-68 |
|||||
|
Плоскопараллельные концевые меры длины класса точности 2 по ГОСТ 9038-83 или 5-го разряда по ГОСТ 8.166-75 |
|||||
|
Специальное приспособление с падающим грузом типа по ГОСТ 8867-77 |
|||||
Примечание. Допускается применение средств контроля, не приведенных в табл. 1, но обеспечивающих контроль калибров с требуемой точностью.
2. УСЛОВИЯ КОНТРОЛЯ И ПОДГОТОВКА К НЕМУ
2.1. При проведении контроля должны быть соблюдены следующие условия:
2.1.1. Температура воздуха помещения, в котором проводят контроль калибров, должна быть 20 °C с допускаемыми отклонениями, указанными в табл. 2.
Таблица 2
|
Рабочие калибры |
Контрольные калибры |
|||||
|
Допускаемые отклонения температуры, °C |
Допускаемые колебания температуры. °C |
Допускаемые, температуры, °C |
Допускаемые колебания температуры, °C |
|||
|
в течение суток |
в течение часа |
в течение суток |
в течение часа |
|||
|
До 30 |
±8 |
4 |
0,4 |
±6 |
3 |
0,3 |
|
Св. 30 до 80 |
±6 |
3 |
0,3 |
±4 |
2 |
0,3 |
|
» 80 » 180 |
±4 |
2 |
0,3 |
±3 |
2 |
0,3 |
|
» 180 » 360 |
±4 |
2 |
0,3 |
±2 |
1 |
0,2 |
|
» 360 » 600 |
±3 |
1,5 |
0,2 |
±1,5 |
1 |
0,1 |
2.1.2. Перед проведением контроля калибры должны быть промыты авиационным бензином по ГОСТ 1012-72 или бензином-растворителем по ГОСТ 443-76, протерты чистой хлопчатобумажной салфеткой и выдержаны в помещении, где проводят контроль на металлической плите или деревянном столе не менее срока, указанного в табл. 3.
Таблица 3
|
Выдержка на металлической плите |
Выдержка на деревянном столе |
|||||
|
Рабочие калибры |
Контрольные калибры |
Рабочие калибры |
Контрольные калибры |
|||
|
Калибры-пробки |
Калибры-кольца и скобы |
Калибры-пробки |
Калибры-кольца и скобы |
|||
|
До 30 |
50 мин |
1 ч |
50 мин |
50 мин |
1 ч |
50 мин |
|
Св. 30 до 80 |
2 ч |
1,5 ч |
2,5 ч |
2,5 ч |
2 ч |
3 ч |
|
» 80 » 180 |
3 ч 20 мин |
2,5 ч |
5 ч |
5 ч |
3,5 ч |
6,5 ч |
|
» 180 » 360 |
5,5 ч |
4 ч |
7 ч |
7 ч |
5 ч |
9 ч |
|
» 360 » 600 |
8,5 ч |
4 ч |
10 ч |
10 ч |
5 ч |
12 ч |
Примечание. Время выдержки указано для случаев, когда температура калибров перед выдержкой отличается от температуры помещения не более чем на ±5 °C. При разности температур до ±10 °C выдержка должна быть увеличена в 1,5 раза.
2.1.3. Относительная влажность воздуха в помещении, где проводят контроль, не должна превышать 80 %.
3. ПРОВЕДЕНИЕ КОНТРОЛЯ
3.1.1. При проведении внешнего осмотра должно быть установлено соответствие калибров следующим требованиям.
На рабочих поверхностях и контрольных плоскостях калибров не должно быть царапин, рисок, забоин, следов коррозии.
На контрольных плоскостях контрольных калибров допускаются следы припасовки.
На нерабочих поверхностях калибров допускаются царапины, забоины, неравномерность хромового покрытия и наличие следов крепления, не нарушающих эксплуатационных качеств калибров.
Маркировка калибров должна быть четкой.
Грязевая канавка должна проходить перед началом первого полного витка.
3.2. Определение шероховатости поверхности
Параметры шероховатости Ra не должны превышать значений, установленных в ГОСТ 24672-81.
3.3. Определение шага резьбы калибров-пробок
Примечание. Далее в тексте вместо термина «условный диаметр» применяется термин «диаметр».
Шаг резьбы калибров-пробок измеряют не менее чем в двух сечениях калибра между каждым витком по всей длине (отступая на один виток от начала нарезанной части с каждой стороны).
Отклонения шага резьбы между двумя любыми витками не должны выходить за пределы, указанные в соответствующих стандартах на контролируемые калибры.
Шаг калибров-пробок измеряют параллельно оси резьбы, кроме калибров для резьб вентилей и баллонов для газов по ГОСТ 24998-81, у которых шаг измеряют параллельно образующей конуса.
3.3.2. Определение шага резьбы калибров-пробок на универсальном микроскопе.
Шаг резьбы калибров-пробок измеряют на универсальном микроскопе при помощи измерительных ножей и проекционным методом. Для калибров-пробок с допуском шага менее 10 мкм рекомендуется измерять шаг резьбы при помощи измерительных ножей.
Для определения шага резьбы при помощи измерительных ножей калибр устанавливают в центрах микроскопа так, чтобы его меньший торец находился справа. Ножи придвигают к боковой поверхности соответствующих витков резьбы со стороны профиля, обращенного к наблюдателю. Нить сетки окулярной головки совмещают с изображением риски ножа и проводят отсчеты по продольной и поперечным шкалам.
Затем перемещают стол в продольном направлении на значение A, соответствующее номинальному размеру шага на данном участке:
A = P · n, (1)
Каретку перемещают в поперечном направлении на значение B:
B = P · n · tgj, (2)
где P - номинальный размер шага, мм;
n - количество витков, между которыми проводят измерение;
j - номинальный угол уклона конуса.
Если после перемещения стола и каретки на значение A и B нить окулярной сетки не будет совпадать с изображением риски ножа, совмещения следует добиваться дополнительным перемещением стола в продольном направлении.
Отклонение шага на данном участке определяют значением дополнительного перемещения стола. Для резьб вентилей и баллонов для газов по ГОСТ 24998-81 полученную погрешность следует разделить на cosj/2.
Проверку шага калибра в повышенных центрах необходимо повторять трижды с целью получения трех независимых измерений.
За значение отклонения принимают среднее арифметическое из результатов трех измерений, проведенных на данном участке резьбы по правым и левым сторонам профиля.
Для определения шага резьбы без измерительных ножей, по штриховой головке, калибр устанавливают в центрах микроскопа. Калибры диаметром свыше 100 мм контролируют в повышенных центрах.
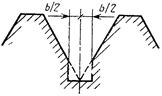
Перемещая каретку микроскопа в продольном, и поперечном направлениях, совмещают точку пересечения нитей окулярной сетки с вершинами изображения витков резьбы (черт. 1) путем совмещения нитей окулярной сетки с боковыми сторонами изображения профиля резьбы. Значение шага на данном участке определяют разностью отсчетов по продольной шкале.
Для резьб вентилей и баллонов для газов по ГОСТ 24998-81 измеренное таким образом значение шага следует разделить на cosj/2.
Черт. 1
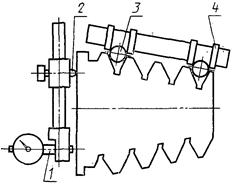
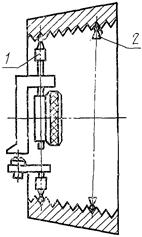
Черт. 2
(Измененная редакция. Изм. № 1)
3.3.3. Определение шага резьбы калибров-пробок при помощи шагомера с измерительной пружинной головкой.
Шаг резьбы определяют сличением с установочной мерой (резьбовым калибром-пробкой), номинальный шаг которого равен шагу контролируемого калибра.
Шагомер (черт. 2) устанавливают на требуемый размер по установочной мере, а затем, вводя наконечники шагомера во впадины резьбы контролируемого калибра, определяют его отклонения.
3.3.4. Определение шага резьбы калибров-пробок на приборе типа ДИП-1 проводят в соответствии с руководством по эксплуатации прибора.
3.3.5. Шаг резьбы калибров-пробок диаметром более 245 мм определяют по гипсовой отливке, сделанной с наружной резьбы, на микроскопе в центрах обычным способом при помощи специального приспособления (черт. 15).
Способ изготовления отливок с наружной резьбы аналогичен способу изготовления отливок для контроля калибров-колец (см. справочное приложение 1). При этом ширина отливки должна быть не более 5 мм, так как вогнутая поверхность отливки вносит искажение при измерении профиля на микроскопе. Часть отливки со стороны ее базовой поверхности может иметь большую ширину. Резьбовая часть отливки должна быть длиной не менее 30 мм.
Рекомендации при проверке элементов профиля резьбы при помощи гипсовой отливки указаны в справочном приложении 2.
3.4. Определение угла наклона боковой стороны профиля калибров-пробок
3.4.1. Угол наклона боковой стороны профиля определяют на инструментальном или универсальном микроскопе (для диаметров соответственно до 76 и 245 мм), на приборе типа ДИП-1 (для диаметров до 245 мм), по гипсовой отливке на универсальном микроскопе, или на приборе типа ДИП-1 (для диаметров свыше 245 мм).
Проверку угла наклона на микроскопе проводят по правым и левым сторонам профиля резьбы не менее чем на двух витках, отступая на один виток от начала нарезанной части.
Отклонения угла наклона боковой стороны профиля не должны выходить за пределы, указанные в соответствующих стандартах на контролируемые калибры.
Для резьб вентилей и баллонов для газов, у которых биссектриса угла наклона боковой стороны профиля резьбы перпендикулярна образующей, следует пересчитать угол относительно оси резьбы.
3.4.2. Угол наклона боковой стороны профиля калибров-пробок диаметром более 245 мм определяют по гипсовой отливке, сделанной с наружной резьбы, на микроскопе при помощи специального приспособления (черт. 15) одновременно с определением шага резьбы, описанного в п. 3.3.5.
3.5. Определение среднего диаметра, конусности и овальности по среднему диаметру и прямолинейности образующей конуса по линии среднего диаметра калибров-пробок
3.5.1. Определение среднего диаметра, конусности и овальности по среднему диаметру и прямолинейности образующей конуса по линии среднего диаметра калибров-пробок проводят при помощи: универсального микроскопа (для диаметров до 100 мм); синусной линейки (для диаметров от 20 до 508 мм); горизонтального оптиметра, измерительной машины или горизонтального длиномера (для диаметров от 20 до 508 мм); на приборе ДИП-1 (для диаметров до 100 мм):
Отклонения среднего диаметра, конусности по среднему диаметру, а также отклонение от прямолинейности образующей конуса по линии среднего диаметра не должны выходить за пределы, указанные в соответствующих стандартах на контролируемые калибры.
Овальность в любом сечении, а также отклонения конусности и прямолинейности образующей конуса по линии среднего диаметра, если они не указаны в соответствующих стандартах, должны находиться в пределах зоны допусков среднего диаметра резьбы калибра.
3.5.2. Определение среднего диаметра, конусности и овальности по среднему диаметру и прямолинейности образующей конуса по линии среднего диаметра калибров-пробок при помощи универсального микроскопа.
3.5.2.1. Контролируемый калибр устанавливают в центрах микроскопа так, чтобы меньший торец находился справа. От большего торца фиксируют расстояние a до основной плоскости, указанное в соответствующих стандартах. Поворачивают калибр до ближайшей впадины или вершины витка. Торец визируют по измерительному ножу, впадину или вершину витка - по сторонам профиля. Средний диаметр в основной плоскости (d2) определяют по формуле
![]() (3)
(3)
где d2прав; d2лев - средние диаметры, полученные при измерении резьбы по правым и левым сторонам профиля, мм;
F - поправка (в мм), определяемая по формуле
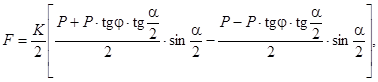 (4)
(4)
где P - номинальный размер шага резьбы, мм;
K - конусность;
a - угол профиля резьбы.
Одновременно с определением среднего диаметра d2 в основной плоскости определяют овальность по среднему диаметру. Для этого калибр поворачивают в центрах на 90° и вновь проводят измерение аналогично предыдущему.
Овальность калибра по среднему диаметру определяют как разность диаметров d2, полученных при измерении в основной плоскости.
Средний диаметр измеряют по правым и левым сторонам профиля.
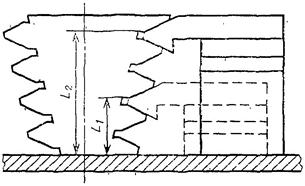
3.5.2.2. Для определения конусности измеряют в указанном порядке два значения диаметра d2: на расстоянии 1,5 - 2 витка от малого торца L1 и в основной плоскости L2.
Конусность (K) подсчитывают по формуле
![]() (5)
(5)
3.5.2.3. Для определения отклонения от прямолинейности образующей конуса по линии среднего диаметра путем совмещения нитей окулярной сетки с боковыми сторонами изображения профиля резьбы снимают показания по поперечной шкале микроскопа в трех точках: у малого торца, в основной плоскости и по середине калибра.
Отклонение от прямолинейности определяют по формуле
![]() (6)
(6)
где δ1 - показание шкалы у малого торца;
δ2 - показание шкалы в основной плоскости;
δ3 - показание шкалы по середине калибра;
L - расстояние от основной плоскости до малого торца (измеренное);
L1 - расстояние от малого торца до середины калибра (измеренное).
При определении δ1 показание шкалы принимают за начало отсчета отклонений при последующем измерении δ2 и δ3.
Прямолинейность определяют не менее чем в двух сечениях, расположенных под углом 90°.
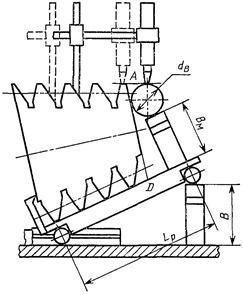
3.5.3.1. Контролируемый калибр устанавливают на синусную линейку, снабженную упорной планкой так, чтобы торец фланца касался упора (черт. 3). Перед установкой измеряют общую действительную длину калибра, которая необходима при подсчете блока концевых мер длины под валик. Измерение проводят гладким микрометром или на плите при помощи набора КМД н отсчетного измерительного устройства.
Размер B блока концевых мер под ролик синусной линейки рассчитывают по формуле
B = Lp · sin2j, (7)
где Lp - действительное расстояние между осями роликов синусной линейки, мм;
j - угол уклона конуса.
Черт 3
Под калибр во впадины резьбы, отступая по одной от торцев, закладывают проволочки, количество которых указано в табл. 4. Допускают укладывать калибр на 2 проволочки.
Таблица 4
|
Количество проволочек, на которые укладывают калибр |
|
|
До 73 |
4 |
|
Св. 73 до 102 |
5 |
|
» 102 » 168 |
6 |
|
» 168 » 219 |
7 |
|
» 219 » 299 |
8 |
|
» 299 » 407 |
9 |
|
» 407 » 508 |
10 |
Диаметр проволочки dп определяют по формуле
 (8)
(8)
где P - номинальный размер шага резьбы, мм;
a - угол профиля резьбы.
На синусную линейку со стороны меньшего торца калибра устанавливают два блока из концевых мер длины равного размера Bм (расчет которого приводится ниже), на которые кладут аттестованный цилиндрический валик (обычно 16 - 18 мм диаметром). Образующая валика должна касаться торца калибра.
Сверху во впадины резьбы, отступая на 1 - 1,5 витка от большего торца, укладывают проволочку и по разности показаний измерительной головки на валике и проволочке определяют отклонение среднего диаметра резьбы в основной плоскости.
Действительный средний диаметр определяют, прибавляя или отнимая (в зависимости от знака показаний) полученную разность к номинальному размеру среднего диаметра.
Если показание головки на проволочке будет больше, чем на валике, то полученную разность прибавляют к значению номинального среднего диаметра. Если показание на валике будет больше, чем на проволочке, то эту разность отнимают от значения номинального среднего диаметра.
Допускают укладывать на калибр две проволочки во впадины смежных витков резьбы, при этом на проволочки кладется концевая мера длины, по которой проводят контакт наконечника измерительной головки. В этом случае блок из концевых мер длины, подключаемый под валик, должен быть увеличен на размер концевой меры длины, укладываемой на проволочки, умноженный на cosj/2.
Средний диаметр проверяют в двух сечениях калибра, расположенных примерно под углом 90°.
Одновременно с определением среднего диаметра на синусной линейке с одной установки проводят определение конусности и овальности по среднему диаметру и прямолинейности образующей конуса по линии среднего диаметра.
3.5.3.2. Размер Bм блока концевых мер длины под цилиндрический валик рассчитывают по формуле
Bм = AD · cosj - dв(1 + sinj), (9)
где dв - действительный размер цилиндрического валика, мм;
AD - значение, рассчитываемое по формуле
AD = d2м.т. ├ T, (10)
d2м.т. = d2 - (Lд - a) · K, (11)
где d2м.т. - средний диаметр в плоскости малого торца (расчетный), мм;
d2 - номинальный средний диаметр в основной плоскости, мм;
Lд - действительная длина калибра (расстояние от большего торца до меньшего), мм;
а - расстояние от большего торца (контрольной плоскости) до основной плоскости, мм;
K - конусность;
Т - значение, рассчитываемое по формуле
 (12)
(12)где dп - диаметр проволочки, мм.
3.5.3.3. При определении среднего диаметра калибров, которые имеют фланец с контрольной плоскостью, расположенной на внутренней поверхности, применяют тот же метод, что описан в пп. 3.5.3.1 и 3.5.3.2.
При этом в синусной линейке необходимо предусмотреть паз, куда при измерении уходит фланец калибра.
Размер блока (Bм) из концевых мер длины, подкладываемого под валик, рассчитывают так же, как описано в п. 3.5.3.2, за исключением среднего диаметра в плоскости малого торца (d2м.т.) который рассчитывают по формуле
d2м.т. =d2 - [L1д - (a1 + m)] · K, (13)
где L1д - действительная общая длина калибра с фланцем, мм;
a1 - расстояние от внутренней поверхности фланца (контрольной плоскости) до основной плоскости, мм;
m - толщина фланца, мм.
3.5.3.4. Для определения конусности по среднему диаметру сверху во впадины резьбы, отступая на 1 - 1,5 витка от краев нарезанной части, закладывают две проволочки и определяют показания измерительной головки на обеих проволочках. Если показание измерительной головки больше у меньшего торца, то угол конуса меньше номинального, если показание больше у большего торца, то угол конуса больше номинального.
3.5.3.5. Овальность калибра по среднему диаметру определяют разностью действительных средних диаметров в основной плоскости, измеренных в двух сечениях, расположенных под углом 90°.
Разность между показанием в средней точке и полусуммой показаний в крайних точках определяет отклонение от прямолинейности
![]() (14)
(14)
где δ1 - показание отсчетного устройства у малого торца;
δ2 - показание отсчетного устройства у большого торца;
δ3 - показание отсчетного устройства по середине калибра.
При определении δ1 показание отсчетного устройства принимается за начало отсчета отклонений при последующем измерении.
При определении Dt значение δ2 и δ3 берут с учетом знака отклонений от показания δ1.
Проверку прямолинейности проводят не менее, чем в двух сечениях, расположенных под углом 90°.
3.5.4. Определение среднего диаметра, конусности и овальности по среднему диаметру калибров-пробок с помощью горизонтального оптиметра, измерительной машины или горизонтального длиномера.
3.5.4.1. Средний диаметр калибра-пробки на указанных приборах определяют с помощью двух проволочек в заранее отмеченных сечениях и направлениях.
3.5.4.2. Разметку сечений на универсальном микроскопе проводят в следующем порядке:
измеряют расстояние L1 и L2 от плоскости меньшего торца до впадины вторых и третьих витков, считая от каждого торца;
к большему торцу калибра подводят измерительный нож и по грани его наносят чернилами риску на торце. Для отметки впадин, до которых измерялись расстояния L1 и L2 на сторонах профиля наносят чернилами риски;
затем калибр поворачивают на 90°, измеряют расстояние L3 от плоскости меньшего торца до впадины одного из витков и в указанном выше порядке наносят риску на торце и сторонах впадины, до которой измерялось расстояние L3.
3.5.4.3. Разметку сечений на плите с помощью блока из концевых мер и специальных боковиков (черт. 4) проводят так: контролируемый калибр устанавливают меньшим торцем на плиту; затем составляют два блока из концевых мер, к которым притирают боковики с коническими наконечниками.
Черт. 4
Размер первого блока L1 выбирают так, чтобы можно было ввести конический наконечник боковика во впадину второго или третьего витка от меньшего торца. Второй блок L2 должен иметь размер:
L2 = L1 + Pn, (15)
где n - количество витков, взятых с таким расчетом, чтобы конический наконечник боковика можно было ввести во впадину второго или третьего витка от большого торца.
Наконечник каждого блока поочередно вводят во впадину резьбы и определяют (на просвет) сечение, в котором образующие наконечников совмещаются со сторонами профиля резьбы. Затем составляют третий блок из концевых мер (с боковиком), размер которого должен отличаться от размера первого блока на величину одной четверти шага P/4, и отмечают сечение и виток, в которых образующие наконечников касаются сторон профиля резьбы.
3.5.4.4. Для определения среднего диаметра на горизонтальном оптиметре необходимо на пинольную трубку установить наконечник типа НГЛ-3, а на трубку оптиметра - наконечник типа НГП-8. На измерительном столе оптиметра на брусок высотой 15 - 20 мм укладывают блок концевых мер, по которому устанавливают оптиметр.
Значение блока B рассчитывают по формуле
![]() (16)
(16)
где ![]() -
средний диаметр на расстоянии L1 от
меньшего торца, мм.
-
средний диаметр на расстоянии L1 от
меньшего торца, мм.
Значение Т определяют по формуле (12).
На блоке концевых мер контролируемый калибр устанавливают меньшим торцем и прижимают струбциной (черт. 5).
Черт. 5
Отметки, нанесенные на калибре, должны быть направлены в сторону трубки оптиметра и располагаться в плоскости измерения.
По блоку из концевых мер оптиметр настраивают на нуль. Опуская столик, вводят калибр между наконечниками оптиметра.
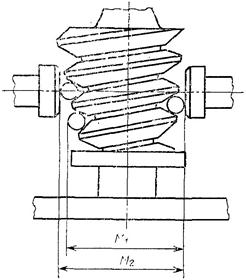
В отмеченную впадину резьбы закладывают проволочку, с противоположной стороны закладывают вторую проволочку во впадину, расположенную выше отмеченной, и определяют размер M2 (черт. 5). Затем вторую проволочку перекладывают во впадину, расположенную непосредственно ниже отмеченной, и определяют размер M1.
Размер среднего диаметра на расстоянии L1 от меньшего торца ![]() рассчитывают по формуле
рассчитывают по формуле
![]() (17)
(17)
Средний диаметр в основной плоскости (d2) определяют по формуле:
![]() (18)
(18)
где L - расстояние от большего торца до меньшего (действительная высота калибра), мм;
![]() - средний диаметр на расстоянии L1 от меньшего торца, мм;
- средний диаметр на расстоянии L1 от меньшего торца, мм;
a - расстояние от большего торца до основной плоскости, мм.
Примечание. При определении размеров M1 и M2 нельзя поворачивать столик в вертикальной плоскости.
3.5.4.5. Для определения конусности измеряют в указанном порядке два диаметра на расстоянии L2 и L1 от меньшего торца.
Конусность K рассчитывают по формуле
![]() (19)
(19)
3.5.4.6. Для определения овальности измеряют средний диаметр на расстоянии L3 от меньшего торца; полученный размер приводят к основной плоскости. Затем калибр поворачивают в центрах примерно на 90° и вновь проводят измерение.
Овальность калибра по среднему диаметру определяют по разности диаметров d2, полученных в различных сечениях.
3.5.4.7. Определение среднего диаметра на измерительной машине и горизонтальном длиномере проводят по тем же правилам, что и при измерении на оптиметре. Калибры диаметром до 70 мм измеряют на нормальном столе, свыше 70 мм - на большом универсальном столе.
3.5.4.8. Для определения среднего диаметра на оптиметре, измерительной машине или горизонтальном длиномере при помощи специальных наконечников на пинольную трубку и трубку оптиметра надевают наконечники с измерительными плоскостями, расположенными по отношению к оси измерения под углом 90° - j, где j - угол уклона калибра.
Наконечники регулируют по специальной угловой плитке (черт. 6) с углом, равным углу конуса контролируемого калибра 2j.
Установку наконечников проверяют путем прокатывания проволочки между наконечником и угловой плиткой. Правильность установки характеризуют постоянством показаний по шкале отсчетного устройства.
Прибор на требуемый размер устанавливают по установочной мере (гладкой конической пробке). Диаметр в плоскости меньшего торца гладкой пробки должен быть равен номинальному размеру среднего диаметра контролируемого калибра в плоскости меньшего торца d2м.т. плюс поправка N, определяемая по формуле
![]() (20)
(20)
Обозначения те же, что в формуле (12).
Черт. 6
Измерение проводят в следующем порядке: на плоскопараллельной подставке, которая закрепляется вместо вертикальных центров типа ПП2, помещают гладкую коническую пробку. Перемещая стол, прибор устанавливают на нуль примерно в основной плоскости. Затем гладкую пробку заменяют контролируемым калибром (черт. 7).
Черт. 7
Во впадины резьбы, примерно в основной плоскости, закладывают проволочки и проводят отсчет по шкале. Показания шкалы дают отклонения среднего диаметра.
3.5.4.9. Для определения овальности калибр поворачивают на столе примерно на 90° и вторично измеряют средний диаметр.
3.5.4.10. Конусность определяют на длине калибра, для чего проволочку помещают выше и ниже первого ее положения, отступая на 1 - 1,5 витка от краев нарезанной части.
3.5.5. Определение среднего диаметра, конусности и овальности по среднему диаметру калибров-пробок на приборе типа ДИП-1 проводят в соответствии с руководством по эксплуатации прибора.
3.6. Определение наружного диаметра, конусности и овальности по наружному диаметру калибров-пробок.
3.6.1. Определение наружного диаметра, конусности и овальности по наружному диаметру калибров-пробок проводят при помощи:
инструментального или универсального микроскопов (соответственно для диаметров до 76 и 100 мм);
конического кольца (для диаметров до 50 мм);
синусной линейки (для диаметров от 38 до 508 мм);
приспособления с индикатором (для диаметров от 32 до 508 мм);
на приборе типа ДИП-1 (для диаметров до 100 мм);
специального угольника (для диаметров до 60 мм).
Отклонения наружного диаметра не должны выходить за пределы, указанные в соответствующих стандартах на контролируемые калибры.
Овальность и отклонения конусности по наружному диаметру должны находиться в пределах его поля допуска.
3.6.2. Определение наружного диаметра, конусности и овальности по наружному диаметру калибров-пробок с помощью инструментального или универсального микроскопов.
3.6.2.1. Для определения наружного диаметра конусности и овальности калибр устанавливают в центрах микроскопа так, чтобы меньший торец находился справа. От большого торца фиксируют расстояние a до основной плоскости, указанное в соответствующих стандартах.
Наружный диаметр в основной плоскости определяют по разности отсчетов на поперечной шкале.
Одновременно с определением наружного диаметра в основной плоскости определяют овальность по наружному диаметру. Для этого калибр поворачивают в центрах примерно на 90° и вновь проводят измерение аналогично предыдущему.
Овальность калибра по наружному диаметру определяют разностью диаметров d, полученных при проверке в основной плоскости.
3.6.2.2. Для определения конусности по наружному диаметру измеряют в указанном порядке два диаметра d на расстоянии: 1 - 1,5 витка от малого торца L1 и в основной плоскости L2.
Конусность K рассчитывают по формуле
![]() (21)
(21)
3.6.3. Проверка наружного диаметра калибра-пробки при помощи конического кольца.
3.6.3.1. Для проверки наружного диаметра гладким коническим кольцом на последнем должен быть сделан выступ, соответствующий предельным размерам наружного диаметра контролируемого калибра (черт. 8).
Черт. 8
3.6.4. Определение наружного диаметра, конусности и овальности по наружному диаметру калибров-пробок при помощи синусной линейки.
3.6.4.1. Для определения наружного диаметра калибр устанавливают на синусную линейку, снабженную упорной планкой так, чтобы торец фланца касался упора (черт. 9).
Размер блока концевых мер под ролик синусной линейки B рассчитывают по формуле (7).
У контролируемого калибра перед установкой его на синусную линейку измеряют действительную общую длину калибра, необходимую при расчете блока концевых мер под валик, способом, аналогичным описанному в п. 3.5.3.1.
На синусную линейку со стороны меньшего торца устанавливают два блока из концевых мер равного размера Bм (расчет которого приводится ниже), на которые кладут аттестованный цилиндрический валик. Образующая валика должна касаться торца калибра.
Черт. 9
По разности показаний измерительной головки на валике и калибре определяют отклонение наружного диаметра резьбы в основной плоскости.
Действительный наружный диаметр определяют, прибавляя или отнимая (в зависимости от знака показаний) полученную разность к номинальному размеру наружного диаметра.
Если показание головки на калибре будет больше, чем на валике, то полученную разность прибавляют к значению номинального наружного диаметра. Если показание на валике будет больше, чем на калибре, то эту разность отнимают от значения номинального наружного диаметра.
Наружный диаметр проверяют в двух сечениях калибра, расположенных примерно под углом 90°.
Одновременно с определением наружного диаметра на синусной линейке с одной установки проводят определение конусности и овальности по наружному диаметру калибров-пробок.
3.6.4.2. Размер Bм блока концевых мер длины под цилиндрический валик рассчитывают по формуле
Bм = AD · cosj - dв(l + sinj), (22)
где dп - действительный размер цилиндрического валика, мм;
AD - значение, рассчитываемое по формуле
AD = d - (Lд - a) · K, (23)
где d - номинальный наружный диаметр, мм;
Lд, a, K - см. формулу (11).
3.6.4.3. Конусность по наружному диаметру определяют по разности показаний измерительной головки при контакте ее наконечника с наружным диаметром калибра у большего и меньшего торцев.
Если показание измерительной головки больше у меньшего торца, то угол конуса меньше номинального, если показание измерительной головки больше у большего торца, то угол конуса больше номинального.
3.6.4.4. Овальность калибра по наружному диаметру определяют по разности действительного отклонения наружных диаметров в основной плоскости, измеренных в двух сечениях, расположенных под углом 90°.
3.6.4.5. При определении наружного диаметра калибров, которые имеют фланец с контрольной плоскостью, расположенной на внутренней его поверхности, применяют тот же метод, что описан в пп. 3.6.4.1 и 3.6.4.2.
При этом в синусной линейке необходимо предусмотреть паз, куда при измерении уходит фланец калибра.
Размер блока Bм из концевых мер длины, подкладываемый под валик, рассчитывают так же, как описано в п. 3.6.4.2, за исключением значения AD, которое рассчитывают по формуле
AD = d - [L1д - (a1 + m)] · K, (24)
где L1д, a1, m - см. формулу (13).
3.6.4.6. Определение наружного диаметра можно проводить на синусной линейке относительно среднего диаметра по схеме, описанной в п. 3.5.3.
Калибр устанавливают на синусную линейку. Сверху во впадины резьбы, отступая на 1 - 1,5 витка от большего торца, укладывают проволочку, на нее - расчетную концевую меру длины. На образующую калибра кладут другую расчетную концевую меру длины.
Расчет концевых мер длины проводят следующим образом. Сначала рассчитывают разность между верхним уровнем проволочки и наружным диаметром калибра у по формуле
![]() (25)
(25)
где d2 - номинальный средний диаметр в основной плоскости, мм;
d - номинальный наружный диаметр, мм;
Т - поправка на проволочку, определяемая по формуле (12).
Затем с учетом значения y подбирают две концевые меры (одну - на проволочку, другую - на образующую) таким образом, чтобы они находились на одном уровне.
По разности показаний измерительной головки на первой и второй концевых мерах с учетом действительного отклонения среднего диаметра определяют действительное отклонение наружного диаметра Dd по формуле
![]() (26)
(26)
где a1 - показание измерительной головки, установленной на d2;
a2 - показание измерительной головки, установленной на d;
Dd2 - действительное отклонение среднего диаметра.
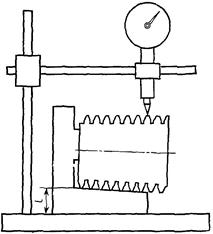
3.6.5. Определение наружного диаметра и конусности по наружному диаметру калибров-пробок при помощи приспособления с индикатором.
3.6.5.1. В основании приспособления (черт. 10) с плоской опорной поверхностью закрепляют индикатор со сферическим наконечником. Диаметр сферы наконечника должен быть примерно равен 0,58P, т.е. диаметру проволочки для контроля среднего диаметра.

Черт. 10
Приспособление устанавливают на нуль по установочной мере (резьбовому калибру-пробке), разность между средним и наружным диаметрами которого известна. Установленное на нуль приспособление переносят на контролируемый калибр и определяют показание индикатора.
Наружный диаметр контролируемого калибра в данном сечении d определяют из уравнения
d = d2 + 2(b + c), (27)
где d2 - действительный размер среднего диаметра контролируемого калибра, мм;
b - разность между средним и наружным диаметрами установочной меры, мм;
c - показание индикатора при установке приспособления на контролируемом калибре, мм.
3.6.5.2. Для определения конусности по наружному диаметру необходимо провести измерения наружного диаметра у большого и малого торца.
3.6.6. Определение наружного диаметра, конусности и овальности по наружному диаметру калибров-пробок на приборе типа ДИП-1 проводят в соответствии с руководством по эксплуатации прибора.
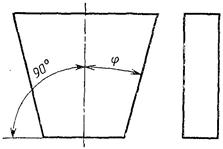
3.6.7. Определение наружного диаметра, конусности и овальности по наружному диаметру калибров-пробок малых размеров при помощи специального угольника (черт. 11).
Черт. 11
На специальный угольник (см. справочное приложение 7), аттестованный по размеру l, устанавливают контролируемый калибр-пробку так, чтобы плоскость малого торца соприкасалась без просвета с доведенной вертикальной плоскостью A линейки.
Угольник устанавливают на столик вертикального оптиметра или стойку для измерительных головок, предварительно выставив их параллельно плоскости плоского наконечника и настроив измерительную головку по блоку концевых мер.
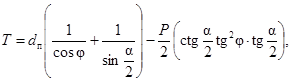
Размер блоков концевых мер M рассчитывают по формуле
M = dм.т. · cosj + l, (28)
где dм.т. - наружный диаметр калибра в плоскости малого торца, мм;
l - аттестованный размер угольника, мм;
j - угол конуса.
dм.т. = d - l2 · K, (29)
где d - наружный диаметр калибра в основной плоскости, мм;
l2 - расстояние от малого торца калибра до основной плоскости, мм;
K - конусность.
Перемещая линейку с калибром по столику, по наибольшему отклонению измерительной головки на расстоянии l2 от малого торца калибра определяют отклонение наружного диаметра калибра в основной плоскости.
Овальность калибра определяют по разности действительного отклонения наружных диаметров, измеренных в основной плоскости в двух сечениях, расположенных под углом 90°.
Конусность по наружному диаметру определяют по разности показаний измерительной головки у большого и малого торца.
3.7. Определение внутреннего диаметра калибров-пробок
3.7.1. Внутренний диаметр калибров-пробок определяют при помощи универсального и инструментального микроскопов, на приборе типа ДИП-1 или при помощи приспособления с индикатором.
3.7.2. Для проверки внутреннего диаметра калибров-пробок на универсальном или инструментальном микроскопе или на приборе типа ДИП-1 калибр устанавливают в центрах. Нити профильной или штриховой сетки совмещают со сторонами профиля резьбы.
Площадку впадины резьбы следует располагать на точке пересечения нитей окулярной сетки или ниже (черт. 12).
3.7.3. Внутренний диаметр калибров-пробок свыше 168 мм проверяют косвенным путем при помощи приспособления с индикатором (черт. 10), оснащенным острым наконечником конической формы с углом конуса 40 - 50°, вершина которого скруглена радиусом около 0,15 мм.
Установку приспособления на 0 проводят по плоской доведенной поверхности. При этом высоту профиля определяют как разность отсчетов по индикатору при установке на плоскость и в проверяемой резьбе.
Черт. 12
Разность между наружным диаметром и удвоенной высотой профиля определяет внутренний диаметр.
Верхнее отклонение внутреннего диаметра должно быть равно нулю, нижнее - не ограничивается.
3.8. Проверка прямолинейности сторон профиля резьбы калибров-пробок
Проверку прямолинейности боковых сторон профиля резьбы калибров-пробок проводят при помощи универсального или инструментального микроскопов при увеличении 30´ или на приборе: типа ДИП-1, не менее чем на двух витках путем совмещения пунктирной нити угломерной головки со стороной профиля резьбы калибра. Расстояние между крайними точками непрямолинейного участка боковой стороны профиля резьбы определяет отклонение от прямолинейности.
Проверку прямолинейности боковых сторон профиля резьбы калибров-пробок для размеров более 200 мм проводят по гипсовой отливке способом, аналогичным описанному выше. Способ изготовления отливок с наружной резьбы - по п. 3.4.2.
Отклонения от прямолинейности боковых сторон профиля резьбы не должны превышать значений допусков, указанных в соответствующих стандартах на контролируемые калибры.
3.9. Проверка перпендикулярности контрольной плоскости калибра-пробки к оси резьбы
Проверку перпендикулярности проводят у большого торца в центрах на приборе ПМБ-500 с применением измерительной головки с ценой деления 0,001 мм и технологической оправки или на специальном приспособлении типа БВ-812 (черт. 13).
Наибольшая разность показаний измерительной головки при двух взаимно противоположных (под углом 180°) положениях калибра определяет удвоенное значение отклонения от перпендикулярности контрольной плоскости калибра-пробки к оси резьбы. Отклонения от перпендикулярности не должны превышать значений допусков, указанных в соответствующих стандартах на контролируемые калибры.
Проверку перпендикулярности для размеров менее 60 мм можно проводить на микроскопе при помощи измерительных ножей.
Контролируемый калибр-пробку устанавливают в центрах микроскопа. Затем к малому торцу при двух взаимно противоположных (под углом 180°) положениях калибра вплотную подводят измерительный нож. Вертикальную линию штриховой сетки микроскопа совмещают с изображением риски измерительного ножа и по угловой шкале микроскопа снимают показания. Разность их определяет отклонение от угла 90°. Допускаемое отклонение от угла ± 5'.
1 - измерительная головка. 2 - упор; 3 - проволочки; 4 - резинки
Черт. 13
3.10. Определение шага резьбы калибров-колец
3.10.1. Определение шага резьбы калибров-колец проводят при помощи:
специального шагомера с измерительной головкой (для диаметров от 38 до 508 мм);
специального прибора для конических резьбовых калибров мод. 481к (для диаметров от 33 до 200 мм);
гипсовой отливки на универсальном микроскопе или на приборе типа ДИП-1 (для диаметров свыше 200 мм).
Проверку шага резьбы калибров-колец проводят не менее чем в двух сечениях калибра между каждым витком по всей длине (отступая на 1 - 1,5 витка от начала нарезанной части с каждой стороны).
Отклонения шага резьбы между двумя любыми витками не должны выходить за пределы, указанные в соответствующих стандартах на контролируемые калибры.
3.10.2. Определение шага резьбы калибров-колец при помощи специального шагомера с измерительной головкой (черт. 2).
3.10.2.1. При определении шага резьбы калибров-колец шагомер, устанавливают на требуемый размер по установочной мере (резьбовому калибру-пробке) с шагом, равным номинальному значению шага контролируемого калибра-кольца, а затем определяют отклонения контролируемого калибра-кольца.
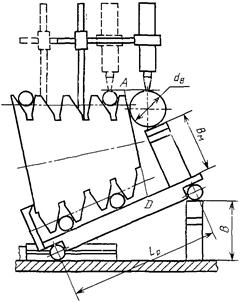
3.10.3. Определение шага резьбы калибров-колец при помощи, специального прибора для контроля конических резьбовых калибров (модель 481к).
3.10.3.1. При помощи прибора (черт. 14) определяют шаг калибров-колец диаметром от 38 до 200 мм.
При помощи установочного устройства контролируемый калибр устанавливают таким образом, чтобы образующая конуса располагалась параллельно линии измерения прибора. При правильной установке калибра показания отсчетной головки не должны изменяться при любом положении наконечника по длине образующей.
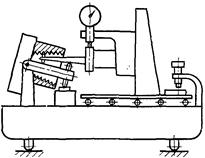
Черт. 14
Затем измерительный наконечник вводят поочередно во впадины резьбы по длине контролируемого калибра и отсчитывают показания по линейной шкале прибора.
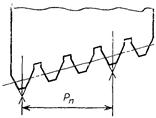
Значение шага на данном участке резьбы Pn определяют no-формуле
Pn = (l1 - l2) · cosj, (30)
где l1 и l2 - показания линейной шкалы, мм.
3.10.4. Определение шага резьбы калибров-колец свыше 200 мм проводят по гипсовой отливке, установленной в центрах микроскопа или на приборе типа ДИП-1 при помощи специального приспособления (черт. 15) способом, аналогичным указанному в п. 3.3.2.
Способ изготовления отливки изложен в справочном приложении 1.
3.11. Определение угла наклона боковой стороны и прямолинейности боковых сторон профиля резьбы калибров-колец
3.11.1. Угол наклона боковой стороны профиля резьбы калибров-колец определяют на универсальном или инструментальном микроскопе или на приборе типа ДИП-1 по гипсовой отливке при помощи приспособления (черт. 15).
Способ изготовления отливок изложен в справочном приложении 1.
Ширина отливки должна быть не менее 20 мм у калибров-колец диаметром до 76 мм и не менее 25 мм у калибров-колец диаметром свыше 76 мм. Резьбовая часть отливки должна быть длиной не менее 30 мм.
Измерение проводят не менее чем на двух витках, отступая от базовой поверхности на 1 - 1,5 витка.
Отклонения угла наклона боковой стороны профиля калибров-колец не должны выходить за пределы, указанные в соответствующих стандартах на контролируемые калибры.
3.11.2. Проверку прямолинейности боковых сторон профиля резьбы калибров-колец проводят одновременно с контролем угла наклона боковой стороны профиля резьбы на микроскопе или на приборе типа ДИП-1 по гипсовой отливке способом, аналогичным описанному в п. 3.8.
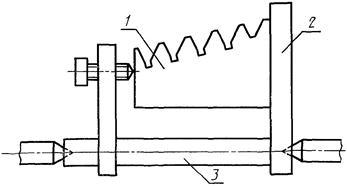
1 - отливка; 2 - базовая плоскость; 3 - валик
Черт. 15
Отклонения от прямолинейности боковых сторон профиля резьбы не должны превышать значений допусков, указанных в соответствующих стандартах на контролируемые калибры.
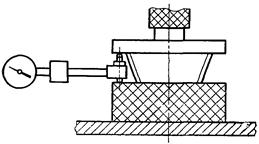
3.12.1. Конусность по среднему диаметру определяют на специальном приборе для контроля резьбовых конических калибров (модели 481к) или при помощи специальных индикаторных приборов.
На приборе модели 481к определяют также прямолинейность образующей конуса по линии среднего диаметра.
Предельные отклонения конусности по среднему диаметру и отклонение от прямолинейности образующей конуса по линии среднего диаметра не должны выходить за пределы, указанные в соответствующих стандартах на контролируемые калибры. Если предельные отклонения не указаны, то они должны находиться в пределах поля допуска среднего диаметра.
3.12.2. Определение конусности по среднему диаметру и прямолинейности образующей конуса по линии среднего диаметра калибров-колец при помощи специального прибора для контроля конических резьбовых калибров модели 481к (черт. 14).
3.12.2.1. Определение конусности по среднему диаметру
Калибр устанавливают на приборе. У малого диаметра измерительную головку настраивают на нуль и проводят отсчет у большого диаметра по верхней и нижней образующей.
Отклонение конусности определяют по формуле
DK = (h1 - h2) + (h3 - h4) · cosj, (31)
где h1 - показание измерительной головки у большого диаметра на нижней образующей;
h2 - показание измерительной головки у малого диаметра на нижней образующей;
h3 - показание измерительной головки у большого диаметра. на верхней образующей;
h4 - показание измерительной головки у малого диаметра на верхней образующей;
j - угол уклона образующей.
3.12.2.2. Определение прямолинейности образующей конуса по линии среднего диаметра
Прямолинейность проверяют аналогично конусности с той разницей, что показания прибора снимают у малого и большого диаметров и по середине калибра отдельно по нижней и верхней образующим.
Методика расчета прямолинейности аналогична описанному в п. 3.5.3.6.
За отклонение от прямолинейности образующей конуса по линии среднего диаметра принимают наибольшее отклонение по нижней или верхней образующим.
3.12.3. Определение конусности по среднему диаметру при помощи специальных индикаторных приборов.
Калибры с диаметром более 200 мм проверяют при помощи прибора, показанного на черт. 16.
1 - положение 1-го прибора; 2 - положение 2-го прибора
Черт. 16
3.12.3.1. Перед началом измерения конусности размечают сечения, в которых проверяют конусность.
Конусность начинают измерять со стороны меньшего торца, где устанавливают показания индикатора на нуль (положение 1 на черт. 16).
Затем прибор помещают в положение 2 (на расстоянии, равном nP от положения 1) и снимают отсчет по индикатору.
Разность между показанием индикатора в положении 2 и его расчетным значением B является отклонением конусности от номинала.
Значение B рассчитывают по формуле
B = n · P · K, (32)
где n - количество витков, между которыми проводят измерение;
P - номинальный размер шага, мм;
K - конусность калибра.
3.13. Проверка внутреннего диаметра калибров-колец.
Проверку внутреннего диаметра калибров-колец проводят гладким калибром с лыской на значение допуска по внутреннему диаметру или с помощью индикатора.
Допускается проводить проверку внутреннего диаметра косвенно при помощи отливки на микроскопе одновременно с контролем угла наклона боковой стороны профиля резьбы путем определения значения c (черт. 17) и сравнения его с подсчитанным по формуле. При этом нити профильной или штриховой сетки микроскопа совмещают с профилем резьбы отливки.
![]() (33)
(33)
где Н - высота остроугольного профиля резьбы, мм;
d2 - номинальный средний диаметр резьбы в основной плоскости, мм;
d1 - внутренний диаметр резьбы в основной плоскости, мм. H определяют по формуле
![]() (34)
(34)
где Р - шаг резьбы мм;
j - угол наклона конуса;
a - угол профиля резьбы.
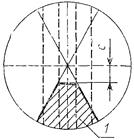
1 - отливка
Черт. 17
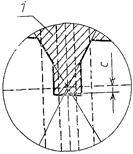
1 - отливка
Черт. 18
3.14. Проверка конусности калибров-колец по внутреннему диаметру
Конусность калибров-колец по внутреннему диаметру должна быть выдержана в пределах поля допуска внутреннего диаметра.
Проверку конусности калибров-колец по внутреннему диаметру проводят:
на приспособлении, аналогичном показанному на черт. 10, сравнением конусности по внутреннему диаметру с конусностью по среднему диаметру. Опорная поверхность основания приспособления в этом случае должна иметь цилиндрическую форму или площадку, которая охватывает не более двух витков резьбы;
при помощи специального индикаторного прибора (черт. 16) методом, аналогичным описанному в п. 3.12.3;
при помощи специального прибора (мод. 481к) методом, аналогичным описанному в п. 3.12.2.
3.15. Проверка наружного диаметра калибров-колец
Наружный диаметр калибров-колец проверяют одновременно с определением угла наклона боковой стороны профиля резьбы при помощи отливки на микроскопе или на приборе типа ДИП-1 аналогично проверке внутреннего диаметра калибров-пробок, описанной в п. 3.7.
При этом тело отливки должно находиться на точке пересечения нитей окулярной сетки или ниже (черт. 18).
При свинчивании контрольного калибра-пробки с кольцом контрольная плоскость контрольного калибра-кольца должна совпадать с плоскостью уступа (основной плоскостью) или не доходить до него в соответствии с нормами, установленными в соответствующих стандартах.
3.17.1. Натяг свинченной пары калибров определяют после свинчивания калибра-пробки с калибром-кольцом. Перед свинчиванием калибры должны быть тщательно очищены. Допускается слегка смазать калибры минеральным маслом. С целью уменьшения влияния масляной прослойки на величину натяга рекомендуется при этом произвести двух - трехкратное предварительное свинчивание калибров.
При измерении натяга предварительно резьбовую пару калибров свинчивают от руки. Для обеспечения плотного свинчивания применяют специальные приспособления: рычаг, в виде стержня, с длиной равной трехкратной величине диаметра калибра; специальное приспособление с падающим грузом.
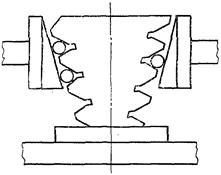
Натяг свинченной пары калибров в зависимости от конструкции калибра определяют по одной из схем, показанных на черт. 19 - 21 не менее чем в шести точках, расположенных на расстоянии 3 - 5 мм от края торца.
Черт. 19
Черт. 20
Черт. 21
За действительный натяг принимают среднее арифметическое из шести измерений. При этом отклонения натяга в каждой проверяемой точке не должны выходить за пределы, указанные в соответствующих стандартах на контролируемые калибры.
За отклонение от параллельности принимают наибольшую разность из шести измерений. Отклонения от параллельности контрольной плоскости припасованного калибра-кольца относительно контрольной плоскости калибра-пробки не должны превышать значений, указанных в соответствующих стандартах на контролируемые калибры.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
4.1. Положительные результаты контроля калибров при выпуске их из производства и после ремонта оформляются органами технического контроля предприятия-изготовителя в установленном порядке.
4.2. Положительные результаты контроля калибров, находящихся в эксплуатации, оформляются ведомственной метрологической службой по принятой на предприятии системе, согласованной с местными органами Госстандарта.
В обоснованных случаях допускается оформление положительных результатов контроля, находящихся в эксплуатации, осуществлять другими службами предприятий.
4.3. При отрицательных результатах контроля калибры запрещают к выпуску и применению. По принятой на предприятии системе калибры, не подлежащие ремонту, изымаются из обращения и применения или проводится повторный контроль после ремонта.
ПРИЛОЖЕНИЕ 1
Справочное
СПОСОБ ИЗГОТОВЛЕНИЯ ГИПСОВЫХ ОТЛИВОК ДЛЯ КОНТРОЛЯ КАЛИБРОВ-КОЛЕЦ
Проточки кольца (по наружному диаметру) заполняют вазелином или пушечным салом. Поверхность профиля резьбы, очищают от смазки.
К большему торцу кольца прикладывают шлифованную пластину толщиной не менее 5 мм. В кольцо закладывают форму, представляющую собой жестяную коробку, боковые стороны которой имеют зубцы, выпиленные по профилю измеряемой резьбы. Допускается использовать жестяную коробку без зубцов. При этом во избежание вытекания раствора наружные боковые поверхности замазываются пластилином по профилю резьбы.
Приготовляют в необходимом объеме раствор двухромовокислого калия (хромпика) из расчета 15 - 20 г хромпика на 1 л воды. Перед заливкой в раствор хромпика примешивают равное по объему количество химически чистого гипса.
Заливку проводят, когда размешанная масса будет достаточно однородной.
Отливку извлекают из кольца через 15 - 20 мин после заливки
ПРИЛОЖЕНИЕ 2
Справочное
РЕКОМЕНДАЦИИ ПРИ КОНТРОЛЕ ЭЛЕМЕНТОВ ПРОФИЛЯ РЕЗЬБЫ С ПОМОЩЬЮ СЛЕПКА
1. Измерения по слепку проводят в плоскости, близкой к диаметральной плоскости резьбового калибра.
2. При проверке элементов профиля резьбы по слепку каждый элемент измеряют не менее 3 раз в каждом сечении. За результат принимают среднее арифметическое значение из 3 измерений.
3. При арбитражной проверке измерения проводят не менее чем 2 оператора.
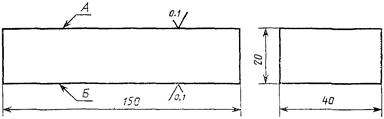
ПРИЛОЖЕНИЕ 3
Справочное
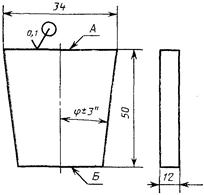
Черт. 22
1. Материал - сталь марки ШХ15 ГОСТ 801-78.
2. Твердость рабочих поверхностей - 58 ... 62 HRCэ.
3. Допуск плоскостности поверхностей А и Б - не более 0,3 мкм.
4. Допуск перпендикулярности поверхностей А и Б относительно оси симметрии - не более 0,01 мм.
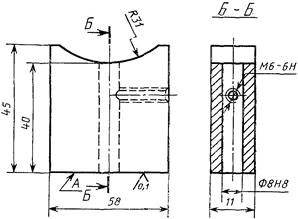
ПРИЛОЖЕНИЕ 4
Справочное
СПЕЦИАЛЬНАЯ УСТАНОВОЧНАЯ ПРОБКА
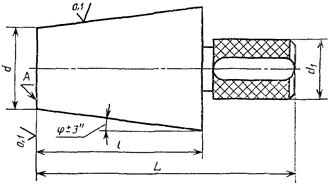
Черт. 23
1. Материал - сталь марки ШХ15 ГОСТ 801-78.
2. Твердость рабочих поверхностей 58 ... 62 HRCэ.
3. Допуск плоскостности поверхности A - не более 0,001 мм
4. Допуск перпендикулярности поверхности A относительно оси симметрии - не более 0,01 мм.
5. Предельные отклонения размера d ± 0,005 мм.
6. Размер d подсчитывается по формуле (27), размеры l, L и d1 - в зависимости от размера калибра.
ПРИЛОЖЕНИЕ 5
Справочное
ПЛОСКАЯ ПОДСТАВКА ПРИ КОНТРОЛЕ НА ОПТИМЕТРЕ КАЛИБРОВ-ПРОБОК
Черт. 24
1. Материал - сталь марки У8 ГОСТ 1435-74.
2. Твердость рабочих поверхностей - 56 ... 60 HRCэ.
3. Допуск плоскостности поверхностей А и Б - не более 0,002 мм.
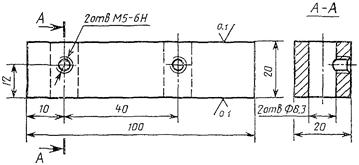
ПРИЛОЖЕНИЕ 6
Справочное
СПЕЦИАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОВЕРКИ НАРУЖНОГО И ВНУТРЕННЕГО ДИАМЕТРА КАЛИБРОВ-ПРОБОК
Черт. 25
1. Материал - сталь марки У8 ГОСТ 1435-74.
2. Твердость поверхности А - 56 ... 60 HRCэ.
3. Допуск плоскостности поверхности А - не более 0,002 мм.
4. При проверке конусности калибров-колец по внутреннему диаметру поверхность А должна иметь цилиндрическую форму или площадку, которая охватывает не более двух витков резьбы.
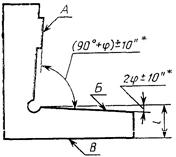
ПРИЛОЖЕНИЕ 7
Справочное
СПЕЦИАЛЬНЫЙ УГОЛЬНИК ДЛЯ ПРОВЕРКИ НАРУЖНОГО ДИАМЕТРА КАЛИБРОВ-ПРОБОК
___________
* j - угол уклона конуса.
Черт. 26
1. Маркировать размер l с точностью до 0,001 мм.
2. Материал - сталь марки ХВГ ГОСТ 5950-73.
3. Твердость поверхностей А, Б, В - 56 ... 60 HRCэ, шероховатость Ra = 0,1 мкм.
4. Допуск плоскостности поверхностей А, Б, В - не более 0,002 мм.
5. Габаритные размеры угольника не регламентированы и устанавливаются в зависимости от размеров калибра.
ПРИЛОЖЕНИЕ 8
Справочное
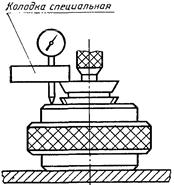
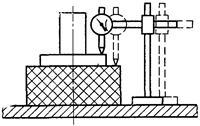
СПЕЦИАЛЬНАЯ КОЛОДКА ДЛЯ КОНТРОЛЯ НАТЯГА
Черт. 27
1. Материал - сталь марки 50 ГОСТ 1050-74
2. Твердость рабочих поверхностей - 45 ... 50 HRCэ.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ И ВНЕСЕНЫ Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛЬ
Г.С. Кудинова
2. УТВЕРЖДЕНЫ НПО «ВНИИМ им. Д.И. Менделеева» 16.06.87
3. ВЗАМЕН ГОСТ 12690-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 8.166-75 |
|
|
ГОСТ 1050-74 |
Приложение 8 |
|
ГОСТ 1435-74 |
|
|
ГОСТ 2475-62 |
|
|
Приложение 7 |
|
|
Вводная часть |
|
|
ГОСТ 6933-81 |
|
|
Вводная часть |
|
|
ГОСТ 8867-77 |
Вводная часть |
|
ГОСТ 9038-83 |
|
|
ГОСТ 9378-75 |
|
|
Вводная часть |
|
|
Вводная часть |
|
|
Вводная часть |
|
|
ГОСТ 10875-76 |
|
|
Вводная часть |
|
|
Вводная часть, 3.3.1 |
СОДЕРЖАНИЕ