ЗАКРЫТОЕ АКЦИОНЕРНОЕ
ОБЩЕСТВО
ИНСТИТУТ «СЕВЗАПЭНЕРГОМОНТАЖПРОЕКТ»
|
СТАНДАРТ |
СТО |
Детали и элементы
трубопроводов
атомных станций из сталей перлитного класса
на давление до 2,2 МПа (22 кгс/см2)
СОЕДИНЕНИЯ СВАРНЫЕ
Типы и размеры
СЗЭМП
2008
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения стандартов организаций - ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения»
Сведения о стандарте
1 РАЗРАБОТАН И ВНЕСЕН отделом НТД Института «Севзапэнергомонтажпроект»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом ЗАО «Институт «Севзапэнергомонтажпроект» от 27 марта 2008 г. № 044-Т
3 ВВОДИТСЯ ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом перечне действующей нормативно-технической документации института «Севзапэнергомонтажпроект»
Введение
Настоящий стандарт создан с целью систематизации требований нормативной базы Федеральной службы по экологическому, технологическому и атомному надзору к объектам стандартизации, и может применяться другими организациями в порядке и на условиях оговоренных ГОСТ Р 1.4-2004 (пункты 4.17 и 4.18).
С вводом в действие настоящего стандарта прекращает действие ОСТ 34-42-659-84 «Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Соединения сварные стыковые. Типы и размеры»
СТАНДАРТ ОРГАНИЗАЦИИ
|
Детали и элементы трубопроводов атомных станций из сталей перлитного класса на давление до 2,2 МПа (22 кгс/см2) СОЕДИНЕНИЯ СВАРНЫЕТипы и размеры |
1 Область применения
Настоящий стандарт распространяется на сварные стыковые и угловые соединения, применяемые для сборки трубопроводов (и их блоков) атомных станций (АС) из сталей перлитного класса, отнесённых правилами устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок - ПНАЭ Г-7-008 [1], утвержденными Госатомнадзором России, к группам В и С и присоединения указанных трубопроводов к оборудованию и трубопроводной арматуре.
Стандарт устанавливает основные типы сварных соединений, способы сварки, сварочные материалы, форму и конструкционные элементы подготовленных к сварке кромок изделий и размеры выполненных швов.
Стандарт соответствует требованиям ПНАЭ Г-7-008 [1], основным положениям по сварке и наплавке оборудования и трубопроводов АС - ПНАЭ Г-7-009 [2] и правилам контроля сварных соединений и наплавок ПНАЭ Г-7-010 [3], утвержденным Госатомнадзором России.
Настоящий стандарт может быть также применен при проектировании и изготовлении трубопроводов АС, на которые распространяют своё действие правила пара и горячей воды для объектов использования атомной энергии - НП-045 [4], утвержденные Госатомнадзором и Госгортехнадзором России или строительные нормы и правила - СНиП 3.05.05 [5], утвержденные Госстроем СССР.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
OCT 34-42-661-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °С для атомных электростанций. Отводы гнутые
ОСТ 34-42-662-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Трубы крутоизогнутые
ОСТ 34-42-663-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Отводы сварные
ОСТ 34-42-664-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Переходы точёные
ОСТ 34-42-665-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Переходы сварные листовые
ОСТ 34-42-666-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Заглушки плоские приварные
ОСТ 34-42-667-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Заглушки плоские приварные с рёбрами
ОСТ 34-42-668-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Фланцы плоские приварные с патрубком
ОСТ 34-42-670-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Ответвления штуцерами
ОСТ 34-42-671-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Штуцеры
ОСТ 34-42-672-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Кольца подкладные для ответвлений
OCT 34-42-673-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Тройники точёные равнопроходные
ОСТ 34-42-674-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Тройники переходные с усиленным штуцером
ОСТ 34-42-675-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Тройники сварные равнопроходные
ОСТ 34-42-676-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Тройники сварные переходные
ОСТ 34-42-677-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Тройники сварные равнопроходные с накладкой
ОСТ 34-42-678-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб < 2,2 МПа (22 кгс/см2) и t ≤ 350 °C для атомных электростанций. Тройники сварные переходные с накладкой
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены термины, определения и обозначения по СТО 79814898 107 [6].
4 Общие положения
4.1 Для изготовления трубопроводов групп В и С АС из сталей перлитного класса следует применять трубы по СТО 79814898 104 [7] и фасонные детали по ОСТ 34-42-661 - ОСТ 34-42-678
4.2 Подготовка труб и фасонных деталей под сварку, процессы сборки и сварки должны выполняться по производственно-технологической документации (ПТД), а контроль качества сварных соединений - по производственно-контрольной документации (ПКД), разрабатываемым предприятием-изготовителем (монтажной организацией) в соответствии с требованиями настоящего стандарта, ПНАЭ Г-7-009 [2], ПНАЭ Г-7-010 [3], СТО 79814898 107 [6] и технических условий.
4.3 Регламентируемые ПТД и ПКД операции должны выполняться квалифицированным и аттестованным на их выполнение персоналом.
4.4 Допускается объединение ПКД с ПТД.
5 Стыковые соединения
5.1 Сварку труб и фасонных деталей трубопроводов рекомендуется выполнять ручной дуговой, аргонодуговой и комбинированной сваркой.
Примечание - Комбинированная сварка: корень шва выполняется аргонодуговой сваркой, а заполнение разделки осуществляется ручной дуговой сваркой покрытыми электродами.
5.2 Типы сварных соединений для сварки труб и фасонных деталей, способы сварки и размеры сварных швов должны соответствовать ПНАЭ Г-7-009 [2] (пункт 12.3).
Применяемые сварочные материалы, в зависимости от способа сварки, выбираются по ПНАЭ Г-7-009 [2] (таблица 3).
5.3 Сварное соединение 1-17 (С-16) на остающемся подкладном кольце, как правило, не допускается. В исключительных случаях, оговорённых ПНАЭ Г-7-009 [2] (пункт 5.3.21), допускается применение указанного соединения в соответствии с требованиями ПНАЭ Г-7-009 [2] (пункты 5.3.22, 12.10 и 12.11).
5.4 Для сварки труб и фасонных деталей с трубопроводной арматурой следует применять типы сварных соединений согласно общим техническим требованиям к арматуре атомных станций - НП-068 [8] (пункт 2.3.7), утвержденным Ростехнадзором.
5.5 На чертежах трубопроводов и их блоков необходимо указывать тип сварного соединения в соответствии с обозначением, принятом в ПНАЭ Г-7-009 [2].
Допускается ссылка на настоящий стандарт без указания типов сварных соединений, если последние соответствуют 5.6.
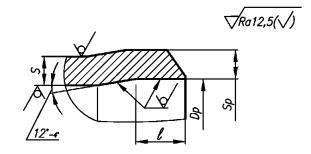
5.6 Конструкционные элементы подготовленных к сварке кромок:
- труб и фасонных деталей, поставляемых в составе трубопроводных блоков, в замыкающих блок торцевых сечениях;
- фасонных деталей трубопроводов, поставляемых отдельно,
за исключением случаев, когда иное не предусмотрено проектом трубопровода, должны быть выполнены в соответствии с рисунками 1 - 4 таблицы 1 и данными таблиц 4.1 и 4.2.
Примечание - Для фасонных деталей трубопроводов размеры подготовки кромок выбираются по таблицам 4.1 и 4.2 в зависимости от размеров присоединяемой трубы.
Таблица 1
|
Размеры стыкуемых труб или деталей |
Подготовка кромок под сварку |
||
|
Наружный диаметр Dн, мм |
Толщина стенки, мм |
||
|
1-22 (С-22) |
14 - 38 |
2 - 3 |
Рисунок 1 |
|
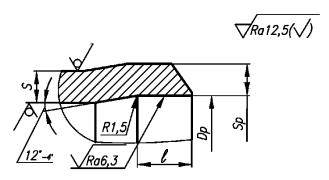
1-23 (С-23) |
57 - 159 |
3 - 6 |
Рисунок 2 |
|
1-24-1 (С-24-1) |
219 - 630 |
4 - 16 |
Рисунок 3 |
|
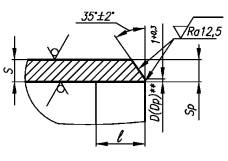
1-16 (С-17) |
720 - 1620 |
5 - 30 |
Рисунок 4 |
|
* По ПНАЭ Г-7-009 [2]. ** См. 7.1 |
|||

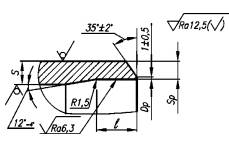
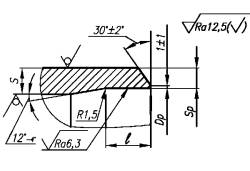
5.6.1 Радиус 1,5 мм обеспечивается инструментом.
5.7 Сварные соединения указанных в таблице 1 типов, должны быть выполнены в соответствии с рисунками 5 - 10 таблицы 2 и данными таблиц 4.1 и 4.2.
5.7.1 Рекомендуемые способы сварки и сварочные материалы приведены в таблице 3.
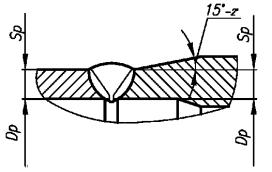
Таблица 2
|
Сборка под сварку |
Выполненный шов |
|
|
1-22 (С-22) 1-23 (С-23) |
Рисунок 5 |
Рисунок 6 |
|
1-24-1 (С-24-1) |
Рисунок 7 |
Рисунок 8 |
|
1-16 (С-17) |
Рисунок 9 |
Рисунок 10 |
|
* По ПНАЭ Г-7-009 [2]. |
||

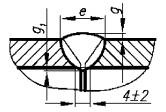
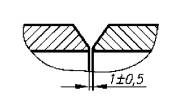
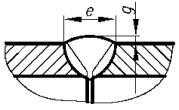
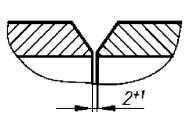
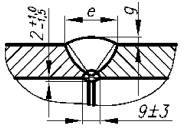
Таблица 3
|
Способ сварки |
Сварочные материалы** |
|
|
1-22 (С-22) |
Аргонодуговая |
Сварочная проволока Св-08ГС, Св-08Г2С |
|
1-23 (С-23) |
||
|
1-24-1 (С-24-1) |
Аргонодуговая (Dн 219 - 426 мм), Комбинированная (Dн 530 - 630 мм) |
Сварочная проволока Св-08ГС, Св-08Г2С Электроды марок УОНИИ 13/45, УОНИИ 13/45А, УОНИИ 13/55, ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-7А, ТМУ-21У |
|
1-16 (С-17) |
Аргонодуговая, ручная дуговая, комбинированная |
Сварочная проволока Св-08ГС, Св-08Г2С Электроды марок УОНИИ 13/45, УОНИИ 13/45А, УОНИИ 13/55, ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-7А, ТМУ-21У |
|
* По ПНАЭ Г-7-009 [2]. ** См. 5.7.2 |
||
5.7.2 Нормативно-техническая документация на применяемые сварочные материалы должна соответствовать ПНАЭ Г-7-009 [2] (приложение 1).
6 Угловые соединения
6.1 Приварка штуцеров по ОСТ 34-42-671, а также бобышек и патрубков DN ≤ 65, изготовляемых по рабочим чертежам, должна производиться с удалением корня шва по типам 2-03 (У-3) и 2-04 (У-4) ПНАЭ Г-7-009 [2].
6.2 Конструкция и размеры угловых сварных соединений приварки штуцеров к трубам и корпусам тройников должны соответствовать ОСТ 34-42-670, ОСТ 34-42-674 - ОСТ 34-42-678.
6.3 Сварку угловых сварных соединений равнопроходных тройников при наружном диаметре штуцера 89 мм и более и переходных тройников при наружном диаметре штуцера 89 мм и более при отношении наружных диаметров штуцера и корпуса более 0,7, рекомендуется выполнять с подваркой корня шва с внутренней стороны. Подварочный шов шириной от 6 до 8 мм выполнять ручной аргонодуговой сваркой с присадочной проволокой или ручной дуговой сваркой покрытыми электродами после частичного или полного удаления корня шва.
Подварку штуцеров DN ≤ 300 допускается не проводить при условии обеспечения сквозного проплавления.