ОАО «ГАЗПРОМ»
Дочернее открытое акционерное общество
Центральное конструкторское бюро нефтеаппаратуры
(ДОАО ЦКБН)
СТАНДАРТ ОРГАНИЗАЦИИ
СОСУДЫ, АППАРАТЫ И БЛОКИ ТЕХНОЛОГИЧЕСКИЕ УСТАНОВОК ПОДГОТОВКИ И ПЕРЕРАБОТКИ НЕФТИ И ГАЗА, СОДЕРЖАЩИХ СЕРОВОДОРОД И ВЫЗЫВАЮЩИХ КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ
Технические требования
СТО 00220575.063-2005
Москва 2005
Предисловие
1 РАЗРАБОТАН Дочерним открытым акционерным обществом «Центральное конструкторское бюро нефтеаппаратуры» (ДОАО ЦКБН)
Открытым акционерным обществом «ВНИИНЕФТЕМАШ» (ОАО «ВНИИНЕФТЕМАШ»)
Открытым акционерным обществом «Волгоградский научно-исследовательский и проектный институт технологии химического и нефтяного аппаратостроения» (ОАО «ВНИИПТхимнефтеаппаратуры»)
2 Экспертиза проведена в ТК 260 «Оборудование химическое и нефтегазоперерабатывающее» письмом № 7064-34-8-233 от 02.11.05 г.
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом ДОАО ЦКБН № 223 от 29.11.05 г.
4 ВЗАМЕН РД 26-02-63-87
5 В настоящем стандарте реализованы требования ОСТ 26.291-94, ОСТ 26.260.18-2004 и стандартов NACE MR 01-75-98, ТМ 01-77
6 СОГЛАСОВАН
РОСТЕХНАДЗОР
Письмом № 11-16/3497 от 02.11.05 г.
СОДЕРЖАНИЕ
|
4 Общие технические требования. 5 7 Требования к изготовлению.. 10 Приложение А. Специализированные научно-исследовательские организации - разработчики настоящего стандарта. 14 |
СТО 00220575.063-2005
СТАНДАРТ ОРГАНИЗАЦИИ
|
СОСУДЫ, АППАРАТЫ И БЛОКИ ТЕХНОЛОГИЧЕСКИЕ
УСТАНОВОК ПОДГОТОВКИ И ПЕРЕРАБОТКИ НЕФТИ И ГАЗА, Технические требования |
Дата введения 2005-12-05
1 Область применения
Настоящий стандарт распространяется на сосуды, аппараты и блоки технологические, проектируемые, изготавливаемые в соответствии с ОСТ 26291 и ОСТ 26.260.18, предназначенные для работы в средах, содержащих сероводород с парциальным давлением равным или более 0,0003 МПа и вызывающих коррозионное растрескивание.
Настоящий стандарт не распространяется на сосуды, аппараты и блоки технологические, работающие в средах, содержащие сероводород при парциальном давлении менее 0,0003 МПа или других средах.
ОАО НИИХИММАШ
Зарегистрировано № 240 2005-12-01
Заместитель Генерального директора
П.А. Харин
Сосуды, аппараты и блоки технологические в зависимости от парциального давления сероводорода (РН2S) и кислотности среды (рН) подразделяются на категории в соответствии с таблицей 1.
Таблица 1 - Категории сосудов и блоков технологических в зависимости от парциального давления сероводорода и рН среды
|
Парциальное
давление сероводорода |
Кислотность
среды |
|
|
I |
³ 1,0 |
без ограничения |
|
II |
менее 1,0 до 0,1 включ. |
£ 5,0 |
|
III |
« 1,0 до 0,01 » |
> 5,0 |
|
IV |
« 0,1 до 0,01 » |
£ 5,0 |
|
V |
« 0,01 до 0,0003 » |
без ограничения |
Категория сосуда, аппарата и блока технологического устанавливается организацией, разрабатывающей оборудование, в зависимости от парциального давления сероводорода, кислотности среды с учетом насыщенности поглотителя сероводородом (соотношение концентрации сероводорода и поглотителя), температуры и скорости потока в сосуде и указывается в техническом проекте.
Настоящий стандарт устанавливает технические требования к конструированию и изготовлению сосудов, аппаратов и блоков технологических категорий I, II, III, IV. Требования к конструированию и изготовлению сосудов, аппаратов и блоков технологических категории V должны соответствовать ОСТ 26291, ОСТ 26.260.18 и разделам 7.3, 7.6 настоящего стандарта.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты и технические условия:
|
Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности |
|
|
Проволока стальная сварочная |
|
|
Шероховатость поверхности. Параметры и характеристики |
|
|
Контроль неразрушающий. Соединения сварные. Радиографический метод |
|
|
Двуокись углерода газообразная и жидкая. Технические условия |
|
|
Трубы стальные бесшовные горячедеформированные. Технические требования |
|
|
Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования |
|
|
Флюсы сварочные плавленые. Технические условия |
|
|
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия |
|
|
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
|
|
Аргон газообразный и жидкий. Технические условия |
|
|
Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кг/см2). Конструкция и размеры |
|
|
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые |
|
|
Прокат листовой. Методы ультразвукового контроля |
|
|
Электроды вольфрамовые сварочные неплавящиеся. Технические условия |
|
|
Швы сварных соединений стальных сосудов и аппаратов, работающих под давлением. Методика магнитопорошкового метода контроля |
|
|
ОСТ 26-07-2071-87 |
Арматура трубопроводная из сталей, стойких к сульфидному коррозионному растрескиванию. Общие технические условия |
|
Сварка в химическом машиностроении. Основные положения |
|
|
Контроль неразрушающий. Цветной метод контроля сварных соединений, наплавленного и основного металла |
|
|
ОСТ 26-11-03-84 |
Швы сварных соединений сосудов и аппаратов, работающих под давлением. Радиографический метод контроля |
|
Поковки и штамповки сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля |
|
|
Блоки технологические для газовой и нефтяной промышленности. Общие технические требования |
|
|
ОСТ 26 291-94 |
Сосуды и аппараты стальные сварные. Общие технические условия |
|
Болты, шпильки, гайки и шайбы для фланцевых соединений |
|
|
Швы стыковых и угловых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля |
|
|
ТУ 5.965-11238-83 |
Флюсы марки ФП-33 и ФП-33М |
|
ТУ 14-1-2219-77 |
Проволока стальная сварочная марок Св-10НЮ и Св-10Х2М |
|
ТУ 14-1-4853-90 |
Прокат толстолистовой стойкий к коррозионному растрескиванию |
|
ТУ 14-1-3332-82 |
Сталь горячекатаная сортовая, стойкая к коррозионному растрескиванию. Опытная партия |
|
ТУ 14-3Р-55-2001 |
Трубы стальные бесшовные для паровых котлов и трубопроводов. Технические условия |
|
ТУ 14-3-1600-89 |
Трубы горячедеформированные из стали 20ЮЧ |
|
ТУ 14-3-1652-89 |
Трубы холоднодеформированные из стали 20ЮЧ |
|
ТУ 14-3-1745-90 |
Трубы бесшовные горячедеформированные из стали марки 20ЮЧ |
|
ТУ 14-170-173-91 |
Электроды покрытые металлические для ручной дуговой сварки марки АНО-ТМ/Н. Технические условия |
|
ТУ 26-0303-1532-84 |
Поковки из стали 20ЮЧ. Опытная партия |
|
ТУ 39.1401-89 |
Электроды покрытые металлические для ручной дуговой сварки марки АНО-ТМ. Технические условия |
|
ТУ 05764.417-013-93 |
Заготовки из стали марок 09ГСНБЦ, 09ХГН2АБ, 20КА, 08Г2МФА |
|
ТУ 108.948.02-85 |
Флюсы сварочные типов ФЦ-16 и ФЦ-16А |
|
Швы сварных соединений. Металлографический метод контроля основного металла и сварных соединений химнефтеаппаратуры |
|
|
Электрошлаковая сварка химнефтеаппаратуры из низколегированных и теплоустойчивых сталей |
|
|
Расчет на прочность элементов сосудов и аппаратов, работающих к коррозионноактивных сероводородосодержащих средах |
|
|
РД 26-17-049-85 |
Организация хранения, подготовки и контроля сварочных материалов |
|
РД 26-17-77-87 |
Сварка электродуговая ручная и автоматическая под флюсом сосудов и аппаратов из углеродистых и низколегированных повышенной прочности сталей |
|
Сварные соединения приварки люков, штуцеров и муфт. Основные типы, конструктивные элементы и размеры |
|
|
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением |
|
|
Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных |
|
|
Термическая обработка нефтехимической аппаратуры и ее элементов |
|
|
РТМ 26-238-81 |
Сварка электрошлаковая с регулированием термических циклов нормализованных сталей марок 16ГС, 09Г2С, 20К, 20ЮЧ |
|
Инструкция 929.25090.00227 (изменение 1, 1996 г.) г. Волгоград, ОАО «ВНИИПТхимнефтеаппаратуры» |
Технологическая инструкция. Исправление дуговой сваркой строчечных дефектов, выявляемых при изготовлении нефтехимической аппаратуры |
|
AWS A5.1-91 |
Электроды покрытые для дуговой сварки углеродистых сталей. Технические условия |
3 Определения
В настоящем стандарте применяются следующие понятия и определения.
3.1 Категория сосуда - условное деление сосудов на группы в зависимости от парциального давления сероводорода и кислотности среды. Группы сосудов отличаются требованиями к металлам, проектированию и изготовлению.
3.2 Парциальное давление - давление одного компонента в смеси газов. Парциальное давление каждого компонента равняется общему давлению, умноженному на мольную долю этого компонента.
3.3 Кислотность среды (рН) - показатель концентрации ионов водорода в водной фазе.
3.4 Кислая среда - все газы, газовый конденсат, нефть, вода, содержащие сероводород, когда парциальное давление сероводорода в газовой фазе равняется или превышает 0,0003 МПа.
3.5 Сульфидное коррозионное растрескивание (СКР) - хрупкое разрушение под действием растягивающего напряжения и коррозии в присутствии сероводорода и воды.
3.6 Нормализация - процесс термической обработки, заключающийся в нагреве стали на 30 - 50 °С выше верхней критической точки АС3, выдержке при этой температуре и охлаждении на воздухе.
3.7 Высокотемпературный отпуск для снятия остаточных напряжений - нагрев сварного соединения до температуры, обеспечивающей снижение предела текучести до уровня, при котором происходит полная или частичная релаксация остаточных напряжений.
3.8 Комбинированный способ сварки - способ, при котором для образования одного шва применяются несколько видов сварки.
4 Общие технические требования
4.1 Сосуды, аппараты и блоки технологические должны проектироваться, изготовляться и поставляться в соответствии с требованиями ПБ 03-576, ПБ 03-584, ОСТ 26 291, ОСТ 26.260.18, настоящего стандарта, технической и нормативной документации, утвержденной в установленном порядке.
4.2 Расчет на прочность сосудов, аппаратов выполняется в соответствии с РД 26-02-62.
4.3 Для корпусов сосудов и аппаратов, а также фланцев, патрубков, штуцеров и трубопроводов блоков из углеродистых и низколегированных кремнемарганцовистых и марганцовистых сталей, соприкасающихся с коррозионноактивными средами, прибавка на компенсацию коррозии принимается в зависимости от скорости коррозии, расчетного срока службы и определяется техническим проектом.
Для деталей внутренних устройств из углеродистых и низколегированных сталей, привариваемых к корпусам сосудов и аппаратов, должна быть учтена двухсторонняя прибавка на компенсацию коррозии.
5 Требования к конструкции
5.1 Конструкция сосуда и блока должна обеспечивать надежность и безопасность эксплуатации в течение расчетного срока службы и предусматривать возможность проведения технического освидетельствования, очистки, промывки, полного опорожнения, продувки, ремонта, эксплуатационного контроля основного металла и сварных соединений.
5.2 В сосудах и аппаратах должны применяться следующие типы выпуклых днищ:
- эллиптические с отношением высоты Н выпуклой части к диаметру Д Н = 0,25Д;
- полусферические.
5.3 При расположении отверстий в эллиптических и полусферических днищах должны соблюдаться следующие условия:
при S < 10 мм l ³ 0,1ДН;
при S ³ 10 мм l ³ 0,09ДВ + S,
где S - толщина днища,
ДН, ДВ - соответственно наружный и внутренний диаметр днища,
l - размер по проекции образующей по наружной поверхности днища (см. рисунок 1).
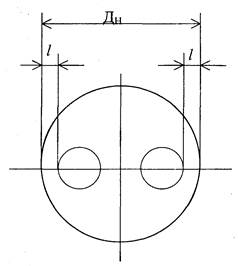
Рисунок 1
5.4 Конические днища и переходы должны применяться с отбортовкой независимо от центрального угла при вершине конуса.
Возможность применения конических днищ и переходов без отбортовки определяется разработчиком проекта по согласованию с разработчиком стандарта и при наличии расчета напряжений в местах перехода с учетом действия краевых моментов.
5.5 Плоские круглые приварные днища должны применяться только с отбортовкой.
5.6 Укрепление отверстий в обечайках и днищах выполняется с помощью избыточной толщины укрепляемых элементов и патрубков штуцеров. При этом толщина стенок патрубков штуцеров должны быть, как правило, не более толщины стенок укрепляемых элементов (обечаек, днищ).
В технически обоснованных случаях допускается превышение толщин стенок патрубков штуцеров над толщинами стенок укрепляемых элементов, при этом предельное допустимое отношение толщины стенки штуцера к толщине стенки обечаек, днищ не должно быть более 1,5.
В технически обоснованных случаях при разработке технического проекта допускается применение укрепляющих колец при толщине стенки укрепляемого элемента (обечайки, днища) до 35 мм.
5.7 Заготовки выпуклых днищ наружным диаметром до 4 м допускается изготавливать сварными из частей с расположением сварных швов согласно ОСТ 26291 (п. 1.4.2, рис. 2 а, б, в, г, д, к).
Для днищ наружным диаметром более 4 метров допускается применение заготовок по ОСТ 26291 (п. 1.4.2 рис. 2 е, ж, з, и, л).
5.8 Внутренние устройства в сосудах и аппаратах (тарелки, перегородки и др.) должны быть съемными или иметь лаз, позволяющий проведение осмотра всех сварных швов в период эксплуатации.
5.9 Присоединение трубопроводов к сосудам и аппаратам, а также установка на них приборов КиА должны осуществляться на фланцевых соединениях. Приборы КиА, имеющие резьбовые подсоединения, устанавливаются на сосуды, аппараты и трубопроводы на штуцер с заглушкой, в которую вварены муфта с резьбой, соответствующей резьбе прибора.
5.10 В сосудах, аппаратах, а также трубопроводах блоков должны применяться фланцы приварные встык.
5.11 К ответным фланцам блоков, сосудов и аппаратов должны быть приварены патрубки длиной не менее 200 мм. В технически обоснованных случаях ответные фланцы поставляются без приваренных патрубков.
5.12 Конструкция сварных соединений должна предусматривать получение сварных швов с полным проваром на всю толщину металла, что обеспечивается разделкой (скосом) свариваемых кромок.
Сварные швы должны быть, как правило, двусторонними. При невозможности доступа к обратной стороне шва следует применять аргонодуговую cварку корня шва. Применение остающихся подкладок, замковых соединений не допускается.
5.13 Приварка штуцеров, люков к корпусу аппарата должна выполняться без конструктивного зазора путем вварки на всю толщину стенки корпуса. Допускается приварка впритык односторонним швом патрубков, штуцеров Ду до 100 мм с последующим рассверливанием или растачиванием отверстия до нужного размера с удалением корня шва в соответствии с РД 26-18-8.
5.14 Сварные соединения ответвлений от трубопроводов блоков, транспортирующих коррозионно-активную среду, следует выполнять с помощью тройников.
В технически обоснованных случаях по согласованию с конструкторской организацией допускаются другие способы выполнения ответвлений.
5.15 Кольца жесткости, применяемые из условий устойчивости обечайки в местах установки седловых опор для горизонтальных аппаратов, должны устанавливаться снаружи.
5.16 Во всех накладках, укрепляющих кольцах, привариваемых непрерывным швом к корпусам или штуцерам сосудов и аппаратов, как снаружи, так и внутри, подкладных листах опор и подкладных листах под монтажные штуцера должны быть предусмотрены контрольные отверстия с резьбой М10.
Отверстия в накладках должны быть расположены таким образом, чтобы последующая приварка элементов металлоконструкций к накладкам не перекрывала отверстий.
5.17 Конструкция аппарата должна исключать наличие застойных зон. Патрубки слива (в нижней части) и выхода газа (вверху) должны быть выполнены заподлицо со стенкой аппарата.
5.18 В сосудах и аппаратах I, II, IV категорий предусматриваются штуцера для ввода средств контроля за коррозией и площадки УЗК (для всех категорий сосудов и аппаратов). Площадки УЗК, места установки штуцеров, их количество и размер в каждом конкретном случае определяются организацией-разработчиком и указываются в техническом проекте.
6 Требования к материалам
6.1 Для изготовления элементов аппаратов и блоков должны применяться материалы, обеспечивающие их надежную работу в течение расчетного срока службы с учетом заданных условий эксплуатации.
6.2 Выбор материалов зависит от наличия кислой среды, других компонентов в среде, условий эксплуатации, конструирования и изготовления.
6.3 В зависимости от категории сосуда, аппарата и блока технологического материал всех элементов должен соответствовать таблице 2.
6.4 Листовой прокат, трубы, поковки в состоянии поставки должны быть термообработаны. Режим термообработки и нормы механических свойств устанавливаются по нормативной документации, утвержденной в установленном порядке.
6.5 Все поковки и листовой прокат из углеродистых и низколегированных кремнемарганцовистых и марганцовистых сталей должны подвергаться ультразвуковому контролю. Объем испытаний и допускаемые дефекты должны соответствовать действующей нормативной документации на материалы.
6.6 Каждая труба должна проходить гидроиспытание. Допускается не производить гидравлическое испытание труб, если они подвергаются по всей поверхности контролю физическими методами (радиографией, УЗК или другими равноценными).
6.7 Для изготовления сосудов и аппаратов (включая теплообменные аппараты) трубы из сталей марок 10 и 20 должны приниматься с техническими требованиями по ГОСТ 550, ТУ 14-3Р-55.
6.8 Материал трубного пучка теплообменников назначается конструкторской организацией в каждом конкретном случае.
6.9 Другие детали теплообменника (фланцы, патрубки, внутренние устройства, крепеж и т.д.) должны быть изготовлены в соответствии с таблицей 2.
6.10 В технически обоснованных случаях, по согласованию с разработчиком данного стандарта (Приложение А), допускается применение других материалов с дополнительными требованиями по химсоставу, механическим свойствам, расчету на прочность и т.д.
Таблица 2 - Материалы элементов сосудов и блоков технологических в зависимости от категории
|
Категория аппарата |
||||||
|
I |
II |
IV |
III |
V |
||
|
Корпус, днища |
20ЮЧ ТУ 14-1-4853 09ГСНБЦ ТУ 05764.417-013 |
По ОСТ 26291 |
||||
|
Опоры, лапы, стойки, опорные листы |
По ОСТ 26 291 |
По ОСТ 26291 |
||||
|
Фланцы |
20ЮЧ ТУ 14-1-4853 20ЮЧ ТУ 26-0303-1532, ТУ 14-1-3332 09ГСНБЦ ТУ 05764.417-013 |
По ОСТ 26291 |
||||
|
Крышки-заглушки |
20ЮЧ ТУ 14-1-4853 09ГСНБЦ ТУ 05764.417-013 |
По ОСТ 26291 |
||||
|
Патрубки |
люк-лаз |
20ЮЧ ТУ 14-1-4853 09ГСНБЦ ТУ 05764.417-013 |
По ОСТ 26291 |
|||
|
штуцера |
20ЮЧ, 20ЮЧПВ ТУ 14-3-1600, ТУ 14-3-1652, ТУ 14-3-1745 |
|||||
|
Трубы |
внутренних змеевиков |
10, 20 ТУ 14-3Р-55, ГОСТ 550 |
10, 20 ГОСТ 8731 ТУ 14-3Р-55 |
|||
|
обвязки блоков |
20ЮЧ ТУ 14-3-1600, ТУ 14-3-1652, ТУ 14-3-1745; 20 ТУ 14-ЗР-55, ГОСТ 550 |
|||||
|
Внутренние устройства |
По ОСТ 26291 |
|||||
|
Крепеж |
наружный |
По ОСТ 26291, СТП 26.260.2043 |
||||
|
внутренний |
10Х17Н13М2Т, 08Х22Н6Т, 08Х21Н5М2Т СТП 26.260.2043 |
По ОСТ 26291, СТП 26.260.2043 |
||||
|
Арматура трубопроводная |
По ОСТ 26-07-2071 |
|||||
|
Примечания 1 Твердость всех видов проката и поковок не должна превышать 220 НВ. 2 Сталь марки 09ГСНБЦ должна быть проверена на стойкость к коррозионному растрескиванию по методике МСКР 01-85. Проверке подлежат 3 плавки металла. Результаты проверки факультативны и являются информационными. 3 Пределы применения стали марки 09ГСНБЦ: от минус 40 °С до плюс 350 °С и неограниченном давлении. |
||||||
6.11 Для сварки сталей 20ЮЧ, 09ГСНБЦ и их сочетания между собой в зависимости от вида сварки применяются сварочные материалы, приведенные в таблице 3.
Таблица 3 - Сварочные материалы для сварки сталей 20ЮЧ, 09ГСНБЦ и их сочетания между собой
|
ГОСТ или ТУ |
Назначение сварочных материалов |
|
|
Электроды покрытые УОНИИ-13/55 типа Э50А |
Ручная дуговая сварка |
|
|
АНО-ТМ |
ГОСТ 9466, ТУ 39.1401 |
|
|
АНО-ТМ/Н |
ГОСТ 9466, ТУ 14-170-173 |
|
|
FOX EV-50 E 7018 (Австрия) |
AWS A5.1 |
|
|
LB-52U E 7016 (Япония) |
AWS A5.1 |
|
|
Проволока сварочная |
Механизированная дуговая сварка плавящимся электродом в смеси защитных газов для приварки наружных и внутренних устройств |
|
|
Св-08Г2С, смесь аргона с углекислым газом |
||
|
Проволока сварочная Св-08ГСМТ, |
Автоматическая дуговая сварка под флюсом |
|
|
флюс АН-22, АН-43 или |
||
|
ФП-33 |
ТУ 5.965-11238 |
|
|
Проволока сварочная Св-10НЮ, |
ТУ 14-1-2219 |
|
|
флюс АН-22 или АН-47 |
||
|
Проволока сварочная Св-10НМА, |
||
|
флюс ФЦ-16А |
ТУ 108.948.02-85 |
|
|
Проволока сварочная Св-10Г2, |
Электрошлаковая сварка стали 20ЮЧ |
|
|
флюс АН-8 |
||
|
Проволока сварочная Св-10НЮ, |
ТУ 14-1-2219 |
|
|
флюс АН-22 |
||
|
Электроды вольфрамовые сварочные неплавящиеся, |
Аргонодуговая сварка корня шва при выполнении односторонних сварных соединений |
|
|
проволока сварочная Св-08Г2С, |
||
|
аргон газообразный сорт высший или первый |
6.12 Для сварки сталей 20ЮЧ, 09ГСНБЦ в сочетании с углеродистыми и низколегированными сталями, применяемыми в сосудах, аппаратах и технологических блоках для изготовления внутренних и наружных устройств, опор и т.п., допускается наряду с указанными сварочными материалами применять другие из числа рекомендуемых ОСТ 26291.
6.13 Хранение и подготовка сварочных материалов к использованию должны производиться в соответствии с РД 26-17-049.
6.14 На предприятии-изготовителе материалы до запуска в производство должны приниматься техническим контролем. При этом проверяется соответствие материалов требованиям чертежа, настоящего стандарта и стандартов на материалы.
7 Требования к изготовлению
7.1 Общие требования.
7.1.1 Технологический процесс изготовления сосудов, аппаратов и блоков технологических должен отвечать требованиям настоящего раздела с учетом требований ОСТ 26291, ОСТ 26.260.18.
7.1.2 Сварные швы карт, становящиеся продольными швами после вальцевания карты в обечайку, должны быть смещены относительно друг друга, как и продольные швы смежных обечаек, на величину трехкратной толщины наиболее толстого элемента, но не менее, чем на 100 мм между осями швов.
7.1.3 Установка штуцеров на продольных сварных швах корпусов сосудов и аппаратов не допускается.
7.1.4 Методы разметки не должны допускать повреждение рабочей (соприкасающейся со средой) поверхности деталей. Кернение допускается только по линии реза.
7.1.5 Прихватки на месте пересечения сварных швов не допускаются.
7.1.6 После удаления временных технологических креплений места их приварки должны быть зачищены механическим способом и проконтролированы на отсутствие трещин методами цветной или магнитопорошковой дефектоскопии в соответствии с ОСТ 26-5 и ОСТ 26-01-84.
7.1.7 Подготовка кромок стыковых соединений при толщине стали свыше 70 мм производится только механическим способом. При толщине менее 70 мм может применяться как механическая обработка, так и огневая резка с последующей зачисткой поверхности реза механическим способом на глубину не менее 1 мм от наиболее глубокой впадины реза. Шероховатость поверхности разделки кромок, подготовленных под сварку, должна быть не более Ra 12,5 мкм (Rz 80 мкм) по ГОСТ 2789-73.
7.1.8 Подготовка кромок на корпусах аппаратов под приварку штуцеров Ду до 25 мм включительно должна производиться механическим способом. Для приварки штуцеров большего диаметра и люков подготовку кромок допускается производить огневой резкой или воздушно-дуговой строжкой с последующей зачисткой поверхности реза механическим способом на глубину не менее 1 мм от наиболее глубокой впадины реза. Шероховатость поверхности разделки кромок - в соответствии с п. 7.1.7.
7.1.9 Огневая резка производится:
- без подогрева при температуре окружающего воздуха не ниже 0 °С;
- с подогревом 150 - 200 °С при температуре окружающего воздуха ниже 0 °С, но не ниже минус 30 °С.
7.1.10 Подготовленные под сварку кромки и прилегающая зона шириной не менее 50 мм контролируются визуально для выявления трещин, расслоений и других несплошностей.
Контроль сплошности основного металла, прилегающего к свариваемым кромкам, ультразвуковым методом выполняется:
- на листовом прокате толщиной свыше 36 мм в зоне, прилегающей к кромкам, шириной, равной толщине, но не менее 50 мм. При этом не допускаются дефекты при чувствительности контроля D3Э по ГОСТ 22727;
- независимо от толщины проката вокруг отверстия под приварку штуцеров «впритык» - зона шириной 100 мм, а также в области швов приварки укрепляющих колец по наружному периметру к корпусу и днищу, зона контроля шириной 100 мм располагается симметрично относительно шва. При этом не допускаются дефекты при чувствительности контроля D3Э по ГОСТ 22727;
- на поковках любых размеров (патрубки, фланцы) для мест, подлежащих приварке к другим деталям, а также прилегающих к ним зон шириной 100 мм, проводится ультразвуковой контроль сплошности в соответствии с ОСТ 26-11-09, при этом фиксируются и не допускаются дефекты площадью свыше 10 мм2, кроме того на площади диаметром 100 мм допускается не более трех фиксируемых дефектов.
В случае обнаружения недопустимых дефектов исправление их производится в соответствии с инструкцией 929.25090.00227 (изменение № 1 1996 г.) ВНИИПТ-химнефтеаппаратуры. При этом должны применяться сварочные материалы, указанные в п. 6.11 настоящего стандарта.
7.2 Требования к сварке.
7.2.1 При изготовлении сосудов, аппаратов, блоков технологических могут применяться следующие виды сварки:
- ручная дуговая покрытыми электродами;
- механизированная дуговая сварка плавящимся электродом в смеси защитных газов;
- автоматическая под флюсом;
- электрошлаковая;
- аргонодуговая неплавящимся электродом.
7.2.2 Технологическая документация на выполнение сварочных работ должна разрабатываться с учетом требований ОСТ 26291, настоящего стандарта и конструкторской документации.
7.2.3 Ручная дуговая сварка покрытыми электродами применяется при выполнении криволинейных швов и швов малой протяженности, когда применение механизированных способов сварки невозможно или нерационально - приварка штуцеров и люков, исправление дефектов сварных соединений, а также выполнение подварочных швов. Ручная дуговая сварка должна выполняться ниточными валиками шириной не более 3dэл., высота единичного валика (dэл + 1), где dэл - диаметр электрода, равный 3 - 4 мм. Каждый последующий валик должен перекрывать предыдущий на 1/3 ширины. При ширине разделки менее 12 мм заварка одного слоя выполняется за один проход. При увеличении ширины разделки количество проходов в одном слое соответственно увеличивается.
Конструктивные элементы сварных соединений, режим сварки и другие параметры технологического процесса должны соответствовать требованиям РД 26-17-77.
7.2.4 Автоматическая сварка под флюсом применяется при выполнении продольных и кольцевых швов сосудов и аппаратов, а также при выполнении подварочного (корневого) шва при комбинированном способе сварки.
Конструктивные элементы сварных соединений, техника и режимы автоматической сварки под флюсом должны соответствовать требованиям РД 26-17-77. Параметры режима автоматической сварки под флюсом следует выбирать из условия обеспечения величины погонной энергии не более 40 кДж/см.
7.2.5 Электрошлаковая сварка применяется при выполнении продольных швов обечаек и изготовлении заготовок днищ сосудов и аппаратов из стали 20ЮЧ.
Конструктивные элементы сварных соединений, техника и режимы электрошлаковой сварки должны соответствовать РД 24.942.02.
7.2.6 Аргонодуговая сварка неплавящимся электродом применяется при сварке корневого слоя односторонних швов, выполнении сварных соединений трубных проводок средств измерения, контроля и автоматизации, при обварке труб в трубных решетках теплообменной аппаратуры.
Техника и режимы аргонодуговой сварки неплавящимся электродом должны соответствовать ОСТ 26.260.3-2001.
7.2.7 При сварке кольцевых швов сосудов и аппаратов из стали 20ЮЧ с толщиной стенки 45 - 100 мм может применяться комбинированный способ, при котором корневой шов заваривается автоматической сваркой под флюсом, а остальное сечение шва - электрошлаковой сваркой. Конструктивные элементы сварных соединений, техника и режимы сварки комбинированным способом должны соответствовать РД 24.942.02.
При сварке комбинированным способом допускается применять сопутствующее охлаждение водовоздушной смесью в соответствии с РТМ 26-238.
При перерывах в процессе сварки и остывании сварного соединения ниже указанной температуры сварка возобновляется только после проведения повторного подогрева.
7.2.9 Приварку люков, штуцеров, патрубков к корпусу аппарата путем врезки рекомендуется выполнять в следующей последовательности:
- предварительный подогрев в соответствии с п. 7.2.8;
- сварка с внутренней стороны аппарата (первые два слоя - электродами диаметром 3 - 4 мм, последующие слои - электродами диаметром 4 - 5 мм);
- удаление корня этого шва с наружной стороны аппарата обработкой механическим способом или воздушно-дуговой строжкой с последующей зачисткой механическим способом поверхности строжки в соответствии с п. 7.1.8;
- сварка с наружной стороны аппарата.
7.2.10 При отсутствии доступа к сварному соединению изнутри аппарата, трубы сварка выполняется односторонним швом, корневой слой которого высотой 3 - 5 мм сваривается аргонодуговой сваркой неплавящимся электродом.
7.2.11 Основной металл в месте установки штуцера, патрубка впритык должен быть проконтролирован методом ультразвуковой дефектоскопии для выявления трещин, расслоений и других дефектов. Контролируемая зона - окружность диаметром, равным наружному диаметру штуцера плюс 100 мм.
Не допускаются дефекты при чувствительности контроля D3Э по ГОСТ 22727.
7.3 Требования к термической обработке.
7.3.1 Сосуды и аппараты после окончания всех сварочных работ, проведения контроля качества сварных соединений и устранения недопустимых дефектов с применением сварки подлежат обязательной объемной термообработке (высокотемпературному отпуску).
7.3.2 Сварные соединения трубопроводов обвязки аппаратов, блоков технологических подлежат термической обработке при наружном диаметре 57 мм и более.
7.3.3 В зависимости от вида сварки, которым выполнено сварное соединение, назначаются следующие виды термической обработки:
- сварные соединения, выполненные ручной дуговой сваркой, автоматической сваркой под флюсом - высокотемпературный отпуск для снятия остаточных напряжений;
- сварные соединения, выполненные электрошлаковой сваркой - нормализация с последующим высокотемпературным отпуском;
- сварные соединения, выполненные комбинированным способом с применением сопутствующего охлаждения - высокотемпературный отпуск для снятия остаточных напряжений;
- сварные соединения, выполненные комбинированным способом без применения сопутствующего охлаждения - нормализация с последующим высокотемпературным отпуском.
7.3.4 Режимы и технология проведения термической обработки - по РТМ 26-44.
7.3.5 Отчеты о проведении термической обработки, фиксирующие параметры ее режима, прилагаются к паспортам сосудов и аппаратов.
7.4 Требования к маркировке и клеймению.
7.4.1 После проведения термической обработки нанесение клейма или маркировки на корпусе сосуда ударным способом не допускается. При необходимости такая маркировка может быть нанесена на пластину, приваренную к корпусу рядом с фирменной табличкой до проведения термической обработки.
7.4.2 Клейма сварных швов трубопроводов, подвергаемых местной термической обработке, должны наноситься до ее проведения и находиться в зоне ее действия.
7.4.3 На наружной цилиндрической поверхности тарелки фланца допускается нанесение маркировки клеймами ударным способом.
7.5 Контроль качества сварных соединений
7.5.1 До проведения термической обработки сварные швы должны подвергаться контролю в объеме 100 % следующими методами в зависимости от типа сварных соединений и их размерных характеристик:
- продольные и кольцевые швы корпусов и аппаратов - радиографией или ультразвуковой дефектоскопией;
стыковые швы приварки фланцев к патрубкам штуцеров следующих условных диаметров Ду и соединений трубопроводов соответствующих диаметров:
- Ду менее 50 мм - цветной или магнитопорошковой дефектоскопией;
- Ду 50 мм до Ду 100 мм - радиографией;
- Ду 100 мм и более - радиографией или ультразвуковой дефектоскопией;
угловые швы вварки штуцеров следующих условных диаметров Ду и соединений трубопроводов соответствующих диаметров:
- Ду менее 100 мм - цветной или магнитопорошковой дефектоскопией;
- Ду 100 мм и более - радиографией или ультразвуковой дефектоскопией.
7.5.2 После проведения термической обработки контролю в объеме 100 % радиографией или ультразвуковой дефектоскопией подвергаются продольные и кольцевые швы корпусов сосудов и аппаратов, а также швы приварки люков и штуцеров с условным диаметром Ду более 100 мм.
7.5.3 Все сварные соединения сосудов, аппаратов, трубопроводов их обвязки и трубопроводов блоков технологических должны подвергаться контролю твердости переносными твердомерами после термической обработки. Твердость металла шва и зоны термического влияния не должна превышать 200 НВ.
7.5.4 Контрольные сварные соединения, выполняемые при сварке по единичным заказам сосудов, аппаратов, а также трубопроводов их обвязки и трубопроводов блоков технологических, или выполняемые при аттестации технологии сварки, должны соответствовать ОСТ 26291 и ОСТ 26.260.18 по количеству соединений, объему их контроля и нормам оценки качества. При этом контрольные сварные соединения сосудов и трубопроводов I и II категорий должны подвергаться металлографическим исследованиям.
7.5.5 Контроль качества сварных соединений должен выполняться в соответствии со следующей нормативной документацией:
- радиографический контроль - ГОСТ 7512, ОСТ 26-11-03;
- ультразвуковая дефектоскопия - ГОСТ 14782, ОСТ 26-2044;
- цветная дефектоскопия - ОСТ 26-5;
- магнитопорошковая дефектоскопия - ОСТ 26-01-84;
- металлографические исследования - РД 24.200.04.
Требования к качеству сварных соединений - по ОСТ 26291 для сосудов группы I и ОСТ 26.260.18 для трубопроводов.
7.5.6 Контроль качества сварных соединений другими методами, кроме указанных, - по ОСТ 26291 для сосудов группы I и ОСТ 26.260.18 для трубопроводов.
7.6.1 Консервация и окраска сосудов, аппаратов и блоков технологических, работающих в коррозионноактивных сероводородосодержащих средах, производится в соответствии с требованиями ОСТ 26291 и ОСТ 26.260.18 по технологии предприятия-изготовителя.
7.6.2 Наружные крепежные изделия должны быть защищены от атмосферной коррозии химникелевым покрытием, цинковым с хроматированием (Ц9Хр) или кадмиевым с хроматированием (KdXp) покрытиями.
7.6.3 В технически обоснованных случаях при разработке технического проекта дополнительные требования указываются в конструкторской документации.
7.6.4 Выбор системы покрытий, лакокрасочных материалов, цвета покрытий, консервационных материалов, покрытий крепежных изделий производится на стадии разработки технического проекта и отражается в техдокументации.
7.6.5 В соответствии с требованиями ОСТ 26291 к паспорту сосуда (аппарата) прикладывается свидетельство о консервации.
Приложение А
(обязательное)
Специализированные научно-исследовательские организации - разработчики настоящего стандарта
|
№ п/п |
Организация |
Специализация |
Адрес |
|
1 |
Дочернее открытое акционерное общество «Центральное конструкторское бюро нефтеаппаратуры» (ДОАО ЦКБН) |
Сосуды для газовой промышленности: проектирование, металловедение, технология и изготовление, коррозия, контроль, сварка, расчеты на прочность, техническое диагностирование и определение остаточного ресурса |
142110, г. Подольск, Московская обл., ул. Комсомольская, 28 |
|
2 |
ОАО «ВНИИНЕФТЕМАШ» |
Сосуды нефтеперерабатывающего, нефтехимического, газового машиностроения, работающие под давлением до 16 МПа (160 кгс/см2): проектирование, металловедение, изготовление, сварка, коррозия, расчеты на прочность, техническое диагностирование и определение остаточного ресурса |
113191, г. Москва, 4-й Рощинский проезд, 19/21 |
|
3 |
Открытое акционерное общество «Волгоградский научно-исследовательский и проектный институт технологии химического и нефтяного аппаратостроения» (ОАО «ВНИИПТхимнефтеаппаратуры») |
Сосуды: технология изготовления, сварка, контроль, термообработка, техническое диагностирование и определение остаточного ресурса |
400005, г. Волгоград, пр. Ленина, 90 Б |
|
Ключевые слова: стандарт организации, технические требования, установки подготовки и переработки нефти и газа, сосуды, аппараты, блоки технологические. |