ГОСТ Р 51775-2001
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОЛЕСНЫЕ ПАРЫ
СПЕЦИАЛЬНОГО ПОДВИЖНОГО СОСТАВА
Общие технические условия
ГОССТАНДАРТ РОССИИ
Москва
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 236 «Тепловозы и путевые машины» и Государственным унитарным предприятием «Всероссийский научно-исследовательский институт тепловозов и путевых машин» (ГУП ВНИТИ) МПС России
ВНЕСЕН Техническим комитетом по стандартизации «Тепловозы и путевые машины»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 6 июля 2001 г. № 261-ст
3 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
ГОСТ Р 51775-2001
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОЛЕСНЫЕ ПАРЫ
СПЕЦИАЛЬНОГО ПОДВИЖНОГО СОСТАВА
Общие технические условия
Wheel sets for the special-purpose rolling
stock.
General specifications
Дата введения 2002-01-01
1 Область применения
Настоящий стандарт устанавливает требования к приводным и неприводным колесным парам специального подвижного состава отечественного производства различного назначения: мотовозов, дрезин, специальных автомотрис, железнодорожно-строительных машин для строительства, ремонта и содержания железнодорожного пути (далее - СПС).
Настоящий стандарт не распространяется на колесные пары, изготавливаемые по ГОСТ 11018 и ГОСТ 4835.
Требования подпунктов 4.6.1.3 - 4.6.1.7, 4.6.2.6, пунктов 4.7.2 - 4.7.8, 4.7.10, 4.7.15, 4.7.17, 6.3.1, 6.3.2, 6.3.6, 6.3.11, 6.3.16, 6.5.4 настоящего стандарта обеспечивают соблюдение требований безопасности, установленных нормативно-правовыми актами Российской Федерации в сфере технического регулирования на железнодорожном транспорте.
(Измененная редакция, Изм. № 1).
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.0.003-74 Система стандартов безопасности труда. Опасные и вредные производственные факторы. Классификация
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 398-96 Бандажи из углеродистой стали для подвижного состава железных дорог широкой колеи и метрополитена. Технические условия
ГОСТ Р 52465-2005 Масло подсолнечное. Технические условия
ГОСТ 1643-81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски
ГОСТ 1758-81 Основные нормы взаимозаменяемости. Передачи зубчатые конические и гипоидные. Допуски
ГОСТ 2310-77 Молотки слесарные стальные. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4491-86 Центры колесные литые для подвижного состава железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 4835-2006 Колесные пары вагонов магистральных железных дорог колеи 1520 мм. Технические условия
ГОСТ 5267.10-90 Профиль для бандажных колец. Сортамент
ГОСТ 5791-81 Масло льняное техническое. Технические условия
ГОСТ 7931-76 Олифа натуральная. Технические условия
ГОСТ 8989-73 Масло конопляное. Технические условия
ГОСТ 9036-88 Колеса цельнокатаные. Конструкции и размеры
ГОСТ 10411-74 Оси для тепловозов железных дорог узкой колеи. Технические условия
ГОСТ 10791-2004 Колеса цельнокатаные. Технические условия
ГОСТ 11018-2000 Тяговый подвижной состав железных дорог колеи 1520 мм. Колесные пары. Общие технические условия
ГОСТ 13754-81 Основные нормы взаимозаменяемости. Передачи зубчатые конические с прямыми зубьями. Исходный контур
ГОСТ 13755-81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические эвольвентные. Исходный контур
ГОСТ 16202-81 Основные нормы взаимозаменяемости. Передачи зубчатые конические с круговыми зубьями. Исходный контур
ГОСТ 22780-93 (ИСО 1005-9-86) Оси для вагонов железных дорог колеи 1520 (1524) мм. Типы, параметры и размеры
ГОСТ Р 51175-98 Колеса зубчатые тяговых передач тягового подвижного состава магистральных железных дорог. Технические условия
ОСТ 32.63-96 Тяговый подвижной состав. Формирование колесных пар. Метод тепловой сборки
ОСТ 32.80-97 Машины путевые. Окрашивание. Общие технические условия
ОСТ 32.83-97 Колеса с дисковыми центрами тягового подвижного состава. Расчеты и испытания на прочность. Методические указания
ОСТ 32.88-97 Машины путевые. Оси колесных пар. Методика расчета на прочность
ОСТ 32.166-2000 Установка бандажного кольца в соединении бандажа с колесным центром. Технические требования
ГОСТ Р 51220-98 Колеса зубчатые тяговых передач тягового подвижного состава магистральных железных дорог. Заготовки. Общие технические условия
ГОСТ Р 52381-2005 Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава
ГОСТ 9.010-80 Единая система защиты от коррозии и старения. Воздух сжатый для распыления лакокрасочных материалов. Технические требования и методы контроля
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1012-72 Бензины авиационные. Технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 3134-78 Уайт-спирит. Технические условия
ГОСТ 6360-83 Масла МТ-16П и М-16ПЦ. Технические условия
ГОСТ 8420-74 Материалы лакокрасочные. Методы определения условной вязкости
ГОСТ 9070-75 Вискозиметры для определения условной вязкости лакокрасочных материалов. Технические условия
ГОСТ 10054-82 Шкурка шлифовальная бумажная водостойкая. Технические условия
ГОСТ 10597-87 Кисти и щетки малярные. Технические условия
ГОСТ 13837-79 Динамометры общего назначения. Технические условия
ГОСТ 21790-2005 Ткани хлопчатобумажные и смешанные одежные. Общие технические условия
ГОСТ 31334-2007 Оси для подвижного состава железных дорог колеи 1520 мм. Технические условия.
(Измененная редакция, Изм. № 1).
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
колесная пара: Узел в сборе, состоящий из оси с неподвижно установленными на ней двумя колесами (неприводная колесная пара) и включающий дополнительно одну или две зубчатые колеса, а также другие детали и сборочные единицы, которые не могут быть демонтированы без его расформирования (приводная колесная пара).
обод колеса: Бандаж составного или обод цельного колеса.
шейка оси: Часть оси для установки подшипника буксы.
подступичные части оси: Части оси под установку колес и зубчатого колеса.
предподступичная часть оси: Часть оси между шейкой и подступичной частью оси.
середина оси: Поперечная плоскость симметрии оси.
непостоянство диаметра в поперечном или продольном сечении посадочной поверхности: Разность между наибольшим и наименьшим диаметрами, измеренными в поперечном или продольном сечениях соответственно.
допуск непостоянства диаметра в поперечном или продольном сечении: Наибольшее допустимое непостоянство диаметра в поперечном или продольном сечениях соответственно.
формирование колесной пары: Технологический процесс установки методом тепловой или прессовой посадки на ось колес, зубчатого колеса и других деталей.
(Измененная редакция, Изм. № 1).
4 Технические требования
4.1 Неприводная колесная пара должна состоять из оси и двух колес (рисунок 1). Приводная колесная пара должна иметь дополнительно одну или две зубчатые колеса осевого редуктора (рисунок 2).
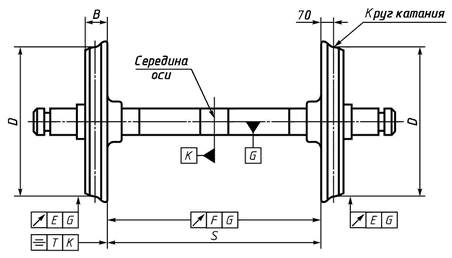
S - расстояние между внутренними торцами (гранями)
ободьев колес; В - ширина обода колеса;
K - плоскость симметрии оси; Т -
допуск симметричности размера S;
D - диаметр колес по кругу катания; Е
- допуск радиального биения круга катания колеса;
F - допуск торцевого биения внутреннего
торца обода колеса; G - ось центров
Рисунок 1 - Колесная пара в сборе (неприводная)
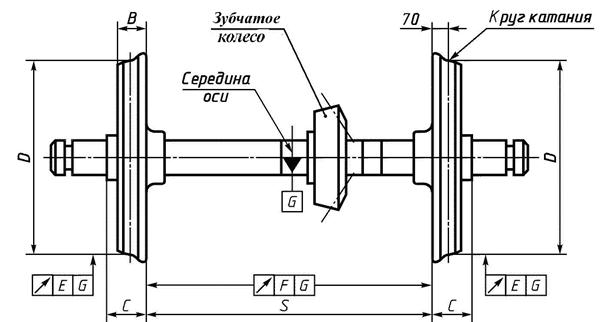
S
- расстояние между внутренними торцами (гранями) ободьев колес; В - ширина
обода колеса;
С - расстояние между упорным торцом предподступичной части оси и
внутренним торцом обода колеса;
D - диаметр колес по кругу катания; Е
- допуск радиального биения круга катания колеса;
F - допуск торцевого биения внутреннего
торца обода колеса; G - ось центров
Рисунок 2 - Колесная пара с зубчатым колесом осевого редуктора (приводная)
(Измененная редакция, Изм. № 1).
4.3 Требования к оси
4.3.1 Ось колесной пары должна соответствовать требованиям ГОСТ 10411, ГОСТ 31334, конструкторским и технологическим документам.
4.3.2 Упрочнение поверхности оси накатыванием проводят в порядке и по сечениям в соответствии с ГОСТ 30237 и типом выбранной оси.
4.3.3 Параметры шероховатости поверхностей оси должны быть:
- шеек под подшипники качения, подступичных частей под установку колес и подступичной части под установку зубчатого колеса - Ra* £ 1,25 мкм;
- средней части - Ra £ 2,5 мкм;
- торцов:
под упорные подшипники качения и скольжения - Ra £ 2,5 мкм;
нерабочих - Ra £ 6,3 мкм;
(Измененная редакция, Изм. № 1).
- галтелей:
подшипниковых шеек - Ra £ 1,25 мкм;
подступичных шеек - Ra £ 2,5 мкм.
* Здесь и далее допускается вместо параметра шероховатости Ra принимать соответствующий параметр RZ по ГОСТ 2789.
** Здесь и далее допускается вместо непостоянства диаметра в поперечном сечении измерять отклонение от круглости, вместо непостоянства диаметра в продольном сечении измерять профиль продольного сечения. Допуск круглости и профиля продольного сечения должен равняться половине значения допуска непостоянства диаметра в поперечном или продольном сечении.
0,03 - для шеек под подшипники качения при втулочной прессовой посадке подшипников;
0,02 - то же, при горячей посадке подшипников;
0,05 - подступичных и предподступичных частей оси под установку колес и зубчатого колеса. В случае конусообразности больший диаметр должен быть обращен к середине оси.
(Измененная редакция, Изм. № 1).
4.3.5 Допуск радиального биения поверхностей оси под подшипники качения, ступицы колес и зубчатого колеса относительно оси центров (рисунки 1 и 2) должен быть не более 0,05 мм.
(Измененная редакция, Изм. № 1).
4.3.6 Допуск торцевого биения торцов предподступичных частей оси должен быть не более 0,05 мм.
4.4.1 Колесо и его элементы должны соответствовать требованиям ГОСТ 398, ГОСТ 4491, ГОСТ 5267.10, ГОСТ 9036, ГОСТ 10791, [1], конструкторским и технологическим документам.
(Измененная редакция, Изм. № 1).
4.4.2 Разность значений твердости ободьев колес для одной колесной пары должна быть не более 24 НВ.
4.4.3 Разность размеров по ширине обода колеса (размер В, рисунки 1 и 2) должна быть не более 2 мм. Ширину бандажа составного колеса измеряют по окружности на расстоянии не менее 150 мм от крайних цифр маркировки.
4.4.4 Посадочные поверхности колеса и колесного центра
4.4.4.1 Параметры шероховатости должны быть:
- отверстия ступицы колеса или колесного центра:
при прессовом методе формирования - Ra £ 5 мкм;
при тепловом методе формирования - Ra £ 2,5 мкм;
- наружной поверхности колесного центра под посадку бандажа - Ra £ 5 мкм.
(Измененная редакция, Изм. № 1).
4.4.4.2 Допуск непостоянства диаметра должен быть, мм, не более:
0,05 - для отверстия ступицы колеса или колесного центра в поперечном и продольном сечениях. В случае конусообразности больший диаметр должен быть обращен к внутреннему торцу ступицы;
0,2 - для наружной поверхности обода колесного центра под посадку бандажа в поперечном сечении;
0,1 - то же, в продольном сечении.
В случае конусообразности направление конусности обода колесного центра должно совпадать с направлением конусности внутренней посадочной поверхности бандажа, а разность диаметров посадочной поверхности в продольном сечении должна быть не более 0,05 мм.
4.4.4.3 Допускаемое отклонение от номинального диаметра отверстия ступицы колеса и разность толщины ступицы колеса по торцам должны соответствовать требованиям ГОСТ 9036.
4.4.4.4 Окончательную подготовку посадочных поверхностей отверстия ступицы колеса (колесного центра) и оси проводят непосредственно перед формированием колесной пары.
4.4.5 Бандаж
4.4.5.1 Параметр шероховатости посадочной поверхности бандажа и выточки под бандажное кольцо должен быть Ra £ 5 мкм. На обработанной внутренней поверхности бандажа на расстоянии не менее 10 мм от упорного бурта черновины не допускаются. На остальной части посадочной поверхности бандажа допускается не более двух черновин общей площадью не более 16 см2 при максимальной длине не более 40 мм.
(Измененная редакция, Изм. № 1).
4.4.5.2 Радиусы сопряжения элементов профиля выточки бандажа под бандажное кольцо должны быть не менее 2,5 мм, радиус сопряжения посадочной поверхности и упорного бурта должен быть не менее 1,5 мм. Параметр шероховатости поверхностей выточки под бандажное кольцо и под упорный бурт должен быть Ra ≤ 10 мкм. На кромках выточки под бандажное кольцо, выходящих на внутреннюю посадочную поверхность бандажа и упорного бурта с двух сторон, должны быть фаски размером 1,5 мм под углом 45°. Допускается вместо фасок кромки скруглять радиусом 2 мм.
(Новая редакция, Изм. № 1).
4.4.5.3 Допуск непостоянства диаметра посадочной поверхности бандажа в поперечном сечении должен быть не более 0,2 мм, а в продольном сечении - не более 0,1 мм. В случае конусообразности посадочной поверхности бандажа направление конусности должно соответствовать требованиям к сопрягаемой поверхности колесного центра по 4.4.4.2.
4.4.6 Отклонение диаметра сопряжения бандажа с колесным центром от номинального значения не должно быть более плюс 3 мм и менее минус 1,5 мм.
4.4.8 Перед сборкой бандаж подвергают магнитной дефектоскопии для обнаружения дефектов на посадочной поверхности по [2].
(Измененная редакция, Изм. № 1).
4.4.9 Посадка бандажа на колесный центр
(Измененная редакция, Изм. № 1).
(Новая редакция, Изм. № 1).
4.4.9.3 Бандажное кольцо вводят утолщенной стороной в выточку бандажа непосредственно после его посадки. Устанавливать кольцо при бандаже, остывшем до температуры ниже 200 °С, не допускается. Прижимной бурт бандажа окончательно обжимают при температуре не ниже 100 °С на специальном прессе с усилием на ролик 440 до 490 кН (от 45 до 50 тс). После обжатия бурта бандажное кольцо должно быть плотно зажато в выточке без зазора по торцу. Допускается зазор между торцами кольца не более 2 мм.
(Измененная редакция, Изм. № 1).
4.4.9, 4.4.9.1 - 4.4.9.4. (Измененная редакция, Изм. № 1).
4.4.9.6 На контрольные отметки по 4.4.9.5 наносят контрольные полосы шириной от 12 до 15 мм: на бандаж (на всю его толщину) эмалью красного, а на обод колесного центра - белого (желтого) цвета.
4.5 Требования к зубчатому колесу
4.5.1 Зубчатое колесо должна соответствовать требованиям ГОСТ 1643, ГОСТ 1758, ГОСТ 13754, ГОСТ 13755, ГОСТ 16202, ГОСТ Р 51175, конструкторской и технологической документации.
4.5.2 Параметр шероховатости поверхности отверстия зубчатого колеса должен быть:
- при тепловом методе - Ra £ 2,5 мкм;
- при прессовом методе - Ra £ 5 мкм.
4.5.3 Допуск непостоянства диаметра отверстия зубчатого колеса в поперечном и продольном сечениях не должен быть более 0,05 мм. При наличии конусообразности отверстия зубчатого колеса направление конусности должно соответствовать направлению конусности посадочной поверхности оси.
4.5. (Измененная редакция, Изм. № 1).
4.6 Требования к формированию колесной пары
4.6.1 Прессовый метод формирования
4.6.1.1 Перед запрессовкой элементов колесных пар их подбирают по размерам. Рекомендуемое значение натяга при прессовом методе посадки - от 0,07 до 0,15 мм на каждые 100 мм диаметра сопрягаемых деталей с учетом обеспечения конечных усилий запрессовки по 4.6.1.4.
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1).
Класс точности самопишущего прибора должен быть не ниже 1,5, погрешность отображения диаграммы - не более 2,5 %, толщина линии записи - не более 0,6 мм, ширина диаграммной ленты - не менее 100 мм, масштаб записи по длине должен быть не менее 1:2, 1,0 мм по высоте диаграммы должен соответствовать усилию не более 24,5 кН (2,5 тс).
Усилие при запрессовке контролируют манометром класса точности не ниже 1,5.
Требования к технологии подготовки и установки элементов колесной пары, вспомогательных приспособлений - по [2], [3].
Посадочные поверхности оси и устанавливаемых на ней деталей тщательно очищают, насухо протирают и смазывают натуральной олифой по ГОСТ 7931 или термообработанным растительными маслами по ГОСТ 8989, ГОСТ 5791 и ГОСТ 1129. По согласованию с заказчиком допускается применять другие смазки.
(Измененная редакция, Изм. № 1).
4.6.1.4 Посадку колес и колесных центров, а также зубчатого колеса на ось проводят с конечными усилиями запрессовки, которые должны соответствовать указанным в таблице 1.
Таблица 1
В килоньютонах (тонно-силах)
|
Конечное усилие запрессовки на каждые 100 мм номинального диаметра посадочной поверхности |
||||||
|
колеса |
колесного центра |
оси |
||||
|
Рmin |
Pmax |
Рmin |
Pmax |
Рmin |
Pmax |
|
|
Ось: |
||||||
|
- приводная |
392 (40) |
636 (65) |
343 (35) |
491 (50) |
||
|
- неприводная |
382 (39) |
636 (65) |
294 (30) |
421 (43) |
- |
- |
|
Зубчатое колесо |
- |
- |
- |
- |
196 (20) |
294 (30) |
Скорость движения плунжера гидравлического пресса при запрессовке не должна превышать 3 мм/с.
(Измененная редакция, Изм. № 1).
Длина диаграммы запрессовки должна быть не менее 85 % теоретической длины L, вычисляемой по формуле
L = (L1 + H)i, (1)
где L1 - длина участка контакта ступицы колеса (колесного центра) с осью, мм;
H - дополнительное продвижение ступицы (если предусмотрено в конструкторских документах);
i - масштаб диаграммы по длине.
4.6.1.6 Допускаются следующие отклонения от нормальной формы диаграммы запрессовки:
а) в начальной точке диаграммы запрессовки - скачкообразное повышение усилия до 49 кН (5 тс) с последующим горизонтальным участком диаграммы до 5 % теоретической длины L;
б) в любой точке диаграммы запрессовки:
- наличие площадок или впадин на диаграмме, число которых должно соответствовать числу масляных канавок на ступице колеса (колесного центра);
- вогнутость кривой диаграммы запрессовки с непрерывным нарастанием усилия при условии, что вся кривая, кроме площадок или впадин, указанных выше, располагается выше прямой, соединяющей начальную точку диаграммы с конечной точкой, указывающей на шаблоне - диаграмме для конкретного типа оси минимально допускаемое усилие запрессовки Рmin;
в) в конце диаграммы запрессовки:
- горизонтальная прямая на участке, не превышающем 15 % теоретической длины диаграммы L, или падение усилия не более 3 % усилия запрессовки Р¢max на участке, не превышающем 10 % теоретической длины диаграммы L. Усилие запрессовки Р¢max вычисляют по формуле
Р¢max = (do/100)Рmax, (2)
где do - номинальный диаметр посадочной поверхности колеса, колесного центра или оси;
Рmax - максимальное конечное усилие запрессовки в соответствии с таблицей 1;
- скачкообразное повышение усилия, если в конструкции или технологией формирования предусмотрена запрессовка до упора в какой-либо элемент оси;
- колебание усилия с амплитудой не более 3 % усилия запрессовки Р¢max на участке, не превышающем 10 % теоретической длины диаграммы L.
4.6.1.7 Если конечное усилие запрессовки до 10 % меньше или больше предельного значения диапазона, установленного в таблице 1 (без учета допускаемого скачкообразного повышения усилия по 4.6.1.6, а), изготовитель в присутствии уполномоченного представителя заказчика должен провести проверку прессовой посадки трехкратным приложением контрольной осевой нагрузки в обратном направлении от усилия запрессовки. Для проверки уменьшенного конечного усилия запрессовки контрольная осевая нагрузка должна быть равна 1,2 фактического усилия запрессовки. Для проверки увеличенного конечного усилия запрессовки контрольная осевая нагрузка должна соответствовать максимальному усилию запрессовки, указанному в таблице 1.
(Новая редакция, Изм. № 1).
4.6.1.8 В случае, если получена неудовлетворительная диаграмма запрессовки колеса, центра или зубчатого колеса на ось, прессовое соединение бракуют и оно подлежит распрессовке. Распрессованное колесо, центр или зубчатое колесо допускается повторно запрессовывать на то же место при условии, что на посадочных поверхностях нет задиров. Запрессовывать колесо, центр или зубчатое колесо на ось без дополнительной механической обработки одной из сопрягаемых поверхностей разрешается не более двух раз.
(Измененная редакция, Изм. № 1).
4.6.1.9 Качество диаграммы запрессовки проверяют шаблоном-диаграммой (рисунок 3), выполненной по нормативному документу (далее - НД), утвержденному или согласованному национальным органом управления железнодорожным транспортом.
(Измененная редакция, Изм. № 1).
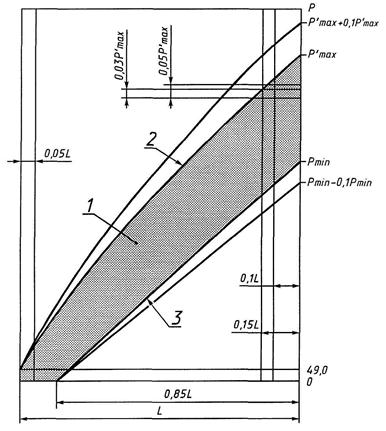
1 - поле
удовлетворительных диаграмм запрессовки;
2 - максимальная кривая; 3 - минимальная кривая
Рисунок 3 - Шаблон-диаграмма запрессовки
4.6.1.10 На бланке диаграммы запрессовки колеса (колесного центра) указывают:
- дату запрессовки;
- тип колесной пары;
- номер оси;
- диаметры сопрягаемых поверхностей;
- конечное усилие запрессовки;
- обозначение правой или левой стороны колесной пары;
- значение натяга;
- длину ступицы;
- порядковый номер диаграммы;
- фамилию и подпись прессовщика;
- фамилию и подпись мастера и контролера службы технического контроля;
- фамилию и подпись инспектора-приемщика МПС России.
4.6.1.11 Диаграммы принятых запрессовок хранят в течение 10 лет, забракованных - одного года.
4.6.2 Тепловой метод формирования
4.6.2.1 Порядок формирования соединения деталей колесных пар тепловым методом, подготовка поверхностей деталей и антикоррозионного покрытия - в соответствии с приложением А.
4.6.2.2 Рекомендуемое значение натяга при тепловом методе посадки:
для ходовых колес и колесных центров - от 0,85 ∙ 10-3 до 1,4 ∙ 10-3 диаметра сопряжения деталей;
для зубчатого колеса - от 0,5 ∙ 10-3 до 1,0 ∙ 10-3 диаметра сопряжения деталей.
4.6.2.1, 4.6.2.2. (Новая редакция, Изм. № 1).
4.6.2.3 (Исключен, Изм. № 1).
4.6.2.4 Посадочную поверхность оси покрывают антикоррозионным покрытием в соответствии с приложением А.
(Новая редакция, Изм. № 1).
Температура нагрева зубчатого колеса из легированной стали должна быть не выше 200 °С. Допускается температура нагрева зубчатого колеса из стали марки 55 Ф по ГОСТ Р 51220 не выше 260 °С.
Разность температур различных участков детали при ее нагревании должна быть не выше 10 °С.
4.6.2.6 Прочность каждого соединения должна быть проверена на сдвиг контрольной осевой нагрузкой:
(636 ± 20) кН [(65 ± 2) тс] - на каждые 100 мм диаметра подступичных частей оси под посадку ходовых колес (цельных и составных);
(491 ± 20) кН [(50 ± 2) тс] - на каждые 100 мм диаметра подступичных частей приводной оси под посадку колесных центров;
(421 ± 20) кН [(43 ± 2) тс] - на каждые 100 мм диаметра подступичных частей неприводной оси под посадку колесных центров;
(294 ± 20) кН [(30 ± 2) тс] - на каждые 100 мм диаметра подступичной части оси под посадку зубчатого колеса.
Сдвиг в соединении не допускается.
4.6.3 Комбинированный метод формирования
При комбинированном методе формирования колесной пары колесо (колесный центр) может быть посажено тепловым методом на ось, а зубчатое колесо - прессовым методом или зубчатое колесо может быть посажено на ось тепловым методом, а колесо (колесный центр) - прессовым методом.
4.6.4 Конструкцией колесной пары должны быть предусмотрены каналы для подачи масла под давлением в зону соединения колеса (колесного центра) и зубчатого колеса с осью для расформирования колесной пары (маслосъем). Рекомендуемый метод распрессовки соединения приведен в приложении Б.
4.6.2.5, 4.6.2.6, 4.6.3, 4.6.4. (Введены дополнительно, Изм. № 1).
4.7 Требования к колесной паре в целом
4.7.1 Номинальные размеры колесной пары (рисунки 1 и 2) должны быть:
S = 1440 мм;
В = 140 мм при использовании локомотивных колес, 130 мм при использовании вагонных колес.
Значения диаметров цельнокатаных колес (бандажей) приведены в таблице 2.
Таблица 2
В миллиметрах
|
600 |
650 |
710 |
860 |
950 |
957 |
1050 |
4.7.2 Параметры профилей ободьев колес должны соответствовать ГОСТ 9036 и ГОСТ 11018.
Допуск на ширину бандажа (обода) колеса В (рисунки 1,2) должен быть, мм:
![]() -
при В = 140 мм;
-
при В = 140 мм;
+3 - при В = 130 мм.
(Измененная редакция, Изм. № 1).
4.7.3 Разность диаметров D для одной колесной пары должна быть не более 0,5 мм.
4.7.4 Расстояние между внутренними торцами ободьев
колес S должно быть (![]() ) мм.
) мм.
4.7.5 Допуск торцевого биения внутренних торцов ободьев колес относительно оси центров должен быть не более 1,0 мм.
4.7.6 Допуск радиального биения круга катания колес относительно оси центров должен быть не более 0,5 мм.
4.7.7 Параметр шероховатости поверхности катания и гребней колес должен быть Ra £ 10 мкм, внутренних торцов ободьев колес - Ra £ 20 мкм.
4.7.9 Разность расстояний от внутренних торцов ободьев колес до торцов шеек или предподступичных частей оси (разность размеров С) для одной колесной пары не должна быть более 2,0 мм.
Допускается использовать в качестве базы ось К (рисунок 1). Допуск симметричности размера между внутренними торцами ободьев колес должен быть равен допускам на размер S.
4.7.11 Колесные пары должны быть окрашены в соответствии с требованиями [5].
(Измененная редакция, Изм. № 1).
4.7.12 К каждой колесной паре прилагают формуляр, в котором указывают:
- наименование (обозначение) колесной пары с указанием типа СПС;
- заводской номер колесной пары;
- наименование или условный номер предприятия-изготовителя;
- дату изготовления колесной пары;
- обозначение конструкторского документа колесной пары;
- данные по оси, цельным колесам, колесным центрам и бандажам (предприятие - изготовитель отливок, поковок, номер плавки), предприятие - изготовитель элементов колесной пары и обозначения их конструкторских документов.
В формуляре также указывают следующие размеры после чистовой обработки:
- диаметр колес по кругу катания;
- диаметры основных частей оси (шеек под подшипники качения и скольжения, предподступичных и подступичных частей, средней части оси);
- посадочные диаметры ступиц колес (колесных центров), зубчатого колеса;
- наружные посадочные диаметры колесных центров и внутренние посадочные диаметры бандажей (для составных колес);
- толщины гребней и ободьев (бандажей) колес;
- расстояние между внутренними торцами ободьев (бандажей) колес.
По согласованию с заказчиком к колесной паре вместо формуляра может быть приложен паспорт, с указанием в нем тех же данных.
(Измененная редакция, Изм. № 1).
4.7.13 На колесные пары после формирования наносят четкие знаки маркировки и клейма по [3].
Комбинированный метод формирования колесной пары обозначают знаками маркировки: ТК - при тепловом методе посадки колеса (колесного центра) и прессовом методе посадки зубчатого колеса на ось, ТЗ - комбинированный при тепловом методе посадки зубчатого колеса и прессовом методе посадки колеса (колесного центра) на ось. Клейма в форме круга с буквами, обозначающими метод формирования колесной пары: «Ф» - прессовый, «ФТ» - тепловой или «ТК», «ТЗ» - комбинированный устанавливают на правом торце оси.
(Измененная редакция, Изм. № 1).
При подтверждении соответствия после проведения сертификации колесные пары маркируют знаком соответствия (обращения на рынке) в местах, где размещают клейма, относящиеся к ремонту колесной пары, а также в формуляре. Если конструктивные особенности колесной пары не позволяют выполнить маркировку знака соответствия (обращения на рынке) на торце оси, знак соответствия (обращения на рынке) ставят на другую поверхность, указанную в конструкторской документации или только в формуляре.
(Измененная редакция, Изм. № 1).
Коэффициент запаса сопротивления усталости оси не менее:
2,0 - для буксовой шейки и предподступичной части;
1,3 - для подступичной части;
1,2 - для заподступичной и средней части.
Коэффициент запаса сопротивления усталости колеса (цельного или составного), не менее 1,3.
(Новая редакция, Изм. № 1).
4.7.17 Электрическое сопротивление колесной пары должно быть не более 0,01 Ом.
(Введен дополнительно, Изм. № 1).
5 Правила приемки
5.1 Для проверки соответствия колесных пар требованиям настоящего стандарта, конструкторской и технологической документации проводят приемосдаточные (ПС), периодические (П) и типовые (Т) испытания.
Контролируемые параметры, виды и методы испытаний приведены в таблице 3.
Таблица 3
|
Пункт стандарта, содержащий требования, которые проверяют при испытаниях |
Метод испытаний |
||||||
|
приемосдаточных |
периодических |
Типовых |
|||||
|
Внешний вид и качество обработки поверхностей |
|||||||
|
Геометрические размеры и их отклонения, форма |
4.3.4, 4.3.5, 4.3.6, 4.4.3, 4.4.4.2, 4.4.4.3, 4.4.5.2, По 4.4.5.3, 4.4.6, 4.5.3, 4.7.1, 4.7.2 - 4.7.6, 4.7.9 |
||||||
|
Качество накатывания поверхностей |
- |
- |
6.4.2 (П) |
||||
|
Химический состав и механические свойства |
|||||||
|
Наличие дефектов |
6.3.4 (ПС) |
||||||
|
Ультразвуковой и магнитный контроль |
6.3.5 (ПС) |
||||||
|
Статический дисбаланс |
6.3.6 (ПС) |
||||||
|
Значение натяга сопрягаемых поверхностей |
|||||||
|
Температура нагрева сопрягаемых поверхностей |
6.3.10 (ПС) |
||||||
|
Прочность (плотность) посадки |
|||||||
|
Профиль ободьев колес (бандажей) по кругу катания |
6.3.13 (ПС) |
||||||
|
Усадка колесного центра вследствие пластической деформации |
- |
6.5.1 (Т) |
|||||
|
Изменение размера S от нагрева при колодочном торможении и уменьшении толщины бандажей (ободьев) колес |
- |
||||||
|
Сопротивление усталости, безотказность деталей и их сопряжений |
- |
6.5.4 (Т) |
|||||
|
Маркировка и клеймение |
6.3.14 (ПС) |
||||||
|
Качество окраски |
6.3.15 (ПС) |
||||||
|
Электрическое сопротивление |
6.3.16 (ПС) |
||||||
(Измененная редакция, Изм. № 1).
5.2 Приемосдаточные испытания
5.2.1 Приемосдаточные испытания деталей колесной пары (4.2 - 4.4) и колесной пары в сборе проводят до их окраски с предъявлением формуляра колесной пары, диаграмм проверки колес на сдвиг при тепловом методе формирования или диаграмм запрессовки.
(Измененная редакция, Изм. № 1).
5.2.2 На деталях и колесной паре, прошедших приемосдаточные испытания, должны быть видны невооруженным взглядом знаки маркировки и клейма.
5.2.3 В случае несоответствия хотя бы одному проверяемому требованию детали колесной пары и колесную пару бракуют.
5.3 Периодические испытания
5.3.1 Периодические испытания проводят не реже одного раза в год в объеме приемосдаточных испытаний, при этом дополнительно контролируют:
- качество обработки поверхностей с применением методов контроля по 6.4.1 - на двух деталях каждой конструкции колесной пары;
- прочность соединения бандажа с колесным центром с применением методов контроля по 6.4.3 - на одной колесной паре каждой конструкции.
5.3.2 При неудовлетворительных результатах периодических испытаний хотя бы по одному из проверяемых требований испытания по этому требованию повторяют на удвоенном числе деталей и (или) колесных пар.
В случае неудовлетворительных результатов повторных испытаний приемку колесных пар прекращают до устранения вызвавших их причин.
5.4 Типовые испытания
5.4.1 Типовые испытания проводят при:
- изменении конструкции (толщины обода, диска или ступицы, формы и геометрии диска, спицы);
- применении материалов (оси, колесного центра, колеса, бандажа) с измененными механическими свойствами;
- изменении технологического процесса изготовления деталей колесной пары, метода формирования колесной пары;
- установке колесной пары на другой тип СПС с более высокой осевой нагрузкой или (и) конструкционной скоростью;
- изменениях в тормозной системе.
5.4.2 Условия проведения типовых испытаний должны соответствовать условиям эксплуатации колесных пар по основным параметрам (статическая и динамическая нагрузки от колесной пары на рельсы, скорость движения, сила тяги и торможения).
5.4.3 Типовые испытания проводят в объеме приемосдаточных испытаний с дополнительным контролем:
- напряженного состояния и оценкой усталостной (статической) прочности деталей колесной пары;
- сопротивления усталости оси, цельных и составных колес;
- отсутствия повышенной усадки (более 20 % максимального натяга) обода колесного центра вследствие пластических деформаций после сборки с бандажом;
- изменения расстояния между внутренними торцами ободьев колес (бандажей) вследствие нагрева при колодочном торможении и уменьшения толщины обода колеса (бандажа) вследствие износа и ремонтных обточек;
- прочности зубьев зубчатого колеса;
- прочности соединения колесных центров с бандажами и оси с колесом (зубчатым колесом).
(Измененная редакция, Изм. № 1).
6 Методы контроля
6.1 Соответствие заготовок, готовых деталей и колесной пары в сборе требованиям раздела 4 настоящего стандарта при приемосдаточных, периодических и типовых испытаниях проверяет аттестованный персонал изготовителя с участием, при необходимости, представителя заказчика.
6.2 Результаты испытаний колесной пары и ее деталей фиксируют в техническом паспорте.
6.3 Методы контроля при приемосдаточных испытаниях
6.3.3 Механические свойства и химический состав металла деталей колесных пар подтверждает поставщик заготовок. При необходимости контролируют механические свойства и проводят химический анализ на соответствие ГОСТ 398, ГОСТ 4491, ГОСТ 10791, ГОСТ 31334, ГОСТ Р 51175.
(Измененная редакция, Изм. № 1).
6.3.5 Отсутствие внутренних и поверхностных дефектов оси, колесного центра (колеса), бандажа и зубчатого колеса проверяют методами магнитной дефектоскопии по [2] и ультразвукового контроля в соответствии с ГОСТ 398, ГОСТ 4491, ГОСТ 10791.
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1).
6.3.11 Прочность посадки деталей колесной пары проверяют:
- при прессовом методе посадки - шаблоном-диаграммой по длине, форме диаграммы запрессовки по 4.6.1.5, 4.6.1.6 и ее соответствию конечным усилиям запрессовки, указанным в таблице 1;
- при тепловом методе посадки - трехкратным приложением к соединению регламентированной контрольной осевой (сдвигающей) нагрузки по 4.6.2 с записью диаграммы нагружения.
(Измененная редакция, Изм. № 1).
6.3.12 Плотность посадки бандажа и обжатия бандажного кольца проверяют после остывания колеса по звуку от ударов слесарным молотком по ГОСТ 2310 по поверхности катания и бандажному кольцу в разных точках. Глухой звук не допускается.
6.3.13 Профиль ободьев колеса (бандажа) проверяют шаблоном, соответствующим конструкторским документам на конкретную колесную пару. Предельные отклонения на размеры шаблона ±0,1 мм. В допускаемый зазор между шаблоном и профилем обода колеса не должен проходить щуп толщиной более 0,5 мм по поверхности катания и толщине гребня, 1 мм - по высоте гребня, при этом шаблон должен быть прижат к внутреннему торцу бандажа (обода колеса). Допускается зазор 0,5 мм между концом шаблона и внутренней гранью обода при отсутствии просвета между шаблоном и поверхностью катания.
(Измененная редакция, Изм. № 1).
6.3.15 Методы контроля качества окраски колесных пар - по [5].
(Измененная редакция, Изм. № 1).
6.3.16 Порядок проверки электрического сопротивления на колесной паре - в соответствии с приложением В.
(Введен дополнительно, Изм. № 1).
6.4 Методы проверки показателей при периодических испытаниях
6.4.2 Для проверки качества накатывания поверхностей оси вырезают продольные шлифы в шейке, подступичной части и галтельных зонах оси. Степень повышения поверхностей твердости определяют по [6].
(Измененная редакция, Изм. № 1).
6.4.3 Механические свойства металла колес, колесных центров и бандажей на соответствие требованиям НД проверяют на вырезанных из них образцах по ГОСТ 398, ГОСТ 4491, ГОСТ 10791. Допускается предприятиям, формирующим колесную пару, удостоверять соответствие механических свойств металла требованиям НД сертификатом изготовителя заготовок колес, колесных центров и бандажей.
6.5 Методы контроля показателей при типовых испытаниях колесных пар
6.5.1 Усадку колесного центра (уменьшение фактического натяга) определяют измерением диаметров посадочных поверхностей сопрягаемых деталей в трех плоскостях под углом 120° перед посадкой и после снятия бандажа. Уменьшение натяга должно быть не более предусмотренного в 4.4.9.1.
6.5.4 Сопротивление усталости и безотказность оси, колес, колесных центров с бандажами, качество соединения колес (колесных центров) с осью, качество посадки зубчатого колеса, прочность посадки бандажа на колесный центр проверяют по [7], [8].
(Измененная редакция, Изм. № 1).
7 Транспортирование и хранение
7.1 Колесные пары и их элементы перевозят на платформах или автомашинах, располагая их симметрично продольной оси транспортного средства. После погрузки на платформу или в автомашину колесные пары укрепляют деревянными клиньями, прибитыми к доскам - прокладкам, прикрепленным к полу платформы (кузова). Для предотвращения ударов колесных пар друг о друга их прочно привязывают к полу стальной отожженной проволокой диаметром 6 мм.
7.2 Перед транспортированием и при хранении колесных пар шейки осей и зубья зубчатых колес покрывают антикоррозионным составом и защищают предохранительными щитками из деревянных планок, нанизанных на проволоку или веревку или прибитых к металлической или киперной ленте. При хранении дополнительно обертывают шейки и зубчатые колеса мешковиной или пергамином.
Состояние антикоррозионного покрытия при хранении колесных пар проверяют ежемесячно.
7.3 При перевозке и хранении колесных пар и их элементов запрещается:
- касаться металлическими предметами шеек оси;
- сбрасывать колесные пары и их элементы с платформ или автомашин;
- ударять друг о друга или устанавливать колесные пары одна на другую;
- привязывать проволоку за шейку оси при укреплении колесных пар;
- захватывать крюками и цепями подъемных механизмов шейки и предподступичные части осей колесных пар;
- хранить колесные пары на земле без установки на рельсы (подкладки).
7.4 На каждую колесную пару отправитель прикрепляет металлическую или деревянную табличку с выбитыми или нанесенными краской наименованием отправителя, датой отправки, номером колесной пары и реквизитами получателя.
8 Гарантии изготовителя
8.1 Изготовитель гарантирует соответствие готовых колесных пар требованиям настоящего стандарта при условии соблюдения правил эксплуатации, транспортирования и хранения.
8.2 Гарантийный срок эксплуатации колесной пары по прочности сопряжений - 10 лет.
В случае переформирования колесной пары гарантия прекращается.
8.3 Гарантийный срок эксплуатации деталей колесной пары:
- осей - по ГОСТ 31334;
- цельных колес - по ГОСТ 10791;
- колесных центров - по ГОСТ 4491;
- бандажей - по ГОСТ 398;
- других деталей (зубчатое колесо и др.) - по НД на конкретную деталь.
(Измененная редакция, Изм. № 1).
9 Требования безопасности труда и охрана окружающей среды
9.1 Безопасность труда при изготовлении деталей, формировании и погрузке колесных пар СПС - по ГОСТ 12.3.002.
9.2 Защита работающих и охрана окружающей среды от воздействия опасных и вредных производственных факторов при проведении работ по формированию колесных пар - по ГОСТ 12.0.003.
9.3 Концентрация вредных веществ и уровни опасных и вредных производственных факторов на рабочих местах в производственных помещениях не должны превышать предельно допустимых значений по ГОСТ 12.1.005.
9.4 Технологические операции, являющиеся источником выделения вредных веществ (окраску, очистку, обмывку), проводят в помещениях, оборудованных вытяжной вентиляцией.
Приложение А
(обязательное)
Порядок
формирования соединений деталей колесных пар тепловым методом,
подготовка поверхностей и антикоррозионного покрытия
А.1 Порядок формирования соединений деталей колесных пар
Формирование соединений деталей колесных пар выполняют в следующей последовательности:
- подбирают составные части, предназначенные для формирования, по значениям диаметров для обеспечения требуемого натяга;
- подготавливают антикоррозионное покрытие и посадочные поверхности деталей;
- наносят покрытие на поверхность оси;
- проводят сушку нанесенного слоя покрытия;
- проводят контроль качества антикоррозионного покрытия;
- проводят формирование соединения;
- проводят контроль качества соединения.
А.2 Требования к антикоррозионному покрытию
Антикоррозионное покрытие должно удовлетворять следующим требованиям:
- обеспечивать снижение интенсивности разрушения сопряженных поверхностей ось - ступица от действия фреттинг-коррозии;
- обеспечивать требуемую прочность соединения при температуре в зоне сопряжения от минус 60 °С до 70 °С в течение всего периода эксплуатации;
- не препятствовать замыканию электрических рельсовых цепей;
- не снижать усталостную прочность оси и обеспечивать устойчивость к образованию трещин.
А.3 Подготовка антикоррозионного покрытия и посадочных поверхностей деталей
А.3.1 При формировании колесной пары используют следующие антикоррозионные покрытия: натуральную олифу по ГОСТ 7931, подсолнечное масло по ГОСТ Р 52465, льняное масло по ГОСТ 5791, лак Ф-40 по НД изготовителя.
А.3.2 Растительное масло (подсолнечное или льняное) подвергают термообработке. Для этого его выдерживают 2 - 3 ч при температуре 140 °С - 150 °С.
После охлаждения до температуры не выше 20 °С масло должно отстояться не менее 48 ч. Осадок масла не используют.
А.3.3 При подготовке лака проверяют его условную вязкость. Условная вязкость лака Ф-40 - время его непрерывного истечения из вискозиметра по ГОСТ 9070 должна быть от 12 до 17 с. Вязкость лака Ф-40 определяют согласно ГОСТ 8420 вискозиметром по ГОСТ 9070 и секундомером по НД изготовителя.
А.3.4 Посадочные поверхности деталей при наличии следов коррозии очищают от пятен коррозии шкуркой по ГОСТ 10054, зернистостью не более Р220 по ГОСТ Р 52381. При этом очищаемые поверхности смазывают машинным маслом по ГОСТ 6360.
А.3.5 Поверхность оси или удлиненной ступицы колесного центра, подлежащую покрытию, предварительно промывают уайт-спиритом по ГОСТ 3134 или авиационным бензином по ГОСТ 1012 безворсовой салфеткой по ГОСТ 21790 и просушивают на воздухе от 5 до 10 мин. После промывки поверхность оси или удлиненной ступицы колесного центра обезжиривают ацетоном по ГОСТ 2768 и просушивают на воздухе от 5 до 10 мин.
А.4 Нанесение покрытия на поверхность оси
А.4.1 Температура окружающей среды при нанесении на ось растительного масла и олифы должна быть не ниже 5 °С, при нанесении лака Ф-40 - не ниже 15 °С.
А.4.2 Олифу или растительное масло наносят на поверхность оси краскораспылителем, кистью КМ1 по ГОСТ 10597 или безворсовой салфеткой по ГОСТ 21790 перед посадкой деталей на ось.
А.4.3 Для краскораспылителя применяют сжатый воздух по ГОСТ 9.010, группа 1.
А.4.5 Хлопья лака, образующиеся при нанесении лака Ф-40, не должны попадать на посадочную поверхность.
А.5 Сушка нанесенного слоя покрытия
А.5.1 Для сушки нанесенного слоя олифы или растительного масла ось (или часть оси, на которую нанесено покрытие) или удлиненную ступицу колесного центра необходимо нагреть в электрической печи до температуры 130 °С - 140 °С и выдержать при этой температуре 3,5 - 4 ч.
А.5.2 Полимеризацию лака Ф-40 проводят от 1 до 1,5 ч при температуре от 160 °С до 180 °С.
А.5.3 Сушка и полимеризация слоя покрытия с использованием открытого пламени не допускается.
А.5.4 Допускается сушка и полимеризация нанесенного покрытия с использованием тепла детали и индукционного электронагревателя. После нанесения покрытия его сушку проводят при температуре окружающей среды не ниже 15 °С не менее 2 ч. После этого проводят формирование соединения.
А.5.5 Процесс полимеризации лаковой пленки и сушки нанесенного покрытия проводят с автоматической записью диаграммы нагрева на протяжении всего процесса. Оформление и хранение диаграммы нагрева - в соответствии с А.9.
А.6 Контроль качества антикоррозионного покрытия
А.6.1 Качество антикоррозионного покрытия проверяют после нанесения и высыхания лака Ф-40. При полимеризации с использованием тепла детали и индукционного электронагревателя - сразу после нанесения лака.
А.6.2 Покрытие должно быть светло-коричневого цвета, ровное, гладкое, без подтеков, пропусков, засорений, пузырьков воздуха.
А.6.3 Толщину пленки лакового покрытия по А.4.4 определяют магнитным измерителем толщины МИП-10 по НД изготовителя.
А.6.4 При наличии дефектов покрытие должно быть удалено ацетоном по ГОСТ 2768 и нанесено вновь.
А.7.1 Нагрев устанавливаемых на ось деталей проводят индукционными электронагревателями, в электрических печах, которые должны быть обеспечены их автоматическим отключением по достижении заданной температуры нагрева детали и автоматической записью температуры нагрева во времени на диаграммной ленте прибора на протяжении всего процесса нагрева. Оформление и хранение диаграммы нагрева - в соответствии с А.9.
А.7.2 Местный нагрев колесного центра в сборе с бандажом не допускается.
А.7.3 Температуру нагрева детали измеряют термопарой, помещенной на ступице в отверстие маслосъема.
Допускается при индукционном нагреве измерять температуру накладным термометром или термопарой, помещенной на ступице, если конструктивное исполнение элементов колесной пары не позволяет измерить температуру нагрева в отверстии маслосъема.
А.7.4 При соединении составных частей необходимо обеспечить положение деталей, при котором слой покрытия может быть защищен от повреждения.
А.7.5 При соединении деталей приложение осевой нагрузки не допускается.
А.7.6 Охлаждение колесных пар после формирования проводят естественным путем при температуре не ниже 5 °С.
А.8 Проверка прочности соединения контрольной осевой нагрузкой
А.8.1 После формирования соединения по А.7 и остывания деталей до температуры окружающей среды прочность каждого соединения должна быть проверена контрольной осевой нагрузкой в соответствии с требованиями конструкторской документации на изготовление и ремонт колесных пар, а также требованиями настоящего стандарта.
Соединение, не выдержавшее испытания, расформировывают. Метод расформирования приведен в приложении Б.
А.8.2 Проверку прочности соединения проводят на гидравлическом прессе с записью диаграммы нагружения. Оформление и хранение диаграммы нагружения - в соответствии с А.9.
А.9 Требования к диаграммам нагрева и нагружения
А.9.1 На диаграмме нагрева должны быть приведены следующие данные:
- порядковый номер диаграммы в текущем году;
- дата формирования колесной пары;
- тип колесной пары;
- номер оси;
- тип и номер устанавливаемой на ось детали;
- колесо с бандажом или без бандажа;
- наличие наплавки на посадочной поверхности детали;
- первое или повторное формирование тепловым методом.
А.9.2 На диаграмме нагружения должны быть приведены следующие данные:
- порядковый номер диаграммы в текущем году;
- дата формирования колесной пары и проверки на сдвиг или проворот установленных на ось деталей;
- тип колесной пары;
- номер оси;
- тип и номер устанавливаемой на ось детали;
- диаметр подступичной части оси и отверстия детали, измеренные с точностью до 0,01 мм;
- значение натяга и конечная осевая нагрузка в кН (тс) при проверке на сдвиг установленных на ось деталей;
- колесо с бандажом или без бандажа;
- наличие наплавки на посадочной поверхности детали;
- первое или повторное формирование тепловым методом.
А.9.3 Данные по А.9.1 и А.9.2 указывают как на принятой, так и на забракованной диаграммах.
А.9.4 Толщина линии записи диаграммы должна быть не более 0,6 мм, ширина диаграммной ленты - не менее 100 мм, масштаб записи по длине должен быть не менее 1:2, а 1,0 мм по высоте диаграммы должен соответствовать осевой нагрузке не более 24,5 кН (2,5 тс).
А.9.5 На диаграмме делают надпись «принята», на непринятой - «брак» с указанием причин брака.
А.9.6 Принятые диаграммы должны храниться в недоступном для неуполномоченных лиц месте, защищенном от разрушающих воздействий в течение 10 лет, забракованные диаграммы - в течение одного года.
Приложение Б
(рекомендуемое)
Метод
распрессовки соединения после его формирования прессовым
или тепловым методом
Б.1 Для распрессовки соединения после его формирования прессовым или тепловым методом без повреждения посадочных поверхностей используют гидравлический пресс с одновременной подачей масла в зону соединения.
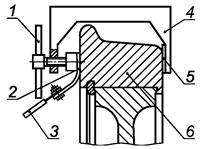
Б.2 При распрессовке соединения может быть применено устройство для подачи масла в зону соединения поверхностей (рисунок Б.1), где гидроцилиндр устанавливается между осью и плунжером гидравлического пресса.
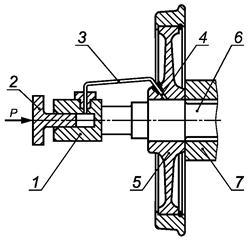
Р - сила, прилагаемая к плунжеру гидропресса;
1 - корпус; 2 - плунжер;
3 - трубка высокого давления;
4 - маслоподводящий канал;
5 - колесо; 6 - ось; 7 - упорная плита
Рисунок Б.1 - Схема устройства для распрессовки колесных пар
Б.3 Для расформирования соединения может быть применен индукционный нагрев составных частей и деталей (кроме зубчатых колес) до температуры не выше 200 °С.
Приложение В
(обязательное)
Порядок проверки электрического сопротивления на колесной паре
В.1 Колеса колесной пары устанавливают на два отдельных специально изготовленных основания, ограничивающих ее перемещение.
Под основания укладывают прокладки из текстолита, древесины или другого электроизоляционного материала с удельным электрическим сопротивлением не менее 10 Ом ∙ м.
Схема установки колесной пары приведена на рисунке В.1.
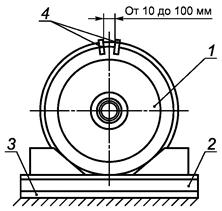
1 - колесная пара; 2 - основание; 3 - электроизоляционный материал; 4 - зажимы
Рисунок В. 1 - Схема установки колесной пары
В.2 Омметр должен быть присоединен к бандажам (ободьям) колес колесной пары по четырехзажимной схеме. Рекомендуемая схема крепления электрического контакта на бандаже (ободе) колеса приведена на рисунке В.2.
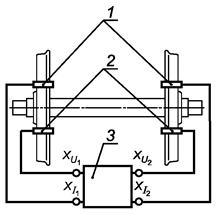
1 - зажимы тока ![]() 2 - зажимы
напряжения
2 - зажимы
напряжения ![]() ;
3 - омметр
;
3 - омметр
Рисунок В.2 - Четырехзажимная схема измерения электрического сопротивления колесной пары
Рекомендуемая схема крепления электрического контакта на бандаже (ободе) колеса приведена на рисунке В.3.
1 - упорный винт; 2
- медная планка; 3 - соединительный провод; 4 - скоба;
5 - электроизоляционный материал; 6 - бандаж (обод) колеса
Рисунок В.3 - Схема крепления электрического контакта на бандаже (ободе) колеса
На каждом колесе колесной пары устанавливают по два зажима в соответствии с рисунком В.1. Расстояние между внутренними краями медных пластин зажимов, измеренное при помощи линейки по ГОСТ 427, должно быть от 10 до 100 мм.
В.3 Места крепления зажимов на каждом колесе, а также контактирующие с ними поверхности медных пластин зажимов необходимо обезжирить уайт-спиритом по ГОСТ 3134, ацетоном по ГОСТ 2768 или другим обезжиривающим составом.
Если на контактирующих поверхностях колеса или медных пластин зажимов имеются следы коррозии или окисления, то перед обезжириванием их необходимо зачистить шкуркой зернистостью не более 6 по ГОСТ 10054.
В.4 Зажимы закрепляют на бандажах (ободьях) колес так, чтобы усилие смещения контактов относительно поверхности колеса, контролируемое динамометром по ГОСТ 13837 с диапазоном измерений от 0,01 до 0,1 кН, было не менее 0,03 кН.
В.5 Подключение омметра осуществляют в соответствии с руководством по его эксплуатации.
В.6 Измеряют электрическое сопротивление колесной пары. Результат фиксируют по прибору, затем проводят переключение полярности цепей тока и напряжения омметра, снова определяют значение электрического сопротивления и вычисляют среднеарифметическое значений, полученных в результате двух измерений. Вычисленное значение принимают за результат измерения.
Приложения А - В. (Введены дополнительно, Изм. № 1).
Библиография
|
ОСТ 32.166-2000 |
Установка бандажного кольца в соединении бандажа с колесным центром. Утвержден МПС России от 28.03.2001 |
|
|
Инструкция ЦТт 18/1 |
Инструкция по неразрушающему контролю деталей и узлов локомотивов и моторвагонного подвижного состава. Магнитопорошковый метод. Утверждена МПС России от 29.06.99 |
|
|
Инструкция ЦП/486 |
Инструкция по формированию, освидетельствованию, ремонту и осмотру колесных пар путевых машин. Утверждена МПС России от 28.07.97 |
|
|
[4] |
Инструкция ЦТ/330 |
Инструкция по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава. Утверждена МПС России от 11.06.95 |
|
ОСТ 32.80-97 |
Машины путевые. Окрашивание. Общие технические условия. Утвержден МПС России от 28.08.97 |
|
|
ТИ 32 ЦТ-ВНИИЖТ-95 |
Технологическая инструкция по упрочнению накатыванием роликами осей колесных пар локомотивов и моторных вагонов. Утверждена МПС России от 02.04.95 |
|
|
ОСТ 32.83-97 |
Колеса с дисковыми и спицевыми центрами тягового подвижного состава. Утвержден МПС России от 03.11.97 |
|
|
ОСТ 32.88-97 |
Машины путевые. Оси колесных пар. Методика расчета на прочность. Утвержден МПС России от 01.09.97». |
Библиография. (Введена дополнительно, Изм. № 1).
Ключевые слова: специальный подвижной состав, колесные пары, ось, центр колесный, колесо, бандаж, зубчатое колесо, технические требования, формирование колесной пары, маркировка, правила приемки, методы контроля, гарантии изготовителя, требования безопасности, природоохранные мероприятия