ГОСТ 28354-89
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СИСТЕМЫ ПРОИЗВОДСТВЕННЫЕ ГИБКИЕ
МОДУЛИ ГИБКИЕ
ПРОИЗВОДСТВЕННЫЕ ТОКАРНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
![]()
Москва
Стандартинформ
2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Системы производственные гибкие МОДУЛИ ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ ТОКАРНЫЕ Основные параметры и размеры FMS. Flexible turning cells. Main parameters and dimensions |
ГОСТ |
Дата введения 01.01.91
1. Настоящий стандарт распространяется на токарные и токарно-многоцелевые патронно-центровые, патронные, патронно-прутковые, одно- и двухсуппортные горизонтальные гибкие производственные модули (далее - ГПМ), работающие автономно или в составе гибких производственных систем.
Стандарт не распространяется на специальные и специализированные исполнения токарных ГПМ.
2. Основные параметры и присоединительные размеры ГПМ должны соответствовать указанным в табл. 1.
Таблица 1
Размеры, мм
|
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
||
|
Наибольший диаметр заготовки, обрабатываемой |
над станиной, не менее |
50 |
80 |
125 |
160 |
200 |
320 |
400 |
500 |
|
над суппортом, не менее (для патронно-центровых ГПМ) |
50 |
80 |
100 |
125 |
160 |
200 |
320 |
400 |
|
|
Наибольшая длина заготовки, обрабатываемой при закреплении |
в патроне, не менее |
50 |
63 |
80 |
100 |
125 |
160 |
(150) 200 |
320 |
|
в центрах или с поджимом центром, не менее (для патронно-центровых ГПМ) |
125 |
250 |
350 |
500 |
750 |
||||
|
Условный размер конца шпинделя по ГОСТ 12593, ГОСТ 12595 или ГОСТ 26651 |
3; 4; 5 |
4; 5; 6; 8; 11 |
8; 11; 15 |
||||||
|
Наибольший диаметр заготовки, проходящей в отверстие шпинделя станка (сквозное - для патронно-прутковых ГПМ), не менее |
16 |
20 |
(20) 25 |
(25) 32 |
40 |
50 |
63 |
80 |
|
|
Расстояние от нижней плоскости основания станка, входящего в ГПМ, до оси шпинделя, не более |
1180 |
1250 |
|||||||
|
Диаметр отверстия в револьверной головке под цилиндрический хвостовик державки, при базировании по отверстию |
20 (24) |
20; 30; 40 |
30; 40; 50 |
40; 50; 60 |
60; 80 |
||||
|
Наибольший диаметр заготовки, устанавливаемой над станиной |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
|
|
Номинальная грузоподъемность промышленного робота для загрузки заготовки и снятия обработанного изделия по ГОСТ 25204, кг, не менее (при наличии одноместного захватного устройства) |
1 |
5 |
10 |
20 (10) |
80 |
160 |
|||
|
Максимальная погрешность позиционирования промышленного робота для загрузки заготовки и снятия обработанного изделия по ГОСТ 26050 |
±0,15 (±0,25) |
±0,25 (±0,5) |
±0,5 (±1,0) |
||||||
|
Количество позиций в накопителе заготовок (изделий) при автономном использовании ГПМ, шт., не менее |
12 |
4 |
|||||||
|
Грузоподъемность одной позиции в накопителе заготовок (изделий), кг, не менее |
5 |
20 |
Не регламентируется |
||||||
Примечание. Показатели, приведенные в скобках, при новом проектировании не применять.
3. Допускается значения наибольшего диаметра заготовки, устанавливаемой над станиной, увеличивать по сравнению с указанными в таблице до 20 %, выбирая из ряда Ra 40 по ГОСТ 6636.
4. Допускается значения наибольшего диаметра заготовки, проходящей в отверстие шпинделя станка, и расстояние от нижней плоскости основания станка, входящего в ГПМ, до оси шпинделя выбирать из ряда Ra 40 по ГОСТ 6636.
5. Обозначения осей координат и направлений движения вдоль и вокруг этих осей должны соответствовать ГОСТ 23597.
6. Грузоподъемность одной позиции в накопителе заготовок (изделий) для ГПМ с наибольшим диаметром заготовки, устанавливаемой над станиной, равным 630 и 800 мм, не регламентируется.
7. Системы управления станком, роботом, устройствами диагностики и контроля, или ГПМ и системы управления ГПС должны быть совместимы.
ПРИЛОЖЕНИЕ 1
Обязательное
Требования к уровням автоматизации функций токарных ГПМ
Состав функций и требования к уровню автоматизации, учитывающие особенности токарных и токарно-многоцелевых ГПМ приведены в табл. 2.
Таблица 2
|
Уровень автоматизации (+ автоматическое выполнение функций; - ручное; (+) автоматизированное) |
|||
|
1 |
2 |
3 |
|
|
Обработка токарная (и сверлильно-фрезерная для токарно-многоцелевых ГПМ) |
+ |
+ |
+ |
|
Загрузка-разгрузка заготовок и изделий |
+ |
+ |
+ |
|
Закрепление заготовок, изделий или приспособлений с изделиями в зоне обработки |
+ |
+ |
+ |
|
Смена отдельных инструментов |
+ |
+ |
+ |
|
Ограждение зоны обработки с блокировкой |
+ |
+ |
+ |
|
Очистка зоны обработки и приспособлений |
+ |
+ |
+ |
|
Удаление отходов из зоны обработки |
(+) |
+ |
+ |
|
Смена управляющих программ |
(+) |
(+) |
+ |
|
Защита от аварийных ситуаций |
+ |
+ |
+ |
|
Контроль состояния инструмента |
- |
+ |
+ |
|
Контроль качества обработки (размеров и/или других параметров) |
- |
+ |
+ |
|
Подналадка инструмента |
- |
+ |
+ |
|
Замена отдельных инструментов или их комплектов |
- |
- |
+ |
|
Замена комплектов приспособлений |
- |
- |
+ |
|
Адаптация технологического процесса |
- |
- |
+ |
Примечания:
1. Автоматизированная загрузка - выгрузка изделий для 1-го и 2-го уровней автоматизации допускается при массе заготовки, превосходящей номинальную грузоподъемность промышленного робота, регламентированную в табл. 1, при времени обработки, обеспечивающем заданный в технической документации период автономной (без участия оператора) работы ГПМ.
2. Уровни автоматизации ГПМ должны выбираться в зависимости от технико-экономической целесообразности. Допускается при согласовании с заказчиком и обосновании в техническом задании на ГПМ уточнять перечень выполняемых функций и степень их автоматизации для 2-го и 3-го уровней.
ПРИЛОЖЕНИЕ 2
Справочное
Требования к структуре и функциям токарных ГПМ, работающих автономно и в составе ГПС
Примеры компоновок ГПМ представлены на черт. 1 - 3. В состав ГПМ, в общем случае, входят следующие части:
1. Основные
1.1. Токарный или токарно-многоцелевой полуавтомат, в том числе станок с ЧПУ.
1.2. Промышленный робот для выполнения операций загрузки-выгрузки заготовок (деталей).
1.3. Система управления ГПМ.
1.4. Накопитель заготовок и изделий, как правило, в ориентированном положении.
1.5. Контрольно-диагностические средства: устройства контроля состояния инструмента, устройства автоматической привязки инструмента, устройства измерения деталей на станке или вне станка.
1.6. Устройства очистки зоны обработки и удаления отходов.
2. Дополнительные
2.1. Промышленный робот (может использоваться робот по п. 1.2) или манипулятор для замены режущего инструмента, замены зажимной и инструментальной оснастки, а также захватных устройств робота.
2.2. Накопитель инструментов.
2.3. Накопители инструментальной и зажимной оснастки, а также захватных устройств робота.
2.4. Накопитель браковочных изделий.
2.5. Устройство для кантования обрабатываемой заготовки (изделия).
2.6. Устройства контроля состояния заготовок.
3. Конкретный состав ГПМ и возможности накопителей оснастки, а также инструментов, по количеству позиций и номенклатуре определяются требованиями технических условий на ГПМ.
4. Высота разгрузки - загрузки транспортных средств для ГПМ, используемых в ГПС, - по ГОСТ 27779.
5. Отдельные функции системы управления ГПМ, работающего в составе ГПС, могут быть реализованы по согласованию с заказчиком в центральной системе, обеспечивающей управление функционированием всей ГПС.
ТОКАРНЫЙ ГПМ С ПОРТАЛЬНЫМ ПРОМЫШЛЕННЫМ РОБОТОМ
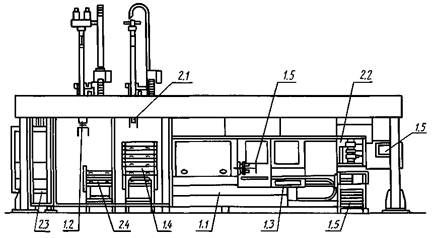
1.1 - токарный или токарно-многоцелевой полуавтомат или станок с ЧПУ, 1.2 - промышленный робот, 1.3 - система управления ГПМ, 1.4 - накопитель заготовок и изделий, 1.5 - устройство контроля состояния инструмента и его автоматической привязки, 2.1 - промышленный робот для замены режущего инструмента, 2.2 - накопитель инструментов, 2.3 - накопитель зажимной оснастки, 2.4 - накопитель бракованных изделий
токарный гпм с промышленным роботом пристраиваемого типа
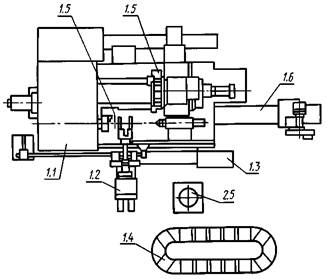
1.1 - токарный или токарно-многоцелевой полуавтомат или станок с ЧПУ, 1.2 - промышленный робот, 1.3 - система управления ГПМ, 1.4 - накопитель заготовок и изделий, 1.5 - устройство измерения деталей на станке и устройство автоматической привязки инструмента, 1.6 - устройство удаления отходов, 2.5 - устройство для кантования изделия
ТОКАРНЫЙ ГПМ С ПРОМЫШЛЕННЫМ РОБОТОМ НАПОЛЬНОГО ТИПА
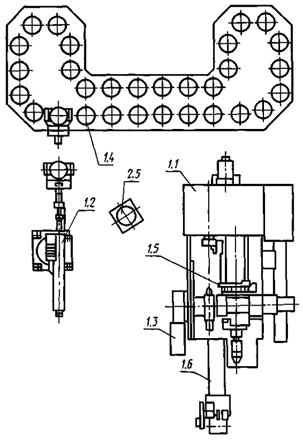
1.1 - токарный или токарно-многоцелевой полуавтомат или станок с ЧПУ, 1.2 - промышленный робот, 1.3 - система управления ГПМ, 1.4 - накопитель заготовок и изделий, 1.5 - устройство измерения деталей на станке, 1.6 - устройство удаления отходов, 2.5 - устройство для кантования изделия
ПРИЛОЖЕНИЕ 3
Справочное
Перечень дополнительных параметров и требований к токарным ГПМ, включаемых в техническую документацию
1. Диапазон диаметров заготовок, устанавливаемых захватным устройством робота без переналадки вручную, мм.
2. Диапазон диаметров заготовок, закрепляемых в зажимном приспособлении станка без переналадки вручную, мм.
3. Несовмещенное время автоматической смены устанавливаемой заготовки (изделия), не более, с.
4. Несовмещенное время автоматической замены инструментов и оснастки, не более, с.
5. Количество позиций накопителей инструмента, а также зажимной и инструментальной оснастки.
6. Площадь зоны обслуживания роботом, м2. (При отсутствии в документации эскиза типовой планировки ГПМ).
7. Наибольшая масса зажимной и инструментальной оснастки с инструментом, заменяемой автоматически, кг.
8. Погрешность определения размеров детали с помощью системы автоматического измерения, мм.
9. Погрешность автоматического измерения размеров инструмента, мм.
10. Способ кодирования инструментов и объем записываемой информации, бит.
11. Технические характеристики устройств контроля состояния инструментов.
12. Параметры тары, входящей в состав ГПМ для заготовок (изделий), инструментов и зажимной оснастки.
Примечание. Для конкретного ГПМ присущие ему параметры и требования могут отличаться от вышеприведенных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВВЕДЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.11.89 № 3530
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, приложения |
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
5. ПЕРЕИЗДАНИЕ. Ноябрь 2005 г.
СОДЕРЖАНИЕ