
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЦЕЛЬНЫЕ
ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗВЕЗДОЧЕК
К ПРИВОДНЫМ РОЛИКОВЫМ
И ВТУЛОЧНЫМ ЦЕПЯМ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 15127-83
ГОССТАНДАРТ РОССИИ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ФРЕЗЫ
ЧЕРВЯЧНЫЕ ЦЕЛЬНЫЕ ДЛЯ НАРЕЗАНИЯ Технические условия Solid
generating hobs for sprockets of transmission |
ГОСТ |
Срок действия с 01.07.85
до 01.01.96
Настоящий стандарт распространяется на цельные червячные фрезы, предназначенные для нарезания зубьев звездочек по ГОСТ 591-69 к однорядным и многорядным приводным роликовым и втулочным цепям по ГОСТ 13568-75 и ГОСТ 21834-87.
(Изменения редакция, Изм. № 1, 2).
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы должны изготовлять правыми однозаходными; направление винтовой канавки - левое.
1.2. Фрезы должны изготовлять классов точности:
В, С - со шлифованным профилем;
Д - с нешлифованным профилем.
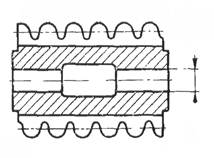
1.3. Фрезы должны изготовлять в исполнениях:
1 - без смещения центров дуг впадин;
2 - со смещением центров дуг впадин.
1.3а. Передний угол фрез - 0°, задний угол - 9-12°.
(Введен дополнительно, Изм. № 2).
|
Обозначение для исполнений |
Применяемость для исполнений |
Параметры цепи |
dао |
d |
d1 |
L |
t не менее |
Число струженных канавок zo |
|||
|
1 |
2 |
1 |
2 |
Шаг t |
Диаметр ролика (втулки)D |
||||||
|
2523-0031 |
2523-0131 |
|
|
6,350 |
3,30 |
56 |
22 |
33 |
45 |
4 |
12 |
|
2523-0032 |
2523-0132 |
|
|
8,000 |
5,00 |
63 |
27 |
40 |
50 |
||
|
2523-0033 |
2523-0133 |
|
|
9,525 |
71 |
56 |
|||||
|
2523-0034 |
2523-0134 |
|
|
5,08 |
|||||||
|
2523-0035 |
2523-0135 |
|
|
6,00 |
|||||||
|
2523-0036 |
2523-0136 |
|
|
6,35 |
|||||||
|
2523-0037 |
2523-0137 |
|
|
12,700 |
7,75 |
80 |
32 |
50 |
71 |
10 |
|
|
2523-0038 |
2523-0138 |
|
|
8,51 |
|||||||
|
2523-0039 |
2523-0139 |
|
|
15,875 |
10,16 |
90 |
80 |
||||
|
2523-0041 |
2523-0141 |
|
|
19,050 |
11,91 |
100 |
100 |
||||
|
2523-0042 |
2523-0142 |
|
|
12,07 |
|||||||
|
2523-0043 |
2523-0143 |
|
|
25,400 |
15,88 |
112 |
40 |
60 |
112 |
5 |
9 |
|
2523-0044 |
2523-0144 |
|
|
31,750 |
19,05 |
125 |
132 |
||||
|
2523-0045 |
2523-0145 |
|
|
38,100 |
22,23 |
140 |
150 |
||||
|
2523-0046 |
2523-0146 |
|
|
25,40 |
|||||||
|
2523-0047 |
2523-0147 |
|
|
44,450 |
160 |
50 |
75 |
180 |
|||
|
2523-0048 |
2523-0148 |
|
|
27,94 |
|||||||
|
2523-0049 |
2523-0149 |
|
|
50,800 |
28,58 |
170 |
200 |
||||
|
2523-0051 |
2523-0151 |
|
|
29,21 |
|||||||
|
2523-0052 |
2523-0152 |
|
|
63,500 |
39,68 |
190 |
85 |
224 |
|||
|
2523-0053 |
2523-0153 |
|
|
76,200 |
47,63 |
236 |
60 |
100 |
280 |
6 |
8 |
Примечание. По согласованию с потребителем допускается изготовлять фрезы с диаметром вершин зубьев dao = 70 мм вместо dao = 71 мм, с увеличенной шириной одного буртика и с длиной L =180 мм вместо L =200 мм.
Пример условного обозначения червячной фрезы для нарезания зубьев звездочки к цепи с шагом t =19,050 мм и диаметром ролика D = 11,91 мм, в исполнении 1, класса точности В:
Фреза 2523-0041 В ГОСТ 15127-83
То же, в исполнении 2:
Фреза 2523-0141 В ГОСТ 15127-83
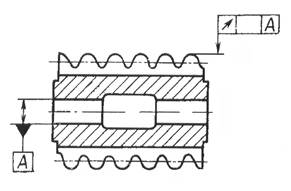
1.4. Основные размеры фрез должны соответствовать указанным на чертеже и в табл. 1.
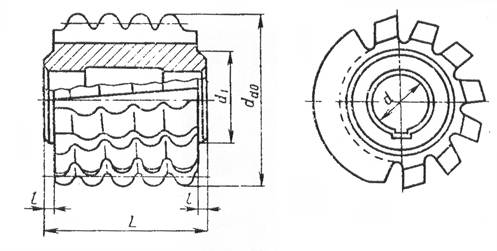
(Измененная редакция, Изм. № 2)
1.5. Размеры шпоночного паза - по ГОСТ 9472-90.
1.6. Размеры профиля зубьев фрез указанны в обязательном приложении 1.
1.7. Расчетные размеры фрез указанны в рекомендуемом приложении 2.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы должны изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы должны изготовлять из быстрорежущей стали по ГОСТ 19265-73.
Допускается изготовлять фрезы из других марок быстрорежущей стали, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
2.3. Твердость фрез должна быть 63...66 HRCэ, а твердость режущей части фрез, изготовленных из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5% и более, должна быть 64...66HRCэ.
2.2; 2.3. (Измененная редакция, Изм. № 1).
2.4. На всех поверхностях фрез не должно быть трещин, заусенцев и следов коррозии. На шлифованных поверхностях не должно быть забоин и выкрошенных мест.
2.5. Шлифованная часть фрез классов точности В и С, считая по окружности вершин зубьев, должна быть не менее; 1/2 длины зуба - для фрез с шагом до 12,7 мм и 1/3 длины зуба - для фрез с шагом более 12,7 мм.
2.6. Параметры шероховатости поверхности фрез по ГОСТ 2789-73 не должны быть более указанных в табл. 2.
|
Наименование поверхностей, параметры шероховатости, мкм |
Классы точности |
Шаг цепи, мм |
|
|
до 31,75 |
св. 31,75 |
||
|
Посадочное отверстие, Ra |
В |
0,4 |
0,8 |
|
С, Д |
0,8 |
||
|
Передняя поверхность, Rz |
В |
3,2 |
6,3 |
|
С, Д |
6,3 |
||
|
Задняя поверхность зубьев, Rz |
В |
3,2 |
6,3 |
|
С |
6,3 |
||
|
Д |
10 |
||
|
Цилиндрическая поверхность буртиков, Rz |
В |
3,2 |
6,3 |
|
С, Д |
6,3 |
||
|
Поверхность торцов буртиков, Ra |
В |
0,8 |
|
|
С, Д |
1,6 |
||
|
Остальные поверхности, Ra |
В, С, Д |
20 |
|
(Измененная редакция, Изм. № 1).
2.7. Неполные витки должны быть притуплены с таким расчетом, чтобы толщина верхней части зуба по всей его длине была не менее 0,4 номинальной толщины по делительному цилиндру.
2.8. Предельные отклонения шпоночного - по ГОСТ 9472-90.
Допускается изготовлять шпоночный по ширине с полем допуска по В12, по высоте - по Н14.
2.9. Допуск симметричности шпоночного паза в радиусном выражении относительно оси посадочного отверстия - по 12-й степени точности ГОСТ 24643-81. Допуск - зависимый.
2.10. Предельные отклонения фрез по диаметру вершин зубьев, диаметру буртиков и общей длине - по h 16.
2.11. Допуски и предельные отклонения проверяемых параметров фрез не должны превышать значений, указанных в табл. 3.
|
Наименование проверяемых параметров |
Обозначение допусков и предельных отклонений |
Классы точности |
Допуски и предельные отклонения, мкм, при шаге цепи, мм |
|||||||
|
От 6,35 до 8 |
От 9,525 до 15,875 |
От 19,05 до 31,75 |
От 38,01 до 50,08 |
От 63,5 до 76,2 |
||||||
|
1. Диаметр посадочного отверстия
|
fd |
В |
Н6 |
|||||||
|
С |
||||||||||
|
Д |
Н7 |
|||||||||
|
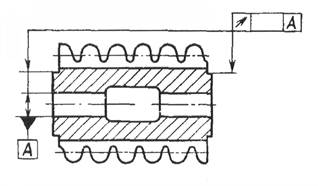
2. Радиальное биение буртиков
|
fy |
В |
12 |
16 |
20 |
25 |
||||
|
С |
20 |
25 |
32 |
40 |
||||||
|
Д |
32 |
40 |
50 |
|||||||
|
3. Торцевое биение буртиков
|
ft |
В |
10 |
12 |
16 |
20 |
||||
|
С |
16 |
20 |
25 |
30 |
||||||
|
Д |
25 |
32 |
40 |
|||||||
|
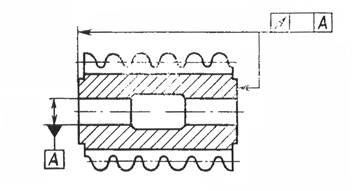
4. Радиальное биение по вершинам зубьев
|
frda |
В |
50 |
63 |
80 |
100 |
125 |
|||
|
С |
63 |
80 |
100 |
125 |
160 |
|||||
|
Д |
80 |
100 |
126 |
160 |
200 |
|||||
|
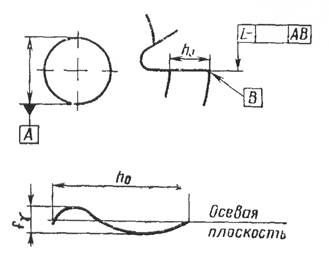
5. Профиль передней поверхности зуба
Прямолинейность и наклон линии пересечения передней поверхности и плоскости, перпендикулярной к оси фрезы на рабочей высоте зуба (ho) |
fg |
В |
50 |
63 |
80 |
100 |
125 |
|||
|
С |
80 |
100 |
125 |
160 |
200 |
|||||
|
Д |
125 |
160 |
200 |
250 |
320 |
|||||
|
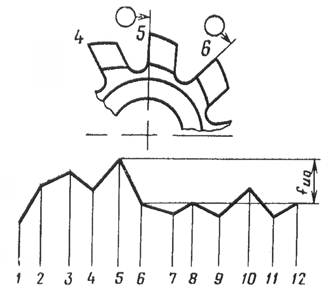
6. Разность соседних окружных шагов
Наибольшая алгебраическая разность отклонений соседних окружных шагов струженных канавок по окружности, близкой к средней расчетной |
fuo |
В |
63 |
80 |
100 |
125 |
200 |
|||
|
С |
100 |
125 |
160 |
200 |
250 |
|||||
|
Д |
- |
|||||||||
|
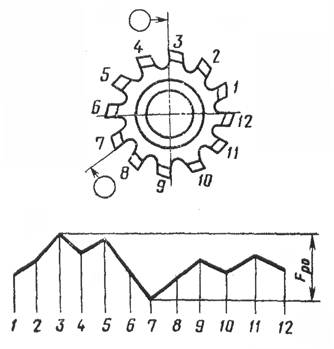
7. Накопленная погрешность окружного шага струженных канавок
Наибольшая алгебраическая разность значений накопленных погрешностей в пределах одного оборота по окружности, близкой к средней расчетной |
Fpo |
В |
100 |
125 |
160 |
200 |
320 |
|||
|
С |
200 |
250 |
315 |
400 |
500 |
|||||
|
Д |
- |
|||||||||
|
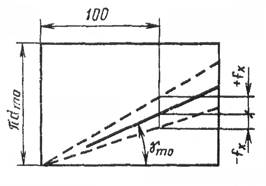
8. Направление струженных канавок
Отклонение передней поверхности от номинального расположения, отнесенное к 100 мм длины рабочей части фрезы |
fx |
В |
±100 |
|||||||
|
С |
±125 |
|||||||||
|
Д |
±160 |
|||||||||
|
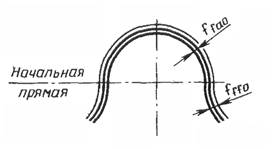
9. Профиль зуба
Расстояние по нормали между двумя номинальными профилями, ограничивающими действительный профиль в пределах рабочего участка головки и ножки зуба |
ffao |
В |
25 |
32 |
40 |
50 |
63 |
|||
|
С |
32 |
40 |
50 |
63 |
80 |
|||||
|
Д |
40 |
50 |
63 |
80 |
100 |
|||||
|
fffo |
В |
40 |
50 |
63 |
80 |
100 |
||||
|
С |
50 |
63 |
80 |
100 |
125 |
|||||
|
Д |
63 |
80 |
100 |
125 |
160 |
|||||
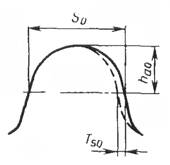
|
10. Толщина зуба
Отклонение толщины зуба, измеренное в нормируемом сечении на высоте головки |
Tso |
В |
-50 |
-63 |
-80 |
-100 |
-125 |
|||
|
С |
-63 |
-80 |
-100 |
-125 |
-160 |
|||||
|
Д |
-100 |
-125 |
-125 |
-200 |
-250 |
|||||
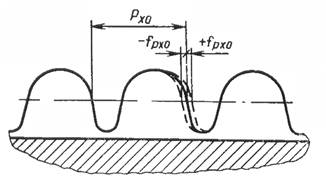
|
11. Осевой шаг фрезы
Отклонение осевого шага фрезы или проекции нормального шага на осевую плоскость, измеренное вдоль оси фрезы на диаметре, близком к среднему расчетному |
fpxo |
В |
±18 |
±22 |
±25 |
±32 |
±40 |
|||
|
С |
±32 |
±40 |
±50 |
±63 |
±80 |
|||||
|
Д |
±40 |
±50 |
±63 |
±80 |
±100 |
|||||
|
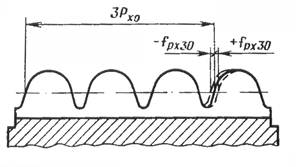
12. Накопленное отклонение шага на длине любых трех шагов
|
fpx30 |
В |
±25 |
±32 |
±40 |
±50 |
±63 |
|||
|
С |
±50 |
±63 |
±80 |
±100 |
±125 |
|||||
|
Д |
±63 |
±80 |
±100 |
±125 |
±160 |
|||||
Примечание:
1. Предельное отклонение посадочного отверстия должно быть выдержано на 60 % длины каждого посадочного пояска. В зоне шпоночного паза на центральном угле, не превышающем по 25° в каждую сторону от оси симметрии, допускается разбивка отверстия.
2. Проверки по пп. 6 и 7 - взаимозаменяемые.
(Изменения редакция, Изм. № 2)
2.12. Средний период стойкости фрез должен быть не менее 360 мин, установленный период стойкости - не менее 180 мин при условиях испытаний, приведенных в разд. 4.
Критерием затупления следует считать достижение износа по задней поверхности зубьев. Износ не должен превышать 0,4 мм.
(Измененная редакция, Изм. № 1)
2.13. На торцах каждой фрезы должны быть четко нанесены:
обозначения фрезы (последние четыре цифры);
товарный знак предприятия изготовителя;
шаг цепи;
диаметр ролика (втулки);
обозначение класса точности;
угол подъема витка;
шаг струженной канавки;
марка стали;
годы выпуска.
Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для, марок, содержащих кобальт - HSS Co, при этом марку стали указывать на этикетках.
2.14. Остальные требования к маркировке и упаковке - по ГОСТ 18088-83.
2.13; 2.14 (Введены дополнительно, Изм. № 2)
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 23726-79.
3.2. (Исключен, Изм. № 1).
3.3. Периодические испытания, в том числе испытания на средний период стойкости, должны проводиться 1 раз в 3 года не менее чем на 5 фрезах.
Испытания на установленный период стойкости должны проводиться 1 раз в год не менее чем на 5 фрезах.
(Измененная редакция, Изм. № 1)
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Испытания фрез должны проводиться на зубофрезных станках, соответствующих установленным для них нормам точности по ГОСТ 659-89.
Фрезы должны испытываться на образцах из стали 45 по ГОСТ 1050-88 твердостью 170...207 НВ.
Испытания фрез должны проводиться на режимах, указанных в табл. 4.
|
Вид обработки |
Шаг цепи, мм |
Подача, мм/об |
Скорость резания, м/мин |
|
Обработка по сплошному металлу |
6,350-25,40 |
1,6-2,4 |
25-30 |
|
Обработка по предварительно нарезанному зубу |
31,75-76,200 |
1,8-2,2 |
22-26 |
В качестве смазочно-охлаждающей жидкости должно применяться масло индустриальное 20А по ГОСТ 20799-75 или 5% - ный по массе раствор эмульсора с расходом не менее 40 л/ мин.
(Измененная редакция, Изм. № 1).
4.1.1. Испытания на средний и установленный период стойкости проводят на фрезах одного типоразмера каждого диапазона шагов цепи по табл. 4.
Приемочное значение среднего периода стойкости должно быть не менее 390 мин, приемочное значение установленного периода стойкости - не менее 190 мин.
4.1.2. Испытания на работоспособность проводят в течение 10 мин машинного времени. После испытаний фреза не должна иметь выкрошенных и смятых режущих кромок и должна быть пригодна для дальнейшей работы.
4.1.1; 4.1.2. (Введены дополнительно, Изм. № 1).
4.2. Контроль параметров фрез проводят средствами контроля с погрешностью измерения:
по ГОСТ 8.051-81 - при измерении линейных размеров (п. 1.4);
не более 25 % от допуска на проверяемый параметр при контроле формы и расположения поверхностей;
по ГОСТ 17336-80 - при контроле по пп. 5-8 табл. 3.
4.3. При контроле фрез по пп. 4-12 табл. 3 измерения проводят на полных витках. Контроль фрез класса точности Д по пп. 9, 10 табл. 3 допускается проводить по шаблону.
4.4. Твердость фрез (п. 2.3) должна контролироваться по ГОСТ 9013-59 на приборах типа ТР по ГОСТ 23677-79.
4.5. Параметры шероховатости поверхностей фрез должны контролироваться: Rz - на приборах типа ПСС по ГОСТ 9847-79, Ra - на профилометрах по ГОСТ 19300-86.
Допускается контролировать параметры шероховатости путем сравнения с контрольными образцами, имеющими указанные в табл. 2 значение параметров шероховатости, или с образцами шероховатости поверхности по ГОСТ 9378-75. Сравнения проводят при помощи лупы ЛП-1-4´ по ГОСТ 25706-83.
4.6. Внешний вид фрезы проверяют при помощи лупы ЛП-1-4´ по ГОСТ 25706-83.
4.4 - 4.6. (Измененная редакция, Изм. № 2).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 18088-83.
Разд. 5. (Измененная редакция, Изм. № 2).
Приложение 1
Обязательное
РАЗМЕРЫ ПРОФИЛЯ ЗУБА ФРЕЗ В НОРМАЛЬНОМ СЕЧЕНИИ
Размеры профиля зуба фрез без смещения центров дуг впадин должны соответствовать указанным на черт. 1 и в табл. 1, со смещением центров дуг впадин - на черт. 2 и в табл. 2.
Исполнение 1
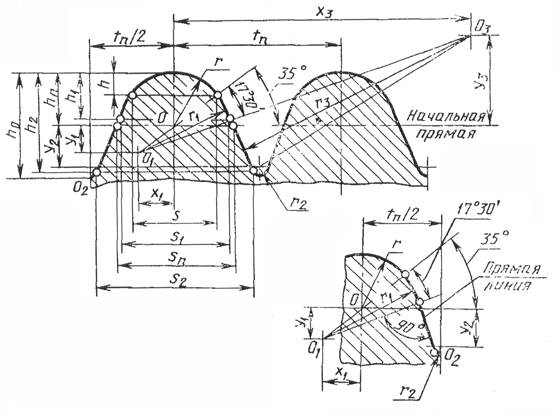
Черт. 1
мм
|
Параметр цепи |
tn |
ho |
r=hn |
x1 |
y1 |
r1 |
y2 |
r2 |
|
|
Шаг t |
Диаметр ролика (втулки) D |
||||||||
|
6,350 |
3,30 |
6,420 |
3,49 |
1,708 |
1,352 |
0,946 |
3,358 |
1,460 |
0,317 |
|
8,000 |
5,00 |
8,088 |
4,80 |
2,562 |
2,048 |
1,434 |
5,062 |
1,840 |
0,400 |
|
9,525 |
9,630 |
5,23 |
2,191 |
0,476 |
|||||
|
5,08 |
5,27 |
2,603 |
2,081 |
1,457 |
5,143 |
||||
|
6,00 |
5,73 |
3,065 |
2,457 |
1,721 |
6,065 |
||||
|
6,35 |
5,91 |
3,241 |
2,601 |
1,821 |
6,416 |
||||
|
12,700 |
7,75 |
12,840 |
7,88 |
3,944 |
3,174 |
2,223 |
7,819 |
3,556 |
0,381 |
|
8,51 |
8,26 |
4,326 |
3,485 |
2,440 |
8,581 |
||||
|
15,875 |
10,16 |
16,050 |
10,08 |
5,155 |
4,161 |
2,914 |
10,235 |
4,445 |
0,476 |
|
19,050 |
11,91 |
19,260 |
11,94 |
6,035 |
4,878 |
3,416 |
11,990 |
5,334 |
0,572 |
|
12,07 |
12,02 |
6,115 |
4,944 |
3,462 |
12,150 |
||||
|
25,400 |
15,88 |
25,679 |
15,90 |
8,030 |
6,504 |
4,554 |
15,970 |
7,112 |
0,762 |
|
31,750 |
19,05 |
32,099 |
19,46 |
9,623 |
7,802 |
5,463 |
19,148 |
8,890 |
0,952 |
|
38,100 |
22,23 |
38,519 |
23,03 |
11,221 |
9,105 |
6,375 |
22,336 |
10,668 |
1,143 |
|
25,40 |
24,62 |
12,814 |
10,403 |
7,284 |
25,514 |
9,787 |
2,024 |
||
|
44,450 |
44,939 |
26,59 |
12,446 |
1,334 |
|||||
|
27,94 |
27,87 |
14,090 |
11,444 |
8,013 |
28,060 |
10,134 |
3,646 |
||
|
50,800 |
28,58 |
51,359 |
30,16 |
14,411 |
11,706 |
8,196 |
28,701 |
14,224 |
1,524 |
|
29,21 |
30,48 |
14,728 |
11,964 |
8,377 |
29,333 |
||||
|
63,500 |
39,68 |
64,199 |
39,67 |
19,989 |
16,252 |
11,380 |
39,829 |
14,270 |
5,415 |
|
76,200 |
47,63 |
77,038 |
47,61 |
23,984 |
19,508 |
13,660 |
47,799 |
17,120 |
6,502 |
мм
|
Параметр цепи |
x3 |
y3 |
r3 |
h |
s |
h1 |
s1 |
h2 |
s2 |
sn |
|
|
Шаг t |
Диаметр ролика (втулки) D |
||||||||||
|
6,350 |
3,30 |
5,581 |
1,239 |
3,911 |
0,728 |
2,80 |
1,645 |
3,70 |
3,407 |
6,00 |
3,74 |
|
8,000 |
5,00 |
13,691 |
3,529 |
11,440 |
1,093 |
4,20 |
2,474 |
5,56 |
4,597 |
7,39 |
5,62 |
|
9,525 |
8,357 |
1,847 |
5,847 |
5,111 |
9,00 |
||||||
|
5,08 |
8,608 |
1,913 |
6,065 |
1,110 |
4,264 |
2,513 |
5,648 |
5,143 |
8,983 |
5,706 |
|
|
6,00 |
16,980 |
4,408 |
14,316 |
1,307 |
5,02 |
2,962 |
6,65 |
5,483 |
8,79 |
6,72 |
|
|
6,35 |
49,696 |
14,754 |
48,705 |
1,382 |
5,31 |
3,133 |
7,04 |
5,599 |
8,74 |
7,10 |
|
|
12,700 |
7,75 |
19,924 |
5,060 |
16,400 |
1,682 |
6,46 |
3,816 |
8,57 |
7,705 |
12,20 |
8,65 |
|
8,51 |
57,364 |
16,745 |
55,222 |
1,845 |
7,09 |
4,186 |
9,40 |
8,023 |
12,13 |
9,49 |
|
|
15,875 |
10,16 |
34,096 |
9,149 |
29,879 |
2,198 |
8,45 |
4,991 |
11,20 |
9,821 |
15,20 |
11,30 |
|
19,050 |
11,91 |
33,621 |
8,723 |
28,378 |
2,573 |
9,89 |
5,845 |
13,11 |
11,658 |
18,27 |
13,24 |
|
12,07 |
37,024 |
9,771 |
31,854 |
2,608 |
10,02 |
5,923 |
13,29 |
11,725 |
18,26 |
13,41 |
|
|
25,400 |
15,88 |
44,206 |
11,434 |
37,201 |
3,424 |
13,16 |
7,782 |
17,45 |
15,530 |
24,37 |
17,61 |
|
31,750 |
19,05 |
44,273 |
10,956 |
35,455 |
4,103 |
15,76 |
9,328 |
20,92 |
19,060 |
30,54 |
21,11 |
|
38,100 |
22,23 |
47,671 |
11,526 |
37,195 |
4,785 |
18,38 |
10,879 |
24,39 |
22,592 |
36,72 |
24,61 |
|
25,40 |
- |
- |
- |
5,464 |
20,99 |
12,426 |
27,86 |
23,209 |
34,66 |
28,10 |
|
|
44,450 |
52,026 |
12,400 |
39,946 |
26,118 |
42,90 |
28,11 |
|||||
|
27,94 |
78,731 |
20,419 |
66,491 |
6,008 |
23,08 |
13,665 |
30,64 |
25,320 |
37,98 |
30,90 |
|
|
50,800 |
28,58 |
56,907 |
13,437 |
43,241 |
6,145 |
23,61 |
13,977 |
31,33 |
29,646 |
49,08 |
31,61 |
|
29,21 |
60,463 |
14,459 |
46,609 |
6,280 |
24,13 |
14,284 |
32,02 |
29,922 |
49,01 |
32,31 |
|
|
63,500 |
39,68 |
- |
- |
- |
8,524 |
32,75 |
19,392 |
43,468 |
35,887 |
53,87 |
43,84 |
|
76,200 |
47,63 |
- |
- |
- |
10,227 |
39,29 |
23,270 |
52,157 |
43,059 |
64,64 |
52,61 |
Примечание. По согласованию с потребителем допускается изготовлять фрезы с уменьшенной высотой профиля ho для звездочек с числом зубьев до 80.
Исполнение 2
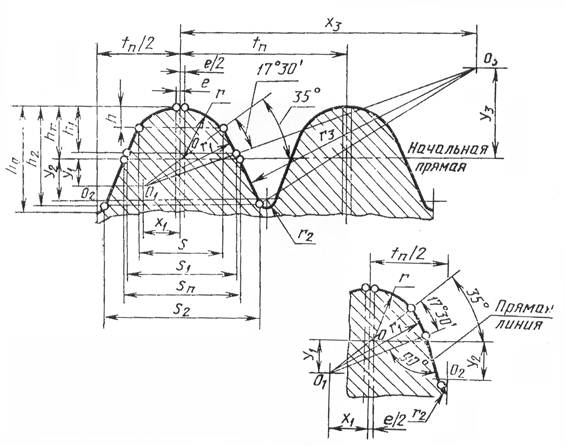
Черт. 2
мм
|
Параметр цепи |
tn |
e |
ho |
r=hn |
x1 |
y1 |
r1 |
y2 |
r2 |
|
|
Шаг t |
Диаметр ролика (втулки) D |
|||||||||
|
6,350 |
3,30 |
6,420 |
0,190 |
3,49 |
1,708 |
1,256 |
0,946 |
3,358 |
1,460 |
0,317 |
|
8,000 |
5,00 |
8,088 |
0,240 |
4,80 |
2,562 |
1,928 |
1,434 |
5,062 |
1,840 |
0,400 |
|
9,525 |
9,630 |
0,286 |
5,23 |
1,905 |
2,191 |
0,476 |
||||
|
5,08 |
5,27 |
2,603 |
1,938 |
1,457 |
5,143 |
|||||
|
6,00 |
5,73 |
3,065 |
2,315 |
1,721 |
6,065 |
|||||
|
6,35 |
5,91 |
3,241 |
2,458 |
1,821 |
6,416 |
2,287 |
0,380 |
|||
|
12,700 |
7,75 |
12,840 |
0,381 |
7,88 |
3,944 |
2,984 |
2,223 |
7,819 |
3,556 |
0,381 |
|
8,51 |
8,26 |
4,326 |
3,295 |
2,440 |
8,581 |
3,602 |
0,334 |
|||
|
15,875 |
10,16 |
16,050 |
0,476 |
10,08 |
5,155 |
3,923 |
2,914 |
10,235 |
4,445 |
0,476 |
|
19,050 |
11,91 |
19,260 |
0,572 |
11,94 |
6,035 |
4,592 |
3,416 |
11,990 |
5,334 |
0,572 |
|
12,07 |
12,02 |
6,115 |
4,658 |
3,462 |
12,150 |
5,334 |
||||
|
25,400 |
15,88 |
25,679 |
0,762 |
15,90 |
8,030 |
6,123 |
4,554 |
15,970 |
7,112 |
0,762 |
|
31,750 |
19,05 |
32,099 |
0,952 |
19,46 |
9,623 |
7,326 |
5,463 |
19,148 |
8,890 |
0,952 |
|
38,100 |
22,23 |
38,519 |
1,143 |
23,03 |
11,221 |
8,533 |
6,375 |
22,336 |
10,668 |
1,143 |
|
25,40 |
24,62 |
12,814 |
9,832 |
7,284 |
25,514 |
10,567 |
1,244 |
|||
|
44,450 |
44,939 |
1,334 |
26,59 |
9,736 |
12,446 |
1,334 |
||||
|
27,94 |
27,87 |
14,090 |
10,777 |
8,013 |
28,060 |
11,043 |
2,737 |
|||
|
50,800 |
28,58 |
51,359 |
1,524 |
30,16 |
14,411 |
10,944 |
8,196 |
28,701 |
14,224 |
1,524 |
|
29,21 |
30,48 |
14,728 |
11,202 |
8,377 |
29,333 |
|||||
|
63,500 |
39,68 |
64,199 |
1,905 |
39,67 |
19,989 |
15,299 |
11,380 |
39,829 |
15,569 |
4,116 |
|
76,200 |
47,63 |
77,038 |
2,286 |
47,61 |
23,984 |
18,365 |
13,660 |
47,799 |
18,679 |
4,943 |
мм
|
Параметр цепи |
x3 |
y3 |
r3 |
h |
s |
h1 |
s1 |
h2 |
s2 |
sn |
|
|
Шаг t |
Диаметр ролика (втулки) D |
||||||||||
|
6,350 |
3,30 |
6,188 |
1,401 |
4,448 |
0,728 |
2,99 |
1,645 |
3,89 |
3,389 |
5,96 |
3,93 |
|
8,000 |
5,00 |
23,831 |
6,688 |
21,947 |
1,093 |
4,44 |
2,474 |
5,80 |
4,561 |
7,35 |
5,86 |
|
9,525 |
9,266 |
2,088 |
6,650 |
4,48 |
5,85 |
5,083 |
8,94 |
5,90 |
|||
|
5,08 |
9,628 |
2,190 |
6,984 |
1,110 |
4,55 |
2,513 |
2,93 |
5,114 |
8,92 |
5,99 |
|
|
6,00 |
31,385 |
8,905 |
29,270 |
1,307 |
5,31 |
2,962 |
6,94 |
5,439 |
8,75 |
7,00 |
|
|
6,35 |
- |
- |
- |
1,382 |
5,60 |
3,133 |
7,32 |
5,642 |
8,90 |
7,39 |
|
|
12,700 |
7,75 |
26,847 |
7,183 |
23,459 |
1,682 |
6,84 |
3,816 |
8,95 |
7,678 |
12,16 |
9,03 |
|
8,51 |
- |
- |
- |
1,845 |
7,47 |
4,186 |
9,78 |
8,029 |
12,20 |
9,87 |
|
|
15,875 |
10,16 |
61,011 |
17,560 |
57,850 |
2,198 |
8,92 |
4,991 |
11,68 |
9,783 |
15,17 |
11,78 |
|
19,050 |
11,91 |
49,356 |
13,594 |
44,577 |
2,573 |
10,46 |
5,845 |
13,68 |
11,615 |
18,23 |
13,81 |
|
12,07 |
59,279 |
16,698 |
54,889 |
2,608 |
10,59 |
5,923 |
13,86 |
11,681 |
18,22 |
13,98 |
|
|
25,400 |
15,88 |
64,213 |
17,623 |
57,779 |
3,424 |
13,92 |
7,782 |
18,22 |
15,472 |
24,31 |
18,37 |
|
31,750 |
19,05 |
55,865 |
14,461 |
47,110 |
4,103 |
16,72 |
9,328 |
21,87 |
18,994 |
30,46 |
22,07 |
|
38,100 |
22,23 |
57,245 |
14,365 |
46,635 |
4,785 |
19,53 |
10,879 |
25,54 |
22,518 |
36,61 |
25,75 |
|
25,40 |
- |
- |
- |
5,464 |
22,14 |
12,426 |
29,00 |
23,754 |
36,15 |
29,25 |
|
|
44,450 |
60,899 |
14,987 |
48,550 |
22,33 |
29,19 |
26,034 |
42,77 |
29,44 |
|||
|
27,94 |
- |
- |
- |
6,008 |
24,42 |
13,665 |
31,97 |
25,956 |
39,72 |
32,24 |
|
|
50,800 |
28,58 |
65,616 |
15,943 |
51,574 |
6,145 |
25,13 |
13,977 |
32,86 |
29,554 |
48,93 |
33,14 |
|
29,21 |
71,212 |
17,608 |
57,080 |
6,280 |
25,65 |
14,284 |
33,55 |
29,825 |
48,86 |
33,88 |
|
|
63,500 |
39,68 |
- |
- |
- |
8,524 |
34,65 |
19,392 |
45,37 |
36,796 |
56,35 |
45,75 |
|
76,200 |
47,63 |
- |
- |
- |
10,227 |
41,58 |
23,270 |
54,44 |
44,149 |
67,61 |
54,89 |
Примечание. По согласованию с потребителем допускается изготовлять фрезы с уменьшенной высотой профиля ho для звездочек с числом зубьев до 80.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. № 2).
Приложение 2
Рекомендуемое
РАСЧЕТНЫЕ РАЗМЕРЫ ФРЕЗ И РЕКОМЕНДУЕМОЕ НАЗНАЧЕНИЕ
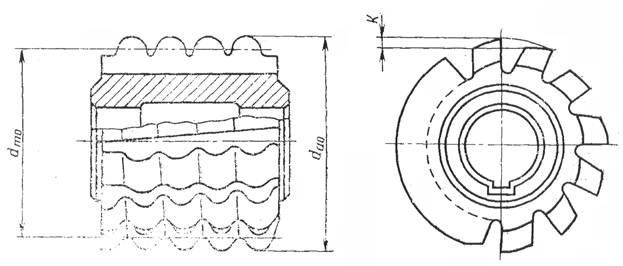
Расчетные размеры фрез приведены на чертеже и в табл. 1.
Размеры в мм
|
Параметры цепи |
К |
dmo |
gmo=lmo |
Осевой шаг Pxo |
Ход винтовой струженной канавки P*z |
|
|
Шаг t |
Диаметр ролика (втулка) D |
|||||
|
6,350 |
3,30 |
3,0 |
51,35 |
2°17¢ |
6,425 |
4051 |
|
8,000 |
5,00 |
56,64 |
2°36¢ |
8,096 |
3911 |
|
|
9,525 |
5,08 |
63,76 |
2°45¢ |
9,641 |
4162 |
|
|
6,00 |
||||||
|
6,35 |
||||||
|
12,700 |
7,75 |
4,0 |
70,31 |
3°20¢ |
12,861 |
3794 |
|
8,51 |
||||||
|
15,875 |
10,16 |
4,5 |
77,84 |
3°46¢ |
16,084 |
3718 |
|
19,050 |
11,91 |
5,0 |
86,01 |
4°05¢ |
19,309 |
3781 |
|
12,07 |
||||||
|
25,400 |
15,88 |
6,0 |
93,54 |
5°01¢ |
25,778 |
3350 |
|
31,750 |
19,05 |
7,0 |
103,01 |
5°05¢ |
32,258 |
3247 |
|
38,199 |
22,23 |
8,0 |
114,38 |
6°09¢ |
38,742 |
3333 |
|
25,40 |
||||||
|
44,450 |
27,94 |
9,0 |
130,86 |
6°17¢ |
45,210 |
3739 |
|
50,800 |
28,58 |
9,5 |
137,30 |
6°50¢ |
51,727 |
3597 |
|
29,21 |
||||||
|
63,500 |
39,68 |
10,5 |
145,72 |
8°04¢ |
64,839 |
3232 |
|
76,200 |
47,63 |
15,0 |
181,88 |
7°45¢ |
77,748 |
4199 |
*- Размер для справок.
gmo - угол подъема витка.
lmo - угол наклона струженных канавок.
2. Рекомендуемое назначение фрез указанно в табл. 3.
Таблица 2
|
Классы точности фрез |
Группы точности звездочек |
|
В |
Для звездочек цепей повышенной точности |
|
С |
Для звездочек группы А по ГОСТ 591-69 |
|
Д |
Для звездочек группы В по ГОСТ 591-69 |
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 3. (Исключено, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.Н.Шевченко, Е.Н.Исаенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 06.12.88 № 5714
3. Срок проверки 1994 г.,
периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 15127-69
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 9378-75 |
|
7. Переиздание (июнь 1992 г.) с Изменениями № 1, 2, утвержденными в марте 1987 г. и октябре 1989 г. (ИУС 6-87, 1-90)
8. Срок действия продлен до 01.01.96 (Постановление Государственного комитета СССР по стандартам от 18.10.89 № 3103)