ГОСТ 13876-87
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНЦЫ ШПИНДЕЛЕЙ АГРЕГАТНЫХ
СТАНКОВ
ОСНОВНЫЕ РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КОНЦЫ ШПИНДЕЛЕЙ АГРЕГАТНЫХ СТАНКОВ Основные размеры Spindle noses for modular type machines. |
ГОСТ |
Дата введения 01.07.88
Настоящий стандарт распространяется на концы унифицированных шпинделей под переходные регулируемые втулки, оправки и фрезы для силовых головок, сверлильных, расточных и фрезерных бабок, шпиндельных коробок и насадок, предназначенных для выполнения сверлильно-расточных, фрезерных и резьбонарезных работ на отдельных или встраиваемых в автоматические линии агрегатных станках, а также на концы шпинделей под цанги малогабаритных силовых головок.
Стандарт соответствует СТ СЭВ 4374-83, СТ СЭВ 4852-84 и международному стандарту ИСО 2905-74.
(Измененная редакция, Изм. № 1).
1. Основные размеры должны соответствовать:
концов шпинделей под переходные регулируемые втулки - указанным на черт. 1 и в табл. 1;
концов шпинделей под цанги - указанным на черт. 2 и в табл. 3;
гаек для концов шпинделей под цанги - указанным на черт. 3 и в табл. 4;
концов шпинделей под расточные оправки - указанным на черт. 4 - 6 и в табл. 5, 6;
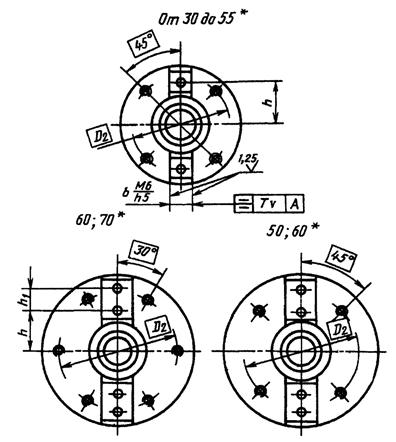
концов шпинделей под фрезерные оправки и фрезы - указанным на черт. 7, 8 и в табл. 7.
Концы шпинделей под переходные регулируемые втулки
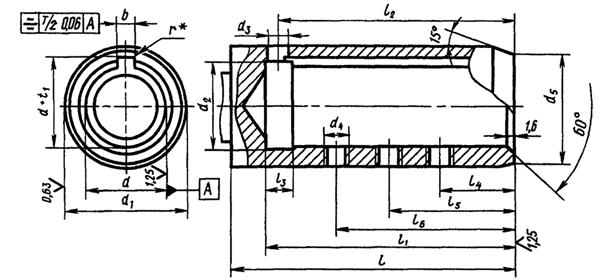
* Радиус закругления r шпоночных пазов - по ГОСТ 23360.
Таблица 1
|
d1 |
d2 |
d3 |
d4 |
d5 |
l |
l1 |
l2 |
l3 |
l4 |
l5 ± 0,1 |
l6 |
b |
d + t1 + 0,1 |
||
|
поле допуска |
Не менее |
Номин. |
поле допуска |
||||||||||||
|
Н7 |
f7 |
||||||||||||||
|
8 |
15 |
8,6 |
3,5 |
М4´0,7 |
14,4 |
46 |
40 |
35 |
8 |
- |
16 |
25 |
2 |
С11 |
9 |
|
10 |
18 |
10,6 |
5 |
М5´0,8 |
17,4 |
60 |
52 |
48 |
- |
22 |
32 |
3 |
11 |
||
|
12 |
20 |
12,6 |
М6´1 |
19,2 |
33 |
13 |
|||||||||
|
16 |
25 |
16,6 |
6 |
М8´1 |
24 |
85 |
74 |
70 |
21 |
34 |
47 |
5 |
D10 |
17,3 |
|
|
20 |
32 |
20,6 |
31 |
90 |
77 |
73 |
21,3 |
||||||||
|
25 |
37 |
25,6 |
8 |
36 |
100 |
85 |
80 |
10 |
23 |
38 |
53 |
6 |
26,7 |
||
|
28 |
40 |
28,6 |
M10´1 |
39 |
29,7 |
||||||||||
|
36 |
50 |
36,6 |
10 |
M12´1,25 |
49 |
128 |
106 |
101 |
12 |
28 |
45 |
62 |
8 |
37,7 |
|
|
48 |
67 |
48,6 |
12 |
66 |
152 |
129 |
123 |
14 |
40 |
57 |
74 |
10 |
50,1 |
||
|
60 |
90 |
60,8 |
18 |
M16´1,5 |
88,6 |
172 |
150 |
140 |
20 |
30 |
60 |
90 |
16 |
63,6 |
|
|
80 |
110 |
80,8 |
22 |
108,6 |
190 |
170 |
158 |
25 |
20 |
84,3 |
|||||
Примечания:
1. Концы шпинделей d = 48 и 60 мм допускается изготовлять с размером l1 = 105 мм вместо указанного в табл. 1 при соответствующем уменьшении размера l2.
2. Размеры d + t1, указанные в табл. 1 для концов шпинделей d = 20 и 36 мм по согласованию с потребителем допускается заменять соответственно на 21,9 и 38,6 мм.
3. Увеличение принятого размера l должно производиться ступенчато с приращениями, кратными указанным в табл. 2.
Таблица 2
|
Приращение в мм |
Число ступеней |
|
|
8 - 12 |
4 |
12 |
|
14 - 20 |
5 |
15 |
|
25 - 28 |
5 |
20 |
|
36 - 48 |
6 |
20 |
|
60 - 80 |
10 |
12 |
Концы шпинделей под цанги
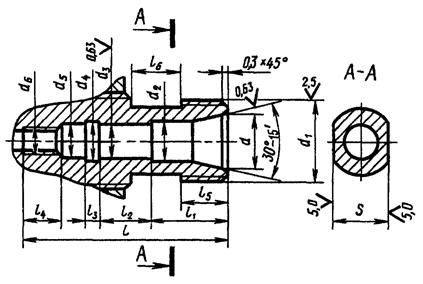
Таблица 3
мм
|
D* |
d-0,1 |
d1 6g |
d2 |
d3 H6 |
d4 |
d5 |
d6 7H |
l |
l1 |
l2 |
l3 |
l4 |
l5 |
l6 |
S-0,2 |
|
3 |
9 |
M12´1,25 |
6,2 |
6 |
6,5 |
5 |
M4 |
32 |
12 |
8 |
2 |
6 |
7 |
8 |
10 |
|
6 |
15 |
M22´1,5 |
10,2 |
10 |
10,5 |
9 |
M8 |
50 |
20 |
12 |
3 |
10 |
10 |
10 |
17 |
|
10 |
18 |
M30´1,5 |
14,2 |
14 |
14,5 |
13 |
M12 |
60 |
26 |
15 |
3 |
12 |
15 |
12 |
22 |
*D - наибольший диаметр сверла, закрепленного в цанге.
Гайка для концов шпинделей под цанги
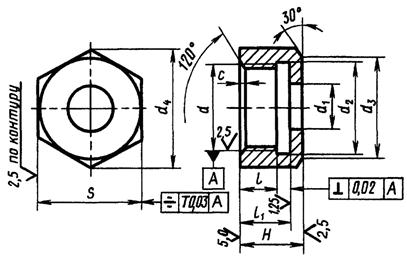
Таблица 4
мм
|
D* |
d 7H |
d1 |
d2 |
d3 |
d4, не более |
Н |
l |
l1 |
S h11 |
с |
|
3 |
М12´1,25 |
6 |
12,5 |
18 |
21,1 |
10 |
6 |
8 |
19 |
0,6 |
|
6 |
М22´1,5 |
11 |
22,5 |
25 |
31,2 |
14 |
8 |
11 |
27 |
1,0 |
|
10 |
М30´1,5 |
15 |
30,5 |
34 |
40,3 |
20 |
12 |
16 |
36 |
1,0 |
*D - наибольший диаметр сверла, закрепленного в цанге.
Концы шпинделей под расточные оправки
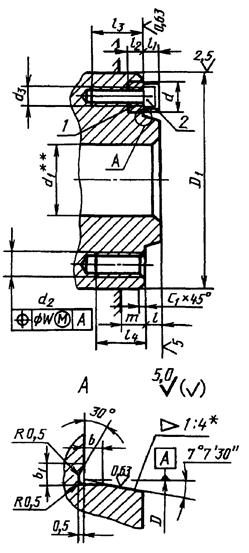
* Размер для справок.
** Внутреннее отверстие шпинделя d1 не регламентируется.
1 - шпонка по ГОСТ 12595; 2 - винт по ГОСТ 11738
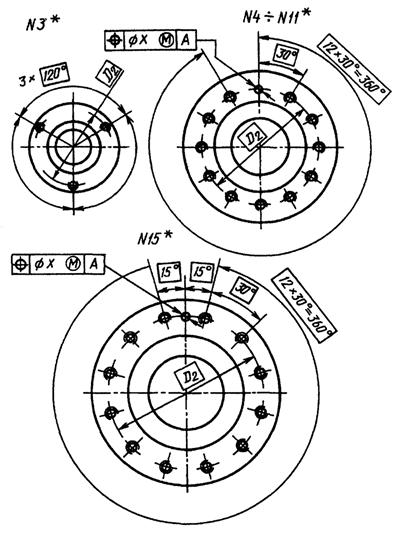
* Условные номера типоразмеров
Таблица 5
мм
|
D |
D1 h8 |
D2 |
d |
d2 |
d3 |
l |
l2 |
l3 |
l3 |
l4 |
m |
X |
W |
с |
b |
b1 |
||
|
Номин. |
Пред. откл. |
Поле допуска |
Не менее |
|||||||||||||||
|
Н8 |
6Н |
7Н |
||||||||||||||||
|
3 |
53,975 |
+0,008 |
92 |
70,6 |
- |
М10 |
- |
11 |
- |
- |
- |
16 |
5 |
0,2 |
0,2 |
1,0 |
1,5 |
3 |
|
4 |
63,513 |
+0,008 |
108 |
82,6 |
14,25 |
М10 |
М6 |
11 |
5 |
5 |
15 |
20 |
5 |
0,2 |
0,2 |
1,0 |
1,5 |
3 |
|
5 |
82,563 |
+0,01 |
133 |
104,8 |
15,9 |
М10 |
М6 |
13 |
5 |
6 |
15 |
22 |
5 |
0,2 |
0,2 |
1,0 |
1,5 |
3 |
|
6 |
106,375 |
+0,01 |
165 |
133,4 |
19,05 |
М12 |
М8 |
14 |
5 |
8 |
18 |
25 |
5 |
0,2 |
0,2 |
1,0 |
1,5 |
3 |
|
8 |
139,719 |
+0,012 |
210 |
171,4 |
23,8 |
М16 |
М8 |
16 |
6 |
10 |
18 |
28 |
5 |
0,2 |
0,2 |
1,6 |
1,5 |
3 |
|
11 |
196,869 |
+0,014 |
280 |
235,0 |
28,6 |
М20 |
М10 |
18 |
8 |
12 |
20 |
35 |
5 |
0,2 |
0,2 |
1,6 |
1,5 |
3 |
|
15 |
285,775 |
+0,016 |
380 |
330,2 |
34,9 |
М24 |
М12 |
19 |
8 |
12 |
25 |
42 |
5 |
0,3 |
0,3 |
1,6 |
2,5 |
5 |
Примечания:
1. На торцах шпинделя допускаются отверстия, цековки и т.д.
2. Допускается изготовлять отверстия d2 и d3 сквозными.
Концы шпинделей под расточные оправки
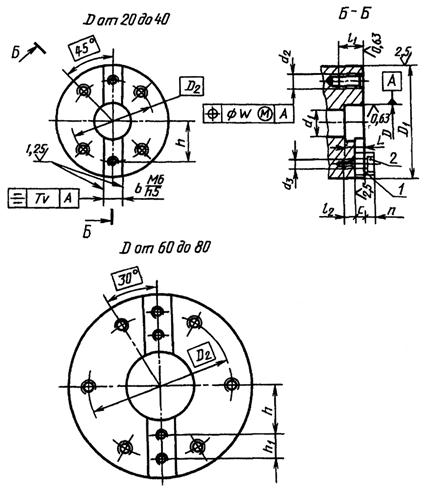
* Внутреннее отверстие шпинделя d1 не регламентируется.
1 - шпонка по ГОСТ 24644; 2 - винт по ГОСТ 11738.
Таблица 6
|
D1 |
D2 |
d2 |
d3 |
L |
l1 |
l2 |
с |
n |
b |
h |
h1 |
v |
W |
|
|
Поле допуска |
Поле допуска |
Не менее |
||||||||||||
|
Н6 |
h8 |
6Н |
7Н |
|||||||||||
|
20 |
60 |
45 |
М6 |
М3 |
10 |
12 |
7 |
5 |
5 |
8 |
22,5 |
- |
0,02 |
0,15 |
|
70 |
52 |
М8 |
М4 |
12 |
15 |
8 |
6 |
6 |
10 |
26 |
||||
|
28 |
80 |
58 |
М10 |
18 |
29 |
0,03 |
0,2 |
|||||||
|
32 |
90 |
66,7 |
М12 |
М6 |
15 |
21 |
9 |
8 |
8 |
15,9 |
33 |
|||
|
100 |
75 |
38 |
||||||||||||
|
40 |
120 |
90 |
М16 |
20 |
31 |
48 |
||||||||
|
140 |
106 |
М10 |
18 |
12,5 |
12,5 |
25,4 |
55 |
0,04 |
||||||
|
60 |
160 |
126 |
25 |
44 |
22 |
|||||||||
|
180 |
144 |
54 |
||||||||||||
|
200 |
164 |
64 |
||||||||||||
|
80 |
230 |
188 |
М20 |
35 |
79 |
|||||||||
|
260 |
218 |
94 |
||||||||||||
Примечания:
1. Допускается изготавливать отверстия d2 и d3 сквозными.
2. На торце шпинделя допускаются отверстия, цековки и т.д.
Концы шпинделей под фрезерные оправки и фрезы
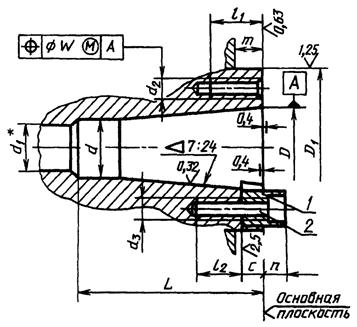
* Размер d1 не регламентируется.
1 - шпонка по ГОСТ 24644; 2 - винт по ГОСТ 11738
* Обозначение конуса в шпинделе - по ГОСТ 15945