ГОСТ 31.211.42-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ
СБОРНО-РАЗБОРНЫХ ПРИСПОСОБЛЕНИЙ
ДЛЯ СБОРОЧНО-СВАРОЧНЫХ РАБОТ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ. ПРАВИЛА ПРИЕМКИ.
МЕТОДЫ КОНТРОЛЯ. МАРКИРОВКА, УПАКОВКА,
ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Межотраслевым головным конструкторско-технологическим институтом технологической оснастки (МГКТИтехоснастки)
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3 от 17 февраля 1993 г.)
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 апреля 1996 г. № 246 межгосударственный стандарт ГОСТ 31.211.42-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 31.211.42-83
5 ПЕРЕИЗДАНИЕ
ГОСТ 31.211.42-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ СБОРНО-РАЗБОРНЫХ
ПРИСПОСОБЛЕНИЙ ДЛЯ СБОРОЧНО-СВАРОЧНЫХ РАБОТ
Технические требования. Правила приемки. Методы
контроля.
Маркировка, упаковка, транспортирование и хранение
Elements and assembly junctions of built-up
detachable fixtures for assembly and welding.
Technical requirements. Acceptance rules. Methods of control. Marking, packing,
transporation and storage
Дата введения 1996-07-01
Настоящий стандарт распространяется на детали и сборочные единицы сборно-разборных приспособлений (СРПС) с пазами 8, 12, 16, 28 и 42 мм.
1 Технические требования
1.1 Детали и сборочные единицы СРПС должны быть изготовлены по рабочим чертежам, утвержденным в установленном порядке, и соответствовать климатическому исполнению О по ГОСТ 15150.
1.2 Конструкция деталей и сборочных единиц СРПС должна обеспечивать точность собираемых в приспособлениях металлоконструкций по 11-му квалитету ГОСТ 25347. Срок службы базовых и корпусных деталей - не менее 10 лет; сборочных единиц - не менее 5 лет; установочных, направляющих и крепежных деталей - не менее 2 лет.
1.3 Требования к материалам
Детали СРПС должны быть изготовлены из материалов, обеспечивающих выполнение п. 1.2. Материалы для изготовления деталей и сборочных единиц СРПС приведены в приложении А
.
1.4.1 Поковки из углеродистых и легированных сталей должны соответствовать II группе поковок по ГОСТ 8479.
1.4.2 Допуски на размеры и технологические напуски для поковок из углеродистых и легированных сталей - по ГОСТ 7062.
1.4.3 Чугунные отливки должны соответствовать II группе ГОСТ 977, стальные - ГОСТ 26358.
1.4.4 Допуски размеров и массы отливок, а также припуски на механическую обработку - по ГОСТ 26645.
1.4.5 Неуказанные литейные радиусы - по ГОСТ 10948, формовочные уклоны - по ГОСТ 3212.
1.4.6 Типы и конструктивные элементы сварных швов - по ГОСТ 8713, ГОСТ 14771, ГОСТ 5264.
1.4.7 Механические свойства сварных соединений не должны быть ниже механических свойств основного металла более чем на 15 %.
1.4.8 Отливки и поковки перед предварительной механической обработкой должны быть подвергнуты отжигу, сварные заготовки - высокому отпуску. Твердости заготовок после термической обработки НВ £ 230.
1.4.9 На необработанных поверхностях отливок и поковок не допускаются более трех раковин или забоин размером более 5 мм и глубиной более 3 мм на площади 50 см3, шлаковые включения и групповые раковины общим диаметром более 3 мм на площади 100 см2.
1.4.10 Сварные швы должны быть непрерывными с мелкочешуйчатой поверхностью. Не допускаются наплывы, подрезы, прожоги, трещины, отдельные поры или неметаллические включения размером более 3 мм, цепочка пор или неметаллических включений общей протяженностью более 5 % длины шва, непровар.
1.5 Требования к механически обработанным деталям
1.5.1 На поверхности деталей с параметром шероховатости Ra ≥ 25 мкм по ГОСТ 2789 не допускается более трех раковин глубиной более 1 мм и диаметром более 5 мм на площади 50 см2.
1.5.2 На поверхности деталей не допускается расслоений, трещин, усадочных раковин, рыхлости и других дефектов, глубина которых превышает припуск на чистовую обработку деталей.
1.5.3 На рабочих поверхностях закаленных деталей допускаются следы контроля твердости - не более трех на одной поверхности.
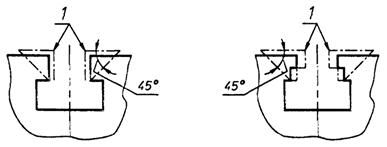
1.5.4 Дефекты, превышающие нормы, указанные в 1.4.10, 1.5.1, 1.5.2, допускается исправлять сваркой, если это не снижает качества и не ухудшает товарного вида деталей. В местах изделий, заключенных внутри контура 1 (рисунок 1), исправление дефектов сваркой не допускается.
1.5.5 Размеры канавок для выхода шлифовального круга, фасок и радиусов закругления Т-образных и П-образных пазов, а также глубина понижения дна Т-образных пазов должны соответствовать указанным на рисунке 2 и в таблице 1. Допускается притупление наружных кромок Т-образных и П-образных пазов деталей с пазами 8 и 12 мм фаской 0,4´45°, деталей с пазами 16, 28 и 42 мм - 1,0´45°.
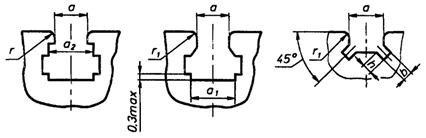
1.5.6 На внутренних углах Т-образных пазов, а также на вершинах канавок П-образных пазов допускаются радиусы или фаски, размер которых обеспечивается режущим инструментом.
1.5.7 Допускается наличие следов от выхода режущего инструмента на сопряженных поверхностях при обработке канавок в углах П-образных пазов.
1.5.8 Не указанные в чертежах радиусы закруглений в местах пересечения поверхностей деталей обеспечиваются режущим инструментом.
1.5.9 При сверлении отверстий или обработке фасок на резьбовых отверстиях в Т-образных и П-образных пазах допускается образование лунки. Размеры лунки (h, h1) не должны превышать указанных на рисунке 3 и в таблице 2.
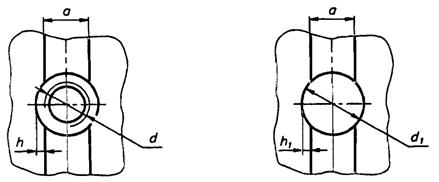
|
* В числителе даны размеры для отверстий без зенковок, а в знаменателе - для отверстий с зенковками. |
||||
1.5.10 Резьба метрическая - по ГОСТ 9150. Резьба трапецеидальная - по ГОСТ 9562. Диаметры отверстий под установочные винты - по ГОСТ 12415.
1.5.11 Параметр шероховатости резьбы не должен быть более: основной метрической - Ra 3,2 мкм; вспомогательной - Ra 6,3 мкм; трапецеидальной - Ra 2,5 мкм.
1.5.12 Размеры сбегов, недорезов (уменьшенных), проточек (узких) и фасок для резьб - по ГОСТ 10549.
1.5.13 Требования к болтам, винтам, шпилькам и гайкам - по ГОСТ 1759.0.
1.5.14 Механические свойства болтов, винтов и шпилек проверяют по ГОСТ 1759.4.
1.6 Требования к термической обработке
1.6.1 В деталях, изготовленных из сталей марок 20, 20Х, подвергаемых цементации, глубина цементированного слоя должна быть:
- с пазами 8 мм - от 0,7 до 1,0 мм;
- с пазами 12, 16, 28 и 42 мм - от 0,9 до 1,6 мм.
1.6.2 Содержание углерода в поверхностном слое цементированных деталей должно быть 0,8 - 1,1 %.
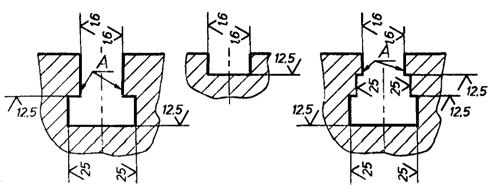
1.6.3 Допускается полости Т-образного паза (кроме поверхностей А, рисунок 4) и выборки, а также поверхности технологических канавок П-образных пазов не цементировать, при этом твердость указанных поверхностей должна быть такой же, как и твердость сердцевины детали.
Резьбу от цементации следует предохранять.
1.6.4 После термической обработки детали должны быть очищены от окалины.
1.7.1 Детали СРПС должны быть защищены термостойким покрытием - смазкой ВНИИ НП-230.
1.7.2 Перед нанесением смазки детали должны быть подвергнуты фосфатированию. Толщина фосфатного покрытия 7 - 10 мкм. Требования к фосфатному покрытию - по ГОСТ 9.301. Допускается оксидирование поверхности вместо фосфатирования.
1.7.3 Допускается отсутствие смазки на поверхности резьбовых и гладких отверстий, боковых внутренних Т-образных пазов.
1.8. Требования к шероховатости поверхностей
1.8.1 Параметр шероховатости Ra по ГОСТ 2789 не должен превышать:
- установочных поверхностей плоскостей крупных чугунных плит - 6,3 мкм; стальных плит - 3,2 мкм;
- установочных отверстий диаметром до 12 мм - 3,2 мкм; диаметром свыше 12 мм - 1,6 мкм;
- установочных плоских поверхностей опор и других деталей - 3,2 мкм;
- поверхностей, обеспечивающих товарный вид, - 25 мкм.
1.8.2 Шероховатость Т-образных и П-образных пазов должна соответствовать указанной на рисунке 4.
1.9.1 При сборке деталей не должно быть нарушений шероховатости обработанных поверхностей.
1.9.2 При сборке не допускаются подгонка деталей, применение не предусмотренных чертежами прокладок и прочих методов наращивания размеров деталей.
1.9.3 Сопряженные детали в подвижных соединениях должны перемещаться плавно от усилия руки, без люфтов и заеданий.
Требования техники безопасности при эксплуатации деталей СРПС должны соответствовать ГОСТ 12.2.029.
2 Правила приемки
2.1 Для проверки соответствия выпускаемых деталей СРПС требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные испытания.
2.2 Заготовки, детали и сборочные единицы предъявляют на проверку партиями. Партией считают заготовки, детали и сборочные единицы одного наименования, изготовленные из материала одной марки и термически обработанные по одному режиму.
2.3 При приемо-сдаточных испытаниях деталей и сборочных единиц проводят проверку их на соответствие требованиям 1.4.6 - 1.4.10, 1.5.1 - 1.5.14, 1.6.1 - 1.6.3, 1.7.1 - 1.7.3, 1.8.1, 1.8.2, 1.9.3.
2.4 Проверке на соответствие требованиям 1.4.6, 1.4.9, 1.5.1 - 1.5.14, 1.6.1 - 1.6.3, 1.7.1 - 1.7.3, 1.8.1, 1.8.2, 1.9.3 подвергают каждую деталь и сборочную единицу.
2.5 Испытанию на разрыв (п. 1.5.14) следует подвергать не менее трех пазовых болтов, шпилек от партии по ГОСТ 1759.4. Наименьшие значения разрывных усилий должны соответствовать указанным в таблице 3.
2.6 Твердость пазовых болтов следует проверять на головке, у шпилек - на гладкой части.
2.7 Механические свойства сварных соединений (п. 1.4.6) проверяют на статическое (кратковременное) растяжение на образцах, вырезанных из контрольных соединений. Контрольные соединения изготовляют на каждые 50 свариваемых сборочных единиц.
2.8 Качество сварных швов (п. 1.4.10) проверяют внешним осмотром. Внешнему осмотру подвергают каждую сборочную единицу, а 10 % сборочных единиц от партии подвергают радиографическому контролю.
2.9 Правила приемки фосфатных покрытий (п. 1.7.2) - по ГОСТ 9.301.
3 Методы контроля
3.1 Контроль чугунных и стальных отливок (п. 1.4.3) - по ГОСТ 977, ГОСТ 26358.
3.2 Контроль поковок (п. 1.4.1) - по ГОСТ 8479.
3.3 Твердость отливок и поковок после термической обработки (п. 1.4.8) - по ГОСТ 2999, ГОСТ 9012, ГОСТ 9013.
3.4 Испытание сварных соединений (п. 1.4.7) - по ГОСТ 6996.
3.5 Радиографический контроль сварных швов (п. 1.4.10) - по ГОСТ 7512.
3.6 Глубина цементированного слоя (п. 1.6.1) и содержание углерода в нем (п. 1.6.2) - по образцам-свидетелям.
3.7 Контроль глубины обезуглероженного слоя - по ГОСТ 1763.
3.8 Контроль твердости - по ГОСТ 2999, ГОСТ 9012, ГОСТ 9013.
3.9 Контроль шероховатости поверхности - с помощью профилометра или эталонных образцов по ГОСТ 9378.
3.10 Внешний вид, отсутствие царапин, вмятин и других дефектов - визуально.
3.11 Контроль покрытий - визуально по ГОСТ 9.302.
4 Маркировка, упаковка, транспортирование и хранение
4.1 На каждое изделие (деталь, сборочную единицу) на месте, указанном в рабочих чертежах, утвержденных в установленном порядке, должна быть нанесена маркировка, содержащая:
- товарный знак предприятия-изготовителя;
4.2 Если наносить маркировку на изделие нецелесообразно или невозможно по конструктивным соображениям, содержание маркировки изделий должно быть указано на бирке или этикетке по ГОСТ 2.601.
4.3 Группы изделий, имеющих переменный параметр, например толщина в прокладках, маркируют с указанием этого параметра на каждом изделии.
На деталях типа призм маркируют пределы диаметров устанавливаемых изделий.
4.4 Допускается располагать знаки маркировки несколькими параллельными рядами на одной поверхности или на двух смежных поверхностях.
4.5 Маркировка должна быть четкой и сохраняться в течение всего срока службы изделия.
4.6 Маркировка должна наноситься шрифтом высотой 2,5 мм - Пр. 3 по ГОСТ 26.020. Допускается на детали и сборочные единицы с пазом М8 маркировку наносить шрифтом высотой 1,0 и 1,6 мм.
4.7 Маркировка транспортной тары - по ГОСТ 14192.
4.8 Детали и сборочные единицы СРПС на период хранения и транспортирования подлежат временной противокоррозионной защите по ГОСТ 9.014.
4.9 В одной внутренней упаковке должны быть изделия, имеющие одинаковое обозначение.
4.10 Каждая единица внутренней упаковки должна быть завернута в оберточную бумагу по ГОСТ 8273 с последующей наклейкой этикетки.
4.11 Изделия в упаковке следует транспортировать в деревянных ящиках типа II-1 по ГОСТ 2991 с внутренними размерами по ГОСТ 15623 и выстланных внутри упаковочной бумагой по ГОСТ 8828 в крытом транспорте любого вида.
4.12 Укладка деталей и сборочных единиц СРПС должна производиться согласно свидетельству об упаковке. Свидетельство об упаковке и другие прилагаемые документы должны быть вложены в полиэтиленовый чехол.
4.13 Масса груза не должна превышать 50 кг. Изделия массой свыше 50 кг должны быть упакованы в отдельный ящик.
4.14 Упаковка должна предохранять изделие от повреждения при транспортировании и выполнении погрузочных работ.
4.15 Детали и сборочные единицы СРПС, упакованные в ящики, следует формировать в пакеты по ГОСТ 26663 на поддонах по ГОСТ 9557 и ГОСТ 9078 грузоподъемностью 1,0 т.
4.16 Детали и сборочные единицы СРПС должны храниться в крытых складских помещениях при температуре от 5 до 30 °С и относительной влажности воздуха до 85 %.
ПРИЛОЖЕНИЕ А
(справочное)
Материалы для изготовления деталей и сборочных единиц СРПС
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
4 Маркировка, упаковка, транспортирование и хранение. 6 Приложение А Материалы для изготовления деталей и сборочных единиц СРПС.. 7 |