Примечание. Теоретическая масса вычислена по номинальному диаметру и номинальной толщине стенки. Плотность латуни принята равной 8,5 г/см3. Теоретическая масса 1 м трубы является справочной.
1.2.3. По длине трубы изготовляют:
а) немерной длины от 1 до 6 м.
Примечание. Допускаются трубы длиной менее 1 м, но не менее 0,5 м в количестве не более 10 % от массы партии;
б) мерной длины или кратной мерной длины в пределах немерной длины - тянутые и холоднокатаные;
в) длиной не менее 10 м в бухтах массой не более 150 кг - тянутые трубы с наружным диаметром до 10 мм включ. и толщиной стенки до 1,5 мм включ.
1.2.4. Предельные отклонения по длине труб мерной длины должны соответствовать приведенным в табл. 3.
Таблица 3
мм
|
Наружный диаметр трубы |
Предельные отклонения по длине труб |
|
|
менее 2000 |
от 2000 и более |
|
|
От 3 до 12 включ. |
+ 10 |
+ 10 |
|
Св. 12 » 50 » |
+ 6 |
+ 10 |
|
Св. 50 » 100 » |
+ 10 |
+ 15 |
Трубы кратной мерной длины должны изготовляться с припуском на каждый рез по 5 мм и с предельными отклонениями на общую длину, установленными для труб мерной длины.
Условные обозначения труб проставляют по схеме:
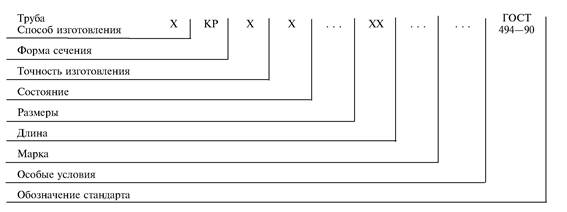
при следующих сокращениях:
|
Способ изготовления: |
тянутая, холоднокатаная |
- Д, |
|
прессованная |
- Г, |
|
|
Форма сечения: |
круглая |
- КР. |
|
Точность изготовления: |
нормальная |
- Н, |
|
повышенная |
- П, |
|
|
высокая |
- В. |
|
|
Состояние: |
мягкое |
- М, |
|
мягкое повышенной пластичности |
- Л, |
|
|
четвертьтвердое |
- Ч, |
|
|
полутвердое |
- П, |
|
|
полутвердое повышенной пластичности |
- И. |
|
|
Длина: |
немерная |
- НД, |
|
кратная мерной |
- КД, |
|
|
в бухтах |
- БТ. |
|
|
Особые условия: |
трубы повышенной точности по кривизне |
- Т, |
|
трубы высокой точности по кривизне |
- К, |
|
|
трубы антимагнитные |
- А. |
Примечание. Знак Х ставится вместо отсутствующих данных, кроме обозначения длины и особых условий.
Примеры условных обозначений труб:
Труба тянутая, круглая, нормальной точности изготовления, мягкая, наружным диаметром 28 мм и толщиной стенки 3 мм, немерной длины из латуни марки Л63:
Труба ДКРНМ 28 ´ 3 НД Л63 ГОСТ 494-90
Труба прессованная, круглая, наружным диаметром 60 мм, внутренним диаметром 40 мм, длиной 3000 мм из латуни марки Л60:
Труба ГКРХХ 60 ´ 40 ´ 3000 Л60 ГОСТ 494-90
1.3. Характеристики
1.3.1. Базовое исполнение
1.3.1.1. Тянутые и холоднокатаные трубы изготовляют в мягком, четвертьтвердом и полутвердом состояниях (со снятыми внутренними растягивающими напряжениями).
1.3.1.2. Наружная и внутренняя поверхности труб должны быть свободными от загрязнений, затрудняющих визуальный осмотр, без трещин, расслоений, плен, пузырей и раковин.
Допускаются отдельные поверхностные дефекты - мелкие плены, вмятины, забоины, углубления, риски, задиры, если они не выводят трубы при контрольной зачистке за предельные отклонения по размерам.
На поверхности труб допускаются кольцеватость, цвета побежалости, покраснения и следы правки.
На внутренней и наружной поверхностях тянутых и холоднокатаных труб из сварной заготовки допускаются следы шва и отдельные продольные риски по шву, если шов выдерживает испытание на сплющивание.
1.3.1.3. Трубы должны быть ровно обрезаны и не должны иметь значительных заусенцев.
Косина реза не должна превышать, мм:
2 - для труб с наружным диаметром до 20 мм;
3 - » » » » св. 20 » 50 мм;
4 - » » » » » 50 » 100 мм;
5 - » » » » » 100 » 170 мм;
7 - » » » » » 170 мм.
1.3.1.4. Разностепенность не должна выводить размеры труб за предельные отклонения по толщине стенки.
Овальность для тянутых и холоднокатаных труб в полутвердом состоянии с толщиной стенки не менее 1/30 наружного диаметра в отрезках и прессованных труб с толщиной стенки не менее 1/15 наружного диаметра не должна выводить размеры труб за предельные отклонения по наружному диаметру.
Овальность не устанавливается:
для труб, изготовленных в бухтах;
для тянутых и холоднокатаных труб в мягком состоянии;
для тянутых и холоднокатаных труб в четвертьтвердом и полутвердом состояниях с толщиной стенки мейее 1/30 наружного диаметра;
для прессованных труб с толщиной стенки менее 1/15 наружного диаметра.
1.3.1.5. Тянутые и холоднокатаные (четвертьтвердые и полутвердые) трубы с наружным диаметром свыше 12 мм в отрезках, а также прессованные трубы должны быть выправлены. Кривизна на 1 м длины трубы не должна превышать значений, приведенных в табл. 4.
мм
|
Способ изготовления |
Наружный диаметр |
Кривизна на 1 м длины, не более |
|
Тянутые и холоднокатаные (четвертьтвердые и полутвердые) |
От 13 и более |
5 |
|
Прессованные |
До 150 |
5 |
|
Св. 150 |
15 |
Общая кривизна не должна превышать произведения кривизны на 1 м длины на общую длину трубы в метрах.
Кривизну не устанавливают:
для труб, изготовленных в бухтах;
для тянутых и холоднокатаных труб в четвертьтвердом и полутвердом состоянии с наружным диаметром менее 13 мм;
для тянутых и холоднокатаных труб в мягком состоянии.
1.3.1.6. Механические Свойства труб должны соответствовать требованиям, приведенным в табл. 5.
|
Способ изготовления |
Марка латуни |
Состояние материала |
Временное |
Относительное |
|
не менее |
||||
|
Тянутые и холоднотянутые |
Л63 |
Мягкое |
290 (30) |
40 |
|
Четвертьтвердое |
330 (34) |
30 |
||
|
Полутвердое |
370 (38) |
25 |
||
|
Л68 |
Мягкое |
290 (30) |
40 |
|
|
Полутвердое |
340 (35) |
35 |
||
|
Прессованные |
Л60 |
- |
340 (35) |
20 |
|
Л63 |
270 (28) |
38 |
||
|
ЛС59-1 |
390 (40) |
20 |
||
|
ЛЖМц59-1-1 |
430 (44) |
28 |
||
1.3.1.7. Металл прессованых труб в изломе должен быть плотный, не должен иметь посторонних включений, утяжин и расслоений.
1.3.1.8. Трубы должны быть герметичными.
1.3.1.9. Отсутствие остаточных растягивающих напряжений на трубах обеспечивается технологией изготовления.
1.3.1.10. Трубы тянутые и холоднокатаные из сварной заготовки после отжига до мягкого состояния, должны выдерживать испытание на сплющивание до соприкосновения стенок без появления трещин и надрывов.
1.3.2. Исполнение по требованию потребителя
1.3.2.1. Трубы могут быть изготовлены с нормами предельных отклонений по наружному и внутреннему диаметрам.
Предельные отклонения устанавливают только по двум размерам - наружному и внутреннему диаметрам.
Предельные отклонения по внутреннему диаметру должны соответствовать предельным отклонениям по наружному диаметру, приведенным в табл. 1 и 2, при этом наибольшее предельное отклонение по толщине стенки от номинального в любой точке не должно превышать значений, приведенных в табл. 1 и 2 более чем на 50 %.
1.3.2.2. Прессованные трубы из латуни марки ЛС59-1 изготовляют размерами, отличающимися от приведенных в табл. 2, в соответствии с табл. 6.
Таблица 6
|
Наружный диаметр |
Предельные отклонения по наружному диаметру |
Толщина стенки |
Предельные отклонения по толщине стенки |
|
23 |
± 0,30 |
3,5 |
± 0,50 |
|
23 |
± 0,30 |
6,5 |
± 0,65 |
|
25 |
± 0,30 |
6,5 |
± 0,65 |
1.3.2.3. Тянутые и холоднокатаные трубы изготовляют высокой точности с предельными отклонениями по наружному диаметру, мм:
минус 0,12 - для труб наружным диаметром от 3 до 18 мм;
минус 0,20 - для труб наружным диаметром от 19 до 48 мм включ.;
минус 0,30 - для труб наружным диаметром от 50 до 76 мм включ.;
1.3.2.4. Тянутые и холоднокатаные трубы изготовляют повышенной точности с предельными отклонениями по толщине стенки, мм:
± 0,09 - для толщины стенки 1,0 мм;
± 0,13 - » » » 1,5 мм;
± 0,18 - » » » 2,0 мм;
± 0,23 - » » » 2,5 мм;
± 0,24 - » » » 3,0 мм;
± 0,28 - » » » 4,0 мм;
± 0,32 - » » » 4,5 мм;
± 0,35 - » » » 5,0 мм;
± 0,42 - » » » 6,0 мм.
1.3.2.5. Тянутые и холоднокатаные трубы наружным диаметром до 30 мм изготовляют высокой точности с предельными отклонениями по толщине стенки, мм:
± 0,15 - для толщины стенки 2,0 мм;
± 0,20 - » » » 2,5 мм.
1.3.2.6. Трубы в отрезках изготовляют повышенной точности по кривизне.
Кривизна на 1 м длины не должна превышать, мм:
3 - для тянутых и холоднокатаных труб четвертьтвердого и полутвердого состояния наружным диаметром свыше 12 мм;
4 - для прессованных труб с наружным диаметром до 150 мм включ.;
12 - для прессованных труб с наружным диаметром свыше 150 мм.
1.3.2.7. Трубы из латуни марок Л63, Л68, ЛС-59-1 изготовляют антимагнитными.
1.3.2.8. Тянутые и холоднокатаные трубы с толщиной стенки 3 мм и менее должны выдерживать после отжига до мягкого состояния испытание на сплющивание до соприкосновения стенок трубы без появления трещин и надрывов. В местах изгиба допускается зазор, равный толщине стенки.
1.3.3. Исполнение по согласованию с потребителем
1.3.3.1. Трубы изготовляют промежуточных размеров по диаметру и толщине стенки с предельными отклонениями по ним для следующего большего размера, приведенного в табл. 1 и 2.
1.3.3.2. Прессованные трубы с толщиной стенки 2,0; 2,5; 3,0; 3.5; 4,0; 5,0; 10; 15; 20 мм изготовляют повышенной точности по толщине стенки с предельными отклонениями ± 9 % от номинальной толщины стенки.
1.3.3.3. Прессованные трубы изготовляют мерной длины, м:
От 1 до 6 - для труб наружным диаметром до 60 мм;
от 1 до 4 » » » » св. 60 » 100 мм;
от 1 до 2,5 » » » » » 100 » 150 мм;
от 1 до 2 » » » » » 150 мм.
1.3.3.4. Трубы изготовляют длиной, превышающей указанную в п. 1.2.3. При этом предельные отклонения по длине, косина реза, кривизна, требования к качеству поверхности устанавливают по согласованию изготовителя с потребителем.
1.3.3.5. Тянутые и холоднокатаные трубы в полутвердом состоянии в отрезках изготовляют высокой точности по кривизне - не более 2 мм на 1 м длины трубы.
1.3.3.6. Прессованные трубы с наружным диаметром до 150 мм включительно изготовляют с кривизной на 1 м длины свыше 5 мм, но не более 10 мм.
1.3.3.7. Трубы из латуни марки Л63 изготовляют c твердостью по Виккерсу, НV:
не более 120 - для тянутых и холоднокатаных труб в мягком состоянии;
85 - 140 - для труб тянутых и холоднокатаных в полутвердом состоянии;
не более 110 - для прессованных труб.
При этом не регламентируют временное сопротивление и относительное удлинение после разрыва.
1.3.3.8. Трубы в мягком и полутвердом состояниях изготовляют повышенной пластичности с нормами механических свойств:
для труб из латуни марок Л63 и Л68 в мягком состоянии:
временное сопротивление sв - не менее 290 (30) МПа (кгс/мм2);
относительное удлинение после разрыва d10 не менее 45 %;
для труб из латуни марки Л63 в полутвердом состоянии:
временное сопротивление sв - не менее 340 (35) МПа (кгс/мм2);
относительное удлинение после разрыва d10 - не менее 28 %.
1.4. Маркировка
1.4.1. К каждому пучку (бухте) труб должен быть прикреплен ярлык с указанием:
товарного знака или товарного знака и наименования предприятия-изготовителя;
условного обозначения труб или марки латуни и размеров трубы, точности изготовления, состояния материала, обозначения настоящего стандарта;
номера партии;
штампа технического контроля или номера технического контролера.
1.4.2. На каждой трубе без упаковки и не в связке должны быть нанесены несмываемой краской данные, приведенные в п. 1.4.1.
Эти данные допускается указывать на ярлыке, наклеенном на внутреннюю поверхность трубы, или на деревянном и металлическом ярлыке, прикрепленном к трубе.
1.4.3. Транспортная маркировка - по ГОСТ 14192 с дополнительным нанесением манипуляционного знака «Беречь от влаги».
1.5. Упаковка
1.5.1. Все трубы с толщиной стенки менее 1 мм, мягкие трубы с толщиной стенки до 1,5 мм включительно и трубы с толщиной стенки 2 мм при наружном диаметре 60 мм и более упаковывают в деревянные ящики.
Трубы в отрезках с наружным диаметром не более 40 мм и массой не более 25 кг связывают в пучки массой не более 80 кг.
Каждый пучок и бухта труб наружным диаметром не более 40 мм должны быть перевязаны проволокой диаметром не менее 1,2 мм или шпагатом из синтетических материалов не менее чем в два оборота и не менее чем в двух местах (бухта - в трех местах равномерно) таким образом, чтобы исключалось взаимное перемещение труб. Концы проволоки соединяют скруткой не менее пяти витков.
Допускается при отсутствии перегрузки в пути транспортировать трубы в крытых вагонах и контейнерах в связках без упаковки в ящики.
Упаковка должна обеспечивать сохранность труб.
В качестве тары и упаковочных материалов могут применяться:
ящики по ГОСТ 2991, ГОСТ 10198;
обрешетки по ГОСТ 12082;
контейнеры по ГОСТ 22225, ГОСТ 15102;
проволока по ГОСТ 3282;
лента по ГОСТ 1173, ГОСТ 3560.
Допускаются другие виды упаковки и упаковочных материалов, обеспечивающие сохранность труб при транспортировании, по нормативно-технической документации.
1.5.2. Упаковка труб в районы Крайнего Севера и приравненные к ним районы - по ГОСТ 15846.
1.5.3. Масса грузового места не должна превышать 5000 кг.
Масса грузового места при транспортировании в крытых вагонах не должна превышать 1250 кг.
Допускается транспортировать трубы в пакетах массой до 1500 кг, за исключением транспортирования в крытых вагонах, без увязки в пучки при отсутствии перегрузки в пути.
Грузовые места должны быть сформированы в транспортные пакеты.
Габаритные размеры пакетов - по ГОСТ 19041, ГОСТ 24597.
Средства крепления в транспортные пакеты - по ГОСТ 21650.
Пакетирование проводят в поддонах по ГОСТ 9557 или с использованием брусков сечением не менее 50 ´ 50 мм с обвязкой проволокой диаметром не менее 3 мм или лентой размером не менее 0,3 ´ 30 мм, или с использованием пакетируемых строп. Концы обвязочной проволоки скрепляют скруткой в пять витков, ленты - в замок.
1.5.4. В каждый ящик или в контейнер, или в контейнер в один из ящиков должен быть вложен упаковочный лист, на котором должны быть указаны данные, перечисленные в п. 1.4.1.
2. ПРИЕМКА
2.1. Трубы принимают партиями. Партия должна состоять из труб одной марки сплава, одного размера, одного состояния материала, одной точности и способа изготовления и должна быть оформлена документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение труб;
результаты испытаний (по требованию потребителя);
номер партии;
массу партии.
Допускается оформлять один документ о качестве на несколько партий труб одного размера, состояния, точности и способа изготовления и одной марки сплава, отгружаемых одновременно одному потребителю.
Масса партии должна быть не более 5000кг.
2.2. Для контроля качества внутренней поверхности (за исключением труб с внутренним диаметром 20 мм и менее и труб в бухтах), наружной поверхности, диаметра, толщины стенки (за исключением труб с внутренним диаметром 12 мм и менее), длины, косины реза, кривизны от партии отбирают трубы «вслепую» (методом наибольшей объективности) по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242*.
__________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
Количество контролируемых труб (бухт) определяют по табл. 7.
шт.
|
Количество труб (бухт) в партии |
Количество контролируемых труб |
Браковочное число |
|
2 - 8 |
2 |
1 |
|
9 - 15 |
3 |
1 |
|
16 - 25 |
5 |
1 |
|
26 - 50 |
8 |
2 |
|
51 - 90 |
13 |
2 |
|
91 - 150 |
20 |
3 |
|
151 - 280 |
32 |
4 |
|
281 - 500 |
50 |
6 |
|
501 - 1200 |
80 |
8 |
|
1201 - 3200 |
125 |
11 |
Количество труб в партии (N) вычисляют по формуле
![]() ,
,
где m - масса труб в партии, кг;
mT - теоретическая масса 1 м трубы, кг;
lср - средняя длина трубы, м.
Партия считается соответствующей требованиям стандарта, если браковочное число менее приведенного в табл. 7.
Допускается изготовителю при получении неудовлетворительных результатов контролировать каждую трубу (бухту) по тому параметру, по которому получены неудовлетворительные результаты.
2.3. Для контроля качества внутренней поверхности труб с внутренним диаметром 20 мм и менее и труб в бухтах отбирают пять труб от партии.
2.4. Для контроля толщины стенки труб с внутренним диаметром 12 мм и менее отбирают пять труб от партии.
2.5. Для испытания на растяжение (временное сопротивление, относительное удлинение после разрыва), на твердость по Виккерсу и определение остаточных растягивающих напряжений отбирают три трубы (бухты) от партии.
Испытание на растяжение проводят по требованию потребителя.
Определение остаточных растягивающих напряжений проводят при возникновении разногласий.
2.6. Для испытания на сплющивание отбирают три трубы (бухты) от партии.
Испытание на сплющивание проводят по требованию потребителя (за исключением тянутых труб из сварной заготовки).
2.7. Для испытания на герметичность отбирают три трубы от партии.
Испытание на герметичность проводят по требованию потребителя.
Трубы с наружным диаметром до 12 мм и более 50 мм в отрезках, а также трубы в бухтах испытанию на герметичность на предприятии-изготовителе не подвергают.
2.8. Испытанию на плотность подвергают каждую прессованную трубу из латуни марок ЛС59-1 и ЛЖМц59-1-1 с наружным диаметром до 150 мм включительно.
2.9. Для определения химического состава отбирают две трубы (бухты) от партии.
Допускается на предприятии-изготовителе отбор проб проводить от расплавленного металла.
Допускается на предприятии-изготовителе контролировать содержание сурьмы, висмута, фосфора периодически, один раз в три месяца, при условии обеспечения соответствия их содержания требованиям ГОСТ 15527.
2.10. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей, за исключением проводимых с помощью статического приемочного контроля, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяют на всю партию.
2.11. Допускается по согласованию изготовителя с потребителем применять статические методы контроля механических свойств.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Осмотр поверхности проводится без применения увеличительных приборов.
Для осмотра внутренней поверхности труб с внутренним диаметром до 20 мм включительно и труб, изготовленных в бухтах, должно быть отобрано по одному образцу длиной 150 мм. Образцы разрезают вдоль на две части и осматривают.
Осмотр внутренней поверхности труб с внутренним диаметром более 20 мм должен проводиться на освещенном экране.
3.2. Наружный диаметр труб измеряют микрометром по ГОСТ 6507.
Толщину стенки труб измеряют микрометром по ГОСТ 6507 или стенкомером индикаторным по ГОСТ 11358.
Для контроля толщины стенки от каждой из отобранных труб с внутренним диаметром 12 мм и менее отрезают образцы длиной 150 мм, разрезают их вдоль на две части и измеряют микрометром по ГОСТ 6507 с обточенными ножками.
Измерение диаметра проводят на расстоянии не менее 30 мм от концов трубы в трех точках на любом участке по длине трубы.
Толщину стенки измеряют на расстоянии не менее 5 мм от концов трубы.
Длину труб измеряют рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427.
Овальность, кривизну, косину реза измеряют по ГОСТ 26877.
3.3. Контроль поверхности и размеров, проводимый статистическим методом, обеспечивает качество поверхности и размеры труб с вероятностью 96 % (AQL = 4 %).
3.4. Для испытания на растяжение от каждой отобранной трубы (бухты) отбирают по одному образцу.
Отбор и подготовку образцов для испытания проводят по ГОСТ 24047.
Испытание на растяжение проводят по ГОСТ 10006 на продольных длинных образцах.
Испытание на твердость по Виккерсу проводят по ГОСТ 2999 при нагрузке 10 или 20 кгс, время выдержки - 30 с.
3.5. Для испытания на сплющивание от каждой отобранной трубы (бухты) отбирают по одному образцу.
Испытание на сплющивание проводят по ГОСТ 8695.
3.6. Испытание на герметичность проводят одним из методов: гидравлическим давлением 5 МПа (50 кгс/мм2) в течение 10 с по ГОСТ 3845, или неразрушающим методом контроля по методике, согласованной изготовителем с потребителем, или воздухом давлением 0,65 - 0,8 МПа (7 - 8 кгс/мм2) в течение 5 с в ванне, заполненной водой.
При возникновении разногласий в оценке качества испытание на герметичность проводят гидравлическим давлением 5 МПа (50 кгс/мм2) в течение 10 с по ГОСТ 3845.
3.7. Для анализа химического состава от каждой отобранной трубы (бухты) отбирают по одному образцу.
Отбор проб для анализа химического состава проводят по ГОСТ 24231.
Анализ химического состава проводят по ГОСТ 1652.1 - ГОСТ 1652.13, ГОСТ 9716.1 - ГОСТ 9716.3 или другими методами, обеспечивающими заданную точность.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 1652.1 - ГОСТ 1652.13.
3.8. Проверку прессованных труб с толщиной стенки от 3 мм и более на плотность с вырезкой дефектной части трубы проводят неразрушающим методом контроля по методике, приведенной в приложении 2, или по методике, согласованной изготовителем с потребителем.
Допускается контролировать плотность по излому трубы. Для проверки излома на предприятии-изготовителе отламывают задний по ходу прессования конец трубы, примыкающий к пресс-остатку. Обломанный конец предварительно надрезают на 30 % диаметра трубы.
Осмотр излома проводят без применения увеличительных приборов. Отломанные концы труб при отправке потребителю могут не обрезаться.
3.9. Контроль наличия остаточных растягивающих напряжений проводят при возникновении разногласий в оценке качества труб по методике, приведенной в приложении 1, или по методике, согласованной изготовителем с потребителем.
3.10. Допускается по согласованию изготовителя с потребителем применять статистические методы контроля механических свойств.
3.11. Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность. При возникновении разногласий в определении показателей контроль проводят методами, приведенными в стандарте.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Трубы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Трубы длиной свыше 3 м транспортируют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, железнодорожным транспортом - в открытых транспортных средствах, упакованными в специальные контейнеры, или в полувагонах с использованием временной крыши.
Размещение и крепление труб, перевозимых по железной дороге, должны соответствовать техническим условиям погрузки и крепления грузов.
4.2. Трубы должны храниться в крытых помещениях и должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства труб при хранении не изменяются.
ПРИЛОЖЕНИЕ
1
Обязательное
1. МЕТОД КОНТРОЛЯ
ЛАТУННЫХ ТРУБ НА НАЛИЧИЕ ОСТАТОЧНЫХ
НАПРЯЖЕНИЙ С ПОМОЩЬЮ АЗОТНОКИСЛОЙ РТУТИ
Сущность метода состоит в ускоренном испытании труб из медно-цинковых сплавов на наличие остаточных напряжений, вызывающих коррозионное растрескивание сплава. Испытание проводят в растворе азотнокислой ртути.
1.1. Термины и пояснения
1.1.1. Коррозионное растрескивание - растрескивание материала под совместным воздействием коррозионной среды и напряжения (остаточного или приложенного).
1.1.2. Остаточное напряжение - напряжение, остающееся в металле в результате неравномерной пластической деформации.
1.2. Реактивы
Для проведения испытаний применяется водный раствор, содержащий
10 г НgNО3 и 10 см3 НNО3 (a = 1,40 - 1,42) в 1000 см3 раствора.
Раствор готовят двумя способами.
Первый способ: 11,4 г НgNО32Н2О или 10,7 г НgNО3 × H2О растворяют примерно в 40 см3 дистиллированной воды, подкисленной 10 см3 НNО3.
После полного растворения кристаллов раствор разбавляют дистиллированной водой до 1000 см3.
Второй способ: 75 г ртути растворяют в 114 см3 разбавленной НNО3 (1:1) и доливают водой при перемешивании до 1000 см3.
Такое растворение в присутствии избытка кислоты предотвращает осаждение основных солей ртути.
Полученный раствор должен содержать 100 г НgNО3 и избыток (30 см3) НNO3.
Для проведения испытания отбирают 100 см3 раствора, добавляют 7 см3 10 %-ного раствора НNО3 и доводят объем раствора водой до 1000 см3.
1.3. Подготовка образцов к испытанию
1.3.1. Длина образцов должна быть 100 - 150 мм.
1.3.2. Образцы необходимо готовить так, чтобы в них не возникали дополнительные остаточные напряжения. Образцы нельзя маркировать штамповкой.
1.4. Проведение испытания
1.4.1. Образцы обезжиривают, погружают в растворитель (бензин, четыреххлористый углерод и др.) с последующей протиркой хлопчатобумажной тканью. Затем образцы погружают в 15 %-ный (по объему) водный раствор Н2SO4 или 10 %-ный раствор НNО3 на 30 с для удаления окисных пленок.
После травления образцы быстро промывают в проточной воде, затем удаляют-с их поверхности остаток воды и погружают в раствор азотно-кислой ртути. Испытания проводят при комнатной температуре.
Расход раствора азотно-кислой ртути должен быть не менее 1,5 см3 на 1 см2 поверхности образца.
Для испытаний отбирают образцы без поверхностных дефектов. При частичном погружении образца в раствор азотно-кислой ртути длина погруженной части образца должна соответствовать указанной в п. 1.3.1.
1.4.2. Через 30 мин образец из раствора азотно-кислой ртути извлекают и промывают в проточной воде. С поверхности образца удаляют избыток ртути. Образцы осматривают после испытания не ранее чем через 30 мин, если в технических условиях не указывается другое время выдержки. При возникновении сомнений относительно трещин, ртуть с поверхности образца следует удалить нагревом в печи с поглотителем ртути или в герметичном контейнере с вакуумным отсосом и холодильником для сбора металлической ртути. Образцы осматривают с помощью лупы 10 - 18-кратном увеличении.
Примечание. Удаление ртути рекомендуется проводить на специальном оборудовании.
1.5. Требования безопасности
1.5.1. Металлическая ртуть и ее соединения чрезвычайно токсичны. Для проведения испытаний оборудуется специальное помещение с хорошей приточно-вытяжной вентиляцией, с улавливанием паров ртути и соблюдением санитарных норм.
1.5.2. Все работы выполняют в резиновых перчатках и халатах (с застежками сзади и без карманов), на голову надевают косынку или шапочку. Смена специальной одежды должна проводиться не реже одного раза в неделю. Не допускается уносить специальную одежду домой.
1.5.3. Хранение и прием пищи в помещении, в котором проводится испытание, запрещается. Перед приемом пищи и уходом из помещения специальная одежда должна быть снята и оставлена в помещении лаборатории, руки тщательно вымыты с мылом и щеткой.
1.5.4. Все работающие с ртутью и ее соединениями должны проходить медицинский осмотр не реже двух раз в год.
ПРИЛОЖЕНИЕ 2
Справочное
1. МЕТОДЫ КОНТРОЛЯ ПРЕСС-УТЯЖИН
1.1. Общие требования к проведению контроля
1.1.1. Метод предназначен для обнаружения и определения места окончания пресс-утяжины в прессованных трубах из цветных металлов и сплавов диаметром от 10 мм и толщиной стенки не менее 3 мм с помощью ультразвуковых средств дефектоскопии при контактном способе ввода ультразвуковых колебаний со стороны цилиндрической . поверхности изделия. Допускается применять любой ультразвуковой дефектоскоп с соответствующими датчиками, обеспечивающими достаточную чувствительность, значение которой устанавливается настройкой по стандартному образцу.
При контроле предусматривается использование устройств для сканирования с вмонтированными раздельно-совмещенными датчиками, а также прямыми совмещенными датчиками УЗК. Устройства для сканирования позволяют обеспечить стабильный акустический контакт пьезопреобразователя датчика с изделием в динамике за счет непрерывной подачи жидкости под датчик.
1.2. Подготовка образцов к испытанию
1.2.1. Для настройки дефектоскопической аппаратуры изготовляются испытательные образцы из отрезков труб того же номинального диаметра, толщины стенки и марки сплава, что и подлежащие контролю трубы (или трубные заготовки).
1.2.2. Качество поверхности испытательного образца должно быть одинаковым (в среднем) с качеством поверхности подлежащих контролю труб.
1.2.3. Отрезок трубы (заготовка), идущей на испытательный образец, не должен иметь внутренних дефектов, которые могут выявиться ультразвуковым методом.
1.2.4. Для испытательного образца берут заготовку длиной 300 мм, разрезают на равные части. Смежные концы обеих частей торцуют. На одном из торцов параллельно образующей стенке трубы сверлят контрольные отражатели. Диаметр отверстия должен быть 1 мм, длина - не менее 20 мм.
Примечание. По согласованию изготовителя с потребителем форма и размеры контрольного отражателя могут быть изменены.
1.2.5. На трубах с толщиной стенки 5 мм и менее контрольные отражатели сверлят в средней части стенки трубы (на равном расстоянии от наружной и внутренней поверхности стенки трубы). На трубах с толщиной стенки более 5 мм сверлят два контрольных отражателя - по одному на расстоянии 1 мм от наружной и внутренней поверхностей.
1.2.6. Контрольный отражатель заполняют сухой бумагой и закрывают пластилином для исключения попадания воды внутрь.
1.2.7. После герметизации контрольного отражателя обе половинки заготовки соединяют так, чтобы контрольный отражатель оказался в средней части испытательного образца. Место соединения должно быть ровным и не должно влиять на контакт искателя с поверхностью трубы.
1.2.8. Испытательные образцы считают действительными, если контрольный отражатель четко выявляется на фоне помех (срабатывает система автоматического сигнализатора дефектов; загорается сигнальная лампочка).
1.2.9. Испытательные образцы должны храниться в местах, исключающих их механическое повреждение и коррозию. Срок службы контрольного отражателя не регламентируется.
1.3. Подготовка к контролю
1.3.1. Перед проведением дефектоскопического контроля изделия должны быть очищены от грязи, пыли, масел, краски и других загрязнений.
1.3.2. Подключают датчик и сигнальную лампочку к дефектоскопу, а устройство для сканирования - к бачку с контактной жидкостью. Специальным краном необходимо отрегулировать подачу контактной жидкости (воды), чтобы обеспечить надежный акустический контакт и минимальный расход контактной жидкости.
1.3.3. Включение дефектоскопа в сеть и работу с ним проводят в соответствии с техническим описанием и инструкцией по эксплуатации дефектоскопа, используемого для контроля.
1.3.4. Перед тем, как приступить к настройке дефектоскопа на заданную чувствительность, проводят регулировку осциллоскопической части (яркость, фокус, смещение по вертикали и горизонтали) так, чтобы линия развертки находилась не ниже центра экрана дефектоскопа примерно на 1/3 радиуса, была хорошо сфокусирована и в начале ее не было яркой точки.
1.3.5. При настройке дефектоскопа для определения места окончания пресс-утяжин в изделии ручки на лицевой панели прибора должны быть установлены в следующем положении:
«частота» - в положении, соответствующем частоте применяемого датчика УЗК;
«диапазон прозвучивания» - в положении II, соответствующем толщине стенки трубы.
1.3.6. Настройку чувствительности дефектоскопа при контроле труб проводят при помощи соответствующих стандартных образцов. Перемещением датчика в зоне минимального диаметра контрольного отражателя добиваются получения максимальной амплитуды эхосигнала от контрольного отражателя. Затем вращением ручки «чувствительность» устанавливают амплитуду эхосигнала от контрольного отражателя примерно 0,5 высоты экрана дефектоскопа.
1.3.7. Устанавливают передний фронт строб-импульса автоматического сигнализатора дефектов дефектоскопа рядом с задним фронтом зондирующего импульса, задний фронт строб-импульса - рядом с передним фронтом данного эхо-сигнала,
1.3.8. Правильность настройки дефектоскопической аппаратуры по стандартному образцу должна проверяться не реже чем каждые 2 ч работы.
1.4. Проведение контроля
1.4.1. Контроль проводят на контрольном участке. Место контроля должно быть удобным и обеспечивать свободный доступ по окружности к пресс-утяжному концу контролируемого изделия.
1.4.2. Проводят контроль, начиная с заднего конца прессованного изделия. Поверхность изделия, через которую вводятся ультразвуковые колебания, должна быть гладкой, без резких забоин, раковин и задиров.
Температура контролируемого изделия должна быть не выше 40 °С.
1.4.3. Для механизированного сканирования датчика по поверхности контролируемого изделия рекомендуется использовать роликовые, призматические или другие устройства с вмонтированными датчиками УЗК.
1.4.4. Трубные заготовки с толщиной стенки до 15 мм контролируют искателями с рабочей частотой ультразвуковых колебаний 5 мГц, с толщиной стенки св. 15 мм - частотой ультразвуковых колебаний 2,5 мГц.
1.4.5. При проведении контроля устройств для сканирования на пресс-утяжный конец изделия устанавливают датчик и плотно прижимают к поверхности; при этом на экране дефектоскопа должен появиться донный эхосигнал. С появлением донного эхосигнала перемещают сканирующее устройство по окружности и вдоль изделия.
1.4.6. Скорость сканирования датчика по поверхности изделия выбирают из условий получения надежного акустического контакта. Скорость не должна превышать 0,5 м/с.
1.4.7. При перемещении датчика вдоль и вокруг изделия необходимо следить по экрану дефектоскопа за наличием акустического контакта. Устойчивый донный эхосигнал указывает на удовлетворительный ввод УЗК в изделие. Если при работоспособности датчика и правильной настройке аппаратуры эхосигнал пропадает, то проверяют надежность акустического контакта путем увеличения подачи контактной жидкости и протирки ветошью поверхности изделия.
1.4.8. О наличии пресс-утяжины в трубной заготовке Можно судить по уширению донного эхосигнала, отраженного от внутренней стенки трубы.
1.4.9. После обнаружения пресс-утяжины датчик перемещают вдоль изделия с целью определения протяженности пресс-утяжины и места ее окончания. В зоне, в которой уже не происходит уширение донного эхосигнала и гаснет сигнальная лампочка автоматического сигнала дефектов, путем вращения устройства для сканирования вокруг изделия убеждаются в том, что прёсс-утяжина кончилась по всей окружности изделия.
1.4.10. Определив с помощью ультразвука точное место скопления пресс-утяжины, наносят на изделие хорошо видимую метку по окружности изделия.
1.4.11. При контроле сплавов, обладающих упругонеоднородной крупнозернистой структурой, необходимо пользоваться датчиками более низкочастотных ультразвуковых колебаний и предварительно тщательно проконтролировать задний конец трубы, где структурные помехи ниже и донный эхосигнал устойчив. На фоне неустойчивых структурных помех замечают на электронно-лучевой трубке дефектоскопа местоположение эхосигнала от пресс-утяжины и затем прослеживают пресс-утяжину до исчезновения от нее эхосигнала.
Если толщина стенки трубы меньше указанной в настоящем стандарте, то есть тоньше стенки стандартного образца, то эхосигнал, отраженный от внутренней стенки трубы, окажется в зоне автоматического контроля, при этом, как и в случае наличия пресс-утяжины, загорится сигнальная лампочка автоматического сигнализатора дефектов.
Если пресс-утяжина залегает ниже, чем минимально допустимая стенка трубы, то она может быть не определена на этом участке.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 18.06.90 № 1616
3.ВЗАМЕН ГОСТ 494-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
5. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС № 11-95)
6. ПЕРЕИЗДАНИЕ. Май 2002 г.