Некоммерческое Партнерство «Инновации в электроэнергетике»
|
|
СТАНДАРТ |
СТО |

Насосы
осевые ОВ6-55,
ОВ6-55К, ОВ6-55МБК, ОВ5-55К,
ОВ5-47, ОВ5-47К, ОПВ2-110кэ, ОПВ2-145э
Групповые технические условия на капитальный ремонт
Нормы и требования
Дата введения - 2010-01-11
Москва
2009
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила разработки и применения стандартов организации - ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения».
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Центральное конструкторское бюро по модернизации и ремонту энергетического оборудования электростанций» (ЗАО «ЦКБ Энергоремонт»)
2 ВНЕСЕН Комиссией по техническому регулированию НП «ИНВЭЛ»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом НП «ИНВЭЛ» от 17.12.2009 № 91
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
СТАНДАРТ ОРГАНИЗАЦИИ НП «ИНВЭЛ»
Насосы
осевые ОВ6-55, ОВ6-55К, ОВ6-55МБК, ОВ5-55К, ОВ5-47, ОВ5-47К, ОПВ2-110кэ,
ОПВ2-145э
Групповые технические условия на капитальный ремонт
Нормы и требования
Дата введения - 2010-01-11
1 Область применения
Настоящий стандарт организации:
- является нормативным документом, устанавливающим технические нормы и требования к ремонту насосов осевых ОВ6-55, ОВ6-55К, ОВ6-55МБК, ОВ5-55К, ОВ5-47, ОВ5-47К, ОПВ2-110кэ, ОПВ2-145э, направленные на обеспечение промышленной безопасности тепловых электрических станций, экологической безопасности, повышение надежности эксплуатации и качества ремонта;
- устанавливает технические требования, объем и методы дефектации, способы ремонта, методы контроля и испытаний к составным частям и насосам в целом в процессе ремонта и после ремонта;
- устанавливает объемы, методы испытаний и сравнения показателей качества отремонтированных насосов с их нормативными и доремонтными значениями;
- распространяется на капитальный ремонт насосов осевых ОВ6-55, ОВ6-55К, ОВ6-55МБК, ОВ5-55К, ОВ5-47, ОВ5-47К, ОПВ2-110кэ, ОПВ2-145э;
- предназначен для применения генерирующими компаниями, эксплуатирующими организациями на тепловых электростанциях, ремонтными и иными организациями, осуществляющими ремонтное обслуживание оборудования электростанций.
Стандарт организации не распространяется на капитальный ремонт электромеханического привода (электродвигателя) и контрольно-измерительных приборов, входящих в комплект насосного агрегата.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты и другие нормативные документы:
Федеральный закон РФ от 27.12.2002 № 184-ФЗ «О техническом регулировании»
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.012-2004 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 27.002-89 Надежность в технике. Основные положения. Термины и определения
ГОСТ 32-74 Масла турбинные. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 481-80 Паронит и прокладки из него. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 613-79 Бронзы оловянные литейные. Марки
ГОСТ 801-78 Сталь подшипниковая. Технические условия
ГОСТ 859-2001 Медь. Марки
ГОСТ 868-82 Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3635-78 Подшипники шарнирные. Технические условия
ГОСТ 4381-87 Микрометры рычажные. Общие технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6134-2007 Насосы динамические. Методы испытаний
ГОСТ 6467-79 Шнуры резиновые круглого и прямоугольного сечений. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7580-91 Кислота олеиновая техническая. Технические условия
ГОСТ 7661-67 Глубиномеры индикаторные. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8135-74 Сурик железный. Технические условия
ГОСТ 8551-74 Смазка ЦИАТИМ-205. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9013-59 Металлы. Методы измерения по Роквеллу
ГОСТ 9244-75 Нутромеры с ценой деления 0,001 и 0,002 мм. Основные параметры. Технические условия
ГОСТ 9347-74 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9392-89 Уровни рамные и брусковые. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10796-74 Резаки ручные воздушно-дуговые. Типы и основные параметры
ГОСТ ИСО 10816-1-97 Вибрация. Контроль состояния машин по результатам измерения вибрации на невращающихся частях. Часть 1. Общие требования
ГОСТ 10877-76 Масло консервационное К-17. Технические требования
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 11098-75 Скобы с отсчетным устройством. Технические условия
ГОСТ 13465-77 Шайбы стопорные с носком. Конструкция и размеры
ГОСТ 14068-79 Паста ВНИИ НП-232. Технические требования
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 16504-81 Системы государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17187-81 Шумомеры. Общие технические требования и методы испытаний
ГОСТ 17756-72 Пробки резьбовые со вставками с полным профилем резьбы диаметром от 1 до 100 мм. Конструкция и основные размеры
ГОСТ 18322-78 Системы технического обслуживания и ремонта техники. Термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 20421-75 Смазка ВНИИ НП-242. Технические условия
ГОСТ 20799-88 Масла индустриальные. Технические условия
ГОСТ 20831-75 Система технического обслуживания и ремонта техники. Порядок проведения работ по оценке качества отремонтированных изделий
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 23360-78 Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки
ГОСТ 23941-2002 Шум машин. Методы определения шумовых характеристик. Общие требования
ГОСТ 24121-80 Калибры пазовые для размеров св. 3 до 50 мм. Конструкция и размеры
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 25275-82 Система стандартов по вибрации. Приборы для измерения вибрации вращающихся машин. Общие технические требования
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 28804-90 Материалы фенольные формовочные. Общие технические условия
ГОСТ Р 52056-2003 Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа стирол-бутадиен-стирол
ГОСТ Р 52781-2007 Круги шлифовальные и заточные. Технические условия
СТО 70238424.27.010.001-2008 Электроэнергетика. Термины и определения
СТО 70238424.27.100.012-2008 Тепловые и гидравлические станции. Методики оценки качества ремонта энергетического оборудования
СТО 70238424.27.100.017-2009 Тепловые электростанции. Ремонт и техническое обслуживание оборудования, зданий и сооружений. Организация производственных процессов. Нормы и требования
СТО 70238424.27.100.006-2008 Ремонт и техническое обслуживание оборудования, зданий и сооружений электрических станций и сетей. Условия выполнения работ подрядными организациями. Нормы и требования
СТО 17230282.27.010.002-2008 Оценка соответствия в электроэнергетике
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены основные понятия по Федеральному закону РФ от 27.12.2002 № 184-ФЗ «О техническом регулировании» и термины по ГОСТ 15467, ГОСТ 16504, ГОСТ 18322, ГОСТ 27.002, СТО 70238424.27.010.001-2008, а также следующие термины с соответствующими определениями:
3.1.1 требование: Норма, правила, совокупность условий установленных в документе (нормативной и технической документации, чертеже, стандарте), которым должны соответствовать изделие или процесс.
3.1.2 характеристика: Отличительное свойство. В данном контексте характеристики физические (механические, электрические, химические) и функциональные (производительность, мощность...).
3.1.3 характеристика качества: Присущая характеристика продукции, процесса или системы, вытекающая из требований.
3.1.4 качество отремонтированного оборудования: Степень соответствия совокупности присущих оборудованию характеристик качества, полученных в результате выполнения его ремонта, требованиям, установленным в нормативной и технической документации.
3.1.5 качество отремонтированного оборудования: Степень выполнения требований, установленных в ненормативной и технической документации, при реализации комплекса операций по восстановлению исправности или работоспособности оборудования или его составных частей.
3.1.6 оценка качества ремонта оборудования: Установление степени соответствия результатов, полученных при освидетельствовании, дефектации, контроле и испытаниях после устранения дефектов, характеристикам качества оборудования, установленным в нормативной и технической документации.
3.1.7 технические условия на капитальный ремонт: Нормативный документ, содержащий требования к дефектации изделия и его составных частей, способы ремонта для устранения дефектов, технические требования, значения показателей и нормы качества, которым должно удовлетворять изделие после капитального ремонта, требования к контролю и испытаниям в процессе ремонта и после ремонта.
3.2 Обозначения и сокращения
А, Б, В ... - обозначение поверхности;
ГТН - газотермическое напыление;
Карта - карта дефектации и ремонта;
КПД - коэффициент полезного действия;
НТД - нормативная и техническая документация;
ЦД - цветная дефектоскопия по ГОСТ 18442;
УЗД - ультразвуковая дефектоскопия по ГОСТ 14782;
НRС - твёрдость по Роквеллу по ГОСТ 9013;
d - обозначение толщины;
L - обозначение длины;
Ra - среднее арифметическое отклонение профиля;
Rz - высота неровностей профиля по десяти точкам.
4 Общие положения
4.1 Подготовка насосов осевых ОВ6-55, ОВ6-55К, ОВ6-55МБК, ОВ5-55К, ОВ5-47, ОВ5-47К, ОПВ2-110кэ, ОПВ2-145э (далее насосов) к ремонту, вывод в ремонт, производство ремонтных работ и приемка из ремонта должны производиться в соответствии с нормами и требованиями СТО 70238424.27.100.017-2009.
Требования к ремонтному персоналу, гарантиям производителя работ по ремонту установлены в СТО 70238424.27.100.006-2008.
4.2 Выполнение требований настоящего стандарта определяет оценку качества отремонтированных насосов. Порядок проведения оценки качества ремонта насосов устанавливается в соответствии с СТО 70238424.27.100.012-2008.
4.3 Требования настоящего стандарта, кроме капитального ремонта, могут быть использованы при среднем и текущем ремонтах насосов. При этом учитываются следующие особенности их применения:
требования к составным частям и насосам в целом в процессе среднего или текущего ремонта применяются в соответствии с выполняемой номенклатурой и объёмом ремонтных работ;
требования к объёмам и методам испытаний и сравнению показателей качества отремонтированных насосов с их нормативными и доремонтными значениями при среднем ремонте применяются в полном объёме;
требования к объёмам и методам испытаний и сравнению показателей качества отремонтированных насосов с их нормативными и доремонтными значениями при текущем ремонте применяются в объёме, определяемом техническим руководителем электростанции и достаточным для установления работоспособности насоса.
4.4 При расхождении требований настоящего стандарта с требованиями других НТД, выпущенных до утверждения настоящего стандарта, необходимо руководствоваться требованиями настоящего стандарта.
При внесении предприятием-изготовителем изменений в конструкторскую документацию на насосы и при выпуске нормативных документов органов государственного контроля, которые повлекут за собой изменение требований к отремонтированным составным частям и насосам в целом, следует руководствоваться вновь установленными требованиям вышеуказанных документов до внесения соответствующих изменений в стандарт.
4.5 Требования настоящего стандарта распространяются на капитальный ремонт насосов в течение полного срока службы, установленного в НТД на поставку насосов или в других нормативных документах. При продлении в установленном порядке продолжительности эксплуатации насосов сверх полного срока службы, требования настоящего стандарта применяются в разрешенный период эксплуатации с учетом требований и выводов, содержащихся в документах на продление продолжительности эксплуатации.
5 Общие технические сведения
5.1 Насосы ОВ6-55, ОВ6-55К, ОВ6-55МБК, ОВ5-55К, ОВ5-47, ОВ5-47К - осевые, вертикальные, с жёстко закреплёнными лопастями рабочего колеса. Насосы ОПВ2-110кэ, ОПВ2-145э - осевые, вертикальные, с приводом поворота лопастей рабочего колеса. Привод насоса осуществляется от асинхронного электродвигателя.
5.2 Насосы предназначены для подачи воды или других жидкостей, имеющих сходные с водой свойства - температуру, вязкость, химическую активность с содержанием взвешенных частиц не более:
3 г/л, из них абразивных частиц не более 2 % (ОВ6-55, ОВ6-55К, ОВ5-55К, ОВ5-47, ОВ5-47К, ОПВ2-110кэ, ОПВ2-145э);
0,3 %, из них абразивных частиц не более 0,06 % (ОВ6-55МБК).
Температура перекачиваемой среды:
от 274 до 308 К (от 1 до 35 °С) для насосов ОВ-47, ОВ-55;
от 274 до 318 К (от 1 до 45 °C) для насосов ОПВ2-110кэ, ОПВ2-145э.
5.3 Технические характеристики насосов приведены в таблице А.1. Настоящий стандарт разработан на основе конструкторской документации завода-изготовителя насосов ОАО «Уралэнергомаш-Уралгидромаш», приведенной в таблице 1.
Таблица 1
|
Обозначение чертежа насоса |
Тип электродвигателя |
|
|
ОВ6-55 |
Б-30575 |
АВН 3-75; АВН 3-110 |
|
ОВ6-55К |
1,25Б-30574 |
АВН 3-75; АВН 3-110 |
|
ОВ6-55МБК |
1,25Б-25164 |
АО102-6У; АВН 3-75 |
|
ОВ5-55К |
Б-26498 |
АВН 3-75; АВН 3-110 |
|
ОВ5-47 |
Б-26499 |
АВН 3-55; АВН 3-110 |
|
ОВ5-47К |
Б-26428 |
АВН 3-55; АВН 3-110 |
|
ОПВ2-110кэ |
Б-32894 |
АВ 16-41-12К; ВАН 143/51-12 |
|
ОПВ2-145э |
1,25Б-38577 |
ДВДА 215/64-16-20; ВАН 215/41-16 |
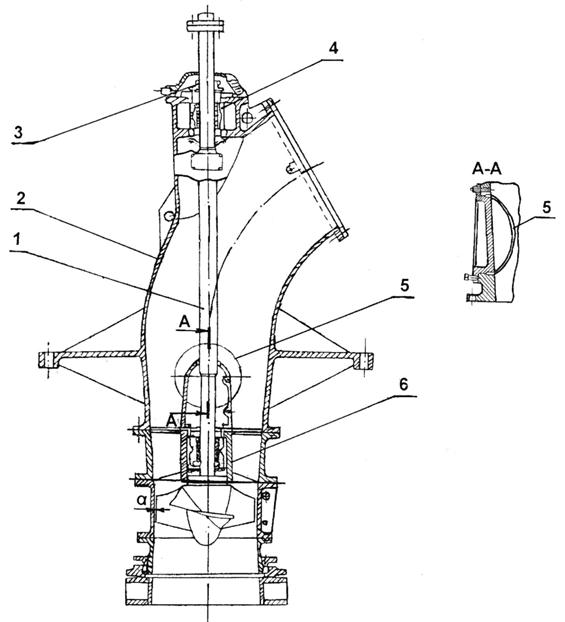
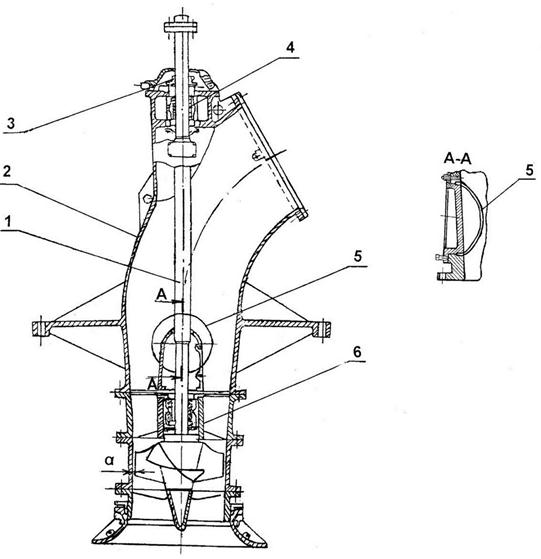
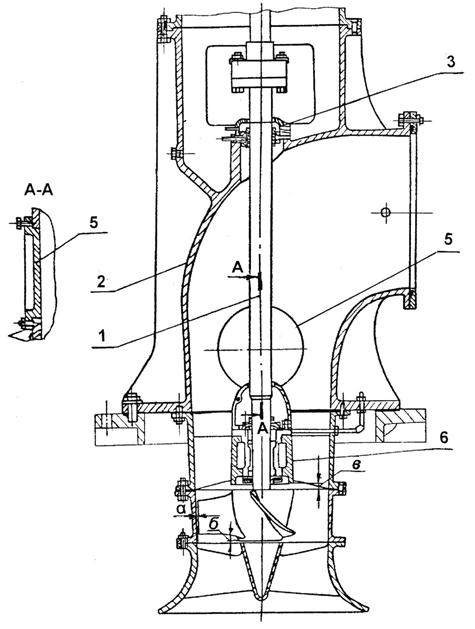
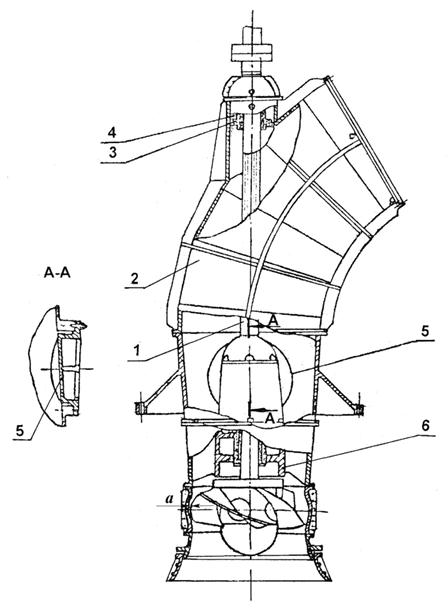
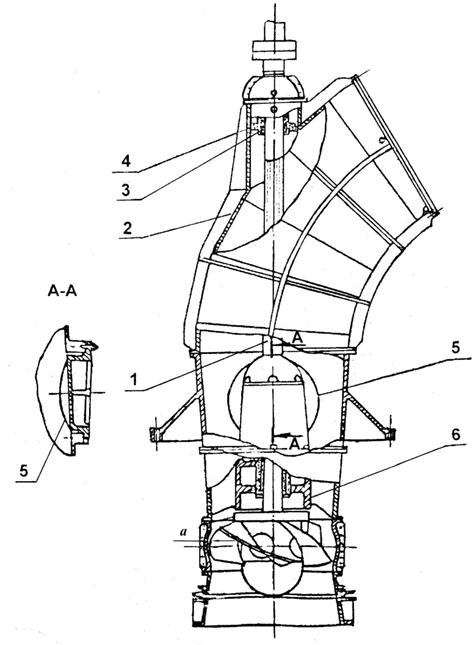
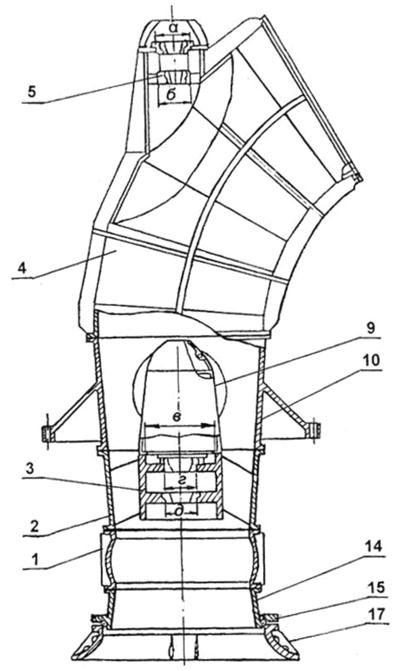
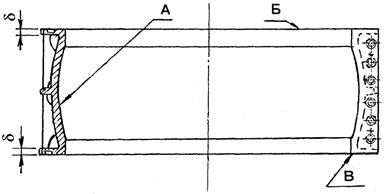
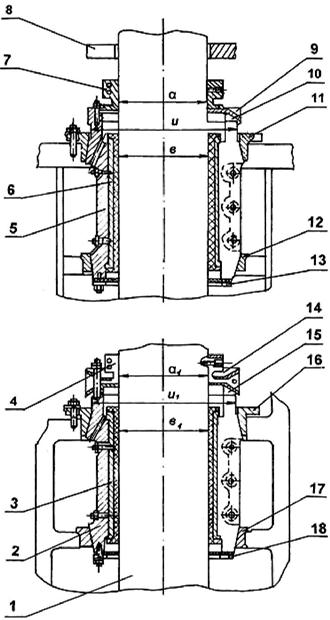
5.4 Общие виды насосов приведены на рисунках 1 - 5.
|
Тип насоса |
Диаметр лопасти рабочего колеса, мм |
Величина зазора а, мм |
|
ОВ6-55 |
550-0,50 |
0,5 - 1,0 |
|
ОВ5-47 |
470-0,30 |
0,75 - 1,05 |
1 - ротор; 2 - корпус насоса; 3 - торцевое уплотнение; 4, 6 - подшипниковый узел; 5 - крышка люка
Рисунок 1 - Насосы ОВ6-55, ОВ5-47
|
Тип насоса |
Диаметр лопасти рабочего колеса, мм |
Величина зазора а, мм |
|
ОВ6-55К |
550-0,50 |
0,5 - 1,0 |
|
ОВ5-55К |
||
|
ОВ5-47К |
470-0,30 |
0,75 - 1,05 |
1 - ротор; 2 - корпус насоса; 3 - торцевое уплотнение; 4, 6 - подшипниковый узел; 5 - крышка люка
Рисунок 2 - Насосы ОВ6-55К, ОВ5-55К, ОВ5-47К
|
Обозначение зазора |
Величина зазора, не более, мм |
Диаметр лопасти рабочего колеса, мм |
|
а |
0,5 - 1,0 |
550-0,50 |
|
б |
15,0 |
- |
|
в |
0,15 |
- |
1 - ротор; 2 - корпус насоса; 3 - торцевое уплотнение; 5 - крышка люка; 6 - подшипниковый узел
Рисунок 3 - Насос ОВ6-55МБК
|
Обозначение зазора |
Величина зазора, не более, мм |
|
a |
1,5 - 2,0 |
1 - ротор; 2 - корпус насоса; 3 - торцевое уплотнение; 4, 6 - подшипниковый узел; 5 - крышка люка
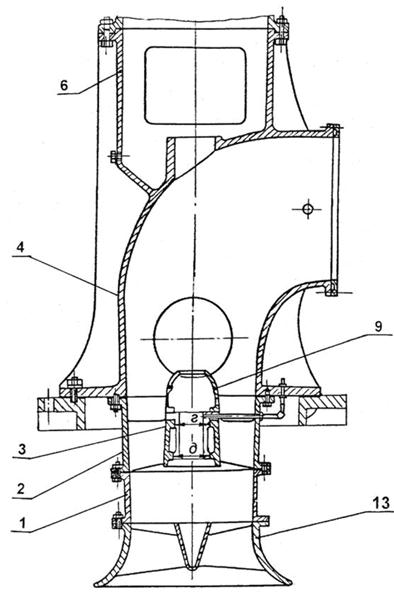
Рисунок 4 - Насос ОПВ2-110кэ
|
Обозначение зазора |
Величина зазора, не более, мм |
|
a |
1,75 - 2,25 |
1 - ротор; 2 - корпус насоса; 3 - торцевое уплотнение; 4, 6 - подшипниковый узел; 5 - крышка люка
Рисунок 5 - Насос ОПВ2-145э
6 Общие технические требования
6.1 Требования к материалам
6.1.1 Для ремонта составных частей насосов должны применяться материалы, указанные в рабочих чертежах, или материалы-заменители, приведенные в таблице Б.1.
Механические свойства материалов-заменителей, применяемых для ремонта, должны быть выше или соответствовать свойствам материалов, указанных в рабочих чертежах.
Применение материалов, не предусмотренных стандартом, должно быть согласовано с организацией-разработчиком конструкторской документации на насосы (см. 5.3).
6.1.2 Соответствие материалов, применяемых для ремонта, а также материалов запасных частей, используемых для замены изношенных элементов указанных сборочных единиц, должно подтверждаться сертификатами заводов-поставщиков или результатами лабораторных испытаний. Все материалы, применяемые при ремонте, должны пройти входной контроль по ГОСТ 24297.
6.2 Требования к заварке и наплавке
6.2.1 Сварные швы составных частей насоса следует проверять методами по ГОСТ 3242.
6.2.2 Дефектные участки швов (с трещинами или другими дефектами) должны удаляться до основного металла шлифовальными кругами по ГОСТ Р 52781, инжекторными или воздушно-дуговыми резаками по ГОСТ 10796, зачищаться и восстанавливаться электродами, указанными в рабочих чертежах и ремонтной документации.
6.2.3 При выборке трещин в дефектных деталях шероховатость поверхностей должна быть не более Rz 80. Прилегающая к выборке поверхность (на ширине не менее 20 мм) должна быть зачищена до металлического блеска.
Полнота выборки должна контролироваться визуально или методом ЦД.
6.2.5 Порядок наложения швов должен обеспечивать минимальные сварочные напряжения и отсутствие коробления элементов при сварке.
6.2.6 Восстановленные сварные швы не должны иметь прожогов основного металла, трещин и других дефектов. Поверхность шва должна быть мелкочешуйчатой и иметь плавный переход без наплывов к основному металлу.
Размеры и формы сварных швов должны соответствовать требованиям рабочих чертежей, ГОСТ 5264, ГОСТ 8713, ГОСТ 14771 в зависимости от способа сварки.
- МНЧ-1, ЦЧ-3А по ТУ 14-4-780-76 [5] и ЦЧ-4 по ТУ 1272-116-36534674-2002 [6];
- УОНИ-13/45а, УОНИ-13/55, Э-46, Э-60 по ГОСТ 9467 или сварочной проволоки Св08ГС по ГОСТ 2246.
6.2.8 Наплавку камеры рабочего колеса, лопастей рабочего колеса и шеек вала рекомендуется производить электродами типа Э-08Х17Н8С6Г или Э-09Х31Н8АМ2 по ГОСТ 10051 и типа Э10Х17Т, Э10Х25Н13Г2 по ГОСТ 10052. При дуговой сварке в среде защитного газа следует применять аргон сорта 1 или 2 по ГОСТ 10157.
Наплывы металла на внутренних швах должны быть зачищены заподлицо с основным металлом.
Контроль качества заварки необходимо провести методом ЦД.
6.3 Требования к резьбовым соединениям
6.3.1 Дефекты резьбы (срыв, вмятины, вытягивание, трещины и др.) должны определяться визуальным контролем и резьбовыми пробками по ГОСТ 17756.
6.3.2 Ремонту не подлежат крепёжные изделия при наличии:
- трещин;
- повреждения резьбы (срывах или вмятинах глубиной более 1/2 высоты профиля резьбы) более чем на двух нитках;
- деформации резьбовой части, препятствующей свободному завинчиванию.
6.3.3 Поврежденная резьба (трещины, срывы, вмятины глубиной более 1/2 высоты профиля более чем на двух нитках) должна восстанавливаться срезанием старой и нарезанием новой резьбы другого диаметра согласно указаниям конструкторской документации и таблице 2 при условии обеспечения прочности соединения.
Таблица 2
|
Резьба после восстановления |
|
|
М12-7Н |
М16-7Н |
|
М16-7Н |
М20-7Н |
|
М20-7Н |
М24-7Н |
|
М24-7Н |
М27-7Н |
|
М27-7Н |
М30-7Н |
|
М30-7Н |
М32-7Н |
6.3.4 Незначительные повреждения резьбы (задиры, вмятины) должны быть устранены опиливанием или прогонкой резьбонарезным инструментом.
6.3.5 Повреждения ненарезанной части болтов должны устраняться опиливанием или проточкой. При этом уменьшение диаметра допускается не более чем на 2 % от номинального. Допуск прямолинейности оси болта 0,5 мм на длине 100,0 мм.
6.3.6 Повреждения граней головок болтов и гаек должны быть устранены опиливанием под меньший, но не более чем на один размер ключа.
6.3.7 После восстановления гайки должны навинчиваться на болты (шпильки) от руки. Нарезанный конец болта должен выступать над гайкой не менее чем на две нитки и не более чем на 10,0 мм. Гайки и головки болтов должны плотно прилегать всей поверхностью к деталям. Шпильки должны плотно заполнять отверстие и быть ввинченными до упора.
6.3.8 Величины крутящих моментов при затягивании крепёжных деталей должны быть в пределах, приведенных в таблице 3.
Таблица 3
|
Крутящий момент, Н×м |
|
|
М12 |
Св. 35 до 50 включ. |
|
М16 |
» 90 » 120 » |
|
М20 |
» 170 » 200 » |
|
М24 |
» 320 » 360 » |
|
М27 |
» 350 » 380 » |
|
М30 |
» 350 » 400 » |
6.4 Требования к шпоночным соединениям
6.4.1 Дефекты шпоночных пазов и шпонок (смятие рабочих кромок, трещины и др.) должны определяться визуальным контролем и измерением контрольным инструментом (штангенциркулем, микрометром, нутромером, калибром пазовым).
6.4.2 Шпонки со смятыми гранями подлежат замене на новые.
6.4.3 Изношенные шпоночные пазы должны быть восстановлены опиливанием или фрезерованием до ремонтных размеров (если увеличение ширины паза после обработки не превышает 15 %). Допуск параллельности боковых граней должен соответствовать требованиям ГОСТ 24643. Допускается изготовление нового паза на расстоянии не менее 1/2 длины окружности.
6.4.4 После восстановления шпоночного соединения должна быть обеспечена напряжённая посадка шпонки на валу и скользящая во втулке с допусками по ГОСТ 23360.
6.5 Требования к поверхностям под посадку
6.5.1 Поверхности под посадку необходимо подвергнуть визуальному контролю. Дефекты (коррозию, вмятины, расслоения, задиры, риски и т.д.) необходимо устранить с сохранением размеров под посадку и шероховатости.
Параметр шероховатости поверхностей следует проверять при помощи профилографа-профилометра по ГОСТ 19300 или методом сравнения с образцами шероховатости по ГОСТ 9378.
6.5.2 Повреждения (забоины, задиры, риски) поверхностей под посадку на валах, глубиной более чем 2,0 мм и суммарной площадью более 2 % от поверхности данного участка, а также изношенные поверхности под посадку, должны быть восстановлены газотермическим способом нанесения покрытий (напылением) или наплавкой с последующей механической обработкой.
6.5.3 В местах напыления (наплавки) трещины, шлаковые включения, поры не допускаются. Места напыления (наплавки) должны быть зачищены заподлицо с основным металлом.
После механической обработки поверхности размеры и шероховатость должны соответствовать требованиям рабочих чертежей завода-изготовителя.
6.6 Требования к метрологическому обеспечению
6.6.1 Применяемые при ремонте измерительный инструмент, приборы и оборудование для обработки и сборки должны обеспечивать:
точность, соответствующую указанной в рабочих чертежах и настоящем стандарте;
правильность выявления дефектов;
правильность результатов проведённых испытаний.
Перечень средств измерительной техники, инструмента и приборов, необходимых для контроля насосов, приведен в таблице В.1.
Разрешается замена контрольного инструмента и средств измерительной техники при условии обеспечения точности. Измерительный контроль должен производиться с точностью не ниже, указанной в рабочей конструкторской документации и данном стандарте.
6.7 Требования к разборке составных частей
6.7.1 Разборку насоса, необходимо производить в соответствии с требованиями настоящего стандарта.
6.7.2 Перед разборкой необходимо проверить наличие маркировки, указывающей взаимное расположение сопряженных составных частей. При её отсутствии сопряжённые детали должны быть промаркированы.
6.7.3 Разборку неподвижного сопряжения с натягом следует производить только при необходимости ремонта или замены деталей.
7 Требования к дефектации и ремонту составных частей
7.1 Общие требования
7.1.1 Все составные части перед их дефектацией или ремонтом должны быть очищены от пыли, грязи, ржавчины и др.
7.1.2 Разборку насоса, подготовку к дефектации, дефектацию и ремонт составных частей насоса необходимо производить в соответствии с картами дефектации и ремонта, приведенными в настоящем стандарте.
7.1.3 Допускается применение не предусмотренных настоящим стандартом способов обнаружения и устранения дефектов при условии выполнения требований к отремонтированной составной части.
7.1.4 Для соединения деталей типа «вал-втулка» допускается уменьшение размера вала или увеличение размера втулки выше допустимого, предусмотренного конструкторской документацией, при условии обеспечения допустимых зазоров (натягов), приведенных в таблицах норм зазоров (натягов) настоящего стандарта.
7.1.5 Ремонт рабочего колеса, деталей корпуса насоса, подшипников, резьбовых соединений и т.д. необходимо производить в соответствии с ТУ 26-06-1186 [1] и настоящим стандартом.
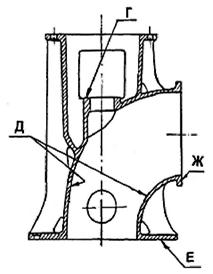
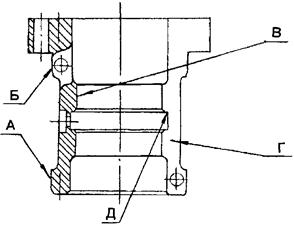
7.2 Корпусные детали насоса
7.2.1 Зазоры (натяги) между составными сопряжёнными частями корпуса (рисунки 6 - 10), а также между корпусом насоса и корпусом подшипника, должны быть в пределах норм, приведенных в таблице 4.
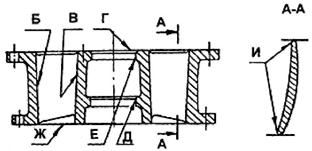
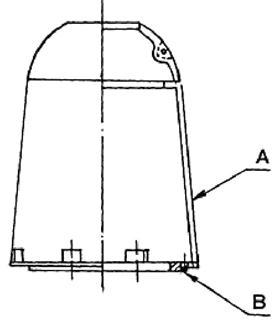
7.2.2 Дефектацию и ремонт корпусных деталей (камеры рабочего колеса, выправляющего аппарата, отвода, обтекателя, диффузора выпрямителя, колец и корпуса сальника необходимо проводить в соответствии с картами дефектации и ремонта 1 - 9 и 7.1.3.
7.2.3 При ремонте составных частей (способами железнения, наплавки и пр.) или замене одной (или обеих) сопрягаемых деталей должны быть обеспечены величины зазоров (натягов) в сопряжении (см. таблицу 4).
1 - камера рабочего колеса; 2 - аппарат выправляющий; 3, 5 - корпус подшипника; 4 - отвод; 9 - обтекатель из двух половин; 14 - кольцо переходное; 15 - кольцо нажимное; 16 - корпус сальника; 17 - кольцо закладное;
а, б, в ... - сопряжение.
Рисунок 6 - Корпус насосов ОВ6-55, ОВ5-47
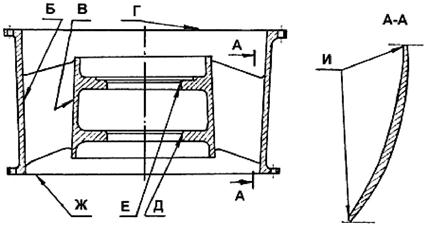
1 - камера рабочего колеса; 2 - аппарат выправляющий; 3, 5 - корпус подшипника; 4 - отвод; 9 - обтекатель из двух половин; 13 - выпрямитель; 15 - кольцо сальника; 17 - кольцо закладное;
а, б, в ... - сопряжение.
Рисунок 7 - Корпус насосов ОВ6-55К, ОВ5-55К, ОВ5-47К
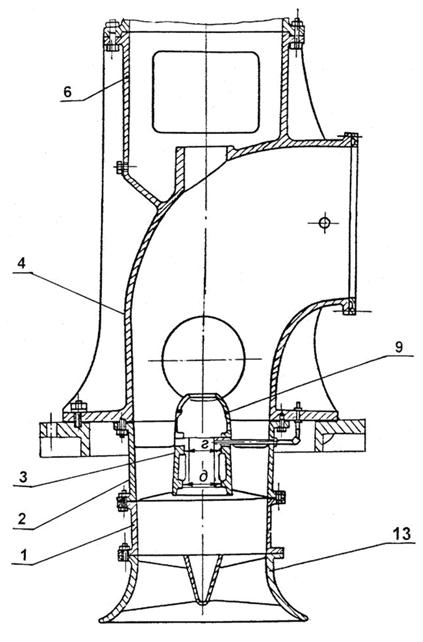
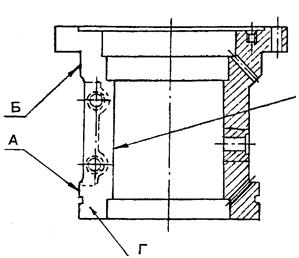
1 - камера рабочего колеса; 2 - аппарат выправляющий; 3 - корпус подшипника; 4 - отвод; 6 - фонарь; 9 - обтекатель из двух половин; 13 - выпрямитель;
в, г... - сопряжение.
Рисунок 8 - Корпус насоса ОВ6-55МБК
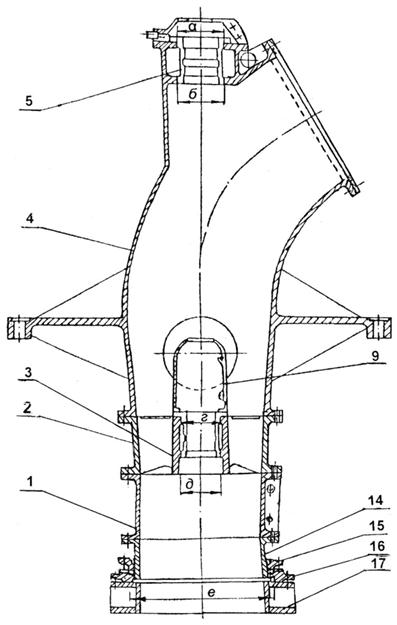
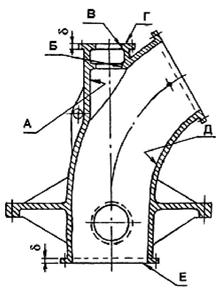
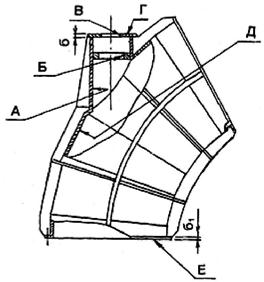
1 - камера рабочего колеса; 2 - аппарат выправляющий; 3, 5 - корпус подшипника; 4 - отвод; 9 - обтекатель выправляющего аппарата; 10 - диффузор; 14 - кольцо переходное; 15 - кольцо прижимное; 17 - кольцо закладное;
а, б, в... - сопряжение.
Рисунок 9 - Корпус насоса ОПВ2-110 КЭ
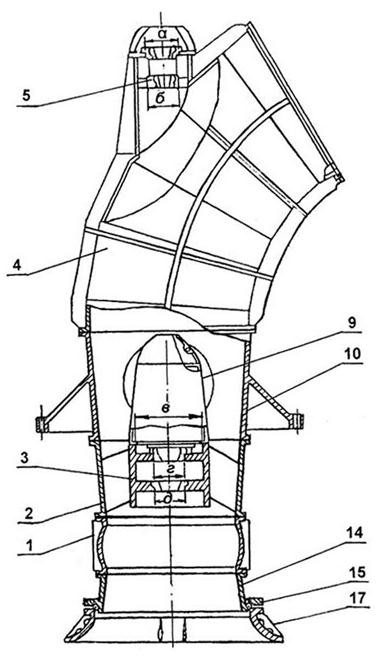
1 - камера рабочего колеса; 2 - аппарат выправляющий; 4 - отвод; 7, 11 - кольцо распорное из двух половин; 8, 12 - кольцо установочное из двух половин; 9 - обтекатель выправляющего аппарата; 10 - диффузор; 14 - кольцо переходное; 15 - кольцо прижимное; 16 - корпус сальника; 17 - кольцо закладное;
а, б, в... - сопряжение.
Рисунок 10 - Корпус насоса ОПВ2-145э
Таблица 4 - Нормы зазоров (натягов) для корпусных деталей насоса
|
Позиция сопряженной составной части |
Название сопряженной составной части |
Обозначение чертежа (нормативного документа) составной части |
Размер составной части по чертежу, мм |
Зазор (+), натяг (-), мм допустимый после капитального ремонта |
|||
|
Номинальное значение |
Предельное отклонение |
||||||
|
Насосы ОВ6-55, ОВ6-55К, ОВ6-55МБК, ОВ5-55К, ОВ5-47, ОВ5-47К, ОПВ2-110кэ, ОПВ2-145э (см. рисунки 6 - 10) |
|||||||
|
4 |
Отвод |
||||||
|
ОВ6-55 |
Б-31144 |
||||||
|
ОВ6-55К |
Б-30573 |
||||||
|
ОВ5-55К |
Б-30573 |
Æ 165 |
+0,080 |
ОВ6-55 |
|||
|
ОВ5-47 |
Б-31144 |
ОВ6-55К |
|||||
|
ОВ5-47К |
Б-30573 |
ОВ5-55К |
|||||
|
ОПВ2-110кэ |
Б-27787 |
Æ 390 |
+0,120 |
ОВ5-47 ОВ5-47К +0,245 +0,060 |
|||
|
a |
5 |
Корпус подшипника из двух половин |
|||||
|
ОВ6-55 |
|||||||
|
ОВ6-55К |
ОПВ2-110кэ |
||||||
|
ОВ5-55К |
0,75Б-13960a |
Æ 165 |
-0,060 |
||||
|
ОВ5-47 |
-0,165 |
+0,375 +0,105 |
|||||
|
ОВ5-47К |
|||||||
|
ОПВ2-110кэ |
В-32865 |
Æ 390 |
-0,105 -0,255 |
||||
|
4 |
Отвод |
||||||
|
ОПВ2-145э |
Б-30640 |
Æ 445 |
+0,380 |
||||
|
a1 |
7 |
Кольцо распорное из двух половин |
+0,760 |
||||
|
ОПВ2-145э |
Г-32371 |
Æ 445 |
-0,380 |
||||
|
4 |
Отвод |
ОВ6-55 |
|||||
|
ОВ6-55 |
Б-31144 |
ОВ6-55К |
|||||
|
ОВ6-55К |
Б-30573 |
ОВ5-55К |
|||||
|
ОВ5-55К |
Б-30573 |
Æ 162 |
+0,080 |
ОВ5-47 |
|||
|
ОВ5-47 |
Б-31144 |
ОВ5-47К |
|||||
|
б |
ОВ5-47К |
Б-30573 |
+0,160 |
||||
|
ОПВ2-110кэ |
Б-27787 |
Æ 385 |
+0,120 |
||||
|
5 |
Корпус подшипника из двух половин |
ОПВ2-110кэ |
|||||
|
ОВ6-55 |
+0,240 |
||||||
|
ОВ6-55К |
|||||||
|
ОВ5-55К |
0,75Б-13960a |
Æ 162 |
-0,080 |
||||
|
ОВ5-47 |
|||||||
|
ОВ5-47К |
|||||||
|
ОПВ2-110кэ |
В-32865 |
Æ 385 |
-0,120 |
||||
|
б1 |
4 |
Отвод ОПВ2-145э |
Б-30640 |
Æ 445 |
+0,380 |
||
|
8 |
Кольцо установочное из двух половин ОПВ2-145э |
Г-30705 |
Æ 445 |
-0,380 |
+0,760 |
||
|
2 |
Аппарат выправляющий |
ОПВ2-110кэ +0,400 +0,120 |
|||||
|
ОПВ2-110кэ |
Б-28108 |
Æ 525 |
+0,140 |
||||
|
ОПВ2-145э |
1,25Б-30644 |
Æ 680 |
+0,150 |
||||
|
в |
9 |
Обтекатель выправляющего аппарата |
ОПВ2-145э +0,430 +0,130 |
||||
|
ОПВ2-110кэ |
Б-2816 |
Æ 525 |
-0,120 -0,260 |
||||
|
ОПВ2-145э |
0,75Б-30765 |
Æ 680 |
-0,130 -0,280 |
||||
|
2 |
Аппарат выправляющий |
ОВ6-55 ОВ6-55К ОВ6-55МБК ОВ5-55К ОВ5-47 ОВ5-47К +0,245 +0,060 |
|||||
|
ОВ6-55 |
Б-13962 |
||||||
|
ОВ6-55К |
Б-13962 |
||||||
|
ОВ6-55МБК |
Б-25172 |
Æ 165 |
+0,080 |
||||
|
ОВ5-55К |
Б-17486 |
||||||
|
ОВ5-47 |
Б-14012 |
||||||
|
ОВ5-47К |
Б-14012 |
||||||
|
г |
ОПВ2-110кэ |
Б-28108 |
Æ 390 |
+0,120 |
|||
|
3 |
Корпус подшипника из двух половин |
ОПВ2-110кэ +0,375 +0,105 |
|||||
|
ОВ6-55 |
|||||||
|
ОВ6-55К |
|||||||
|
ОВ6-55МБК |
|||||||
|
ОВ5-55К |
0,75Б-13960a |
Æ 165 |
-0,060 |
||||
|
ОВ5-47 |
-0,165 |
||||||
|
ОВ5-47К |
|||||||
|
ОПВ2-110кэ |
В-32865 |
Æ 390 |
-0,105 - 0,255 |
||||
|
г1 |
2 |
Аппарат выправляющий ОПВ2-145э |
1,25Б-30644 |
Æ 445 |
+0,380 |
+0,760 |
|
|
11 |
Кольцо распорное из двух половин ОПВ2-145э |
Г-32371 |
Æ 445 |
-0,380 |
|||
|
д |
2 |
Аппарат выправляющий |
|||||
|
ОВ6-55 |
Б-13962 |
||||||
|
ОВ6-55К |
Б-13962 |
ОВ6-55 |
|||||
|
ОВ6-55МБК |
Б-25172 |
ОВ6-55К |
|||||
|
ОВ5-55К |
Б-17486 |
Æ 162 |
+0,080 |
ОВ6-55МБК |
|||
|
ОВ5-47 |
Б-14012 |
ОВ5-55К ОВ5-47 ОВ5-47К +0,160 ОПВ2-110кэ +0,240 |
|||||
|
ОВ5-47К |
Б-14012 |
||||||
|
ОПВ2-110кэ |
1,25Б-30644 |
Æ 385 |
+0,120 |
||||
|
3 |
Корпус подшипника из двух половин |
||||||
|
ОВ6-55 |
|||||||
|
ОВ6-55К |
|||||||
|
ОВ6-55МБК |
|||||||
|
ОВ5-55К |
0,75Б-13960a |
Æ 162 |
-0,080 |
||||
|
ОВ5-47 |
|||||||
|
ОВ5-47К |
|||||||
|
ОПВ2-110кэ |
В-32865 |
Æ 385 |
-0,120 |
||||
|
д1 |
2 |
Аппарат выправляющий ОПВ2-145э |
1,25Б-30644 |
Æ 445 |
+0,380 |
+0,760 |
|
|
12 |
Кольцо установочное из двух половин ОПВ2-145э |
Г-30705 |
Æ 445 |
-0,380 |
|||
|
16 |
Корпус сальника |
ОВ6-55 +1,000 ОВ5-47 +0,900 |
|||||
|
ОВ6-55 |
Г-13940 |
Æ 670 |
+0,500 |
||||
|
е |
15 |
ОВ5-47 |
Г-14010 |
Æ 585 |
+0,450 |
||
|
Кольцо нажимное |
|||||||
|
ОВ6-55 |
Г-13966 |
Æ 670 |
-0,500 |
||||
|
ОВ5-47 |
Г-14009 |
Æ 585 |
-0,450 |
||||
|
17 |
Кольцо закладное |
ОВ6-55 ОВ5-55К +0,300 ОВ5-47 +0,900 |
|||||
|
ОВ6-55 |
В-16210 |
Æ 640 |
+0,150 |
||||
|
e1 |
ОВ5-55К |
||||||
|
ОВ5-47К |
В-21477 |
Æ 545 |
+0,450 |
||||
|
15 |
Кольцо сальника |
||||||
|
ОВ6-55 |
В-16213 |
0640 |
-0,150 |
||||
|
ОВ5-55К |
|||||||
|
ОВ5-47К |
В-21478 |
0545 |
-0,450 |
||||
|
Примечание - При измерении диаметров в сопряжениях б1, г1, д1 в разъём колец 8, 11, 12 необходимо установить калиброванные пластины толщиной 3,0 мм |
|||||||
в) ОПВ2-110кэ, ОПВ2-145э
рис. 9, 10, поз. 1
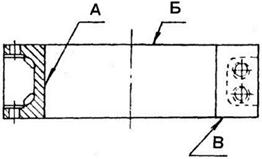
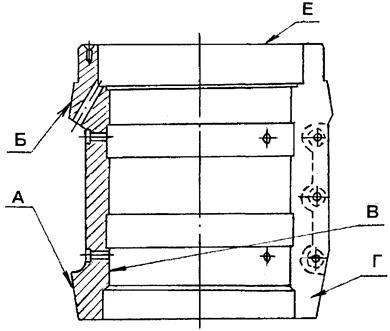
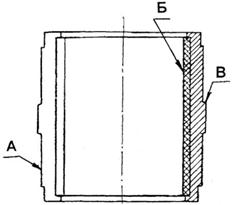
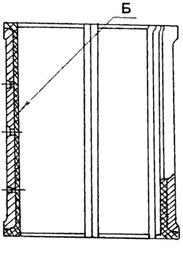
Рисунок 11 - Камера рабочего колеса (рис. 6 - 10)
|
Камера рабочего колеса - рисунок 11 |
|
Количество на насос - 1 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины любого вида и расположения |
Визуальный контроль Лупа ЛП-1-7х ЦД |
- |
1. Замена 2. Заварка |
1. Требования к местам заварки - см. 6.2.9 2. Параметр шероховатости поверхностей - согласно таблице 5 |
|
А |
Кавитационные повреждения, абразивный износ, выработка: |
Визуальный контроль Измерительный контроль Линейка 300 Штангенциркули: |
Диаметр А - согласно таблице 5 |
1. Допустимый диаметр расточки поверхности - согласно таблице 5 2. Допуск симметричности оси расточенной поверхности относительно плоскости разъёма 1,5 мм 3. Допускаются зачищенные поверхности глубиной не более 1,0 мм общей площадью не более 20 % 4. Параметр шероховатости поверхности - согласно таблице 5 |
|
|
а) глубиной более 2,0 мм и общей площадью более 20 % поверхности; |
ШЦ-III-250-630-0,1; ШЦ-III-500-1250-0,1; ШЦ-III-500-1600-0,1 |
Расточка с последующей: - облицовкой листовой сталью*) и расточкой; - установкой прокладки толщиной 1,0 мм Расточка и наплавка периферийных кромок лопастей Наплавка с последующей расточкой |
|||
|
б) глубиной не более 2,0 мм общей площадью до 20 % поверхности Кавитационные повреждения глубиной более 1,0 мм общей площадью не более 20 % поверхности |
|||||
|
Б В |
Коробление |
Визуальный контроль |
- |
1. Шабрение 2. Фрезерование |
1. Допустимая толщина фланца - согласно таблице 5 2. Допуск параллельности Б и В 0,1 мм 3. Параметр шероховатости поверхностей - согласно таблице 5 |
|
Примечание - *) Сталь 10Х18Н19Т по ГОСТ 5632. |
|||||
Таблица 5
|
Камера рабочего колеса (см. рисунок 11) |
Толщина фланца, d, не менее, мм |
|||||
|
Размер поверхности А, мм |
Шероховатость, не более |
|||||
|
по чертежу |
допустимый, не более |
А |
Б |
В |
||
|
ОВ6-55 |
Æ 551,0+0,5 |
Æ 551,5 |
Rz 20 |
- |
||
|
ОВ6-55К |
||||||
|
ОВ5-55 |
||||||
|
ОВ6-55МБК |
Æ 551,0+0,5 |
Æ 551,5 |
Rа 3,2 |
21,0 |
||
|
ОВ5-47 |
Æ 471,5+0,3 |
Æ 471,8 |
Rz 20 |
- |
||
|
ОВ5-47К |
||||||
|
ОПВ2-110кэ |
Æ 1103,0+0,5 |
Æ 1103,5 |
Rz 20 |
- |
||
|
ОПВ2-145э |
Æ 1453,5+0,5 |
Æ 1454,0 Æ 1464,0*) |
29,0 |
|||
|
Примечание - *) Диаметр расточки поверхности для последующей облицовки. |
||||||

в) ОПВ2-110кэ, ОПВ2-145э
рис. 9, 10, поз. 2
Рисунок 12 - Аппарат выправляющий (рис. 6 - 10)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Метод керосиновой пробы |
- |
Заварка |
Трещины не допускаются |
|
Б В |
Коррозионные раковины общей площадью более 20 % поверхности глубиной: - более 1/3 толщины стенки |
Визуальный контроль Измерительный контроль Линейка 300 Штангенциркуль ШЦ-I-125-0,1 |
- |
1. Заварка 2. Замена |
1. Требования к местам заварки - см. 6.2.9 2. Места заделки должны быть зачищены заподлицо с металлом 3. Допускаются отдельные зачищенные раковины 4. Параметр шероховатости - не более Rz 160 |
|
- менее 1/3 толщины стенки, |
1. Заделка компаундом на основе эпоксидных смол 2. Наплавка в доступных местах |
||||
|
Г Ж |
Коробление |
Визуальный контроль Измерительный контроль Набор щупов № 2 |
- |
1. Фрезерование 2. Шабрение |
1. Допуск параллельности поверхности Г относительно поверхности Ж 0,1 мм 2. Допуск торцового биения поверхностей Г, Ж относительно поверхности И 0,05 мм 3. Параметр шероховатости - согласно таблице 6 4. Допустимая толщина фланцев - 32 мм (ОПВ2-145э) |
|
Д Е |
Износ |
Визуальный контроль Измерительный контроль Нутромеры: НИ 160-250-1; НИ 250-450-1 |
Диаметры - согласно таблице 6 |
1. Наплавка с последующей расточкой 2. Расточка и установка кольца, расточка (согласно 8.19) |
1. Максимальный диаметр - 175 мм 2. Допуск перпендикулярности оси поверхностей Е, Д относительно поверхностей Г, Ж: - 0,1 мм (ОВ5-47); - 0,05 мм (остальные насосы) 3. Допуск радиального биения Д относительно Е 0,05 мм 4. Параметр шероховатости - согласно таблице 6 |
|
И |
Износ кромок лопаток: |
Визуальный контроль Измерительный контроль Линейка 300 |
- |
1. Кромки лопаток должны быть скруглены. Радиус скругления - согласно таблице 6 2. Параметр шероховатости - не более Rz 160 |
|
|
а) глубиной до 10 - 15 мм |
Зачистка |
||||
|
б) глубиной более 15 мм |
1. Наплавка с последующей зачисткой 2. Замена |
Таблица 6
|
Аппарат выправляющий (см. рисунок 12) |
|
||||||||
|
Размер поверхности, мм |
Радиус скругления кромки, мм |
Параметр шероховатости, не более |
|
||||||
|
Е |
Д |
Е |
Д |
||||||
|
Лопатка |
|||||||||
|
по чертежу |
допустимый, не более |
входная |
выходная |
Г, Ж |
Е, Д |
|
|||
|
ОВ6-55 |
Æ 165+0,080 |
Æ 162+0,080 |
Æ 165,080*) |
Æ 162,080*) |
3 |
Rz 20 |
Rz 20 |
|
|
|
ОВ6-55К |
|
||||||||
|
ОВ6-55МБК |
3 - 4 |
2 - 3 |
Ra 3,2 |
|
|||||
|
ОВ5-55К |
3 |
Rz 20 |
|
||||||
|
ОВ5-47 |
Ra 2,5 |
|
|||||||
|
ОВ5-47К |
Rz 20 |
|
|||||||
|
ОПВ2-110кэ |
Æ 390+0,120 |
Æ 385+0,120 |
Æ 390, 120 |
Æ 385, 120 |
5 |
Rz 40 |
|
||
|
ОПВ2-145э |
Æ 445+0,380 |
Æ 445, 380 |
3 - 4 |
2 - 3 |
Rz 40 |
|
|||
|
Примечание - *) Допустимый диаметр не более 175 мм - при расточке с последующей установкой кольца. |
|
||||||||
в) ОПВ2-110кэ, ОПВ2-145э
рис. 9, 10, поз. 3
Рисунок 13 - Отвод (рис. 6 - 10)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Д |
Трещины любого расположения; коррозионные раковины на поверхности глубиной более 1/3 толщины стенки или кучного характера площадью более 30 % поверхности |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Штангенциркуль ШЦ-I-125-0,1-1 |
- |
Заварка |
1. На поверхности допускаются отдельные зачищенные раковины глубиной не более 1/3 толщины стенки 2. Требования к местам заварки - см. 6.2.9 3. Наплывы металла на внутренней поверхности не допускаются 4. Параметр шероховатости - не более Ra 12,5 |
|
Б В |
Износ |
Измерительный контроль Нутромер НМ 600 |
Размеры - согласно таблице 7 |
Наплавка с последующей расточкой |
1. Допуск соосности поверхностей Б, В 0,05 мм 2. Параметр шероховатости - согласно таблице 7 |
|
Г Е Ж |
Коробление, коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Набор щупов № 2 |
- |
1. Шабрение 2. Фрезерование |
1. Допускаются зачищенные отдельные раковины глубиной не более 0,5 мм и диаметром не более 5,0 мм 2. Допуск торцового биения поверхности Б относительно поверхности В 0,05 мм 3. Допустимая толщина фланца d, d1 - согласно таблице 7 4. Параметр шероховатости: Ж - не более Ra 3,2; Г, Е - согласно таблице 7 |
Таблица 7
|
Отвод (см. рисунок 13) |
||||||||
|
Размер поверхности, мм |
Толщина фланца, мм |
Параметр шероховатости, не более |
||||||
|
Б |
В |
Б |
В |
|||||
|
по чертежу |
допустимый, не более |
d |
d1 |
Б, В |
Г, Е |
|||
|
ОВ6-55 |
Æ 162+0,080 |
Æ 165+0,080 |
Æ 162,080 |
Æ 165,080 |
26 |
Rz 20 |
Rz 20 |
|
|
ОВ6-55К |
||||||||
|
ОВ6-55МБК |
- |
- |
- |
- |
- |
- |
Ra 3,2 |
|
|
ОВ5-55К |
Æ 162+0,080 |
Æ 165+0,080 |
Æ 162,080 |
Æ 165,080 |
26 |
Rz 20 |
Rz 20 |
|
|
ОВ5-47 |
||||||||
|
ОВ5-47К |
||||||||
|
ОПВ2-110кэ |
Æ 390+0,120 |
Æ 385+0,120 |
Æ 390,120 |
Æ 385,120 |
26 |
Rz 40 |
Rz 40 |
|
|
ОПВ2-145э |
Æ 445+0,380 |
Æ 445,380 |
59 |
26 |
Rz 20 |
Rz 20 |
||
|
а) ОВ6-55, ОВ6-55К, ОВ5-55К, ОВ5-47, ОВ5-47К |
б) ОВ6-55МБК |
в) ОПВ2-110кэ, ОПВ2-145э
Рисунок 14 - Обтекатель из двух половин (рис. 6 - 8, поз. 9); обтекатель выправляющего аппарата (рис. 9, 10, поз. 9)
|
Обтекатель из двух половин - рисунок 14 Обтекатель выправляющего аппарата - рисунок 14 Количество на насос - 1 шт. Нормы зазоров (натягов) - таблица 4 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины глубиной: |
Визуальный контроль Лупа ЛП-1-7х |
- |
Трещины не допускаются |
|
|
- менее 1/3 толщины стенки |
ЦД |
Заварка |
|||
|
- более 1/3 толщины стенки |
Замена |
||||
|
А |
Коррозионные раковины глубиной: |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Линейка 300 |
- |
1. Места заделки и наплавки должны быть зачищены заподлицо с металлом 2. На поверхности допускаются отдельные зачищенные раковины |
|
|
- менее 1/3 толщины стенки |
Штангенциркуль ШЦ-I-125-0,1-1 |
1. Заделка компаундом на основе эпоксидных смол 2. Наплавка |
3. Требования к местам заварки - см. 6.2.9 4. Наплывы металла на поверхности не допускаются 5. Параметр шероховатости - согласно таблице 8 |
||
|
- более 1/3 толщины стенки |
1. Зачистка 2. Заварка 3. Замена |
||||
|
Б В |
Износ |
Измерительный контроль Штангенциркуль ШЦ-III-250-630-0,1 Скобы: СИ 600; СИ 700 Микрометр МК 175 |
Диаметры согласно таблице 8 |
Наплавка с последующей обточкой |
1. Допустимый диаметр - согласно таблице 8 2. Допуск биения В относительно оси 0,1 мм 3. Параметр шероховатости поверхностей - согласно таблице 8 |
Таблица 8
|
Обтекатель (см. рисунок 14) |
|||||||
|
Диаметр поверхности, мм |
Параметр шероховатости, не более |
||||||
|
по чертежу |
допустимый, не более |
||||||
|
Б |
В |
Б |
В |
А |
Б |
В |
|
|
ОВ6-55 |
Æ 165+0,080 |
- |
Æ 165,08 |
- |
Rz 80 |
Rz 80 |
- |
|
ОВ6-55К |
|||||||
|
ОВ6-55МБК |
Ra 12,5 |
Ra 12,5 |
- |
||||
|
ОВ5-55К ОВ5-47 ОВ5-47К |
Rz 80 |
Rz 80 |
- |
||||
|
ОПВ2-110кэ |
- |
Æ 525-0,260 |
- |
524,74 |
Rz 160 |
- |
Rz 20 |
|
ОПВ2-145э |
- |
Æ 680-0,280 |
- |
679,72 |
- |
Rz 20 |
|
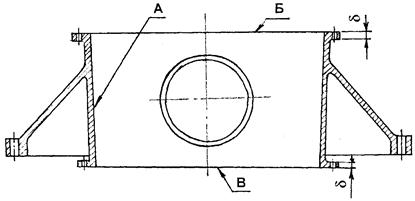
Рисунок 15 - Диффузор ОПВ2-110кэ, ОПВ2-145э (рис. 9, 10, поз. 10)
|
Диффузор - рисунок 15 Количество на изделие - 1 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х ЦД Метод керосиновой пробы |
- |
1. Заварка 2. Замена |
Трещины не допускаются |
|
|
А |
Коррозионные раковины глубиной более 1/3 толщины стенки |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Штангенциркуль ШЦ-I-125-0,1-1 |
- |
1. Заварка 2. Замена |
1. На поверхности допускаются отдельные зачищенные раковины глубиной не более 1/3 толщины стенки 2. Требования к местам заварки - см. 6.2.9 3. Наплывы металла на внутренней поверхности не допускаются 4. Параметр шероховатости - не более Rz 160 |
|
|
Б В |
Коробление |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Набор щупов № 2 |
- |
1. Шабрение 2. Фрезерование |
1. Допустимая толщина фланца - не более 34 мм 2. Допуск параллельности Б относительно В 0,1 мм 3. Параметр шероховатости поверхностей - не более Rz 20 |
|
|
|
|
|
а) ОВ6-55К, ОВ5-55К, ОВ5-47К |
б) ОВ6-55МБК |
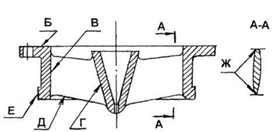
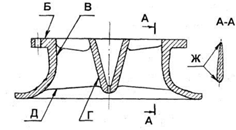
Рисунок 16 - Выпрямитель (рис. 7, 8, поз. 13)
|
Выпрямитель - рисунок 16 Количество на насос - 1 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х ЦД Метод керосиновой пробы |
- |
1. Заварка трещин глубиной менее 1/2 толщины стенки и не выходящих на фланец 2. Замена |
Трещины не допускаются |
|
Б |
Коррозионные раковины, износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Набор щупов № 2 |
- |
1. Шабрение 2. Фрезерование 3. Заделка компаундом на основе эпоксидных смол |
1. Допустимая толщина фланца - не менее 18 мм (ОВ6-55К; ОВ5-55К; ОВ5-47К) 2. Допуск перпендикулярности Б относительно В 0,05 мм 3. Параметр шероховатости - не более Rz 20 |
|
В Г Д |
Коррозионные раковины глубиной: |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Линейка 300 |
- |
1. Места заделки и наплавки должны быть зачищены заподлицо с металлом 2. На поверхности допускаются отдельные зачищенные раковины глубиной не более 5,0 мм 3. Требования к местам заварки - см. 6.2.9 4. Наплывы металла на поверхности не допускаются 5. Параметр шероховатости - согласно таблице 9 |
|
|
- менее 1/3 толщины стенки |
Штангенциркуль ШЦ-I-125-0,1-1 |
Заделка компаундом на основе эпоксидных смол |
|||
|
- более 1/3 толщины стенки |
1. Заварка 2. Замена |
||||
|
Е |
Коррозионные раковины, износ |
Измерительный контроль Штангенциркуль ШЦ-III-250-630-0,1 |
Диаметр - согласно таблице 9 |
Обточка |
1. Допустимый диаметр - согласно таблице 9 2. Допускаются отдельные зачищенные раковины глубиной не более 5,0 мм, общей площадью не более 20 % поверхности 3. Параметр шероховатости поверхностей - не более Rа 2,5 |
|
Ж |
Износ кромок лопаток: |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Линейка 300 |
- |
1. Кромки лопаток должны быть скруглены. Радиус скругления - согласно таблице 9 2. Параметр шероховатости - согласно таблице 9 |
|
|
а) глубиной до 10 - 15 мм |
Зачистка |
||||
|
б) глубиной более 15 мм |
1. Наплавка с последующей зачисткой 2. Замена |
Таблица 9
|
Выпрямитель (см. рисунок 16) |
|||||
|
Размер Е, мм |
Радиус скругления кромок, мм |
Параметр шероховатости, не более |
|||
|
по чертежу |
допустимый, не менее |
В, Г, Д |
Ж |
||
|
ОВ6-55К; |
Æ 595 |
Æ 593 |
4,0 |
Rz 160 |
Rz 20 |
|
ОВ6-55МБК |
- |
- |
1/2 толщины стенки лопатки |
Ra 12,5 |
Ra 12,5 |
|
ОВ5-55К; |
Æ 510 |
Æ 508 |
4,0 |
Rz 160 |
Rz 20 |
|
ОВ5-47К |
|||||
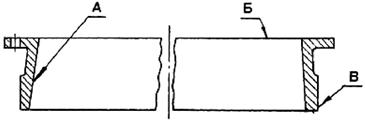
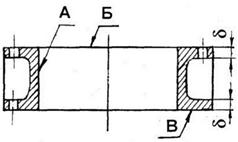
Рисунок 17 - Кольцо переходное насосов ОВ6-55, ОВ5-47, ОПВ2-110кэ, ОПВ2-145э (рис. 6, 9, 10, поз. 14)
|
Кольцо переходное - рисунок 17 |
|
Количество на насос - 1 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х ЦД |
- |
Замена |
Трещины не допускаются |
|
А |
Коррозионные раковины глубиной: |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль |
- |
1. Наплавка |
1. Наплывы металла на поверхности не допускаются 2. Места заделки должны быть зачищены заподлицо с металлом 3. Допускаются отдельные зачищенные раковины 4. Параметр шероховатости - согласно таблице 10 |
|
- не более 1/3 толщины стенки |
Линейка 300 Штангенциркуль ШЦ-I-125-0,1-1 |
2. Замена |
|||
|
- более 1/3 толщины стенки |
Заделка компаундом на основе эпоксидных смол |
||||
|
Б |
Коробление, коррозионные раковины |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Набор щупов № 2 |
1. Шабрение 2. Фрезерование 3. Заделка компаундом на основе эпоксидных смол |
1. Толщина фланца согласно таблице 10 2. Допуск торцового биения Б относительно оси поверхности В 0,05 мм 3. Параметр шероховатости - не более Rz 20 |
|
|
В |
Коррозионные раковины, износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Штангенциркуль ШЦ-III-500-1600-0,1 |
Диаметр поверхности - согласно таблице 10 |
Обточка |
1. Допускаются зачищенные отдельные раковины глубиной не более 0,5 мм общей площадью не более 20 % поверхности 2. Допустимый диаметр - согласно таблице 10 4. Параметр шероховатости - не более Ra 2,5 |
Таблица 10
|
Кольцо переходное (см. рисунок 17) |
||||
|
Размер В, мм |
Толщина фланца, не менее, мм |
Параметр шероховатости, не более |
||
|
по чертежу |
допустимый, не менее |
δ |
А |
|
|
ОВ6-55 |
Æ 630 |
Æ 628 |
18 |
Rz 80 |
|
ОВ5-47 |
Æ 540 |
Æ 538 |
18 |
Rz 80 |
|
ОПВ2-110КЭ |
Æ 1166 |
Æ 1163 |
- |
Rz 80 |
|
ОПВ2-145Э |
Æ 1520 |
Æ 1518 |
28 |
Rz 160 |
|
|
|
a) OB6-55, OB5-55K, OB5-47K, OB6-55, OB5-47 |
|
|
|
б) ОПВ2-110КЭ, ОПВ2-145э |
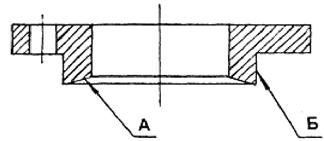
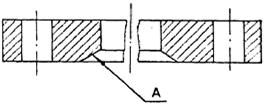
Рисунок 18 - Кольцо нажимное (рис. 6, поз. 15); кольцо сальника (рис. 7, поз. 15); кольцо прижимное (рис. 9, поз. 15)
|
Кольцо сальника, кольцо нажимное, кольцо прижимное - рисунок 18 Количество на насос - 1 шт. Нормы зазоров (натягов) - таблица 4 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Коррозионные раковины |
Визуальный контроль Лупа ЛП-1-7х |
- |
Расточка |
1. Допустимая глубина расточки без замены кольца (шнура 4с): - 8 мм (ОПВ2-110 кэ); - 5 мм (остальные насосы) 2. Допускаются зачищенные отдельные раковины глубиной не более 0,5 мм и наибольшим размером не более 5,0 мм 3. Параметр шероховатости - не более Ra 2,5 |
|
Б |
Износ |
Измерительный контроль Штангенциркуль ШЦ-III-250-800-0,1 Скобы: СИ 600; СИ 700 |
Диаметр Б: ОВ6-55 - Æ 670-0,50 мм ОВ6-55К, ОВ5-55К - Æ 640-0,15 мм ОВ5-47 - Æ 585-0,45 мм ОВ5-47К - Æ 545-0,45 мм |
1. Наплавка с последующей расточкой 2. Замена |
1. Допустимый диаметр, не менее: 669,50 мм (ОВ6-55); 639,85 мм (ОВ6-55К, ОВ5-55К); 584,55 мм (ОВ5-47); 544,55 мм (ОВ5-47К) 2. Параметр шероховатости - не более Rz 20 |
|
|
|
|
|
а) ОВ6-55, ОВ5-47 |
б) ОПВ2-145э |
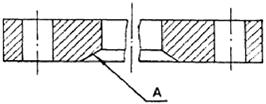
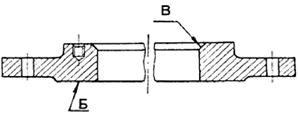
Рисунок 19 - Корпус сальника (рис. 7, 10, поз. 16)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ, ослабление посадки |
Измерительный контроль Нутромер НМ 600 НМ 1250 |
Диаметр А: ОВ6-55- Æ 670+0,50 мм ОВ5-47- Æ 585+0,45 мм |
1. Наплавка с последующей расточкой 2. Замена |
1. Допустимый диаметр, не более: 670,50 мм (ОВ6-55); 585,45 мм (ОВ5-47) 2. Раковины, размывы не допускаются 3. Параметр шероховатости - не более Ra 2,5 |
|
Б |
Коробление, коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Набор щупов № 2 Плита 1-1000´630 |
- |
1. Зачистка 2. Шабрение 3. Фрезерование |
1. Допуск плоскостности поверхности 0,3 мм 2. Параметр шероховатости - не более: Rz 20 (ОВ6-55, ОВ5-47); Rz 40 (ОПВ2-145э) |
|
- |
Коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х |
- |
1. Зачистка 2. Проточка 3. Замена |
1. Допускаются зачищенные отдельные раковины глубиной не более 0,5 мм и наибольшим размером не более 5,0 мм 2. Параметр шероховатости - не более Ra 2,5 |
7.3 Торцовое уплотнение. Подшипники насоса
7.3.1 Зазоры (натяги) между составными частями торцового уплотнения, подшипников (рисунки 20 - 23) и сопряженными с ними деталями должны быть в пределах норм, приведенных в таблице 11.
7.3.2 Дефектацию и ремонт деталей торцового уплотнения и подшипников необходимо проводить в соответствии с картами дефектации и ремонта 10 - 22.
1 - вал; 2, 5 - корпус подшипника из двух половин (нижний, верхний); 3, 6 - вкладыш подшипника из двух половин; 4, 7 - кольцо подвижное из двух половин; 8 - крышка торцового уплотнения из двух половин; 9 - кольцо; 10, 12 - корпус нижнего уплотнения; 11, 13 - кольцо нижнего уплотнения; 14 - болт
Рисунок 20 - Подшипники насосов ОВ6-55, ОВ6-55К, ОВ5-55К, ОВ5-47К, ОВ5-47 с уплотнением
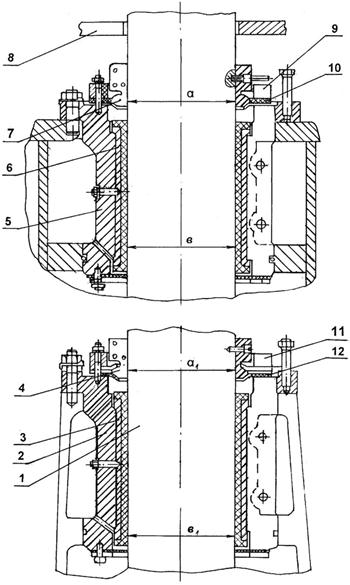
1 - вал; 2 - корпус подшипника из двух половин; 3 - вкладыш подшипника из двух половин; 4, 12 - кольцо нижнее; 5 - кольцо среднее; 6, 11 - кольцо верхнее; 7, 9 - втулка; 8 - крышка из двух половин; 10, 13 - кольцо прижимное; 14 - болт
Рисунок 21 - Подшипники насоса ОВ6-55МБК с уплотнением
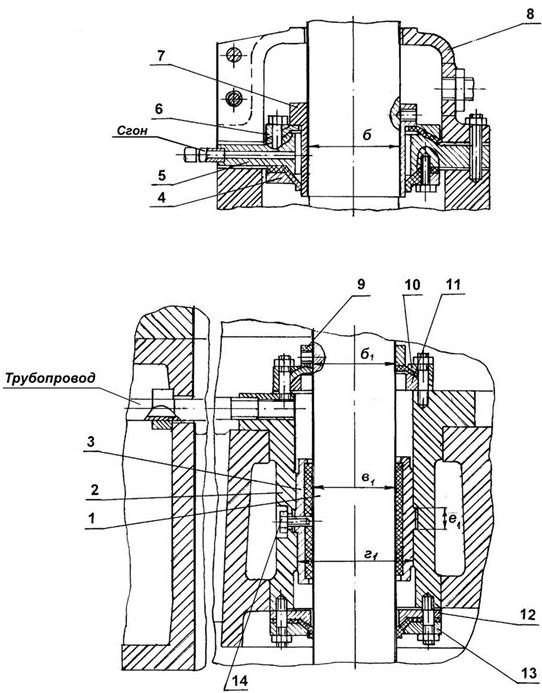
1 - вал; 2, 5 - корпус подшипника из двух половин (нижний, верхний); 3, 6 - вкладыш подшипника из двух половин; 4, 7 - кольцо подвижное из двух половин; 8 - крышка из двух половин; 9, 11 - кольцо прижимное; 10, 12 - кольцо промежуточное
Рисунок 22 - Подшипники насоса ОПВ2-110кэ с уплотнением
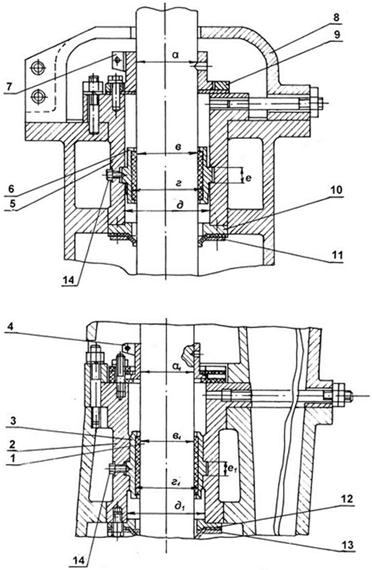
1 - вал; 2, 5 - корпус подшипника из двух половин (нижний, верхний); 3, 6 - вкладыш подшипника из двух половин; 4, 7 - кольцо подвижное из двух половин; 8 - крышка из двух половин; 9 - кольцо прижимное из двух половин; 10, 15 - корпус торцевого уплотнения из двух половин; 11, 16 - кольцо распорное из двух половин; 12, 17 - кольцо установочное; 13, 18 - кольцо прижимное нижнего уплотнения из двух половин; 14 - кольцо промежуточное торцевого уплотнения
Рисунок 23 - Подшипники насоса ОПВ2-145э с уплотнением
Таблица 11 - Нормы зазоров (натягов) для торцового уплотнения и подшипников насоса
|
Позиция сопряженной составной части |
Название сопряженной составной части |
Обозначение чертежа (нормативного документа) составной части |
Размер составной части по чертежу, мм |
Зазор (+), натяг (-), мм |
|||
|
Номинальное значение |
Предельное отклонение |
допустимый после капитального ремонта |
|||||
|
a a1 |
4, 7 1 |
Кольцо подвижное из двух половин |
Æ 80 |
+0,070 |
ОВ6-55 |
||
|
ОВ6-55 |
Д-24873 |
ОВ6-55К |
|||||
|
ОВ6-55К |
ОВ5-55К |
||||||
|
ОВ5-55К |
ОВ5-47 |
||||||
|
ОВ5-47 |
ОВ5-47К |
||||||
|
ОВ5-47К |
|||||||
|
ОПВ2-110кэ |
Г-29616 |
Æ 215 |
+0,045 |
+0,210 |
|||
|
ОПВ2-145э |
Г-30704 |
Æ 240 |
+0,045 |
+0,050 |
|||
|
Вал |
ОПВ2-110кэ ОПВ2-145э |
||||||
|
ОВ6-55 |
2Г-37703 |
Æ 80 |
-0,050 |
||||
|
ОВ6-55К |
-0,140 |
||||||
|
ОВ5-55К |
+0,135 |
||||||
|
ОВ5-47 |
|||||||
|
ОВ5-47К |
|||||||
|
ОПВ2-110кэ |
2Г-28006 |
Æ 215 |
-0,090 |
||||
|
ОПВ2-145э |
2Г-38974 |
Æ 240 |
-0,090 |
||||
|
б |
7 |
Втулка ОВ6-55МБК |
Д-25386 |
Æ 90 |
+0,070 |
+0,140 |
|
|
1 |
Вал ОВ6-55МБК |
2Г-25166 |
Æ 90 |
-0,070 |
|||
|
б1 |
9 |
Втулка ОВ6-55МБК |
Д-25393 |
Æ 80 |
+0,070 |
+0,210 +0,050 |
|
|
1 |
Вал ОВ6-55МБК |
2Г-25166 |
Æ 80 |
-0,050 -0,140 |
|||
|
Номинальное значение |
Предельное отклонение |
||||||
|
в* в1 |
3, 6 |
Вкладыш подшипника |
|||||
|
ОВ6-55 |
ОВ6-55 |
||||||
|
ОВ6-55К |
ОВ6-55К |
||||||
|
ОВ5-55К |
Г-8791 |
Æ 80 |
+0,070 |
ОВ5-55К |
|||
|
ОВ5-47 |
ОВ5-47 |
||||||
|
ОВ5-47К |
ОВ5-47К |
||||||
|
ОВ6-55МБК |
Г-8791 |
Æ 80 |
+0,200 +0,100 |
+0,210 |
|||
|
ОПВ2-110кэ |
Г-29390 |
Æ 215 |
+0,300 +0,150 |
+0,050 ОВ6-55МБК |
|||
|
ОПВ2-145э |
В-30697 |
Æ 240 |
+0,300 +0,150 |
||||
|
1 |
Вал |
+0,340 +0,150 ОПВ2-110кэ ОПВ2-145э +0,390 +0,150 |
|||||
|
ОВ6-55 |
2Г-37703 |
Æ 80 |
-0,050 -0,140 |
||||
|
ОВ6-55К |
|||||||
|
ОВ5-55К |
|||||||
|
ОВ5-47 |
|||||||
|
ОВ5-47К |
|||||||
|
ОВ6-55МБК |
2Г-25166 |
||||||
|
ОПВ2-110кэ |
2Г-28006 |
Æ 215 |
-0,090 |
||||
|
ОПВ2-145э |
2Г-38974 |
Æ 240 |
-0,090 |
||||
|
г г1 |
2, 5 |
Корпус подшипника из двух половин |
Æ 110 |
+0,035 |
+0,058 |
||
|
ОВ6-55 |
0,75Б-13960a |
||||||
|
ОВ6-55К |
|||||||
|
ОВ5-55К |
|||||||
|
ОВ5-47 |
|||||||
|
ОВ5-47К |
|||||||
|
ОВ6-55МБК |
|||||||
|
3, 6 |
Вкладыш подшипника из двух половин |
||||||
|
ОВ6-55 |
Г-8791 |
0110 |
-0,023 |
||||
|
ОВ6-55К |
|||||||
|
ОВ5-55К |
|||||||
|
ОВ5-47 |
|||||||
|
ОВ5-47К |
|||||||
|
ОВ6-55МБК |
|||||||
|
Номинальное значение |
Предельное отклонение |
||||||
|
д д1 |
2, 5 |
Корпус подшипника из двух половин |
0115 |
+0,070 |
+0,210 +0,050 |
||
|
ОВ6-55 |
0,75Б-13960a |
||||||
|
ОВ6-55К |
|||||||
|
ОВ5-55К |
|||||||
|
ОВ5-47К |
|||||||
|
ОВ5-47 |
|||||||
|
12, 10 |
Корпус нижнего уплотнения |
||||||
|
ОВ6-55 |
Д-23453 |
0115 |
-0,005 -0,140 |
||||
|
ОВ6-55К |
|||||||
|
ОВ5-55К |
|||||||
|
ОВ5-47К |
|||||||
|
ОВ5-47 |
|||||||
|
е* e1 |
2, 5 |
Корпус подшипника из двух половин |
20 |
+0,140 |
+0,280 |
||
|
ОВ6-55 |
0,75Б-13960a |
||||||
|
ОВ5-55К |
|||||||
|
ОВ6-55МБК |
|||||||
|
ОВ6-55К |
|||||||
|
ОВ5-47К |
|||||||
|
ОВ5-47 |
|||||||
|
3, 6 |
Вкладыш подшипника из двух половин |
||||||
|
ОВ6-55 |
Г-8791 |
20 |
-0,140 |
||||
|
ОВ6-55К |
|||||||
|
ОВ6-55МБК |
|||||||
|
ОВ5-55К |
|||||||
|
ОВ5-47К |
|||||||
|
ОВ5-47 |
|||||||
|
и и1 |
10, 15 |
Корпус торцевого уплотнения ОПВ2-145КЭ |
Г-30701 |
Æ 390 |
+0,120 |
+0,375 +0,105 |
|
|
5, 2 |
Корпус подшипника из двух половин ОПВ2-145э |
1,5Э-30699 |
Æ 390 |
-0,105 -0,255 |
|||
|
* Кроме насоса ОВ6-55МБК |
|||||||
|
|
|
|
а) ОВ6-55, ОВ6-55К, ОВ6-55МБК, ОВ5-55К, ОВ5-47, ОВ5-47К |
б) ОПВ2-110КЭ |
в) ОПВ2-145Э
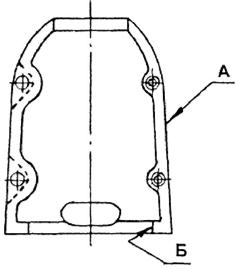
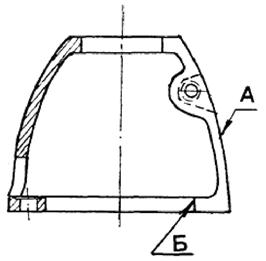
Рисунок 24 - Корпус подшипника (рис. 20 - 23, поз. 2, 5)
|
Корпус подшипника - рисунок 24 |
|
Количество на изделие - по 1 шт. |
|
Нормы зазоров (натягов) - таблица 11 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины любого расположения |
Визуальный контроль Лупа ЛП-1-7х |
- |
Замена |
Трещины не допускаются |
|
А Б |
Износ |
Измерительный контроль Микрометры: МК 175-1 МРИ 200-0,002 МРИ 400-0,002 ОПВ2-145э Проверка контакта «на краску» |
Диаметр - согласно таблице 12 |
1. Проточка 2. ГТН 3. Наплавка с последующей обточкой 4. Замена |
1. Допускаются отдельные зачищенные раковины, риски общей площадью не более: 15 % (ОПВ2-145э); 20 % (остальные насосы) 2. Толщина наплавленного слоя металла не менее 2,0 мм 3. Допуск радиального биения А, Б относительно оси поверхности В: 0,06 мм (ОПВ2-110кэ, ОПВ2-145КЭ); 0,05 мм (остальные насосы) 4. Пятна краски при проверке контакта должны распределяться равномерно и занимать не менее 80 % поверхности. Количество пятен не менее семи на квадрате 25´25 мм 5. Параметр шероховатости - согласно таблице 12 |
|
В |
Коррозионные раковины, эрозионный износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Нутромеры: 100 - 160 НМ 600 |
Диаметр - согласно таблице 12 |
1. Расточка 2. ГТН 3. Расточка с установкой калиброванных прокладок согласно 4. Замена |
1. Допустимый диаметр расточки без последующей установки прокладок не более: ОВ6-55МБК 110,035 мм ОПВ2-145э 295,050 мм |
|
Г Е |
Коррозионные раковины, эрозионный износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Набор щупов № 2 |
- |
1. Шабрение 2. Фрезерование с последующей расточкой поверхности В и обточкой А, Б 3. Наплавка с последующим фрезерованием |
1. Допускаются отдельные зачищенные раковины глубиной не более 1,5 мм 2. Допуск плоскостности поверхности Г - согласно 8.22 3. Параметр шероховатости - согласно таблице 12 |
|
Д |
Износ |
Измерительный контроль Штангенциркуль ШЦ-II-160-0,05 |
Æ 20+0,140 мм |
1. Расточка 2. Замена |
1. Допустимый диаметр не более 20,14 мм 2. Допуск торцового биения относительно оси В 0,04 мм 3. Параметр шероховатости - не более Ra 3,2 |
Таблица 12
|
Корпус подшипника (см. рисунок 24) |
|||||||||
|
Диаметр поверхности, мм |
Параметр шероховатости, не более |
||||||||
|
по чертежу |
допустимый, не менее |
||||||||
|
А |
Б |
В |
А |
Б |
В |
А, Б |
В |
Г, Е |
|
|
ОВ6-55 |
Æ 162-0,080 |
Æ |
Æ 110+0,035 |
161,920 |
164,835 |
113,000* |
Rz 20 |
Ra 2,5 |
Rа 2,5 |
|
ОВ6-55К |
|||||||||
|
ОВ5-55К |
|||||||||
|
ОВ6-55МБК |
110,600 |
Ra 3,2 |
Ra 1,6 |
- |
|||||
|
ОВ5-47 |
113,000* |
Rz 20 |
Ra 2,5 |
Ra 2,5 |
|||||
|
ОВ5-47К |
|||||||||
|
ОПВ2-110кэ |
Æ 385-0,120 |
Æ |
Æ 265 |
384,88 |
389,745 |
268,000* |
- |
Ra 2,5 |
Ra 2,5 |
|
ОПВ2-145э |
- |
- |
Æ 295+0,050 |
398,00 |
400,00 |
296,500 |
Ra 1,25 |
Ra 2,5 |
Rz 20 |
|
Примечание - * Допустимый диаметр при дальнейшей установке калиброванных прокладок. |
|||||||||
|
|
|
|
а) ОВ6-55, ОВ6-55К, ОВ6-55МБК, ОВ5-55К, ОВ5-47, OB5-47К |
б) ОПВ2-110кэ |
|
|
|
в) ОПВ2-145э |
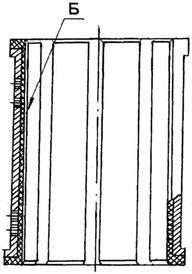
Рисунок 25 - Вкладыш подшипника (рис. 20 - 23, поз. 3, 6)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины на основе |
Визуальный контроль Лупа ЛП-1-7х |
- |
Замена |
Трещины не допускаются |
|
А |
Коррозионные раковины, эрозионный, ослабление посадки, износ |
Измерительный контроль Микрометр МРИ 125-0,002 |
Диаметр - см. таблицу 13 |
1. Опиловка 2. Железнение 3. Замена |
1. Толщина покрытия не более 0,2 мм 2. Параметр шероховатости поверхности не более: Ra 1,6 (ОВ6-55МБК); Ra 2,5 (остальные насосы) |
|
Б |
Подгорание, вырывы, выработка трещины длиной более 10,0 мм, износ резиновой заливки |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Нутромеры: НМ 175 НМ 600 |
Диаметр - см. таблицу 13 |
Замена |
1. На поверхности заливки допускаются отдельные трещины длиной не более 10,0 мм, не идущие от торца 2. Смазочные канавки должны быть зачищены 3. Параметр шероховатости поверхности не более: Ra 1,6 (ОВ6-55МБК) |
|
В |
Износ |
Измерительный контроль Штангенциркуль ШЦ-II-160-0,05 |
20-0,14 мм |
1. Наплавка 2. Замена |
1. Допуск торцового биения относительно оси Б 0,04 мм 2. Параметр шероховатости поверхности не более Ra 3,2 |
Таблица 13
|
Вкладыш подшипника (см. рисунок 25) |
||||
|
Диаметр по чертежу, мм |
Допустимый диаметр, мм |
|||
|
не менее |
не более |
|||
|
А |
Б |
А |
Б |
|
|
ОВ6-55 |
Æ 110-0,023 |
Æ 80+0,070 |
Æ 109,977 |
Æ 80,070 |
|
ОВ6-55К |
||||
|
ОВ6-55МБК |
Æ |
Æ 80,200 |
||
|
ОВ5-55К |
Æ 80+0,070 |
Æ 80,070 |
||
|
ОВ5-47 |
||||
|
ОВ5-47К |
||||
|
ОПВ2-110кэ |
- |
Æ |
- |
Æ 215,300 |
|
ОПВ2-145э |
Æ |
Æ 240,300 |
||
|
|
|
|
а) ОВ6-55К, ОВ5-55К, ОВ5-47, ОВ5-47К |
б) ОПВ2-110кэ, ОПВ2-145э |
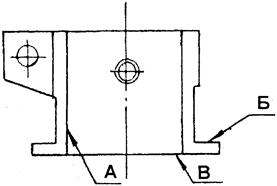
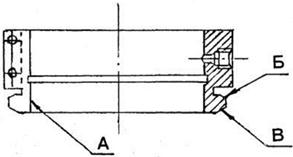
Рисунок 26 - Кольцо подвижное из двух половин (см. рис. 20, 22, 23, поз. 4, 7)
|
Кольцо подвижное из двух половин - рисунок 26 Количество на насос - по 1 шт. Нормы зазоров (натягов) - таблица 11 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Измерительный контроль Нутромеры: НМ 175 НМ 600 |
ОВ6-55К ОВ5-55К ОВ5-47К ОВ5-47 Æ 80+0,070 мм ОПВ2-110кэ Æ ОПВ2-145э Æ |
Наплавка с последующей расточкой |
1. Толщина наплавленного слоя металла не менее 2,0 мм 2. Биение поверхности относительно оси Б не более 0,05 мм 3. Параметр шероховатости поверхности не более Ra 2,5 |
|
Б В |
Износ, увеличенное биение |
Измерительный контроль Индикатор ИЧ02 кл. 0 |
- |
1. Шлифование 2. Полирование 3. Замена |
1. Допуск торцового биения относительно оси поверхности А: 0,05 мм (ОПВ2-110кэ, ОПВ2-145э); 0,04 мм (остальные насосы) 2. Допускаются отдельные круговые риски, забоины общей площадью не более: 10 % поверхности (ОПВ2-145э); 15 % поверхности (остальные насосы) 3. Параметр шероховатости поверхности не более Ra 1,25 |
|
|
|
|
а) поз. 4, 13 |
б) поз. 12 |
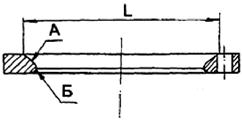
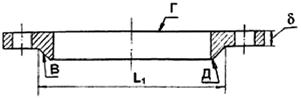
Рисунок 27 - Кольцо нижнее, кольцо прижимное насоса ОВ6-55МБК (см. рис. 21)
|
Кольцо нижнее, кольцо прижимное - рисунок 27 Количество на насос - по 1 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х |
L = 132 ± 0,5 мм - поз. 4 L = 108 ± 0,435 мм - поз. 13 |
1. Шлифование 2. Замена |
1. Допустимый размер не более: L = 132,5 мм - поз. 4 L = 108,435 мм - поз. 13 2. При свободном наложении колец 5, 12 соответственно на кольца 4, 13 (рис. 21) щуп 0,2 мм между ними на глубину более 5,0 мм проходить не должен 3. Кромка Б должна быть скруглена радиусом: R = 2,0 мм - поз. 4; R = 5,0 мм - поз. 13 4. Параметр шероховатости поверхности - не более Ra 3,2 |
|
В Г |
Коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Скоба СР 125 |
L1 = 102 + 0,435 мм d = 8 + 0,18 мм |
1. Шлифование 2. ГТН 3. Замена |
1. Допустимые размеры: L1 - не более 102,435 мм; d - не менее 7,82 мм 2. При свободном наложении кольца 13 на кольцо 12 (рис. 21) щуп 0,2 мм между ними на глубину более 5,0 мм проходить не должен 3. Кромка Д должна быть скруглена радиусом R = 1,5 мм 4. Параметр шероховатости поверхностей - не более Ra 3,2 |
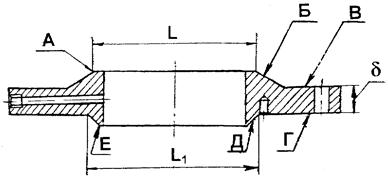
Рисунок 28 - Кольцо среднее насоса ОВ6-55МБК (см. рис. 21, поз 5)
|
Кольцо среднее - рисунок 28 Количество на насос - 1 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Б В Г Д |
Коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х |
L = 128 ± 0,5 мм L1 = 130 ± 0,5 мм d = 22 ± 0,26 мм |
1. Шлифование 2. ГТН 3. Замена |
1. Допустимый размер L, не менее 127,5 мм; угол скоса 30° 2. Допустимый размер L1, не менее 129,5 мм; угол скоса 45° 3. При свободном наложении колец 4 и 6 на кольцо 5 (рис. 21) щуп 0,2 мм между ними на глубину более 5,0 мм проходить не должен 4. Кромки должны быть скруглены. Радиус скругления: 5,0 мм (поверхность А); 2,0 мм (поверхность Е) 5. Параметр шероховатости поверхности не более Ra 3,2 |
|
|
|
|
а) поз. 6, 10 |
б) поз. 11 |
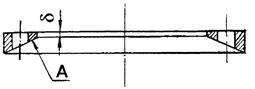
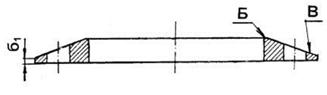
Рисунок 29 - Кольцо верхнее, кольцо прижимное насоса ОВ6-55МБК (см. рис. 21)
|
Кольцо верхнее, кольцо прижимное - рисунок 29 Количество на насос - по 1 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Штангенциркуль ШЦ-II-160-0,05 |
d = 3,5 ± 0,15 мм |
1. Шлифование 2. Замена |
1. Допустимый размер 5, не менее 3,35 мм. 2. Угол скоса: поз. 6 - 30° поз. 10 - 25°. 3. При свободном наложении колец 6, 10 соответственно на кольца 25, 11 (рис. 21) щуп 0,2 мм между ними на глубину более 5,0 мм проходить не должен 4. Кромки должны быть скруглены. Радиус скругления 2,0 мм 5. Параметр шероховатости поверхности - не более Ra 3,2 |
|
Б |
Коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Скоба СР 25 |
d1 = 3,0 ± 0,125 м |
1. Шлифование 2. Замена |
1. Допустимый размер d1, не менее 2,875 мм; угол скоса 30° 2. При свободном наложении кольца 11 на прижимное кольцо 10 (рис. 21) щуп 0,2 мм между ними на глубину более 5,0 мм проходить не должен 3. Кромка Б должна быть скруглена. Радиус скругления 3,0 мм 4. Параметр шероховатости поверхности - не более Ra 3,2 |
|
|
|
|
а) поз. 7 |
б) поз. 9 |
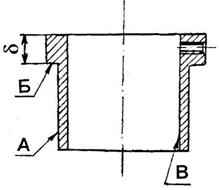
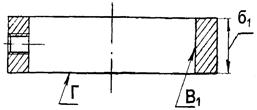
Рисунок 30 - Втулка насоса ОВ6-55МБК (см. рис. 21)
|
Втулка - рисунок 30 Количество на насос - по 1 шт. Нормы зазоров (натягов) - таблица 11 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х |
- |
Замена |
Трещины не допускаются |
|
А |
Коррозионный износ, выработка |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Микрометр МРИ 125-0,002 |
Æ 100 ± 0,435 мм |
1. Проточка 2. ГТН 3. Полирование 4. Замена |
1. Твердость А: HRC 43 - HRC 48 2. Допустимый диаметр А не менее 99,565 мм 3. Допуск радиального биения А относительно оси В 0,03 мм 4. Параметр шероховатости поверхности - не более Ra 0,8 |
|
Б Г |
Коррозионный износ, выработка |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Скоба СР 25 |
d, d1 = 20+0,26 мм |
1. Подрезка 2. Полирование 3. Замена |
1. Твердость: HRC 43 - HRC 48 2. Допустимые размеры d, d1 - не менее 19,84 мм 3. Допуск торцового биения Б относительно оси В и Г относительно оси В1 - 0,03 мм 4. Параметр шероховатости поверхностей Б, Г - не более Ra 0,8 |
|
В В1 |
Износ |
Измерительный контроль Нутромер НМ 175 |
Æ 90+0,070 мм Æ 80+0,070 мм |
1. ГТН 2. Замена |
1. Твердость А: HRC 43 - HRC 48 2. Допустимый диаметр В - не более 90,070 мм 3. Допуск радиального биения А относительно оси В 0,03 мм 4. Допуск торцового биения Г относительно оси В1 - 0,03 мм 5. Параметр шероховатости поверхностей - не более Ra 1,6 |
|
|
|
|
а) ОВ6-55, ОВ6-55К, ОВ5-55К, ОВ5-47, ОВ5-47К |
б) ОВ6-55МБК |
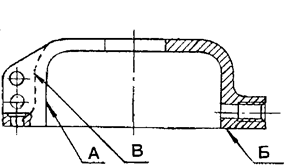
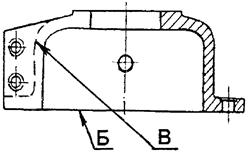
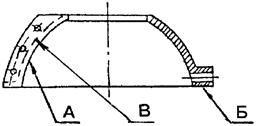
в) ОПВ2-110кэ; ОПВ2-145э
Рисунок 31 - Крышка торцового уплотнения (см. рис. 20, поз. 8), крышка из двух половин (см. рис. 21 - 23, поз. 8)
|
Крышка торцевого уплотнения, крышка из двух половин - рисунок 31 Количество на насос - по 1 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х |
- |
1. Заварка 2. Замена |
Трещины не допускаются |
|
А |
Коррозионные раковины глубиной: - более 1/2 толщины стенки; - менее 1/2 толщины стенки |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Штангенциркуль ШЦ-I-125-0,1-1 |
- |
1. Заварка с последующей проверкой методом «керосиновой пробы» 2. Замена Заделка компаундом на основе эпоксидных смол |
1. В местах заварки трещины, поры, рыхлость, шлаковые включения не допускаются 2. Места заделки компаундом должны быть зачищены заподлицо с основным металлом. Допускаются отдельные зачищенные раковины 3. Параметр шероховатости поверхности - не более Rz 160 |
|
Б В |
Коробление, коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль зазора в разъёме при необжатых фланцах Набор щупов № 2 |
- |
ОВ6-55МБК 1. Зачистка 2. Наплавка 3. Замена Остальные насосы 1. Шабрение 2. Фрезерование |
1. Зазор в разъёме при необжатых фланцах не более: 0,25 мм - для ОПВ2-110кэ 0,10 мм - для остальных насосов 2. Допускаются отдельные зачищенные раковины глубиной не более: 3,0 мм - для ОВ6-55МБК; 0,5 мм - для остальных насосов |
|
4. Параметр шероховатости поверхностей Б, В не более: Ra 3,2 - для ОВ6-55МБК; Ra 12,5 - для неуказанных поверхностей ОВ6-55МБК; Rz 20 - для ОПВ2-110кэ, ОПВ2-145э; Rz 40 - для остальных насосов |
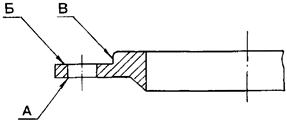
Рисунок 32 - Корпус нижнего уплотнения (см. рис. 20, поз. 10, 12)
|
Корпус нижнего уплотнения - рисунок 32 Количество на насос - по 1 шт. Нормы зазоров (натягов) - таблица 11 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Износ, коробление |
Измерительный контроль Проверка биения Индикатор ИЧ02 кл. 2 |
- |
1. Шабрение 2. Проточка |
Параметр шероховатости поверхностей - не более Rz 20 |
|
В |
Износ, ослабление посадки |
Измерительный контроль Микрометр МК 125-1 |
Æ |
1. Наплавка с последующей обточкой 2. Замена |
1. Толщина наплавленного слоя металла - не менее 2,0 мм 2. Допустимый диаметр не менее Æ 114,86 мм 3. Параметр шероховатости поверхности - не более Rz 20 |
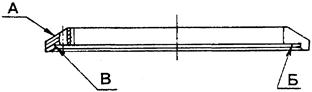
Рисунок 33 - Корпус торцевого уплотнения из двух половин (см. рис. 23, поз. 10, 15)
|
Корпус торцевого уплотнения из двух половин - рисунок 33 Количество на насос - по 1 шт. Нормы зазоров (натягов) - таблица 11 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Коррозионный и эрозионный износ |
Осмотр |
- |
1. Зачистка 2. Наплавка 3. Замена |
1. Допускаются отдельные зачищенные раковины глубиной до 0,5 мм, не выходящие за края 2. При свободном наложении на корпус 10 промежуточного кольца торцевого уплотнения (рис. 23) щуп 0,2 мм между ними на глубину не более 10 мм проходить не должен 3. Внутренняя кромка скоса А должна быть скруглена радиусом R = 5,0 мм 4. Параметр шероховатости поверхности - не более Rz 20 |
|
В |
Износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Нутромер НМ 600 |
Æ 390+0,120 мм |
1. Наплавка 2. Замена |
Параметр шероховатости поверхности - не более Rz 20 |
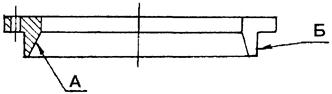
Рисунок 34 - Кольцо распорное из двух половин (см. рис. 23, поз. 11, 16)
|
Кольцо распорное из двух половин - рисунок 34 Количество на насос - по 1 шт. Нормы зазоров (натягов) - таблица 4 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х |
- |
Замена |
Трещины не допускаются |
|
А |
Износ |
Визуальный контроль Лупа ЛП-1-7х Проверка контакта «на краску» |
- |
1. Шабрение 2. Шлифовка 3. Замена |
1. Допускаются отдельные зачищенные раковины глубиной не более 0,5 мм и площадью не более 15 % поверхности 2. Пятна краски при проверке контакта должны распределяться равномерно и занимать не менее 80 % поверхности. Количество пятен - не менее семи на площади 25´25 мм 3. Допуск радиального биения А относительно оси поверхности Б 0,04 мм 4. Параметр шероховатости поверхности не более Ra 1,25 |
|
Б |
Износ |
Измерительный контроль Микрометры МК 500-1 |
Æ 445-0,380 мм |
1. Наплавка 2. Замена |
1. Допуск радиального биения Б относительно оси поверхности А - 0,04 мм 2. Параметр шероховатости поверхности - не более Rz 20 |
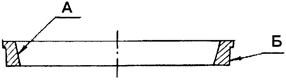
Рисунок 35 - Кольцо установочное (см. рис. 23, поз. 12, 17)
|
Кольцо установочное - рисунок 35 Количество на насос - по 1 шт. Нормы зазоров (натягов) - таблица 11 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Визуальный контроль Лупа ЛП-1-7х Проверка контакта «на краску» |
- |
1. Зачистка 2. Наплавка 3. Замена |
1. Допускаются отдельные зачищенные раковины глубиной до 0,5 мм общей площадью не более 15 % поверхности 2. Пятна краски должны распределяться равномерно и занимать не менее 80 % площади. Количество пятен - не менее семи на площади 25´25 мм 3. Допуск радиального биения А относительно оси поверхности Б 0,04 мм 4. Параметр шероховатости поверхности - не более Ra 1,25 |
|
Б |
Износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Микрометр МК 500-1 |
Æ 445-0,38 мм |
Замена |
- |
7.4 Ротор
7.4.1 Основными составными частями ротора являются:
- для насосов ОВ6-55, ОВ6-55К, ОВ6-55МБК, ОВ5-55К, ОВ5-47, ОВ5-47К: вал и рабочее колесо, состоящее из втулки и лопастей (рисунки 36 - 41);
- для насоса ОПВ2-110кэ: рабочее колесо (рисунок 42), вал с проставками и штоком (рисунок 44);
- для насоса ОПВ2-145э: рабочее колесо (рисунок 43), вал со штоком (рисунок 45).
7.4.2 Зазоры (натяги) между сопряженными деталями ротора должны быть в пределах норм, приведенных в таблице 14.
7.4.3 Дефектацию и ремонт составных частей ротора необходимо производить в соответствии с картами дефектации и ремонта 22 - 46, а также с учетом 7.1.3.
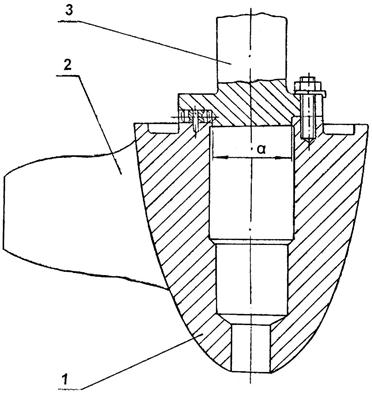
1 - втулка рабочего колеса; 2 - лопасть рабочего колеса; 3 - вал
Рисунок 36 - Ротор насоса ОВ6-55
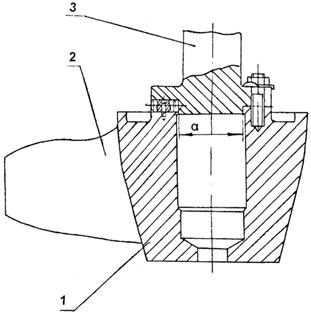
1 - втулка рабочего колеса; 2 - лопасть рабочего колеса; 3 - вал
Рисунок 37 - Ротор насоса ОВ6-55К
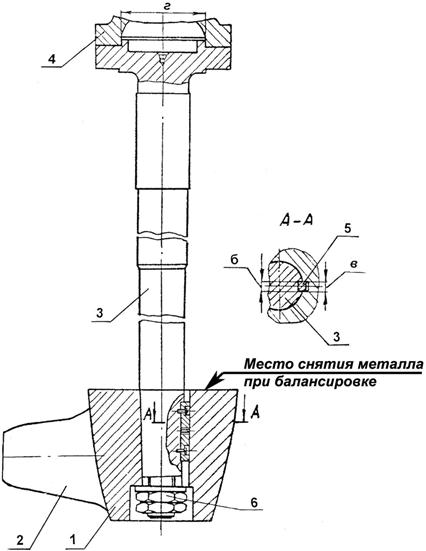
1 - втулка рабочего колеса; 2 - лопасть рабочего колеса; 3 - вал; 4 - вал электродвигателя; 5 - шпонка; 6 - гайка
Рисунок 38 - Ротор насоса ОВ6-55МБК
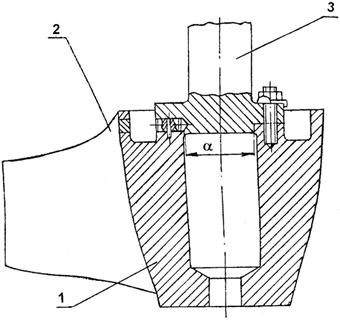
1 - втулка; 2 - лопасть рабочего колеса; 3 - вал
Рисунок 39 - Ротор насоса ОВ5-55К
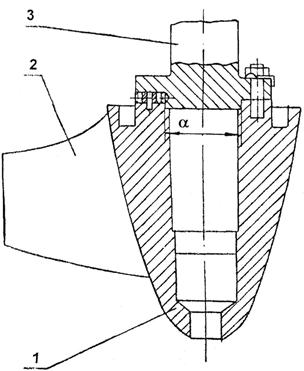
1 - втулка рабочего колеса; 2 - лопасть рабочего колеса; 3 - вал
Рисунок 40 - Ротор насоса ОВ5-47
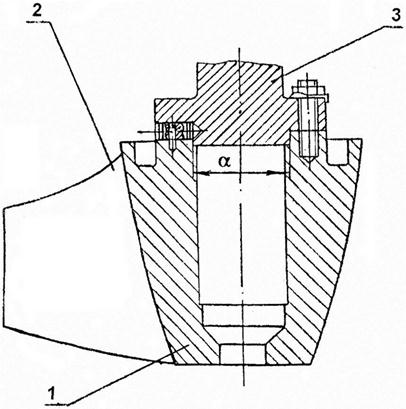
1 - втулка рабочего колеса; 2 - лопасть рабочего колеса; 3 - вал
Рисунок 41 - Ротор насоса ОВ5-47К
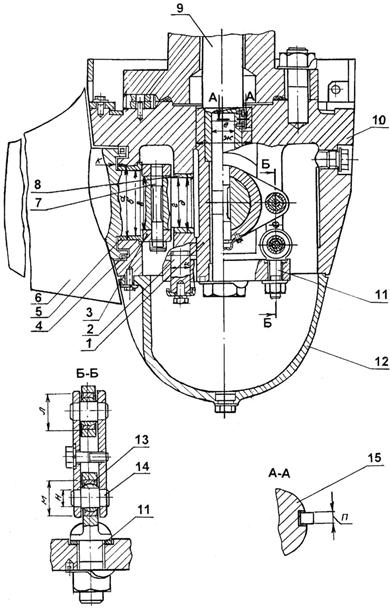
1 - крестовина; 2 - палец направляющий; 3 - рычаг; 4 - уплотнение; 5, 8 - втулка; 6 - лопасть рабочего колеса; 7 - штифт конический; 9 - шток; 10 - втулка рабочего колеса; 11 - проушина; 12 - обтекатель нижний; 13 - подшипник ШС25; 14 - палец; 15 - шпонка
Рисунок 42 - Колесо рабочее насоса ОПВ2-110кэ
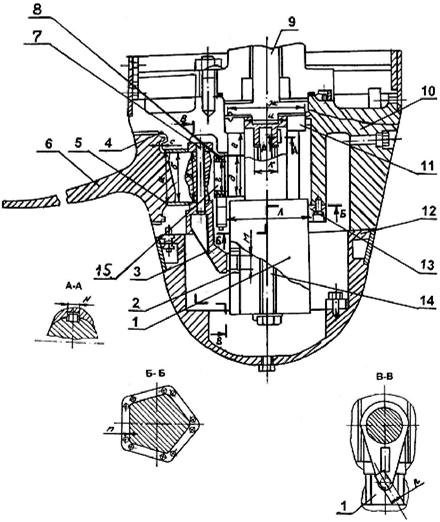
1 - ползун; 2 - камень; 3 - рычаг; 4 - уплотнение; 5 - опора передняя; 6 - лопасть рабочего колеса; 7 - штифт конический; 8, 15 - втулка; 9 - шток; 10 - втулка рабочего колеса; 11 - втулка верхняя; 12 - обтекатель рабочего колеса; 13 - втулка направляющая; 14 - болт специальный; 16 - шпонка
Рисунок 43 - Колесо рабочее насоса ОПВ2-145э
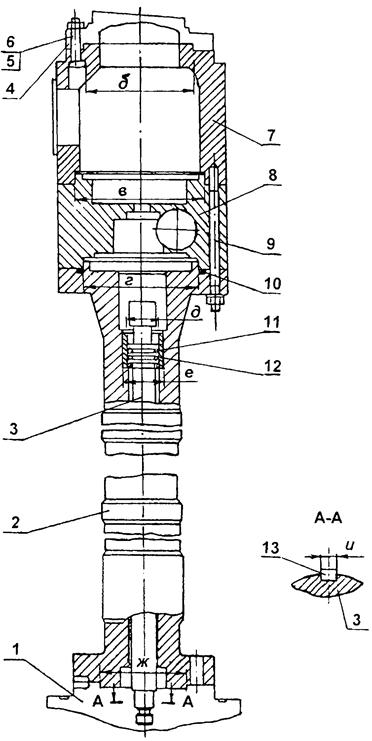
1 - втулка рабочего колеса; 2 - вал; 3 - шток; 4 - вал электродвигателя; 5 - замок; 6 - болт; 7 - проставок верхний; 8 - проставок нижний; 9 - шпилька; 10, 11 - кольцо уплотнительное; 12 - втулка Æ 110Пр.13; 13 - шпонка
Рисунок 44 - Вал с проставками и штоком насоса ОПВ2-110кэ
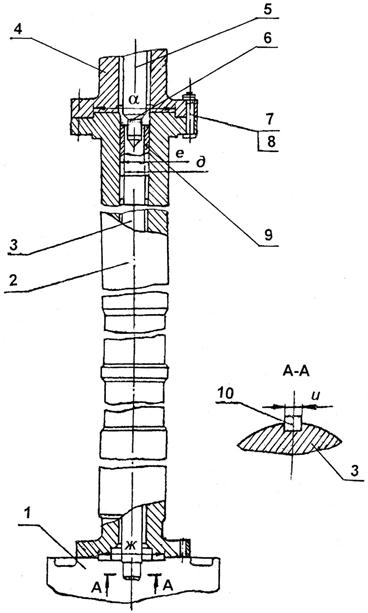
1 - втулка рабочего колеса; 2 - вал; 3 - шток; 4 - вал электродвигателя; 5 - шток вала электродвигателя; 6 - штифт конический; 7 - болт; 8 - замок; 9 - втулка; 10 - шпонка
Рисунок 45 - Вал со штоком насоса ОПВ2-145э
Таблица 14 - Нормы зазоров (натягов) для ротора
|
Позиция сопряженной составной части |
Название сопряженной составной части |
Обозначение чертежа (нормативного документа) составной части |
Размер составной части по чертежу, мм |
Зазор (+), натяг (-), мм допустимый после капитального ремонта |
||
|
Номинальное значение |
Предельное отклонение |
|||||
|
Ротор ОВ6-55К, ОВ5-55К, ОВ6-55МБК, ОВ5-47К, ОВ5-47 (см. рисунки 36 - 41) |
||||||
|
a |
1 |
Втулка рабочего колеса |
Æ 90 |
+0,035 |
ОВ6-55 ОВ6-55К ОВ5-55К ОВ5-47 ОВ5-47К +0,058 |
|
|
ОВ6-55 |
Г-36079 |
|||||
|
ОВ6-55К |
Г-36077 |
|||||
|
ОВ5-55К |
Г-36085 |
|||||
|
ОВ5-47К |
Г-36075 |
|||||
|
ОВ5-47 |
Г-36083 |
|||||
|
3 |
Вал |
Æ 90 |
-0,023 |
|||
|
ОВ6-55 |
2Г-37703 |
|||||
|
ОВ6-55К |
||||||
|
ОВ5-55К |
||||||
|
ОВ5-47К |
||||||
|
ОВ5-47 |
||||||
|
б |
3 |
Вал ОВ6-55МБК |
2Г-25166 |
20 |
-0,025 -0,090 |
+0,020 -0,090 |
|
5 |
Шпонка ОВ6-55МБК |
20´12´110 |
20 |
-0,045 |
||
|
в |
1 |
Втулка рабочего колеса ОВ6-55МБК |
Г-36081 |
20 |
+0,045 |
+0,090 |
|
5 |
Шпонка ОВ6-55МБК |
20´12´110 |
20 |
-0,045 |
||
|
г |
4 |
Вал электродвигателя ОВ6-55МБК |
- |
Æ 145 |
+0,040 |
+0,067 |
|
3 |
Вал ОВ6-55МБК |
2Г-25166 |
Æ 145 |
-0,027 |
||
|
Колесо рабочее ОПВ2-110кэ (см. рисунок 42) |
||||||
|
а |
10 |
Втулка рабочего колеса |
Б-32967 |
Æ 145 |
+0,080 |
+0,050 +0,170 |
|
5 |
Втулка |
Г-312-407 |
Æ 145 |
-0,050 -0,090 |
||
|
б |
5 |
Втулка |
Г-312-407 |
Æ 130 |
+0,080 |
+0,060 +0,245 |
|
6 |
Лопасть рабочего колеса |
Б-32969 |
Æ 130 |
-0,060 -0,165 |
||
|
в |
3 |
Рычаг |
Г-22571 |
Æ 105 |
+0,070 |
+0,050 +0,210 |
|
6 |
Лопасть рабочего колеса |
Б-32969 |
Æ 105 |
-0,050 -0,140 |
||
|
г |
8 |
Втулка |
Г-9160 |
Æ 100 |
+0,070 |
+0,050 +0,210 |
|
6 |
Лопасть рабочего колеса |
Б-32969 |
Æ 100 |
-0,050 -0,140 |
||
|
д |
10 |
Втулка рабочего колеса |
Б-32967 |
Æ 110 |
+0,070 |
-0,250 -0,090 |
|
8 |
Втулка |
Г-9160 |
Æ 110 |
+0,250 +0,160 |
||
|
е |
1 |
Крестовина |
В-22568 |
Æ 65 |
+0,060 |
+0,120 |
|
9 |
Шток |
2Г-28137 |
Æ 65 |
-0,060 |
||
|
ж |
10 |
Втулка рабочего колеса |
Б-32967 |
Æ 160 |
+0,080 |
+0,060 +0,245 |
|
1 |
Крестовина |
В-22568 |
Æ 160 |
-0,060 -0,165 |
||
|
и |
1 |
Крестовина |
В-22568 |
Æ 30 |
+0,140 |
+0,070 +0,350 |
|
2 |
Палец направляющий |
Д-24450 |
Æ 30 |
-0,070 -0,210 |
||
|
к |
6 |
Лопасть рабочего колеса |
Б-32969 |
- |
- |
+0,500 |
|
10 |
Втулка рабочего колеса |
Б-32967 |
- |
- |
||
|
л |
3 |
Рычаг |
Г-22571 |
Æ 42 |
+0,018 -0,008 |
-0,008 +0,035 |
|
13 |
Подшипник |
ШС25 |
Æ 42 |
-0,017 |
||
|
м |
11 |
Проушина |
Д-29171 |
Æ 42 |
+0,018 -0,008 |
-0,008 +0,035 |
|
13 |
Подшипник |
ШС25 |
Æ 42 |
-0,017 |
||
|
н |
13 |
Подшипник |
ШС25 |
Æ 25 |
+0,020 -0,013 |
-0,013 +0,041 |
|
14 |
Палец |
Д-22458 |
Æ 25 |
-0,021 |
||
|
п |
1 |
Крестовина |
В-22568 |
20 |
+0,045 |
+0,025 +0,130 |
|
15 |
Шпонка |
20´12´630 СТП 2038-70 |
20 |
-0,025 -0,068 |
||
|
Колесо рабочее ОПВ2-145э (см. рисунок 43) |
||||||
|
а |
10 |
Втулка рабочего колеса |
Б-30728 |
Æ 170 |
+0,050 |
-0,070 +0,200 |
|
5 |
Опора передняя |
Д-30746 |
Æ 170 |
+0,200 +0,120 |
||
|
б |
5 |
Опора передняя |
Д-30746 |
Æ 150 |
+0,080 |
+0,060 +0,245 |
|
6 |
Лопасть рабочего колеса |
Д-30729 |
Æ 150 |
-0,060 -0,165 |
||
|
в |
3 |
Рычаг |
Б-30741 |
Æ 150 |
+0,080 |
+0,060 +0,245 |
|
6 |
Лопасть рабочего колеса |
В-30729 |
Æ 150 |
-0,060 -0,165 |
||
|
г |
15 |
Втулка |
Д-33273 |
Æ 100 |
+0,020 -0,065 |
-0,065 +0,055 |
|
6 |
Лопасть рабочего колеса |
Б-30729 |
Æ 100 |
-0,035 |
||
|
д |
8 |
Втулка |
Д-33272 |
Æ 120 |
+0,070 |
-0,050 +0,210 |
|
15 |
Втулка |
Д-33273 |
Æ 120 |
-0,050 -0,140 |
||
|
е |
10 |
Втулка рабочего колеса |
Б-30728 |
Æ 140 |
+0,040 |
-0,030 +0,036 |
|
8 |
Втулка |
Д-33272 |
Æ 140 |
+0,030 +0,004 |
||
|
ж |
10 |
Втулка рабочего колеса |
Б-30728 |
Æ 250 |
+0,090 |
-0,070 -0,250 |
|
11 |
Втулка верхняя |
Д-30733 |
Æ 250 |
+0,250 +0,160 |
||
|
и |
11 |
Втулка верхняя |
Д-30733 |
Æ 130 |
+0,080 |
+0,060 +0,245 |
|
1 |
Ползун |
В-30731 |
Æ 130 |
-0,060 -0,165 |
||
|
к |
1 |
Ползун |
В-30731 |
Æ 70 |
+0,060 |
+0,120 |
|
10 |
Шток |
2Г-38996 |
Æ 70 |
-0,060 |
||
|
л |
10 |
Втулка рабочего колеса |
Б-30728 |
Æ 250 |
+0,045 |
+0,075 |
|
13 |
Втулка направляющая |
Г-30732 |
Æ 250 |
-0,030 |
||
|
м |
2 3 |
Камень |
Д-30750 |
Æ 50 |
+0,027 |
+0,025 +0,077 |
|
Рычаг |
В-30741 |
Æ 50 |
-0,025 -0,050 |
|||
|
н |
1 16 |
Ползун |
В-30731 |
20 |
+0,045 |
+0,090 |
|
Шпонка |
20 |
-0,045 |
||||
|
п |
13 |
Втулка направляющая |
Г-30732 |
- |
+0,013 +0,058 |
|
|
1 |
Ползун |
В-30731 |
- |
- |
||
|
р |
1 |
Ползун |
Д-30731 |
60 |
+0,060 |
+0,040 +0,180 |
|
2 |
Камень |
В-30750 |
60 |
-0,040 -0,120 |
||
|
с |
6 |
Лопасть рабочего колеса |
Б-30729 |
- |
+0,500 |
|
|
10 |
Втулка рабочего колеса |
Б-30728 |
- |
|||
|
а |
4 |
Вал электродвигателя ОПВ2-145э |
- |
Æ 300 |
+0,050 |
+0,085 |
|
3 |
Вал насоса ОПВ2-145э |
2Г-38974 |
Æ 300 |
-0,035 |
||
|
б |
2 7 |
Вал ОПВ2-110кэ |
5БП.200.459 |
Æ 300 |
+0,050 |
+0,085 |
|
Проставок верхний ОПВ2-110кэ |
Б-30507 |
Æ 300 |
-0,035 |
|||
|
в |
7 |
Проставок верхний ОПВ2-110кэ |
Б-30507 |
Æ 370 |
+0,060 |
+0,100 |
|
8 |
Проставок нижний ОПВ2-110кэ |
Б-28126 |
Æ 370 |
-0,040 |
||
|
г |
8 |
Проставок нижний ОПВ2-110кэ |
Б-28126 |
Æ 350 |
+0,050 |
|
|
2 |
Вал ОПВ2-110кэ |
2Г-28006 |
Æ 350 |
-0,035 |
+0,085 |
|
|
12 9 |
Втулка Æ 110Пр13 Втулка |
ОПВ2-110кэ |
||||
|
д |
ОПВ2-110кэ |
Д-30087 |
Æ 85 |
+0,070 |
+0,050 |
|
|
ОПВ2-145э |
Д-38582 |
Æ 70 |
+0,060 |
+0,210 |
||
|
3 |
Шток |
|||||
|
ОПВ2-110кэ |
2Г-28187 |
Æ 85 |
-0,050 -0,140 |
ОПВ2-145э |
||
|
ОПВ2-145э |
2Г-38996 |
Æ 70 |
+0,135 +0,075 |
-0,135 -0,015 |
||
|
2 |
Вал |
ОПВ2-110кэ |
||||
|
ОПВ2-110кэ |
2Г-28006 |
Æ 110 |
+0,070 |
|||
|
е |
ОПВ2-145э |
2Г-38974 |
Æ 100 |
+0,230 |
-0,160 |
|
|
12 9 |
Втулка Æ 110Пр13 Втулка |
-0,020 |
||||
|
ОПВ2-110кэ |
Д-30087 |
Æ 110 |
+0,160 +0,090 |
ОПВ2-145э |
||
|
ОПВ2-145э |
Д-38582 |
Æ 100 |
-0,120 -0,350 |
+0,120 +0,580 |
||
|
1 |
Втулка рабочего колеса |
Æ 200 |
||||
|
ОПВ2-110кэ |
Б-32967 |
+0,045 |
ОПВ2-110кэ |
|||
|
ж |
ОПВ2-145э |
Б-30728 |
Æ 260 |
+0,045 |
ОПВ2-145э |
|
|
2 |
Вал |
|||||
|
ОПВ2-110кэ |
2Г-28006 |
Æ 200 |
-0,030 |
+0,075 |
||
|
ОПВ2-145э |
2Г-38974 |
Æ 260 |
-0,030 |
|||
|
3 |
Шток |
ОПВ2-110кэ |
||||
|
ОПВ2-110кэ |
2Г-28187 |
20 |
-0,025 |
|||
|
и |
ОПВ2-145э |
2Г-38996 |
20 |
-0,090 |
-0,075 +0,060 |
|
|
13 |
Шпонка |
|||||
|
10 |
ОПВ2-110кэ |
20´12´56 |
20 |
-0,025 -0,085 |
ОПВ2-145э -0,090 +0,020 |
|
|
ОПВ2-145э |
- |
20 |
-0,045 |
|||
|
|
|
|
а) ОВ6-55, ОВ5-47 |
б) ОВ6-55К, ОВ5-47К |
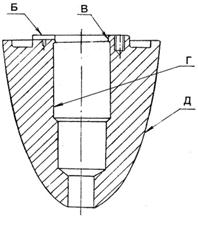
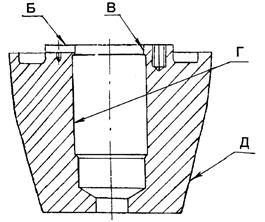
|
|
|
|
|
в) ОВ6-55МБК |
г) ОВ5-55К |
|
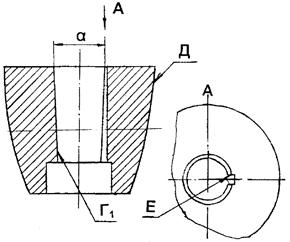
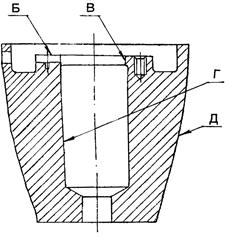
Рисунок 46 - Втулка рабочего колеса (см. рис. 36 - 41, поз. 1)
|
Втулка рабочего колеса - рисунок 46 |
|
Количество на насос - 1 шт. |
|
Нормы зазоров (натягов) - таблица 14 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х ЦД УЗД |
- |
1. Заварка 2. Замена |
1. Трещины не допускаются 2. Требования к местам заварки согласно 6.2.9 3. Места заварки должны быть зачищены заподлицо с основным металлом 4. Параметр шероховатости заваренных мест - не более Rz 80 |
|
Б |
Коробление |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Индикатор ИЧ02 кл. 0 |
- |
1. Шабрение по результатам проверки биения 2. Проточка 3. Фрезерование |
1. Допуск плоскостности 0,03 мм. Выпуклость не допускается. 2. Допуск торцового биения Б относительно оси поверхности В 0,05 мм 3. Параметр шероховатости поверхности - не более Ra 2,5 |
|
В Г |
Износ, ослабление посадки |
Измерительный контроль Нутромер НИ 50-100 |
Æ 90+0,035 мм Æ 80+0,030 мм |
Наплавка с последующей расточкой |
1. Допустимые диаметры, не более: В - 90,035 мм Г - 80,030 мм 2. Толщина наплавленного слоя металла - не менее 2 мм 3. Допуск радиального биения Б относительно оси 0,04 мм 4. Параметр шероховатости поверхности - не более Ra 2,5 |
|
Г1 |
Износ |
Измерительный контроль Нутромер НМ 175 |
Æ 80+0,030 мм |
1. Расточка 2. ГТН 3. Притирка по валу 4. Замена |
1. Допустимый диаметр не более 80,030 мм. Конусность 1:10 2. Допуск торцового биения относительно оси лопатки 0,1 мм |
|
3. Поверхность контакта должна составлять не менее 70 % контролируемой поверхности 4. Параметр шероховатости поверхности не более Ra 1,6 |
|||||
|
Д |
Коррозионный износ, кавитационные разрушения общей площадью до 20 % поверхности глубиной: а) до 3 мм; б) более 3 мм |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Линейка 300 Штангенциркуль ШЦ-I-125-0,1-1 |
- |
1. Зачистка 2. Проточка 3. Заделка компаундами на основе эпоксидных смол 1. Наплавка 2. Замена |
1. Допускаются зачищенные раковины глубиной до 3 мм общей площадью: 20 % для ОВ6-55МБК; 10 % для остальных насосов 2. Трещины в местах наплавки не допускаются 3. Места наплавки должны быть зачищены заподлицо с основным металлом 4. Параметр шероховатости поверхности не более: Ra 3,2 для ОВ6-55МБК; Rz 20 для остальных насосов |
|
Е |
Смятие, износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Калибр пазовый |
Ширина паза 20+0,043 мм |
1. Зачистка 2. Долбление 3. Замена |
1. Допустимая ширина паза не более 20,043 мм 2. Допуск симметричности Е относительно оси плоскости симметрии, проходящей через ось вала 0,1 мм 3. Допуск параллельности 0,03 мм 4. Параметр шероховатости поверхности - не более Ra 3,2 |
|
|
|
а) ОПВ2-110кэ |
|
|
|
б) ОПВ2-145э |
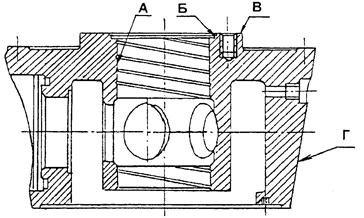
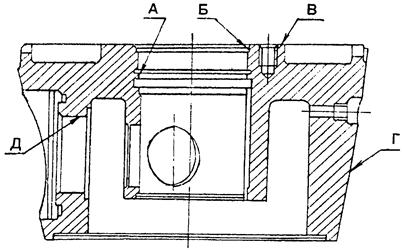
Рисунок 47 - Втулка рабочего колеса (рис. 42, 43, поз. 10)
|
Втулка рабочего колеса - рисунок 47 |
|
Количество на насос - 1 шт. |
|
Нормы зазоров (натягов) - таблица 14 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х ЦД УЗД |
- |
1. Заварка 2. Замена |
1. Трещины не допускаются 2. Требования к местам заварки согласно 6.2.9 3. Места заварки должны быть зачищены заподлицо с основным металлом 4. Параметр шероховатости заваренных мест - не более Rz 20 |
|
А Б Д |
Износ |
Измерительный контроль Нутромеры: 160-260 НМ 175 |
ОПВ2-110кэ Æ 160+0,080 мм Æ 200+0,045 мм Æ 145+0,080 мм ОПВ2-145э Æ 250+0,045 мм Æ 260+0,045 мм Æ 170+0,080 мм |
Наплавка с последующей расточкой |
1. Толщина наплавленного слоя металла - не менее 2 мм 2. Допуск перпендикулярности оси Б относительно поверхности В 0,05 мм 3. Параметр шероховатости поверхностей - не более: Rz 20 - А, Д; Ra 2,5 - Б |
|
В |
Коробление |
Измерительный контроль Линейка ШП 1-630 Набор щупов № 2 кл. 1 Индикатор ИЧ02 кл. 0 |
Допуск торцового биения В относительно оси поверхности Б 0,05 мм |
1. Шабрение по результатам проверки биения 2. Проточка 3. Фрезерование |
1. Допуск плоскостности 0,03 мм 2. Количество пятен на площади 25´25 мм не менее семи 3. Допуск плоскостности 0,03 мм. Выпуклость не допускается. 4. Допуск торцового биения В относительно оси поверхности 0,05 мм 5. Параметр шероховатости поверхности - не более Ra 2,5 |
|
Г |
Кавитационные разрушения общей площадью до 20 % поверхности глубиной: а) менее 3 мм; б) более 3 мм |
Осмотр Измерительный контроль Глубиномер ГИ 100 |
- |
1. Проточка 2. Заделка компаундами на основе эпоксидных смол Наплавка |
1. Допускаются зачищенные раковины глубиной до 3 мм общей площадью до 10 % поверхности 2. Места наплавки должны быть зачищены заподлицо с основным металлом 3. Параметр шероховатости поверхности - не более Rz 20 |
|
|
|
а) ОВ6-55, ОВ6-55К, ОВ6-55МБК, ОВ5-55К, ОВ57, ОВ5-47К |
|
|
|
б) ОПВ2-110кэ |
|
|
|
в) ОПВ2-145Э |
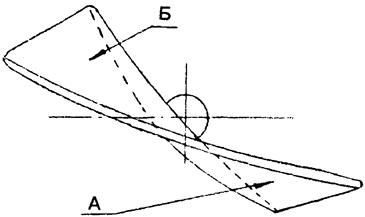
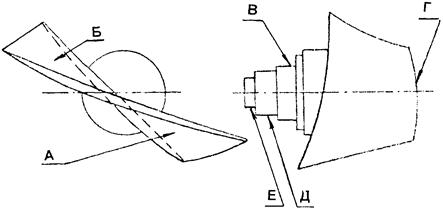
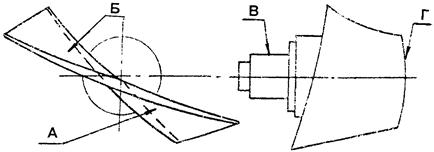
Рисунок 48 - Лопасть рабочего колеса (см. рис. 36 - 41, поз. 2, рис. 42, 43, поз. 6)
|
Лопасть рабочего колеса - рисунок 48 Количество на насос: ОВ6-55, ОВ6-55К, ОВ6-55МБК - 3 шт.; ОВ5-55К, ОВ5-47, ОВ5-47К - 4 шт.; ОПВ2-110кэ, ОПВ2-145э - 5 шт. Нормы зазоров (натягов) - таблица 14 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х ЦД цилиндрической части |
- |
1. Заварка 2. Замена |
1. Трещины не допускаются 2. Требования к местам заварки согласно 6.2.9 3. Места заварки должны быть зачищены заподлицо с основным металлом без нарушения профиля лопасти 4. Параметр шероховатости поверхностей А, Б - не более Rz 20 |
|
|
А Б |
Кавитационные раковины: |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Линейка 300 Штангенциркуль |
- |
1. Допускаются кавитационные раковины глубиной до 2 мм общей площадью до 15 % поверхности пера 2. Трещины в местах наплавки не допускаются 3. При обработке лопасти по шаблонам допускается зазор: - между шаблоном и поверхностью пера от 1,0 мм до 1,5 мм на длине 50 мм; |
||
|
а) глубиной более 1/5 толщины пера; |
ШЦ-I-125-0,1-1 |
1. Заварка 2. Замена |
||||
|
б) общей площадью свыше 15 % поверхности или глубиной более 2 мм |
Наплавка с последующей зачисткой и статической балансировкой рабочего колеса (в сборе) |
- между шаблоном и поверхностью входной и выходной кромки не более 0,2 мм 4. Параметр шероховатости поверхностей не более: Ra 3,2 для ОВ6-55МБК; Rz 20 для остальных насосов |
||||
|
В Д Е |
Износ |
Измерительный контроль Микрометры: МР 100 МРИ 125-0,002 МРИ 150-0,002 |
ОПВ2-110кэ Æ Æ Æ ОПВ2-145э Æ Æ Æ |
1. Наплавка с последующей обточкой 2. Замена |
1. В местах наплавки трещины, непровары, поры, шлаковые включения не допускаются 2. Толщина наплавленного слоя металла - не менее 2 мм 2. Допуск радиального биения относительно оси: В - 0,05 мм; Д, Е - 0,04 мм 3. Параметр шероховатости поверхностей не более: Rz 20 для ОПВ2-110кэ; Ra 1,25 для ОПВ2-145э |
|
|
Г |
Кавитационный, коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Набор щупов № 2 кл. 1 |
1. Зачистка 2. Наплавка 3. Замена |
1. Допускаются зачищенные раковины глубиной не более 2 мм общей площадью 15 % поверхности пера 2. Зазор «a» между лопастями и камерой рабочего колеса согласно рисункам 15 3. Кромки должны быть скруглены радиусом R, равным: - 1/2 толщины лопатки для ОВ6-55МБК; - 1,0 мм для ОПВ2-110кэ; - для ОПВ2-145КЭ: 1,3 мм (входные); 1,5 мм (выходные) 4. Параметр шероховатости поверхностей - не более: Ra 3,2 для ОВ6-55МБК; Rz 20 для остальных насосов |
||
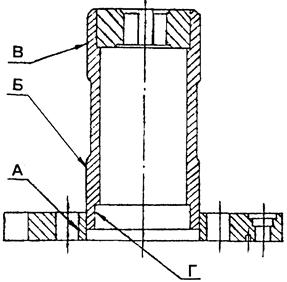
Рисунок 49 - Крестовина насоса ОПВ2-110кэ (см. рис. 43, поз. 1)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Измерительный контроль Нутромер НИ 18-50 |
Æ 30+0,140 мм |
1. Рассверливание с установкой пальцев (рис. 42, поз. 2) ремонтного размера 2. Замена |
1. Допустимый диаметр не более 30,14 мм 2. Допуск параллельности осей поверхностей А и Г 0,03 мм 3. Параметр шероховатости поверхности - не более Rz 20 |
|
Б В |
Износ |
Измерительный контроль Микрометр МРИ 200-0,002 |
Æ |
1. Наплавка с последующей обточкой 2. Замена |
1. Толщина наплавленного слоя после обточки не менее 1,5 мм 2. Допустимый диаметр не менее 159,935 мм 3. Допуск радиального биения Б, В относительно оси поверхности Г 0,05 мм 4. Параметр шероховатости поверхности - не более Rz 20 |
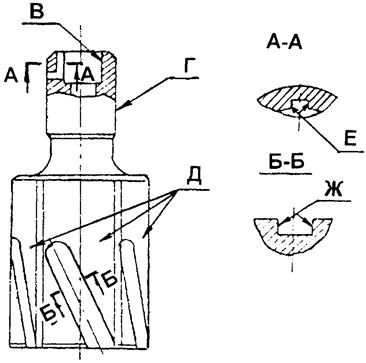
Рисунок 50 - Ползун насоса ОПВ2-145э (см. рис. 43, поз. 1)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
В |
Износ |
Измерительный контроль Нутромер НМ 75 |
Æ 70+0,060 мм |
Проточка |
1. Допустимый диаметр не более 70,06 мм 2. Допуск радиального биения В относительно оси поверхности Г 0,05 мм 3. Параметр шероховатости поверхности - не более Ra 2,5 |
|
Г |
Износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Микрометр МРИ 150-0,002 |
Æ |
Проточка |
1. Допускаются отдельные продольные риски 2. Допустимый диаметр проточки не более 129,835 мм 3. Допуск радиального биения Г относительно оси поверхности В 0,05 мм 4. Параметр шероховатости поверхности - не более Ra 1,25 |
|
Д |
Износ |
Измерительный контроль Измерение зазора «п» Набор щупов № 2 кл. 1 |
Зазор в сопряжении «n» от 0,13 до 0,58 мм |
1. Шлифование 2. Замена |
1. Допуск перпендикулярности Д относительно поверхности Ж 0,03 мм 2. Параметр шероховатости поверхности - не более Ra 1,25 |
|
Е |
Износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Калибр пазовый |
20+0,045 мм |
1. Опиловка 2. Фрезерование |
1. Допустимая ширина паза не более 20,045 мм 2. Допуск параллельности поверхностей Е 0,02 мм 3. Допуск симметричности относительно плоскости симметрии поверхности В 0,08 мм 4. Параметр шероховатости поверхности - не более Rz 20 |
|
Ж |
Износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Калибр пазовый |
60 мм |
1. Зачистка 2. Шлифование 3. Фрезерование 4. Замена |
1. Допускаются отдельные продольные риски 2. Допустимая ширина паза не более 60,06 мм 3. Допуск перпендикулярности поверхностей Ж относительно оси поверхности Д 0,03 мм 4. Допуск параллельности поверхностей Ж относительно оси 0,03 мм 5. Параметр шероховатости поверхности - не более Ra 1,25 |
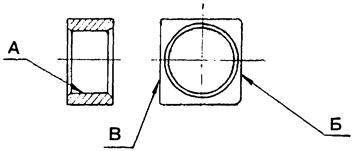
Рисунок 51 - Камень насоса ОПВ2-145э (см. рис. 43, поз. 2)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Измерительный контроль Нутромер 50-100 |
Æ 50+0,027 мм |
Замена |
- |
|
Б В |
Износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Микрометр МК 75-1 |
|
1. Зачистка 2. Замена |
1. Допускаются единичные продольные риски 2. Допуск параллельности В относительно Б 0,04 мм 3. Параметр шероховатости поверхностей - не более Ra 1,25 |
|
|
|
|
а) ОПВ2-110кэ |
б) ОПВ2-145э |
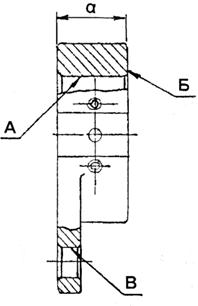
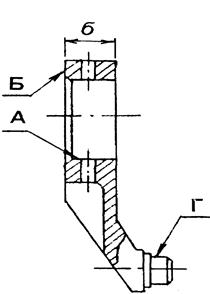
Рисунок 52 - Рычаг (см. рис. 42, 43, поз. 3)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Измерительный контроль Нутромер НМ 175 |
ОПВ2-110кэ Æ 105+0,070 мм ОПВ2-145э Æ 150+0,080 мм |
1. Наплавка с последующей расточкой 2. Замена |
1. Допустимый диаметр не более: 105,07 мм (ОПВ2-110кэ); 150,08 мм (ОПВ2-145э) 2. Толщина наплавленного металла после механической обработки - не менее 2 мм 3. Допуск параллельности оси А относительно: В - 0,05 мм; Г - 0,03 мм 4. Параметр шероховатости поверхности - не более: Ra 2,5 для ОПВ2-110кэ; Rz 20 для ОПВ2-145э |
|
Б |
Износ |
Измерительный контроль Штангенциркуль ШЦ-I-125-0,1-1 |
а = 66 мм б = 70 мм |
1. Проточка с заменой сопряженной детали на новую ремонтного размера по толщине бурта 2. Наплавка с последующей проточкой 3. Замена |
1. Допустимые размеры не менее: а - 64,0 мм; б - 68,0 мм 2. Толщина наплавленного слоя - не менее 1,5 мм 3. Допуск перпендикулярности Б относительно оси поверхности А 0,05 мм 4. Параметр шероховатости поверхности - не более Ra 2,5 |
|
В |
Износ |
Измерительный контроль Нутромер 18-50 |
Æ |
Замена |
|
|
Г |
Износ |
Измерительный контроль Микрометр МР 50 |
Æ |
Проточка |
1. Допустимый диаметр не менее 49,950 мм 2. Допуск параллельности осей поверхностей А и Г 0,03 мм 3. Параметр шероховатости поверхности - не более Rz 20 |
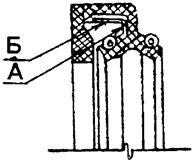
Рисунок 53 - Уплотнение (см. рис. 42, 43, поз. 4)
|
Уплотнение - рисунок 53 Количество на насос - 5 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Трещины, надломы деталей уплотнения, износ |
Визуальный контроль Лупа ЛП-1-7х |
- |
Замена |
На поверхностях А, Б допускается оголение арматуры |
|
|
|
|
а) ОПВ2-110кэ |
б) ОПВ2-145э |
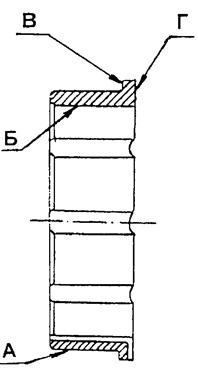
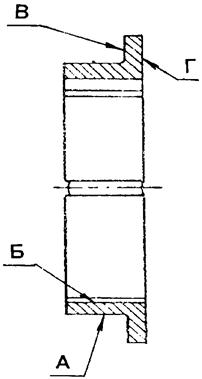
Рисунок 54 - Втулка (см. рис. 42, поз. 5), опора передняя (см. рис. 43, поз. 5)
|
Втулка, опора передняя - рисунок 54 Количество на насос - 5 шт. Нормы зазоров (натягов) - таблица 14 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Износ |
Измерительный контроль Микрометр МК 175-1 Нутромер НМ 175 |
Осевой зазор 0,05 мм ОПВ2-110кэ Æ Æ 130+0,080 мм ОПВ2-145э Æ Æ 150+0,080 мм |
Замена |
|
|
В Г |
Износ |
Измерительный контроль Проверка биения Индикатор ИЧ02 кл. 0 |
- |
1. Шлифование 2. Замена |
1. Допуск торцового биения В, Г относительно оси Б 0,05 мм 2. Параметр шероховатости поверхности не более: Ra 2,5 для ОПВ2-110кэ; Ra 1,25 для ОПВ2-145э |
|
|
|
|
а) ОПВ2-110кэ |
б) ОПВ2-145Э |
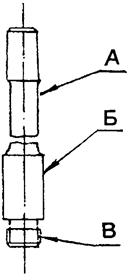
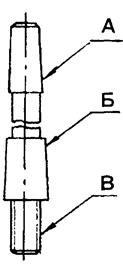
Рисунок 55 - Штифт конический (рис. 42, 43, поз. 7)
|
Штифт конический - рисунок 55 Количество на насос - 5 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Задиры, смятие, износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Проверка контакта «на краску» |
- |
1. Шлифование 2. Притирка 3. Замена |
1. Пятна краски должны распределяться равномерно и занимать 80 % площади 2. Параметр шероховатости поверхности - не более Ra 1,25 |
|
В |
Повреждение резьбы |
Осмотр Навинчивание гайки |
М20 |
1. Зачистка 2. Нарезание резьбы ремонтного размера 3. Замена |
1. Допустимый диаметр резьбы М16 2. Допускаются смятие, выкрашивание не более двух ниток резьбы 3. Гайка должна навинчиваться свободно без заеданий |
|
|
|
|
а) ОПВ2-110кэ |
б) ОПВ2-145э |
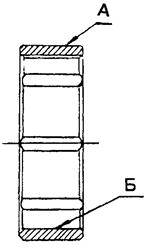
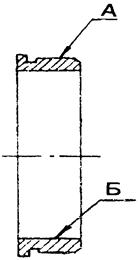
Рисунок 56 - Втулка (см. рис. 43, 44, поз. 8)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Царапины, риски, задиры |
Визуальный контроль Лупа ЛП-1-7х |
- |
Зачистка |
1. Допускаются отдельные риски общей площадью не более 15 % рассматриваемой поверхности 2. Параметр шероховатости поверхности - не более: ОПВ2-110кэ А, Б - Ra 2,5; ОПВ2-145э А - Ra 1,25; Б - Ra 0,63 |
|
А Б |
Износ |
Измерительный контроль Микрометр МК 125-1 Нутромер НМ 175 |
ОПВ2-110кэ Æ Æ 100+0,070 мм ОПВ2-145э Æ Æ 120+0,070 мм |
Замена |
- |
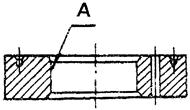
Рисунок 57 - Втулка верхняя насоса ОПВ2-145э (см. рис. 43, поз. 11)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Нутромер НМ 175 |
Æ 130+0,080 мм |
1. Шлифование 2. Замена |
1. Допустимый диаметр не более 130,08 мм 2. Допускаются единичные продольные риски 3. Параметр шероховатости поверхности - не более Ra 2,5 |
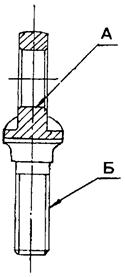
Рисунок 58 - Проушина насоса ОПВ2-110кэ (см. рис. 42, поз. 11)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Измерительный контроль Нутромер 18-50 |
Æ |
Замена |
Допустимый диаметр - не менее 41,992 мм |
|
Б |
Повреждение резьбы |
Осмотр |
- |
Замена |
Допускаются выкрашивания, смятие не более двух ниток резьбы |
|
|
|
а) ОПВ2-110кэ |
|
|
|
б) ОПВ2-145э |
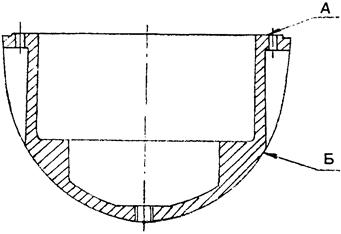
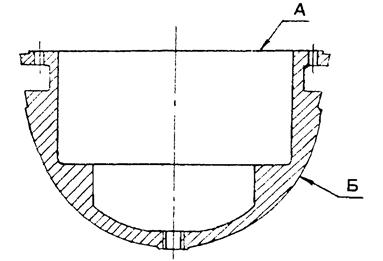
Рисунок 59 - Обтекатель нижний (см. рис. 42, поз. 12), обтекатель рабочего колеса (см. рис. 43, поз. 12)
|
Обтекатель нижний, обтекатель рабочего колеса - рисунок 59 Количество на насос - 1 шт. |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Коробление |
Измерительный контроль Линейка ШП-1-630 Набор щупов № 2 кл. 1 |
Допуск плоскостности 0,1 мм |
1. Шабрение 2. Фрезерование |
1. Допускаются отдельные зачищенные раковины глубиной не более 0,5 мм 2. Допуск плоскостности 0,1 мм 3. Параметр шероховатости поверхности - не более Rz 20 |
|
Б |
Коррозионные раковины глубиной: а) не более 2 мм общей площадью более 20 % б) более 2 мм общей площадью более 20 % |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Штангенциркуль ШЦ-I-125-0,1-1 |
1. Зачистка 2. Заделка компаундами на основе эпоксидных смол 1. Зачистка 2. Наплавка с последующей статической балансировкой согласно 8.18 |
1. Допускаются отдельные зачищенные раковины глубиной не более 2 мм 2. Параметр шероховатости поверхности - не более Rz 40 |
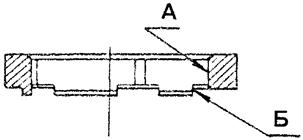
Рисунок 60 - Втулка направляющая насоса ОПВ2-145э (см. рис. 44, поз. 13)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Набор щупов № 2 кл. 1 Измерение зазора «n» |
Зазор «n» - от 0,13 до 0,58 мм |
1. Шлифование 2. Замена |
1. Допускаются единичные продольные риски, мелкие забоины 2. Параметр шероховатости поверхности - не более Ra 2,5 |
|
Б |
Износ |
Измерительный контроль Микрометр МК 250-1 |
Æ 250-0,030 мм |
Замена |
- |
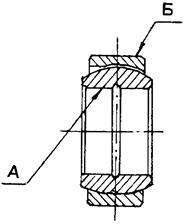
Рисунок 61 - Подшипник шарнирный ШС25 насоса ОПВ2-110кэ (см. рис. 42, поз. 14)
|
Подшипник шарнирный ШС25 - рисунок 61 Количество на насос - 5 шт. Нормы зазоров (натягов) - таблица 14 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины, заедание при повороте внутреннего кольца на угол ±8° или вращении наружного кольца |
Осмотр Проверка легкости вращения |
- |
Замена |
- |
|
А Б |
Износ |
Измерительный контроль Микрометр МР 50 Калибр пазовый |
Æ Æ 42-0,017 мм |
Замена |
- |
|
- |
Увеличение осевого зазора |
Измерительный контроль Индикатор ИЧ02 кл. 0 |
Осевой зазор 0,03 - 0,10 мм |
Замена |
- |
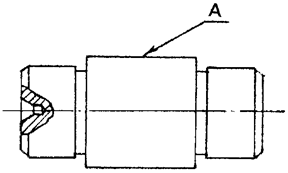
Рисунок 62 - Палец насоса ОПВ2-110кэ (см. рис. 42, поз. 14)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Измерительный контроль Микрометр МР 25 |
Æ 25-0,021 мм |
Замена |
Допустимый диаметр - не менее 24,979 мм |
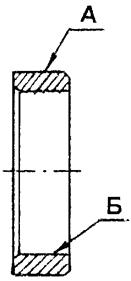
Рисунок 63 - Втулка насоса ОПВ2-145э (см. рис. 43, поз. 15)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Износ |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Микрометр МК 125-1 Нутромер НМ 175 |
Æ Æ |
1. Шлифование 2. Замена |
1. Допускаются единичные риски общей площадью не более 15 % поверхности 2. Допустимые диаметры: А - не менее 119,86 мм; Б - не более 100,02 мм 3. Параметр шероховатости поверхности - не более: А - Ra 0,63; Б - Ra 1,25 |
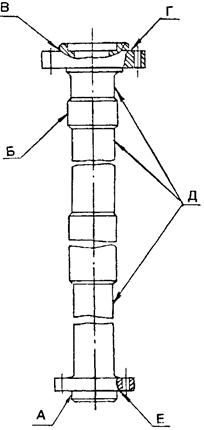
Рисунок 64 - Вал (см. рис. 36, 37, 39 - 41, поз. 3)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х |
- |
Замена |
Трещины не допускаются |
|
- |
Изогнутость геометрической оси: а) не более 1 мм; б) более 1 мм |
Измерительный контроль Индикатор ИЧ02 кл. 0 |
- |
1. Правка термическим способом 2. Правка термомеханическим способом Замена |
1. Допуск радиального биения поверхностей относительно оси вала: А - 0,02 мм; Б, Д - 0,03 мм 2. Допуск торцового биения поверхностей А, Г относительно оси вала 0,02 мм |
|
А Б В Д |
Износ |
Измерительный контроль Микрометры: МК 150-1 МР 100 |
- |
1. Шлифование 2. Обточка 3. Хромирование 4. Железнение 5. Наплавка и обточка 6. Замена |
1. Допустимый диаметр не менее: А - 89,977 мм; Б - 83,000 мм; В - 144,730 мм; Д - 79,860 мм 2. Толщина покрытия не более: - 0,1 мм при железнении; - 0,2 мм при хромировании 3. Допуск радиального биения поверхностей относительно оси вала: 0,02 мм - А, В; 0,03 мм - Б, Д 4. Допуск цилиндричности 0,02 мм 5. Требования к наплавленному слою и зачистке - согласно 6.2.4, 6.2.7 - 6.2.9 6. Параметр шероховатости поверхностей - не более Ra 1,25 |
|
Г Е |
Износ, коробление |
Измерительный контроль Индикатор ИЧ02 кл. 0 |
- |
1. Шабрение 2. Наплавка 3. Проточка 4. Замена |
1. Допуск плоскостности 0,03 мм 2. Допуск прямолинейности 0,03 мм 3. Допуск биения поверхностей относительно оси вала 0,02 мм 4. Требования к наплавленному слою и зачистке - согласно 6.2.4, 6.2.7 - 6.2.9 5. Параметр шероховатости поверхностей - не более Ra 2,5 |
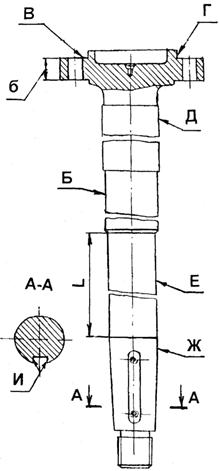
Рисунок 65 - Вал насоса ОВ6-55МБК (см. рис. 38, поз. 3)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х УЗД |
- |
Замена |
Трещины не допускаются |
|
- |
Отклонение оси вала от прямолинейности: а) менее 0,1 мм; б) более 0,1 мм |
Измерительный контроль Индикатор ИЧ02 кл. 0 |
- |
Правка термическим способом Замена |
1. Допуск радиального биения относительно оси центров: Д, Е, Ж - 0,03 мм; Г - 0,02 мм 2. Параметр шероховатости поверхностей не более: Г, Е - Ra 0,8; Д, Ж - Ra 1,6 |
|
Б |
Коррозионный износ |
Визуальный контроль Лупа ЛП-1-7х |
Æ 89 ± 0,4 мм |
1. Зачистка 2. Проточка 3. Наплавка |
1. Допустимый размер не менее 88,6 мм 2. Параметр шероховатости поверхностей - не более Ra 3,2 |
|
В |
Коробление |
Измерительный контроль Индикатор ИЧ02 кл. 0 |
d = 40 ± 0,3 мм |
1. Шабрение 2. Проточка |
1. Допустимый размер d не менее 39,7 мм 2. Допуск торцового биения относительно оси центров 0,02 мм 3. Допуск плоскостности 0,03 мм. Выпуклость не допускается 4. Количество пятен контакта на площади 25´25 мм - не менее десяти 5. Параметр шероховатости поверхности - не более Ra 1,6 |
|
Г Д Е |
Износ |
Измерительный контроль Микрометры: МРИ 150-0,002 МР 100 |
Æ 145-0,027 мм Æ 90-0,070 мм Æ |
1. Шлифование 2. ГТН 3. Наплавка 4. Замена |
1. Допустимый диаметр не менее: Г - 144,973 мм; Д - 89,930 мм; Е - 79,860 мм 2. Допуск радиального биения Г, Д, Е, относительно оси центров 0,03 мм 3. Параметр шероховатости поверхностей - не более: Г, Е - Ra 0,8; Д - Ra 1,6 |
|
Ж |
Износ |
Измерительный контроль Штангенциркуль ШЦ-III-250-800-0,1 |
Æ 80 ± 0,4 мм на длине L = 640 ± 1,0 мм |
1. Шлифование 2. ГТН |
1. Допустимый размер L - не менее 639,0 мм. 2. Конусность 1:10 3. Допуск радиального биения Ж относительно оси центров 0,03 мм 4. Поверхность контакта с рабочим колесом должна составлять не менее 70 % общей поверхности 5. Параметр шероховатости поверхности - не более Ra 1,6 |
|
|
|
|
а) ОПВ2-110кэ |
б) ОПВ2-145э |
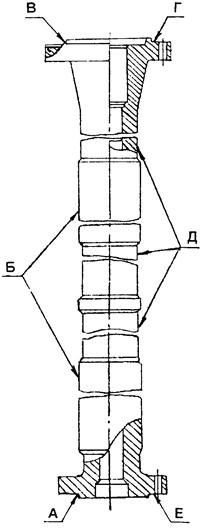
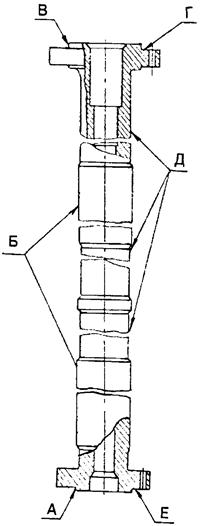
Рисунок 92 - Вал (см. рис. 44, 45, поз. 2)
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Трещины |
Визуальный контроль Лупа ЛП-1-7х УЗД |
- |
Замена |
Трещины не допускаются |
|
А |
Износ |
Измерительный контроль Микрометр МК 275-1 |
ОПВ2-110кэ Æ 200-0,030 мм ОПВ2-145э Æ 260-0,030 мм |
Наплавка с последующей обточкой |
1. Допустимый диаметр не менее: 199,970 мм - ОПВ2-110кэ; 259,970 мм - ОПВ2-145э 2. Допуск радиального биения относительно оси: 0,03 мм - ОПВ2-110кэ; 0,025 мм - ОПВ2-145э 3. Толщина наплавленного слоя после обточки не менее 2 мм 4. Параметр шероховатости поверхностей не более: Ra 1,25 - ОПВ2-110кэ; Ra 2,5 - ОПВ2-145э |
|
Б |
Износ, коррозионные раковины, забоины на шейках Риски, царапины глубиной: а) менее 0,02 мм или глубиной более 0,02 мм общей площадью менее 20 % поверхности б) более 0,02 мм общей площадью более 20 % |
Визуальный контроль Лупа ЛП-1-7х Измерительный контроль Микрометры: МК 225-1 МК 250-1 Глубиномер ГИ 100 Штангенциркуль ШЦ-I-125-0,1-1 |
ОПВ2-110кэ Æ 215-0,090 мм ОПВ2-145э Æ 240-0,090 мм |
1. Зачистка 2. Наплавка с последующей проточкой 3. Электрометаллизация с последующей проточкой или шлифованием Шлифование Проточка, шлифование |
1. Допускаются единичные (не более трех) зачищенные забоины, раковины глубиной менее 0,5 мм и размером не более 5,0 мм, круговые риски общей площадью не более 10 % поверхности 2. Допустимый диаметр не менее: 214,91 мм - ОПВ2-110кэ; 239,91 мм - ОПВ2-145э 3. Допуск радиального биения относительно оси 0,03 мм 4. Толщина наплавленного слоя металла не менее 2 мм 5. Допуск круглости 0,02 мм 6. Параметр шероховатости поверхностей - не более Ra 1,25 |
|
В |
Износ |
Измерительный контроль Микрометры: МРИ 400-0,002 МРИ 300-0,002 |
ОПВ2-110кэ Æ 350-0,035 мм ОПВ2-145э Æ 300-0,035 мм |
1. Зачистка 2. Наплавка с последующей проточкой |
1. Допустимый диаметр не менее: 299,965 мм - ОПВ2-110кэ 299,965 мм - ОПВ2-145э 2. Допуск радиального биения относительно оси 0,025 мм 3. Толщина наплавленного слоя металла не менее 2 мм 4. Параметр шероховатости поверхностей не более: Ra 1,25 - ОПВ2-110кэ; Ra 2,5 - ОПВ2-145э |
|
Г Е |
Коробление |
Измерительный контроль Линейка поверочная ШП-1-630 Индикатор ИЧ02 кл. 0 Набор щупов № 2 |
Допуск плоскостности 0,03 мм |
1. Шабрение по результатам проверки биения 2. Проточка |
1. Допуск торцового биения относительно оси вала: Г - 0,02 мм; Е - 0,04 мм для ОПВ2-110кэ; 0,05 мм для ОПВ2-145э 2. Допуск плоскостности Г, Е 0,03 мм. Выпуклость не допускается 3. Количество пятен контакта на площади 25´25 мм не менее десяти 4. Параметр шероховатости поверхностей - не более Ra 2,5 |
|
Д |
Коррозионные раковины глубиной: а) более 2 мм общей площадью менее 20 % б) при общей площади дефектов более 20 % |
Осмотр Измерительный контроль Глубиномер ГИ 100 |
- |
Наплавка с последующей проточкой 1. Проточка 2. Наплавка с последующей проточкой |
1. Допустимый диаметр не более: Æ 208 мм - ОПВ2-110кэ; Æ 236 мм - ОПВ2-145э 2. Допускаются отдельные зачищенные раковины общей площадью не более 20 % глубиной не более 2 мм 3. Параметр шероховатости поверхностей - не более Rz 20 |
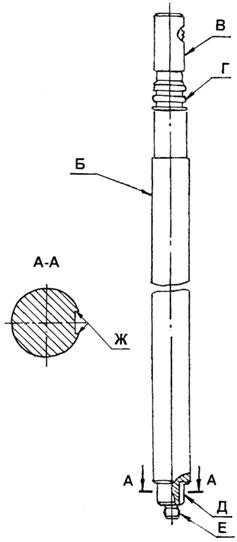
Рисунок 67 - Шток насоса ОПВ2-110кэ (см. рис. 45, поз. 3)
|
Шток - рисунок 67 |
|
Количество на насос - 1 шт. |
|
Нормы зазоров (натягов) - таблица 14 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Б |
Коррозионные раковины глубиной: а) более 1 мм общей площадью более 25 % б) не более 1 мм общей площадью более 25 % |
Осмотр Измерительный контроль Скоба СР 75-100 Глубиномер ГИ 100 |
Æ 85 мм |
Наплавка с последующей проточкой Проточка |
1. Допускаются отдельные зачищенные раковины глубиной не более 1 мм общей площадью до 25 % поверхности 2. Допустимый диаметр не менее 82 мм 3. Допуск радиального биения относительно оси 1,5 мм 4. Параметр шероховатости поверхности - не более Rz 20 |
|
В |
Повреждения трапецеидальной резьбы: а) заусенцы, выкрашивания, вмятины не более 1/2 высоты профиля резьбы и длиной не более одной нитки б) вмятины, выкрашивания, срывы более 1/2 высоты профиля резьбы общей длиной более одной нитки; износ резьбы |
Визуальный контроль Лупа ЛП-1-7х Проверка калибром |
Трап. 80´10 |
Прогонка резьбонарезным инструментом Наплавка и нарезание резьбы |
1. Допускаются отдельные вмятины, выкрашивания общей протяженностью не более одной нитки и не препятствующие навинчиванию гайки 2. Втулка должна перемещаться при навинчивании на шток легко, без заеданий. Сопряжение должно быть плотным 3. Параметр шероховатости боковых поверхностей резьбы - не более Ra 2,5 4. Параметр шероховатости поверхностей выступов - не более Rz 20 |
|
Г |
Износ |
Измерительный контроль Микрометр МК 100-1 |
Æ |
Наплавка с последующей проточкой |
1. Допустимый диаметр не менее 84,860 мм 2. Допуск радиального биения относительно оси 0,04 мм 3. Параметр шероховатости поверхности - не более Ra 1,25 |
|
Д |
Износ |
Измерительный контроль Микрометр МК 75-1 |
Æ 65-0,060 мм |
Наплавка с последующей проточкой |
1. Допустимый диаметр не менее 64,940 мм 2. Толщина наплавленного слоя после механической обработки не менее 2 мм 3. Допуск радиального биения относительно оси 0,04 мм 4. Параметр шероховатости поверхности - не более Ra 2,5 |
|
Е |
Повреждение резьбы: а) заусенцы, выкрашивания, вмятины не более 1/2 высоты резьбы и общей длиной не более двух ниток б) глубиной более 1/2 высоты резьбы или общей протяженностью более двух ниток |
Осмотр Контроль калибром |
М48´3 |
Прогонка резьбонарезным инструментом Нарезание резьбы ремонтного размера с заменой сопряженной детали |
1. Ремонтный размер резьбы М45´3 2. На резьбе допускаются отдельные зачищенные вмятины, выкрашивания общей протяженностью не более двух ниток и не препятствующие навинчиванию гайки 3. Параметр шероховатости поверхности - не более Rz 20 |
|
Ж |
Смятие, коррозионные раковины: а) менее 15 % рабочей поверхности б) более 15 % рабочей поверхности. Износ паза |
Осмотр Измерительный контроль Калибр пазовый |
Ширина паза
|
Опиловка Фрезерование паза с установкой шпонки ремонтного размера |
1. Допустимая ширина паза не более 19,975 мм 2. Ремонтный размер паза не более 21,975 мм 3. Допуск параллельности боковых поверхностей паза относительно оси 0,04 мм 4. Допуск симметричности боковых поверхностей паза 0,15 мм 5. Прилегание шпонки к боковым поверхностям паза должно быть равномерным и занимать не менее 85 % площади 6. Параметр шероховатости поверхностей - не более Rz 20 |
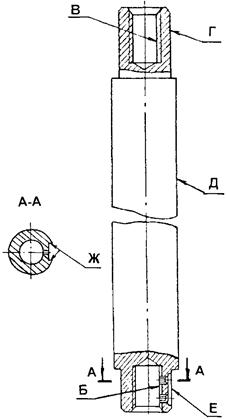
Рисунок 68 - Шток насоса ОПВ2-145э (см. рис. 45, поз. 3)
|
Шток - рисунок 68 Количество на насос - 1 шт. Нормы зазоров (натягов) - таблица 14 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Б В |
Износ |
Измерительный контроль Контроль калибром |
М42 М48 |
1. Зачистка 2. Прогонка резьбы 3. Наплавка и нарезание резьбы |
1. Допускаются отдельные вмятины, выкрашивания общей протяженностью не более одной нитки и не препятствующие навинчиванию гайки 2. Параметр шероховатости поверхности - не более Rz 20 |
|
Г Е |
Износ |
Измерительный контроль. Микрометр МК 75-1 |
Æ Æ 70-0,060 мм |
1. Зачистка. 2. Наплавка. 3. Замена. |
1. Допустимый диаметр не менее: Г - 70,075 мм; Е - 69,940 мм. 2. Допуск радиального биения относительно оси 0,4 мм. 3. Параметр шероховатости поверхностей - не более Ra 2,5. |
|
Д |
Коррозионный износ. |
Измерительный контроль Штангенциркуль ШЦ-I-125-0,1-1. |
- |
1. Зачистка. 2. Проточка. 3. Наплавка. |
1. Допустимый диаметр не менее 81 мм. 2. Допуск радиального биения Д относительно оси 1,5 мм. 3. Допускаются зачищенные раковины глубиной не более 1 мм общей площадью не более 20 % поверхности. 4. Параметр шероховатости поверхности - не более Rz 80. |
|
Ж |
Износ |
Визуальный контроль. Лупа ЛП-1-7х Измерительный контроль. Калибр пазовый. |
Æ |
1. Зачистка. 2. Фрезерование. |
1. Допустимая ширина паза не менее 19,975 мм. 2. Ремонтный размер паза не менее 21,975 мм. 2. Допуск параллельности боковых поверхностей 0,03 мм; допуск симметричности относительно плоскости симметрии 0,15 мм. 3. Параметр шероховатости поверхности - не более Rz 20. |
|
|
|
|
|
а) проставок верхний |
б) проставок нижний |
|
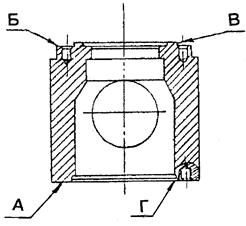
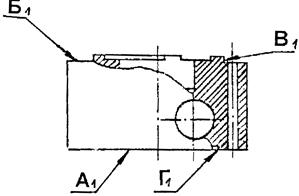
Рисунок 69 - Проставок насоса ОПВ2-110кэ верхний (см. рис. 44, поз. 7), проставок нижний (см. рис. 44, поз. 8)
|
Проставок верхний, проставок нижний - рисунок 69 Количество на насос - по 1 шт. Нормы зазоров (натягов) - таблица 14 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А, А1 Б, Б1 |
Коробление |
Контроль Индикатор ИЧ 02 кл. 0 |
- |
Шабрение |
1. Допуск торцового биения поверхностей относительно оси 0,02 мм 2. Количество пятен контакта на площади 25´25 мм не менее 10 3. Допуск плоскостности поверхностей 0,03 мм 4. Параметр шероховатости поверхностей - не более Ra 2,5 |
|
В Г В1 Г1 |
Износ |
Измерительный контроль Микрометр МК 400-1 Нутромер НМ 600 |
Æ 300-0,035 мм Æ 370+0,060 мм Æ 370-0,040 мм Æ 350+0,050 мм |
Наплавка с последующей проточкой |
1. Допустимый диаметр не менее: В - 299,965 мм; В1 - 369,960 мм 2. Допустимый диаметр не более: Г - 370,060 мм; Г1 - 350,050 мм 3. Слой наплавленного металла после обточки не менее 2 мм 4. Допуск перпендикулярности оси поверхностей относительно А 0,02 мм 5. Допуск радиального биения поверхностей: В относительно Г - 0,014 мм; В1 относительно Г1 - 0,025 мм 6. Параметр шероховатости поверхностей - не более Ra 2,5 |
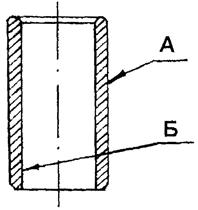
Рисунок 70 - Втулка Æ 110Пр.13 насоса ОПВ2-110кэ (см. рис. 44, поз. 12), втулка насоса ОПВ2-145э (см. рис. 45, поз. 9)
|
Втулка Æ 110Пр.13, втулка - рисунок 70 Количество на насос - 1 шт. Нормы зазоров (натягов) - таблица 14 |
|
Обозначение |
Возможный дефект |
Способ установления дефекта и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Износ |
Измерительный контроль Микрометр МК 125-1 Нутромер НМ 175 |
ОПВ2-110кэ Æ Æ 85+0,070 мм ОПВ2-145э Æ Æ 70+0,060 мм |
1. Зачистка 2. Замена |
1. Допустимый диаметр А не менее: 110,090 мм для ОПВ2-110кэ; 99,650 мм для ОПВ2-145э 2. Допустимый диаметр Б не более: - 85,070 мм для ОПВ2-110кэ; - 70,060 мм для ОПВ2-145э 3. Допускаются единичные продольные риски 4. Параметр шероховатости поверхностей - не более Ra 2,5 |
8 Требования к сборке и к отремонтированному насосу
8.1 Сборка насоса должна быть произведена в соответствии с требованиями ТУ 26-06-1186 [1], конструкторской документацией завода-изготовителя насоса, настоящего стандарта.
8.2 Детали, перечень которых приведен в таблице Г.1, при сборке насоса должны быть заменены независимо от их технического состояния.
8.3 Крепежные изделия (болты, шпильки, гайки, штифты и элементы их стопорения), а также подшипники насоса допускаются к сборке после дефектации и восстановления в соответствии с требованиями ТУ 26-06-1186 [1].
8.4 Составные части насоса (в том числе не рассмотренные в картах дефектации настоящего стандарта) допускаются к сборке при отсутствии трещин и нарушения защитного покрытия. Допускается наличие незначительных следов коррозии, выработки, забоин, вмятин и т.п.
8.5 Перед сборкой все составные части должны быть очищены от грязи, следов коррозии и продуты сжатым воздухом.
Сопрягаемые поверхности, в том числе и уплотнительные резиновые кольца, должны быть смазаны тонким слоем ЦИАТИМ-205 по ГОСТ 8551.
8.6 Установку составных частей необходимо производить в соответствии с маркировкой, нанесенной (восстановленной) при разборке.
8.7 Новые прокладки и кольца должны быть чистыми. Царапины, трещины, надломы, расслоения на поверхности не допускаются.
Допускается изготовление уплотнительных резиновых колец из шнура по ГОСТ 6467. При этом стыковку концов шнура производить косыми резами по длине не менее 15,0 мм и вулканизировать.
8.8 Отремонтированное рабочее колесо насосов ОПВ2-110кэ и ОПВ2-145э (см. рис. 42, 43) должно соответствовать следующим требованиям:
- фланцы лопастей должны быть подогнаны заподлицо с поверхностью втулки рабочего колеса (угол установки лопастей плюс 2°, зазор между втулкой и лопастью - согласно таблице 14);
- между торцом пера лопасти и втулкой рабочего колеса должен быть обеспечен зазор 0,5 мм (угол установки +2°);
- осевой «разбег» лопастей должен быть не более 0,5 мм;
- конические штифты 7 насоса ОПВ2-145э должны быть надежно застопорены;
- внутренняя полость уплотнений 4 должна быть заполнена смазкой ВНИИ НП-242 по ГОСТ 20421;
- внутренние полости рабочего колеса должны быть испытаны на герметичность маслом индустриальным И-30 по ГОСТ 20799 или турбинным Т22 по ГОСТ 32 давлением 0,4 МПа (4 кгс/см2) в течение 30 минут для насосов ОПВ2-110 КЭ и 10 минут для насосов ОПВ2-145э (протекания масла через уплотнения лопастей не допускается);
- поворот лопастей в диапазоне угла от минус 10° до +2° должен осуществляться легко, без заеданий;
- углы установки лопастей должны быть идентичными, допустимое отклонение ±15;
- рабочее колесо в сборе (без обтекателя 12) должно быть статически сбалансировано. Допустимое значение дисбаланса: 50 г на радиусе 500 мм - для насоса ОПВ2-110кэ; 80 г на радиусе 725 мм - для насоса ОПВ2-145э.
8.9 При балансировке рабочего колеса насоса ОВ6-55МБК место снятия металла указано на рисунке 38. Допустимое значение дисбаланса - 50 г на диаметре 550 мм.
8.10 Отремонтированный ротор насосов ОВ6-55, ОВ6-55К, ОВ5-55К, ОВ5-47, ОВ5-47К должен быть динамически сбалансирован вместе с полумуфтой. Допустимый удельный дисбаланс 10 мкм.
8.11 При полной сборке рабочего колеса насоса ОПВ2-110кэ его полость должна быть заполнена турбинным маслом Т22 по ГОСТ 32, а насоса ОПВ2-145э - консервационным маслом К-17 по ГОСТ 10877.
«Окна» обтекателя насоса ОПВ2-145э (см. рис. 43, поз. 12) должны быть заполнены смазкой ВНИИ НП-232 по ГОСТ 14068.
8.12 При сборке ротора необходимо обеспечить плотность прилегания фланцев вала и втулки рабочего колеса, валов насоса электродвигателя.
После затяжки крепежа щуп 0,03 мм в зазор по всей окружности фланца проходить не должен.
8.13 Сгоны, резьбовые поверхности трубопровода (см. рис. 21) должны быть установлены на сурике по ГОСТ 8135.
Перед установкой призонные болты крепления фланцев валов насоса и электродвигателя должны быть смазаны олеиновой кислотой по ГОСТ 7580.
8.14 Допуск соосности вала насоса и расточек под подшипники 0,1 мм.
8.15 Допуск отклонения общей линии валов от вертикального положения 0,02 мм/м (контроль произвести при помощи рамного уровня 200-0,002 по ГОСТ 9392).
8.16 «Излом» оси общего валопровода, измеренный по шейке под подшипник 0,01 мм (контроль произвести при помощи индикатора ИЧ02 класса 0 по ГОСТ 577).
8.17 Общая линия валов при повороте ротора на 360° должна быть без изгибов. Допуск биения шеек вала насоса относительно втулки подпятника 0,1 мм.
8.20 При необходимости расточки поверхности корпуса подшипника под вкладыш необходимо установить не более трех калиброванных прокладок, изготовленных из стали 10Х18Н9Т по ГОСТ 5632.
8.21 Зазоры между лопастями рабочего колеса и камерой рабочего колеса должны быть симметричными и не должны превышать значений, указанных на рисунках 1 - 5. Допуск отклонения от симметричности зазора по всей длине 20 % от величины среднего зазора.
8.22 При сборке составных частей корпуса насоса (см. рис. 6 - 10) необходимо перед затяжкой крепежа обеспечить плотность прилегания разъёмов фланцев:
- отвода и крышки торцового уплотнения;
- выправляющего аппарата и камеры рабочего колеса;
- выправляющего аппарата и отвода;
- переходного кольца и камеры рабочего колеса;
- выпрямителя и камеры рабочего колеса.
Зазор между сопряженными деталями - не более 0,1 мм.
8.23 Показания угла поворота лопастей на шкале указателя и по рискам на фланце лопасти должны быть идентичны. Для насоса ОПВ2-145э допускается разница показаний не более 30 мин.
8.24 При повороте ротора агрегата (при помощи приспособления) посторонних стуков, скрежетов, шумов, указывающих на заедание, не должно быть.
8.25 Окраска насоса должна быть восстановлена в соответствии с ОСТ 108.982.101 [2].
9 Испытания и показатели качества отремонтированных насосов
9.1 Качество ремонта насоса характеризует степень восстановления его эксплуатационных свойств, включая надежность, экономичность и поддержание этих качеств в течение определенной наработки.
Оценка качества ремонта должна основываться на сравнительном сопоставлении показателей качества отремонтированного насоса с нормативными значениями, определяемыми СТО 70238424.27.100.012-2008, и техническими условиями на поставку насоса завода-изготовителя.
9.2 Изменяющиеся показатели качества определяются при проведении эксплуатационных испытаний насоса до и после ремонта, а полученные результаты представляют собой количественные показатели качества ремонта насоса. Номенклатура показателей качества насоса, по которым производится сравнительное сопоставление показателей до и после ремонта, приведена в таблице 15.
Таблица 15 - Номенклатура показателей качества насоса до и после ремонта
|
Заводские нормативные данные |
Данные эксплуатационных испытаний, измерений |
Примечание |
||
|
до капитального ремонта |
после капитального ремонта |
|||
|
1 Подача, м3/ч |
*) |
|||
|
2 Напор, м |
*) |
|||
|
3 Частота вращения, с-1 (об./мин.) |
*) |
|||
|
4 Мощность, кВт |
*) |
|||
|
5 Виброперемещение, мм |
**) |
|||
|
6 Утечка через верхнее уплотнение |
*) |
|||
|
7 Уровень звукового давления, дБ (А), не более |
***) |
|||
|
8 Температура подшипников электродвигателя, °С, не более |
70 |
|||
|
9 Кавитационный запас |
*) |
|||
|
10 КПД |
*) |
|||
|
Примечания: *) согласно, таблице А.1; **) согласно ГОСТ ИСО 10816-1 и таблице А.1; ***) не более уровня звукового давления электродвигателя, входящего в комплект насосного агрегата. |
||||
9.3 При сдаче в ремонт необходимо проверить работу насоса на отсутствие посторонних шумов, а также проверить:
- технические характеристики насосов и их соответствие данным паспорта завода-изготовителя;
- вибрацию и температуру подшипников;
- состояние уплотнений;
- утечки через уплотнения.
9.4 Отремонтированный насос должен подвергаться приемо-сдаточным испытаниям по ТУ 26-06-1186 [1].
9.5 Испытания при приемке из ремонта включают в себя опробования (обкатку) насоса и его пробную эксплуатацию.
При испытаниях частота вращения не должна отличаться от номинальной более чем на 5 %.
9.6 Измерение параметров, проведение испытаний, обработка результатов испытаний, используемая аппаратура, оценка результатов, методы и средства контроля должны соответствовать ГОСТ 6134, ГОСТ 20831 в пределах рабочей области.
Рабочая область напорной характеристики насоса ОВ6-55МБК должна соответствовать значениям согласно ТУ 26-06-990 [3], насоса ОПВ2-145э - ТУ 26-06-1031 [4], остальных насосов - ГОСТ 6134.
9.7 Параметры работы насоса следует контролировать штатными приборами, установленными на насосном агрегате.
Виброхарактеристику и шумовую характеристику необходимо измерять приборами класса точности не ниже 2. Виброметр должен удовлетворять требованиям ГОСТ 25275, а шумомер - ГОСТ 17187.
9.8 Виброперемещение должно измеряться на корпусе подшипникового узла в двух взаимно перпендикулярных направлениях, проходящих через ось вращения рабочего колеса насоса.
Допускается определение показателей вибрации проводить по результатам измерения виброскорости в октавных и других полосах частот.
9.9 При снятии шумовой характеристики следует измерять уровни звукового давления в полосах частот или уровень звука в контрольных точках в соответствии с методом, выбранным по ГОСТ 23941.
9.10 Измерительные средства, при помощи которых определяются результаты испытаний, должны применяться в условиях, регламентированных в эксплуатационной документации на эти средства, и иметь действующие клейма или документы о поверке.
9.11 Средства измерения, используемые при испытаниях, должны иметь класс точности не более:
- 2,5 (для измерения давления, мощности насоса);
- 1,0 (для измерения частоты вращения).
Предельная погрешность определения параметров насоса при испытаниях на номинальном (заданном) режиме не должна превышать:
- для подачи напора и мощности ±3,0 %;
- для частоты вращения ±1,0 %;
- для КПД ±5,0 %.
9.12 Напорная (энергетическая) характеристика насоса должна быть определена в интервале от нулевой подачи до подачи, превышающей не менее чем на 10 % наибольшую подачу рабочего интервала при давлении на входе в насос, исключающем влияние кавитации на результаты испытаний на всех испытуемых режимах. Допускается в качестве минимальной принимать подачу, не превышающую 90 % от наименьшей подачи рабочего интервала режимов, если оно не оговорено в программе методики испытаний.
Общее число подач при определении напорной (энергетической) характеристики должно быть не менее 10.
9.13 При получении кавитационной характеристики должна определяться зависимость кавитационного запаса от подачи насоса. Характеристика должна быть получена в результате снятия частных кавитационных характеристик при постоянных значениях подачи насоса.
При получении кавитационной характеристики насоса частные кавитационные характеристики должны сниматься при наименьшей, номинальной и наибольшей подачах рабочего интервала режимов с отклонением не более ±5 %.
Допускается частную кавитационную характеристику снимать только на номинальной подаче.
9.14 Контроль кавитационного запаса следует проводить на номинальном режиме работы насоса с отклонением по подаче не более ±5 %.
Предельно допускаемая погрешность определения кавитационного запаса должна составлять ±5,3 %, но не менее ±0,2 м.
9.15 Величина внешней утечки через уплотнение выражается расходом жидкости и определяется при работе насоса в режимах, указанных в программе и методике испытаний с погрешностью ±5,0 %.
9.16 Результаты испытаний считаются положительными, если насос, который испытывался, отвечает требованиям настоящего стандарта.
При получении неудовлетворительных результатов испытаний необходимо выяснить и устранить причину несоответствия требованиям настоящего стандарта, после чего провести повторные испытания.
10 Требования к обеспечению безопасности
10.1 Требования к обеспечению безопасности насосов должны соответствовать техническим условиям на поставку и стандарту организации «Тепловые электростанции. Охрана труда (правила безопасности) при эксплуатации и техническом обслуживании тепломеханического оборудования. Нормы и требования» [1].
10.2 Вибрационная безопасность во время ремонта должна соответствовать требованиям ГОСТ 12.1.012.
10.3 Уровень допустимых выбросов вредных веществ в атмосферу при проведении ремонтных работ должен соответствовать нормам согласно ГОСТ 17.2.3.02.
10.4 Воздух рабочей зоны должен соответствовать требованиям ГОСТ 12.1.005.
10.5 Освещение зон обслуживания насоса должно соответствовать требованиям санитарных норм и правил.
10.6 На насосе должны быть восстановлены в соответствии с указаниями рабочих чертежей:
- специальные устройства для подъёма и транспортирования (ушки, отверстия и т.п.);
- ограждения вращающихся частей.
10.7 Уровень шума, создаваемый насосом при работе и определяемый по требованиям ГОСТ 12.1.003, не должен превышать 118 дБ (А).
10.8 Насос и электродвигатель должны быть заземлены в соответствии с ГОСТ 12.1.030.
11 Оценка соответствия
11.1 Оценка соответствия производится в соответствии с СТО 17230282.27.010.002-2008.
11.2 Оценка соответствия соблюдения технических требований, объёма и методов дефектации, способов ремонта, методов контроля и испытаний к составным частям и насосам в целом, нормам и требованиям настоящего стандарта осуществляется в форме контроля в процессе ремонта и при приёмке в эксплуатацию.
11.3 В процессе ремонта производить контроль выполнения требований настоящего стандарта к составным частям и насосам в целом при производстве ремонтных работ, выполнении технологических операций ремонта и поузловых испытаниях.
При приёмке в эксплуатацию отремонтированных насосов производится контроль результатов приёмо-сдаточных испытаний, работы в период подконтрольной эксплуатации, показателей качества, установленных оценок качества отремонтированных насосов и выполненных ремонтных работ.
11.4 Результаты оценки соответствия характеризуются оценками качества отремонтированных насосов и выполненных ремонтных работ.
11.5 Контроль за соблюдением норм и требований настоящего стандарта осуществляют органы (департаменты, подразделения, службы), определяемые генерирующей компанией.
11.6 Контроль соблюдения норм и требований настоящего стандарта осуществляется по правилам и в порядке, установленном генерирующей компанией.
Приложение А
(справочное)
Техническая характеристика насосов
Таблица А.1
|
Тип насоса |
||||
|
ОВ6-55 |
ОВ6-55К |
ОВ6-55МБК |
ОВ5-55К |
|
|
Подача, м3/с (м3/ч) |
0,94 (3384) 1,25 (4500) |
1,25 (4500) |
1,44 (5220) |
|
|
Напор, м |
4,5 7,5 |
7,5 - |
11,0 - |
|
|
Частота вращения, с-1 (об/мин.) |
12,1 (730) 16,0 (960) |
16,0 (960) |
||
|
Допустимое предельное отклонение величины напора, % |
+5 -5 |
- |
+3 -3 |
|
|
Допустимый кавитационный запас, м, не менее: |
||||
|
- для оптимального режима; |
7 11 |
11 |
10 |
|
|
- для граничных режимов |
11 13 |
13 |
13 |
|
|
Мощность для максимального напора и наибольшего угла установки лопастей, кВт, не более |
65 130 |
118 |
235 |
|
|
КПД, не менее |
0,84 |
0,82 |
0,81 |
0,83 |
|
Общий уровень звукового давления, дБ (А) |
94 |
- |
94 |
|
|
Утечка через верхнее уплотнение, м3/с (л/ч), не более |
0,0000036 (10) |
- |
0,0000036 (10) |
|
|
Виброперемещение, мм, не более |
0,13 0,10 |
- |
0,10 |
|
|
Масса насоса, кг |
- |
1620 |
- |
|
|
Подача, м3/с (м3/ч) |
0,7 (2520) 0,9 (3240) |
5,0 (18000) |
8,5 (3060) |
|
|
Напор, м |
4,5 8,0 |
15,0 |
14,7 |
|
|
Частота вращения, с-1 (об/мин.) |
12,1 (730) 16,0 (960) |
8,1 (485) |
6,1 (365) |
|
|
Допустимое предельное отклонение величины напора, % |
+3 -3 |
- |
+3 -3 |
|
|
Допустимый кавитационный запас, м, не менее: |
||||
|
- для оптимального режима |
5 9 |
12 |
||
|
- для граничных режимов |
11 |
- 13 |
||
|
Мощность для максимального напора и наибольшего угла установки лопастей, кВт, не более |
50 110 |
1000 |
1600 |
|
|
КПД, не менее |
0,85 |
0,83 |
0,85 |
0,86 |
|
Общий уровень звукового давления, дБ (А) |
94 |
- |
- |
|
|
Утечка через верхнее уплотнение, м3/с(л/ч), не более |
0,0000036 (10) |
- |
- |
|
|
Виброперемещение, мм, не более |
0,13 0,10 |
- |
0,10 |
|
|
Масса насоса, кг |
- |
8900 |
14940 |
|
Приложение Б
(обязательное)
Таблица Б.1
|
Наименование составной части |
Марка насоса |
Обозначение чертежа составной части |
Марка материала |
|||
|
по чертежу |
заменителя |
|||||
|
5 |
Крышка люка |
ОВ6-55 |
Г-27590 |
Фенопласт У2-301-07 |
Ст. 3 |
|
|
ОВ6-55К |
Г-27590 или Г-13964 |
Фенопласт У2-301-07 Чугун СЧ 18 |
Ст. 3 Чугун СЧ 20 |
|||
|
ОВ6-55МБК |
Г-25169 |
Чугун СЧ 20 |
Ст. 3 |
|||
|
ОВ5-47 ОВ5-55К |
Г-27590 или Г-13964 |
Фенопласт У2-301-07 |
Ст. 3 |
|||
|
ОВ5-47К |
Чугун СЧ 18 |
Чугун СЧ 20 |
||||
|
ОПВ2-110кэ |
В-8928у |
Чугун СЧ 15 |
- |
|||
|
ОПВ2-145э |
Г-30648 |
Чугун СЧ 18 |
- |
|||
|
1 |
Камера рабочего колеса из двух половин |
ОВ6-55 |
В-31645 |
Отливка 10Х18Н9ТЛ |
- |
|
|
ОВ6-55К |
||||||
|
ОВ6-55МБК |
В-25174 |
Отливка 10Х18Н9ТЛ |
- |
|||
|
ОВ5-47 |
Отливка |
- |
||||
|
ОВ5-55К |
В-31645 |
10Х18Н9ТЛ |
||||
|
ОВ5-47К |
В-31726 |
|||||
|
ОПВ2-110кэ |
Б-23116 |
Отливка 10Х18Н9ТЛ |
- |
|||
|
ОПВ2-145э |
Б-30642 |
Отливка 10Х18Н9ТЛ |
- |
|||
|
2 |
Аппарат выправляющий |
ОВ6-55 |
||||
|
ОВ6-55К |
В-13962 |
Чугун СЧ 30 |
- |
|||
|
ОВ6-55МБК |
||||||
|
ОВ5-55К |
Б-17486 |
Чугун СЧ 30 |
- |
|||
|
ОВ5-47 |
Б-14012 |
|||||
|
ОВ5-47К |
||||||
|
ОПВ2-110кэ |
Б-28108 |
Чугун СЧ 32 |
Чугун СЧ 30 |
|||
|
ОПВ2-145э |
1,25Б-30644 |
Сталь 35Л-П |
- |
|||
|
по чертежу |
заменителя |
|||||
|
4 |
Отвод |
ОВ6-55 |
Б-30573 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|
|
ОВ6-55К |
||||||
|
ОВ6-55МБК |
Б-25167 |
Чугун СЧ 30 |
- |
|||
|
ОВ5-55К |
Б-30573 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|||
|
ОВ5-47 |
Б-31144 |
Чугун СЧ 18 |
||||
|
ОВ5-47К |
||||||
|
ОПВ2-110кэ |
Б-27787 |
Чугун СЧ 35 |
Стали: 10, 15, 20 |
|||
|
ОПВ2-145э |
Б-30640 |
Ст. 3 |
Стали: 10, 15, 20 |
|||
|
6 |
Фонарь |
ОВ6-55МБК |
Г-39263 |
Ст. 3 |
- |
|
|
7, 11 |
Кольцо распорное из двух половин |
ОПВ2-145э |
Г-32371 |
Ст. 3 |
- |
|
|
8, 12 |
Кольцо установочное из двух половин |
ОПВ2-145э |
Г-30705 |
Чугун СЧ 18 |
Ст. 3 |
|
|
9 |
Обтекатель из двух половин |
ОВ6-55 |
||||
|
ОВ6-55К |
Б-30498 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|||
|
ОВ6-55МБК |
В-26907 |
Чугун СЧ 20 |
- |
|||
|
ОВ5-55К |
||||||
|
ОВ5-47 |
||||||
|
ОВ5-47К |
Б-30498 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|||
|
Обтекатель выправляющего аппарата |
ОПВ2-110кэ |
Б-2816 |
Чугун СЧ 18 |
Чугун СЧ 20 |
||
|
ОПВ2-145э |
0,75Б-30765 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|||
|
10 |
Диффузор |
ОПВ2-110кэ ОПВ2-145э |
Н-3272-64 СТП 3272-71 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|
|
13 |
Выпрямитель |
ОВ6-55 |
||||
|
ОВ5-55К |
В-16211 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|||
|
ОВ6-55МБК |
В-25165 |
Чугун СЧ 20 |
- |
|||
|
ОВ5-47К |
В-21479 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|||
|
14 |
Кольцо переходное |
ОВ6-55 |
Г-24330 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|
|
ОВ5-47 |
Г-24331 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|||
|
ОПВ2-110кэ |
В-27786 |
Чугун СЧ 18 |
Чугун СЧ 21, Ст. 3 |
|||
|
ОПВ2-145э |
Г-30649 |
|||||
|
15 |
Кольцо нажимное |
ОВ6-55 |
Г-13966 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|
|
ОВ5-47 |
Г-14009 |
|||||
|
Кольцо сальника |
ОВ6-55К |
В-16213 |
Ст. 3 |
Стали: 10, 15, 20 |
||
|
ОВ5-55К |
||||||
|
ОВ5-47К |
В-21478 |
|||||
|
Кольцо прижимное |
ОПВ2-110кэ |
Д-27785 |
||||
|
ОПВ2-145э |
Д-30651 |
Ст. 3 |
Стали: 10, 15, 20 |
|||
|
16 |
Корпус сальника |
ОВ6-55 |
Г-13940 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|
|
ОВ5-47 |
Г-14010 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|||
|
ОПВ2-145э |
Г-30650 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|||
|
17 |
Кольцо закладное |
ОВ6-55 |
Г-13939 |
|||
|
ОВ6-55К |
Чугун СЧ 18 |
Чугун СЧ 20 |
||||
|
ОВ5-55К |
В-16210 |
|||||
|
ОВ5-47 |
Г-14008 |
Ст. 3 |
Стали: 10, 15, 20 |
|||
|
ОВ5-47К |
В-21477 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|||
|
ОПВ2-110кэ |
Б-27784 |
Чугун СЧ 18 |
- |
|||
|
Торцовое уплотнение. Подшипники с уплотнениями (см. рисунки 20 - 23) |
||||||
|
2, 5 |
Корпус подшипника из двух половин |
ОВ5-55К |
0,75Б-13960a |
Чугун СЧ 18 |
Ст. 3 |
|
|
ОВ6-55К |
||||||
|
ОВ6-55 |
||||||
|
ОВ5-47 |
0,75Б-13960a |
Чугун СЧ 18 |
Ст. 3 |
|||
|
ОВ5-47К |
||||||
|
2 |
ОВ6-55МБК |
|||||
|
2, 5 |
ОПВ2-110кэ |
В-32865 |
Чугун СЧ 18 |
Чугун СЧ 20 |
||
|
ОПВ2-145э |
1,5В-30699 |
|||||
|
3, 6 |
Вкладыш подшипника из двух половин |
ОВ6-55 |
Основа: Ст. 3 |
Стали: 10, 20 |
||
|
ОВ6-55К ОВ5-55К ОВ5-47 ОВ5-47К |
Г-8791 |
Заливка: Специальная резина 4-69 Основа Г-30501 |
- |
|||
|
3 |
ОВ6-55МБК |
|||||
|
3, 6 |
ОПВ2-110кэ |
В-29390 |
Основа: Ст. 3 Заливка: Резина марки III-3-В-12-3825 |
- |
||
|
ОПВ2-145э |
В-30697 |
|||||
|
4, 7 |
Кольцо подвижное из двух половин |
ОПВ2-110кэ |
||||
|
ОПВ2-145э |
Г-30704 |
Сталь 08Х18Н9Т |
Стали: 08Х18Н10Т, 12Х18Н10Т |
|||
|
4 |
Кольцо нижнее |
ОВ6-55МБК |
Д-25397 |
Ст. 3 |
Стали: 10, 20 |
|
|
12 |
Д-25390 |
Ст. 3 |
Стали: 10, 20 |
|||
|
5 |
Кольцо среднее |
ОВ6-55МБК |
Г-25389 |
Ст. 3 |
Стали: 10, 20 |
|
|
6 |
Кольцо верхнее |
ОВ6-55МБК |
Д-25387 |
Ст. 3 |
Стали: 10, 20 |
|
|
11 |
Д-25396 |
Ст. 3 |
Стали: 10, 20 |
|||
|
9 |
Кольцо |
ОВ6-55 ОВ6-55К ОВ5-55К ОВ5-47 ОВ5-47К |
Д-24871 |
Ст. 3 |
Стали: 10, 15, 20 |
|
|
11 13 |
Кольцо нижнего уплотнения |
ОВ6-55 ОВ6-55К ОВ5-55К ОВ5-47 ОВ5-47К |
Д-23451 |
Ст. 3 |
Стали: 10, 15, 20 |
|
|
- |
Сгон |
ОВ6-55 ОВ6-55К ОВ5-55К ОВ5-47 ОВ5-47К |
Д-24879, Д-25109, Д-26857 |
Ст. 3 |
Стали: 10, 15, 20 |
|
|
7 |
Втулка |
ОВ6-55МБК |
Д-25386 |
Сталь 30Х13 |
Сталь 40Х13 |
|
|
9 |
Д-25393 |
|||||
|
8 |
Крышка торцового уплотнения из двух половин |
ОВ6-55 ОВ6-55К ОВ5-55К ОВ5-47 ОВ5-47К |
Г-24870 |
Чугун СЧ 20 |
- |
|
|
8 |
Крышка из двух половин |
ОВ6-55МБК ОПВ2-110кэ ОПВ2-145э |
Г-26177 В-27998 В-30716 |
Чугун СЧ 20 Чугун СЧ 18 Чугун СЧ 18 |
- |
|
|
10 12 |
Корпус нижнего уплотнения |
ОВ6-55 ОВ6-55К ОВ5-55К ОВ5-47 ОВ5-47К |
Д-23453 |
Ст. 3 |
Стали: 10, 15, 20 |
|
|
10 15 |
Корпус торцового уплотнения из двух половин |
ОПВ2-145э |
Г-30701 |
Ст. 3 |
- |
|
|
11 16 |
Кольцо распорное из двух половин |
ОПВ2-145э |
Г-32371 |
Ст. 3 |
||
|
10 12 |
Кольцо промежуточное |
ОПВ2-110кэ |
Д-29613 |
Пресс-материал АГ-4-8 |
Ст. 3 |
|
|
14 |
Кольцо промежуточное торцового уплотнения |
ОПВ2-145э |
Г-30702 |
Ст. 3 |
Стали: 10, 20 |
|
|
10 |
Кольцо прижимное |
ОВ6-55МБК |
Д-25398 |
Ст. 3 |
Стали: 10, 20 |
|
|
13 |
Д-25394 |
Ст. 3 |
Стали: 10, 20 |
|||
|
9, 11 |
ОПВ2-110кэ |
Д-29614 |
Пресс-материал АГ-4-8 |
Ст. 3 |
||
|
13, 18 |
Кольцо прижимное нижнего уплотнения из двух половин |
ОПВ2-145э |
Г-30706 |
Ст. 3 |
Стали: 10, 20 |
|
|
12, 17 |
Кольцо установочное |
ОПВ2-145э |
Г-30705 |
Чугун СЧ 18 |
Ст. 3 |
|
|
14 |
Болт |
ОВ6-55 ОВ6-55К |
Д-25327 |
Сталь 45 |
Сталь 40Х |
|
|
ОВ6-55МБК |
Д-19124 |
Сталь 20Х13 |
Сталь 30Х13 |
|||
|
ОВ5-55К ОВ5-47 ОВ5-47К |
Д-25327 |
Сталь 45 |
Сталь 40Х |
|||
|
1 |
Втулка рабочего колеса |
ОВ6-55 |
Г-36079 |
Сталь 20Л |
Сталь 20Х13Л |
|
|
ОВ6-55К |
Г-36077 |
Сталь 20Л |
Сталь 20Х13Л |
|||
|
ОВ6-55МБК |
Г-36081 |
Сталь 20Л |
- |
|||
|
ОВ5-55К |
Г-36086 |
Сталь 20Л |
Сталь 20Х13Л |
|||
|
ОВ5-47 |
Г-36075 |
Сталь 30 |
Сталь 45 |
|||
|
ОВ5-47К |
Г-36083 |
Сталь 25Л |
Сталь 20Х13Л |
|||
|
2 |
Лопасть рабочего колеса |
ОВ6-55 |
Б-33922 |
Сталь 10Х18Н9ТЛ |
Сталь 12Х18Н10ТЛ |
|
|
ОВ6-55К |
Б-33922 |
- |
||||
|
ОВ6-55МБК |
Б-33922 |
Сталь 10Х18Н9ТЛ |
Сталь 12Х18Н10ТЛ |
|||
|
ОВ5-55К |
Б-33923 |
Сталь 10Х18Н9ТЛ |
Сталь 12Х18Н10ТЛ |
|||
|
ОВ5-47 |
Б-33923 |
Сталь 10Х18Н9ТЛ |
Сталь 12Х18Н10ТЛ |
|||
|
ОВ5-47К |
Б-33923 |
Сталь 12Х18Н9ТЛ |
Сталь 12Х18Н10ТЛ |
|||
|
Сталь 10Х18Н9ТЛ |
||||||
|
3 |
Вал |
ОВ6-55 |
2Г-37703 |
Сталь 35 |
Сталь 45 |
|
|
ОВ6-55К |
2Г-37703 |
Сталь 35 |
Сталь 45 |
|||
|
ОВ6-55МБК |
2Г-25166 |
Сталь 35 |
- |
|||
|
Покрытие шейки: |
||||||
|
ОВ5-55К |
2Г-37703 |
Сталь 12Х18Н10Т |
Сталь 45 |
|||
|
ОВ5-47 |
2Г-37703 |
Сталь 35 |
Сталь 45 |
|||
|
ОВ5-47К |
2Г-37703 |
Сталь 35 |
Сталь 45 |
|||
|
Сталь 35 |
||||||
|
1 |
Крестовина |
ОПВ2-110кэ |
В-22568 |
Ст. 3 |
Стали: 10, 15, 20 |
|
|
1 |
Ползун |
ОПВ2-145э |
Б-30731 |
Сталь 45 |
- |
|
|
2 |
Камень |
ОПВ2-145э |
Д-30750 |
Бронза Бр. 0Ф10-1 |
- |
|
|
3 |
Рычаг |
ОПВ2-110кэ |
Г-22571 |
Сталь 35 |
- |
|
|
ОПВ2-145э |
В-30741 |
Сталь 30ХГС |
||||
|
5 |
Втулка |
ОПВ2-110кэ |
Д-312-407 |
Бронза Бр. 0ЦС5-5-5 |
- |
|
|
5 |
Опора передняя |
ОПВ2-145э |
Д-30746 |
Бронза Бр. 0Ф10-1 |
- |
|
|
6 |
Лопасть рабочего колеса |
ОПВ2-110кэ |
Б-32969 |
Сталь 10Х18Н9ТЛ |
- |
|
|
ОПВ2-145э |
Б-30729 |
Сталь 10Х18Н9ТЛ |
||||
|
7 |
Штифт конический |
ОПВ2-110кэ |
СТП 2516-71 |
Сталь 40Х |
Стали: 35ХМ, 30Х13, 40Х13 |
|
|
ОПВ2-145э |
Д-30748 |
|||||
|
8 |
Втулка |
ОПВ2-110кэ |
Д-9160 |
Бронза Бр. 0ЦС5-5-5 |
- |
|
|
10 |
Втулка рабочего колеса |
ОПВ2-110кэ |
Б-32967 |
Сталь 20Л-1 |
- |
|
|
ОПВ2-145э |
Б-30728 |
Сталь 20Л-1 |
||||
|
11 |
Проушина |
ОПВ2-110кэ |
Д-29171 |
Сталь 45 |
Сталь 40Х |
|
|
11 |
Втулка верхняя |
ОПВ2-145э |
Д-30733 |
Бронза Бр. 0Ф10-1 |
Бронза Бр. 0ЦС5-5-5 |
|
|
12 |
Обтекатель нижний |
ОПВ2-110кэ |
В-8509 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|
|
12 |
Обтекатель рабочего колеса |
ОПВ2-145э |
В-30730 |
Чугун СЧ 18 |
Чугун СЧ 20 |
|
|
13 |
Втулка направляющая |
ОПВ2-145э |
Г-30732 |
Бронза Бр. 0Ф10-1 |
Бронза Бр. 0ЦС5-5-5 |
|
|
14 |
Болт |
ОПВ2-145э |
Д-30751 |
Сталь 45 |
Сталь 40Х |
|
|
15 |
Втулка |
ОПВ2-145э |
Д-33273 |
Сталь ШХ15 |
- |
|
|
Вал с проставками и штоком (см. рисунок 44) |
||||||
|
2 |
Вал |
ОПВ2-110кэ |
2Г-28006 |
Сталь 35 Покрытие шейки: Сталь 12Х18Н9Т |
Стали: 12Х18Н10Т, 12Х18Н12Т |
|
|
3 |
Шток |
ОПВ2-110кэ |
2Г-28137 |
Ст. 5 Наконечник: Сталь 45 |
||
|
5 |
Замок |
ОПВ2-110кэ |
Д-22377Н |
Ст. 3 |
Стали: 10, 20 |
|
|
6 |
Болт М42´250 |
ОПВ2-110кэ |
Д-30515 |
Сталь 40Х |
Сталь 35ХМА |
|
|
7 |
Проставок верхний |
ОПВ2-110кэ |
Б-30507 |
Сталь 35 |
- |
|
|
8 |
Проставок нижний |
ОПВ2-110кэ |
Б-28126 |
Сталь 35 |
- |
|
|
9 |
Шпилька |
ОПВ2-110кэ |
Д-22276у |
Сталь 45 |
Сталь 40Х |
|
|
12 |
Втулка Æ 110Пр.13 |
ОПВ2-110кэ |
Д-30087 |
Бронза Бр. 0ЦС5-5-5 |
Бронза Бр. 0ЦС4-4-17 |
|
|
Вал со штоком (см. рисунок 45) |
||||||
|
2 |
Вал |
ОПВ2-145э |
2Г-38974 |
Сталь 35 |
- |
|
|
3 |
Шток |
ОПВ2-145э |
2Г-38996 |
Ст. 3 Наконечник Сталь 45 |
||
|
5 |
Шток вала электродвигателя |
ОПВ2-145э |
Г-38581 |
Сталь 45 |
||
|
6 |
Штифт конический |
ОПВ2-145э |
Д-30422 |
|||
|
7 |
Болт |
ОПВ2-145э |
Д-22903 |
|||
|
8 |
Замок |
ОПВ2-145э |
Д-22377Н |
Ст. 3 |
Стали: 10, 20 |
|
|
9 |
Втулка |
ОПВ2-145э |
Д-38582 |
Бронза Бр. 0ЦС5-5-5 |
- |
|
|
Примечание - Стали: |
||||||
|
Ст. 3, Ст. 5 ШХ15 20Л, 20Л-1, 25Л, 35Л-П, 20Х13Л, 10Х18Н9ТЛ, 12Х18Н10ТЛ 10, 15, 20, 30, 45 40Х, 35ХМА ГОСТ 4543; 20Х13, 30Х13, 40Х13, 08Х18Н9Т, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н12Т ГОСТ 5632; |
||||||
|
Бронза: Бр. ОЦС5-5-5 Отливка 10Х18Н9ТЛ Чугун: СЧ 18, СЧ 20, СЧ 21, СЧ 28, СЧ 30, СЧ 35 Фенопласт: У1-301-07, у2-301-07 Резина ПБВ |
||||||
Приложение В
(рекомендуемое)
Перечень средств измерительной техники, инструмента и приборов, необходимых для контроля насосов
Таблица В.1
|
Название средства измерительной техники, инструмента и прибора |
Нормативный документ |
Диапазон измерительного контроля |
|
Нутромер НМ 75 |
От 50 до 75 мм, цена деления 0,01 мм |
|
|
Нутромер НМ 175 |
От 75 до 175 мм, цена деления 0,01 мм |
|
|
Нутромер НМ 600 |
От 75 до 600 мм, цена деления 0,01 мм |
|
|
Нутромер НМ 1250 |
От 150 до 1250 мм, цена деления 0,01 мм |
|
|
Штангенциркуль ШЦ-I-125-0,1-1 |
От 0 до 125 мм, цена деления 0,1 мм |
|
|
Штангенциркуль ШЦ-II-160-0,05 |
От 0 до 160 мм, цена деления 0,05 мм |
|
|
Штангенциркуль ШЦ-III-250-630-0,1 |
От 250 до 630 мм, цена деления 0,1 мм |
|
|
Штангенциркуль ШЦ-III-250-800-0,1 |
От 250 до 800 мм, цена деления 0,1 мм |
|
|
Штангенциркуль ШЦ-III-250-1600-0,1 |
От 250 до 1600 мм, цена деления 0,1 мм |
|
|
Штангенциркуль ШЦ-III-500-1250-0,1 |
От 500 до 1250 мм, цена деления 0,1 мм |
|
|
Линейка 300 |
От 0 до 300 мм, цена деления 1,0 мм |
|
|
Индикатор ИЧ02 кл. 0 |
От 0 до 2 мм |
|
|
Нутромер НИ 18-50 |
От 18 до 50 мм, цена деления 0,01 мм |
|
|
Нутромер НИ 160-250 |
От 160 до 250 мм, цена деления 0,01 мм |
|
|
Нутромер НИ 250-450 |
От 250 до 450 мм, цена деления 0,01 мм |
|
|
Микрометр МР 25 |
От 0 до 25 мм, цена деления 0,002 мм |
|
|
Микрометр МР 50 |
От 25 до 50 мм, цена деления 0,002 мм |
|
|
Микрометр МР 100 |
От 75 до 100 мм, цена деления 0,002 мм |
|
|
Микрометр МРИ 125-0,002 |
От 100 до 125 мм, цена деления 0,002 мм |
|
|
Микрометр МРИ 150-0,002 |
От 125 до 150 мм, цена деления 0,002 мм |
|
|
Микрометр МРИ 200-0,002 |
От 150 до 200 мм, цена деления 0,002 мм |
|
|
Микрометр МРИ 300-0,002 |
От 250 до 300 мм, цена деления 0,002 мм |
|
|
Микрометр МРИ 400-0,002 |
От 300 до 400 мм, цена деления 0,002 мм |
|
|
Микрометр МК 75-1 |
От 50 до 75 мм, цена деления 0,01 мм |
|
|
Микрометр МК 100-1 |
От 75 до 100 мм, цена деления 0,01 мм |
|
|
Микрометр МК 125-1 |
От 100 до 125 мм, цена деления 0,01 мм |
|
|
Микрометр МК 150-1 |
От 125 до 150 мм, цена деления 0,01 мм |
|
|
Микрометр МК 175-1 |
От 150 до 175 мм, цена деления 0,01 мм |
|
|
Микрометр МК 225-1 |
От 200 до 225 мм, цена деления 0,01 мм |
|
|
Микрометр МК 250-1 |
От 225 до 250 мм, цена деления 0,01 мм |
|
|
Микрометр МК 275-1 |
От 250 до 275 мм, цена деления 0,01 мм |
|
|
Микрометр МК 400-1 |
От 300 до 400 мм, цена деления 0,01 мм |
|
|
Микрометр МК 500-1 |
От 400 до 500 мм, цена деления 0,01 мм |
|
|
Глубиномер ГИ 100 |
От 0 до 100 мм, цена деления 0,01 мм |
|
|
Линейка поверочная ШП-1-630 |
Длина 630 мм, кл. точности 1 |
|
|
Нутромер 18-50 |
От 18 до 50 мм, цена деления 0,002 мм |
|
|
Нутромер 50-100 |
От 50 до 100 мм, цена деления 0,002 мм |
|
|
Нутромер 160-260 |
От 160 до 260 мм, цена деления 0,002 мм |
|
|
Образцы шероховатости. Набор 0,8-12,5-ШП |
До Ra 0,32 вкл. |
|
|
Уровень рамный 200-0,02 |
- |
|
|
Плита поверочная 2-1-1000´630 |
Размер 1000´630 мм |
|
|
Скоба СР 25 |
От 50 до 100 мм, цена деления 0,01 мм |
|
|
Скоба СР 125 |
От 100 до 125 мм, цена деления 0,002 мм |
|
|
Скоба СИ 600 |
От 500 до 600 мм, цена деления 0,01 мм |
|
|
Скоба СИ 700 |
От 600 до 700 мм, цена деления 0,01 мм |
|
|
Шумомер |
Класс точности не ниже 2 |
|
|
Пробки резьбовые |
Диаметр резьбы от 1 до 100 мм |
|
|
Профилограф-профилометр Б-II |
От 0,00002 до 0,5 мм |
|
|
Калибр пазовый |
От 3 до 50 мм |
|
|
Виброметр |
Класс точности не ниже 2,0 |
|
|
Лупа ЛП-1-7х |
Семикратное увеличение |
|
|
Щупы. Набор № 2 |
ТУ 2-034-0221197-011 |
От 0,02 до 1,00 мм |
Приложение Г
(обязательное)
Номенклатура деталей, заменяемых независимо от их состояния
Таблица Г.1
|
Марка насоса |
Обозначение чертежа, нормативного документа, материал, размер |
Количество на насос, шт. |
|
|
Корпус насоса |
|||
|
Кольцо |
ОВ6-55 |
Шнур 4С (шнур 4П) Æ 630´20 |
1 |
|
Шнур 4С (шнур 4П) Æ 650´8 |
1 |
||
|
ОВ6-55К |
Шнур 4С (шнур 4П) Æ 650´20 |
1 |
|
|
Шнур 4С (шнур 4П) Æ 650´8 |
1 |
||
|
ОВ6-55МБК |
Шнур 4С (шнур 4П) Æ 650´8 |
1 |
|
|
ОВ5-55К |
Шнур 4С (шнур 4П) Æ 600´20 |
1 |
|
|
Шнур 4С (шнур 4П) Æ 650´8 |
1 |
||
|
ОВ5-47 |
Шнур 4С (шнур 4П) Æ 540´20 |
1 |
|
|
Шнур 4С (шнур 4П) Æ 585´8 |
1 |
||
|
ОВ5-47К |
Шнур 4С (шнур 4П) Æ 510´20 |
1 |
|
|
Шнур 4С (шнур 4П) Æ 585´8 |
1 |
||
|
Прокладка |
ОВ6-55 |
Прессшпан (паронит ПОН) Æ 740´Æ 635´1,0 |
1 |
|
Прессшпан (паронит ПОН) Æ 690´Æ 550´1,0 |
2 |
||
|
Прессшпан (паронит ПОН) Æ 720´Æ 570´1,0 |
1 |
||
|
Прессшпан (паронит ПОН) Æ 360´Æ 298´1,0 |
2 |
||
|
ОВ6-55К |
Прессшпан (паронит ПОН) Æ 690´Æ 550´1,0 |
2 |
|
|
Прессшпан (паронит ПОН) Æ 720´Æ 570´1,0 |
1 |
||
|
Прессшпан (паронит ПОН) Æ 360´Æ 298´1,0 |
2 |
||
|
ОВ6-55МБК |
Алюминиевый сплав АМцМ Æ 22´Æ 30´1,0 |
3 |
|
|
Картон прокладочный А Æ 34´Æ 45´150 |
1 |
||
|
Картон прокладочный А Æ 360´Æ 300´1,0 |
2 |
||
|
Картон прокладочный А Æ 690´Æ 550´1,0 |
1 |
||
|
Прокладка |
ОВ6-55МБК |
Картон прокладочный А Æ 720´Æ 350´1,0 |
1 |
|
Картон прокладочный А Æ 1375´Æ 970´1,0 |
1 |
||
|
ОВ5-55К |
Прессшпан (паронит ПОН) Æ 690´Æ 550´1,0 |
2 |
|
|
Прессшпан (паронит ПОН) Æ 720´Æ 570´1,0 |
1 |
||
|
Прессшпан (паронит ПОН) Æ 360´Æ 298´1,0 |
2 |
||
|
ОВ5-47 |
Прессшпан (паронит ПОН) Æ 545´Æ 655´1,0 |
1 |
|
|
Прессшпан (паронит ПОН) Æ 471´Æ 620´1,0 |
2 |
||
|
Прессшпан (паронит ПОН) Æ 505´Æ 655´1,0 |
1 |
||
|
Прессшпан (паронит ПОН) Æ 360´Æ 298´1,0 |
2 |
||
|
ОВ5-47К |
Прессшпан (паронит ПОН) Æ 471´Æ 620´1,0 |
2 |
|
|
Прессшпан (паронит ПОН) Æ 505´Æ 655´1,0 |
1 |
||
|
Прессшпан (паронит ПОН) Æ 360´Æ 298´1,0 |
2 |
||
|
ОПВ2-110кэ |
Прессшпан |
1 |
|
|
Прессшпан |
1 |
||
|
Прессшпан Æ 680´Æ 510´1,0 |
1 |
||
|
Прессшпан Æ 1450´Æ 1285´1,0 |
1 |
||
|
Прессшпан Æ 1330´Æ 1130´1,0 |
1 |
||
|
Прессшпан Æ 1250´Æ 1150´1,0 |
1 |
||
|
Прессшпан Æ 730´Æ 650´1,0 |
1 |
||
|
ОПВ2-145э |
Д-30652 |
1 |
|
|
Д-30655 |
|||
|
Д-30656 |
1 |
||
|
Д-30657 |
|||
|
Д-30658 |
1 |
||
|
Д-30659 |
1 |
||
|
Д-30660 |
1 |
||
|
Д-30661 |
2 |
||
|
Шайба 16.02 |
ОВ6-55МБК |
6 |
|
|
Шнур резиновый |
ОПВ2-110кэ |
Шнур 4С (шнур 4П) Æ 1515´16 |
1 |
|
ОПВ2 145э |
Шнур 4С (шнур 4П) Æ 1515´16 |
1 |
|
|
Д-30654 |
2 |
||
|
Торцовое уплотнение. Подшипники насоса |
|||
|
Кольцо резиновое |
ОВ6-55 |
||
|
ОВ6-55К |
|||
|
ОВ5-55К |
Д-24872 |
1 |
|
|
ОВ5-47 |
|||
|
ОВ5-47К |
|||
|
Г-30707 |
2 |
||
|
ОПВ2-145э |
Г-30708 |
2 |
|
|
Г-30709 |
2 |
||
|
Кольцо уплотнительное |
ОВ6-55 |
Д-26562 |
1 |
|
ОВ6-55К |
|||
|
ОВ6-55МБК |
Д-27776 |
1 |
|
|
Д-27776-01 |
1 |
||
|
Д-27776-02 |
1 |
||
|
Д-26562 |
1 |
||
|
ОВ5-55К |
|||
|
ОВ5-47 |
Д-26562 |
1 |
|
|
ОВ5-47К |
|||
|
ОПВ2-145э |
Д-30710 |
2 |
|
|
Прокладка |
ОВ6-55 |
Медь М3 (медь М1М) Æ 21´Æ 37´2,0 |
2 |
|
Прессшпан (паронит ПОН) Æ 370´Æ 250´1,0 |
1 |
||
|
Прессшпан (паронит ПОН) Æ 55´Æ 120´0,5 |
2 |
||
|
ОВ6-55К |
Медь М3 (медь М1М) Æ 21´Æ 37´2,0 |
2 |
|
|
Прессшпан (паронит ПОН) Æ 370´Æ 250´1,0 |
1 |
||
|
Прессшпан (паронит ПОН) Æ 55´Æ 120´0,5 |
2 |
||
|
Прокладка |
ОВ6-55МБК |
Картон прокладочный А Æ 170´Æ 105´0,5 |
1 |
|
Картон прокладочный А Æ 260´Æ 170´1,0 |
2 |
||
|
Картон прокладочный А Æ 160´Æ 115´1,0 |
2 |
||
|
Паронит ПОН Æ 55´Æ 120´0,5 |
2 |
||
|
ОВ5-55К |
Медь М3 (медь М1М) Æ 21´Æ 37´2,0 |
2 |
|
|
Прессшпан (паронит ПОН) Æ 370´Æ 250´1,0 |
1 |
||
|
Прессшпан (паронит ПОН) Æ 55´Æ 120´0,5 |
2 |
||
|
ОВ5-47 |
Медь М3 (Мель М1М) Æ 21´Æ 37´2,0 |
2 |
|
|
Прессшпан (паронит ПОН) Æ 370´ Æ 250´1,0 |
1 |
||
|
Прессшпан (паронит ПОН) Æ 55´Æ 120´0,5 |
2 |
||
|
ОВ5-47К |
Медь М3 (медь М1М) Æ 21´Æ 37´2,0 |
2 |
|
|
Прессшпан (паронит ПОН) Æ 370´Æ 250´1,0 |
1 |
||
|
Прессшпан (паронит ПОН) Æ 55´Æ 120´0,5 |
2 |
||
|
ОПВ2-110кэ |
Медь М3 (медь М1М) Æ 21´Æ 37´2,0 |
2 |
|
|
Д-30711 |
4 |
||
|
Д-30712 |
4 |
||
|
ОПВ2-145э |
Д-30713 |
4 |
|
|
Прессшпан (паронит ПОН) Æ 690´Æ 560´1,0 |
2 |
||
|
Картон прокладочный А d = 1,0 мм |
4 |
||
|
Шайба стопорная |
ОПВ2-145э |
СТП 2012-72 |
20 |
|
Колесо рабочее |
|||
|
Шнур резиновый |
ОПВ2-110кэ |
Д-27813 |
1 |
|
Прокладка |
ОПВ2-110кэ |
Прессшпан (паронит ПМБ) б = 1,0 |
2 |
|
Замок |
ОПВ2-145э |
Д-30752 |
4 |
|
Кольцо уплотнительное |
ОПВ2-145э |
Д-14509 |
1 |
|
Прокладка |
Картон прокладочный А d = 1,0 мм |
1 |
|
|
ОПВ2-145э |
Алюминиевый сплав АМцС Æ 34´Æ 25´1,5 |
1 |
|
|
Алюминий АД1 Æ 34´Æ 25´1,5 |
1 |
||
|
Шайба стопорная 42 |
ОПВ2-145э |
СТП 1211-72 |
8 |
|
Вал с проставками и штоком |
|||
|
Кольцо уплотнительное |
ОПВ2-110кэ |
Д-25333 |
1 |
|
Кольцо уплотнительное |
ОПВ2-110кэ |
Д-28119 |
1 |
|
Примечания - 1 Размеры деталей в миллиметрах. 2 Паронит ПОН, ПМБ......................................................................... ГОСТ 481; Медь М3, М1М..................................................................................... ГОСТ 859; Шнур 4С (шнур 4П)............................................................................. ГОСТ 6467; Картон прокладочный А................................................................... ГОСТ 9347; Алюминий АД1, алюминиевый сплав АМцМ, АМцС............... ГОСТ 21631. |
|||
Библиография
[5] ТУ 14-4-780-76 Электроды. Марка МНЧ-2
[6] ТУ 1272-116-36534674-2002 Электроды марки ЦЧ-4
Ключевые слова: насос, ротор, качество ремонта, дефектация, ремонт, контроль, измерения
|
Руководитель организации-разработчика ЗАО «ЦКБ Энергоремонт» Генеральный директор |
______________ |
А.В. Гондарь |
|
Руководитель разработки Заместитель генерального директора |
______________ |
Ю.В. Трофимов |
|
Исполнители Главный специалист |
______________ |
Ю.П. Косинов |
|
Главный конструктор проекта |
______________ |
Б.Е. Сегин |