Технический комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Закрытое
акционерное общество
«Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»

ЦКБА
СТ ЦКБА 084-2010
Элементы трубопроводов
ДЕТАЛИ И
СБОРОЧНЫЕ ЕДИНИЦЫ ИЗ ТИТАНОВЫХ
СПЛАВОВ ДЛЯ ТРУБОПРОВОДОВ
АТОМНЫХ СТАНЦИЙ
Общие технические условия
Санкт-Петербург
2010
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»)
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом от 11.01.2010 г. № 01
3 СОГЛАСОВАН:
- Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК 259)
4 ВВОДИТСЯ ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ с учетом изменения № 1 (2014 г.)
СОДЕРЖАНИЕ
|
4 Основные параметры и размеры.. 3 8 Методы контроля и испытаний. 35 9 Маркировка, упаковка, транспортирование и хранение. 38 10 Требования безопасности. 42 |
СТ ЦКБА 084-2010
СТАНДАРТ ЦКБА
Элементы трубопроводов
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ ИЗ ТИТАНОВЫХ
СПЛАВОВ ДЛЯ ТРУБОПРОВОДОВ
АТОМНЫХ СТАНЦИЙ
Общие технические условия
Дата введения 01.04.2010
1 Область применения
Настоящий стандарт распространяется на детали и сборочные единицы из титановых сплавов, предназначенные для трубопроводов эксплуатируемых в системах важных для безопасности атомных станций, а также во вспомогательных системах нормальной эксплуатации с давлением среды Р £ 2,2 МПа (22 кгс/см2) второго и третьего классов безопасности атомных станций по классификации ОПБ-88/97 НП-001-97 (ПНАЭ Г-01-011-97), групп В и С по ПНАЭ Г-7-008.
Стандарт устанавливает требования к деталям и сборочным единицам, в том числе поставляемых на экспорт.
Стандарт рекомендуется применять предприятиями и организациями при:
- изготовлении деталей и сборочных единиц;
- разработке проектной документации на трубопроводы и конструкторскую документацию на детали и сборочные единицы;
- выполнении монтажа и эксплуатации трубопроводов.
Применение настоящего стандарта при изготовлении деталей и сборочных единиц, предназначенных для трубопроводов, не указанных в области распространения, должно указываться в проектной документации разработчиком трубопровода по согласованию с предприятием-изготовителем.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 2.101-68 Единая система конструкторской документации. Виды изделий
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 12821-80 Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Конструкция и размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20700-75 Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений, пробки и хомуты с температурой среды от 0 °С до 650 °С. Технические условия
ГОСТ 23304-78 Болты, шпильки, гайки и шайбы для фланцевых соединений атомных энергетических установок. Технические требования. Приемка. Методы испытаний. Маркировка, упаковка, транспортирование и хранение
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
(Измененная редакция. Изм. № 1)
ГОСТ 24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
НП-068-05 Трубопроводная арматура для атомных станций. Общие технические требования
НП-071-06 Правила оценки соответствия оборудования, комплектующих, материалов и полуфабрикатов, поставляемых на объекты использования атомной энергии
НП-001-97 (ПНАЭ Г-01-011-97) Общие положения обеспечения безопасности атомных станций. ОПБ-88/97
(Измененная редакция. Изм. № 1)
ОП-ПАС-2002 Часть 2. Оборудование и изделия ядерных установок с водным теплоносителем плавучих атомных станций. Сварка и наплавка. Основные положения
ОСТ 24.125.170-01 Детали и сборочные единицы опор, подвесок, стяжек для линзовых компенсаторов и приводов дистанционного управления арматурой трубопроводов ТЭС и АЭС. Общие технические условия
ПК-КЯЭУ-2002 Часть 2. Оборудование и трубопроводы корабельных ядерных энергетических установок. Сварные соединения и наплавки. Правила контроля
ПНАЭ Г-7-002-86 Нормы расчета на прочность оборудования и трубопроводов атомных энергетических установок
ПНАЭ Г-7-008-89 Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок
РБ-089-14 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Визуальный и измерительный контроль
(Измененная редакция. Изм. № 1)
РБ-090-14 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Капиллярный контроль
(Измененная редакция. Изм. № 1)
СТ ЦКБА 010-2004 Арматура трубопроводная. Поковки, штамповки и заготовки из проката. Технические требования
СТ ЦКБА 015-2005 Арматура трубопроводная. Программа контроля качества арматуры атомных станций
СТ ЦКБА 018-2007 Арматура трубопроводная. Термическая обработка заготовок (деталей) из титана и титановых сплавов.- Типовой технологический процесс
СТ ЦКБА 041-2008 Арматура трубопроводная. Входной контроль материалов, полуфабрикатов и комплектующих изделий
СТ ЦКБА 045-2009 Арматура трубопроводная. Сварка и наплавка деталей из титана и титановых сплавов. Технические требования и контроль качества
СТ ЦКБА 106-2011 «Арматура трубопроводная. Оксидирование деталей из титановых сплавов
(Измененная редакция. Изм. № 1)
3 Сокращения
3.1 В настоящем стандарте применены следующие сокращения:
АС - атомные станции;
АЭУ - атомная энергетическая установка;
ВСУ - встроенное сужающее устройство;
КД - конструкторская документация;
ОТК - отдел технического контроля
ПД - проектная документация;
НД - нормативная документация;
ТД - технологическая документация;
ТУ - технические условия.
4 Основные параметры и размеры
4.1 Изделия для трубопроводов в соответствии с ГОСТ 2.101 и в зависимости от наличия или отсутствия в них составных частей делятся на:
- неспецифицированные (детали), не имеющие составных частей;
- специфицированные (сборочные единицы и комплексы), состоящие из двух и более составных частей.
4.1.1 Номенклатура деталей:
- трубы прямые и гнутые;
- отводы крутоизогнутые;
- колена;
- тройники и коллекторы с вытянутыми горловинами;
- диафрагмы;
- сопла и патрубки измерительных устройств;
- дросселирующие устройства;
- ограничители течи;
- выпуклые и плоские днища;
- заглушки;
- конические переходные участки;
- бобышки;
- штуцеры;
- фланцы;
- шпильки, болты, гайки;
- другие изделия, изготовленные из цельных заготовок без применения сборочных операций; а также сваренные из одного куска листового материала (цилиндрические обечайки, конические переходы и др.).
4.1.2 Номенклатура сборочных единиц:
- колена;
- патрубки;
- штуцеры;
- переходы;
- компенсаторы штампосварные;
- тройники сварные и штампосварные;
- ВСУ;
- другие изделия, состоящие из деталей и сборочных единиц (далее - трубопроводные блоки), которые подлежат соединению между собой на предприятии-изготовителе с помощью сварки.
4.1.3 Комплекс - это трубопровод, состоящий из деталей и сборочных единиц, не соединенных между собой на предприятии-изготовителе сборочными операциями, но не предназначенных для выполнения взаимосвязанных эксплуатационных функций. Состав комплекса устанавливается спецификацией монтажного чертежа или монтажной схемы трубопровода.
В комплекс могут входить:
- трубы, детали и сборочные единицы, предназначенные для выполнения монтажных контрольных сварных соединений;
- покупные изделия, не изготавливаемые предприятиями-изготовителями деталей и сборочных единиц, а получаемые ими в готовом виде: трубопроводная арматура, устройства дистанционного управления арматурой и другие изделия - трубы, детали и сборочные единицы, предназначенные для выполнения продувки, промывки, предпусковых и пусконаладочных работ и использования и использования в качестве образцов-свидетелей.
4.2 Конструкция и размеры деталей и сборочных единиц, давление и температура рабочей среды трубопроводов, для которых они предназначены, устанавливаются стандартами или рабочими чертежами.
4.3 Основные размеры деталей и сборочных единиц и комплексов (трубопроводов) должны быть подтверждены расчетами на прочность по ПНАЭ Г-7-002 и удовлетворять требованиям ПНАЭ Г-7-008.
4.4 Показатели функциональные и технической эффективности.
4.4.1 Давление и температура рабочей среды при эксплуатации деталей, сборочных единиц и блоков устанавливаются разработчиком проекта и указываются в монтажных чертежах, в чертежах деталей, сборочных единиц и блоков.
4.4.2 Полное или условное обозначение принятого материала в проектной документации или конструкторской документации на изделие должно соответствовать обозначению, установленному стандартами или техническими условиями на материалы и полуфабрикаты.
4.4.3 Механические характеристики металла изделий и сварных соединений должны соответствовать значениям, принятым при расчетах на прочность и установленным в стандартах или ТУ на материалы и полуфабрикаты.
4.4.4 Подрезы и трещины на наружной поверхности сварных швов не допускаются.
4.4.5 Максимально допустимое перемещение линзового компенсатора устанавливается в проектной документации на трубопроводы и в рабочих чертежах.
4.5 Конструктивные показатели
4.5.1 Номинальный наружный диаметр Dн и номинальная толщина стенки s устанавливаются:
- для труб и трубных деталей - стандартами или техническими условиями на трубы;
- для деталей из поковок, штамповок, листа и проката - рабочими чертежами.
4.5.2 Коэффициент блочности определяется отношением массы блоков к общей массе деталей, сборочных единиц и блоков поставочного комплекта.
Масса блоков и общая масса изделий поставочного комплекта устанавливается спецификациями и монтажными чертежами разработчика проекта трубопроводов, согласованными с заказчиком и предприятием-изготовителем.
4.6 Показатели надежности
4.6.1 Число циклов нагружения внутренним давлением деталей, сборочных единиц и блоков в составе трубопроводов должно быть подтверждено разработчиком проекта трубопровода расчетом на прочность по ПНАЭ Г-7-002.
4.6.2 Полный назначенный срок службы:
- деталей, сборочных единиц и блоков трубопроводов - 40 лет;
- покупных изделий - согласно НД на них.
5 Технические требования
5.1 Основные требования
5.1.1 Детали и сборочные единицы трубопроводов изготавливаются с соблюдением требований настоящего стандарта по рабочим чертежам или стандартам, утвержденным в установленном порядке.
При поставке на экспорт деталей, сборочных единиц и трубопроводных блоков особые требования, обусловленные контрактными обязательствами, должны быть указаны разработчиком проекта трубопровода в проектной документации и согласованы с предприятием-изготовителем до размещения заказа на изготовление. Порядок разработки и постановки на производство по требованию заказчика новых изделий - по ГОСТ Р 15.201.
5.1.2 Техническая документация на детали, сборочные единицы и комплексы трубопроводов должна удовлетворять требованиям ОПБ-88/97 НП-001-97 (ПНАЭ Г-01-011-97), НП-071, ПНАЭ Г-7-002, ПНАЭ Г-7-008, ОП-ПАС-2002 Часть 2, ПК-КЯЭУ-2002 Часть 2.
5.1.3 Детали, сборочные единицы и трубопроводные блоки должны сохранять работоспособность в течение всего срока службы трубопровода при условии соблюдения потребителем:
- требований ПНАЭ Г-7-008 при монтаже, эксплуатации и ремонте;
- режимов эксплуатации при допустимом числе циклов и скорости нагружения из нерабочего состояния в рабочее;
- параметров среды, не превышающих установленные НД и чертежами на конструкции деталей и сборочных единиц;
- требований по транспортированию, хранению, монтажу и эксплуатации, установленных настоящим стандартом.
5.1.4 Предприятию-изготовителю деталей и сборочных единиц заказчиком или разработчиком трубопроводов на каждый комплекс передается проектная документация, разработанная в соответствии с НД:
- монтажные чертежи трубопроводов наружным диаметром 108 мм и более с указанием разбивки трассы на трубопроводные блоки и спецификации к ним;
- монтажные схемы или чертежи трубопроводов наружным диаметром менее 108 мм и спецификации к ним;
- рабочие чертежи блоков для трубопроводов турбоустановок (в границах проектов, выполняемых предприятиями-изготовителями турбин).
5.1.5 Разработчиком проекта трубопровода в монтажных чертежах и схемах должны быть указаны:
- наименование трубопровода, класс безопасности по ОПБ-88/97 НП-001-97 (ПНАЭ Г-01-011-97) и группа по ПНАЭ Г-7-008;
- рабочая среда трубопровода, расчетное давление и расчетная температура рабочей среды;
- давление и температура гидравлических испытаний в составе систем (контура) после монтажа в соответствии с требованиями разделов 5.2, 5.3 ПНАЭ Г-7-008;
- данные об арматуре для заполнения свидетельства о монтаже трубопровода. Классификация арматуры трубопроводов должна соответствовать НП-068;
- подтверждение о том, что трубопровод проверен расчетом и удовлетворяет условиям прочности по ПНАЭ Г-7-002. При наличии требований сейсмопрочности дополнительно должно быть подтверждено, что трубопроводы проверены расчетом и удовлетворяют условиям прочности с учетом сейсмического воздействия.
Категория сварных соединений - в соответствии с ПК-КЯЭУ-2002 Часть 2 - для деталей, сборочных единиц, трубопроводных блоков и трубопроводов, выполняемых при изготовлении или монтаже.
Сварные соединения приварки опор, подвесок, подкладных листов и других изделий непосредственно к трубопроводам, работающим под давлением, относятся к трубопроводам и должны иметь категорию в соответствии с ПК-КЯЭУ-2002 Часть 2.
На первых листах монтажных чертежей, схем трубопроводов, сборочных рабочих чертежей изделий для АС разработчиками должен быть проставлен штамп «для АС».
Монтажные чертежи и рабочие чертежи блоков должны быть разработаны с учетом отклонений от номинального значения размеров, допущенных при изготовлении деталей и сборочных единиц и при монтаже трубопроводов, и обеспечивать уклоны не менее 0,004 мм длины горизонтальных участков трубопроводов. Уклоны должны быть направлены в сторону установки штуцеров для дренажа.
5.1.6 Изготовление деталей и сборочных единиц трубопроводов должно производиться по технологическим процессам или инструкциям, разработанным предприятием-изготовителем или специализированной организацией, до начала выполнения соответствующих работ с учетом требований НП-071, ПНАЭ Г-7-008, ПК-КЯЭУ-2002 Часть 2, ОП-ПАС-2002 Часть 2, конструкторской документации и настоящего стандарта.
В конструкторской документации на детали, сборочные единицы и трубопроводные блоки поставочного комплекса должна указываться принадлежность к монтажному чертежу или схеме и к соответствующей группе трубопровода.
В конструкторской документации на детали, сборочные единицы и трубопроводные блоки, предназначенные для реконструкции и ремонта АЭУ, допускается не указывать принадлежность к монтажному чертежу или схеме трубопровода; при этом заказные спецификации на указанные элементы трубопроводов должны быть одобрены инспекцией Ростехнадзора на АС.
На титульных листах или первых листах ТД должен быть проставлен штамп «для АС».
5.1.7 Все положения принятой технологии изготовления должны быть отражены в технологических процессах или инструкциях, регламентирующих содержание и порядок выполнения всех технологических и контрольных операций.
Технологические процессы и инструкции должны быть разработаны и утверждены в установленном порядке.
5.1.8 Изготовление деталей и сборочных единиц опор, подвесок, стяжек линзовых компенсаторов и приводов дистанционного управления арматурой трубопроводов должно производиться с соблюдением требований ОСТ 24.125.170.
5.1.9 Все изменения КД и ПД, необходимость в которых возникает при изготовлении, монтаже и эксплуатации трубопроводов, должны осуществляться организациями - разработчиками указанной документации в установленном порядке и доводиться до сведения местных органов Ростехнадзора. Все изменения должны быть отражены в КД и ПД, передаваемой владельцу АЭУ.
Предприятие-изготовитель без предварительного согласования с разработчиком и без внесения изменений в КД или ПД может производить:
- изменение от проектного расположение сварных швов, изготовление из двух и более труб сваркой при соблюдении всех требований ПК-КЯЭУ-2002 Часть 2, ОП-ПАС-2002 Часть 2 по расположению и допустимости для контроля сварных швов;
- изменение толщины стенки заготовок для тройников, колен, переходов и других деталей, изготавливаемых штамповкой, от внутреннего давления с соблюдением условий прочности по ПНАЭ Г-7-002;
- изменение толщины стенок прямых и гнутых труб в интервале от 0,95 до 1,2 от номинального значения по проекту при соблюдении условий прочности по ПНАЭ Г-7-002 при расчете на действие внутреннего давления.
Необходимость изменения при изготовлении размеров, марки материала, методов контроля, предусмотренных НД или КД, должна быть согласована с разработчиком этих НД или КД.
При изменении толщины стенок прямых и гнутых труб, колен, тройников и других деталей присоединительные размеры должны обеспечиваться за счет внутренней и наружной обработки торцов изделий под сварку на предприятии-изготовителе.
Ведомость замен материала, переноса места расположения сварных швов и изменения размеров деталей сборочных единиц и блоков трубопроводов предприятие-изготовитель направляет разработчику проекта трубопровода и организации эксплуатирующей АЭУ совместно со свидетельством об изготовлении.
5.1.10 Для сварных соединений деталей, сборочных единиц и блоков, выполняемых на предприятии-изготовителе, допускаются типы сварных соединений, способы сварки и конструктивные элементы подготовки кромок и выполненных швов, удовлетворяющие требования ПК-КЯЭУ-2002 Часть 2, ОП-ПАС-2002 Часть 2.
5.2 Требования к материалам и полуфабрикатам
5.2.1 Для изготовления и монтажа деталей, сборочных единиц и блоков трубопроводов, работающих под давлением, должны применяться:
- основные материалы и полуфабрикаты - в соответствии с приложением 9 ПНАЭ Г-7-008 и таблицей 1 приложения 12 НП-068;
- сварочные материалы - в соответствии ПК-КЯЭУ-2002 Часть 2, ОП-ПАС-2002 Часть 2;
- материалы для дефектоскопии - в соответствии с ОП-ПАС-2002 Часть 2.
5.2.2 Для изделий, не работающих под давлением, должны применяться основные, и сварочные материалы, указанные в стандартах, чертежах и другой документации на эти изделия.
5.2.3 Технические условия на материалы и полуфабрикаты, поставляемые по импорту, должны быть согласованы с головной материаловедческой организацией и надзорным органом в установленном порядке до заключения контракта на их поставку.
5.2.4 Материалы и полуфабрикаты должны соответствовать требованиям стандартов и ТУ с учетом требований документов, допустивших их применение и согласованных или утвержденных в установленном порядке.
5.2.5 Все материалы и полуфабрикаты должны быть проконтролированы службой технического контроля предприятия-поставщика. Все бесшовные трубы, предназначенные для работы под давлением, должны быть подвергнуты ультразвуковому контролю на предприятии-изготовителе труб или на предприятии-изготовителе деталей трубопроводов.
5.2.6 Качество всех материалов и полуфабрикатов должно быть подтверждено сертификатами или паспортами предприятий-поставщиков, составленными в соответствии с требованиями стандартов, ТУ, НП-071, включая сведения по виду термической обработки.
Фактические режимы термической обработки должны указываться в сертификатах и паспортах в случаях, специально оговоренных в стандартах и ТУ на материалы и полуфабрикаты.
5.2.7 Материалы и полуфабрикаты должны быть термически обработаны.
Для изготовления деталей трубопроводов методом горячей деформации допускается применять материалы и полуфабрикаты, не подвергавшиеся основной термической обработке на предприятии-изготовителе материалов и полуфабрикатов.
5.2.8 При неполноте сертификатных данных применение материалов и полуфабрикатов может быть допущено только после проведения испытаний и исследований, подтверждающих соответствие материалов и полуфабрикатов требованиям стандартов и ТУ.
5.2.9 Все материалы и полуфабрикаты должны быть замаркированы. Способ нанесения и состав маркировки должны удовлетворять требованиям стандартов и ТУ на материалы и полуфабрикаты.
Отличительная маркировка должна быть нанесена на основные материалы и полуфабрикаты, если это предусмотрено стандартами или ТУ.
5.2.10 Требования к транспортированию и условиям хранения должны быть указаны в соответствующих инструкциях предприятия и соответствовать действующим стандартам и ТУ на материалы и полуфабрикаты для трубопроводов.
Транспортирование и хранение материалов и полуфабрикатов из титановых сплавов должно производиться в условиях, предотвращающих контакт со сталями аустенитного и перлитного классов.
Указанное требование не распространяется на материалы и полуфабрикаты, находящиеся в производственных подразделениях предприятия-изготовителя в процессе изготовления деталей и сборочных единиц.
5.2.11 Основные и сварочные материалы, полуфабрикаты и материалы для дефектоскопии, применяемые для изготовления деталей, сборочных единиц и трубопроводных блоков, должны подвергаться входному контролю по технологическим процессам или инструкциям, разработанным в соответствии с требованиями ПК-КЯЭУ-2002 Часть 2, ОП-ПАС-2002 Часть 2, ГОСТ 24297, СТ ЦКБА 041 и настоящего стандарта. Сварка и контроль качества - по СТ ЦКБА 045.
5.2.12 В производство допускаются только те материалы и полуфабрикаты, на которые по результатам входного контроля отдел технического контроля предприятия-изготовителя деталей и сборочных единиц трубопроводов выдал разрешение о возможности их использования.
5.2.13 Качество поверхности основных материалов и полуфабрикатов перед выдачей в работу должно удовлетворять требованиям стандартов или ТУ на эти материалы и полуфабрикаты.
5.2.14 При заказе (за исключением закупки по импорту) материалов, полуфабрикатов и покупных изделий, предназначенных для эксплуатации под давлением в составе трубопроводов (включая крепежные детали фланцевых соединений), в заявочных документах рядом с обозначением марки и НД на материалы должно быть указано «для АС».
5.3 Общие требования к изготовлению
5.3.1 Изготовление деталей гибкой, высадкой, вытяжкой, вальцовкой, штамповкой и другими технологическими приемами должно производиться машинным способом с применением штампов или инструментов, обеспечивающих геометрическую форму и размеры, установленные стандартами или чертежами на изделие.
Применение для изготовления деталей трубопроводов последовательной ручной рихтовки, правки и высадки не допускается за исключением случаев, оговоренных в 5.9.15.
5.3.2 Нагрев заготовок при изготовлении или термической обработке должен производиться в специально аттестованных печах или устройствах, обеспечивающих температурные режимы и их контроль с регистрацией на диаграммах.
Местный нагрев электрическими устройствами с применением приборов, обеспечивающих контроль за установленными температурными режимами, допускается производить при изготовлении или термической обработке по согласованию с головной материаловедческой организацией.
5.3.3 Резка материалов и полуфабрикатов на заготовки должна производиться механическим способом.
5.3.4 В целях обеспечения выполнения подготовки конструктивных элементов кромок - под сварку по торцам деталей исправление овальности допускается выполнять калибровкой (расточкой или раздачей).
Величина холодной раздачи или обжатия при калибровке не должна превышать 15 % от номинального значения внутреннего диаметра по торцу детали. Угол раздачи не более 10°.
Калибровке методом холодной раздачи или обжатия допускается подвергать торцы деталей, изготовленных из труб, для которых регламентированное стандартами или техническими условиями минимальное значение относительного удлинения металла при температуре 20 °С составляет не менее 18 % и подтверждено сертификатами качества.
Деформированный участок деталей должен быть проконтролирован с помощью лупы четырех - шести кратного увеличения. На поверхности деформированных участков деталей не допускаются надрывы, трещины и другие поверхностные дефекты.
5.3.6 Шероховатость наружной и внутренней поверхностей должна соответствовать требованиям стандартов или чертежей на детали и сборочные единицы.
Поверхность должна быть чистой, без газонасыщенного слоя, трещин, плен, травильной сыпи, остатков окалины, грубых следов зачистки, рисок, рванин и других поверхностных дефектов.
Глубина зачистки и допускаемых дефектов не должна выводить толщину стенки за пределы минимальных значений, установленных чертежами или стандартами, и не должна быть более 0,1 номинального значения толщины детали при толщине до 20 мм включительно и не более 2,0 мм при толщине свыше 20 мм. Заварка ремонтных мест не допускается.
Термическая окалина и поверхностное окисление должны быть удалены принятым у изготовителя способом.
5.3.7 Качество поверхностей деталей в местах, не подвергавшихся нагреву или деформации, должно удовлетворять требованиям технических условий или стандартов на исходные материалы.
5.3.8 Наружная и внутренняя поверхности откалиброванного участка на трубных деталях должны иметь плавное сопряжение с поверхностью некалиброванного участка; переходный участок должен выполняться под углом не более 10°.
Подготовка поверхностей для проведения контроля качества неразрушающими методами и удаление поверхностных дефектов должны производиться механическим способом по технологическому процессу предприятия-изготовителя.
Допустимыми цветами побежалости в местах сварных швов являются серебристый и бледно-желтый.
± 5 мм - для размеров до 1600 мм включительно;
± 6 мм - для размеров свыше 1600 мм до 3150 мм включительно;
± 10 мм - для размеров свыше 3150 мм до 6300 мм включительно;
± 15 мм - для размеров свыше 6300 мм;
± 10 мм - для габаритных размеров отводов и труб гнутых с углом поворота, отличным от 90°, независимо от длины прямых участков, прилегающих к гнутому.
Для деталей и сборочных единиц трубопроводов Dн < 108, прокладываемых по месту, предельные отклонения размеров устанавливаются предприятием-изготовителем и указываются в рабочих чертежах.
5.3.12 Значение радиуса поворота по нейтральной оси торового участка отводов, гнутых труб, штампованных и штампосварных колен должно быть не менее номинального значения наружного диаметра изгибаемой трубы и фактического значения наружного диаметра для штампованных и штампосварных колен.
5.3.13 Минимальное значение длины прямых труб (вставок) должно назначаться КД с учетом обеспечения требований ПНАЭ Г-7-008 по минимально допустимому расстоянию между осями двух соседних поперечных сварных стыковых соединений:
- подлежащих обязательному контролю ультразвуковой дефектоскопии при изготовлении, монтаже и периодических освидетельствованиях трубопроводов;
- подвергаемых местной термической обработке.
5.3.14 Проточка по внутреннему диаметру при обработке торцов под сварку должна выполняться концентрично наружному диаметру деталей.
Отклонение от концентричности не должно превышать норм, установленных технологическим процессом предприятия-изготовителя и удовлетворять требованиям ОП-ПАС-2002 (часть 2) по смещению и разнотолщинности кромок свариваемых деталей.
5.4 Требования к изготовлению гнутых труб (отводов) и прямых трубных деталей
5.4.1 Для изготовления гнутых труб (отводов) и прямых трубных деталей должны применяться трубы, прошедшие контроль ультразвуковой дефектоскопией.
5.4.2 Способ гибки труб устанавливается технологическим процессом изготовителя в зависимости от значения радиуса поворота (R):
- при R ³ 3,5Dн - в холодном или горячем состоянии;
- при R ³ 2,0Dн - только в горячем состоянии.
5.4.3 Для трубопроводов наружным диаметром 25 мм и менее гибку труб радиусом R ³ 5,0Dн допускается производить на месте монтажа без последующей термической обработки. Размеры прямых участков и взаимное расположение гибов устанавливаются по месту при прокладке трубопроводов в соответствии с требованиями ПНАЭ Г-008 и проектной документации.
5.4.4 Действительные размеры радиуса в любом месте гнутого участка не должны отличаться от номинального значения по чертежу или стандарту более чем на 3 % при наружном диаметре изгибаемой трубы до 219 мм включительно и на 2 % при наружном диаметре свыше 219 мм.
При этом величина отклонения в любом случае не должна превышать 20 мм.
|
|
(1) |
где Dmax, Dmin - соответственно наибольший и наименьший наружный диаметры, измеряемые в одном поперечном сечении трубы, имеющем наибольшие отклонения, мм.
Значение «а» не должно превышать:
8 % - на деталях трубопроводов группы В по ПНАЭ Г-7-008;
12 % - на деталях трубопроводов группы С по ПНАЭ Г-7-008.
5.4.6 Толщина стенки в растянутой части гнутого участка устанавливается отраслевыми или чертежами на конструкции отводов и гнутых труб в соответствии с ПНАЭ Г-7-002.
Минимальное значение толщины стенки s (в мм) в растянутой части гнутого участка во всех случаях должно удовлетворять условию
|
|
(2) |
Dн - номинальное значение наружного диаметра трубы, мм;
s - толщина стенки трубы, мм;
p - расчетное давление, кгс/см2;
[σ] - номинальное допускаемое напряжение, кгс/см2
5.4.7 Расстояние от обработанного под сварку торца до начала гиба должно назначаться разработчиком проекта трубопровода с соблюдением требований ПНАЭ Г-7-008 и ОП-ПАС-2002 Часть 2 по расположению сварных швов, подлежащих ультразвуковому контролю, а так же требований чертежей и стандартов на отводы и гнутые трубы.
5.4.8 Минимальное расстояние от обработанных под сварку торцов до начала закругления должно быть:
- для труб с наружным диаметром до 100 мм включительно - не менее наружного диаметра изгибаемой трубы;
- для труб с наружным диаметром свыше 100 мм - не менее 100 мм.
По согласованию с предприятием-изготовителем допускается применение крутоизогнутых отводов с расположением обработанных под сварку торцов у начала гнутого участка.
5.4.9 Гнутые участки и места переходов гнутых участков в прямые должны быть плавными, без изломов. Размеры и характер расположения допустимых неровностей должны удовлетворять требованиям 5.4.10, 5.4.11, 5.4.12 настоящего стандарта.
5.4.10 На крутоизогнутых отводах допускается:
- в местах переходов гнутых участков в прямые по наружному обводу - плавные неровности без изломов высотой h1, не превышающей половины номинального значения толщины стенки изгибаемой трубы, но не более 5 мм (рисунок 1);
- на внутреннем обводе гнутых участков - плавные неровности, высота которых не должна превышать норм, установленных таблицей 1 (рисунок 2);
В местах перехода гнутых участков в прямые по внутреннему обводу радиус сопряжения R1 должен быть не менее значений, установленных таблицей 1 (рисунок 2).
Единичные плавные неровности, возникающие вследствие механической вытяжки или удаления поверхностных дефектов и не выводящие толщину стенки за пределы минимальных значений по чертежу, допускается не удалять; при этом разность фактических значений толщин стенок, измеренных в местах удаления поверхностных дефектов или расположения единичных плавных неровностей и прилегающих к ним поверхностей, не должна быть более 5 % номинального значения толщины стенки изгибаемой трубы, но не более 1,0 мм.
Таблица 1
В миллиметрах
|
Высота неровностей (h1) и радиус сопряжений (R1) для толщин стенки, s |
|||
|
До 10 включ. |
Св. 10 до 15 включ. |
Св. 15 |
|
|
h1, не более |
5 |
8 |
10 |
|
R1, не менее |
10 |
12 |
15 |

R - номинальное значение радиуса поворота по нейтральной оси гнутого (криволинейного) участка, мм
Рисунок 1 - Неровности в местах переходов гнутых участков в прямые по наружному обводу крутоизогнутых отводов
5.4.12 На наружной поверхности на утолщенной стенке в начале и конце гиба (рисунок 2) допускается сопряжение неровностей доводить до значений R1 по таблице 1 местной зачисткой холодным способом, при этом:
- значение радиуса R1 после гибки до зачистки должно быть не менее половины значения по таблице 1;
- зачистка должна производиться по технологическому процессу предприятия-изготовителя, согласованному с головной материаловедческой организацией, с разработчиком НТД на гибы и с надзорным органом.
Ширина каждой гофры должна превышать ее высоту не менее чем в три раза. Исправление недопустимой волнистости с помощью механической обработки или термической резки (строжки) не допускается. Технология исправления такой волнистости другими методами должна быть согласована с головной материаловедческой организацией.
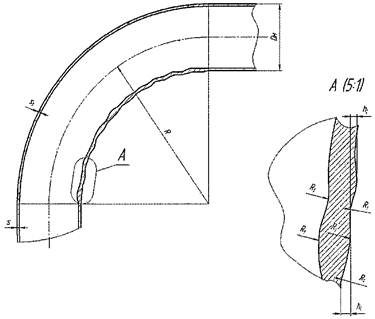
Рисунок 2 - Неровности на внутреннем обводе гнутых участков крутоизогнутых отводов
5.4.13 Значение угла гиба должно быть кратным 5° и назначаться не более 90° включительно.
Для обеспечения гарантированного уклона в сторону организованного дренажа трубопровода по согласованию с предприятием-изготовителем допускается применение отводов и гнутых труб с углом поворота, кратным 1°.
Выход любого прямого участка из плоскости гиба d1, измеренный от плоскости контрольного плаза до торца отвода или гутой трубы при наложении второго прямого участка на плаз, не должен превышать 0,01 длины контролируемого прямого участка (рисунок 3).

Рисунок 3 - Выход прямого участка из плоскости гиба
5.4.15 Доводка размеров отводов и гнутых труб до требований, установленных 5.4.14 настоящего стандарта, может производиться изменением угла поворота гнутого участка при R ³ 3,5Dн.
5.4.16 Исправление угла поворота должно производиться по режимам, при которых производилась, гибка отводов и труб.
Допускается отводы и трубы, согнутые горячим способом R ³ 3,5Dн, исправлять догибкой или разгибкой холодным способом с соблюдением требований 5.4.17 настоящего стандарта.
5.4.17 При доводке холодным способом отводов и труб, согнутых R ³ 3,5Dн, изменение угла поворота гнутого участка должно производиться с соблюдением следующих требований:
- если направление деформации при исправлении совпадает с направлением деформации при гибе, количество исправлений и значение изменения угла поворота не регламентируются (доводка догибкой);
- если направление деформации при исправлении противоположно направлению деформации при гибке, значение изменения угла поворота не должно превышать 3° (доводка разгибкой);
- при последовательном исправлении угла гиба в прямом и обратном направлениях количество изменений направления деформации должна быть не более двух в каждом направлении при соблюдении остальных требований настоящего пункта.
Допускается доводка габаритных размеров отводов радиусом R ³ Dн догибкой холодным способом радиусом R ³ 3,5Dн прямого участка, имеющего большую длину на величину δ не более 0,05 его длины.
5.4.18 Исправление овальности гнутых участков допускается производить методом калибровки. При исправлении овальности холодным способом на величину, не превышающую 3 %, последующая термическая обработка не производится.
При исправлении овальности не допускается:
- изменение направления большой оси овала (см. рисунок 1); указанное требование выполняется если направление большей оси овала при измерении до исправления и после исправления не изменяется;
- наличие площадки от инструмента на поверхности гибов Б (см. рисунок 1).
5.4.19 Размеры по наружному диаметру и по толщине стенки, свойства металла и качество поверхности прямых участков в местах, не подвергавшихся нагреву или деформации при гибке, а также прямых трубных деталей должны удовлетворять требованиям технических условий или стандартов на эти трубы.
5.4.20 Отклонение габаритных размеров от установленного конструкторской документацией номинального значения для отводов, прямых и гнутых труб не должно превышать норм, указанных в 5.3.11.
5.4.21 На отводах и гнутых трубах габаритные размеры А и В допускается выдерживать за счет увеличения или уменьшения длины прямых участков а и a1, прилегающих к гибу по фактическим размерам радиуса R гнутого участка, проектного положения угла поворота d (см. рисунок 3).
5.4.22 Для отводов и гнутых труб с углами поворота, равными 90°, габаритные размеры А и В определяются как сумма номинальных значений размеров радиуса R и прямого участка а или a1 (см. рисунок 3).
5.4.23 Если стандартами или чертежами не установлены габаритные размеры A и В, при изготовлении отводов и гнутых труб с углом поворота, отличающимся от 90°, контролю подвергаются угол поворота по 5.4.14 и длина прямых участков а и а1 по 5.3.11 настоящего стандарта.
5.5 Требования к изготовлению тройников, колен, переходов, патрубков и днищ
5.5.1 Отбортовка горловин тройников и коллекторов, гибка и калибровка при штамповке колен, редуцирование концов труб и переходов, штамповка фасонных заготовок патрубков, полукорпусов штампосварных колен, сферических или эллиптических днищ должны производиться посредством горячей или холодной деформации трубных и листовых заготовок в соответствии с технологическим процессом предприятия-изготовителя.
5.5.2 Горячее формоизменение заготовок должно производиться после общего нагрева. Вытяжку горловин на трубах, днищах и других деталях, а также радиальный обжим концов труб и переходов (редуцирование) допускается выполнять после местного нагрева заготовок.
5.5.3 В высаженных (или вытянутых) горловинах радиус R1 перехода наружной поверхности горловины к поверхности элемента, на котором она отбортована, должен удовлетворять значениям, установленным стандартами или чертежами, и требованиям раздела 4 ПНАЭ Г-7-008.
Для тройников и коллекторов с номинальным внутренним диаметром горловины DN до 350 мм включительно при уменьшенном значении радиуса галтели проводить следующий контроль:
- визуальный осмотр невооруженным глазом внутренней поверхности горловин с целью выявления поверхностных трещин. Объем контроля - 100 %;
- капиллярный контроль внутренней поверхности для каждого типоразмера в объеме:
для Dн от 300 мм до 350 мм (включительно) - на двух готовых изделиях один раз в квартал;
для Dн от 200 мм до 250 мм (включительно) - на двух разрезанных изделиях один раз в полугодие;
- капиллярный контроль наружной поверхности горловин и предварительно обработанной поверхности торца горловины (или подготовленных под сварку кромок горловины) согласно 4.3.6 и рисунка 18 ПНАЭ Г-7-008. Объем контроля - 100 %.
5.5.4 Отбортовка горловины должна выполняться радиально к наружной поверхности тройников и коллекторов. Смещение оси горловины е в поперечном сечении не должно быть более 3 мм при внутреннем диаметре горловины £ 200 мм, и не более 5 мм при внутреннем диаметре горловины > 200 мм (см. рисунок 4).
5.5.5 Сопряжение внутренней поверхности детали с поверхностью горловины радиусом R2 должно быть плавным. Указанное сопряжение допускается доводить зачисткой холодным способом радиусом R3 не менее 10 мм (см. рисунок 4).
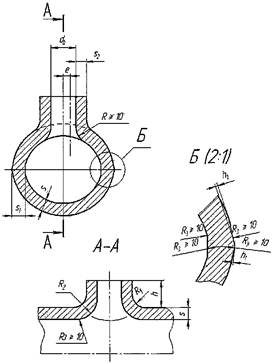
Рисунок 4 - Отбортовка горловины
5.5.6 Местное утолщение стенки s1 вследствие осадки металла при штамповке тройников и колен не является браковочным параметром. Переход к утолщенной стенке на внутренней поверхности тройников должен быть плавным, местные углубления от инструмента (пуансона) должны быть зачищены холодным способом до плавного сопряжения радиусом R3 не менее 10 мм (см. рисунок 4).
5.5.7 На наружной поверхности тройников и колен неровности, образующиеся при штамповке по плоскости разъема штампов, должны быть удалены. Для удаления неровностей допускается применение огневой резки с последующей зачисткой или механической обработкой до полного удаления следов огневой резки.
Огневая резка должна выполняться до проведения термической обработки, если таковая предусмотрена.
Высота и глубина плавных неровностей после зачистки или механической обработки должны удовлетворять условию h1 £ 0,1s и быть не более 5 мм при s ³ 50 мм.
5.5.8 Уменьшение диаметра корпуса d (см. рисунок 5) вследствие утяжки металла при высадке (вытяжке) горловины не должно превышать значений:
- для переходных тройников:
2 мм - при Dн до 220 мм включительно;
4 мм - при Dн = 221 ... 360 мм;
6 мм - при Dн = 361 ... 400 мм;
10 мм - при Dн = 401 ... 510 мм;
15 мм - при Dн свыше 510 мм;
- для равнопроходных тройников:
4 мм - при Dн до 220 мм включительно;
7 мм - при Dн = 221 ... 360 мм;
10 мм - при Dн = 361 ... 400 мм;
15 мм - при Dн 401 ... 510 мм;
30 мм - при Dн свыше 510 мм.
Размеры заготовок после штамповки и правки должны обеспечивать расточку кромок под сварку на торцах в соответствии с требованиями конструкторской документации.
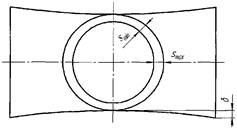
Рисунок 5 - Уменьшение диаметра корпуса при вытяжке горловины
5.5.9 Местное утолщение стенки горловины, определяемое по формуле
|
|
(3) |
не должно превышать 0,3smin и иметь плавные переходы от большей толщины к меньшей (см. рисунок 5).
5.5.10 На обратной поверхности по внутреннему диаметру горловины на расстоянии до 10 мм включительно от торца не допускаются следы от инструмента (пуансона).
5.5.11 Средний радиус кривизны штампованных и штампосварных колен должен быть не менее номинального значения наружного диаметра по чертежу или стандарту.
Овальность гнутого участка колен не должна быть более 3,5 %.
Овальность по торцам тройников, колен, днищ, переходов должна обеспечивать возможность выполнения расточки под сварку.
5.5.12 Для обеспечения требований по расточке и подготовке кромок под сварку допускается калибровка торцов колен, тройников и переходов по требованиям 5.3.5, 5.3.9 и 5.3.10 настоящего стандарта до термической обработки, если таковая предусмотрена.
5.5.13 На цилиндрической внутренней поверхности обжатых концов и переходов продольные углубления и риски, носящие характер ужимин и обусловленные деформацией металла при обжиме, должны быть полностью удалены расточкой.
5.5.14 На радиально обжатых трубах и переходах сопряжение конической и цилиндрической поверхностей должно выполняться плавно. Радиус сопряжения должен быть не менее номинального значения толщины стенки исходной трубы. На внутренней поверхности А (см. рисунок 6) допускаются плавные утолщения, обусловленные способом изготовления, высотой не более:
- для труб Dн £ 108 мм - 2 мм;
- для труб Dн > 108 мм - 3 мм.
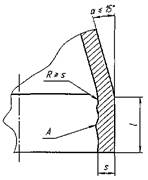
Рисунок 6 - Сопряжение конической и цилиндрической поверхностей
5.5.15 Отклонение от соосности е редуцированной поверхности труб и переходов после механической обработки относительно оси недеформированного цилиндрического участка не должно превышать (см. рисунок 7):
3 мм - при номинальном значении наружного диаметрами Dн £ 133 мм;
0,02Dн - при номинальном значении наружного диаметра Dн > 133 мм.

Рисунок 7 - Отклонение от соосности
5.5.16 Длина прямого цилиндрического участка l (см. рисунок 6) от торца до начала конуса переходов из труб и длина труб с редуцированными концами должна быть не менее значений, установленных ПНАЭ Г-7-008 для сварных стыковых соединений, подлежащих ультразвуковому контролю.
5.6 Требования к изготовлению деталей ковкой или объемной штамповкой
5.6.1 Заготовки, изготавливаемые методами ковки или штамповки для деталей типа воротниковых фланцев, тройников прямоугольной формы или пересекающихся цилиндров, сплошных и полых цилиндров для штуцеров, колец патрубков и других деталей, должны удовлетворять требованиям СТ ЦКБА 010.
5.6.2 В соответствии с требованиями чертежей поковки и штамповки подвергаются приемке партиями (группы IV - V).
При отсутствии указанного требования в чертежах они должны изготавливаться по группе II.
5.6.3 Для изготовления поковок и штамповок должны использоваться прокат или слитки, макроструктура которых не должна иметь трещин, расслоений, пустот, металлических и неметаллических включений видимых невооруженным глазом.
5.6.4 Детали после штамповки должны быть термообработаны по режиму полного отжига с последующим удалением газонасыщенного слоя методом травления по технологии предприятия-изготовителя или механическим способом. Детали после травления должны иметь матовую поверхность без следов раствора.
5.6.5 Толщина стенки детали после штамповки, термообработки и травления должна быть не менее 85 % от исходной толщины заготовки.
5.6.6 Допускаются поверхностные дефекты, глубина которых не превышает установленных предельных минусовых отклонений.
5.6.7 Температура испытаний для определения механических свойств при повышенной температуре устанавливается чертежами или стандартами на изделие.
5.6.8 Детали, изготовленные из поковок и штамповок механической обработкой, не должны иметь острых углов в местах переходов с различной толщиной стенок.
Смещение внутренних поверхностей d (см. рисунок 8) отверстий в продольном и поперечном сечениях вследствие обработки с двух установок (сверление или расточки) тройников, переходов и штуцеров не должно превышать:
1 мм - при номинальном значении внутреннего диаметра de £ 65 мм,
0,02de, но не более 3 мм - при de > 65 мм.
Переход в месте смещения поверхностей должен выполняться под углом не более:
60° - при de £ 32 мм;
25° - при de > 32 мм.
На внутренней поверхности деталей трубопроводов de £ 32 мм после сверления допускаются спиральные риски без острых углов от вывода сверла.
Для исключения смещения внутренней поверхности штуцера относительно внутренней поверхности корпуса равнопроходных тройников, штуцеров, переходов, шайб дроссельных и т.п. выполняют конусную расточку горловины c уменьшением внутреннего диаметра не более чем на 1,5 мм на сторону (см. рисунок 8).
5.6.9 Для трубопроводов наружным диаметром 76 мм и менее фасонные части типа глухих приварных донышек, штуцеров, переходников, бобышек, вставок и других полых деталей (за исключением воротниковых фланцев) могут изготавливаться механической обработкой резанием из горячекатаного круглого проката наружным диаметром до 80 мм включительно без дополнительной деформации горячим способом.
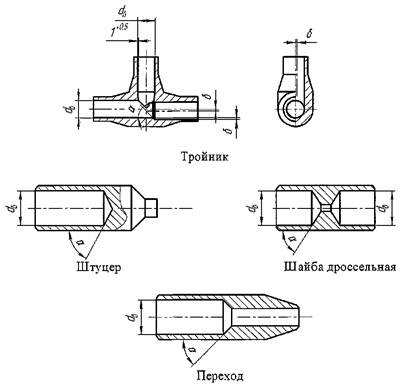
Рисунок 8 - Конусные расточки
5.7 Требования к изготовлению деталей из цилиндрических и конических сварных обечаек
5.7.1 Цилиндрические обечайки и конические переходы изготавливаются методом холодной вальцовки с последующей заваркой продольных швов.
5.7.2 Цилиндрические обечайки применяются для изготовления корпусов сварных тройников, штуцеров, секторов сварных отводов, переходов и других деталей, требующих по расчету на прочность увеличения толщины стенки по сравнению с толщиной прямых участков трубопроводов.
5.7.3 Для изготовления обечаек должны применяться листы, прошедшие контроль ультразвуковой дефектоскопией.
5.7.4 Количество продольных швов должно быть не более двух; при этом центральный угол, заключенный между швами, должен быть не менее 90°.
5.7.5 Смещение кромок в продольном сварном соединении должно удовлетворять требованиям ПНАЭ Г-7-008.
5.7.6 Сварные соединения цилиндрических и конических обечаек независимо от категории трубопроводов должны подвергаться радиографическому контролю по всей протяженности.
5.7.7 Нормы оценки качества продольных швов цилиндрических обечаек и конических переходов при неразрушающих методах контроля допускается принимать по стандартам или техническим условиям на трубы сварные спиральношовные или прямошовные, разрешенные к применению для трубопроводов ПНАЭ Г-7-008.
5.7.8 Отклонение от круглой формы (овальность) цилиндрических и конических обечаек (переходов) и соосность по торцам конических обечаек устанавливаются технологическими процессами в зависимости от принятого способа изготовления.
5.7.9 Отклонение действительного размера высоты конических обечаек от установленных чертежами или стандартами не является браковочным признаком.
5.7.10 Для исключения подгонки на монтажной площадке при разбивке на блоки рекомендуется предусматривать поставку конических обечаек в составе блоков с пристыковкой трубных деталей с двух сторон на предприятии-изготовителе.
5.7.11 Применение сварных секторных колен (отводов), сварных тройников и переходов допускается для трубопроводов из электросварных труб Dн ³ 530 мм группы В с рабочим давлением до 1,57 МПа (16 кгс/см2) и расчетной температурой t £ 100 °С, а также для трубопроводов группы С с рабочим давлением до 3,9 МПа (40 кгс/см2) и расчетной температурой t £ 350 °С.
5.8 Требование к изготовлению фланцевых соединений и крепежных деталей
5.8.1 В составе трубопроводов могут применяться только ответные фланцы фланцевых соединений арматуры и оборудования. Для трубопроводов, на которые распространяются ПНАЭ Г-7-008, должны применяться фланцы стальные приварные встык по ГОСТ 12821.
5.8.2 Приделы применения фланцевых соединений и группы качества крепежных деталей в зависимости от температуры и давления рабочей среды трубопроводов устанавливаются отраслевыми стандартами и рабочими чертежами, разработанными на их основе.
5.8.3 Фланцы и крепежные изделия должны изготавливаться с соблюдением требований соответствующих национальных стандартов.
5.8.4 Технологический процесс изготовления плоских приварных фланцев гибкой из полосы с последующей заваркой стыков должен быть согласован с головной материаловедческой организацией.
5.8.5 Рекомендуемое соотношение твердости шпилек и гаек, технические требования к их изготовлению, правила приемки и методы испытаний, маркировка, упаковка, транспортирование и хранение должны соответствовать ГОСТ 23304. Для трубопроводов группы С допускается изготавливать крепежные детали по ГОСТ 20700.
5.8.6 В целях исключения контакта шпилек и гаек, выполненных из стали аустенитного класса с фланцами, в указанных местах устанавливаются втулки (прокладки) из фторопласта и шайбы из стеклотекстолита.
5.8.7 Затяжка крепежных деталей фланцевых соединений на месте монтажа и эксплуатации должна производиться с соблюдением требований чертежей на оборудование, имеющее фланцы, и ГОСТ 23304.
5.9 Требование к изготовлению трубопроводных блоков
5.9.1 Укрупненные сборочные единицы - трубопроводные блоки изготавливаются для трубопроводов в установленном порядке.
5.9.2 Габаритные размеры блоков устанавливаются документацией разработчика проекта трубопровода для условий транспортирования и монтажа.
Принятые размеры длины А, ширины В и высоты Н не должны превышать установленных таблицей 2.
5.9.3 В состав блоков не включаются:
- запорная, регулирующая, предохранительная и другая арматура;
- приварные детали крепления опор и подвесок.
5.9.4 Взаимное расположение деталей в трубопроводных блоках должно удовлетворять следующим требованиям:
Таблица 2 - Габаритные размеры блоков
|
Длина А, ширина В, высота Н блоков для типов блоков |
|||
|
Прямые А, м |
Одноплоскостные А´В, м |
Пространственные А´В´Н, м |
|
|
Блоки и детали из труб Dн £ 89 мм* |
6,0 |
6,0´2,6 |
6,0´2,6´1,1 |
|
Блоки и детали из труб Dн > 89 мм |
8,0 |
8,0´2,6 |
8,0´2,6´1,1 |
|
Блоки и детали из труб Dн > 108 мм, подвергаемые термической обработке в печах |
|||
|
Блоки и детали из труб Dн > 108 мм, не подвергаемые термической обработке в печах |
11,0 |
11,0´2,6 |
11,0´2,6´1,1 |
|
* Размеры блоков и деталей могут устанавливаться разработчиком проекта трубопровода по согласованию с заводом-изготовителем |
|||
- входящие в состав блоков гнутые и крутоизогнутые отводы, колена, штуцеры тройниковых ответвлений должны располагаться по одну сторону относительно общей плоскости блока для возможности проведения измерительного контроля плазированием (см. рисунок 9);
- блоки не должны оканчиваться линзовыми компенсаторами, косыми резами и секторами, приварными деталями (кроме труб) к штуцерным ответвлениям;
- расположение сварных соединений должно назначаться из условий выполнения сварки в поворотном положении полуавтоматическим или автоматическим способами.
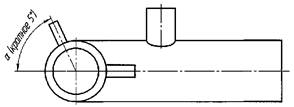
Рисунок 9 - Блок
5.9.5 Подготовка кромок под сварку на торцах деталей и блоков должна производиться с соблюдением требований ОП-ПАС-2002 Часть 2.
5.9.6 Отклонение от перпендикулярности обработанных под сварку торцов относительно оси деталей и блоков δ не должно превышать следующих значений (см. рисунок 10):
1 мм - при Dн £ 133 мм;
2 мм - при Dн свыше 133 до 245 мм включительно;
2,5 мм - при Dн свыше 245 до 325 мм включительно;
3 мм - при Dн свыше 325 до 630 мм включительно;
4 мм - при Dн > 630 мм;
для трубопроводов из электросварных труб:
5 мм - при Dн свыше 480 до 630 мм включительно;
6 мм - при Dн свыше 630 мм.
5.9.7 Допускается контролировать отклонение от перпендикулярности торцов деталей и блоков по отношению к одному из обработанных под сварку торцов, поверхность которого (см. рисунок 10) принимается за базовую.

Рисунок 10 - Контроль неперпендикулярности блоков
5.9.8 Отклонение от перпендикулярности торцов, поверхность которых при контроле принимается за базовую, а также торцов тройников, переходов, колен, гнутых отводов с прямыми участками, подвергавшимися деформации вследствие гибки, и других деталей после калибровки торцов должно контролироваться по указаниям технологического процесса предприятия-изготовителя.
5.9.9 На подготовленных под сварку торцах деталей из электросварных труб и обечаек допускается отклонение от плоскостности, не выводящее отклонение от перпендикулярности в местах расположения неровностей за пределы норм, установленных 5.9.6 настоящего стандарта.
5.9.10 Все трубы и детали, поступающие на сборку, должны быть приняты отделом технического контроля (ОТК) предприятия-изготовителя. Детали, не принятые ОТК, к сборке не допускаются.
5.9.12 При вварке в сварные трубы или обечайки с продольными швами штуцерных ответвлений расстояние между краями швов труб или обечаек и краем углового шва или шва накладки должно быть не менее трехкратной толщины более толстого элемента, но не менее 100 мм, если это требование не оговорено особо конструкторской документацией.
Расстояние между краем сварного шва и центром ближайшего к нему отверстия штуцера должно быть не менее 0,9 внутреннего диаметра штуцера при соблюдении требований чертежей и раздела 2 ПНАЭ Г-7-008.
5.9.13 Для электросварных труб, цилиндрических и конических обечаек с продольными и спиральными швами, выполненными автоматической сваркой, допускается уменьшение указанного в 5.9.11 расстояния (включая расположение продольных и спиральных швов соединяемых деталей по одной оси) при условии проведения радиографического и капиллярного контроля участков сопряжения или пересечения продольных (или спиральных) сварных соединений с поперечными в зонах шириной от осей швов не менее трехкратной номинальной толщины более толстостенной из соединяемых деталей.
5.9.14 Овальность (определение см. 5.4.5 настоящего стандарта) подготовленных под сварку торцов деталей из электросварных труб, цилиндрических и конических обечаек после снятия приспособлений не должна превышать величины 5 % номинального значения наружного диаметра и устраняется с помощью приспособлений при сборке в блоки или при монтаже трубопровода.
5.9.16 Конструкции блоков и технологические процессы сборки и сварки должны предусматривать сварку в поворотном (нижнем) положении максимально возможного количества сварных стыков.
5.9.17 Сварка фасонных деталей, элементов и блоков трубопроводов должна производиться по инструкции или в соответствии с принятым на предприятии-изготовителе технологическом процессом, разработанным на основе требований ПНАЭ Г-7-008, ПК-КЯЭУ-2002 Часть 2 и конструкторской документации.
5.9.18 В сварных соединениях деталей трубопроводов с одинаковой номинальной толщиной стенки смещение (несовпадение) кромок свариваемых деталей с наружной стороны шва не должно превышать норм, установленных ОП-ПАС-2002 Часть 2.
Для соблюдения требований по смещению по наружной поверхности деталей из бесшовных труб, имеющих больший наружный диаметр, выполняют обточку или зачистку холодным способом под углом не более 7° в соответствии с рисунком 11.
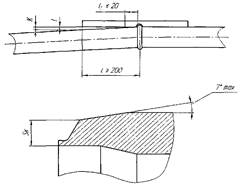
К - излом, l - смещение.
Рисунок 11 - Обточка или зачистка деталей
5.9.19 Для поперечных кольцевых (прямых и выполненных под углом) сварных соединений с односторонней разделкой кромок деталей из обечаек и труб Dн ³ 530 мм, сваренных из листовой стали одинаковой номинальной толщины s, смещение кромок с наружной или внутренней стороны шва не должно превышать 0,15s, но при этом не должно быть более 2 мм.
Проверка смещения свариваемых кромок относительно друг друга производиться в соответствии с указаниями технологического процесса предприятия-изготовителя по периметру (длине) стыка.
5.9.20 В выполненных поперечных сварных соединениях трубных деталей, имеющих прямые участки, не подвергающиеся в процессе изготовления деформации вследствие гибки или калибровки, величина излома осей К не должна быть 0,015l (рисунок 11). Здесь l ³ 200 мм - длина поверхности прямого участка трубы, принимаемого за базу.
5.9.21 Сварка деталей в трубопроводные блоки должна производиться стыковыми и угловыми сварными соединениями с полным проплавлением.
Приварка штуцеров с полным проплавлением должна производиться на удаляемых подкладных кольцах двухсторонним (с подваркой корня) или односторонним швом. Приварка штуцеров на остающихся подкладных кольцах допускается по согласованию с организацией, разработавшей проект трубопровода.
5.9.22 Сварные соединения с неполным проплавлением (с конструктивным непроваром) допускаются:
- для угловых швов приварки штуцеров для отбора импульса давления из успокоительных камер ВСУ при измерении расхода рабочей среды трубопроводов;
- для угловых швов варки дросселирующих устройств со стороны внутренней полости трубопровода.
5.9.23 Контроль качества сварных соединений трубопроводных блоков должен производиться в соответствии с таблицей контроля и ОП-ПАС-2002 Часть 2.
5.9.24 Утонение основного металла в зонах, прилегающих к сварным швам, допускается при условии сохранения минимальной расчетной толщины детали и обеспечения плавного перехода от утоненного места к соседним участкам.
Минимальная расчетная толщина деталей и труб, изготавливаемых с расточкой торцов под сварку по внутреннему диаметру, должна быть указана в чертеже детали. Для сварных соединений деталей из электросварных труб и обечаек без внутренней проточки под сварку утонение не должно превышать 0,1s и не должно быть более 1,0 мм.
5.9.25 Отклонение от перпендикулярности наружной поверхности штуцера к корпусу (трубе) d допускается в пределах 0,015 от высоты штуцера h, но не более 3 мм (рисунок 12).
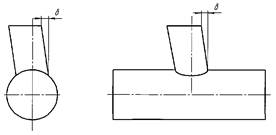
Рисунок 12 - Отклонение от перпендикулярности
5.9.26 Отклонение размеров между осями двух соседних горловин коллектора или отверстий под штуцеры (бобышки), а также расстояния от оси горловины или отверстия под штуцер до торца корпуса, принятого за базу, не должно превышать ±0,03 от номинального размера наружного диаметра корпуса и не должны быть более ±10 мм.
5.9.27 Предельные отклонения габаритных и присоединительных размеров блоков должны быть указаны на чертеже и не должны превышать суммы отклонений размеров входящих в блок деталей.
5.9.28 Отклонения осей деталей от номинального расположения и выход из плоскости блока должны удовлетворять требованиям 5.9.29 - 5.9.36.
5.9.29 Для прямого блока (без гнутых труб, колен и отводов) при совмещении торцов блока с чертежом на плазу отклонение от номинального расположения оси блока не должно превышать 0,005A (А - длина блока) и не должно быть более 30 мм (рисунок 13).

Рисунок 13 - Отклонение от номинального расположения оси блока
5.9.30 Для блоков, где поворот выполнен коленами, при совмещении по краям оси А с контрольным чертежом на плазу отклонение внутри блока не должно превышать 0,005A и не должно быть более 30 мм. Отклонение осей блоков с коленами не должно превышать 0,01 длины участков В и С (рисунок 14) и не должно выводить габаритные размеры за пределы допускаемых отклонений.
5.9.31 Для блоков, где поворот выполнен гнутыми трубами и отводами, отклонение от оси участка А блока от оси контрольного чертежа на плазу внутри блока не должно превышать 0,005A и не должно быть более 30 мм. Отклонения осей участков В и С блока не должно быть более 0,015b и 0,015с соответственно (b и с - расстояния от начала гиба до торца на рисунках 14 и 15) и не должно выводить габаритные размеры за пределы допускаемых отклонений.
5.9.32 разворот плоскостей вваренных в блок штуцеров (тройников), колен, отводов и других деталей допускается не более ±30¢.
5.9.33 Отклонение оси патрубка, приваренного к штуцеру, не должно превышать:
- 3 мм - при высоте до 450 мм включительно;
- 4 мм - при высоте свыше 450 мм до 700 мм включительно;
- 5 мм - при высоте более 700 мм.
5.9.34 отклонение от номинального положения осей штуцеров или смещение отверстий под штуцеры и бобышки в плоскости, перпендикулярной оси трубы, не должно быть более 5 мм при диаметре штуцера (отверстия) Dн < 465 и 10 мм при диаметре 465 мм и более (рисунок 16).
5.9.35 отклонения размеров между осями двух соседних штуцеров, ввариваемых в блоки, и расстояния от штуцера, принятого за базу, до торца трубы (корпуса) не должны превышать норм, установленных 5.9.26 настоящего стандарта.
5.9.36 Предельные отклонения угла поворота сварных секторных отводов d не должны превышать 0,01 длины прямого участка A и В независимо от величины угла поворота a (рисунок 17). Сварные секторные колена (рисунок 17) должны удовлетворять следующим требованиям:
- для изготовления должны применяться трубы и обечайки с двухсторонним продольным или спиральным швом, выполненным автоматической сваркой;
- угол сектора 2q должен быть не более 30°;

Рисунок 14 - Отклонение осей блоков

Рисунок 15 - Прямые участки до начала гиба
- спиральные и продольные швы не должны располагаться в зоне, ограниченной центральным углом 90°;
- расстояние между осями двух соседних поперечных кольцевых швов должно быть не менее 100 мм;
- расположение продольных или спиральных швов двух соседних секторов или труб должно удовлетворять требованиям 5.9.11 и 5.9.13 настоящего стандарта.
5.9.37 Допускается выдерживать габаритные размеры блоков за счет изменения длины прямых участков входящих в блок деталей или путем варки вставок. Сварные швы вставок должны удовлетворять требованиям ПНАЭ Г-7-008 по расположению относительно опор и подвесок.
5.9.38 Блоки, в состав которых входят конические обечайки, должны оканчиваться прямыми участками труб с припуском для подгонки габаритного размера блока по фактической высоте конической обечайки.
5.9.39 При изготовлении блоков, в состав которых входят два и более переходов, отклонение от соосности не должно быть более норм, установленных 5.5.15 настоящего стандарта для одного перехода, имеющего максимальный наружный диаметр нередуцированной части.

Рисунок 16 - Отклонение от номинального расположения осей штуцеров

Рисунок 17 - Сварные секторные колена
5.9.40 Допускается изготовление труб с двумя гибами вместо блоков при соблюдении габаритных размеров, установленных для этих блоков, и требований по развороту плоскостей гибов относительно друг друга и по отклонению осей от проектного положения (рисунок 18).
5.9.41 При варке штуцеров в сварные трубы или обечайки не допускается выход продольных и спиральных швов в верхние 1 и нижние 2 точки углового шва. Минимальное расстояние l от оси продольных и спиральных швов до точек 1 и 2 углового шва должно быть не менее 100 мм. Расположение сварных швов должно соответствовать рисунку 16.
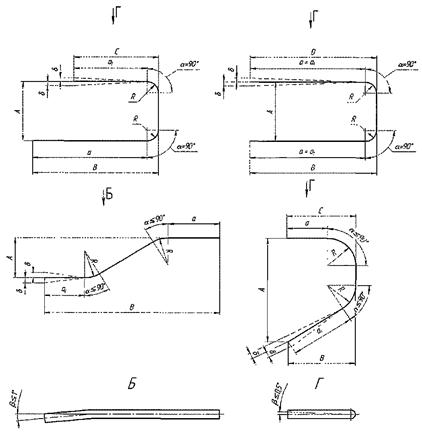
Рисунок 18 - Гибы труб вместо блоков
5.10 Требования по термической обработке деталей, сборочных единиц и трубопроводных блоков
5.10.1 Термообработка - по СТ ЦКБА 018. Применяемая при изготовлении деталей, сборочных единиц и блоков трубопроводов, работающих под давлением, термическая обработка подразделяется на:
- основную, в результате которой материал труб, листа, проката и других полуфабрикатов приобретает структуру и свойства, необходимые для обеспечения характеристик прочности, принятых при расчете, и регламентированные стандартами и техническими условиями на материалы и полуфабрикаты;
- дополнительную (послеоперационную), необходимую в соответствующих случаях для восстановления свойств материала или снятия остаточных напряжений после технологических операций, выполненных на предприятии-изготовителе деталей и сборочных единиц трубопроводов.
(Измененная редакция. Изм. № 1)
5.10.2 Для изготовления деталей, сборочных единиц и блоков трубопроводов должны применяться материалы и полуфабрикаты, прошедшие основную термическую обработку на предприятии-поставщике.
Вид основной термической обработки и режим ее устанавливаются стандартами или техническими условиями на материалы и полуфабрикаты.
5.10.3 Основная термическая обработка материала при изготовлении деталей трубопроводов является обязательной, если материалы и полуфабрикаты не подвергались необходимой термической обработке на предприятии-изготовителе этих материалов и полуфабрикатов.
5.10.4 Термическая обработка производится по технологическим процессам или инструкциям предприятия-изготовителя деталей и сборочных единиц.
Принятые в технологических процессах или инструкциях вид и режимы основной и дополнительной термообработки материала должны быть согласованы с головной материаловедческой организацией.
5.10.5 Необходимость предварительного и сопутствующего подогрева при сварке, вид и режимы термической обработки сварных соединений устанавливаются технологическим процессом или инструкцией предприятия-изготовителя в соответствии с ОП-ПАС-2002 Часть 2.
5.11 Оксидирование - по СТ ЦКБА 106.
(Измененная редакция. Изм. № 1)
6 Комплектность
6.1 Поставка деталей, сборочных единиц и трубопроводных блоков производится комплексами.
Состав комплекса, включая запасные части, устанавливается монтажными чертежами или спецификациями, согласованными разработчиком проекта трубопровода с заказчиком и предприятием-изготовителем.
6.2 В состав поставочного комплекса включаются изделия, предназначенные для эксплуатации в составе одного или группы трубопроводов по следующей номенклатуре:
- детали и трубопроводные блоки, перечисленные в подразделе 4.1 настоящего стандарта;
- арматура энергетическая (за исключением закупаемой по импорту) по номенклатуре, согласованной с предприятием-изготовителем;
- детали и сборочные единицы опор и подвесок для крепления трубопроводов, приводов ручных и электрических дистанционного управления арматурой;
- запасные части;
- прямые трубы каждого типоразмера наружным диаметром 108 мм и более в количестве 2 % от общей протяженности трубопроводов (немерной длины) и расточенные под сварку трубы для образцов свидетелей длиной 200 - 400 мм из расчета 2 шт. на каждые 20 монтажных стыков по сборочному чертежу.
6.3 В комплекс поставки деталей и сборочных единиц трубопроводов не входят материалы и приспособления, необходимые для производства монтажных работ.
6.4 Комплектность и качество покупных изделий должны соответствовать требованиям, установленным стандартами или техническими условиями на эти изделия.
Предприятие-изготовитель покупных изделий по согласованию с предприятием-поставщиком деталей и сборочных единиц трубопроводов может производить поставку энергетической арматуры и электрических приводов к ней непосредственно заказчику трубопровода (электрической станции).
6.5 Разбивка системы трубопроводов АЭУ на комплексы производится с учетом последовательности и технологии выполнения монтажных работ, условий транспортировки или по мере представления заказчиком проектной документации изготовителю и подтверждается графиком поставки.
6.6 При поставке комплекса деталей, трубопроводных блоков и сборочных единиц на экспорт сопроводительная документация должна оформляться на русском и иностранных языках или только на иностранных языках, в соответствии с договором. Состав документации и количество экземпляров должны соответствовать требованиям договора.
6.7 Разработчиком проекта трубопровода предприятию-изготовителю при оформлении договора передается следующая документация:
- копии монтажных чертежей или схем трубопроводов и спецификации к ним;
- копии рабочих чертежей трубопроводных блоков.
6.8 Предприятие-изготовитель передает владельцу АЭУ вместе с поставляемыми деталями, сборочными единицами и трубопроводными блоками:
- свидетельство об изготовлении по форме, установленной ПНАЭ Г-7-008;
- товароспроводительную документацию, разрабатываемую предприятием-изготовителем.
7 Правила приемки
7.1 Контроль качества на всех этапах изготовления и приемки деталей, сборочных единиц и блоков трубопроводов должен производиться отделом технического контроля (ОТК) предприятия-изготовителя в соответствии с требованиями настоящего стандарта, ПНАЭ Г-7-008, ПК-КЯЭУ-2002 Часть 2, ОП-ПАС-2002 Часть 2, НП-071-06, Решения № 06-4421 от 2007, рабочих чертежей и стандартов на изделие, таблиц контроля и качества.
Детали, сборочные единицы и блоки трубопроводов, принятые ОТК и удовлетворяющие требованиям НТД, предъявляются для приемки уполномоченной организации.
7.2 Срок службы деталей, сборочных единиц и трубопроводных блоков трубопроводов является величиной расчетной и обеспечивается соблюдением требований настоящего стандарта предприятием-изготовителем и потребителем (заказчиком).
7.3 Масса комплекса и составляющих его деталей, сборочных единиц, трубопроводных блоков и покупных изделий является расчетной величиной и контролю взвешиванием не подлежит.
7.4 Входной контроль материалов, полуфабрикатов и покупных изделий должен производиться в соответствии с требованиями ГОСТ 24297 и настоящего стандарта.
7.5 Производственному и приемочному контролю должны подвергаться все изделия. Выборочному контролю допускается подвергать детали трубопроводов по указанию соответствующих разделов настоящего стандарта.
При неудовлетворительных результатах выборочного контроля качества или размеров в процессе изготовления контролю должно подвергаться удвоенное количество изделий от контролируемой партии.
При повторном получении неудовлетворительных результатов проверке по параметру, по которому получены неудовлетворительные результаты при выборочном контроле, подвергаются все изделия, входящие в контролируемую партию.
7.6 Виды и объем контроля наплавки, сварных соединений устанавливаются таблицами. Таблицы контроля оговариваются в рабочих чертежах сборочных единиц и трубопроводных блоков в соответствии с требованиями монтажного чертежа трубопровода и ПК-КЯЭУ-2002 Часть 2.
7.7 Документом, подтверждающим соответствие деталей, сборочных единиц и блоков трубопроводов требованиям настоящего стандарта и ПНАЭ Г-7-008, является свидетельство об изготовлении.
7.8 Таблицы контроля качества составляются предприятием-изготовителем в соответствии с требованиями настоящего стандарта, государственных и отраслевых стандартов на детали и сборочные единицы СТ ЦКБА 015, ПНАЭ Г-7-008, ПК-КЯЭУ-2002 Часть 2. Они должны включать:
- контроль качества основного металла;
- контроль качества сварных соединений и наплавок.
8 Методы контроля и испытаний
8.1 Необходимость выполнения контрольных операций, регламентированных СТ ЦКБА 015, методы и объем контроля (испытаний) и требования к результатам контроля (испытаний) устанавливаются требованиями настоящего стандарта, рабочих чертежей и таблицами контроля качества.
При изготовлении деталей, сборочных единиц и блоков допускается применение дополнительных контрольных операций, предусмотренных СТ ЦКБА 015. Формы отчетной документации по контролю качества изделий разрабатываются предприятием-изготовителем и согласовываются в установленном порядке.
8.2 Операционный контроль и приемо-сдаточные испытания осуществляются методами разрушающего и неразрушающего контроля, визуально с помощью средств измерений.
8.3 Контроль качества поверхности на соответствие требований настоящего стандарта производится визуально. В сомнительных местах по требованию ОТК глубина дефектов определяется контрольной зачисткой и замером толщины стенки в месте зачистки до, и после зачистки. Измерение толщины проводят с помощью ультразвука по инструкции предприятия-изготовителя толщиномером или по методической инструкции, согласованной с головной материаловедческой организацией или рекомендованной этой организацией.
Контроль толщины стенки полых деталей в местах, где применение универсального мерительного инструмента затруднено или невозможно, производится с помощью ультразвука приборами, обеспечивающими следующую точность измерений:
± 0,15 мм - при контроле толщины до 10 мм включительно;
± 0,30 мм - при контроле толщины свыше 10 мм до 25 мм включительно;
± 0,6 мм - при контроле толщины свыше 25 мм.
Контроль толщины стенки гнутого участка должен производиться на всех отводах, гнутых трубах, штампованных и штампосварных коленах:
- на внешней стороне (на растянутом волокне) - для отводов и гнутых труб;
- в местах максимальной вытяжки и осадки металла - для штампованных и штампосварных колен в соответствии с указаниями стандартов и чертежей.
Для отводов и гнутых труб с номинальным наружным диаметром менее 108 мм при R/Dн ³ 3,5 контроль толщины стенки допускается выполнять выборочно от партии.
Контролируемая партия должна состоять из гибов, согнутых из труб одного наружного диаметра, с одинаковой толщиной стенки, одной марки сплава, по одному режиму и при одной настройке (наладке) гибочного оборудования. Для контроля толщины стенки отбираются 5 % гибов от партии, но не менее двух. Количество гибов в партии должно быть не более 200.
8.4 Качество поверхности фасонных деталей, изготавливаемых методом гибки или штамповки из трубных и листовых заготовок, контролируется внешним осмотром и методом капиллярной дефектоскопии.
Капиллярный контроль проводят по унифицированной методике ПНАЭ Г-7-018, класс чувствительности II и по ГОСТ 18442.
8.5 Контроль шероховатости поверхности проводят профилометром или профилометром-профилографом непосредственно на изделии или на слепке.
Допускается применять как метод контроля параметров шероховатости по образцам, изготовленным на предприятии и аттестованным в установленном порядке.
Образцы должны соответствовать требованиям ГОСТ 9378. Допускается вместо образцов шероховатости применение аттестованных образцов деталей.
8.6 Контроль геометрических размеров проводят по унифицированной методике РБ-089-14.
Контроль размеров деталей, сборочных единиц и трубопроводных блоков проводят стандартизованными средствами измерения, предусмотренными технологическими процессами или инструкциями предприятия-изготовителя.
Допускается применение нестандартных средств измерения, прошедших метрологическую аттестацию и проверку в установленном порядке.
(Измененная редакция. Изм. № 1)
8.6.1 Контроль размеров диаметров по торцам цилиндрических и конических обечаек и деталей, изготовленных из электросварных труб, допускается производить измерением периметров с последующим пересчетом.
8.6.2 Излом К и смещение е поверхностей проверяют наложением линейки с вырезом в средней части по периметру сварного шва в соответствии с рисунком 11.
Величину излома замеряют на расстоянии не менее 200 мм от середины шва, смещение - в зоне, прилегающей к шву на расстоянии не более 20 мм. Глубина местных выборок вследствие зачистки около шовной зоны в размер смещения не включается.
Излом контролируется при сварке между собой прямых и гнутых трубных деталей, имеющих прилегающие к торцам прямые участки длиной не менее 200 мм, на которые не распространялась деформация вследствие гибки или калибровки при изготовлении.
Отсутствие изломов в остальных случаях обеспечивается соблюдением требований по контролю отклонений от перпендикулярности обработанных под сварку торцов в соответствии с требованиями настоящего стандарта.
8.6.3 Отклонение от круглой формы в поперечном сечении торового участка отводов и гнутых труб, колен штампованных и штампосварных, характеризуемое величиной овальности, определяется (в %) по формуле
|
|
(4) |
где ![]() - соответственно
наибольший и наименьший наружные диаметры, измеренные в одном сечении.
- соответственно
наибольший и наименьший наружные диаметры, измеренные в одном сечении.
Максимальное значение овальности определяется измерением не менее чем в трех сечениях: в середине и на расстояниях, равных 1/6 длины дуги (но не менее 50 мм) от начала и конца гиба при угле поворота более 30° (см. рисунок 1).
При угле поворота a £ 30° контроль овальности должен производиться в среднем сечении гнутого участка.
8.6.4 Отклонение от соосности е редуцированной поверхности труб и переходов после механической обработки относительно оси недеформированного цилиндрического участка определяется по формуле (см. рисунок 7)
|
|
(5) |
где атах и аmin - соответственно максимальное и минимальное значение смещения редуцированной поверхности относительно цилиндрической.
8.6.5 Измерение отклонения от перпендикулярности обработанных под сварку торцов должно производиться с помощью угольников или специальных приспособлений относительно плоскости контрольного плаза. Допускается проводить контроль угольником относительно наружной или внутренней цилиндрической поверхности деталей, прилегающих к торцам и не подвергающихся в процессе изготовления деформации или калибровке:
- торцов прямых трубных деталей с базовой поверхностью длиной l ³ 200 мм;
- торцов прямых участков труб гнутых и отводов длиной l ³ 2Dн + 200 мм.
Угольник должен прикладываться к поверхности, принятой за базовую, не менее чем в трех местах, расположенных равномерно по окружности.
8.6.6 Угол и радиус поворота гнутых участков, габаритные размеры и размеры, определяющие взаимное расположение деталей в блоках, а также выход из плоскости гиба прямых участков отводов и гнутых труб должны контролироваться измерением при плазировании - совмещении с контрольным чертежом, выполненным на плоскости плаза. Для других размеров деталей методы контроля устанавливаются технологическим процессом изготовителя.
Значение утонения (в %) определяются по формуле
|
|
(6) |
где su - фактическая толщина стенки по измерениям исходной трубы до изготовления гиба, мм
s1 - фактическая толщина стенки по измерениям гнутого участка после изготовления, мм.
8.6.7 Замеры отклонений должны производиться по отношению к наружной поверхности изделий с перерасчетом размеров на теоретическое положение по осевым линиям.
8.6.8 При плазировании с контрольным чертежом совмещается прямой участок изделия, имеющий наибольший линейный размер. Контроль отклонений от теоретического положения, установленного чертежами, производится по концам, имеющим меньшие линейные размеры.
8.6.9 Для контроля размеров при плазировании изделия могут укладываться на плаз любой стороной. Допускается при плазировании изделия помещать на подставках (подкладках) по указанию технологического процесса предприятия-изготовителя.
Отводы и гнутые трубы (для исключения влияния овальности гнутого участка при измерительном контроле) разрешается укладывать на плаз любой стороной или плазировать только прямые участки с использованием специальных подкладок одинаковой толщины.
8.6.10 Отклонение габаритных размеров и осей от проектного положения отводов и гнутых труб, имеющих длину прямых участков менее 500 мм, должны контролироваться до обрезки припусков по длине прямых участков, если они обусловлены технологией гибки. Отклонения определяются замерами по торцам с припусками с последующим перерасчетом на номинальное значение длины прямого участка, установленное конструкторской документацией.
8.6.11 Контроль радиуса поворота гнутого участка отводов, гнутых труб, штампованных и штампосварных колен допускается производить шаблонами.
8.6.12 Контролю овальности подвергаются все отводы, гнутые трубы, штампованные и штампосварные колена. Максимальное значение овальности для гибов из труб наружным диаметром 114 мм и более должно регистрироваться отделом технического контроля изготовителя.
8.6.13 Контроль деталей и блоков может производиться выборочно, если технологический процесс и применяемые для изготовления инструмент, приспособления и оборудование обеспечивают установленные настоящим стандартом нормы допускаемых отклонений размеров и перпендикулярности торцов.
Контрольные параметры и количество изделий, подвергаемых выборочному контролю, устанавливаются технологическим процессом изготовителя в зависимости от размерной стойкости применяемого инструмента или приспособлений (штампов). Во всех случаях выборочному контролю должно подвергаться не менее 5 % или двух изделий от изготовленной в одинаковых условиях партии изделий.
8.6.14 При невозможности измерения с помощью ультразвука толщины стенки гнутого участка на внешней стороне (на растянутом волокне) для отводов и гнутых труб с номинальным наружным диаметром Dн < 108 мм контроль производится измерением после разрезки гибов в объеме, установленном 8.3 настоящего стандарта.
8.7 Гидравлическому испытанию с целью проверки прочности и плотности подлежат:
- все детали, сборочные единицы и блоки на предприятии-изготовителе;
- трубопроводы в целом после монтажа и ремонта и при техническом освидетельствовании у заказчика.
Гидравлические испытания деталей, сборочных единиц и блоков трубопроводов групп В и С на предприятии-изготовителе разрешается не производить при условии, что изготовитель в соответствии с требованиями 5.1.9 ПНАЭ Г-7-008 осуществляется радиографический контроль всех сварных соединений.
8.8 Для деталей и сборочных единиц трубопроводов групп В и С, не подвергаемых гидравлическому испытанию на предприятии-изготовителе, кроме контроля, указанного в 8.6, должен быть проведен дополнительный капиллярный контроль механически обработанных поверхностей (расточек, переходов, гибов труб и других деталей) и ультразвуковой или радиографический контроль металла в зонах концентрации напряжений и в зонах, подвергавшихся деформации более 5 % при изготовлении (гибов и развальцованных концов труб, вытянутых горловин и других элементов).
Ультразвуковому контролю должны быть подвергнуты:
- материал всех деталей, изготавливаемых механической обработкой из проката, сплошных кованых и штампованных заготовок;
- наружная поверхность изогнутого участка, ограниченного углом не менее 240° на всех гнутых отводах Dн ³ 108 мм, на 5 % штампованных колен и на гнутых отводах Dн < 108 мм, но не менее одного изделия от партии, изготовленной одним способом при одной наладке оборудования в течение смены из труб одного диаметра, одной толщины стенки и одной марки сплава.
Цветной дефектоскопии должны быть подвергнуты:
- поверхность подготовленных под сварку кромок изделий трубопроводов Dн > 108 мм из бесшовных труб, материал которых подвергался деформации в процессе калибровки, штамповки, вытяжки, осадки, редуцирования и других технологических приемов с изменением наружного диаметра исходных заготовок более чем на 3 %. Контролю подвергается 5 %, но не менее одного изделия от партии, изготовленной из труб одного диаметра, одной толщины стенки и одной марки сплава;
- наружная поверхность изогнутого участка, ограниченного углом не менее 240°, всех отводов, гнутых труб и колен трубопроводов Dн > 108 мм в объеме 5 %, но не менее одного гиба при Dн £ 108 мм от партии, изготовленной одним способом при одной наладке оборудования в течение смены из труб одного диаметра, одной толщины стенки и одной марки сплава;
- вся наружная поверхность горловин тройников и коллекторов, включая зону сопряжения по радиусу R с корпусом (трубой) или днищем контролю подвергается 5 %, но не менее одного изделия каждого типоразмера от партии;
- гибы Dн < 57 мм и s < 3,5, не проходящие контроль УЗД, в объеме не менее 10 % от партии.
8.9 Для деталей и сборочных единиц трубопроводов группы С дополнительный контроль, указанный в 8.8, может быть уменьшен по согласованию с головной металловедческой организацией.
9 Маркировка, упаковка, транспортирование и хранение
9.1 Маркировка
9.1.1 Маркировка может наносится:
- ударным способом непосредственно на изделие при номинальной толщине стенки не менее 3 мм;
- краской;
- электрографическим способом, краской или ударным способом на бирке, надежно прикрепляемые к изделиям, при номинальном наружном диаметре трубопроводов менее 25 мм и номинальной толщине менее 3 мм.
Глубина маркировочных знаков и клейм ОТК при нанесении ударным способом не более 0,3 мм. Глубина клеймения во всех случаях не должна выводить толщину стенки деталей за пределы минимальных значений, установленных конструкторской документацией и настоящим стандартом.
9.1.2 Место под маркировку должно быть очищено принятым у изготовителя способом.
9.1.3 Место маркировки на деталях и блоках устанавливается чертежами. При отсутствии указаний в чертежах маркировка наносится на расстоянии 200 мм и более от одного из торцов детали или блока и в средней части при габаритных размерах 500 мм и менее.
Маркировку ударным способом допускается выполнять на расстоянии 30 мм от торца деталей, если она не препятствует проведению контроля сварных соединений.
Маркировка ударным способом не должна наноситься на гнутые части отводов и гнутых труб.
На отводах и гнутых трубах наружным диаметром 89 мм и более с прямыми участками, не позволяющими разместить маркировочные знаки, маркировку допускается наносить на гнутую поверхность внутреннего обвода (по утолщенной стенке) на расстоянии от положения нейтральной оси поворота, равном не менее трехкратного номинального значения толщины стенки изгибаемой трубы. В остальных случаях маркировка отводов и труб гнутых должна производиться электрографическим способом или краской.
9.1.4 Маркировка, выполняемая на деталях, должна содержать:
- обозначение деталей по чертежу или стандарту с указанием исполнения, если оно предусмотрено;
- марку материала и номер плавки;
- сведения, предусмотренные стандартами на соответствующие изделия: фланцы, крепежные и другие детали.
9.1.5 Маркировка, выполняемая на сборочных единицах и трубопроводных блоках, должна содержать:
- обозначение по чертежу с указанием исполнения, если оно предусмотрено;
- сведения, позволяющие установить фамилию сварщиков, выполнявших сварные соединения.
9.1.6 На деталях, сборочных единицах и трубопроводных блоках дополнительно к указаниям 9.1.4, 9.1.5 в составе маркировки должны быть сведения, содержащие:
- номер монтажного чертежа или спецификации трубопровода, в который входит изделие, порядковый номер по монтажному чертежу или спецификации;
- товарный знак предприятия-изготовителя;
- дата изготовления.
Допускается не наносить маркировку с номером заказа, монтажного чертежа или схемы, спецификации и отправочной позиции на фланцах, донышках, штуцерах, переходах, бобышках и других деталях, изготавливаемых из поковок и проката для трубопроводов Dн < 108 мм.
9.1.7 При разделении полуфабрикатов и материала на части в процессе изготовления деталей маркировка должна быть перенесена на отдельные части и подтверждена клеймом контролера ОТК.
9.1.8 Размер шрифта, клейм и порядок нанесения маркировки устанавливаются предприятием-изготовителем.
9.1.9 Маркировка материалов и полуфабрикатов, поставка которых предусмотрена для выполнения изделий при монтаже по месту (труб, листовой стали, проката и др.), должна выполняться с соблюдением требований, установленных стандартами или техническими условиями на эти материалы и полуфабрикаты.
9.1.10 При поставке на экспорт маркировка тары и надписи на табличках, бирках и самих изделиях должны быть выполнены в соответствии с требованиями ГОСТ 14192 и контракта на языке, указанном в контракте.
9.1.11 На грузовые места массой свыше 2 т краской наносится маркировка условной массы в тоннах с округлением в большую сторону до целого значения (от 2 до 3 т - 3 т, свыше 3 до 4 т - 4 т и т.д.).
9.1.12 На таблички или бирки, прикрепляемые к транспортной таре и пакетам, на саму тару или изделия, подлежащие транспортированию всеми видами транспорта, должна быть нанесена краской маркировка, содержащая:
- товарный знак предприятия-изготовителя;
- номер заказа и номер грузового места;
Маркировку транспортной тары с грузом и штучных грузов в соответствии с требованиями ГОСТ 14192.
Маркировка должна быть устойчивой к воздействию климатических условий и четко выделяться на фоне поверхности, на которую она нанесена.
9.1.13 При необходимости предприятие-изготовитель направляем заказчику документ, разъясняющий последовательность расположения маркировки, наносимой ударным способом.
9.2 Упаковка
9.2.1 Упаковка деталей, сборочных единиц и трубопроводных блоков должна производиться в соответствии с документацией на упаковку и консервацию, разработанной предприятием-изготовителем.
9.2.2 Гарантийный срок сохранности упаковки при соблюдении требований по транспортированию и хранению с момента отгрузки предприятием-изготовителем должен быть не менее:
- для поставки по России - 12 месяцев;
- для поставок на экспорт в страны с умеренным климатом - 18 месяцев;
- для поставок на экспорт в страны с тропическим климатом - 24 месяца.
9.2.3 Готовые измерительные устройства для трубопроводов наружным диаметром Dн £ 325 мм должны быть упакованы в ящики, для трубопроводов наружным диаметром Dн > 325 мм - в специальные приспособления.
9.2.4 После контроля чистоты внутренней поверхности отверстия и концы деталей сборочных единиц и блоков должны быть заглушены. Для обеспечения плотности упаковки допускается торцы изделий перед установкой заглушек закрывать пленкой.
Торцы деталей, сборочных единиц и блоков из электросварных труб наружным диаметром Dн > 720 мм допускается не глушить. Качество внутренней поверхности указанных изделий должно удовлетворять требованиям стандартов или технических условий на исходные данные трубы.
9.2.5 Для изделий, поставляемых на экспорт, изготовление тары должно производиться в соответствии с требованиями ГОСТ 24634.
9.2.6 Упаковка должна обеспечивать сохранность изделий от механических повреждений, воздействия атмосферных осадков, загрязнений и целостность консервации при погрузочно-разгрузочных работах, транспортировании и хранении.
9.2.7 Поставка изделий производится в ящиках, контейнерах, пакетах, связках и без упаковки. Рекомендуемые способы упаковки изделий:
- в ящики упаковываются изделия массой до 200 кг включительно при наружном диаметре Dн £ 325 мм и длине не более 1000 мм, изделия из листа шириной и длиной не более 800 мм, сборочные единицы и детали опор и подвесок массой до 30 кг включительно;
- в контейнеры упаковываются изделия массой свыше 200 до 500 кг включительно с габаритными размерами по длине до 4000 мм и ширине до 2300 мм;
- в пакеты упаковываются изделия из листов с размерами по ширине и длине более 800 мм, опоры и подвески массой более 30 кг, стяжки линзовых компенсаторов;
- в связки упаковываются изделия наружным диаметром до 273 мм включительно.
Детали и блоки из электросварных труб наружным диаметром 530 мм и более, детали и блоки из бесшовных труб наружным диаметром более 273 мм укладываются на транспортные средства с применением прокладок и растяжек, а также другими способами, исключающими порчу изделий на период транспортировки.
В зависимости от состава поставочного комплекса и оптимальной загрузки транспортных средств способ упаковки устанавливается предприятием-изготовителем деталей, сборочных единиц и трубопроводных блоков; при этом изделия, рекомендованные для поставки в ящиках, упаковывать другими способами не допускается.
9.2.8 Товаросопроводительная документация укладывается в грузовое место № 1, на котором должна быть надпись «Документация здесь». Упаковочные листы или комплектовочные ведомости (спецификации) вкладываются в каждое отгружаемое место.
9.3 Транспортирование и хранение
9.3.1 Детали, сборочные единицы и трубопроводные блоки поставляются на объекты транспортабельными грузовыми местами железнодорожным или другим видом транспорта, согласованным с предприятием-изготовителем.
При поставке на экспорт вид транспорта определяется контрактом.
9.3.2 Любой вид транспортирования должен обеспечивать сохранность форм, размеров и товарного вида деталей и сборочных единиц при перевозках и возможных перевалах в пути следования объекта назначения.
9.3.3 Изделия в таре должны быть надежно закреплены от смещений и колебаний.
9.3.4 Сборочные единицы и детали средств упаковки и крепления должны допускать транспортирование при температуре окружающей среды от минус 40 до плюс 50 °С. Отличные от указанных температурные условия окружающей среды при транспортировании должны быть согласованы заказчиком с предприятием-изготовителем.
9.3.5 При погрузке и разгрузке изделия должны подниматься и опускаться плавно, удары не допускаются. Не допускается разгрузка сбрасыванием, волочением. Строповка должна производиться в местах, обозначенных знаком «Место строповки».
9.3.6 Хранение деталей и сборочных единиц, поставка которых осуществляется в закрытой таре, должна производиться в закрытых помещениях или под навесом на открытой площадке.
9.3.7 Хранение деталей и сборочных единиц, поставка которых осуществляется в открытых контейнерах, связках и без упаковки, должно производиться под навесом на открытой площадке или в закрытых неотапливаемых помещениях.
При хранении на открытой площадке, под навесом и в неотапливаемых помещениях без пола ящики, контейнеры, связки и изделия без упаковки должны быть уложены на подкладки высотой не менее 100 мм.
Концы труб, деталей и блоков при хранении должны быть обращены вниз и не касаться пола.
При хранении в штабелях количество горизонтальных рядов должно быть не более четырех, ряды должны быть разделены деревянными прокладками.
9.3.8 Детали и сборочные единицы опор и подвесок должны храниться в закрытых неотапливаемых помещениях.
9.3.9 Транспортирование и хранение арматуры, покупных изделий должно производиться с соблюдением требований, установленных техническими условиями на эти изделия.
9.3.10 Потребитель при получении деталей, сборочных единиц и блоков трубопроводов должен проверить состояние упаковки или консервации изделий, поставляемых без упаковки. Повреждения, полученные в процессе транспортировки, должны быть восстановлены потребителем.
9.3.11 Потребитель должен периодически, но не реже одного раза в 12 месяцев при хранении в закрытом помещении и не реже одного раза в 6 месяцев при хранении под навесом контролировать состояние упаковки, защитных покрытий, консервации и наличие заглушек на изделиях. При необходимости консервация должна обновляться в соответствии с инструкцией по консервации и расконсервации предприятия-изготовителя. Хранение деталей и блоков без заглушек не допускается.
9.3.12 Претензии по повреждениям упаковки и изделий, полученным в пути следования, предъявляются потребителем к транспортным организациям.
Потребитель собственными силами и за свой счет устраняет повреждение деталей и сборочных единиц трубопроводов, полученные в результате неправильного хранения или транспортирования на территории потребителя.
10 Требования безопасности
10.1 В процессе монтажа деталей и сборочных единиц трубопроводов должны выполняться требования правил и инструкций по технике безопасности, производственной санитарии и выполнению погрузочно-разгрузочных работ, действующих в организациях, выполняющих монтажные работы.
10.2 При проведении сварочных работ в процессе изготовления деталей и сборочных единиц трубопроводов, а также при их монтаже должны выполняться требования действующих на предприятии-изготовителе и в монтажной организации правил и инструкций по технике безопасности и производственной санитарии с учетом требований ОП-ПАС-2002 Часть 2.
10.3 При наладке, пуске и эксплуатации трубопроводов должны выполняться требования правил и инструкций по технике безопасности и производственной санитарии, действующих на объекте и разработанных с учетом требований ПНАЭ Г-7-008.
10.4 В процессе изготовления деталей и сборочных единиц трубопроводов должны выполняться требования действующих на предприятии-изготовителе правил и инструкций по технике безопасности, производственной санитарии и выполнению погрузочно-разгрузочных работ.
11 Указание по эксплуатации
11.1 Монтаж деталей, сборочных единиц и трубопроводных блоков должен производиться монтажной организацией согласно документации, разработанной специализированной монтажной организацией с учетом требований ПНАЭ Г-7-008, настоящего стандарта и проектной документации разработчика проекта трубопровода.
11.2 Пуск и эксплуатация трубопроводов должны производиться согласно инструкциям по эксплуатации, разработанным с учетом требований НП-001, ПНАЭ Г-7-008.
11.3 Минимальная допустимая температура стенки деталей и сборочных единиц трубопроводов, находящихся под давлением при гидравлическом испытании, указывается в проектной документации.
12 Гарантии изготовителя (поставщика)
12.1 Изготовитель (поставщик) гарантирует соответствие деталей, сборочных единиц и трубопроводных блоков требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации.
12.2 Гарантийный срок эксплуатации деталей, сборочных единиц и блоков в составе трубопроводов 30 месяцев со дня ввода АЭУ в эксплуатацию, но не более 36 месяцев со дня отгрузки изделий изготовителем (поставщиком) или со дня перевоза через границу - при экспорте.
12.3 Предприятие-изготовитель обязано за свой счет устранять дефекты изготовления, выявленные в продукции в течение гарантийного срока, или заменить продукцию, если не докажет, что дефекты возникли в результате нарушений заказчиком правил эксплуатации или хранения.
В случае устранения предприятием-поставщиком или за счет дефектов изготовления в период гарантийного срока этот срок продлевается на время, в течение которого продукция не использовалась из-за обнаруженных дефектов.
При заменен изделия в целом гарантийный срок исчисляется заново со дня замены.
По истечении гарантийного срока предприятие-изготовитель должно устранять дефекты изготовления или скрытые дефекты в течение всего срока службы изделий за дополнительную оплату заказчиком.
12.4 Документацией разработчика проекта трубопровода должны быть предусмотрены меры, обеспечивающие работоспособность деталей и сборочных единиц в составе трубопровода при нормальном и аварийном режимах эксплуатации.
12.5 Гарантийный срок эксплуатации покупных изделий (арматуры, электроприводных устройств и других изделий) устанавливается соответствующими техническими условиями или стандартами на их поставку.
12.6 Ремонт основного металла деталей и сборочных единиц заваркой в условиях монтажа или эксплуатации допускается производить до согласованию с предприятием-изготовителем этого изделия.
Ремонт сварных соединений, выполненных предприятием-изготовителем сборочных единиц, должен производиться по согласованной с ним технологии.
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в докум. |
№ докум. |
Входящий № сопроводительного документа и дата |
Подп. |
Дата |
|||
|
изменённых |
заменённых |
новых |
аннулированных |
||||||
|
1 |
- |
5, 6, 43, 44, 48 |
- |
- |
61 |
Изм. 1 |
Пр. № 79 25.11.14 |
01.01.2014 |
|
|
Генеральный директор |
В.П. Дыдычкин |
|
|
|
|
|
|
Первый заместитель генерального директора |
Ю.И. Тарасьев |
|
|
|
|
|
|
Заместитель генерального
директора - |
В.В. Ширяев |
|
|
|
|
|
|
Заместитель директора - |
С.Н. Дунаевский |
|
|
|
|
|
|
Начальник отдела 115 |
Е.С. Семенова |
|
|
|
|
|
|
Исполнители: |
||
|
|
|
|
|
Начальник отдела 130 |
В.П. Лавреженкова |
|
|
|
|
|
|
Ведущий конструктор отдела 130 |
Н.М. Рафикова |
|
|
|
|
|
|
СОГЛАСОВАНО: Председатель ТК 259 |
М.И. Власов |