Технический комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Закрытое акционерное общество
«Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»

СТАНДАРТ ЦКБА
СТ ЦКБА 074-2009
Арматура трубопроводная
СТУПИЦЫ И РУКОЯТКИ КЛАПАНОВ
Конструкция,
размеры и
технические требования
Санкт-Петербург
2009
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»).
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ приказом ЗАО «НПФ «ЦКБА» № 44 от 18.09.2009
3 СОГЛАСОВАН Техническим комитетом «Трубопроводная арматура и сильфоны» (ТК 259).
4 ВЗАМЕН ОСТ 26-07-2029-81
СТАНДАРТ ЦКБА
Арматура трубопроводная
СТУПИЦЫ И РУКОЯТКИ КЛАПАНОВ
Конструкция, размеры и технические требования
Дата введения: 01.10.2009
1 Область применения
Настоящий стандарт распространяется на ступицы и рукоятки клапанов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие нормативные документы:
ГОСТ 977-88 «Отливки стальные. Общие технические условия»
ГОСТ 1050-88 «Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия»
ГОСТ 5632-72 «Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки»
ГОСТ 24643-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения»
СТ ЦКБА 010-2004 «Арматура трубопроводная. Поковки, штамповки и заготовки из проката. Технические требования»
СТ ЦКБА 016-2005 «Арматура трубопроводная. Термическая обработка деталей, заготовок и сварных сборок из высоколегированных сталей, коррозионностойких и жаропрочных сплавов»
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года. Если ссылочный документ заменен, то при пользовании настоящим стандартом следует руководствоваться заменяющим стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Конструкция и размеры
3.1 Ступицы должны изготавливаться двух исполнений:
- Исполнение I - с шестигранным отверстием;
- Исполнение II - с квадратным отверстием.
3.2 Конструкция и размеры ступиц должны соответствовать рисункам 1, 2 и таблице 1.
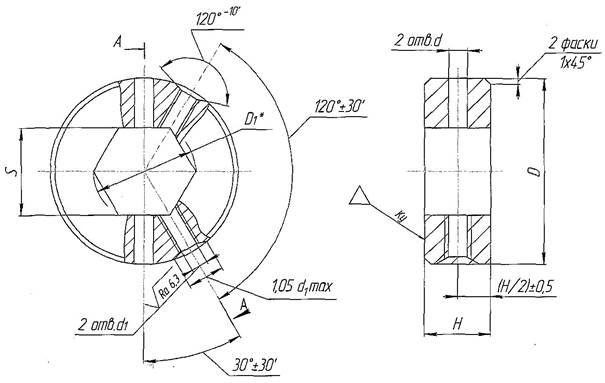
Рисунок 1 - Ступицы с шестигранным отверстием (исполнение I)

Рисунок 2 - Ступицы с квадратным отверстием (исполнение II)
Таблица 1 - Размеры ступиц в зависимости от наружного диаметра D
3.3 Конструкция и размеры рукояток должны соответствовать рисунку 3 и таблице 2.

Рисунок 3 - Конструкция рукояток
Таблица 2 - Размеры рукояток
|
Размеры D и d для длин рукояток, L |
||||
|
От 20 до 90 |
От 100 до 200 |
От 220 до 320 |
От 360 до 500 |
|
|
D |
10 |
15 |
20 |
25 |
|
d |
6 |
6 |
10 |
10 |
4 Технические требования
4.1 Ступицы и рукоятки должны изготавливаться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
4.2 Ступицы и рукоятки должны изготавливаться из следующих материалов:
а) сталь 20, ГОСТ 1050;
б) сталь марок 14Х17Н2, 12Х18Н9Т, ГОСТ 5632.
При изготовлении ступиц и рукояток из стали 14Х17Н2 заготовки должны быть испытаны по группе II СТ ЦКБА 010, термообработаны по СТ ЦКБА 016, HRC20...29, из стали 12Х18Н9Т - по группе I СТ ЦКБА 010, термообработаны по СТ ЦКБА 016.
Допускается применение других марок материалов, не уступающих по своим механическим и антикоррозионным свойствам маркам материалов, указанных в настоящем стандарте, а также изготовление из проката без дополнительной обработки по диаметру «D».
Допускается изготовление рукояток и ступиц из цельной заготовки механической обработкой или точным литьем при длине рукоятки в сборе до 150 мм.
Допускается изготовление ступиц и рукояток методом точного литья по выплавляемым моделям. Требования к отливкам по ГОСТ 977.
4.3 Неуказанные предельные отклонения формы и расположения обрабатываемых поверхностей не должны превышать величины допуска на размер или на расстояние между поверхностями (осями).
Сопряжения поверхностей могут быть выполнены радиусами, равными радиусу притупления инструмента.
Предельные отклонения на несоосность и несимметричность - по 12 степени точности ГОСТ 24643.
4.4 Поверхности ступиц и рукояток не должны иметь забоин, царапин и заусенцев.
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в докум. |
№ докум. |
Входящий № сопроводительного документа и дата |
Подп. |
Дата |
|||
|
изменённых |
заменённых |
новых |
аннулированных |
||||||
|
Генеральный директор ЗАО «НПФ «ЦКБА» |
В.П. Дыдычкин |
|
Первый заместитель генерального директора - директор по научной работе |
Ю.И.Тарасьев |
|
Заместитель генерального директора - главный конструктор |
В.В. Ширяев |
|
Заместитель директора - начальник технического отдела |
С.Н. Дунаевский |
|
Исполнитель: |
|
|
инженер |
Т.В. Демидова |
|
СОГЛАСОВАНО: |
|
|
Председатель ТК 259 |
М.И. Власов |
|
Заместитель начальника 1024 ВП МО РФ |
А.А. Хапин |
СОДЕРЖАНИЕ