ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР
ПО ОБЕСПЕЧЕНИЮ НЕФТЕПРОДУКТАМИ
ПРАВИЛА
ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ
РЕЗЕРВУАРОВ
И ИНСТРУКЦИИ ПО ИХ РЕМОНТУ
Москва «Недра» 1988
Разработчики: Г.К. Лебедев, В.Г. Колесников, Г.Е. Зиканов, О.Н. Лайков (ЦНИЛ, часть I); Ю.К. Ищенко, Г.А. Ритчик, Л.В. Дубень, Н.Е. Калпина (ВНИИмонтажспецстрой, часть II)
Даны основные положения по обеспечению эффективной и безопасной эксплуатации металлических резервуаров для нефти и нефтепродуктов, применению средств контроля и автоматизации, защите металлических конструкций от коррозии, снижению потерь нефти и нефтепродуктов, повышению надежности при эксплуатации резервуаров, проведению ремонтных работ на взрывоопасных объектах и территориях.
Правила разработаны на основании действующих стандартов, СНиПов, технических условий на металлические резервуары для нефти и нефтепродуктов, типовых проектов.
Для инженерно-технических работников, занимающихся вопросами проектирования, внедрения, сооружения, эксплуатации и ремонта резервуаров.
ЧАСТЬ I
ПРАВИЛА ЭКСПЛУАТАЦИИ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ ДЛЯ НЕФТИ И НЕФТЕПРОДУКТОВ НА ПРЕДПРИЯТИЯХ ГОСКОМНЕФТЕПРОДУКТА СССР
1. ОБЩАЯ ЧАСТЬ
1.1. Краткие сведения о резервуарах
1.1.1. Резервуары предназначены для приемки, хранения, отпуска, учета нефти и нефтепродуктов и являются ответственными инженерными конструкциями. Резервуары - мера вместимости со своими градуировочными характеристиками.
Элементы резервуаров в эксплуатационных условиях испытывают значительные быстроменяющиеся температурные режимы, повышенное давление, вакуум, вибрацию, неравномерные осадки, коррозию.
1.1.2. Безопасная работа резервуаров обеспечивается при условии:
правильного выбора исходных данных при проектировании, принятых для расчета прочностных характеристик конструкций, обеспечения оптимального технологического режима эксплуатации, защиты металлоконструкций от коррозии и т.д.;
выполнения монтажа с учетом строгого соблюдения требований проекта производства работ, а также допусков, устанавливаемых соответствующими нормативными документами или проектом;
испытания резервуара в целом на герметичность и прочность согласно рекомендациям проекта, нормативных документов, настоящих Правил;
соблюдения в процессе эксплуатации требований настоящих Правил.
Общие требования к стальным резервуарам
1.1.3. Стальные резервуары для хранения нефти и нефтепродуктов, находящиеся в эксплуатации, различны по конструкции в зависимости от назначения (технологических параметров), расположения резервуаров (наземные, подземные), формы (вертикальные цилиндрические, горизонтальные цилиндрические, сфероидальные и специальные), вида соединений листовых конструкций (сварные и клепаные) и от способа монтажа (полистовой и рулонной сборки).
1.1.4. Вертикальные, цилиндрические стальные резервуары подразделяют:
по вместимости - от 100 до 50000 м3;
по расположению - наземные, подземные;
по давлению в газовом пространстве - без давления, с избыточным давлением до 0,002 МПа и повышенным давлением до 0,07 МПа;
по конструкции покрытия - со стационарным покрытием и плавающей крышей.
Стационарные покрытия вертикальных сварных резервуаров бывают конических, сферических и сфероидальных форм.
Стенки сварных резервуаров имеют соединения листов встык, внахлестку и частично встык, а клепаных - внахлестку или встык с накладками. В зависимости от условий эксплуатации и вида хранимого нефтепродукта они могут иметь теплоизоляционное покрытие.
1.1.5. Горизонтальные цилиндрические стальные резервуары подразделяют:
по вместимости - от 3 до 200 м3;
по расположению - наземные, подземные;
по давлению в газовом пространстве - без давления, с избыточным давлением.
Горизонтальные резервуары рассчитаны на внутреннее давление до 0,04 МПа.
Резервуары горизонтальные имеют плоские, конические и сферические днища, а также днища в форме усеченного конуса.
1.1.6. Резервуары эксплуатируются в различных климатических условиях с температурой окружающего воздуха до -60 °С в зимнее время и до +50 °С в летнее время при различной температуре продукта в резервуаре.
1.1.7. Выбор того или иного типа резервуара для хранения нефтепродуктов должен соответствовать требованиям ГОСТ 1510-84 (часть II, прил. 1, п. 3) и быть обоснован технико-экономическими расчетами в зависимости от характеристик нефтепродукта, климатических условий эксплуатации с учетом максимального снижения потерь от испарения при хранении.
1.1.8. Для хранения бензинов и нефти с целью сокращения потерь от испарения независимо от категории и группы резервуарных парков следует применять резервуары вертикальные с защитными покрытиями (плавающими крышами, понтонами и др.) или оборудованные газовой обвязкой в зависимости от условий эксплуатации и при соответствующем обосновании.
Допускается хранить бензины и нефти в резервуарах без понтонов и газовой обвязки до капитального ремонта, при этом следует обеспечить хранение бензинов в герметичных резервуарах с избыточным давлением до 0,002 МПа. Не допускается хранить авиационные бензины в резервуарах, оборудованных плавающими крышами.
Защитные покрытия (понтоны, плавающие крыши и др.) можно применять как в новых, так и в действующих наземных стальных вертикальных резервуарах.
1.1.9. Стальные резервуары должны сооружаться по типовым проектам (прил. 1). В отдельных случаях допускается строительство опытных резервуаров по специальным проектам.
С 1986 г. в действие вводятся новые проекты резервуаров, разработанные с учетом действующих нормативных документов и дополнительных изменений к ним, утвержденных Госстроем СССР, органами государственного надзора и другими организациями.
Новые проекты разработаны для резервуаров, применяемых во всех климатических зонах страны.
В прил. 2 приведены оптимальные геометрические параметры резервуаров различных конструкций.
1.1.10. Каждый действующий резервуар должен постоянно иметь полный комплект соответствующего оборудования, предусмотренного проектом, и находиться в исправном рабочем состоянии. Разукомплектация в процессе эксплуатации не допускается.
1.1.11. Нефть и нефтепродукты следует хранить в металлических резервуарах с внутренним маслобензино- и паростойким защитным покрытием, удовлетворяющим требованиям электростатической искробезопасности.
Допускается до 1.I.89 хранить нефть и нефтепродукта в металлических резервуарах, не имеющих внутренних защитных покрытий и введенных в эксплуатацию до 01.01.88.
1.1.12. Стальные горизонтальные резервуары для нефтепродуктов должны изготовляться по типовым проектам, утвержденным в установленном порядке в соответствии с требованиями ГОСТ 17032-71, ГОСТ 8.346-79 (часть II, прил. 1, п. 2, 54).
Места расположения опор и колец, их число для стационарных и перевозимых резервуаров определяются рабочими чертежами.
Допускаемые отклонения от основных размеров резервуаров должны соответствовать указанным на рабочих чертежах.
1.1.13. Резервуары вместимостью до 8 м3 включительно должны изготовляться с плоскими днищами.
Резервуары вместимостью более 8 м3 включительно должны изготовляться с коническими днищами или по требованию заказчика с плоскими днищами.
1.1.14. Резервуары и защитные кожухи к ним изготавливают из материала, обладающего достаточной устойчивостью к физическому и химическому воздействию рабочей жидкости и окружающей среды.
1.1.15. Внутренние поверхности резервуаров и находящееся внутри них оборудование по требованию заказчика должны быть оцинкованы в соответствии с техническими условиями или защищены металлизационными покрытиями.
В резервуарах, предназначенных для специального горючего, которое воздействует на цинк, эти поверхности не оцинковываются, а подвергаются консервации. Наружные поверхности резервуаров и находящееся на них оборудование должны быть окрашены. Применяемые для этого лакокрасочные материалы определяются по согласованию между предприятием-изготовителем и потребителем.
Неокрашиваемые детали (крепежные изделия и т.п.) должны быть законсервированы.
1.1.16. Все фланцевые соединения в резервуарах должны выполняться в шип.
По согласованию с потребителем допускается изготовление резервуаров со стальными плоскими приварными фланцами, имеющими соединительный выступ.
1.1.17. Прокладки для резервуаров под нефтепродукты должны изготовляться из листовой маслобензостойкой резины марки Б по ГОСТ 7338-77 (часть II, прил. 1, п. 55).
Прокладки фланцевых соединений для резервуаров под специальное горючее должны изготовляться из полиэтилена высокого давления марки П-2035Т.
1.1.18. Элементы резервуаров (горловина, грузовые скобы и др.) не должны выступать за пределы железнодорожных габаритов. В конструкции резервуаров всех типов должны предусматриваться грузовые скобы.
1.1.19. Горизонтальные резервуары изготавливают, устанавливают и крепят так, чтобы при заполнении и опорожнении не возникали существенные изменения вместимости (например, вследствие деформации, прогибов или смещения резервуаров), меток отсчета и встраиваемых деталей.
1.1.20. Трубы для подвода и вывода жидкости в сочетании с резервуаром изготавливают так, чтобы при измерении объема была исключена возможность притока или выхода жидкости произвольным образом при заполнении, опорожнении или определении вместимости.
1.1.21. Горизонтальные резервуары можно располагать на поверхности или под землей. Подземные резервуары перед определением вместимости должны полностью засыпаться землей.
1.1.22. Резервуары должны иметь уровни или края отсчета для контроля наклона.
Требования к основаниям и фундаментам
1.1.23. При выборе площадок для размещения резервуаров в процессе строительства и реконструкции резервуарных парков необходимо учитывать:
качество и состояние грунтов, залегающих в основании площадки;
климатические и сейсмические условия района, в котором расположена нефтебаза;
режим течения грунтовых вод, их химический состав, а также допустимые нагрузки на грунты и тип основания, который необходимо установить для каждого случая после тщательного анализа. Для этого следует ознакомиться с изысканиями, проведенными при сооружении нефтебазы, а также учесть изменения, которые произошли в период эксплуатации по геологическим, сейсмическим и другим условиям.
1.1.24. Окончательно основание и фундамент под резервуар выбираются на основе технико-экономических показателей, включая мероприятия по водоотводу, прокладке коммуникаций, планировке площадки вокруг резервуара и т.д. При строительстве резервуаров на вечномерзлых грунтах следует предусматривать защиту вечномерзлого грунта от оттаивания в теплое время года или от теплого нефтепродукта в резервуаре.
1.1.25. Работы по устройству оснований и фундаментов для размещения резервуаров должны производиться в соответствии с требованиями СНиП 3.02.01-83 (часть II, прил. 1, п. 32).
1.1.26. Основание резервуара следует защищать от размыва атмосферными водами, для чего необходимо обеспечить беспрепятственный отвод с площадки резервуарного парка или отдельно стоящего резервуара к канализационным устройствам. Недопустимо погружение нижней части резервуара в грунт и скопление дождевой воды по контуру резервуара.
1.1.27. Откос основания должен быть покрыт несгораемым материалом. При хранении в резервуаре этилированного бензина откос необходимо выполнить из сборных или монолитных бетонных плит; по периметру откоса устраивается бетонный лоток, соединенный с канализацией этилированных стоков. В условиях Крайнего Севера откос основания выполняется по индивидуальному проекту.
1.2. Материалы для резервуарных конструкций
1.2.1. При строительстве и ремонте резервуаров должны использоваться металлы, обладающие гарантированными механическими характеристиками и химическим составом, высокой сопротивляемостью хрупкому разрушению при низких температурах и возможностью рулонирования заготовок, повышенной коррозионной стойкости.
1.2.2. Для сооружения резервуара применяется листовая сталь. Качество и марка стали должны соответствовать указаниям проекта и требованиям соответствующих строительных норм и правил, стандартов, технических условий и удостоверяться сертификатами заводов-поставщиков либо данными лабораторных испытаний.
1.2.3. По состоянию поверхности листовая сталь должна соответствовать техническим требованиям ГОСТ 14637-79 и ГОСТ 19282-73 (часть II, прил. 1, пп. 4, 5).
1.2.4. Химический состав, механические свойства марок стали и предельные отклонения по толщине листов металла должны соответствовать требованиям стандартов и приведены в табл. 1.2.1, 1.2.2.
|
3,5 - 3,9 |
3,9 - 5,5 |
5,5 - 7,5 |
7,5 - 10 |
|||
|
Предельные отклонения по толщине листов стали при ширине листа 1500 - 2000 мм |
+0,4 -0,5 |
+0,4 -0,6 |
+0,35 -0,8 |
|||
|
Толщина листа, мм |
10 - 12 |
12 - 25 |
25 - 30 |
|||
|
Предельные отклонения по толщине листов стали при ширине листа 1500 - 2000 мм |
+0,4 -0,8 |
+0,6 -0,8 |
+0,6 -0,9 |
|||
1.2.5. В понтонах, плавающих крышах, затворах и резервуарном оборудовании допускается применять синтетические, резинотехнические и другие полимерные материалы, которые должны отвечать специальным техническим требованиям для каждого конкретного вида изделия (прочность; набухание и всплытие в нефтепродуктах с содержанием ароматических углеводородов 40 % и более; морозо- и теплостойкость; водопоглощение; влияние применяемых материалов на показатели качества товарных нефтепродуктов и нефтей; старение в бензине, нефти, газовоздушной смеси; технологичность; накопление статического электричества; плотность; долговечность и показатель эластичности; усадка; диффузия через материал). Эти материалы должны также удовлетворять требованиям охраны труда и пожарной безопасности.
1.3. Защита металлоконструкций от коррозии
1.3.1. Коррозия стальных металлических резервуаров резко сокращает эксплуатационную надежность резервуаров и оборудования, снижает срок их службы, вызывает разрушение отдельных элементов конструкций и может приводить к потерям хранимого нефтепродукта и авариям.
1.3.2. К основным методам защиты внутренних поверхностей стальных резервуаров с нефтью и нефтепродуктами от коррозии относят нанесение лакокрасочных и металлизационных покрытий, применение электрохимической катодной защиты, а также использование ингибиторов коррозии.
Химический состав марок стали
|
Марка стали |
Содержание элементов, % |
||||||||||
|
С |
Mn |
Si |
S |
P |
Cr |
Ni |
Сu |
V |
N |
||
|
ТУ 14-2-75-72 |
СТ3сп |
0,2 |
0,4 - 0,7 |
0,12 - 0,25 |
0,045 |
0,04 |
Не более 0,3 |
0,3 |
- |
- |
- |
|
ГОСТ 380-71 |
ВСТ2кп |
0,09 - 0,15 |
0,25 - 0,5 |
Не более 0,07 |
0,05 |
0,04 |
0,3 |
0,3 |
0,3 |
- |
- |
|
ГОСТ 380-71 |
ВСТ3кп |
0,14 - 0,22 |
0,3 - 0,6 |
Не более 0,07 |
0,05 |
0,04 |
0,3 |
0,3 |
0,3 |
- |
- |
|
ГОСТ 380-71 |
ВСТ3пс |
0,14 - 0,22 |
0,4 - 0,65 |
0,05 - 0,17 |
0,05 |
0,04 |
0,3 |
0,3 |
0,3 |
- |
- |
|
ГОСТ 380-71 |
ВСТ3сп |
0,14 - 0,22 |
0,4 - 0,15 |
0,12 - 0,3 |
0,05 |
0,04 |
0,3 |
0,3 |
0,3 |
- |
- |
|
ГОСТ 23570-79 |
18сп |
0,14 - 0,22 |
0,5 - 0,8 |
0,15 - 0,3 |
0,45 |
0,04 |
Не более 0,3 |
0,3 |
- |
- |
- |
|
ГОСТ 1050-74 |
20пс |
0,17 - 0,24 |
0,35 - 0,65 |
0,05 - 0,17 |
0,04 |
0,04 |
Не более 0,3 |
0,25 |
- |
- |
- |
|
ГОСТ 1050-74 |
20кп |
0,17 - 0,24 |
0,25 - 0,5 |
Не более 0,07 |
0,04 |
0,04 |
Не более 0,3 |
- |
- |
- |
- |
|
09Г2С |
0,12 |
1,3 - 1,7 |
0,5 - 0,8 |
0,04 |
0,035 |
Не более 0,3 |
0,3 |
- |
- |
- |
|
|
09Г2 |
0,12 |
1,4 - 1,8 |
0,17 - 0,37 |
0,04 |
0,035 |
Не более 0,3 |
- |
- |
0,07 - 0,3 |
0,12 |
|
|
16Г2АФ |
0,14 - 0,2 |
1,3 - 1,7 |
0,2 - 0,6 |
0,04 |
0,035 |
0,04 |
0,3 |
0,15 |
- |
||
Механические свойства стали
|
Марка стали |
Толщина листа, мм |
Временное сопротивление, МПа |
Предел текучести, МПа |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
|||
|
+20 |
-20 |
-40 |
||||||
|
ТУ 14-2-75-72 ГОСТ 380-71 ГОСТ 380-71 ГОСТ 380-71 ГОСТ 380-71 ГОСТ 23570-79 ГОСТ 1050-74 ГОСТ 1050-74 |
СТ3сп СТ2кп СТ3кп СТ3пс СТ3сп 18сп 20пс 20кп 09Г2С 09Г2 16ГАФ |
До 12 До 20 До 20 До 20 До 20 До 20 До 20 До 20 До 20 До 20 До 32 |
370 320 - 410 360 - 460 370 - 480 370 - 480 370 - 540 410 410 470 440 590 |
225 215 235 245 245 235 245 245 325 305 445 |
22 33 27 26 26 25 25 25 21 31 20 |
- - - 69 69 - - - 59 - - |
- - - 29 29 29 - - - - - |
- - - - - - - - 34 29 39 |
Выбор того или иного метода защиты определяется скоростью коррозии, условиями эксплуатации, видом нефтепродукта и технико-экономическими показателями.
1.3.3. При выборе лакокрасочного покрытия необходимо, чтобы оно не влияло на качество нефтепродукта, обладало стойкостью к воздействию воды и атмосферного воздуха в условиях эксплуатации резервуара. Лакокрасочное покрытие должно обладать адгезией грунтовок к металлу резервуара и совместимостью грунтовок и эмалей. Это покрытие должно удовлетворять требованиям электростатической искробезопасности.
1.3.4. Выполнение работ по защите металлоконструкций от коррозии должно соответствовать требованиям, приведенных в Указаниях по защите резервуаров от коррозии настоящих Правил (прил. 3).
1.4. Оборудование резервуаров
1.4.1. На вертикальные, цилиндрические резервуары в зависимости от назначения рекомендуется устанавливать следующее оборудование, отвечающее требованиям стандартов и предназначенное обеспечить надежную эксплуатацию резервуаров и снижение потерь нефти и нефтепродуктов от испарения:
дыхательные клапаны;
предохранительные клапаны;
огневые предохранители;
приборы контроля и сигнализации (уровнемеры, сниженные пробоотборники ПСР, сигнализаторы уровня, манометры для контроля давления в газовой среде);
хлопушки;
противопожарное оборудование;
оборудование для подогрева;
приемо-раздаточные патрубки;
зачистной патрубок;
вентиляционные патрубки;
люки-лазы;
люк световой;
люк замерный.
Горизонтальные резервуары могут быть оснащены стационарно встроенными элементами: змеевиками, пеноотводами, лестницами, мешалками, приборами контроля уровня и сигнализации, измерительными трубами, замерным люком и другими устройствами в соответствии с требованиями проектов.
1.4.2. Марка, тип оборудования и аппаратуры, размеры, комплектность должны соответствовать требованиям и указаниям проекта в зависимости от хранимого продукта и скорости наполнения и опорожнения резервуара.
Исполнение, категория условий эксплуатации в зависимости от воздействия климатических факторов внешней среды (температуры, влажности воздуха, давления воздуха или газа с учетом высоты над уровнем моря, солнечного излучения, дождя, ветра, смены температуры и т.д.) должны соответствовать требованиям ГОСТ 15150-69 и ГОСТ 16350-80 (часть II, прил. 1, пп. 7, 8).
1.4.3. Требования по устойчивости к воздействию климатических факторов внешней среды должны быть отражены в нормативно-технической документации на оборудование и установлены в соответствии с прил. 8 к ГОСТ 15150-69 (часть II, прил. 1, п. 7).
1.4.4. Дыхательная арматура вертикальных цилиндрических резервуаров должна соответствовать проектному избыточному давлению и вакууму и отвечать требованиям ГОСТ 23097-78 (прил. 1, п. 9). По устойчивости к воздействию климатических факторов внешней среды клапаны изготавливаются категории V размещения 1 по ГОСТ 15150-69 и ГОСТ 16350-80 (часть II, прил. 1, пп. 7, 8).
1.4.5. Для контроля давления в резервуаре на крышке замерного люка следует установить штуцер с запорным устройством для подключения мановакуумметра, автоматического сигнализатора предельных значений давления и вакуума или других приборов.
1.4.6. Резервуары, которые в холодный период, года заполняются нефтью и нефтепродуктами с температурой выше 0 °С, следует оснащать непримерзающими дыхательными клапанами.
1.4.7. Не допускается установка дыхательных клапанов для горизонтальных резервуаров на вертикальные.
1.4.8. В резервуарах, хранящих нефть и бензин и не оборудованных средствами сокращения потерь от испарения, под дыхательные клапаны следует установить диски-отражатели. Эффективность дисков-отражателей в резервуаре зависит от диаметра диска Д и расстояния от нижней кромки патрубка до верхней плоскости диска Н.
Диаметр диска выбирают конструктивно из условия свободного пропуска диска в сложенном виде через монтажный патрубок, диаметр которого соответствует диаметру клапана.
Размеры Н и Д в зависимости от габаритов дыхательных клапанов приведены в табл. 1.4.1.
|
Марка диска-отражателя |
||||
|
КД-100 |
КД-150 |
КД-200 |
КД-250 |
|
|
Д Н |
100 200 |
150 270 |
200 370 |
250 470 |
1.4.9. Для тушения пожара на резервуарах следует предусматривать установки и оборудование в соответствии с требованиями СНиП 11-106-79 и Правил пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР (часть II, прил. 1, пп. 34, 38).
1.4.10. Патрубки приемо-раздаточные и замерного люка вертикальных и горизонтальных резервуаров для нефти и нефтепродуктов должны соответствовать требованиям ГОСТов (часть II, прил. 1, пп. 10, 11).
1.4.11. Вязкие нефтепродукты должны храниться в резервуарах, имеющих теплоизоляционное покрытие и оборудованных средствами подогрева, которые обеспечивают сохранение качества нефтепродуктов и пожарную безопасность.
1.4.12. Конструкции подогревателей различаются в зависимости от назначения и принципа действия.
В основном рекомендуется использовать подогреватели следующих типов:
стационарные и переносные;
общие и местные;
трубчатые, циркуляционного подогрева;
паровые, электрические и другие.
1.4.13. Подогреватели предназначены для обеспечения бесперебойного круглогодичного приема и отпуска вязких нефтепродуктов с температурой вспышки паров выше 45 °С.
1.4.14. Подогреватели должны обеспечивать подогрев вязких нефтепродуктов или поддержание оптимальной температуры для создания необходимой скорости перекачки, экономного расходования пара и электроэнергии, быть технически исправными, простыми в монтаже и ремонте.
1.4.15. В резервуарах проводят общий, местный и комбинированный электроподогрев нефтепродуктов.
Выбор способа подогрева зависит от расчетной температуры окружающего воздуха, марки нефтепродукта, объема реализации его в холодное время года, типа и способа установки резервуара.
За расчетную температуру окружающего воздуха принимают среднюю температуру наиболее холодной пятидневки.
1.4.16. Электроподогрев общим способом применяют в том случае, когда объем суточной реализации нефтепродукта равен или больше 30 %-ной вместимости резервуара. При этом подогревают весь объем нефтепродукта и поддерживают заданную температуру в процессе хранения.
1.4.17. Местный способ электроподогрева характеризуется тем, что нефтепродукт подогревают в ограниченном объеме в специальной нагревательной камере, устроенной в резервуаре. Объем камеры принимают равным объему суточной или односменной реализации нефтепродукта.
Вязкие нефтепродукты при объеме реализации не более 1 - 2 т в сутки достаточно подогревать грелкой (трубкой выходного потока).
1.4.18. Комбинированный способ электроподогрева характеризуется тем, что нефтепродукт сначала подогревают в основном резервуаре хранения до температуры, обеспечивающей самотечный переток в промежуточный резервуар. Комбинированный способ целесообразно применять при суточной реализации данного нефтепродукта более 3 т.
Промежуточный резервуар заполняют по соединительному обогреваемому трубопроводу. Для ускорения заполнения диаметр соединительного трубопровода должен быть не менее 250 мм. Промежуточный резервуар оборудуется общим электроподогревом. Заполнение промежуточного резервуара может быть непрерывным или периодическим.
Объем промежуточных резервуаров принимается равным объему максимально возможной суточной реализации. Промежуточный резервуар должен быть теплоизолирован.
1.4.19. Электрооборудование, аппараты и приборы, используемые в резервуарных парках, должны удовлетворять требованиям ГОСТ 12.2.020-76 и раздела 7.14 Правил технической эксплуатации нефтебаз (прил. 1, пп. 53, 39).
1.5. Автоматика и КИП
1.5.1. Резервуары для нефти и нефтепродуктов могут оснащаться следующими приборами и средствами автоматики:
местным и дистанционным измерителями уровня жидкости в резервуаре;
сигнализаторами максимального оперативного уровня жидкости в резервуаре;
сигнализатором максимального (аварийного) уровня жидкости в резервуаре;
дистанционным измерителем средней температуры жидкости в резервуаре;
местным и дистанционным измерителями температуры жидкости в районе приемо-раздаточных патрубков в резервуаре, оснащаемых устройством для подогрева жидкости;
пожарными извещателями автоматического действия и средствами включения системы пожаротушения;
дистанционным сигнализатором загазованности над плавающей крышей;
сниженным пробоотборником;
сигнализатором верхнего положения понтона;
датчиком утечек.
1.5.2. Для измерения массы, уровня и отбора проб нефтепродуктов в резервуарах должны применяться системы измерительных устройств (дистанционные уровнемеры «Уровень», «Утро-3», «Кор-Вол» и другие, сниженные пробоотборники), предусмотренные проектами.
1.5.3. Сигнализаторы применяются для контроля сред. В типовых проектах вертикальных резервуаров для нефти и светлых нефтепродуктов предусматривается установка сигнализаторов уровня ультразвукового типа (СУУЗ), предназначенных для контроля за верхним аварийным и нижним уровнями в резервуарах, а также для контроля уровня раздела вода - светлые нефтепродукты. Сигнализаторы рассчитаны для контроля сред, имеющих температуру от -50 до +80 °С и находящихся под атмосферным и избыточным давлениями до 58,8.104 Па. Они предназначены для работы при температуре окружающего воздуха от -50 до +50 °С и относительной влажности до 95 % при температуре +35 °С и при более низких температурах без конденсации влаги.
1.5.4. Для автоматизации выполнения технологических операций по приему и наливу нефтепродуктов могут быть использованы:
сигнализаторы СУУЗ-1, контролирующие заполнение резервуара до максимально допустимого уровня;
сигнализаторы СУУЗ-2, оснащенные двумя датчиками, сигнализирующими о достижении нефтепродуктом максимально допустимого и аварийного уровней, а также позволяющие в процессе налива контролировать с диспетчерского пульта исправность сигнализации аварийного уровня;
сигнализаторы СУУЗ-3, которые отличаются от СУУЗ-2 наличием третьего датчика, устанавливаемого на 25 мм нижнего обреза приемо-раздаточного патрубка;
сигнализаторы СУУЗ-1Р, предназначенные для контроля уровня раздела вода - светлые нефтепродукты;
ультразвуковые бесконтактные сигнализаторы уровня «Волна-1», служащие для фиксирования положения уровня жидкости в резервуарах и передачи информации на исполнительное устройство.
Сигнализаторы СУУЗ-1 и СУУЗ-2 применяются для резервуаров большой вместимости, а сигнализаторы СУУЗ-3 - для оснащения стальных вертикальных резервуаров вместимостью 100 - 400 м3. Допускается применение других средств автоматизации, которые по техническим характеристикам не уступают указанным.
1.5.5. Сигнализатор максимального аварийного уровня, передающий сигнал на отключение насосного оборудования при достижении предельного уровня, должен устанавливаться, обеспечивая плавающей крыше или понтону перемещение ниже отметки срабатывания.
1.5.6. В резервуарах с плавающей крышей или понтоном следует устанавливать на равных расстояниях не менее трех сигнализаторов уровня, работающих параллельно.
1.5.7. В резервуарах, предназначенных для длительного хранения нефти и нефтепродуктов, должны предусматриваться сигнализаторы максимального уровня подтоварной воды.
На трубопроводах откачки подтоварной воды должны устанавливаться сигнализаторы раздела жидкостей типа вода-нефть (нефтепродукт).
1.5.8. Перфорированные трубы, предназначенные для установки приборов КИП, должны иметь отверстия, обеспечивающие тождественность температур в резервуаре и внутри трубы.
1.5.9. В резервуарах должен быть предусмотрен пробоотборник стационарный с перфорированной заборной трубой согласно ГОСТ 2517-85 (часть II, прил. 1, п. 16).
1.5.10. Система автоматического пожаротушения резервуарного парка должна отвечать требованиям СНиП II-106-79 (часть II, прил. 1, п. 34).
1.5.11. При реконструкции и модернизации резервуарного парка контрольно-измерительные приборы и автоматика должны разрабатываться с учетом:
свойств рабочей среды (вязкость, плотность, агрессивность, диапазон рабочих температур, давление и т.д.) хранимых в резервуарах продуктов;
диапазона измеряемого параметра;
внешних условий (наружная температура, влажность воздуха и др.);
конструктивных особенностей резервуара (тип резервуара, вместимость, высота, диаметр).
1.5.12. Контрольно-измерительные системы и приборы должны эксплуатироваться в строгом соответствии с требованиями стандартов, инструкций заводов-изготовителей.
1.6. Приемка новых резервуаров в эксплуатацию
1.6.1. Монтаж вновь построенного резервуара считается законченным при следующих условиях:
конструктивные элементы резервуара, основание и фундамент его выполнены в строгом соответствии с типовым проектом;
оборудование укомплектовано в соответствии с требованиями проекта;
металлоконструкции, сварочные материалы соответствуют действующим стандартам или техническим условиям (на основании документов);
монтаж конструкций выполнен в соответствии с проектом производства работ и технологическими картами;
стальные конструкции огрунтованы и окрашены в соответствии с указаниями проекта.
Примечание. Монтаж неметаллических защитных покрытий в новых резервуарах, а также дооснащение ими действующих проводится согласно инструкциям, техническим условиям, требованиям организаций-разработчиков проектов на неметаллические защитные покрытия.
Техническая документация на синтетические понтоны должна быть представлена разработчиками проекта монтажникам до начала монтажа с целью согласования возможных отступлений от проекта.
1.6.2. Приемку нового резервуара после монтажа осуществляет специальная комиссия из представителей строительной и монтажной организации, заказчика, представителя пожарной охраны и других органов.
1.6.3. До начала испытаний организации, участвующие в монтаже резервуара, должны представить заказчику всю техническую документацию на выполнение работы, в том числе:
сертификаты (или их копии) на стальные конструкции резервуара, удостоверяющие качество металла и сварочных материалов;
данные о сварочных работах, проведенных при изготовлении резервуара, и результаты проверки качества сварных соединений;
акты на скрытые работы по подготовке основания и устройству изолирующего слоя;
результаты контроля сварных соединений резервуара в соответствии с требованиями СНиП III-18-75 (часть II, прил. 1, п. 33).
1.6.4. Для резервуаров с понтоном (плавающей крышей) дополнительно должна быть представлена техническая документация на конструкцию уплотняющего затвора понтона и акты испытаний на герметичность плавающих крыш (понтонов) после их монтажа. В технической документации на понтон должна быть указана его масса. Для защитных покрытий из синтетических материалов приводится характеристика примененного материала: марка, компоненты, способ изготовления, температурный режим и т.д.
1.6.5. Перед гидравлическими испытаниями резервуара необходимо проверить отклонение от проектных величин:
фактических размеров основания и фундамента;
геометрических размеров и формы стальных конструкций (днища, стенки, крыши, понтона или плавающей крыши и т.д.).
Отклонения геометрических размеров формы стальных конструкций резервуаров от проектных, в соответствии со СНиП III-18-75, не должны превышать величин, приведенных в табл. 1.6.1, 1.6.2, 1.6.3, 1.6.4.
Допустимые отклонения при монтаже конструкций резервуаров
|
Допустимое отклонение |
|
|
Днище |
|
|
Отклонение наружного контура днища от горизонтали |
См. табл. 1.6.2 |
|
Высота хлопунов днища (допускаемая площадь одного хлопуна 2 м2) |
Не более 150 мм |
|
Стенка |
|
|
Отклонение величины внутреннего радиуса стенки на уровне днища от проектной при радиусе: |
|
|
до 12 м включительно |
±20 мм |
|
свыше 12 м |
±30 мм |
|
Отклонение высоты стенки от проектной, смонтированной: |
|
|
из рулонной заготовки |
±15 мм |
|
из отдельных листов |
±50 мм |
|
Отклонения образующих стенки от вертикали |
См. табл. 1.6.3 |
|
Выпучины или вмятины на поверхности стенки вдоль образующей |
См. табл. 1.6.4 |
|
Понтон и плавающая крыша |
|
|
Отклонение наружного контура понтона или плавающей крыши от горизонтали |
±20 мм |
|
Отклонение направляющих понтона или плавающей крыши от вертикали |
25 мм |
|
Отклонение наружного кольцевого листа понтона или плавающей крыши от вертикали на высоту листа |
±10 мм |
|
Кровля |
|
|
Отклонение стрелок прогиба радиальных элементов в центре и промежуточных узлах от проектных (с учетом строительного подъема) |
±0,02 |
|
Разность отметок смежных узлов радиальных балок и ферм |
10 мм |
Примечание. Нижняя часть наружного контура понтона или плавающей крыши не должна находиться выше уровня жидкости.
Допустимые отклонения (в мм) наружного контура днища от горизонтали
|
При незаполненном резервуаре |
При заполненном резервуаре |
|||
|
разность отметок соседних точек на расстоянии 6 м |
разность отметок любых других точек |
разность отметок соседних точек на расстоянии 6 м |
разность отметок любых других точек |
|
|
Менее 700 700 - 1000 2000 - 5000 10000 - 20000 30000 - 50000 30000 - 50000 |
10 15 20 10 15 |
25 40 50 50 50 |
20 30 40 30 30 |
40 60 80 80 80 |
1.6.6. Периметр наружной стенки понтона или плавающей крыши должен быть намерен на уровне верхней кромки стенки с целью разметки мест крепления элементов уплотняющих затворов.
1.6.7. Отклонение от вертикали наружной стенки коробов понтона или плавающей крыши необходимо определять в зонах вертикальных стыков стенки резервуара и посередине между ними с помощью отвеса, опускаемого от верхней кромки короба, и линейки с миллиметровыми делениями.
Горизонтальность верхней кромки наружной стенки короба понтона или плавающей крыши необходимо определять нивелированием на каждом коробе не менее чем в трех точках.
Вертикальность направляющих стоек плавающей крыши или понтона должна быть проверена с помощью отвеса, опущенного от верха направляющих до верха коробов. Ось направляющей стойки должна проходить через центр направляющего патрубка короба.
1.6.8. Зазоры между верхней кромкой наружной стенки коробов понтона (кольца жесткости синтетических понтонов) или плавающей крыши и стенки резервуара следует измерять в зоне стыков между поясами (на расстоянии 50 - 100 мм) против каждого вертикального шва стенки, а при необходимости - между швами линейкой с миллиметровыми делениями. Результаты измерений сопоставляют с проектными данными.
Допустимые отклонения (±мм) образующих стенки резервуара от вертикали
|
Номер пояса |
||||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
|
Для резервуаров высотой до 12 м
|
10 |
20 |
30 |
40 |
45 |
50 |
55 |
60 |
- |
- |
- |
- |
Для резервуаров высотой до 18 м
|
10 |
20 |
30 |
40 |
45 |
50 |
55 |
55 |
55 |
55 |
60 |
60 |
Для резервуаров высотой до 12 м
|
15 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
- |
- |
- |
- |
Для резервуаров высотой до 18 м
|
15 |
30 |
40 |
50 |
60 |
60 |
70 |
70 |
70 |
80 |
80 |
90 |
Примечания: 1. Измерения проводятся для каждого пояса на расстоянии до 50 мм от верхнего горизонтального шва.
2. Проверка отклонений проводится не реже, чем через 6 м по окружности резервуара.
3. Для 20 % образующих (по которым проводится контроль отклонений) резервуаров с понтонами или плавающими крышами допускаются на уровне восьмого пояса отклонения ±90 мм, а для резервуаров других конструкций ±120 мм. На уровне остальных поясов допускаемое отклонение определяется по интерполяции.
4. При определении отклонений учитывается телескопичность стенки резервуаров, смонтированных полистовым способом.
5. Предельные отклонения даны для стенок из листов шириной 1,5 м. В случае применения листов другой ширины предельные отклонения образующих стенки от вертикали на уровне верха поясов определяются по интерполяции.
Допустимые величины выпучин или вмятин на поверхности стенки вдоль образующей, ±мм
|
Расстояние от нижнего до верхнего края выпучины или вмятины, мм |
Допускаемая величина выпучин или вмятин |
|
До 1500 включительно Свыше 1500 до 3000 Свыше 3000 до 4500 |
15 30 45 |
1.6.9. Вертикальные сварные швы первого пояса стенки резервуара не должны быть расположены между приемо-раздаточными патрубками; швы приварки отдельных элементов оборудования рекомендуется располагать не ближе 500 мм один от другого и от вертикальных соединений стенки не ближе 200 мм от горизонтальных соединений.
1.6.10. В резервах вместимостью 1000 м3 и более на одном листе стенки при площади не менее 7 м2 не следует выполнять более четырех врезок для установки оборудования; змеевики для обогрева резервуаров и мелкие штуцеры могут быть врезаны в лист стенки, не имеющей других врезок (кроме листа с приемо-раздаточными патрубками); при этом в одном листе допускается установка не более восьми штуцеров диаметром до 100 мм. В резервуарах вместимостью до 700 м3 (включительно) оборудование может быть расположено с учетом удобства размещения, но с обязательным соблюдением пункта 1.6.9 настоящих Правил.
1.6.11. При полистовой сборке стенки резервуара размеры разбежки между вертикальными стыками листов первого пояса и стыками окраек днища должны быть не менее 200 мм, размеры разбежки между вертикальными стыками отдельных поясов - не менее 500 мм.
1.6.12. Врезка и приварка патрубков резервуарного оборудования, устанавливаемого на первом поясе, должны быть закончены до проведения гидравлического испытания резервуара.
Усилительные воротники резервуарного оборудования должны иметь ширину не менее 150 мм.
1.6.13. Герметичность всех швов днища проверяют с помощью вакуумкамеры, а швов прочих частей резервуара - керосином. Контроль просвечиванием проникающими излучениями применяют:
в резервуарах, сооруженных из рулонных заготовок, на заводе, проверяя 100 % пересечений вертикальных и горизонтальных швов сварных соединений поясов I и II и 50 % пересечений поясов II, III и IV, а на монтажной площадке вертикальные монтажные швы стенок резервуаров вместимостью от 2000 до 20000 м3;
в резервуарах, сооружаемых полистовым методом, проверяя все стыковые соединения I и низа II поясов и 50 % соединений поясов II, III и IV преимущественно в местах пересечения этих соединений с горизонтальными;
для всех стыковых соединений окраек днищ в местах примыкания к ним стенки резервуаров. Длина снимка должна быть не менее 240 мм.
Взамен просвечивания сварных соединений при толщине 10 мм и более разрешается проводить контроль ультразвуковой дефектоскопией с последующим просвечиванием проникающими излучениями участков швов с признаками дефектов.
1.6.14. По внешнему виду швы сварных соединений должны удовлетворять следующим требованиям:
иметь гладкую или равномерно чешуйчатую поверхность (без наплывов, прожогов, сужений и перерывов) без резкого перехода к основному металлу. В конструкциях, воспринимающих динамические нагрузки, угловые швы выполняются с плавным переходом к основному металлу; наплавленный металл должен быть плотным по всей длине шва, без трещин и дефектов;
глубина подрезов основного металла не должна превышать 0,5 мм при толщине стали 4 - 10 мм и 1 мм при толщине стали выше 10 мм;
все кратеры должны быть заварены.
1.6.15. Отклонения геометрических швов сварных соединений не должны превышать величин, указанных в ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ 14771-76 (прил. 1, пп. 12, 13, 14).
1.6.16. При приемке из монтажа резервуаров с металлическими или синтетическими понтонами необходимо проверить:
величину зазора между стенкой резервуара и бортом понтона и плотность прилегания кольцевого затвора, затворов направляющих труб, труб ручного замера, ПСР и центральной стойки;
состояние швов и материалов ковра (непровары и разрывы не допускаются);
состояние коробов, поплавков и др.;
наличие крепления заземления;
крепление секций затвора с кольцом жесткости;
соединение полос сетки между собой и заделку концов сетки по периметру;
наличие защиты от статического электричества;
работоспособность конструкции затвора;
работоспособность дренажных устройств;
работоспособность уровнемера, пробоотборника.
1.7. Требования при испытании резервуаров на герметичность и прочность
1.7.1. Приемку резервуаров в эксплуатацию проводят после испытания резервуаров на герметичность и прочность с полностью установленным на них оборудованием, внешнего осмотра и установления соответствия представленной документации требованиям проекта.
1.7.2. Перед проведением гидравлических испытаний резервуаров необходимо закончить работы по устройству ливневой канализации. Перед началом наполнения резервуара с колодца ливневой канализации следует снять крышки, а вокруг колодца соорудить защиту (ограждение).
1.7.3. При проведении гидравлических испытаний необходимо разработать мероприятия по осмотру состояния резервуара, для чего:
усилить освещение наружной поверхности стенки резервуара, особенно утора и площадки вокруг железобетонного кольца;
организовать круглосуточную охрану резервуара для обеспечения сохранности исполнительных приборов, установок и электросетей;
обеспечить освещение верхней бровки обвалования;
на командном пункте организовать надежную телефонную связь с охраной и персоналом, испытывающим резервуар, или иметь специально закрепленную для этого автомашину;
установить связь с диспетчером цехов, прилегающих к площадке резервуаров, и сообщить им о начале наполнения резервуара.
1.7.4. Весь персонал, принимающий участие в проведении испытаний, должен пройти инструктаж.
На все время испытаний устанавливается граница опасной зоны радиусом не менее двух диаметров резервуара, внутри которой не допускается нахождение людей, не связанных с испытанием.
Лица, проводящие гидравлические испытания, в период заполнения водой должны находиться вне опасной зоны.
1.7.5. Испытание резервуаров на герметичность должно проводиться наливом их водой до высоты, предусмотренной проектом.
1.7.6. Во время повышения давления или вакуума допуск к осмотру резервуара разрешается не ранее, чем через 10 мин после достижения установленных испытательных нагрузок. Контрольные приборы должны устанавливаться вне опасной зоны или в надежных укрытиях.
1.7.7. При отсутствии гибкого участка трубопровода высоту первой его опоры со стороны резервуара устанавливают после окончания гидравлических испытаний.
1.7.8. Резервуары с металлическими или синтетическими понтонами, плавающими крышами, повышенного давления испытывают в соответствии с требованиями, приведенными в проекте, Указаниях по изготовлению, монтажу, испытаниям вертикальных цилиндрических резервуаров ВСН 311-81, а также рекомендациями организаций-разработчиков проекта с учетом конструктивных особенностей.
1.7.9. Испытания резервуаров на прочность проводят только на расчетную гидравлическую нагрузку. При испытании резервуаров низкого давления принимается размер избыточного давления на 25 %, а вакуум на 50 % больше проектной величины, если в проекте нет других указаний. Продолжительность нагрузки 30 мин.
1.7.10. При обнаружении течи из-под края днища через контрольные трубки, а также при появлении мокрых пятен на поверхности отмостки испытания прекращают, сливают воду и устанавливают причину течи. При появлении трещин в сварных швах стенки испытания прекращают и воду сливают до уровня:
на один пояс ниже при обнаружении трещин в поясах от I до IV;
до пояса V при обнаружении трещин в поясах VI и выше.
1.7.11. Гидравлические испытания рекомендуется проводить при температуре окружающего воздуха выше +5 °С. При необходимости проведения испытаний в зимнее время должны быть приняты меры по предотвращению замерзания воды в трубах и задвижках, а также обмерзанию стенок резервуара.
1.7.12. Герметичность кровли вертикального резервуара при гидравлическом испытании следует проверять следующим образом: залить воду в резервуар на высоту 1 м, закрыть заглушками все люки на стенке и кровле резервуара и увеличить высоту наполнения водой, создавая избыточное давление на 10 % выше проектной величины. При этом необходимо тщательно следить за показаниями U-образного манометра, так как давление может изменяться не только от подачи воды, но и от колебания температуры окружающего воздуха. В процессе испытания сварные соединения необходимо смачивать снаружи мыльным или другим индикаторным раствором.
Примечание. Избыточное давление можно создавать, нагнетая воздух компрессором.
1.7.13. Гидравлические испытания резервуаров с понтонами (плавающими крышами) необходимо проводить согласно ВСН 311-81 до установки уплотняющих затворов. При этом в резервуарах с плавающими крышами следует тщательно наблюдать за работой катучей лестницы, дренажного устройства и другого оборудования. Скорость подъема (опускания) понтона или плавающей крыши при гидравлических испытаниях не должна превышать эксплуатационную.
В начальный период наполнения резервуара водой необходимо следить через люк-лаз за подъемом понтона. Движение понтона (плавающей крыши) должно быть плавное, без заеданий, рывков, шума и «захлебываний».
1.7.14. Резервуары вместимостью до 20000 м3, залитые водой до проектной отметки испытывают на гидравлическое давление с выдержкой под нагрузкой без избыточного давления с выдержкой под нагрузкой без избыточного давления не менее 24 ч, а резервуары вместимостью свыше 20000 м3 - не менее 72 ч. Резервуар считается выдержавшим гидравлическое испытание, если в процессе испытания на поверхности корпуса или по краям днища не появится течь и уровень не будет снижаться. Обнаруженные мелкие дефекты (свищи, отпотины) необходимо исправить на пустом резервуаре и проверить на герметичность.
1.7.15. Горизонтальные заглубленные резервуары должны подвергаться испытаниям на 1,25 рабочего давления. Допускаются пневматические испытания на давление, не превышающее рабочее (СНиП II-91-77. Промышленные сооружения. Нормы проектирования).
1.8. Основные положения по обеспечению надежности резервуаров в эксплуатации
1.8.1. Надежность резервуаров - свойство его конструкции выполнять функции приема, хранения и отбора из него нефти и нефтепродуктов при заданных параметрах (уровень наполнения, плотность и вязкость, температура, скорость закачки и отбора продукта, оборачиваемость резервуара, а также масса снегового покрова, сила ветра, расчетная температура, величина сейсмического воздействия и т.д.).
1.8.2. Оценка уровня надежности резервуара и его элементов должна проводиться по установленным параметрам конструкции, которые определяются технической документацией с пределами, установленными СНиП III-18-75 (часть II, прил. 1, п. 33) и Руководством по обследованию и дефектоскопии вертикальных резервуаров РД (прил. 1, п. 40).
1.8.3. Порядок и методы контроля показателей надежности определяются ГОСТ 27.401-84 (СТ СЭВ 4492-84) (часть II, прил. 1, п. 15).
1.8.4. Критериями, характеризующими эксплуатационную надежность резервуаров, являются:
работоспособность резервуара - состояние, при котором резервуар способен выполнять свои функции без отклонений от параметров, установленных требованиями технической документации. Для поддержания работоспособности резервуара необходимо выполнять в установленные сроки текущие и капитальные ремонты, а также осуществлять профилактику и раннюю диагностику дефектов;
безотказность работы резервуара - свойство резервуара и его элементов сохранять работоспособность без вынужденных перерывов в работе. Вероятность безотказной работы служит количественным показателем надежности (критерий прочности, устойчивости и выносливости);
долговечность резервуара и его элементов - свойство конструкции сохранять работоспособность до предельного состояния с необходимыми перерывами для технического обслуживания и ремонтов. Показателем долговечности может служить ресурс или срок службы;
ремонтопригодность элементов резервуаров заключается в приспособленности элементов к предупреждению и обнаружению неисправности, а также и их ремонта в период обслуживания до наступления отказа. Затраты труда, времени и средств на ремонтные работы определяют ремонтопригодность.
1.8.5. Основными факторами, обеспечивающими надежность и долговечность резервуаров, являются:
качественное сооружение оснований и фундаментов;
качественное заводское изготовление стальных конструкций и правильная их транспортировка;
соблюдение геометрической формы резервуаров и их элементов;
контроль качества строительных и монтажных работ;
соблюдение графиков текущего и капитального ремонтов;
строгое соблюдение правил техники безопасности и охраны труда.
1.8.6. Своевременная и качественная оценка технического состояния и устранение выявленных дефектов повышает их надежность при эксплуатации. Такую оценку можно получить только на основании комплексной проверки, включающей в себя дефектоскопию, сварных соединений, проверку качества металла, контроль толщины стенок отдельных элементов, геометрической формы и др.
1.9. Требования к территории резервуарного парка
1.9.1. Устройство, взаимное расположение и расстояния между отдельными резервуарами и группами должны соответствовать требованиям СНиП II-106-79 и Правил технической эксплуатации нефтебаз.
1.9.2. Резервуарные парки складов нефти и нефтепродуктов должны размещаться на более низких отметках земли по отношению к отметкам территории соседних населенных пунктов, предприятий, путей железных дорог общей сети. При размещении резервуарных парков нефти и нефтепродуктов на площадках, имеющих более высокие отметки по сравнению с отметкой территории соседних населенных пунктов, предприятий и путей железных дорог общей сети, расположенных на расстоянии до 200 м от резервуарного парка, должны быть предусмотрены согласованные с соответствующими органами государственного надзора мероприятия (аварийные земляные амбары, отводные канавы для сброса нефти и нефтепродуктов при аварии и др.) по предотвращению при аварии наземных резервуаров разлива нефти и нефтепродуктов на территорию населенного пункта, предприятий или на пути железных дорог общей сети. Указанные мероприятия должны также предусматриваться при размещении резервуарных парков в прибрежной полосе водных объектов на расстоянии до 200 м от уреза воды (при максимальном уровне).
1.9.3. Обвалование резервуаров должно постоянно содержаться в полной исправности и отвечать требованиям СНиП II-106-79 и Правил пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР (часть II, прил. 1, п. 38).
1.9.4. При строительстве и реконструкции резервуарных парков размещение задвижек внутри обвалования не допускается, кроме запорных коренных, установленных непосредственно у резервуара и предназначенных только для обслуживания данного резервуара. Задвижки, устанавливаемые на подводящих трубопроводах резервуаров, для нефтепродуктов с температурой вспышки паров 45 °С (318 К) и ниже, независимо от температуры и давления среды должны быть стальными.
При хранении в резервуарах нефтепродуктов с температурой вспышки паров выше 45 °С допускается установка арматуры из коксового чугуна при условии, что температура окружающего воздуха не ниже - 30 °С и рабочее давление в трубопроводе не выше 1,6 МПа.
Колодцы и камеры управления задвижками следует располагать с внешней стороны обвалования.
Для транспортирования тяжелого оборудования или материалов к резервуарам при ремонтных работах необходимо устраивать переезды через обвалования с подсыпкой грунта.
Устройство подъездов через обвалование резервуарных парков должно быть согласовано руководством нефтебазы с местными органами Госпожнадзора МВД СССР.
1.9.5. С территории резервуарного парка следует отводить в производственно-дождевую канализацию сточные воды:
подтоварные (кроме резервуарных парков нефтепродуктов, поступающих по магистральным нефтепроводам), образующиеся из-за обводненности нефтепродуктов в процессе отстоя, а также в результате поступления из воздуха влаги в процессе конденсации;
атмосферные, образующиеся в период дождей и таяния снега;
расходуемые на охлаждение резервуаров во время пожаров.
С этой целью необходима соответствующая планировка в направлении дождевых приемных колодцев.
Сточные воды от резервуаров и технологических установок, связанных с хранением и применением этилированных бензинов, следует отводить по сети спецканализации на сооружения, предназначенные для очистки этих стоков, или собирать в отдельные сборники с последующей очисткой. Состав сооружений для очистки этих вод и устройство производственно-дождевой канализации должны соответствовать требованиям СНиП II-106-79.
1.9.6. Сточные воды, образующиеся при зачистке резервуаров, не допускается сбрасывать в сеть производственно-дождевой канализации. Они отводятся по сборно-разборным трубопроводам в шламонакопители и после отстаивания направляются по сети производственной или производственно-дождевой канализации на очистные сооружения нефтебаз.
1.9.7. Поступление нефтепродуктов в сеть производственно-дождевой канализации даже в аварийных случаях не допускается. Дождевые колодцы, устанавливаемые на территории резервуарного парка, следует оборудовать запорными устройствами (хлопушками), приводимыми в действие с ограждающего вала или мест, находящихся вне обвалования. Нормальное положение хлопушки - «закрытое». Колодцы канализационных сетей, расположенные в резервуарных парках, должны иметь нумерацию в строгом соответствии с технологической схемой обвязки очистных сооружений.
1.9.8. В целях сохранения расчетной пропускной способности канализационных сетей резервуарного парка следует осуществлять их профилактическую прочистку не реже двух раз в год. Эксплуатация и обслуживание сетей очистных сооружений должны осуществляться в соответствии с Инструкцией по эксплуатации очистных сооружений нефтебаз, наливных пунктов, перекачивающих станций и АЭС (часть II, прил. 1 п. 52).
1.9.9. На территории предприятия должен быть установлен глубинный репер, закладываемый ниже глубины промерзания грунта для измерения осадки основания резервуара. Для горизонтальных подземных резервуаров необходимо иметь выносные реперные точки с целью ежегодного определения их уклона.
1.9.10. Территория резервуарного парка в темное время суток должна иметь освещение, отвечающее нормам техники безопасности, пожарной безопасности и требованиям СНиП II-4-79, ПУЭ (часть II, прил. 1, пп. 37, 57).
Минимальная общая освещенность, лк
Освещаемые рабочие поверхности, места производства работ:
резервуарные парки 5
места измерений уровня и управления задвижками в резервуарном парке 10
лестницы, обслуживающие площадку 10
места установки контрольно-измерительных приборов 30
проезды:
вспомогательные 0,5
главные 1 - 3
1.9.11. Для освещения резервуарных парков следует применять прожекторы, установленные на мачтах, расположенных за пределами внешнего ограждения (обвалования) резервуарного парка и оборудованных помостками и лестницами для обслуживания.
1.10. Производственные операции
1.10.1. Для каждой категории эксплуатационных и ремонтных работников администрацией предприятия должны быть разработаны инструкции, определяющие круг служебных обязанностей работников, порядок проведения основных эксплуатационных операций, ремонтных и аварийных работ и необходимые при этом мероприятия по технике безопасности и пожарной безопасности.
1.10.2. На трубопроводы нефтебаз, наливных и перекачивающих станций должны быть составлены технологические схемы.
Каждый трубопровод должен иметь определенное обозначение, а запорная арматура - нумерацию. Обслуживающий персонал должен знать схему расположения трубопроводов, а также расположение задвижек и их назначение.
Технологическая схема должна быть утверждена главным инженером нефтебазы, а там, где их нет, - главным инженером управления или заместителем председателя Госкомнефтепродукта союзной республики и находиться в специально отведенном месте (диспетчерской, операторной или у руководства).
1.10.3. Все изменения, произведенные в резервуарных парках, насосных установках, трубопроводных коммуникациях, расположении арматуры, должны заноситься в технологическую схему и доводиться до обслуживающего персонала. Изменение действующих схем расположения трубопроводов на предприятиях без ведома главного инженера управления или заместителя председателя Госкомнефтепродукта союзной республики запрещается.
1.10.4. При хранении в одной группе резервуаров нескольких сортов нефтепродуктов должны быть предусмотрены раздельные коллекторы для приема и откачки каждого сорта нефтепродукта.
1.10.5. При смене сортов нефтепродуктов качество (чистота) подготовки резервуара к наполнению должно соответствовать ГОСТ 1510-84 (часть II, прил. 1, п. 3). Резервуары с понтонами целесообразно использовать только для хранения нефтей и бензинов.
1.10.6. Температура подогрева нефтепродуктов в резервуарах не должна превышать 363 К (90 °С) и должна быть ниже температуры вспышки паров нефтепродуктов не менее чем на 15 °С.
1.10.7. Температуру подогрева нефтепродуктов необходимо контролировать и записывать данные измерений в журнале по пароподогреву нефтепродуктов.
Форма и пример заполнения журнала по пароподогреву нефтепродуктов приведены в прил. 6 Правил технической эксплуатации нефтебаз.
1.10.8. Подогрев вязких нефтепродуктов ведется до достижения температуры, при которой обеспечиваются максимальные затраты на подогрев и перекачку. Выбор исходных данных для определения оптимальной температуры подогрева зависит от конкретных условий слива (налива), температуры нефтепродукта и окружающей среды, от свойств нефтепродукта и др.
1.10.9. Оптимальная температура и продолжительность подогрева должны выбираться исходя из требований технологических процессов; рекомендуется пользоваться Методикой по определению норм расхода топлива, тепловой и электрической энергии на нефтебазах системы Госкомнефтепродукта СССР и Правилами технической эксплуатации нефтебаз (прил. 1, пп. 42, 39).
По одному трубопроводу, при обеспечении опорожнения, допускается перекачка нефтепродуктов, входящих в состав одной из нижеследующих групп:
Топливо:
1-я группа - автомобильные бензины неэтилированные;
2-я группа - керосин осветительный, топлива для быстроходных дизелей, топливо дизельное;
3-я группа - топливо моторное для средне- и малооборотных дизелей, топливо нефтяное (мазут);
4-я группа - топливо для реактивных двигателей;
5-я группа - бензины авиационные этилированные;
6-я группа - бензин авиационный неэтилированный;
7-я группа - автомобильные бензины этилированные.
Масла:
1-я группа - авиационные и для турбореактивных двигателей;
2-я группа - турбинные для гидротурбин и судовых газовых турбин, конденсаторные, МТ, МК-6, МК-8, трансформаторные и МС-6, МС-8, МС-8п, МК-8п;
3-я группа - веретенные АУ, АУп;
4-я группа - трансмиссионные, цилиндровые;
5-я группа - автомобильные, автотракторные, индустриальные, компрессорные, судовые, моторное для высокоскоростных механизмов;
6-я группа - осевые;
7-я группа - дизельные.
1.10.10. Максимальная температура нефтепродуктов в резервуарах с металлическим понтоном должна быть принята согласно проекту.
1.10.11. Во избежание гидравлических ударов в пароподогревателях перед пуском в них пара они должны быть освобождены от воды (конденсата). Пуск пара осуществляется путем постепенного и плавного открытия паро-пропускных вентилей.
При пуске пара в змеевики резервуаров все трубки для выпуска конденсата должны быть открыты.
С целью контроля за герметичностью пароподогревателей и предотвращения обводнения нефтепродукта необходимо постоянно наблюдать за чистотой вытекающего конденсата.
В случае замерзания арматуры резервуара запрещается отогревать ее огнем. Для этой цели можно использовать водяной пар или горячую воду.
1.10.12. Для сокращения потерь нефтепродуктов, при их хранении в резервуарах необходимо:
поддерживать полную техническую исправность и герметичность резервуаров;
содержать в исправном эксплуатационном состоянии все резервуарное оборудование (задвижки, хлопушки, подъемные трубы, сифонные краны, стационарные пробоотборники, уровнемеры, люки и др.);
проводить систематический контроль герметичности клапанов, сальников, фланцевых и муфтовых соединений и немедленно устранять обнаруженные пропуски нефтепродуктов;
не допускать утечки нефти и нефтепродуктов при отпуске подтоварной воды из резервуаров.
1.10.13. Для сокращения потерь от испарения нефти и нефтепродуктов необходимо:
обеспечить полную герметизацию кровли;
осуществлять перекачку легкоиспаряющихся нефтей и нефтепродуктов из резервуара в резервуар только при крайней необходимости и по возможности в ночное время;
максимально заполнять резервуар при хранении легкоиспаряющихся нефтепродуктов;
окрашивать наружную поверхность резервуара лучеотражающими светлыми эмалями и красками.
1.10.14. Эксплуатация газоуравнительной системы, дыхательной арматуры должна осуществляться в соответствии с требованиями раздела 7.1 Правил технической эксплуатации нефтебаз (часть II, прил. 1, п. 39).
1.10.15. Для обеспечения эффективной работы газоуравнительной системы необходимо:
поддерживать полную герметизацию системы;
регулярно осматривать и подтягивать фланцевые соединения, проверять исправность работы дыхательной арматуры резервуаров;
систематически спускать конденсат из трубопроводов газовой обвязки в сборник с дальнейшей его откачкой в резервуар;
утеплять дренажные устройства и предохранять их от снежных заносов в зимнее время.
1.10.16. Скорость наполнения (опорожнения) резервуара не должна превышать суммарной пропускной способности установленных на резервуаре дыхательных, а также предохранительных клапанов или вентиляционных патрубков.
При увеличении скорости наполнения (опорожнения) резервуаров необходимо дыхательную арматуру приводить в соответствие с этими новыми значениями. При эксплуатации горизонтальных резервуаров должно быть обеспечено полное заполнение и полное опорожнение резервуара без образования воздушных мешков.
1.10.17. При наполнении (опорожнении) резервуаров с понтонами или плавающими крышами скорость подъема (опускания) понтона (плавающей крыши) не должна превышать 6 м/ч. Допустимая скорость подъема понтонов из синтетических материалов должна быть указана в технической документации на понтон.
1.10.18. Технологические операции по приему и отгрузке нефти и нефтепродуктов должны выполняться в соответствии с требованиями раздела 5 Правил технической эксплуатации нефтебаз.
1.10.19. Перекачку нефтепродуктов разрешается начинать только по указанию ответственного лица по выполнению товарно-транспортных операций.
1.10.20. Разрешение на перекачку (при наполнении или опорожнении резервуаров) должно быть дано после того, как обслуживающий персонал убедится в правильности, открытия задвижек, связанных с данной перекачкой. Открывать и закрывать резервуарные задвижки следует плавно, без применения рычагов и усилителей.
При наличии электроприводных задвижек с местным или дистанционным управлением следует предусматривать сигнализацию, указывающую положение запорного устройства задвижки. Сведения о перекачке должны заноситься в журнал распоряжений (указаний) по подготовке и перекачке нефтепродуктов. Форма и пример заполнения журнала приведены в прил. 5 Правил технической эксплуатации нефтебаз.
1.10.21. Если по измерениям уровня продукта в резервуаре или по другим данным обнаружится, что нормальное наполнение или опорожнение резервуара нарушено, то немедленно должны быть приняты меры к выявлению причин нарушения и их устранению. В необходимых случаях перекачка должна быть остановлена.
1.10.22. При переключении резервуаров во время перекачки необходимо сначала открыть задвижки свободного резервуара, а потом закрыть у заполненного и убедиться, что нефтепродукт поступает в подключенный резервуар.
Одновременное автоматическое переключение задвижек в резервуарном парке допускается при условии защиты трубопроводов от повышенного давления в случае неправильного переключения задвижек.
1.10.23. Резервуар должен наполняться при свободно опущенной хлопушке. По окончании перекачки хлопушка должна быть также опущена.
1.10.24. При наличии в резервуаре подъемной трубы ее конец по окончании каждой операции (по наполнению или опорожнению резервуара) должен быть поднят выше уровня жидкости в резервуаре во избежание утечки продукта в случае повреждения приемного патрубка или резервуарной задвижки.
1.10.25. Во время сброса из резервуара отстоявшейся воды и грязи нельзя допускать вытекания нефтепродукта.
1.10.26. Уровень нефтепродуктов при заполнении резервуаров устанавливается по проекту с учетом расположения генераторов, пены, пенокамер, а также температурного расширения жидкости при нагревании.
1.10.27. На резервуаре с понтоном должна быть указана предельно допустимая высота верхнего положения понтона. Резервуар, оборудованный понтоном, должен иметь ограничитель максимального взлива. В случае отсутствия ограничителя оперативные осмотры или измерения уровня нефтепродукта при заполнении последнего метра до максимального уровня должны проводиться через промежутки времени, гарантирующие понтон от затопления и повреждения. Эксплуатация понтона без затвора не допускается.
1.10.28. Измерение массы, уровня и отбор проб нефтепродуктов в резервуарах, эксплуатирующихся с избыточным давлением, должны осуществляться без нарушения герметичности газового пространства системами измерительных устройств («Уровень», «Утро-3», «Кор-Вол»), сниженными пробоотборниками и другими аппаратами, предусмотренными проектами и допущенными в обращении в установленном порядке. В резервуарах с избыточным давлением в газовом пространстве до 2 кПа допускается измерять уровень и отбирать пробы через замерный люк вручную с соблюдением требований безопасности.
1.10.29. Учетно-расчетные операции с нефтепродуктами проводятся согласно Инструкции о порядке поступления, хранения, отпуска и учета нефти и нефтепродуктов на нефтебазах, наливных пунктах и автозаправочных станциях системы Госкомнефтепродукта СССР (часть II, прил. 1, п. 51).
1.10.30. В резервуарах с газовой обвязкой измерять уровень и отбирать пробы нефтепродукта следует с помощью приборов, предусмотренных проектом или стандартами (уровнемерами, пробоотборниками и др.).
Допускаются проведение измерений уровня и отбор проб вручную. При этом должна быть соблюдена следующая последовательность:
резервуар отсоединяют от газоуравнительной системы закрытием задвижки на трубопроводе газовой обвязки;
отбирают пробу или измеряют уровень, замерный люк плотно закрывают и затягивают;
открывают задвижку на газовой обвязке.
1.10.31. При измерении уровня нефтепродукта в резервуаре вручную рулетку с грузом необходимо опускать в установленной постоянной точке и проверять правильность погружения ее по базовой высоте (высотному трафарету).
1.10.32. Для каждого резервуара должна быть определена базовая высота (высотный трафарет), т.е. расстояние по вертикали от днища резервуара до верхнего края замерного люка или Камерной трубы в постоянной точке измерения. Величину базовой высоты следует ежегодно контролировать, результаты контроля заносить в акт, утвержденный руководителем предприятия.
1.10.33. Отбор проб нефтепродуктов из резервуара должен проводиться через сниженный пробоотборник. Ручной отбор проб через замерный люк на крыше резервуара допускается как исключение. Пробоотборник должен быть изготовлен из материала, не дающего искр при ударе. На крыше резервуара должны быть стационарно оборудованы клеммы заземления для токопроводящих тросиков пробоотборников при проведении отбора проб через замерный люк резервуара.
1. 10.34. При отборе проб из резервуара нельзя допускать разлив нефтепродукта. При случайном разливе нефтепродукта его следует немедленно удалить. Оставлять на кровле ветошь, паклю, различные предметы запрещается.
1.10.35. На каждый резервуар должна быть составлена технологическая карта, в которой указывают:
номер резервуара по технологической схеме;
вместимость резервуара, м3;
высоту резервуара, м;
базовую высоту резервуара, м;
диаметр резервуара, м;
максимальный уровень продукта в резервуаре, см;
минимальный уровень продукта в резервуаре, см;
тип и число дыхательных клапанов;
максимальную скорость наполнения и опорожнения резервуара, м3/ч;
максимально и минимально допустимые высоты уровня при включенных подогревателях, см.
Технологические карты на резервуары утверждаются руководством нефтебазы.
1.10.36. В соответствии с технологической картой на стенке резервуара около уровнемера и на крыше около замерного люка наносится несмываемой краской значение базовой высоты и максимального предельного уровня наполнения, на стенке резервуара с понтоном, кроме того, надпись «с понтоном», а около уровнемера - значение базовой высоты.
1.10.37. Максимальная скорость наполнения (опорожнения) резервуаров не должна превышать величин, указанных в типовых проектах и приведенных в прил. 4 Правил технической эксплуатации нефтебаз.
1.10.38. При подготовке резервуарных парков к работе в зимних условиях и при температурах ниже 0 °С необходимо слить подтоварную воду; проверить и подготовить дыхательную и предохранительную арматуру, огневые предохранители, уровнемеры и сниженные пробоотборники; утеплить дренажные устройства газоуравнительной системы и предохранить их от снежных заносов.
Сифонные краны резервуаров необходимо промыть хранимым нефтепродуктом и повернуть в боковое положение.
1.10.39. Резервуарные парки и отдельно стоящие резервуары, расположенные в зоне возможного затопления в период паводка, должны быть заблаговременно к нему подготовлены; обвалования и ограждения должны быть восстановлены и при необходимости наращены.
1.10.40. Для предотвращения всплытия, резервуары во время паводка при невозможности заполнения их нефтепродуктом заливаются водой на расчетную высоту.
1.10.41. Для борьбы с паводковыми водами необходимо заготовить запас инструмента и инвентаря (лопатки, мешки с песком, лодки и т.п.). Период прохождения весеннего паводка уточняется в местных отделениях гидрометеорологической службы.
2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
2.1. Обслуживание резервуаров
2.1.1. Руководство нефтебазой должно в соответствии с настоящими Правилами разработать и утвердить инструкцию по техническому надзору за резервуарами, устанавливающую основные технические требования по наблюдению за эксплуатацией, периодичность, содержание и методы ревизии стальных резервуаров применительно к местным условиям с учетом требований проектов и соответствующих стандартов. Технический надзор за эксплуатацией резервуаров должен быть возложен на квалифицированного работника, ответственного за своевременное проведение обслуживания, ведение журнала осмотра оборудования и арматуры резервуаров, устранения обнаруженных дефектов. Форма и пример заполнения журнала осмотра основного оборудования и арматуры резервуара приведены в прил. 7 Правил технической эксплуатации нефтебаз.
2.1.2. При вступлении на дежурство старший по смене должен осмотреть резервуары. О замеченных недостатках (появление течи в швах корпуса или из-под днища резервуара, переливе и т.д.) необходимо немедленно сообщить руководству с одновременным принятием соответствующих мер и обязательной записью в журнал осмотра основного оборудования и арматуры резервуаров.
2.1.3. Основное оборудование и арматура резервуара должны подвергаться профилактическому осмотру в соответствии с Указаниями по текущему обслуживанию резервуаров (прил. 4).
Профилактический осмотр резервуаров должен проводиться согласно календарному графику, утвержденному главным инженером предприятия и разработанному в соответствии со сроками, приведенными в подразделе 7.1 Правил технической эксплуатации нефтебаз. Результаты обслуживания должны быть записаны в журнал осмотра основного оборудования и арматуры резервуаров.
2.1.4. За осадкой основания каждого резервуара должно быть установлено систематическое наблюдение. В первые четыре года эксплуатации резервуаров (до стабилизации осадки) необходимо ежегодно проводить нивелирование в абсолютных отметках окрайки днища или верха нижнего пояса не менее чем в восьми точках, но не реже чем через 6 м. В последующие годы после стабилизации осадки следует систематически (не реже одного раза в пять лет) проводить контрольное нивелирование.
2.1.5. Для измерения осадки основания резервуара на территории предприятия должен быть установлен глубинный репер, закладываемый ниже глубины промерзания.
2.1.6. При осмотре сварных резервуаров особое внимание следует уделять сварным вертикальным швам нижних поясов корпуса, швам приварки нижнего пояса к днищу (швам уторного уголка), швам окрайков днища и прилегающим участкам основного металла. Результаты осмотров швов должны быть зарегистрированы в журнале осмотра основного оборудования и арматуры резервуаров.
2.1.7. При появлении трещин в швах или основном металле уторного уголка днища действующий резервуар должен быть немедленно освобожден, опорожнен и зачищен. При появлении трещин в швах или в основном металле стенки действующий резервуар должен быть освобожден полностью или частично в зависимости от способа его ремонта.
2.1.8. Выявленные дефектные участки сварных соединений должны быть исправлены согласно ремонтным картам (см. часть II настоящих Правил).
2.1.9. Техническое обслуживание и ремонт стальных понтонов с открытыми отсеками должны производиться согласно Инструкции по эксплуатации стальных понтонов с открытыми отсеками РД 39-30-185-79 (прил. 1, п. 41). Обслуживание и ремонт синтетических понтонов выполняются согласно технической и эксплуатационной документации, представляемой организациями-разработчиками конструкций синтетических понтонов. Некоторые сведения по обслуживанию и ремонту синтетических понтонов приведены в прил. 5 настоящих Правил.
2.1.10. В процессе эксплуатации понтон должен осматриваться в соответствии с графиком, утвержденным руководителем или главным инженером предприятия. В верхнем положении понтон осматривают через световой люк, в нижнем положении - через люк-лаз в третьем поясе резервуара. При осмотрах должны быть проверены отсутствие нефти или нефтепродукта в отсеках и центральной части понтона, обрывов кабелей системы заземления, а также сохранение целостности элемента затворов направляющих стоек и кольцевого зазора между понтоном и стенкой резервуара. Осмотр понтона необходимо выполнять в нормативные сроки проверки основного резервуара оборудования. При профилактических осмотрах (не реже одного раза в два года) понтон должен быть осмотрен на опорах согласно Перечню основных проверок технического состояния понтона и устранения неисправностей (прил. 5).
2.1.11. При обнаружении на понтоне нефтепродукта необходимо выяснить причину неисправности. В случае нарушения герметичности понтона или коробов резервуар должен быть освобожден от нефтепродукта согласно Указаниям по дегазации резервуара с понтоном (прил. 6).
2.1.12. Результаты осмотров и устранения неисправностей при осмотрах понтонов должны быть записаны в журнал осмотра основного оборудования и арматуры резервуаров.
2.1.13. Подвергающиеся коррозионному разрушению поверхности элементов понтона должны быть защищены антикоррозионным покрытием в соответствии с требованиями типового проекта и настоящих Правил.
2.1.14. Пирофорные осадки, образующиеся на понтонах резервуаров с сернистыми нефтями, необходимо удалять согласно специальному графику, утвержденному главным инженером или руководителем предприятия. Удаление пирофорных осадков должно проводиться при строгом соблюдении требований безопасности, изложенных в настоящих Правилах.
2.1.15. Проверка электрической связи понтона с землей должна выполняться не реже одного раза в год, одновременно с проверкой заземления резервуара путем измерения омического сопротивления заземляющего устройства. Омическое сопротивление заземляющего устройства, предназначенного для защиты понтона исключительно от статического электричества, не должно превышать 100 Ом. Для электрической связи понтона с резервуаром применяется кабель типа КРПТ сечением 30×10 мм2.
2.1.16. Проверка на герметичность сварных соединений понтона должна выполняться согласно Инструкции по определению герметичности сварных соединений понтона, приведенной в прил. 7.
2.1.17. Восстановление плавучести (работоспособности) затонувшего понтона должно проводиться согласно Указаниям, приведенным в прил. 8.
2.1.18. Резервуары, находящиеся в эксплуатации, подлежат периодическому обследованию и дефектоскопии для определения их действительного технического состояния. Очередность, сроки проведения обследований, а также объем работ по проверке технического состояния резервуара регламентируются Руководством по обследованию резервуаров (часть II, прил. 1, п. 40). Сроки проведения частичного и полного обследования представлены в табл. 2.1.1.
Сроки проведения обследования резервуаров
|
Срок эксплуатации резервуара |
Полное обследование с выводом из эксплуатации |
Частичное обследование без вывода из эксплуатации |
|
|
Нефть товарная |
Более 25 лет Менее 25 лет |
Через 3 года » 5 лет |
Через год » 2,5 года |
|
Бензин |
Более 25 лет Менее 25 лет |
» 3 года » 5 лет |
» 1 год » 2,5 года |
|
Дизельное топливо |
Более 25 лет |
» 4 года |
» 2 года |
|
Керосин |
Менее 25 лет |
» 7 лет |
» 3 года |
2.1.19. Обследование и дефектоскопию резервуаров выполняют специальные бригады, подготовленные к проведению определенного комплекса работ и оснащенные необходимыми приборами и инструментами. При наличии оборудования и специалистов территориальные управления и Госкомнефтепродукты союзных республик могут осуществлять обследование и дефектоскопию резервуаров собственными силами.
2.1.20. На основании результатов обследования составляется годовой график капитального ремонта с учетом обеспечения бесперебойной работы резервуарного парка по приему, хранению и отпуску нефтепродуктов.
2.1.21. Намеченные к капитальному ремонту резервуары должны быть своевременно включены в титульный список капитального ремонта предприятия на предстоящий год. При этом необходимо, чтобы подготовка к ремонту была проведена заблаговременно; ремонтные работы обеспечены всеми необходимыми материалами, оборудованием и рабочей силой.
2.1.22. Для предварительного определения характера, объема и стоимости ремонтных работ на резервуары, включенные в план капитального ремонта, должны быть составлены предварительная дефектная ведомость и необходимая проектно-сметная документация.
2.1.23. Текущий ремонт должен быть предусмотрен в графике не реже одного раза в шесть месяцев, средний - не реже одного раза в два года.
2.1.24. Перед ремонтом резервуар должен быть осмотрен комиссией, специально назначенной приказом руководителя предприятия.
2.2. Обслуживание технологических трубопроводов резервуарных парков
2.2.1. Технологические трубопроводы резервуарных парков должны эксплуатироваться в соответствии с требованиями Правил технической эксплуатации нефтебаз (часть II, прил. 1, п. 39).
2.2.2. Надежная безаварийная работа трубопровода и безопасность их эксплуатации обеспечиваются постоянным наблюдением за состоянием трубопроводов, их арматуры и деталей, своевременным ремонтом в объеме, определенном при осмотре и ревизии, и обновлением всех элементов трубопровода по мере износа и структурного изменения металла.
2.2.3. На технологические трубопроводы, транспортирующие легковоспламеняющиеся жидкости (бензин, керосин, нефть), должны быть составлены паспорта. На остальные технологические трубопроводы необходимо завести эксплуатационные журналы, в которые заносятся даты и данные о проведенных ревизиях и ремонтах.
2.2.4. Основной метод контроля надежной и безопасной работы технологических трубопроводов - периодические ревизии, результаты которых служат основанием для оценки состояния трубопровода.
Сроки проведения ревизии технологических трубопроводов устанавливают администрация нефтебазы в зависимости от скорости их износа, опыта эксплуатации, результатов предыдущих осмотров и ревизий, но они должны быть не реже одного раза в три года для трубопроводов, транспортирующих нефтепродукты, и не реже одного раза в шесть лет для остальных.
2.2.5. При ревизии технологических трубопроводов необходимо провести наружный осмотр трубопровода, проверить состояние сварных швов и фланцевых соединений, включая крепежные детали, герметичность всех соединений, состояние опор и фундаментов, компенсаторов, подвесок, арматуры, правильность работы дренажных устройств; осмотреть внутреннюю поверхность участка трубопровода, освобожденного от отложений (разобрать или вырезать указанный участок), установить наличие коррозии, трещин, уменьшение толщины стенок труб и деталей трубопроводов, прокладок, сварных швов, фланцев, арматуры, а также сопрягающихся поверхностей фланцев и арматуры.
2.2.6. Надежность работы технологических трубопроводов проверяют гидравлическими испытаниями на плотность не реже одного раза в три года.
2.2.7. Состояние заземляющих устройств трубопроводов следует проверять и оформлять документально. Объемы и сроки проверки определяются инструкциями и графиками, разработанными и утвержденными руководством нефтебазы.
2.2.8. Следует постоянно проверять состояние сальниковой набивки. Неисправности запорных устройств необходимо устранять немедленно.
2.2.9. После монтажа и ремонта трубопроводов необходимо проверить, чтобы в них не остались какие-либо посторонние предметы.
2.2.10. Давление испытания на прочность устанавливается проектом и должно быть:
для стальных трубопроводов при рабочих давлениях до 0,5 МПа - 1,5сраб, но не менее 0,2 МПа;
для стальных трубопроводов при рабочих давлениях выше 0,5 МПа - 1,25сраб, но не менее сраб + 0,3 МПа.
Трубопровод выдерживают под испытательным давлением в течение 5 мин, после чего давление снижают до рабочего. При испытании под рабочим давлением трубопровод осматривают, а сварные швы обстукивают молотком. Результаты считают удовлетворительными, если во время испытания не произошло падение давления по манометру, а в сварных швах, фланцевых соединениях и сальниках не обнаружено течи и отпотевания.
2.2.11. Технологические трубопроводы резервуарных парков следует градуировать согласно Методическим указаниям по определению вместимости и градуировке трубопроводов нефтебаз. Геометрический метод.
2.3. Организация и проведение работ по зачистке резервуаров
2.3.1. Резервуары согласно ГОСТ 1510-84 должны подвергаться периодическим зачисткам;
не менее двух раз в год - для топлива к реактивным двигателям, авиационных бензинов, авиационных масел и их компонентов;
не менее одного раза в год - для присадок к смазочным маслам и масел с присадками;
не менее одного раза в два года для остальных масел, автомобильных бензинов, дизельных топлив, парафинов и других аналогичных им по свойствам нефтепродуктов.
Резервуары для нефти, мазутов, моторных топлив и других аналогичных по свойствам нефтепродуктов необходимо зачищать по мере необходимости, определяемой условиями сохранения их качества, надежной эксплуатации резервуаров и оборудования.
При длительном хранении нефтепродуктов допускается зачистка металлических резервуаров после их опорожнения.
2.3.2. Резервуары зачищают также при необходимости:
смены сорта нефтепродуктов (составляется акт, см. прил. 9);
освобождения от пирофорных отложений, высоковязких осадков с наличием минеральных загрязнений, ржавчины и воды;
очередных или внеочередных ремонтов, проведения комплексной дефектоскопии.
2.3.3. Для обеспечения сохранности качества нефтепродуктов при смене сорта чистота резервуара и готовность его к заполнению должны соответствовать требованиям ГОСТ 1510-84. Перевод резервуара под нефтепродукты другого сорта должен оформляться распоряжением по нефтебазе, подписанным директором нефтебазы или его заместителем.
2.3.4. Применяемое для механизированной зачистки горизонтальных резервуаров оборудование, а также использование технологических режимов приведены в прил. 9.
2.3.5. При подготовке зачищенного резервуара к ремонту с ведением огневых работ необходимо строго соблюдать требования Правил пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР (часть II, прил. 1, п. 38), а также раздела 3.4 части II настоящих Правил.
2.3.6. Руководство работой по зачистке резервуаров должно быть поручено ответственному лицу из числа инженерно-технических работников, которое совместно с руководством предприятия определяет технологию зачистки резервуара с учетом местных условий и особенностей работ.
2.3.7. Перед началом работ по очистке резервуара рабочие проходят инструктаж о правилах безопасного ведения работ и методах оказания первой помощи при несчастных случаях.
Состав бригады и отметки о прохождении инструктажа заносятся в наряд-допуск (прил. 9) лицами, ответственными за проведение зачистных работ. Без оформленного наряда-допуска на производство работ приступить к работе не разрешается.
2.3.8. Зачистная бригада может приступить к работе внутри резервуара в присутствии ответственного лица по зачистке только после получения оформленного акта-разрешения (прил. 9), подписанного комиссией в составе главного инженера (директора), инженера по технике безопасности (инспектора охраны труда), представителя товарного цеха и работника пожарной охраны.
2.3.9. Контрольные анализы воздуха проводятся при перерывах в зачистных работах, обнаружении признаков поступления вредных паров в резервуар, изменении метеорологической обстановки. В случае увеличения концентрации вредных паров выше санитарных норм работы по зачистке прекращаются, рабочие выводятся из опасной зоны. Зачистку можно продолжать только после выявления причин увеличения концентрации паров, принятия мер по ее снижению до санитарных норм.
Предельно допустимые концентрации вредных веществ приведены в п. 3.16 Правил технической эксплуатации нефтебаз, средства и методы анализов воздуха рассмотрены там же, в разделе 9.
2.3.10. Результаты анализа оформляются справкой (прил. 10).
Результаты всех проведенных анализов паровоздушных смесей заносятся в журнал учета анализов концентрации паров углеводородов и других газов в резервуарах (прил. 11).
2.3.11. Зачищенный резервуар принимается от лица, ответственного за зачистку:
для заполнения нефтепродуктом - заместителем директора, начальником товарного цеха, инспектором по качеству, работником лаборатории или лицами, их замещающими. Прием должен быть оформлен актом (прил. 12);
для производства ремонтных работ - главным инженером, начальником (механиком, мастером) ремонтного цеха и начальником пожарной охраны или лицами, их замещающими. Прием должен быть оформлен актом (прил. 13).
2.3.12. Дегазацию резервуаров следует выполнять в соответствии с требованиями Временной инструкции по дегазации резервуаров от паров нефтепродуктов методом принудительной вентиляции (часть II, прил. 1, п. 46).
2.3.13. На дегазацию каждого резервуара должен составляться проект организации работ (ПОР), который должен включать подготовку резервуара к проведению работ и проведение основного процесса. В ПОР должны быть уточнены меры безопасности при проведении процесса дегазации.
К проекту организации работ должна быть приложена, для конкретного случая дегазации, схема обвязки и установки оборудования (вентилятор, устройство для поворота струи и регулирования подачи вентилятора, воздухопровод, газоотводная труба и др.). В схеме должны найти отражение тип, исполнение и марка применяемого оборудования, приборов и материалов, размеры воздухопровода (диаметр и длина) и газоотводной трубы (длина и диаметр), а также, если это необходимо, и другие вопросы, связанные с особенностями монтажа оборудования и его эксплуатации (крепление вентилятора и др.).
ПОР утверждается руководством нефтебазы (директором или главным инженером) и согласовывается с начальником пожарной охраны нефтебазы.
2.3.14. При выполнении зачистных работ в резервуарах с понтонами необходимо руководствоваться указаниями, приведенными в прил. 6 настоящих Правил.
2.4. Требования, предъявляемые к проведению геометрических измерений на резервуаре, составлению градуировочных таблиц
2.4.1. На каждый резервуар, используемый для приема, хранения и отпуска нефтепродукта, независимо от его форм и вместимости, должна быть составлена градуировочная таблица, позволяющая определять количество продукта.
2.4.2. Определение вместимости стальных резервуаров и их градуирование должны проводиться:
вертикальных цилиндрических вместимостью 100 - 50000 м3 - согласно ГОСТ 8.380-80 (часть II, прил. 1, п. 1);
горизонтальных вместимостью 3 - 200 м3 - согласно ГОСТ 8.346-79 (часть II, прил. 1, п. 2);
2.4.3. Резервуары подлежат первичной и периодической поверкам. Межповерочный интервал для резервуаров устанавливают в зависимости от их назначения: для резервуаров, применяемых при учетно-расчетных операциях, - не более пяти лет, для резервуаров, применяемых при оперативном контроле и хранении, - не более 10 лет. Поверка резервуаров заключается в определении их вместимости, соответствующей данной высоте наполнения.
2.4.4. Поверку горизонтальных цилиндрических стальных резервуаров проводят объемным или геометрическим методом. Объемный метод поверки осуществляют двумя способами: с использованием образцовых мерников и образцового уровнемера и с использованием образцового счетчика жидкости и образцового уровнемера. При объемном методе поверки измеряют объем жидкости, поданной в резервуар, и высоту наполнения после каждой или нескольких доз. Геометрический метод поверки заключается в измерении размеров резервуаров и проведении расчетов.
2.4.5. Допустимые относительные погрешности градуировки вертикальных цилиндрических стальных резервуаров в зависимости от их вместимости составляют не более:
±0,2 % для резервуаров от 100 до 3000 м3;
±0,15 % для резервуаров свыше 3000 до 5000 м3;
±0,1 % для резервуаров свыше 5000 до 50000 м3.
2.4.6. Государственный надзор за состоянием измерений при определении количества нефтепродуктов при приеме, хранении, транспортировке и отпуске потребителю должен проводиться согласно Методическим указаниям РД 50-190-85 (часть II, прил. 1, п. 41).
2.4.7. Градуировочные таблицы на стационарные резервуары утверждает руководство организации, эксплуатирующей резервуары. Градуировочные таблицы на резервуары для учетно-расчетных операций утверждаются руководителем территориального органа Госстандарта.
2.4.8. К градуировочным таблицам резервуаров должны быть приложены поправки на неровности днища.
2.4.9. Измерения геометрических параметров элементов резервуаров после ремонта проводит ведомственная метрологическая служба (МС) или, при отсутствии ее, комиссия, создаваемая на предприятии. Результаты измерений оформляются актом, который утверждает главный инженер предприятия (организации).
2.4.10. Градуировку резервуаров выполняют специалисты, освоившие методы поверки и требования количественного учета нефтепродуктов и имеющие право проведения работ. Организации, проводящие градуировку резервуаров, должны быть зарегистрированы в порядке, установленном Госстандартом.
2.4.11. Действующие градуировочные таблицы и акты измерений должны храниться на предприятии и в территориальном управлении Госкомнефтепродукта СССР. Переход на новые градуировочные таблицы, хранение и списание предшествующих таблиц осуществляются в порядке, установленном Госкомнефтепродуктом СССР.
3. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ НА РЕЗЕРВУАРЫ
3.1. Комплект технической документации должен включать:
документацию на изготовление и монтаж резервуара;
эксплуатационную документацию;
ремонтную документацию.
Документы на изготовление и монтаж резервуара
3.2. Документация, предъявляемая при приемке смонтированных стальных резервуаров, должна содержать:
а) рабочие КМ и деталировочные КМД чертежи стальных конструкций;
б) заводские сертификаты на поставленные стальные конструкции (прил. 14);
в) документы о согласовании отступлений, допущенных от чертежей КМ при изготовлении и монтаже; согласованные отступления от проекта должны быть нанесены монтажной организацией на чертежах КМД, предъявляемых при сдаче работ;
г) акты приемки скрытых работ (работы по подготовке и устройству насыпной подушки, устройству изолирующего слоя под резервуар, заделки закладных деталей и др.);
Акты приемки скрытых работ составляются ответственными представителями заказчика, строительной и монтажной организациями;
д) документы (сертификаты и др.), удостоверяющие качество материалов, сталей, стальных канатов, метизов, электродов, электродной проволоки и других сварочных материалов, примененных на монтаже и вошедших в состав сооружения;
е) данные о результатах геодезических измерений при проверке разбивочных осей и установке конструкций;
ж) журналы работ (журналы промежуточной приемки на монтажные работы, сварочных работ, подготовки поверхности под окраску и др.).
Журналы работ составляются отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже - линейным инженерно-техническим персоналом;
з) акты испытания, отражающие: результат проверки герметичности сварных соединений днища, кровли, стенки резервуара в соответствии с требованиями СНиП III-18-75; результаты испытания резервуара на прочность наливом водой до высоты, предусмотренной проектом;
и) документы о контроле качества сварных соединений, предусмотренного СНиП III-18-75;
к) описи удостоверений дипломов о квалификации сварщиков, проводивших сварку конструкций на монтаже, с указанием присвоенных им номеров или знаков;
л) заключение по просвечиванию монтажных швов проникающим излучением со схемами расположения мест просвечивания;
м) акты приемки смонтированного оборудования;
н) схема и акт испытания заземления резервуара;
о) схема нивелирования основания резервуара;
п) акты на окраску, выполненную на монтаже;
p) акт на приемку протекторной защиты;
с) акт на приемку резервуара в эксплуатацию,
3.3. На стальной вертикальный резервуар, сдаваемый в эксплуатацию, составляется паспорт (прил. 15). Паспорт на цилиндрический резервуар составляется по форме, соответствующей паспорту на вертикальный цилиндрический резервуар (прил. 15), за исключением п. 7 - 11. На видное место горизонтального резервуара должна быть прикреплена металлическая табличка с указанием следующих данных:
а) наименования предприятия-изготовителя;
б) типа резервуара;
в) номера по системе нумерации предприятия-изготовителя;
г) года и месяца изготовления;
д) рабочего давления;
е) номинального объема;
ж) массы резервуара.
3.4. Для резервуара с понтоном или плавающей крышей кроме документов, перечисленных в п. 3.2, должны быть приложены:
а) акт испытания сварных соединений центральной части днища металлического понтона или плавающей крыши на герметичность;
б) акт заводских испытаний коробов понтона или плавающей крыши на герметичность и акт испытания их после монтажа;
в) акт проверки заземления понтона или плавающей крыши;
г) документы, удостоверяющие качество материалов, использованных для изготовления уплотняющего затвора;
д) документы, удостоверяющие качество резинотканевого или другого синтетического материала, использованного для изготовления неметаллического ковра понтона;
е) документы, удостоверяющие качество клеев, использованных при склеивании неметаллического ковра понтона;
ж) ведомость отклонений от вертикали направляющих понтона и направляющих патрубков понтона или плавающей крыши и наружного цилиндрического листа короба борта понтона.
3.5. Для резервуаров повышенного давления, кроме документов, указанных в п. 3.2, должны быть предъявлены дополнительно:
а) схема геодезических отметок котлована для установки плит-противовесов анкерных болтов;
б) документы, подтверждающие марку бетона железобетонных плит-противовесов;
в) акт на антикоррозионное покрытие анкерных болтов;
г) акт на послойное тpамбoвание грунта над плитами-противовесами;
д) акт на затяжку анкерных болтов методами, обеспечивающими равномерную затяжку, предусмотренную проектом производства работ.
3.6. Для резервуаров автозаправочных станций (АЭС) и других заглубленных в грунт металлических резервуаров кроме документов, указанных в подпунктах а, б, в, г, д, е, ж, з, и, к, м, н, п, р п. 3.2, должны быть дополнительно предъявлены:
а) акт на скрытые работы по изоляции корпуса;
б) акт на скрытые работы по креплению резервуара стальными хомутами к бетонному основанию;
в) акт на послойное трамбование грунта над корпусом резервуара;
г) документы, подтверждающие марку бетона основания резервуара.
Эксплуатационная документация
3.7. На каждый резервуар, находящийся в эксплуатации, должны быть:
а) технический паспорт резервуара в соответствии со СНиП III-18-75 (прил. 15);
б) технический паспорт на понтон;
в) градуировочная таблица резервуара;
г) технологическая карта резервуара;
д) журнал текущего обслуживания;
е) журнал эксплуатации молниезащиты, защиты от проявления статического электричества;
ж) схема нивелирования основания;
з) схема молниезащиты и защиты резервуара от проявлений статического электричества;
и) распоряжения, акты на замену оборудования резервуаров;
к) технологические карты на замену оборудования резервуаров;
л) акты (см. п. 3.2).
Примечание. Документы, указанные в подпунктах б, ж, з, и, к, л, должны быть приложены к паспорту.
3.8. Если за давностью строительства техническая документация на резервуар отсутствует, то паспорт должен быть составлен предприятием, эксплуатирующим резервуар, и подписан главным инженером предприятия.
Паспорт должен быть составлен на основании детальной технической инвентаризации всех частей и конструкций резервуара.
3.9. Техническое обслуживание каждого резервуара должно выполняться с составлением необходимой ремонтной документации, приведенной в части II настоящих Правил.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА И ПОЖАРНОЙ БЕЗОПАСНОСТИ
4.1. Противопожарные мероприятия
4.1.1. Пожарная безопасность резервуарного парка регламентируется Правилами пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР.
4.1.2. Ответственность за соблюдение противопожарных мероприятий на рабочем месте возлагается на работника, обслуживающего этот участок. Он отвечает за правильное содержание и своевременное использование противопожарного оборудования, закрепленного за рабочим местом, и участком технологического процесса.
4.1.3. Резервуарные парки и отдельно стоящие резервуары должны быть обеспечены первичными средствами пожаротушения.
4.1.4. Все резервуары вместимостью 5000 м3 и более должны быть оборудованы автоматическими стационарными системами (установками) пенного тушения в соответствии со СНиП II-106-79 и Правилами пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР (часть II, прил. 1, пп. 34, 38).
Резервуары вместимостью 1000 м3 и более независимо от места расположения должны быть оборудованы пеногенераторами и сухими стояками (сухотрубами) для подачи пены в верхний пояс резервуара.
4.1.5. Наземные резервуары со стационарной крышей или понтоном с стенками высотой более 12 м должны быть оборудованы стационарными установками охлаждения.
Охлаждение при пожаре указанных резервуаров с стенками высотой до 12 м включительно, а также подземных резервуаров вместимостью более 400 м3 следует предусматривать передвижными установками. Для обеспечения охлаждения резервуаров при пожаре следует предусматривать кольцевой противопожарный водопровод вокруг резервуарного парка.
4.1.6. Во избежание образования разрядов статического электричества необходимо:
применять пробоотборники, изготовленные из материалов, не дающих искр при ударе, и имеющие токопроводящие тросики, припаянные к пробоотборникам (тросики следует присоединять к клеммам заземления на крыше резервуара до отбора пробы);
использовать одежду из тканей, не накапливающих зарядов статического электричества, и обувь, исключающую искрообразование.
4.1.7. Измерение уровня и отбор проб необходимо выполнять, по возможности, в светлое время суток. При отборе проб или измерениях уровня в ночное время для освещения надо применять только взрывобезопасные аккумуляторные фонари, включать и выключать которые разрешается только за пределами взрывоопасной зоны. Применение карманных фонарей запрещается.
Запрещается ремонтировать фонарь и заменять лампу непосредственно в резервуаре.
4.1.8. В каре обвалований резервуарных парков необходимо периодически, согласно графику, брать анализ воздушной среды на взрывоопасность.
4.1.9. Люки, служащие для измерения уровня и отбора проб из резервуаров, должны иметь герметичные крышки, а замерное отверстие с внутренней стороны - кольцо или колодку из материала, исключающего искрообразование.
4.1.10. Запрещается отбирать пробы и измерять вручную уровень легковоспламеняющихся нефтепродуктов во время их откачки или закачки.
4.1.11. Для удаления разлившегося при аварии нефтепродукта, а также для спуска ливневых вод на канализационных выпусках из обвалований должны быть установлены запорные устройства в виде клапанов-хлопушек, приводимые в действие вне пределов обвалования.
4.1.12. При появлении трещин в швах, в основном металле стенок или днища действующий резервуар должен быть немедленно освобожден и подготовлен к ремонту. Не допускается заварка трещин и чеканка на резервуарах, заполненных нефтепродуктами.
4.1.13. Огневые работы (сварка, резка, клепка и др.) должны быть организованы и проведены с соблюдением Правил пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР.
4.1.14. В резервуарном парке запрещается проезд тракторов и автомобилей, не оборудованных искрогасителями. На участках, где возможно скопление газов и паров нефтепродукта, должны быть установлены знаки, запрещающие проезд автомобиля, тракторов, мотоциклов и другого транспорта.
4.1.15. Курение на территории резервуарного парка категорически запрещается и разрешено только в специально отведенных (по согласованию с пожарной охраной) и оборудованных местах. На видных местах территории резервуарного парка (у дорожек, переходных мостиков и др.) должны быть установлены знаки или надписи о действующем противопожарном режиме. Надписи и знаки должны соответствовать ГОСТ 12.4.026-76 (часть II, прил. 1, п. 17).
4.2. Требования охраны труда
4.2.1. Рабочие, принимаемые на работу по обслуживанию резервуарных парков нефтебаз, должны иметь соответствующее профессионально-техническое образование или пройти профессионально-техническую подготовку на производстве.
Обучение рабочих по специальности на нефтебазах должно проводиться согласно Типовому положению о подготовке и повышении квалификации рабочих непосредственно на производстве.
4.2.2. Перед допуском к работе вновь принимаемые на обслуживание резервуаров и резервуарного оборудования должны проходить соответствующие инструктажи, теоретическое и практическое обучение и проверку знаний согласно установленному порядку в отрасли.
4.2.3. Работники должны проходить предварительный медицинский осмотр в соответствии с приказом Министерства здравоохранения СССР от 19 июня 1984 г. № 700 в сроки, определенные лечебными учреждениями, обслуживающими предприятие, по согласованию с профсоюзной организацией и администрацией нефтебазы.
4.2.4. Администрация нефтебазы должна обеспечить соответствие допуска людей к участию в производственных процессах, режим труда персонала согласно действующим правилам, положениям, нормам по охране труда и внедрять в производство организационные, технические, санитарно-технические мероприятия и средства, предотвращающие воздействие на работающих вредных производственных факторов.
4.2.5. Все работники, обслуживающие резервуары с сернистыми нефтепродуктами, этилированным бензином, а также с продуктами, обладающими токсичными свойствами (бензол, толуол, ксилол и др.), должны быть ознакомлены с опасностями, которые могут возникнуть при работе с этими нефтепродуктами.
4.2.6. При отборе проб и измерении уровня нефтепродукта через замерный люк запрещается наклоняться над замерным люком или заглядывать в него.
Опускать и поднимать пробоотборник и лот следует так, чтобы стальная рулетка все время скользила по направляющей канавке замерного люка.
4.2.7. Операции с сернистыми нефтепродуктами и этилированными бензинами по ручному отбору проб и измерению уровня, а также спуску грязи и воды должны выполнять работники в исправном фильтрующем противогазе установленной марки и в присутствии наблюдающего.
4.2.8. Организация и выполнение работ, связанных с зачисткой резервуаров, должны выполняться строго в соответствии с требованиями раздела 2.3 настоящих Правил.
4.2.9. Работникам, выполняющим операции с этилированным бензином, запрещается принимать пищу и брать табачные изделия руками, загрязненными этим продуктом.
4.2.10. Случайно разлитый этилированный бензин у резервуаров или на территории резервуарного парка необходимо немедленно собрать (опилками, песком), а загрязненные места обезвредить.
Для обезвреживания почвы и полов, загрязненных этилированным бензином, следует применять дихлорамин (1,5 %-ный раствор в бензине), раствор хлорамина (3 %-ный раствор в воде) или хлорную известь в виде кашицы (одна часть сухой хлорной извести на 2 - 5 частей воды). Кашицу хлорной извести надо приготовлять непосредственно перед употреблением. Проводить дегазацию сухой хлорной известью запрещается. Металлические поверхности необходимо обмыть растворами, например, керосином, щелочными растворами. Загрязненные бензином опилки и песок должны быть собраны совком в ведро с крышкой и вынесены в специально отведенное место, где опилки сжигают, а песок обжигают.
4.2.11. Выбор средств защиты работающих в каждом отдельном случае должен осуществляться с учетом требований безопасности для данного процесса или вида работ и подвергаться оценке по защитным физиолого-гигиеническим эксплуатационным показателям согласно стандартам ССБТ. Применение средств защиты, не имеющих соответствующей технической документации, запрещается.
4.2.12. Спецодежду, спецобувь, защитные средства и предохранительные приспособления выносить за пределы нефтебазы запрещается. Для хранения спецодежды и спецобуви должны быть выделены отдельные шкафчики в санбытовом помещении, для защиты средств и приспособлений - отдельные кладовые.
4.2.13. Рабочие и служащие, применяющие при работе средства индивидуальной защиты (СИЗ), должны проходить специальный инструктаж и тренировку по применению, методам контроля и испытания СИЗ, оказанию первой помощи при несчастных случаях. Инструктаж и тренировки по применению СИЗ проводятся не реже одного раза в год.
4.2.14. Хранение, дегазация, дезактивация, стирка и ремонт спецодежды рабочих, занятых на работах с вредными для здоровья веществами (свинец, его сплавы и соединения, ртуть, этилированный бензин, реактивные вещества и т.д.), должны осуществляться в соответствии с инструкциями и указаниями органов санитарного надзора.
4.2.15. Инженерно-технические работники обязаны строго выполнять нормы и инструкции по технике безопасности и производственной санитарии и требовать их выполнения от своих подчиненных.
4.3. Молниезащита резервуаров
4.3.1. Проектирование и устройство молниезащиты при сооружении и реконструкции резервуаров должно выполняться согласно требованиям СН 305-77 (часть II, прил. 1, п. 50).
Резервуары для легковоспламеняющейся и горючей жидкости относятся по устройству молниезащиты:
ко II категории (резервуары, относящиеся по ПУЭ к зонам класса В-1г);
к III категории (резервуары, относящиеся по ПУЭ к зонам класса II - III).
4.3.2. Резервуары, отнесенные по устройству молниезащиты ко II категории, должны быть защищены от прямых ударов молнии, электростатической и электромагнитной продукции и заноса высоких потенциалов через трубопроводы.
Резервуары, отнесенные по устройству молниезащиты к III категории, должны быть защищены от прямых ударов молнии, электростатической индукции, заноса высоких потенциалов через трубопроводы. Защита от электромагнитной индукции не требуется.
4.3.3. Резервуары с толщиной металла крыши менее 4 мм должны быть защищены от прямых ударов молнии отдельно стоящими или установленными на самом резервуаре молниеотводами.
4.3.4. Корпус резервуара при толщине металла крыши 4 мм и более, а также отдельные резервуары вместимостью менее 200 м3 независимо от толщины металла крыши достаточно присоединить к заземлителям.
Резервуары, а также группы резервуаров II категории по устройству молниезащиты при общей вместимости парка резервуаров более 100 тыс. м3 должны быть защищены от прямых ударов молнии отдельно стоящими молниеотводами. В экономически обоснованных случаях допускается защита молниеотводами, установленными на самих резервуарах.
При защите металлических резервуаров отдельно стоящими молниеотводами корпуса резервуаров должны быть присоединены к заземлителям, к этим же заземлителям допускается присоединение токоотводов отдельно стоящих молниеотводов.
4.3.5. При наличии на резервуарах, отнесенных ко II категории, газоотводных или дыхательных труб, независимо от имеющихся на них огневых предохранителей, для свободного отвода в атмосферу газов взрывоопасной концентрации в зону защиты молниеотводов должно входить пространство над обрезом труб, ограниченное цилиндром высотой Н = 40d, где d - диаметр трубы, и радиусом R = 0,15Н.
Для газоотводных и дыхательных трубок, оборудованных колпаками или «гусаками», в зону защиты молниеотводов должно входить пространство над обрезом трубок, ограниченное цилиндрической поверхностью со следующими размерами; при избыточном давлении внутри установки менее 0,5.105 Па для газов тяжелее воздуха Н = 1 м, R = 2 м; при избыточном давлении внутри установки от 0,5 до 2,5 Па для газов тяжелее воздуха и до 2,5 Па для газов легче воздуха Н = 2,5 м, R = 5 м.
Также защите от прямых ударов молнии подлежат имеющиеся на резервуарах класса В-1г дыхательные клапаны и пространство над ними, ограниченное цилиндром высотой 2,5 м и радиусом 5 м.
4.3.6. Для резервуаров, указанных в пп. 3 и 4, заземлители от прямых ударов молнии должны иметь импульсные сопротивления не более 50 Ом на каждый токоотвод.
Присоединение резервуара к заземлителю должно быть осуществлено не более чем через 50 м по периметру основания резервуара, при этом число присоединений должно быть не менее двух.
4.3.7. Для резервуаров II категории защита от электромагнитной индукции должна быть выполнена через каждые 25 - 30 м в виде металлических перемычек между подведенными к резервуару трубопроводами, кабелями в металлическом корпусе и другими протяженными металлическими конструкциями, расположенными друг от друга на расстоянии 10 см и менее.
Установка перемычек в местах соединений (стыки, ответвления) металлических трубопроводов или других протяженных конструкций не требуется.
4.3.8. Для защиты от заноса высоких потенциалов через подземные коммуникации необходимо при вводе последних в резервуар присоединять их к любому из заземлителей.
4.3.9. Для защиты от проникновения в резервуары высоких потенциалов через внешние трубопроводы, проложенные на опорах, необходимо:
а) на вводе в резервуар трубопроводы присоединять к заземлителю с импульсным сопротивлением растеканию тока не более 10 Ом для резервуаров II категории, не более 20 Ом для резервуаров III категории;
б) на ближайшей к резервуару опоре трубопроводы присоединять к заземлителю с импульсным сопротивлением не более 10 Ом для резервуаров II категории и 20 Ом для резервуаров III категории;
в) вдоль трассы эстакады через каждые 250 - 300 м трубопроводы для нефтепродуктов с температурой вспышки паров 61 °С (334 К) и ниже присоединять к заземлителям с импульсным сопротивлением 50 Ом.
4.3.10. Плавающая крыша резервуара и понтоны для защиты от электростатической индукции должны быть соединены гибкими металлическими перемычками с корпусом резервуара не менее чем в двух местах. Минимальная площадь сечения перемычки должна быть не менее 6 мм2.
4.3.11. Молниеприемники изготавливают из различного металла любого профиля длиной не менее 200 мм, площадью сечения не менее 100 мм2 и из многопроволочного оцинкованного троса площадью сечения не менее 35 мм2 (диаметром около 7 мм).
Для предохранения от коррозии молниеприемники оцинковывают, лудят или красят.
Соединение молниеприемников с токоотводами должно быть сварным, в исключительных случаях (при невозможности сварки) допускается соединение на болтах.
4.3.12. Токоотводы следует выполнять из стали размерами не менее указанных ниже:
4.3.13. Соединения токоотводов должны быть сварными. Соединения на болтах допускаются как исключение для резервуаров, относящихся по устройству молниезащиты к III категории. Для проверки величины сопротивления заземлителей разъемные соединения следует предусматривать только на токоотводах, присоединяемых к отдельным заземлителям и металлически связанных между собой (например, при металлической кровле или молниеприемной стойке). Такие разъемные соединения выполняются снаружи сооружения на высоте 1 - 1,5 м от земли.
4.3.14. Наземная часть токоотводов, кроме контактных поверхностей, должна быть окрашена в черный цвет.
4.3.15. По расположению в грунте и форме электродов заземлители бывают:
а) вертикальные - из стальных вертикально ввинчиваемых стержней из круглой стали или забиваемых стержней из уголковой стали и стальных труб.
Длина ввинчиваемых электродов принимается 4,5 - 5 м, а забиваемых - 2,5 м.
Верхний обрез вертикального заземлителя должен находиться от поверхности земли на расстоянии 0,5 - 0,6 м;
б) горизонтальные - из полосовой или круглой стали, уложенные горизонтально на глубине 0,6 - 0,8 м от поверхности земли одним или несколькими лучами, расходящимися из одной точки, к которой присоединяется токоотвод;
в) комбинированные - вертикальные и горизонтальные, объединенные в общую систему.
4.3.16. Наименьшие размеры в сечении заземлителей должны быть не менее, чем указанные в п. 4.3.12.
Все заземлители между собой и с токоотводами должны соединяться посредством сварки. Длина сварного шва должна быть не менее двойной ширины свариваемых полос и не менее шести диаметров свариваемых круглых проводников.
Соединения на болтах допускаются при устройстве временных заземлений.
Мест разъемных соединений должны быть оцинкованы.
4.3.17. При устройстве нового молниеотвода необходимо сначала сделать заземлитель и токоотводы, затем установить молниеприемник и немедленно присоединить его к токоотводу.
4.3.18. Во время грозы приближаться к молниеотводам ближе чем на 4 м запрещается, о чем должны быть вывешены предупредительные надписи около резервуара или отдельно стоящего молниеотвода.
4.3.19. При эксплуатации устройств молниезащиты должно осуществляться систематическое наблюдение за их состоянием, в график планово-предупредительных работ должны входить текущее обслуживание (ревизии), текущие и капитальные ремонты этих устройств.
4.3.20. Ежегодно, перед наступлением грозового сезона (в марте, апреле), необходимо осмотреть состояние наземных элементов молниезащиты (молниеприемников, токоотводов), обращая особое внимание на места соединения токоведущих элементов.
Недопустимо в грозовой сезон оставлять молниеприемники без надежного соединения с токоотводом и заземлителем.
4.3.21. После каждой грозы или сильного ветра все устройства молниезащиты должны быть осмотрены и повреждения немедленно устранены.
4.3.22. При техническом обслуживании необходимо обращать внимание на состояние токоведущих элементов, и при уменьшении их сечения (вследствие коррозии, надломов, оплавлений) больше чем на 30 % их следует полностью заменить либо заменить отдельные дефектные места.
4.3.23 Проверка заземляющих устройств, включая измерения сопротивления растеканию тока, должны проводиться не реже одного раза в год (летом и при сухой почве).
Если сопротивление растеканию токов заземления превышает нормативное значение на 20 %, то необходимо установить дополнительные электроды или исправить заземляющее устройство.
4.3.24. Текущие ремонты молниезащитных устройств могут быть выполнены во время грозового периода, капитальные ремонты - только в негрозовой период года.
4.3.25. Результаты ревизий устройств молниезащиты, проверочных испытаний заземляющих устройств, проведенных ремонтов и т.д. следует заносить в специальный эксплуатационный журнал (прил. 16).
4.3.26. Лица, проводящие ревизию молниезащиты, должны составлять акт осмотра и проверки с указанием обнаруженных дефектов.
4.3.27. Ответственность за исправность и систематическую проверку заземлений возлагается на главного инженера предприятия.
Защита резервуаров от статического электричества
4.4.1. Для предупреждения возникновения искровых разрядов с поверхности оборудования, нефти и нефтепродуктов, а также с тела человека необходимо предусматривать, с учетом особенностей производства, следующие меры, обеспечивающие стекание возникающего заряда статического электричества:
снижение интенсивности генерации заряда статического электричества;
устройство заземления оборудования резервуаров и коммуникаций, а также обеспечение постоянного контакта тела человека с заземлением;
уменьшение удельного объемного и поверхностного электрического сопротивления;
использование радиоизотопных, индукционных и других нейтрализаторов.
4.4.2. Заземляющие устройства для защиты от статического электричества следует, как правило, объединять с заземляющими устройствами для электрооборудования. Такие заземляющие устройства должны быть выполнены в соответствии с требованиями ПУЭ-85, ГОСТ 21130-75, СН 102-76, Инструкцией по устройству сетей заземления. Сопротивление заземляющего устройства, предназначенного исключительно для защиты от статического электричества, допускается не выше 100 Ом.
Все металлические и электропроводящие неметаллические части оборудования резервуаров должны быть заземлены независимо от того, применяются ли другие меры защиты от статического электричества.
Лакокрасочное покрытие, нанесенное на заземленное металлическое оборудование, внутренние и наружные стены резервуаров, считаются электростатическим заземлением, если сопротивление наружной поверхности покрытия относительно заземленного оборудования не превышает 10 Ом.
4.4.3 Резервуары вместимостью более 50 м3 (за исключением вертикальных диаметров до 2,5 м) должны быть присоединены к заземлителям с помощью не менее двух заземляющих проводников в диаметрально противоположных точках.
4.4.4. Нефтепродукты должны закачиваться в резервуары без разбрызгивания, распыления или бурного перемешивания. Налив нефтепродуктов свободно падающей струей не допускается.
Расстояние от конца загрузочной трубы до дна резервуара не должно превышать 200 мм, а если это возможно, то струя должна быть направлена вдоль стенки. При этом форма конца трубы и скорость подачи нефтепродукта должны быть выбраны таким образом, чтобы исключить разбрызгивание.
4.4.5. Скорость движения нефтепродуктов по трубопроводам необходимо ограничивать таким образом, чтобы заряд, приносимый в резервуар с потоком нефтепродукта, не мог вызвать с его поверхности искрового разряда, энергия которого достаточна для воспламенения окружающей среды. Допустимые скорости движения жидкости по трубопроводам и истечения их в резервуары зависят от следующих условий, влияющих на релаксацию зарядов: вида налива, свойств нефтепродукта, содержания и размера нерастворимых примесей, свойств материала стенок трубопровода, резервуара.
4.4.6. Для нефтепродуктов с удельным объемным электрическим сопротивлением не более 109 Ом · м скорости движения и истечения допускаются до 5 м/с.
Для нефтепродуктов с удельным объемным электрическим сопротивлением более 109 Ом · м допустимые скорости транспортирования и истечения устанавливаются для каждого нефтепродукта отдельно.
Для снижения до безопасного значения плотности заряда в потоке жидкости, имеющей удельное объемное электрическое сопротивление более 109 Ом · м, при необходимости транспортирования их по трубопроводам со скоростью, превосходящей безопасную, следует применять специальные устройства для отвода зарядов.
Устройство для отвода зарядов из жидкого продукта должно устанавливаться на загрузочном трубопроводе непосредственно у входа в заполняемый резервуар так, чтобы при максимальной из используемых скоростей транспортирования время движения продукта по загрузочному патрубку после выхода из устройства до истечения в аппарат не превосходило 0,1 постоянной времени релаксации заряда в жидкости.
Если это условие конструктивно не может быть исполнено, то отвод возникающего в загрузочном патрубке заряда должен быть обеспечен внутри заполняемого резервуара до выхода заряженного потока на поверхность имеющейся в резервуаре жидкости.
Примечания. В качестве устройств для отвода заряда из жидкого продукта могут использоваться нейтрализаторы со струнами, правила выбора, конструирования, монтажа и эксплуатации которых изложены в РТМ 6.28-008-78 Устройства отвода заряда из потока жидкости с протяженными разрядными электродами (нейтрализаторы со струнами).
В качестве устройств для отвода заряда внутри заполняемого резервуара могут применяться клетки из заземленной металлической сетки, охватывающие некоторый объем у конца загрузочного патрубка таким образом, чтобы заряженный поток из патрубка поступал внутрь клетки. При этом объем клетки должен быть не менее V = Q · ф/3600, где V - объем клетки, м3; Q - скорость перекачки нефтепродукта, м3/ч; ф - постоянная времени релаксации заряда в нефтепродукте, с.
4.4.7. Данные по электрическим параметрам светлых нефтепродуктов и номограммы по определению допустимых скоростей перекачки приведены в Рекомендациях по предотвращению опасной электризации нефтепродуктов при наливе в вертикальные и горизонтальные резервуары, автомобильные и железнодорожные цистерны, утвержденных 12/XI.85 г. Госкомнефтепродуктом РСФСР.
4.4.8. Нефтепродукты должны поступать в резервуар ниже уровня находящегося в нем остатка нефтепродукта.
При заполнении порожнего резервуара нефтепродукты должны подаваться в него со скоростью не более 1 м/с до момента затопления конца приемно-раздаточного патрубка.
При дальнейшем заполнении скорость следует выбирать с учетом требований п. 4.4.6.
4.4.9. Для предотвращения опасности возникновения искровых разрядов на поверхности нефтепродуктов не должно быть незаземленных электропроводящих плавающих предметов.
4.4.10. Понтоны из электропроводящих материалов, предназначенные для уменьшения потерь нефтепродуктов от испарения, должны быть заземлены с помощью не менее двух гибких заземляющих проводников площадью сечения не менее 6 мм2, присоединенных к понтону в диаметрально противоположных точках.
4.4.11. Понтоны из неэлектропроводящих материалов должны иметь электростатическую защиту.
4.4.12. Ручной отбор проб нефтепродуктов из резервуаров допускается не ранее, чем через 10 мин после прекращения движения нефтепродукта.
Пробоотборник должен иметь токопроводящий медный тросик, один конец которого припаивается к корпусу пробоотборника, а на другом имеется наконечник под болт М10. Болт М10 с гайкой-барашком приваривается к периметровому ограждению заземленного резервуара. Перед отбором проб пробоотборник должен быть заземлен. Перед каждым использованием пробоотборника обязательно проверяется целостность медного токопроводящего тросика.
Работники, отбирающие пробы, должны иметь обувь с кожаной подошвой, укрепленной металлическими шпильками из неискрящихся материалов или подошвой из электронепроводящей резины.
Отбор проб из резервуара в одежде из синтетических тканей, кроме нательного белья, запрещается.
4.4.13. Осмотр и текущий ремонт заземляющих устройств должны проводиться одновременно с осмотром и текущим ремонтом всего технологического оборудования.
Измерения электрических сопротивлений заземляющих устройств должны проводиться не реже одного раза в год. Результаты измерений и ремонтов заносят в журнал по эксплуатации защиты от проявлений статического электричества нефтебазы (прил. 17). Страницы журнала должны быть пронумерованы, прошнурованы и скреплены печатью.
4.4.14. Устройства защиты от статического электричества должны приниматься одновременно с приемкой технологического и энергетического оборудования.
ПРИЛОЖЕНИЯ
Приложение 1
(к п. 1.1.9)
ПЕРЕЧЕНЬ
проектов стальных резервуаров для нефти и нефтепродуктов
|
Наименование типового проекта |
Вместимость резервуара, м3 |
Организация - разработчик проекта |
|
|
704-1-158.83 |
Резервуар стальной горизонтальный для нефтепродуктов |
3 |
Южгипронефтепровод |
|
704-1-159.83 |
То же |
5 |
То же |
|
704-1-160.83 |
» |
10 |
» |
|
704-1-161.83 |
» |
25 |
» |
|
704-1-162.83 |
» |
50 |
» |
|
704-1-163.83 |
» |
75 |
» |
|
704-1-164.83 |
» |
100 |
» |
|
704-1-49 |
Вертикальный цилиндрический резервуар для нефти и нефтепродуктов, собираемый методом рулонирования, с щитовой кровлей |
100 |
ЦНИИ Проектстальконструкция |
|
704-1-50 |
То же |
200 |
То же |
|
704-1-51 |
» |
300 |
» |
|
704-1-52 |
» |
400 |
» |
|
704-1-53 |
» |
700 |
» |
|
704-1-66.84 |
» |
1000 |
Южгипронефтепровод |
|
704-1-167.84 |
» |
2000 |
То же |
|
704-1-168.84 |
» |
3000 |
» |
|
704-1-169.84 |
» |
5000 |
» |
|
704-1-170.84 |
» |
10000 |
» |
|
704-1-171.84 |
» |
20000 |
» |
|
704-1-172.84 |
» |
30000 |
» |
|
704-1-150С |
Резервуары для нефтепродуктов, предназначенные для эксплуатации в условиях низких температур |
100 |
Южгипронефтепровод |
|
704-1-151С |
То же |
200 |
То же |
|
704-1-152С |
» |
300 |
» |
|
704-1-153С |
» |
400 |
» |
|
704-1-154С |
» |
700 |
» |
|
704-1-155С |
» |
1000 |
» |
|
704-1-25 |
Резервуары для хранения светлых и темных нефтепродуктов с объемной массой не более 1 кг/см3, предназначенные для эксплуатации в условиях низких температур. |
2000 |
Ленинградское отделение ЦНИИПСК |
|
704-1-26 |
То же |
3000 |
То же |
|
704-1-27 |
» |
5000 |
» |
|
704-1-28 |
Резервуары для хранения светлых нефтепродуктов с объемной массой не более 0,9 кг/см3, предназначенные для эксплуатации в условиях низких температур |
10000 |
» |
|
704-1-29 |
То же |
20000 |
» |
|
704-1-179.85 |
Резервуары стальные для нефти и нефтепродуктов со стационарной крышей и понтоном (вариант с применением крупногабаритных листов проката) |
10000 |
Южгипронефтепровод |
|
704-1-180.85 |
То же |
20000 |
То же |
|
704-1-181.85 |
» |
30000 |
» |
|
704-1-85 |
Наземный вертикальный резервуар с гладким с внутренней стороны покрытием |
400 |
Аэропроект |
|
704-1-86 |
То же |
700 |
» |
|
704-1-87 |
» |
1000 |
» |
|
704-1-88 |
» |
2000 |
» |
|
704-1-89 |
» |
3000 |
» |
|
704-1-90 |
» |
5000 |
» |
Специальные проекты
|
Вертикальные цилиндрические резервуары для нефти и нефтепродуктов с плавающей крышей, собираемые методами полистовой сборки стенки или рулонирования |
50000 |
ЦНИИПСК |
|
|
83050 |
Вертикальные цилиндрические резервуары для нефти и нефтепродуктов с плавающей крышей. Резервуары можно собирать со стенкой комбинированной сборки; с двухслойной стенкой; со стенкой, усиленной бандажами |
100000 |
ЦНИИПСК |
Приложение 2
(к п. 1.1.9)
ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАЛЬНЫХ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ НЕФТИ И НЕФТЕПРОДУКТОВ
Оптимальные параметры вертикальных резервуаров с плавающей крышей
|
Диаметр, м |
Высота стенки, м |
Хранимая жидкость |
|
|
1000 |
12,3 |
9 |
Нефтепродукты |
|
2000 |
15,3 |
12 |
» |
|
3000 |
19 |
12 |
» |
|
5000 |
22,8 |
12 |
» |
|
10000 |
28,5 |
18 |
» |
|
20000 |
40 |
18 |
Нефть или нефтепродукт |
|
40000 |
56,9 |
18 |
Нефть |
|
50000 |
60,7 |
18 |
» |
|
100000 |
85,3 |
18 |
» |
|
150000 |
102,6 |
18 |
» |
Оптимальные параметры вертикальных резервуаров со стационарными покрытиями и резервуаров с металлическими понтонами
|
Диаметр, м |
Высота стенки, м |
Хранимая жидкость |
|
|
100 |
4,7 |
6 |
Нефтепродукты |
|
200 |
6,6 |
6 |
» |
|
300 |
7,6 |
7,5 |
» |
|
400 |
8,5 |
7,5 |
» |
|
700 |
10,4 |
9 |
» |
|
1000 |
10,4 |
12 |
» |
|
2000 |
15,2 |
12 |
» |
|
3000 |
19 |
12 |
» |
|
5000 |
21 |
15 |
» |
|
10000 |
28,5 |
18 |
Нефть или нефтепродукты |
|
20000 |
40 |
18 |
Нефть |
|
30000 |
45,6 |
18 |
» |
|
50000 |
60,7 |
18 |
» |
Оптимальные параметры и конструктивные решения горизонтальных резервуаров (наземное расположение)
|
Диаметр, м |
Длина, м |
Конструктивное решение |
Хранимая жидкость |
||
|
Конструкция торцовых стенок |
Внутреннее давление, МПа |
||||
|
3 |
1,4 |
2 |
Плоские |
0,04 |
Нефтепродукты |
|
5 |
1,9 |
2 |
» |
0,04 |
То же |
|
10 |
2,2 |
3,3 |
Конические |
0,07 |
» |
|
10 |
2,2 |
2,8 |
Плоские |
0,04 |
» |
|
25 |
2,8 |
4,8 |
Конические |
0,07 |
» |
|
25 |
2,8 |
4,3 |
Плоские |
0,04 |
» |
|
50 |
2,8 |
9,6 |
Конические |
0,07 |
» |
|
50 |
2,8 |
9 |
Плоские |
0,04 |
» |
|
75 |
3,2 |
9,7 |
Конические |
0,07 |
» |
|
75 |
3,2 |
9 |
Плоские |
0,04 |
» |
|
100 |
3,2 |
12,7 |
Конические |
0,07 |
» |
|
100 |
3,2 |
12 |
Плоские |
0,04 |
» |
|
500 |
6 |
18 |
» |
0,02 |
» |
|
1000 |
6 |
35,8 |
» |
0,02 |
» |
Оптимальные параметры вертикальных резервуаров
|
Диаметр, м |
Высота, м |
Внутреннее давление, кПа |
Хранимая жидкость |
|
|
200 |
10,4 |
3 |
2 |
Нефтепродукты |
|
400 |
10,4 |
4,5 |
2 |
» |
|
700 |
14,6 |
4,5 |
2 |
» |
|
1000 |
14,6 |
6 |
2 |
» |
|
2000 |
26,5 |
4,5 |
2 |
» |
|
3000 |
26,5 |
6 |
2 |
» |
|
5000 |
34,2 |
6 |
2 |
» |
Приложение 3
(к п. 1.3.4)
УКАЗАНИЯ ПО ЗАЩИТЕ РЕЗЕРВУАРОВ ОТ КОРРОЗИИ
1. При выполнении работ по защите стальных резервуаров от коррозии следует руководствоваться СНиП 2.03.11-85, СНиП 3.05.06-85 и ГОСТ 1510-84 (часть II, прил. 1, пп. 31, 36, 3).
2. Резервуары необходимо защищать от коррозии путем нанесения полимерных покрытий на внутреннюю и наружную поверхности. При наличии подтоварной воды с концентрацией солей не менее 0,3 % для противокоррозионной защиты днища рекомендуется применять катодную или протекторную защиту. Защиту днищ резервуаров от почвенной коррозии и коррозии блуждающими токами следует осуществлять с помощью катодных станций или групповых протекторов.
3. Перед проведением окрасочных работ новый резервуар необходимо подвергать гидравлическим испытаниям и градуировать. При подготовке к внутренней окраске эксплуатирующийся резервуар должен быть освобожден от нефтепродукта и зачищен согласно разделу 2.3 п. 1.13 настоящих Правил.
4. При разработке технологии нанесения противокоррозионных (защитных) покрытий в зависимости от условий эксплуатации резервуара необходимо руководствоваться:
Рекомендациями по выбору и нанесению лакокрасочных материалов для защиты от коррозии металлоконструкций, эксплуатирующихся в сточных водах (часть II, прил. 1, п. 43);
Временной инструкцией по окраске резервуаров антикоррозионной эмалью ХС-717 (часть II, прил. 1, п. 44);
Инструкцией по окраске наружной поверхности резервуаров со светлыми нефтепродуктами теплоотражающими эмалями ПФ-5135 и ЭФ-5144 (часть II, прил. 1, п. 45).
5. Поверхность подготавливают непосредственно перед окраской, при этом осуществляют механическую очистку от продуктов коррозии, обезжиривание, дополнительную обработку модификаторами при наличии плотно сцепленной ржавчины с поверхностью металла.
Работы по подготовке поверхностей необходимо выполнять в соответствии с ГОСТ 9.402-80 (часть II, прил. 1, п. 29). Состояние поверхности должно быть проверено комиссией и оформлено актом скрытых работ (прил. 3.1).
На подготовленную поверхность наносят покрытие, причем каждый последующий слой покрытия допускается наносить только после технологической выдержки предыдущего слоя.
6. Работы по защите резервуаров от коррозии должны выполняться бригадами, укомплектованными специалистами, которые имеют соответствующую квалификацию. При этом работы должны проводиться с соблюдением требований техники безопасности и пожарной безопасности. Бригады должны быть оснащены соответствующим оборудованием и механизмами.
7. Ответственность за организацию и проведение окрасочных работ возлагается на главного инженера предприятия (нефтебазы).
8. Перед началом работ необходимо:
подготовить и проверить все оборудование для очистки поверхности и нанесения модификаторов ржавчины и эмали;
установить леса на определенную высоту;
при защите внутренней поверхности резервуара смонтировать вентиляцию и при необходимости вырезать монтажное окно в нижнем поясе для внесения в резервуар оборудования и лесов;
при проведении работ в ночное время следует использовать освещение во взрывозащищенном исполнении;
для проведения подготовительной работы и приготовления лакокрасочных составов вблизи окрашиваемого резервуара нужно оборудовать открытую площадку с навесом;
при наличии понтона следует установить под ним стойки или другие приспособления для уменьшения его провисания.
9. При проведении работ по антикоррозионной защите оформляется журнал (прил. 3.2).
10. На каждый окрашенный резервуар заполняется паспорт на покрытие (прил. 3.3).
11. Качество нанесенного покрытия необходимо контролировать по истечении полного времени формирования покрытия (сушки) согласно ТУ или проекту организации работ по следующим параметрам: толщине покрытия, сплошности, адгезии, а также визуальному осмотру.
12. По окончании работы по нанесению покрытия составляют акт приемки резервуара в эксплуатацию (прил. 3.4). К акту приемки должны быть приложены: паспорт на применяемые материалы, акт на скрытые работы (прил. 3.1), журнал производства работ по антикоррозионной защите (прил. 3.2).
Состояние покрытия проверяют при проведении эксплуатационных осмотров, ремонтных и очистных работ, но не реже одного раза в год. Результаты осмотра записывают в акте проверки (прил. 3.5). Состояние покрытия контролируют визуально после очистки резервуара от грязевых отложений. Зачистные работы необходимо выполнять, не нарушая покрытия.
Покрытие, имеющее вздутие, растрескивание, отслоение или другие явные дефекты, считается поврежденным. В сомнительных случаях целостность покрытия определяют, проверкой адгезии по ГОСТ 15140-78 (метод решетчатых надрезов). Поврежденные участки покрытия должны быть восстановлены.
Разрушенное покрытие удаляют механическим способом, поверхность зачищают и окрашивают по первоначальной схеме.
В табл. 1 приведены системы бензостойких покрытий, удовлетворяющих требованиям ГОСТ 1510-84.
Системы бензостойких покрытий
|
Марка модификатора ржавчины |
Марка эмали |
Число слоев |
Срок службы покрытия, годы, не менее |
|
|
Опескоструенная |
- |
ХС-717 |
4 |
12 |
|
Ржавая |
П-1Т-Ц или ПРЛ-2 или Э-ВА-01 ГИСИ |
ХС-717 |
4 |
5 |
|
Опескоструенная |
- |
ХС-5132 |
4 |
5 |
|
Ржавая |
П-1Т-Ц |
ХС-5132 |
4 |
5 |
|
Ржавая |
П-1Т-Ф или П-1Т-Ц |
ХС-973 |
3 |
5 |
|
Ржавая |
П-1Т-Ц |
ХС-775 |
3 |
5 |
|
Ржавая |
- |
ХС-928 |
3 |
5 |
Приложение 3.1
(к п. 5)
|
Утверждаю __________________________ (руководитель предприятия) __________________________ (подпись, расшифровка подписи) |
|
|
Дата утверждения |
АКТ
скрытых работ по подготовке поверхности металла под
лакокрасочное покрытие
от «__» ______________ 198__ г.
|
Составлен комиссией в составе: председатель - главный инженер нефтебазы ___________________________________ ___________________________________________________________________________ (наименование, номер нефтебазы, фамилии, имя, отчество) члены комиссии: мастер ___________________________________________________ (фамилия, имя, отчество) исполнитель _____________________________________________________________ (должность, фамилия, имя, отчество) на проведенный осмотр и проверку качества подготовки поверхности металла резервуара РВС № _____________ для нанесения лакокрасочного покрытия. Состояние внутренней поверхности резервуара РВС: _______________________________________ ___________________________________________________________________________ (указать степень подготовки поверхности и заключение о возможности ___________________________________________________________________________ проведения окрасочных работ) Составлен в __________ экземплярах: 1-й экземпляр направлен ___________________ 2-й экземпляр - в дело Председатель комиссии: ___________________________ (подпись) Члены комиссии: ___________________________ (подпись) |
Приложение 3.2
(к п. 9)
ЖУРНАЛ
ПРОИЗВОДСТВА РАБОТ ПО НАНЕСЕНИЮ ПОКРЫТИЙ НА РЕЗЕРВУАР
|
Наименование объекта _____________________________________________________ Адрес объекта ____________________________________________________________ Основание для производства ________________________________________________ Производство работ _______________________________________________________ Начато ________________ Окончено __________ Подпись ответственного лица организации, выдавшей журнал ___________________________ |
|
1. Наименование защищаемого резервуара ______________________________________ 2. Место установки резервуара ________________________________________________ (помещение, вне здания и др.) 3. Наименование организации, разработавшей проект антикоррозионной защиты _____ ___________________________________________________________________________ 4. Краткая характеристика резервуара __________________________________________ ___________________________________________________________________________ (материал, наличие нагрева, механических воздействий и т.д.) 5. Характеристика агрессивной среды в резервуаре _______________________________ ___________________________________________________________________________ (концентрация, температура) 6. Дата и номер документа о сдаче резервуара под покрытие и испытании на герметичность ______________________________________________________________ ___________________________________________________________________________ 7. Защищаемая площадь резервуара в кв. метрах _________________________________ 8. Дата и номер акта о сдаче покрытой поверхности резервуара _____________________ ___________________________________________________________________________ 9. Дата пуска в эксплуатацию _________________________________________________ 10. Замеченные изменения за время эксплуатации в течение гарантийного срока ______ ___________________________________________________________________________ |
Примечания: 1. Пункты 6 и 9 заполняются заказчиком.
2. Пункт 10 заполняется совместно заказчиком и исполнителями работ.
|
Наименование работ |
Объем работ, м2 |
Температура во время производства работ |
Материал для покрытия |
Число нанесенных слоев и их толщина, мм |
Продолжительность сушки отдельных слоев (сут) и температура сушки (°С) |
Ф. и. о. мастера-производителя работ |
Дата и номер акта приемочных работ |
Примечание |
||||
|
в резервуаре |
окружающего воздуха |
ГОСТ и ТУ |
№ паспорта |
№ анализа |
||||||||
|
Очистка поверхности |
||||||||||||
|
Грунтовка поверхности (наименование грунтовки) |
||||||||||||
|
Шпатлевка (наименование шпатлевки) |
||||||||||||
|
Нанесение эмали, наименование эмали |
||||||||||||
ПРАВИЛА ВЕДЕНИЯ ЖУРНАЛА
1. Ведение журнала обязательно при выполнении работ по нанесению покрытий.
На каждый резервуар заполняются отдельные формы № 1 и № 2.
2. Запись в журнале производится ежедневно, за каждую рабочую смену, за каждый вид работы, записи закрепляются подписью мастера.
3. Производитель работ ежедневно проверяет правильность заполнения журнала.
4. Запись в журнале производится чернилами четко и аккуратно.
5. В графе 5 указывается температура воздуха, окружающего резервуар, на расстоянии не более 1 м от него.
6. В графах 7 и 8 указываются номера паспорта или анализа от каждой партии материала, применяемого при выполнении работ.
7. Ответственность за ведение журнала несет производитель работ.
8. Помарки и исправления в журнале не допускаются, при их наличии они должны быть оговорены ответственными представителями принимающей организации и производителем работ.
9. В журнале должны быть отражены все работы, выполненные по нанесению покрытий на поверхность резервуара.
Приложение 3.3
(к п. 10)
ПАСПОРТ
НА ПОКРЫТИЯ РЕЗЕРВУАРОВ СО СВЕТЛЫМИ НЕФТЕПРОДУКТАМИ
|
Номер и тип резервуара ____________________________________________________ Под какой продукт предназначен резервуар ___________________________________ Какие имелись дефекты: отпотины ________________________________________________________________ выпуклости ______________________________________________________________ неровности ______________________________________________________________ перекосы и др. ___________________________________________________________ Какого состава и по какой схеме было нанесено покрытие _______________________ ___________________________________________________________________________ Каким способом производилось нанесение покрытия ___________________________ Количество израсходованных материалов ____________________________________ Вид и цвет покрытия по визуальному наблюдению _____________________________ ___________________________________________________________________________ (гладкая, шероховатая, матовая, глянцевая и т.п.) Толщина покрытия на швах, стенках, крыше резервуара по показаниям толщиномера МТ-ЗОН и др. ___________________________________________________________________________ Начало и конец работы ____________________________________________________ (число, месяц, год) Состав бригады, выполняющей работы _______________________________________ Температура и влажность воздуха во время выполнения окрасочных работ ________ ___________________________________________________________________________ Главный инженер Зав. лабораторией Мастер |
Приложение 3.4
(к п. 12)
|
Утверждаю __________________________ (руководитель предприятия) __________________________ (подпись, расшифровка подписи) |
|
|
Дата утверждения |
АКТ
приемки окрашенного резервуара
«__» ______________ 198_ г.
_________________
(город)
|
Составлен комиссией в составе _____________________________________________ председатель: ____________________________________________________________ (должность, фамилия, имя отчество) члены комиссии __________________________________________________________ (должность, фамилия, имя, отчество) В резервуаре _____________________________________________________________ (характеристика резервуара) нанесено противокоррозионное покрытие _______________________________________ (характеристика покрытия ___________________________________________________________________________ по элементам конструкции резервуара: число слоев, вид ___________________________________________________________________________ лакокрасочного материала) Поверхность была подготовлена ____________________________________________ (способ подготовки поверхности) Осмотр внутренней поверхности резервуара показал, что _______________________ ___________________________________________________________________________ (указать качество покрытия: цвет, адгезия, подтеки, сплошность) имелись следующие дефекты _________________________________________________ (перечислить дефекты покрытия) Дефекты исправлены ______________________________________________________ (указать, как они исправлены) Комиссия считает возможным ввести резервуар в эксплуатацию. Составлен в ____________ экземплярах: 1-й экземпляр направлен ___________________________________________________ (наименование вышестоящей организации) 2-й экземпляр направлен ___________________________________________________ 3-й экземпляр - в дело Председатель комиссии ____________________________________________________ (подпись) Члены комиссии __________________________________________________________ (подписи) |
Приложение 3.5
(к п. 12)
|
Утверждаю __________________________ (руководитель предприятия) __________________________ (подпись, расшифровка подписи) |
|
|
Дата утверждения |
АКТ
проверки состояния покрытия в процессе эксплуатации
от «__» ______________ 198_ г.
_________________
(город)
|
Составлен комиссией в составе: председатель - главный инженер нефтебазы ___________________________________ (наименование, ___________________________________________________________________________ номер нефтебазы, фамилия, имя, отчество) Члены комиссии: мастер __________________________________________________________________ (фамилия, имя отчество) исполнитель _____________________________________________________________ (должность, фамилия, имя, отчество) на проведенный осмотр покрытия после эксплуатации ____________________________ ___________________________________________________________________________ (наименование объекта) ___________________________________________________________________________ (указать способ очистки поверхности покрытия, вид контроля и выводы ___________________________________________________________________________ о состоянии покрытия, описать проведенные ремонтные работы) ___________________________________________________________________________ Составлен в _____________экземплярах 1-й экземпляр направлен ___________________________________________________ (наименование вышестоящей организации) 2-й экземпляр направлен ___________________________________________________ 3-й экземпляр _______ в дело Председатель комиссии: ____________________________________ (подпись) Члены комиссии: ____________________________________ (подписи) |
Приложение 4
(к п. 2.1.3)
УКАЗАНИЯ ПО ТЕКУЩЕМУ ОБСЛУЖИВАНИЮ РЕЗЕРВУАРОВ
1. В процессе текущего обслуживания резервуара и его оборудования необходимо проверять герметичность разъемных соединений (фланцевых, резьбовых, сальниковых), а также мест примыкания арматуры к корпусу резервуара. При обнаружении течи следует подтянуть болтовые соединения, исправить сальниковые уплотнения и заменить прокладки.
2. При осмотре каждого вида резервуарного оборудования необходимо:
а) следить за исправным состоянием замерного люка, его шарнира и прокладочных колец, исправностью резь барашка, направляющей планки, плотностью прилегай крыши;
б) обеспечить в дыхательном (механическом) клапане, рассчитанном на давление до 2 кПа, плавное движение тарелок клапанов и плотную посадку их в гнезда; не допускать примерзания тарелок клапанов к гнездам; в зимнее время поддерживать в чистоте сетки клапанов и освобождать их от инея и льда; в клапане НДКМ не допускать разрыва фторопластового покрытия, значительного обледенения внутренней поверхности, негерметичности фланцев, смотрового люка клапанов, обрыва цепочки, зарастания импульсной трубки инеем, льдом, засорение пылью, разрыва мембраны, неисправности пружины амортизатора;
в) следить за исправностью дыхательного клапана, рассчитанного на давление 0,07 МПа, в соответствии с инструкцией завода-изготовителя.
В процессе эксплуатации дыхательные клапаны должны периодически осматриваться и регулироваться в соответствии с инструкцией завода-изготовителя, при этом следует проверять целостность фторопластового покрытия, мембран, тарелок, а в зимнее время очищать внутренние поверхности от льда и инея;
г) в предохранительном (гидравлическом) клапане проверять качество и проектный уровень масла, поддерживать горизонтальность колпака, содержать в чистоте сетчатую перегородку. В клапанах КПГ в зимнее время очищать внутреннюю поверхность колпака от инея и льда с промывкой в теплом масле. В мембранных клапанах следить за состоянием мембраны, чистотой соединений, каналов, уровней рабочей жидкости в блок-манометре;
д) следить за горизонтальностью положения диска-отражателя, прочностью его подвески;
е) в огневом предохранителе обеспечивать герметичное прилегание кассеты к прокладке в корпусе, чистоту пакетов с гофрированными пластинами, засорение их пылью, инеем; следить за плотностью и непроницаемостью крышки огневого предохранителя и фланцевых соединений; обнаруженные при осмотре предохранителя поврежденные пластины немедленно заменить новыми;
ж) в пеносливной камере проверять наличие и исправность диафрагмы и гаек с прокладками на концах пенопроводов. Следить за плотностью соединения пенокамеры с резервуаром, за прочностью прикрепления пенопроводов к корпусу резервуара, в пеногенераторах ГПС-2000, ГПС-600, ГПС-200 необходимо следить за правильностью положения герметизирующей крышки (прижатие должно быть равномерным и плотным), деталей, за целостностью сетки кассет, следить, нет ли внешних повреждений, коррозии на проволоке сетки (в случае обнаружения признаков коррозии кассета подлежит замене);
з) проводить контрольную проверку правильности показаний приборов измерения уровня и других средств измерения в соответствии с инструкцией завода-изготовителя;
и) в пробоотборнике стационарного типа проверять исправность ручного насоса и клапанов воздушной и гидравлической систем, следить, нет ли на наружной части узла слива пробы следов коррозии, грязи и т.п.; следить за плотным закрытием крышки пробоотборника;
к) в приемо-раздаточных патрубках проверять правильность действия хлопушки или подъемной (шарнирной) трубы (подъем должен быть легким и плавным); следить за исправным состоянием троса и креплением его к лебедке; следить за герметичностью сварных швов приварки укрепляющего кольца и фланца, патрубков, а также плотностью фланцевых соединений;
л) проверять исправность работы хлопушки с управлением в приемо-раздаточном патрубке путем ее открытия и закрытия; управление хлопушкой должно осуществляться легко, без заеданий;
м) на резервуарных задвижках в зимнее время проверять состояние надежного утепления и в необходимых случаях во избежание их заморожения спускать из корпуса задвижки скопившуюся воду, выявлять наличие свищей и трещин на корпусе задвижек, течей через фланцевые соединения; обеспечивать плотное закрытие плашек (клинкета), свободное движение маховика по шпинделю, своевременную набивку сальников;
н) в сифонном кране проверять, нет ли течи в сальниках крана (поворот крана должен быть плавным, без заеданий); следить, чтобы в нерабочем состоянии приемный отвод находился в горизонтальном положении, а спускной кран был закрыт кожухом на запоре;
о) следить за состоянием окрайков днища и уторного сварного шва (нет ли трещин, свищей, прокорродированных участков); отклонения наружного контура окраек по высоте не должны превышать величин, указанных в части II настоящих Правил;
п) следить за состоянием сварных швов, заклепочных соединений резервуара (нет ли отпотеваний, течи, трещин в швах, в основном металле вблизи заклепок и сварных швов);
р) следить за состоянием люка-лаза (фланцевого соединения; прокладки, сварных соединений);
с) по устройствам «Радиус», «Квант», «Уровень», «Утро-3», СУУЗ и другим следить за исправностью в соответствии с инструкцией завода-изготовителя;
т) следить за состоянием отмостки (нет ли просадки, растительного покрова, глубоких трещин); должен быть отвод ливневых вод по лотку;
у) по канализационной сети резервуарного парка следить за наружным и внутренним состоянием трассы, дождеприемных и специальных колодцев (нет ли повреждений кладки стен в местах входа и выхода труб, хлопушки, в тросе хлопушки; не переполнены ли трубы, не завалены ли грунтом или снегом); следить за состоянием крышек колодцев.
При обслуживании понтона нужно проверять:
а) горизонтальность поверхности понтона; герметичность коробов, наличие в них продукта;
б) нет ли отпотевания или нефтепродукта на центральной части понтона;
в) плотность прилегания затвора к стенке резервуара, трубам, УДУ и ПСР или центральной стойке;
г) надежность крепления и нет ли повреждений проводов для отвода статического электричества.
При обнаружении на понтоне нефтепродукта последний удаляют и выясняют причину неисправности. Если это нарушение вызвано заплескиванием нефтепродукта, то необходимо исключить возможность попадания воздушных пробок в подводящий к резервуару трубопровод.
При нарушении герметичности центральной части понтона или коробов резервуар необходимо освободить от нефтепродукта и отремонтировать.
При обслуживании вертикальных резервуаров повышенного давления должна быть обеспечена горизонтальность опорных столиков под анкерный болт. Анкерные болты не должны иметь искривлений, трещин, коррозионных каверн. Над гайкой должны быть свободные нитки резьбы. При обслуживании оборудования резервуаров должны быть обеспечены:
а) свободный подъем, опускание и плотное прилегание клапана-вентиля;
б) плотное прилегание всасывающего клапана;
в) чистота поверхности, полное сечение отверстий и целостность сетки фильтра;
г) плотность прилегания и целостность прокладки горловины резервуара.
При обслуживании подогревателей в резервуарах с подогревом нефтепродукта необходимо проверять:
а) исправность и герметичность змеевиковых пароподогревателей (обнаруженные при осмотре повреждения конструкции подогревателей немедленно устранить);
б) следить за исправностью средств электроподогрева в соответствии с инструкцией завода-изготовителя.
Приложение 5
(к п. 2.1.10)
ПЕРЕЧЕНЬ ОСНОВНЫХ ПРОВЕРОК ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПОНТОНА И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
1. При визуальном осмотре понтона через световой люк (не реже одного раза в месяц) необходимо проверить, нет ли нефтепродукта на поверхности ковра или затвора, разрывов ковра, зазора между затвором и стенкой резервуара.
При осмотре понтона внутри резервуара необходимо проверить:
герметичность швов ковра и нет ли разрывов в нем;
нет ли зазора между затвором и стенкой резервуара (при наличии зазора последний измеряют по ширине и длине);
степень изношенности затвора (затвор считается изношенным, если трущаяся о стенки резервуара резиновая обкладка износилась до тканевого материала);
герметичность коробов согласно прил. 7 настоящих Правил;
не засорился ли перфорированный кожух, предназначенный для ручного отбора проб и измерений уровня;
нет ли обрыва и коррозии токоотвода заземления (измеряют сопротивление растеканию тока токоотводов).
2. При наличии нефти и нефтепродукта в отсеках или центральной части понтона они должны быть слиты в резервуар, после чего резервуар необходимо опорожнить, пропарить и очистить для выполнения работ внутри него. В зависимости от объема сливаемой нефти или нефтепродукта и наличия необходимого оборудования слив нефтепродукта из отсеков или центральной части понтона может проводиться сифонами (шлангами), передвижными насосными агрегатами или с использованием эжекторов типа ЭВ-200 и Г-600. Используемые передвижные насосные агрегаты должны устанавливаться вне резервуара и иметь взрывозащищенное исполнение. Работы, связанные с установкой и обслуживанием сифонов (шлангов), эжекторов и насосных агрегатов, необходимо выполнять в соответствии с требованиями техники безопасности и настоящих Правил.
3. Сварные соединения освобожденных из-под нефти или нефтепродукта участков понтона необходимо проверить на герметичность в соответствии с Инструкцией по определению герметичности сварных соединений понтона (прил. 7).
В случае негерметичности проверенных участков понтона резервуар выводится из эксплуатации в ремонт для устранения дефектов.
4. Дефекты сварных швов (трещины, непровары, свищи), являющиеся причиной попадания нефти или нефтепродукта в отсеки или центральную часть понтона, должны быть тщательно обследованы и устранены сваркой. Отдельные мелкие трещины, отверстия в сварных швах и основном металле допускается ликвидировать применением эпоксидных составов.
5. Неисправные элементы затворов и системы заземления должны быть заменены.
Особенности обслуживания и ремонта синтетических понтонов
6. В настоящее время применяются при строительстве новых и дооснащении действующих резервуаров синтетические понтоны следующих модификаций: пенополиуретановые конструкции СКВ «Транснефтеавтоматика», полиэтиленовые из полиэтилена высокой плотности конструкции ЦНИЛ Госкомнефтепродукта РСФСР, пленочные из полиамидной пленки ПК-4 конструкции ВНИИСПТнефть, резинотканевые и др.
7. Монтаж синтетических понтонов начинается с подготовки резервуара, врезки люков-лазов, сооружения и соединения конструктивных элементов, обеспечивающих жесткость и плавучесть защитного покрытия (поплавков, коробов жесткости, настила и др.), соединения элементов, обеспечивающих электростатическую защиту понтона. После чего ведутся монтажные операции по перекрытию кольцевого пространства резервуара (разворачивание и подсоединение к коробам жесткости рулона полиэтилена, ковра из пленки ПК-4), технологические операции по напылению на арматуру жесткости компонентов пенополиуретана. Монтаж ведется согласно технической документации, проекту производства работ, разработанному проектными организациями.
При дооснащении полиэтиленовыми или пленочными понтонами резервуаров с центральной стойкой на ковре предусматривается монтажный шов, который должен быть сварен или склеен после монтажа по технологии организации-разработчика. После полной сборки понтона из пенополиуретана (ППУ) вся его поверхность с целью электростатической защиты покрывается латексом согласно технологической инструкции. После нанесения латекса ходить по понтону не разрешается.
8. Огневые работы в резервуаре выше отметки опорного устройства понтона (1800 мм) после монтажа неметаллического понтона должны вестись с принятием мер, исключающих попадание искр раскаленного металла на поверхность ковра.
9. После окончания монтажа представитель заказчика совместно с представителем монтажной организации должны проверить качество сборки и монтажа понтона. Если при изготовлении и монтаже понтона были допущены отступления от проекта и рекомендаций организации-разработчика, приемку следует проводить в присутствии представителя проектной организации.
10. Технологический режим (скорость подъема понтона, предельный уровень наполнения, максимальная температура хранимого нефтепродукта и т.д.) определяется соответствующими инструкциями организаций-разработчиков синтетических понтонов.
11. На резервуарах с синтетическими, понтонами вблизи замерного люка и около уровнемера должна быть надпись «Залив выше... см воспрещается».
12. При максимальном уровне наполнения должен быть обеспечен запас свободного пространства над понтоном 300 - 500 мм до, выступающих частей кровли, балок и т.д. При заполнении до верхнего предельного уровня скорость наполнения должна быть заблаговременно (за 1 - 1,5 м) снижена до 150 - 200 м3/ч.
13. В период эксплуатации резервуаров с синтетическими понтонами для сокращения потерь паров нефтепродукта нецелесообразно опускать уровень нефтепродукта ниже 1,8 м.
14. Осмотр понтона из пенополиуретана (ППУ) должен предусматриваться в графике эксплуатации не реже одного раза в шесть месяцев.
15. Зачистка и промывка резервуаров с понтоном из ППУ должна проводиться с помощью моющего раствора типа МЛ-2. Применение острого пара запрещается.
16. При пропарке и промывке резервуаров с пленочными и полиэтиленовыми понтонами температура под понтоном должна быть не более 60 °С, а давление - не более 0,3 МПа.
17. Ремонт понтона из ППУ в случае необходимости осуществляется в резервуаре путем зачистки дефектных мест, напыления или заливки ППУ и подклеивания эластичного затвора. Передвижение по понтону из ППУ во время ремонта и обслуживания его допускается только по трапам шириной 650 мм и длиной не менее 2 м. Передвижение по понтону из ППУ, когда он находится в плавучем состоянии, не допускается.
18. При текущем и среднем ремонте полиэтиленового понтона устраняют локальные дефекты ковра, негерметичность коробов, соединяют отвод статического электричества и заземляющего устройства в случае их обрыва или полностью заменяют токоотвод в случае коррозии. При капитальном ремонте понтона выполняются работы по частичной или полной замене ковра, затвора, сетки для защиты от статического электричества.
19. При текущем ремонте пленочного понтона проводится заклеивание обнаруженных разрывов ковра (технология склейки разрывов ковра приведена ниже), установка дополнительных промежуточных поплавков. При капитальном ремонте выполняются работы по частичной или полной замене ковра, сетки, затвора, замене или установке дополнительных поплавков, частичной или полной замене монтажной опоры.
20. При проведении капитального ремонта резервуара, связанного с полной заменой кровли, верхних поясов, следует предусматривать меры предосторожности во избежание попадания искр, брызг сварки на синтетический материал понтона. При этом следует предусматривать либо временный демонтаж и сворачивание в рулон ковра, либо временное затопление водой понтона при выполнении огневых работ (наличии дренажных устройств в коробах).
21. Срок службы синтетических понтонов должен быть не менее 10 лет.
Технология склейки разрывов пленочного ковра при его ремонте
Разрыв ковра ликвидируется наложением заплаты из материала ковра (полиамидная пленка ПК-4), предварительно усаженного при температуре 60 °С по следующей технологии:
а) вырезать предварительно усаженную заплату размером больше разрыва на 40 - 50 мм на сторону;
б) зачистить место разрыва по размеру заплаты от пыли и грязи сухим тампоном и протереть ацетоном;
в) наклеить заплату на поверхность ковра при температуре не ниже 15 °С. Для этого на заплату и на склеиваемую поверхность ковра нанести кистью тонкий слой клея ПК-5 по одному разу на каждую из оклеиваемых поверхностей и выдержать (обычно 1 - 2 мин) до «отлипа», то есть пока нанесенный клей не начнет тянуться в виде отдельных нитей. Только после этого заплату наложить на ковер. При наложении заплаты на склеиваемую поверхность ковра натяжение и складки недопустимы;
г) после склеивания заплату прогладить роликом;
д) склеивание ковра при температуре ниже 15 °С и высокой влажности окружающего воздуха проводить на переносной грелке, заполненной горячей водой температурой 50 - 60 °С;
е) при склеивании следует избегать попадания клея на несклеиваемую поверхность пленки.
Приложение 6
(к п. 2.1.11)
УКАЗАНИЯ ПО ДЕГАЗАЦИИ РЕЗЕРВУАРА С ПОНТОНОМ
1. Дегазация (очистка) резервуара осуществляется при положении понтона на стойках путем пропарки или промывки с последующей вентиляцией.
2. Для очистки понтона резервуар должен быть освобожден от остатка нефтепродукта, отсоединен от всех трубопроводов, кроме зачистного, а концы трубопроводов должны быть закрыты заглушками с хвостовиком-указателем.
3. Резервуар необходимо пропарить, подавая пар одновременно под понтоном и над ним через люк-лаз и монтажный люк, расположенные соответственно на первом и третьем поясах стенки; пропарка должна выполняться при одном открытом световом люке. В процессе пропарки пространства над понтоном и под ним должны быть сообщены через отжатый участок затвора кольцевого зазора между стенками резервуара и понтоном, расположенного на противоположной стороне от люков, через которые подается пар. Длина отжатого участка затвора должна быть не менее 10 м. Отжатие затвора от стенки резервуара может быть осуществлено с помощью деревянных клиньев или других отжимных приспособлений. Во время пропарки внутри резервуара необходимо поддерживать температуру в пределах 60 - 70 °С, для синтетических - не более 60 °С. Пропарка должна проводиться до полного удаления паров нефти и нефтепродукта из резервуара. Если для подачи используются шланги, то они должны быть оснащены наконечниками из цветного металла. Паропровод и наконечники шлангов должны быть заземлены.
Примечание. Не допускается попадание струи пара на ковер и поплавки из синтетических материалов.
4. После окончания пропарки резервуар должен быть остужен до температуры не выше 30 °С с проветриванием при открытии всех люков. Далее резервуар должен быть промыт водой путем дополнения его до максимально допустимого уровня с последующим опорожнением или промыт водяной струёй (при этом не допускается попадание воды на поверхность понтона).
5. При выполнении работ по пропарке и вентилированию резервуара с понтоном крышки открытых люков и патрубков должны быть прикреплены к своим фланцам одним или двумя болтами, затянутыми гайками.
6. Резервуар с понтоном, в котором имеются пирофорные отложения, необходимо пропарить при закрытом нижнем люке и открытых световом и замерном люках. Пар следует подавать одновременно под понтоном и над ним. При этом газовые пространства над понтоном и под ним должны быть сообщены между собой, как указано в п. 3 настоящих Указаний. По окончании пропарки резервуар должен быть заполнен водой до верхнего уровня, после чего (для обеспечения медленного окисления пирофорных отложений) уровень воды необходимо снижать со скоростью не более 0,5 - 1 м/ч. Удаление пирофорных отложений из резервуара должно проводиться в специально отведенное место. Пирофорные отложения до удаления из резервуара должны сохраняться во влажном состоянии. Пробы пирофорных отложений из резервуара должны отбираться по разрешению главного инженера или руководителя предприятия специально подготовленными людьми при обязательном присутствии представителя пожарной охраны предприятия и с соблюдением мер безопасности, изложенных в настоящих Правилах.
Приложение 7
(к п. 2.1.16)
ИНСТРУКЦИЯ ПО ОПРЕДЕЛЕНИЮ ГЕРМЕТИЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ ПОНТОНОВ
Герметичность сварных соединений понтона проверяется внешним осмотром, смачиванием керосином или вакуум-методом.
При проверке герметичности стыкового сварного соединения или нахлесточного соединения, выполненного с одной стороны сплошным швом, а с другой - прерывистым, контролируемая сторона соединения должна быть тщательно очищена от грязи, окалины и окрашена водной суспензией мела или каолина. После высыхания водной суспензии обратная сторона соединения (сварного шва) обильно смачивается керосином не менее двух раз с перерывом 10 мин. На окрашенной водной суспензией мела или каолина поверхности сварного шва не должно появляться пятен в течение 12 ч, а при температуре ниже 0 ºС - в течение 24 ч.
Для проверки герметичности двусторонних нахлесточных сварных швов керосин вводится под давлением 0,098 - 0,0196 МПа в зазор между листами через специально просверленное отверстие; после проведения испытания пространство между листами должно быть продуто сжатым воздухом, а отверстие заварено.
При контроле сварных соединений вакуум-методом контролируемый участок сварного соединения и основного металла шириной 150 мм по обеим сторонам от шва очищается от шлака, масла и пыли, смачивается индикаторным мыльным раствором, а при отрицательной температуре - раствором лакричного корня. Далее на контролируемый участок плотно устанавливается вакуум-камера, которая подключается к вакуум-насосу. При проведении испытания разрежение в вакуум-камере должно составлять не менее 0,665 МПа для сварных соединений стальных листов толщиной 4 мм и не менее 0,079 МПа для соединений стальных листов большей толщины. Отсутствие пузырьков внутри камеры при проведении испытания свидетельствует о достаточной герметичности контролируемого участка сварного соединения.
Приложение 8
(к п. 2.1.17)
УКАЗАНИЯ ПО ВОССТАНОВЛЕНИЮ ПЛАВУЧЕСТИ (РАБОТОСПОСОБНОСТИ) ЗАТОНУВШЕГО ПОНТОНА
Восстановление плавучести (работоспособности) затонувшего понтона должно осуществляться в следующей последовательности:
измерить расстояние до поверхности затонувшего понтона через световые люки, при этом необходимо убедиться, что понтон находится на опорных стойках;
понизить уровень нефти или нефтепродукта в резервуаре до верхней кромки борта понтона путем ее откачки через раздаточный патрубок технологическими насосами, при этом нефть или нефтепродукт из надпонтонного пространства будет поступать в раздаточный патрубок через затворы направляющих стенок и кольцевого зазора между стенкой резервуара и понтоном, а также через направляющие стойки.
При откачке следует:
ограничить по возможности расход нефти или нефтепродукта;
установить запасную крышку люка-лаза в третьем поясе с приваренным к ней сливным патрубком диаметром 80 - 100 мм;
заполнить резервуар водой до уровня не ниже нижней образующей сливного патрубка запасной крышки люка в третьем поясе, подавая воду в подпонтонное пространство. Во избежание образования статического электричества следует закачивать воду со скоростью 1 м/с. Если при закачке воды понтон всплывает в плоскости раздела вода - нефть, то воду необходимо подавать с помощью шланга также сверху через люк-лаз на центральную часть понтона;
откачать нефть с поверхности воды через сливной патрубок запасной крышки люка-лаза в третьем поясе;
дегазировать резервуар путем полного заполнения его водой и последующего опорожнения или путем вентилирования через все открытые люки;
снизить уровень воды до верхней кромки борта понтона путем слива ее через сифонный кран;
установить сифонные линии (шланги) для слива воды из отсеков и центральной части понтона в резервуар (рабочий устанавливает сифонные линии изнутри резервуара через люк-лаз), после чего через сифонный кран полностью удалить воду из резервуара. Для ускорения удаления воды могут быть использованы также передвижные насосы и установлены дополнительные сифоны (шланги) через люки в первом и третьем поясах стенки. При установлении сифонных линий должны быть соблюдены требования безопасности, изложенные в настоящих Правилах;
проверить исправность всех элементов понтона и герметичность швов сварных соединений в соответствии с прил. 10 настоящих Правил.
При отсутствии поврежденных элементов понтона резервуар можно эксплуатировать. При обнаружении повреждений элементов понтона и его негерметичности резервуар выводят из эксплуатации и ремонтируют.
Приложение 9
ЗАЧИСТКА ГОРИЗОНТАЛЬНЫХ РЕЗЕРВУАРОВ МЕХАНИЗИРОВАННЫМ СПОСОБОМ МОЕЧНОЙ УСТАНОВКОЙ УМ-1
1. Устройство и принцип действия
Для механизированной зачистки (выкачки остатков нефтепродукта, мойки, дегазации, обезвреживания от тетраэтилсвинца) горизонтальных резервуаров вместимостью до 50 м3 из-под бензинов, дизельных топлив, масел на нефтебазах, АЗС и других объектах может быть применена установка моечная УМ-1.
Установка УМ-1 смонтирована на базе автомобиля-заправщика типа 746 или ПАЗС-3152.
На шасси УМ-1 укреплены ящики, в которые укладывается при транспортировании съемное оборудование (гидромонитор, эжектор, распылитель, резиновые рукава).
На площадке между кабиной автомобиля и цистерной установлены насос К-45/55, вентилятор и соединительная коробка. В выгородке сзади цистерны расположены поворотные патрубки воздуховода, термометр, указатель уровня жидкости и запорная арматура водяного и растворного баков.
На цистерне размещены два фильтра, воздухозаборная труба вентилятора, которая во время дегазации устанавливается вертикально; рассеивающая труба (при работе устанавливается на люк резервуара).
С правой стороны шасси на кронштейне установлен ящик с двумя пластинчатыми насосами и одним двигателем.
В задний торец цистерны врезан электроподогреватель.
Питание электродвигателей и электроподогревателя осуществляется от щита АЗС или нефтебазы по кабелю. Пульт управления во время зачистных работ снимается с УМ-1 и выносится из зоны, загазованной парами бензина.
Установкой УМ-1 проводится сокращенная и полная зачистка резервуаров из-под бензинов, дизельного топлива и масел.
Сокращенная зачистка - это периодическая зачистка резервуаров согласно ГОСТ 1510-84, включающая следующие операции:
1) выкачку остатка нефтепродукта;
2) мойку гидромонитором струями воды под давлением: в холодное время года с температурой воздуха ниже +10 °С и для резервуаров из-под масел применяется горячая вода (40 - 50 °С), летом применяется вода без подогрева; мойка проводится по замкнутому циклу, т.е. с одновременной выкачкой промывочной воды и эмульсии эжектором; продолжительность мойки 1 - 2 ч, давление промывочной воды не менее 0,5 МПа;
3) выборку осадка, протирку «насухо» (продолжительность 10 - 15 мин).
Полная зачистка - это зачистка перед ремонтом. Включает следующие операции:
1) выкачку остатка нефтепродукта;
2) мойку гидромонитором по замкнутому циклу (продолжительность мойки 1 - 2 ч);
3) дегазацию принудительным вентилированием в течение 4 ч;
4) обезвреживание от ТЭС напылением раствора КMnО4;
5) мойку внутренней поверхности резервуара чистой водой с помощью распылителя. Продолжительность мойки 10 - 15 мин (200 л). Одновременно проводится выкачка этой воды эжектором;
6) отбор проб воздуха из резервуара (0,3 м от днища) на содержание в нем углеводородов и ТЭС (продолжительность отбора проб 1 ч);
7) выборку осадка вручную (время выполнения операции 10 - 15 мин);
Перед ведением огневых работ проводятся повторный отбор и анализ проб воздуха из резервуара на содержание в нем углеводородов и ТЭС. В случае повышения их ПДК после выборки осадка осуществляется дополнительное вентилирование в течение 1 - 2 ч.
2. Техническое обслуживание установки моечной машины (УМ-1)
Эксплуатация автомобиля, насосов, двигателей, вентилятора, электроподогревателя, гидромонитора и эжектора осуществляется в строгом соответствии с инструкциями заводов-изготовителей и паспорта на изделие УМ-1 166-00-00-00 ПС.
Периодически после мойки 3 - 4 резервуаров промывочная вода заменяется. Цистерна, фильтры, насосы и трубопроводы промываются от скопившейся грязи. Загрязненная вода и осадок отводятся на очистные сооружения или накопительные емкости нефтебаз. В процессе промывки УМ-1 ставится над колодцем производственной канализации, открывается нижний сливной патрубок, снимается крышка с люка цистерны. Цистерна промывается горячей водой из брандспойта, фильтр - горячей водой, а растворные бак, насос и трубопроводы - чистой водой (200 л) после каждого обезвреживания резервуара.
3. Транспортирование и правила хранения
УМ-1 может транспортироваться на железнодорожных платформах, палубных судах и на автомашинах.
Хранение установки допускается: летом - под навесом или на открытой площадке; зимой - в закрытом отапливаемом помещении; в состоянии консервации - на открытой площадке.
Перед движением автомобиля своим ходом все оборудование размещается по штатным местам и закрепляется.
Во время движения автомобиля дверки шкафа и ящиков должны быть плотно и надежно закрыты. Крышка горловины цистерны должна обеспечивать надежную герметичность, при этом должно быть исключено ее самопроизвольное открытие, а заземляющая цепь должна касаться земли или дорожного покрытия. Скорость движения 50 км/ч.
Приложение 9
|
________________________ |
Утверждаю |
|
ЛПДС (ЛС) ________________________ |
Директор |
|
(наименование управления) |
(Начальник ЛПДС) (подпись) |
АКТ №
ГОТОВНОСТИ РЕЗЕРВУАРА № _________ К ЗАЧИСТНЫМ РАБОТАМ
|
Нефтебаза (пс) _____________________ |
|||||||||||
|
_________________________________________________________________________ (наименование объекта) Комиссия в составе: главного инженера (директора) нефтебазы (пс) ___________________________________________________________________________ (фамилия, имя, отчество) инженера по технике безопасности (инспектора охраны труда) ___________________________________________________________________________ (фамилия, имя, отчество) представителя товарного цеха нефтебазы (пс) _________________________________ (должность) ___________________________________________________________________________ (фамилия, имя, отчество) в присутствии ответственного лица по зачистке __________________________________ ___________________________________________________________________________ (должность, фамилия, имя, отчество) составили настоящий акт в следующем: нами проведен осмотр и проверена готовность резервуара к выполнению _________ (дата) зачистных работ зачистной бригадой ___________________________________________ из-под _________________________________ _________________________________ (наименование и номер резервуара) (какой хранится нефтепродукт) для ___________________________________________________________________________ (указать назначение и требуемую степень зачистки) При осмотре и проверке установлено, что при подготовке к работам по зачистке ___ ___________________________________________________________________________ (наименование и номер резервуара) в соответствии с Правилами по технике безопасности и промышленной санитарии при эксплуатации нефтебаз и АЗС и Правилами пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР выполнено следующее:
Освобождение ____________________________________________________________ (наименование резервуара) от нефтепродукта ___________________________________________________________ (указать способ освобождения ___________________________________________________________________________ и количество оставшегося нефтепродукта, м3, уровень, см; ___________________________________________________________________________ характеристику остатка) Отсоединение ____________________________________________________________ (наименование резервуара) от всех трубопроводов путем установки заглушек (кроме зачистного) _______________ ___________________________________________________________________________ ___________________________________________________________________________ Открытие у ______________________________________________________________ (наименование резервуара) всех люков и других отверстий после слива нефтепродукта и воды. Пропарка ________________________________________________________________ (наименование резервуара) в течение ______________________ ч ____________________ мин __________________ ___________________________________________________________________________ (время и способ вентиляции) Залив водой ______________________________________________________________ (наименование резервуара) для освобождения от нефтяных паров __________________________________________ (на какую высоту) Мойка водой с препаратом _______________________________________________ % Температура воды ____________________ ºС, давление ____________________ МПа Продолжительность мойки _________________________ ч __________________мин Результат анализа воздуха в ________________________________________________ (наименование резервуара) на содержание:
Подготовлены следующие средства для зачистных работ: _______________________ ___________________________________________________________________________ (указать, какие насосы, трубопроводы и другое оборудование) ___________________________________________________________________________ Подписи комиссии: Главный инженер (директор) нефтебазы (пс) __________________________________ Инженер по технике безопасности (инспектор охраны труда) ____________________ Представитель товарного цеха ______________________________________________ Представитель пожарной охраны ____________________________________________ Резервуар № _____________________________________________________________ (осмотрен и принят для производства зачистных работ) Замечания по подготовке резервуара _________________________________________ (наименование резервуара) коммуникаций и других средств _____________________________________________ (если есть, то указать, какие) Работы будут осуществляться _______________________________________________ (указать, какими средствами ___________________________________________________________________________ механизации и защиты) Ответственный по зачистке резервуара _______________________________________ (подпись) |
|||||||||||
Примечание. Работы по дегазации резервуаров методом принудительной вентиляции согласно Временной инструкции по дегазации резервуаров от паров нефтепродуктов методом принудительной вентиляции могут быть проведены в том случае, когда предусмотренные ПТЭ нефтебаз заполнение водой и пароэжекция невозможны.
|
____________________________________ (наименование нефтебазы, ЛПДС) |
____________________________________ (наименование подрядной организации) |
НАРЯД-ДОПУСК
|
1. Цех, объект, отделение, участок ___________________________________________ ___________________________________________________________________________ 2. Место проведения работ _________________________________________________ 3. Содержание выполняемых работ __________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ 4. Объект подготовлен к производству работ. Ответственный за подготовку резервуара и коммуникаций к ремонту ________________________________ _______________ _______ (должность, фамилия, имя, отчество) (подпись) (дата) 5. Объект принят к производству работ. Непосредственный руководитель работ от подрядной организации ________________________________ _______________ _______ (должность, фамилия, имя, отчество) (подпись) (дата) 6. Меры безопасности производства работ
7. Инструктаж об основных опасных и вредных производственных факторах в цехе по инструкции № _________ с рабочими и ИТР подрядной организации провел _______ ________________________________ _______________ _______ (должность, ф. и. о.) (подпись) (дата) 8. Инструктаж ремонтного персонала о мерах безопасности при выполнении работ провел ___________________________________________________________________________ (должность, фамилия непосредственного ________________________________________ __________________________ руководителя работ) (подпись) 9. Список лиц, прошедших инструктаж о мерах безопасности и допущенных к выполнению работ:
С объемом и условиями работ ознакомлен ____________________________________ ____________________________________________________ ____________ (должность, фамилия непосредственного руководителя работ) (подпись) Наряд-допуск выдал начальник цеха ______________ _______________ (подпись) (дата) 10. Перечень специальных разрешений, прилагаемых к наряду-допуску: а) б) в) Ежедневный допуск к работе
Работы по наряду закончены полностью, персонал выведен, материалы, инструменты и приспособления убраны, наряд закрыт _______ ч _______ мин число ________ 19__ г. Начальник цеха (мастер) ________________________________ (подпись) Непосредственный руководитель работ ________________________________ (подпись) Энергетик ________________________________ (подпись) |
||||||||||||||||||||||||||||||||||||||
Приложение 10
(к п. 2.3.9)
СПРАВКА № __________
АНАЛИЗА ВОЗДУХА В РЕЗЕРВУАРЕ
|
в _________ ч ____________ м |
|
|
На нефтебазе в резервуарах № ______________________________________________ из-под _________________________ отобрана проба воздуха _______________________ ___________________________________________________________________________, (метод отбора, наименование и номер прибора) анализ которого показал содержание паров углеводородов: по норме _____________ мг/л, фактически ____________ мг/л; сероводорода: по норме _______________ мг/л, фактически ________________ мг/л; тетраэтилсвинца: по норме _______________ мг/л, фактически ______________ мг/л Справка выдана в __________________ ч _____________ мин «__» _________ 19__ г. Начальник лаборатории _____________________________ (подпись) Лаборант _____________________________ (подпись) |
|
Приложение 11
(к п. 2.3.9)
|
Госкомнефтепродукт __________________ __________________________ Управление __________________________ Нефтебаза (ЛПДС) |
Форма № _______________НП Утверждена Госкомнефтепродуктом СССР «__» ___________ 19__ г. № _________ |
ЖУРНАЛ
УЧЕТА АНАЛИЗОВ КОНЦЕНТРАЦИИ ПАРОВ УГЛЕВОДОРОДОВ И ДРУГИХ ГАЗОВ В РЕЗЕРВУАРАХ И
ПРОИЗВОДСТВЕННЫХ ПОМЕЩЕНИЯХ
Начат _______________ 19__ г.
Окончен _____________ 19__ г.
|
Дата и часы отбора пробы |
Хранилище (здание), откуда отобрана проба |
Место отбора пробы из хранилища |
Из-под какого нефтепродукта |
Результат анализа (концентрация паров, мг/л) |
|||
|
углеводородов |
сероводорода |
ТЭС |
|||||
|
Метод проведения анализа, наименование и номер пробы |
Фамилия лаборанта, отбиравшего пробу и проводившего анализ |
Роспись лаборанта |
Дата, часы выдачи справки |
Должность и фамилия, получившего справку |
Роспись лица, получившего справку |
Примечание |
|
Приложение 12
(к п. 2.3.10)
|
Нефтебаза _________________________________ наименование управления ЛПДС (ЛС) |
Утверждаю Директор (начальник ЛПДС) ________________ подпись |
«__» __________ 19__ г.
АКТ № ________
на выполненную зачистку резервуара № _____________
|
Нефтебаза (пс) ______________________ |
|
|
___________________________________________________________________________ (наименование объекта) Комиссия в составе представителя нефтебазы (пс) _____________________________ ___________________________________________________________________________ (наименование, номер нефтебазы, пс, должность, фамилия, имя, отчество) ___________________________________________________________________________ ответственных лиц по зачистке ________________________________________________ (должность, фамилия, имя, отчество) ___________________________________________________________________________ ___________________________________________________________________________ провели осмотр _____________________________________________________________ (наименование и номер резервуара) после зачистки из-под ________________________________________________________ (наименование нефтепродукта) для заполнения _____________________________________________________________ (наименование нефтепродукта) Качество выполненной зачистки ____________________________________________ (оценка) соответствует требованиям ГОСТ 1510-84 ______________________________________ ___________________________________________________________________________ ___________________________________________________________________________ Резервуар сдал _______________________ (подпись) Резервуар принял _______________________ (подпись) |
|
Приложение 13
(к п. 2.3.10)
|
Нефтебаза _________________________________ наименование управления ЛПДС (пс) |
Утверждаю Директор (начальник ЛПДС) ________________ подпись |
«__» __________ 19__ г.
АКТ
о готовности проведения ремонта резервуара с ведением огневых работ
«__» __________ 19__ г.
|
Основание: ______________________________________________________________ (приказ, распоряжение и т.д.) составлен комиссией: председатель: главный инженер нефтебазы ___________________________________ (фамилия, имя, отчество) члены комиссии: представитель товарно-транспортного цеха ___________________________________ (должность, ___________________________________________________________________________ фамилия, имя, отчество) представитель пожарной охраны ____________________________________________ (должность, фамилия, имя, отчество) представитель ремонтного цеха _____________________________________________ (должность, фамилия, имя, отчество) В период с ____________ по _____________ комиссия провела проверку готовности ___________________________________________________________________________ (наименование резервуара) к производству нижеследующего ремонта с ведением огневых работ: ___________________________________________________________________________ (перечислить работы, которые будут произведены) В процессе подготовки ____________________________________________________ (наименование, номер резервуара) к производству ремонта с ведением огневых работ выполнено. 1. Резервуар зачищен ______________________________________________________ (указать качество зачистки; соответствие ее ___________________________________________________________________________ ведению огневых работ) 2. Соединены все трубопроводы с установкой диэлектрической прокладки; поставлены металлические заглушки и составлена схема их установки, которая приложена к разрешению. 3. Произведен анализ воздуха для определения возможности ведения огневых работ внутри резервуара ___________________________________________________________ ___________________________________________________________________________ (наименование, номер резервуара) после отглушения всех трубопроводов (см. справку лаборатории № ______ от _______) (дата) 4. Все задвижки на соседних резервуарах и трубопроводах, водоспускные краны, колодцы, канализация и узлы задвижек (во избежание загорания паров нефтепродуктов) прикрыты войлоком (в жаркое время войлок смачивается водой). 5. Подготовлены: пожарный инвентарь и средства пожаротушения (песок, лопаты, кошма, огнетушители). Председатель комиссии _____________ (подпись) Члены комиссии: Представитель пожарной охраны _____________ (подпись) Представитель пожарно-транспортного цеха _____________ (подпись) Представитель ремонтного цеха _____________ (подпись) |
ЗАКЛЮЧЕНИЕ
ГЛАВНОГО ИНЖЕНЕРА (ДИРЕКТОРА) НЕФТЕБАЗЫ (ЛПДС)
|
Разрешаю производство ремонта ____________________________________________ (наименование и номер резервуара) с ведением огневых работ при строгом выполнении Правил пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР и Правил по технике безопасности и промсанитарии при эксплуатации нефтебаз. Ответственным за выполнение ремонта с ведением огневых работ назначаю _______ ___________________________________________________________________________ (должность, фамилия, имя, отчество) К производству ремонта с ведением огневых работ допускаются рабочие: ___________________________________________________________________________ (должность, фамилия, имя, отчество) Срок действия данного разрешения на огневые работы с «__» __________ 19__ г. по «__» __________ 19__ г. Главный инженер (директор) нефтебазы ______________________________________ (подпись) ___________________________________________________________________________ (наименование и номер нефтебазы) «__» __________ 19__ г. Разрешение на производство ремонта с ведением огневых работ получили и с правилами пожарной безопасности и техники безопасности ознакомлены: Ответственный исполнитель ______________ (подпись) Рабочие ______________ (подписи) «__» __________ 19__ г. |
|
Утверждаю __________________________________ (руководитель предприятия) __________________________________ (подпись, расшифровка) Дата утверждения ________ |
АКТ
«__» __________ 19__ г.
|
___________________________________________________________________________ (город приемки резервуара в эксплуатацию после проведения ремонта) Составлен комиссией ______________________________________________________ председатель _____________________________________________________________ (должность, фамилии, имя, отчество) члены комиссии __________________________________________________________ (должность, фамилия, имя, отчество) В резервуаре _____________________________________________________________ (характеристика резервуара: № , вместимость и др.) произведен капитальный ремонт в объеме _______________________________________ ___________________________________________________________________________ (перечень устраненных дефектов: замена (согласно дефектной ведомости) ___________________________________________________________________________ изношенных элементов резервуара ___________________________________________________________________________ ремонт сварных соединений, исправление осадки, устранение ___________________________________________________________________________ негерметичности, ремонт оборудования и др.) Качество ремонтных работ (по результатам внешнего осмотра, рентгенографии, испытаний, измерений и др.) __________________________________________________ (оценка ремонтных работ) Результаты испытания резервуара на прочность наливом водой до высоты ______ м. Комиссия считает возможным ввести резервуар в эксплуатацию с предельным уровнем наполнения _________ м Председатель комиссии ________________________ (подпись) Члены комиссии ________________________ (подписи) |
Приложение 14
(к п. 3.2)
Сертификат (форма)
(завод стальных конструкций)
СЕРТИФИКАТ № _________
НА СТАЛЬНЫЕ КОНСТРУКЦИИ
ЗАКАЗ № ________
|
Заказчик _________________________________________________________________ ___________________________________________________________________________ 1. Наименование объекта ___________________________________________________ 2. Масса по чертежам КМД _________________________________________________ 3. Дата начала изготовления ________________________________________________ 4. Дата конца изготовления _________________________________________________ 5. Организация, выполнившая рабочие чертежи КМ (индекс и № чертежей) ________ ___________________________________________________________________________ 6. Организация, выполнившая деталировочные чертежи КМД (индекс и № чертежей) ___________________________________________________________________________ 7. Стальные конструкции изготовлены в соответствии с ________________________ ___________________________________________________________________________ (указать нормативный документ) 8. Конструкции изготовлены из сталей марок _________________________________ ___________________________________________________________________________ (примененные материалы соответствуют требованиям проекта) 9. Для сварки применены: а) электроды _____________________________________________________________ б) сварочная проволока ____________________________________________________ в) флюс _________________________________________________________________ г) защитные газы _________________________________________________________ 10. Сварщики проверены согласно ___________________________________________ 11. Сварные швы проверены ________________________________________________ ___________________________________________________________________________ |
Примечания:
1. Сертификаты на сталь, электроды, сварочную проволоку, флюс, защитные газы, заклепки, болты, материалы для грунтовки хранятся на заводе (в мастерской).
2. Протоколы проверок электросварщиков хранятся на заводе (в мастерской).
Приложения: 1. Схемы общих сборок конструкции
2. ________________________
3. ________________________
Приложение 15
(к п. 3.3)
Форма
ПАСПОРТ ЦИЛИНДРИЧЕСКОГО ВЕРТИКАЛЬНОГО РЕЗЕРВУАРА
|
Вместимость _____________________________________________________________ Марка ______________________________ № __________________________________ Дата составления паспорта _________________________________________________ Место установки (наименование предприятия) ________________________________ ___________________________________________________________________________ Назначение резервуара ____________________________________________________ Основные размеры элементов резервуаров (диаметр, высота) ____________________ ___________________________________________________________________________ Наименование организации, выполнившей рабочие чертежи КМ, и номера чертежей ___________________________________________________________________________ Наименование завода-изготовителя стальных конструкций ______________________ ___________________________________________________________________________ Наименование строительно-монтажных организаций, участвовавших в возведении резервуара: 1. ___________2. ____________3. ____________ и т.д. ___________ ____________ ____________ ___________ ____________ ____________ Перечень установленного на резервуаре оборудования: _________________________ ___________________________________________________________________________ Отклонение от проекта ____________________________________________________ Дата начала монтажа ______________________________________________________ Дата окончания монтажа ___________________________________________________ Дата начала и окончания каждого промежуточного и общего испытаний резервуаров и результаты испытаний: _____________________________________________________ ___________________________________________________________________________ Дата приемки резервуара и сдачи его в эксплуатацию __________________________ ___________________________________________________________________________ Приложения: 1. Рабочие чертежи _______________________________________________________ ___________________________________________________________________________ 2. Заводские сертификаты на изготовленные стальные конструкции ______________ ___________________________________________________________________________ 3. Документы о согласовании отступлений от проекта при монтаже _______________ ___________________________________________________________________________ ___________________________________________________________________________ 4. Акты приемки скрытых работ ____________________________________________ ___________________________________________________________________________ 5. Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже ____ ___________________________________________________________________________ 6. Схемы геодезических измерений при проверке разбивочных осей и установке конструкций ________________________________________________________________ ___________________________________________________________________________ 7. Журнал сварочных работ _________________________________________________ 8. Акты испытания резервуара ______________________________________________ ___________________________________________________________________________ 9. Описи удостоверений (дипломов) о квалификации сварщиков, проводивших сварку конструкций при монтаже, с указанием присвоенных им цифровых или буквенных знаков _____________________________________________________________________ 10. Документы результатов испытаний сварных монтажных швов ________________ ___________________________________________________________________________ 11. Заключение по просвечиванию сварных монтажных швов проникающим излучением со схемами расположения мест просвечивания ________________________ ___________________________________________________________________________ 12. Акты приемки смонтированного оборудования Подписи представителей заказчика и строительно-монтажных организаций ________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ Эксплуатация резервуара 13. Периодическая проверка осадки фундамента:
14. Проведение ремонтов фундамента:
15. Аварии резервуара:
16. Ремонт резервуара:
|
Приложение 16
(к п. 4.3.25)
ЖУРНАЛ
РЕЗУЛЬТАТОВ РЕВИЗИЙ УСТРОЙСТВ МОЛНИЕЗАЩИТЫ, ПРОВЕРОЧНЫХ ИСПЫТАНИЙ ЗАЗЕМЛЯЮЩИХ
УСТРОЙСТВ
|
Дата проведения |
Организация, проверяющая заземляющие устройства |
Объект |
Место и характеристика дефектов |
Сведения о ревизиях и работах по устранению дефектов |
Дата устранения дефектов |
Ответственное лицо, должность, ф. и. о. |
Подпись ответственного лица |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Пояснения и указания по заполнению журнала:
1. Журнал является внутренним документом нефтебазы.
2. Журнал ведется в одном экземпляре, листы пронумеровываются и скрепляются печатью.
3. Число листов в журнале заверяется подписью ответственного лица.
Приложение 17
(к п. 4.4.12)
ЖУРНАЛ
ПО ЭКСПЛУАТАЦИИ УСТРОЙСТВ ДЛЯ ЗАЩИТЫ ОТ ПРОЯВЛЕНИЙ СТАТИЧЕСКОГО ЭЛЕКТРИЧЕСТВА
НЕФТЕБАЗЫ
1. Состояние заземляющего устройства по результатам профилактического осмотра и измерения
|
Дата осмотра и измерения |
Результаты осмотра заземляющего устройства |
Состояние погоды |
Способ измерения |
Результат измерения, Ом |
Заключение о состоянии устройства |
Изменения, внесенные в устройство |
||
|
до измерения |
после измерения |
|||||||
2. Состояние токоотводов в устройствах защиты от статического электричества по результатам профилактического осмотра
|
Дата осмотра |
Состояние токоотвода |
Принятые меры по устранению замеченных недостатков |
Примечание |
|
3. Состояние соединений в устройствах защиты от статического электричества по результатам профилактического осмотра
|
Дата осмотра |
Состояние соединения |
Принятые меры по устранению замеченных недостатков |
Примечание |
|
ЧАСТЬ II
РУКОВОДСТВО ПО РЕМОНТУ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ НЕФТИ И НЕФТЕПРОДУКТОВ
1. ОБСЛЕДОВАНИЕ И КОМПЛЕКСНАЯ ДЕФЕКТОСКОПИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ
1.1. Общие положения
1.1.1. Техническое обследование и дефектоскопия предусматривают выявление износа элементов конструкций резервуаров (стенок, кровли, днища, несущих конструкций покрытий); установление механических характеристик материалов конструкций и геометрической формы резервуара; рентгенографический и ультразвуковой контроль сварных соединений.
1.1.2. Порядок и объем контроля технического состояния металлических резервуаров для нефти и нефтепродуктов, находящихся в эксплуатации, должны устанавливаться согласно требованиям, приведенным в Руководстве по обследованию и дефектоскопии вертикальных стальных резервуаров (прил. 1, п. 40).
1.1.3. Достаточно полную оценку общего состояния резервуара можно дать при наличии данных, характеризующих условия его работы за весь период эксплуатации с учетом всех факторов, которые отрицательно влияют на нормальную работу.
1.1.4. Первоочередному обследованию, как правило, должны подвергаться резервуары, находящиеся в аварийном состоянии или в состоянии ремонта после аварии; резервуары, изготовленные из кипящих сталей и сваренные электродами с меловой обмазкой; резервуары, находящиеся в эксплуатации 25 лет и более, а также те, в которых хранятся продукты, вызывающие усиленную коррозию металла.
1.2. Порядок проведения и объем контроля при обследовании и дефектоскопии
1.2.1. Объем контроля при обследовании и дефектоскопии определяется в зависимости от технического состояния, длительности эксплуатации резервуара.
1.2.2. Оценка технического состояния резервуара должна проводиться по результатам полного или частичного обследования. Частичное обследование выполняется без вывода резервуаров из технологического процесса (отключения), без их опорожнения и очистки, с целью предварительной оценки их технического состояния. Полное обследование резервуаров проводятся после вывода их из эксплуатации, опорожнения, дегазации и очистки.
1.2.3. Частичное обследование включает:
ознакомление с технической документацией;
внешний осмотр резервуара;
измерение толщины поясов стенки резервуара;
измерение геометрической формы стенок и нивелирование днища;
проверку состояния основания и отмостки;
составление технического заключения по результатам обследования.
1.2.4. Полное обследование предусматривает выполнение следующих работ:
ознакомление с технической документацией;
внешний осмотр резервуара с внутренней и наружной стороны, внешний осмотр понтона и плавающей крыши;
измерение толщины поясов стенки кровли днища, понтона (плавающей крыши) резервуара;
контроль сварных соединений неразрушающими методами;
механические испытания и металлографические исследования металла и сварных соединений в случаях, указанных в пп. 1.3.42; 1.3.55;
химический анализ металла при необходимости (см. п. 1.3.64);
измерение расстояний между понтоном (плавающей крышей) и стенкой резервуара;
измерение геометрической формы стенки и нивелирование днища;
проверку состояния уплотнения между понтоном (плавающей крышей) и стенкой резервуара;
проверку состояния основания и отмостки;
составление технического заключения.
Сроки проведения частичного и полного обследований приведены в табл. 2.1.1 части I Правил.
1.2.5. При ознакомлении с технической документацией необходимо установить ее комплектность в соответствии с настоящими Правилами и собрать следующие сведения:
данные по изготовлению и монтажу резервуара, название завода-изготовителя, номер проекта, дата изготовления и монтажа;
техническую характеристику резервуара (тип, высоту, диаметр, вместимость и т.п.);
сведения о металле (химический состав, механические свойства, толщину листов по сертификату);
характеристику проведенных ремонтов (когда, по какой причине, какие дефекты и как устранялись);
данные о режиме эксплуатации резервуара и виде хранимых в нем нефтепродуктов.
1.2.6. При внешнем осмотре обязательной проверке подлежат:
состояние основного металла стенки, кровли, днища, несущих элементов кровли, понтона (плавающей крыши) с установлением наличия коррозионных повреждений, царапин, задиров, трещин, прожогов, оплавлений, вырывов, расслоений, неметаллических включений, закатов и др.;
местные деформации, вмятины, выпучины;
размещение патрубков на стенке резервуара по отношению к вертикальным и горизонтальным сварным соединениям;
состояние уплотнения между понтоном (плавающей крышей) и стенкой резервуара.
1.2.7. Измерение толщины металла отдельных элементов резервуара должно проводиться соответствующими приборами согласно требованиям, приведенным в разделе 1.3 настоящих Правил.
1.2.8. Контроль за качеством сварных соединений и основного металла должен осуществляться как неразрушающими, так и разрушающими методами.
1.2.9. При неразрушающем контроле в зависимости от конфигурации и местоположения швов используются следующие методы:
гамма- или рентгенографирование;
ультразвуковой контроль;
измерение геометрических размеров;
травление различными растворами;
магнитопорошковый или цветной (в отдельных случаях).
1.2.10. Просвечивание сварных соединений и ультразвуковая дефектоскопия должны проводиться в соответствии с требованиями ГОСТ 7512-82 и ГОСТ 14782-76 в объеме СНиП III-18-75 (прил. 1, пп. 24, 28, 33).
1.2.11. При контроле, связанном с разрушением, выполняются механические испытания, металлографические исследования и химические анализы металла.
1.2.12. Для проведения механических испытаний, химического анализа и металлографического исследования вырезаются контрольные образцы из резервуара.
1.2.13. При измерениях геометрической формы резервуара определяются отклонения образующей стенки от вертикали и размеры местных деформаций. Горизонтальность днища проверяется нивелированием. При этом измеряются местные деформации днища (хлопуны, вмятины) и осадка резервуара.
1.2.14. При обследовании отмостки определяется плотность прилегания днища к основанию, просадка основания, состояние отмостки, наличие и отвод атмосферных осадков.
1.2.15. Результаты контроля заносятся в журнал обследования с отметкой дефектов на эскизах.
1.2.16. По результатам контроля составляется техническое заключение о состоянии резервуара и даются рекомендации по его ремонту.
1.3. Методы контроля
Внешний осмотр поверхности основного металла
1.3.1. Поверхность резервуара следует осматривать с наружной, а затем с внутренней стороны в следующей последовательности:
окраек днища и нижняя часть первого пояса;
наружная часть первого и второго поясов, а затем третьего, четвертого поясов (осматривать с применением переносной лестницы);
верхние четыре пояса (осматривать с применением подвесной люльки, а при ее отсутствии необходимо использовать оптические приборы типа бинокль или подзорную трубу);
места переменного уровня нефтепродуктов;
кровля и перекрытие.
1.3.2. Осмотр кровли и перекрытия с внутренней стороны резервуара возможен через вырезанное на кровле отверстие с использованием настила на фермах.
1.3.3. Состояние поверхности основного металла резервуара должно соответствовать требованиям технических условий, ГОСТ 14637-79 (прил. 1, п. 4).
1.3.4. Осматриваемая поверхность должна быть очищена от грязи и нефтепродуктов.
1.3.5. Днище, стенки и кровля осматриваются по всей поверхности в доступных местах как с наружной, так и с внутренней стороны. При выводе резервуара из эксплуатации после его зачистки выявляют дефекты (наличие рисок, волосовидных трещин, закатов, царапин, усадочных раковин, плен, вырывов, оплавления металла, коррозионных повреждений и др.).
1.3.6. Все выявленные дефекты подлежат измерению по глубине залегания, протяженности и в масштабе наносятся на эскизы.
1.3.7. Коррозионные повреждения подлежат разграничению по их виду на:
равномерную коррозию (когда сплошная коррозия проходит по всей поверхности металла);
местную (при охвате отдельных участков поверхности);
точечную, пятнистую, язвенную, в виде отдельных точечных и пятнистых поражений, сквозную, послойную.
1.3.8. Глубину раковин, образовавшихся от коррозии, подрезы измеряют штангенциркулем или специальным приспособлением с индикатором часового типа.
1.3.9. По результатам осмотра отмечают участки коррозионных повреждений поверхности и проводят измерение толщин ультразвуковым толщиномером.
1.3.10. Размещение патрубков на листах первого пояса или резервуара должно соответствовать требованиям СНиП III-18-75 (прил. 1, п. 33) или проектным данным.
Внешний осмотр соединений
1.3.11. Контроль сварных соединений посредством внешнего осмотра необходимо проводить на соответствие требованиям ГОСТ 8713-79, СНиП III-18-75 (прил. 1, п. 13, 12, 33) и проекта на резервуар.
1.3.12. Внешнему осмотру и измерению геометрических размеров сварных швов подлежат все сварные соединения четырех нижних поясов и прилегающие к ним зоны основного металла на расстоянии не менее 20 мм, которые перед осмотром должны быть очищены от краски, грязи и нефтепродукта.
1.3.13. Внешний осмотр, измерения геометрических размеров проводятся шаблонами в условиях достаточной освещенности с целью выявления следующих наружных дефектов: несоответствия размеров швов требованиям проекта, СНиП III-18-75 и стандартов; трещин всех видов и направлений; наплывов, подрезов, прожогов, незаваренных кратеров, непроваров, пористости и других технических дефектов; отсутствия плавных переходов от одного сечения к другому; несоответствия общих геометрических размеров сварного узла требованиям проекта.
1.3.14. Геометрические размеры стыковых, нахлесточных и угловых швов измеряются с целью определения соответствия их размеров требованиям проекта и стандартов с помощью шаблонов.
1.3.15. При осмотре сварных швов окрайка днища с наружной стороны необходимо установить качество сварки стыкуемых кромок по всему периметру, а также измерить расстояние между сварными швами окрайка днища и вертикальными сварными швами первого пояса.
1.3.16. Стыки нижнего пояса стенки резервуаров и листов днища, а также стыки верхнего пояса стенки и верхнего обвязочного уголка должны быть расположены вразбежку. Расстояние между стыками смежных элементов должно быть не менее 200 мм, а расстояние между монтажными стыками - не менее 500 мм.
1.3.17. Измеряется расстояние между сварными швами патрубков, расположенных на первом, втором и третьем поясах, и вертикальными и горизонтальными швами стенки резервуара.
Швы приварки отдельных элементов оборудования не должны быть расположены ближе 500 мм один от другого и от вертикальных соединений стенки и не ближе 200 мм от горизонтальных соединений стенки. Вертикальные сварные швы первого пояса стенки резервуара не должны быть расположены между приемо-раздаточными патрубками.
1.3.18. Внешний осмотр и измерение сварных соединений следует проводить в условиях достаточной освещенности контролируемого участка.
Измерение толщины металла элементов резервуара
1.3.19. Для определения толщины металла рекомендуется применять толщиномеры типа «Кварц-6», «Кварц-15», УТ-31МЦ и другие приборы, позволяющие измерять толщину в интервале 0,2 - 50 мм с точность 0,1 мм при температуре окружающего воздуха от -10 до +40 °С.
1.3.20. Объем работ по измерениям толщин устанавливается на основании результатов внешнего осмотра резервуара и в зависимости от длительности эксплуатации и агрессивности хранимого продукта. Во всех случаях измерения следует проводить в местах, наиболее пораженных коррозией.
1.3.21. Толщину листов верхних поясов, начиная с четвертого, проверяют по образующей вдоль шахтной лестницы в трех точках по высоте пояса (низ, середина, верх).
Толщину нижних трех поясов проверяют по четырем диаметрально противоположным образующим. Толщину патрубков, размещенных на листах первого пояса, измеряют в нижней части не менее чем в двух точках.
1.3.22. Листы днища следует измерять по двум взаимно перпендикулярным направлениям; проводится не менее двух измерений на каждом листе.
1.3.23. Толщины листов кровли следует измерять по двум взаимно перпендикулярным диаметральным направлениям, проводится не менее двух измерений на каждом листе.
1.3.24. В местах, где имеется значительное коррозионное разрушение кровли, вырезают отверстия размером 500×500 мм и измеряют сечения элементов несущих конструкций.
1.3.25. При измерении толщины листа в нескольких точках (не менее трех) за его действительную толщину принимается средняя арифметическая величина от суммы всех измерений. При этом необходимо указывать на наличие данных измерений, отличающихся от средней арифметической величины более чем на 10 % в меньшую сторону.
1.3.26. При измерении толщины нескольких листов в пределах одного пояса или любого другого элемента резервуара за действительную толщину данного элемента (пояса, окрайка или центральной части днища, кровли, центральной части понтона) принимается минимальная толщина отдельного листа.
1.3.27. Места измерения толщины элементов резервуара должны быть указаны в прилагаемых к заключению эскизах.
1.3.28. Измерение толщины листов понтона и плавающей крыши проводится на ковре, а также на коробах и ребрах жесткости.
1.3.29. При обследовании новых резервуаров действительная толщина листов стенки элементов резервуара заносится в паспорт с указанием координат места измерения, и при повторном обследовании измерение толщины выполняется в тех же точках.
Неразрушающие методы контроля сварных соединений
1.3.30. Контроль сварных соединений методом гамма-рентгенографии проводится в соответствии с требованиями ГОСТ 7512-82.
1.3.31. Перед контролем сварных соединений резервуар должен быть освобожден от продукта, зачищен и подготовлен к ведению огнеопасных работ.
1.3.32. Сварные швы четырех нижних поясов стенки и днища должны быть очищены от окалины, шлака и других загрязнений.
1.3.33. Сварные швы предварительно должны подвергаться внешнему осмотру. В случае обнаружения подрезов, пор, незаваренных кратеров и других видимых дефектов они подлежат устранению до просвечивания.
1.3.34. При обнаружении по внешнему осмотру трещин необходимо принять меры к обязательному определению их границ просвечиванием или любым другим доступным способом (засверловкой, шлифовкой, травлением, применением ультразвука и т.д.), имея в виду, что микроскопические трещины просвечиванием рентгеновскими и гамма-лучами могут быть не выявлены.
1.3.35. Методика контроля сварных швов с указанием применяемого оборудования и материалов для гамма-рентгенографии, требования к снимку, его фотообработка и расшифровка, дефекты снимков и способы их устранения, ведение учета и регистрации снимков, а также нормы контроля и оценка качества сварных соединений определяются требованиями Руководства по обследованию и дефектоскопии (прил. 1, п. 40).
1.3.36. Метод ультразвуковой дефектоскопии обеспечивает выявление внутренних и поверхностных дефектов в сварных швах и околошовной зоне основного металла углеродистых и низколегированных конструкционных сталей без расшифровки характера выявленных дефектов по типам (например, шлаковые включения, трещины, газовые поры и т.д.). Методика ультразвукового контроля сварных соединений приведена в прил. 6 Руководства по обследованию и дефектоскопии.
1.3.37. При ультразвуковом контроле определяются условная протяженность, глубина и координаты расположения дефекта.
1.3.38. Ультразвуковая дефектоскопия проводится только при положительных температурах от 5 до 55 °С.
1.3.39. Поверхность подготавливается до чистоты Rz40 механическим способом в соответствии с требованиями ГОСТ 2789-73 (прил. 1, п. 27).
В отдельных случаях при необходимости можно применять термический способ очистки поверхности с последующей доводкой до требуемой чистоты шлифовальной шкуркой.
1.3.40. Результаты контроля оформляются в соответствии с ГОСТ 14782-86 (прил. 1, п. 28).
Если данные, полученные в результате ультразвукового и радиографического контроля, ставятся под сомнение, то окончательный контроль следует проводить путем металлографических исследований.
Механические испытания металла и сварных соединений
1.3.41. Для определения фактической несущей способности и пригодности резервуара к дальнейшей эксплуатации весьма важно знать механические свойства основного металла и сварных соединений.
1.3.42. Механические испытания необходимо проводить при отсутствии данных о первоначальных механических свойствах основного металла и сварных соединений, значительных коррозионных повреждениях, появлении трещин в различных местах корпуса и во всех других случаях, когда предполагаются ухудшение механических свойств, усталость при действии переменных и знакопеременных нагрузок, перегревы, действие чрезмерно высоких нагрузок и т.п.
1.3.43. Для проведения механических испытаний основного металла и сварных соединений необходимо вырезать участок листа со швом диаметром 400 мм в одном из двух нижних поясов корпуса резервуара с таким расчетом, чтобы это место можно было легко и надежно отремонтировать с помощью сварки.
1.3.44. Центр вырезанного участка должен находиться на вертикальном шве на расстоянии не менее 700 мм от горизонтальных швов.
1.3.45. На вырезанную контрольную заготовку нанести маркировку (номер резервуара, пояса и листа); при последующей механической обработке маркировку перенести на образец.
1.3.46. Каждая заготовка (или партия), вырезанная для определения механических свойств, должна иметь сопроводительный документ, в котором отмечается наименование организации, номер резервуара и место вырезки, дата вырезки, фамилия ответственного лица за вырезку и его должность.
1.3.47. Из каждой контрольной заготовки для определения механических свойств основного металла необходимо вырезать:
три образца для определения предела прочности, предела текучести и относительного удлинения;
три образца для испытания на ударную вязкость;
два образца на статический изгиб.
В случае необходимости испытания при отрицательных температурах для резервуаров, эксплуатируемых в районах Крайнего Севера, Урала, Сибири, следует вырезать дополнительно еще три образца и испытать на ударную вязкость.
1.3.48. Механические испытания необходимо выполнять в соответствии с требованиями ГОСТ 1497-84 и ГОСТ 9454-78 (прил. 1, пп. 23, 25).
1.3.49. При проверке прочностных и пластических характеристик основного металла путем вырезки и испытания отдельных образцов показатели механических свойств следует определять как среднее арифметическое результатов, полученных на заданном числе образцов (по каждому виду испытаний).
Если при испытаниях металла одна из характеристик не удовлетворяет требованиям стандарта или технических условий, то необходимо провести повторное испытание на удвоенном числе образцов, вырезанных из того же пояса.
1.3.50. По результатам механических испытаний основной металл бракуют, если его механические характеристики ниже минимально допустимого предела, указанного в стандартах или технических условиях на соответствующие, марки стали.
1.3.51. Для определения механических свойств сварных соединений из каждой контрольной заготовки нужно вырезать:
три образца на статическое растяжение для определения предела прочности (размер плоских образцов 300×30 мм);
два образца для испытания на статический изгиб;
три образца для испытаний на ударную вязкость;
1.3.52. Механические испытания сварных соединений необходимо выполнить в соответствии с требованиями ГОСТ 6996-66.
1.3.53. По результатам механических испытаний сварные соединения бракуются, если временное сопротивление ниже минимально допустимого предела для временного сопротивления основного металла по стандартам или техническим условиям на соответствующие марки стали (угол загиба при испытании сварных соединений ниже 120° - для углеродистых сталей; 80° - для низколегированных сталей толщиной 20 мм и менее; 60° - для низколегированных сталей толщиной более 20 мм).
1.3.54. Результаты механических испытаний основного металла и сварных соединений должны быть представлены в виде заключений (протоколов) и приложены к паспорту резервуара.
Металлографические исследования
1.3.55. Металлографические исследования проводятся в тех случаях, когда требуется определить причины снижений механических свойств основного металла и сварных соединений, появления трещин в различных элементах резервуара, а также характер и размеры коррозионных повреждений по сечению металла.
1.3.56. Образцы для металлографических исследований вырезают из контрольных пластин, предназначенных для определения механических свойств металла и сварных соединений.
1.3.57. Для металлографических исследований основного металла образцы следует вырезать вдоль проката в соответствии с требованиями ГОСТ 5640-68 (прил. 1, п. 26).
1.3.58. При металлографическом исследовании основного металла необходимо определить фазовый состав, величину зерна, характер термической обработки, наличие неметаллических включений и характер коррозионного разрушения (наличие межкристаллической коррозии).
1.3.59. Для металлографических исследований сварных соединений вырезают два образца (один на макроисследование, один на микроисследование) перпендикулярно к оси шва.
1.3.60. Образцы для макроисследований всех сварных соединений, а также для микроисследований сварных соединений должны включать все сечения шва, обе зоны термического влияния сварки, прилегающие к ним участки основного металла и подкладок для резервуаров телескопической сборки и ручной сварки.
1.3.61. При выполнении микроисследований протравленные шлифы должны просматриваться под микроскопом при увеличении ×100 (при анализе дефектов структуры допускается большее увеличение).
1.3.62. По результатам металлографических исследований составляются технические заключения, которые должны быть приложены к паспорту резервуара.
Химический анализ металла
1.3.63. Химический анализ металла проводится с целью установления соответствующей марки использованных материалов требованиям проекта на изготовление резервуара.
1.3.64. Химический анализ металла корпуса резервуара проводится в тех случаях, когда в паспорте на резервуар отсутствуют данные о марке материала, примененного при его строительстве.
1.3.65. Для определения химического состава металла необходимо использовать образцы, вырезанные для механических испытаний.
1.3.66. В тех случаях, когда образцы для механических испытаний не вырезаются, а требуется определить химический состав, то берется стружка массой по 2 г на каждый исследуемый элемент.
1.3.67. Химический состав металла должен удовлетворять техническим требованиям проекта на резервуар (ГОСТ 380-71, ТУ 14-2-75-72 и ГОСТ 19282-73).
1.3.68. Результаты химического анализа лаборатории должны быть представлены в виде соответствующего протокола и приложены к паспорту резервуара.
Измерения геометрической формы стенки и нивелирование днища резервуара
1.3.69. При выявлении действительной геометрической формы резервуара и определении величины отклонения от проектных требований необходимо измерить величину отклонения образующих стенки на уровне середины и верха каждого пояса от вертикали, проведенной из нижней точки первого пояса.
1.3.70. Число вертикалей, вдоль которых измеряются отклонения, удобнее всего брать равным числу стыков нижнего пояса не менее чем через каждые 6 м по периметру резервуара.
1.3.71. Измерения отклонений образующих корпуса от вертикали рекомендуется проводить либо отвесом путем прямых измерений, либо при помощи теодолита по методикам, приведенным в Руководстве (прил. 1, п. 40).
1.3.72. Измерения целесообразно проводить на заполненном и пустом резервуарах с целью определения мест расположения наиболее опасных деформаций. При этом необходимо обращать особое внимание на хлопуны и вмятины и проводить в этих местах дополнительные измерения, если дефекты не попадают на линию измерений.
1.3.73. Величины неравномерной осадки наружного контура окрайка днища определяются путем нивелирования в тех же местах, в которых измеряется отклонение корпуса от вертикали (см. п. 1.3.70). Нивелирование днища должно проводиться согласно методике, приведенной в Руководстве (прил. 1, п. 40).
Проверка состояния основания и отмостки
1.3.74. При контроле состояния основания и отмостки необходимо обратить внимание на:
неплотное опирание днища резервуара на основание;
наличие пустот вследствие размыва атмосферными осадками основания или по другим причинам;
погружение нижней части резервуаров в грунт и скопление дождевой воды по контуру резервуаров;
наличие растительности на отмостке, примыкающей непосредственно к резервуару;
трещины и выбоины в отмостке и кольцевом лотке;
наличие необходимого уклона отмостки, обеспечивающего отвод воды в сторону кольцевого лотка. Уклон отмостки определяется при помощи нивелира. При этом отсчет снимается с рейки, установленной на краю отмостки, прилегающей к резервуару, и на краю отмостки, прилегающей к кольцевому лотку. По разности отсчетов судят о наличии уклона i = (h1 - h2)/l, где h1 - отсчет у края отмостки, прилегающей к кольцевому лотку; h2 - отсчет у края отмостки, прилегающей к резервуару; l - ширина отмостки. Уклон отмостки i = 1:10.
Проверка состояния понтона и плавающей крыши
1.3.75. При осмотре понтона (плавающей крыши) необходимо обратить внимание на:
горизонтальность поверхности (перекос в одну сторону свидетельствует о негерметичности коробов и наличии в них продукта);
плотность прилегания затвора к стенке резервуара, центральной, стойке и кожуху пробоотборника;
состояние сварных швов днища и угловых сварных швов коробов;
наличие хлопунов и вмятин на центральной части днища;
отклонение от вертикальности трубчатых опорных стоек, вертикального бортового листа коробов, трубчатых направляющих;
техническое состояние затвора.
1.3.76. На внутренней поверхности корпуса резервуара по ходу понтона и плавающей крыши не должно быть каких-либо планок, оплавлений, вырывов, остатков сварных швов после удаления монтажных пластин.
1.3.77. Контроль геометрических размеров и формы понтона (плавающей крыши) проводится путем измерений:
радиуса плавающей крыши и понтона, измеренного от центра до наружной поверхности вертикального бортового листа;
отклонений от вертикали нижних концов трубчатых стоек при опирании на них понтона (плавающей крыши);
отклонений от вертикали трубчатых направляющих (на всю высоту);
зазоров между наружной поверхностью кольцевого листа и стенки резервуара;
отклонения вертикального бортового листа короба от вертикали.
1.4. Оформление технических заключений по результатам обследования
1.4.1. По результатам обследования и комплексной дефектоскопии исполнителями составляется техническое заключение, которое должно включать следующие данные:
место расположения резервуара, его инвентарный номер и дату проверки;
наименование организации, выполняющей проверку, фамилии, должность исполнителей;
краткую техническую характеристику с обязательным указанием полных данных примененного при строительстве резервуара материала, режим эксплуатации и вид хранимого продукта;
проектные и фактические толщины листов кровли, стенки, понтона и днища резервуара;
виды аварий, число проведенных ремонтов и их краткое описание;
результаты внешнего осмотра и измерений;
расчет кольцевых напряжений, исходя из фактических толщин листов корпуса;
результаты неразрушающих методов контроля сварных соединений;
результаты измерения геометрической формы стенки и нивелирования основания резервуара и отмостки;
результаты механических испытаний, химического и металлографического анализа основного металла и сварных соединений (в случаях их проведения);
выводы по результатам обследования и комплексной дефектоскопии, которые должны содержать основные данные, характеризующие состояние отдельных элементов или резервуара в целом;
заключение о состоянии резервуара и рекомендации по обеспечению его надежной эксплуатации.
1.4.2. Оформленное заключение подписывается исполнителями, проверяется и подписывается руководителем службы дефектоскопии, затем утверждается главным инженером предприятия, в ведении которого находится служба дефектоскопии.
1.4.3. В заключении должны приводиться результаты оценки ремонтопригодности резервуара, определяться условия его дальнейшей эксплуатации и предложения по выполнению ремонтных работ.
1.4.4. В тех случаях, когда круг вопросов, подлежащих решению, выходит за пределы компетенции специалистов, выполнявших дефектоскопию, привлекаются специалисты соответствующего профиля с включением их мнения (расчетов) в заключение или с оформлением самостоятельного документа.
2. УКАЗАНИЯ ПО ОЦЕНКЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ РЕЗЕРВУАРОВ
2.1. Оценка состояния основных элементов резервуаров
2.1.1. При определении технического состояния резервуаров необходимо руководствоваться Указаниями по оценке технического состояния резервуаров, приведенными в Руководстве по обследованию и дефектоскопии (прил. 1, п. 40).
2.1.2. Оценка технического состояния резервуаров должна проводиться только при наличии следующих данных:
поверочного расчета на прочность с учетом хрупкого разрушения, выполненного по результатам измерения толщин стенок обследуемого резервуара;
фактических толщин листов поясов стенки, которые должны быть в пределах нормативных величин. Если толщины листов стенки резервуара ниже предельно допустимой минимальной толщины, то следует провести расчет на снижение предельного эксплуатационного уровня нефтепродукта;
результатов проведенной дефектоскопии основного металла и сварных соединений;
результатов проверки качества основного металла и сварных соединений. Механические свойства и химический состав основного металла и сварных соединений должен соответствовать указаниям проекта, требованиям стандартов и технических условий;
результатов контроля состояния оснований резервуаров.
2.1.4. Минимальные толщины отдельных листов стенки резервуара, изготовленного из стали марки ВСТ3, 097Г2С, по измерениям в наиболее корродированных местах не должны быть меньше указанных в табл. 2.1.
Предельная минимальная толщина листа по поясам, мм
|
Марка стали |
Номер пояса |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
100 |
ВСТ3 |
2 |
2 |
1,5 |
1,5 |
||||
|
200 |
2 |
2 |
1,5 |
1,5 |
|||||
|
400 |
2,5 |
2 |
1,5 |
1,5 |
|||||
|
700 |
3 |
2,5 |
2 |
2 |
1,5 |
1,5 |
|||
|
1000 |
ВСТ3 |
3,5 |
3 |
2,5 |
2 |
2 |
2 |
- |
- |
|
09Г2С |
3,2 |
2,4 |
2,4 |
2 |
2 |
2 |
- |
- |
|
|
2000 |
ВСТ3 |
5,5 |
5 |
4 |
3,5 |
3 |
3 |
2 |
2 |
|
09Г2С |
4,3 |
4,2 |
3,8 |
3,2 |
2,8 |
2 |
2 |
2 |
|
|
3000 |
ВСТ3 |
7,5 |
6 |
5 |
4 |
3,5 |
2,5 |
2 |
2 |
|
09Г2С |
5,2 |
4,8 |
4,5 |
3,8 |
3,4 |
2,5 |
2 |
2 |
|
|
5000 |
ВСТ3 |
7,8 |
6,8 |
5,9 |
4,8 |
3,8 |
2,7 |
2 |
2 |
|
09Г2С |
6 |
5,3 |
4,5 |
3,9 |
3,5 |
3 |
2,5 |
2,5 |
|
|
10000 |
ВСТ3 |
10,5 |
10 |
8,5 |
7 |
5,5 |
4 |
3 |
3 |
|
09Г2С |
9 |
8 |
7 |
6 |
4,8 |
4 |
4 |
4 |
|
|
20000 |
09Г2С |
12 |
11 |
10 |
9 |
8 |
7 |
7 |
7 |
2.1.5. Предельно допустимый износ листов кровли и днища резервуара по измерениям наиболее изношенных частей не должен превышать 50 % от проектной величины.
2.1.6. Предельно допустимый износ несущих конструкций покрытия (ферм, прогонов, балок, связей), а также окраек днища не должен превышать 30 % от проектной величины.
2.1.7. Предельно допустимый износ листов понтона и плавающей крыши по измерениям наиболее изношенных участков не должен превышать 50 % от проектной величины для центральной части, а для короба - 30 %.
2.1.8. В процессе эксплуатации изменение геометрической формы чаще всего происходит из-за неравномерной просадки днища, под действием вакуума, переполнения, вибраций, а также некачественной подготовки основания. Допустимые отклонения образующих стенки нового резервуара от вертикали приведены в табл. 1.6.3. Для резервуаров, находящихся в эксплуатации 15 - 20 лет и более, допускаются отклонения в два раза большие, чем для новых.
2.1.9. Предельные отклонения для старых резервуаров полистовой сборки с учетом телескопичности поясов не должны превышать значений, указанных в табл. 2.2.
Допускаемые отклонения стенки старых резервуаров полистовой сборки от вертикали, мм
|
Направление отклонения |
Номер пояса |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
2000 - 5000 |
Вовнутрь В наружную сторону |
20 10 |
75 15 |
90 20 |
120 25 |
150 30 |
180 40 |
210 50 |
240 60 |
|
700 - 1000 |
Вовнутрь В наружную сторону |
20 10 |
75 15 |
90 20 |
120 25 |
150 30 |
180 40 |
- - |
- - |
|
300 - 400 |
Вовнутрь В наружную сторону |
20 10 |
75 15 |
90 20 |
120 25 |
150 30 |
- - |
- - |
- - |
|
100 - 200 |
Вовнутрь В наружную сторону |
20 10 |
25 15 |
90 90 |
120 25 |
- - |
- - |
- - |
- - |
Примечания: 1. Приведенные в таблице отклонения включают телескопичность корпуса.
2. Указанным в табл. 2.2 отклонениям должны удовлетворять данные 75 % проведенных измерений по образующим. Для отдельных 25 % образующих допускаются отклонения на 50 % больше с учетом их местного характера. Измерения проводить при наполненных до расчетного уровня резервуарах.
2.1.10. При наличии отклонений, величины которых превышают допустимые пределы, указанные в табл. 1.6.3, 2.2 и п. 2.1.8, резервуар должен быть выведен из эксплуатации для исправления дефектов формы. Вывод таких резервуаров из эксплуатации приурочить к очередному среднему ремонту.
2.1.11. Допустимые местные отклонения (выпучины и вмятины) стенки от прямой, соединяющей верхний и нижний края деформированного участка вдоль образующей, для новых резервуаров приведены в табл. 1.6.4, а для резервуаров, находящихся в эксплуатации более 15 лет, допускаются отклонения на 30 % большие, чем для новых.
2.1.12. Высота хлопунов днища нового резервуара не должна превышать 150 мм (при площади 2 м2). Для резервуаров, находящихся в эксплуатации более 15 лет, допускается высота хлопунов 200 мм (при площади 3 м2). При большей высоте хлопунов дефектное место подлежит исправлению.
2.1.13. Отклонения от горизонтальности наружного контура днища нового резервуара не должны превышать величин, указанных в табл. 1.6.2. Для резервуаров, находящихся в эксплуатации более четырех лет, допускаются отклонения в два раза большие, чем для новых. При наличии отклонений днища, превышающих указанные, должен быть проведен ремонт основания с подбивкой гидрофобным грунтом.
2.2. Условия отбраковки резервуара или его отдельных элементов
2.2.1. Данные технического обследования и дефектоскопии резервуара и его элементов служат основанием для установления возможности его дальнейшей эксплуатации.
2.2.2. Отбраковка отдельных элементов резервуара (стенки, кровли, днища, ферм, связей, балок) или всего резервуара проводится на основании детального рассмотрения результатов технического обследования, полной дефектоскопии с учетом всех факторов, снижающих его надежность при эксплуатации.
2.2.3. Все выявленные при техническом обследовании и дефектоскопии данные, характеризующие состояние основного металла, сварных швов, деформацию, коррозию, вертикальность, уклон корпуса и другое, должны быть сравнены с допускаемыми по действующим СНиП, стандартам и настоящими указаниями.
2.2.4. В случае выявления недопустимых отклонений от установленных СНиП, стандартами, ТУ и настоящими указаниями резервуар подлежит выводу из эксплуатации.
2.2.5. Все дефектные элементы резервуара, которые могут быть исправлены, должны быть отремонтированы с последующим испытанием и проверкой.
2.2.6. Метод ремонта назначается в соответствии с картами исправлений дефектов, указанных в Руководстве по ремонту металлических резервуаров для хранения нефти и нефтепродуктов настоящих Правил.
2.2.7. При большом объеме работ из-за износа металлоконструкций, требующих смены листов стенки, днища, кровли, несущих покрытий, переварки нескольких поясов стенки и др., целесообразность восстановительного ремонта определяется экономическим расчетом.
2.2.8. Основание при решении вопроса о полной отбраковке резервуаров - неудовлетворительное качество металла как по механическим свойствам, так и по химическому составу.
2.2.9. Списание находящихся в эксплуатации резервуаров проводится в порядке, установленном Министерством нефтяной промышленности и Госкомнефтепродуктом СССР при списании основных средств (фондов).
3. РЕМОНТ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ
3.1. Обобщение случаев нарушения прочности, герметичности и изменения формы резервуаров и отдельных конструктивных элементов
3.1.1. Нарушения прочности и герметичности в резервуарах в большинстве случаев вызываются совокупностью различных неблагоприятных воздействий на конструкции.
3.1.2. При монтаже и эксплуатации резервуаров наиболее часто встречаются следующие дефекты и повреждения:
а) трещины в окрайках (окраинной части) днища по сварным соединениям и основному металлу (иногда трещины с окраек переходят на основной металл первого пояса стенки);
б) трещины в нижнем уторном уголке по сварным соединениям и основному металлу (в ряде случаев трещины с уголка переходят на основной металл первого пояса стенки);
в) трещины в сварных соединениях полотнища днища с выходом или без выхода на основной металл;
г) выпучины, вмятины и складки на днище;
д) трещины в поясах стенки по сварным соединениям и основному металлу (в основном в нижних поясах).
Наиболее часто трещины в стенке резервуара возникают в вертикальных стыках вдоль сварных соединений с выходом или без выхода на основной металл, в крестообразных стыковых соединениях, вблизи горизонтальных и вертикальных сварных соединений и поперек стыков по основному металлу. Трещины образуются также в основном металле вблизи люков-лазов, патрубков и штуцеров присоединения, трубопроводов и резервуарного оборудования и т.д.;
е) непровары, подрезы основного металла, шлаковые включения и другие дефекты сварных соединений;
ж) негерметичность (отпотины) в сварных, клепаных соединениях и основном металле днища, стенки, кровли и понтона;
з) изменения геометрической формы верхних поясов стенки резервуара (местные выпучины, вмятины, горизонтальные гофры) и кровли резервуара повышенного давления;
и) коррозионные повреждения днища, стенки, понтона и кровли резервуара;
к) значительные деформации и разрушения отдельных несущих конструктивных элементов покрытия резервуара;
л) отрыв центральной стойки от днища резервуара;
м) отрыв от стенки резервуара опорных столиков кронштейнов понтона;
н) затопление понтона с образованием деформации направляющих труб, стоек и кронштейнов с зависанием или без зависания понтона;
о) повреждения, провисания и потеря эксплуатационных свойств резинотканевых ковров-понтонов и уплотняющих затворов;
п) обрыв анкерных болтов и деформации вертикальных стенок анкерного столика у резервуаров повышенного давления;
р) деформация днища по периметру резервуара;
с) значительные равномерные и неравномерные осадки (просадки) основания;
т) потеря устойчивости обвязочного уголка в сопряжении стенок с днищем у горизонтальных резервуаров, а также потеря устойчивости элементов внутренних колец жесткости и опорных диафрагм;
у) осадка опор (фундаментов) горизонтальных резервуаров.
3.1.3. Перечисленные дефекты обусловливаются рядом причин, важнейшие из которых - амортизационный износ конструкций; хрупкость металла при низких температурах; наличие дефектов в сварных соединениях (непровары, подрезы и пр.), являющихся концентраторами напряжений; скопление большого числа сварных швов в отдельных узлах резервуара; нарушение технологии монтажа и сварки; неравномерные осадки (просадки) песчаных оснований; коррозия металла, возникающая вследствие хранения в резервуарах сернистой нефти или нефтепродуктов с повышенным содержанием серы; нарушение правил технической эксплуатации резервуаров из-за превышения уровня наполнения, избыточного давления или недопустимого вакуума резервуара, а также частичной вибрации стенки при закачке нефтепродуктов.
Устранение дефектов и ремонт резервуаров - ответственные операции, определяющие во многом дальнейшую безопасность и бесперебойную эксплуатацию резервуаров.
3.2. Общие указания
3.2.1. Требования Руководства распространяются на работы по исправлению оснований и фундаментов; ремонту днищ, стенок, покрытий, металлических понтонов и плавающих крыш вертикальных цилиндрических резервуаров сварных (РВС) и клепаных (РВК) без давления, низкого давления (до 2 кПа) и повышенного давления (до 70 кПа), а также горизонтальных цилиндрических резервуаров сварных (РГС) и клепаных (РГК), работающих при давлении до 40 кПа.
Примечания: 1. Руководство не распространяется на резервуары высокого давления и резервуары для низкотемпературного хранения сжиженных газов.
2. Ремонт понтонов из неметаллических материалов должен осуществляться в соответствии с указаниями завода-изготовителя.
3.2.2. Руководство предусматривает работы, выполняемые при ремонтах:
а) текущем - работы осуществляются без освобождения резервуара от нефти и нефтепродуктов (ремонт кровли, верхних поясов стенки с применением эпоксидных соединений; ремонт оборудования, расположенного с наружной стороны резервуара, и т.п.);
б) среднем - работы, связанные с зачисткой, дегазацией резервуара с соблюдением правил техники безопасности и пожарной безопасности (установка отдельных металлических накладок с применением сварочных работ; ремонт трещин и швов, ремонт или замена оборудования);
в) капитальном - работы, предусмотренные средним ремонтом, и работы по частичной или полной замене дефектных частей стенки, днища, покрытия, плавающей крыши (понтона) и оборудования.
3.2.3. Ремонты проводят по графикам, периодичность которых не должна превышать нормативных сроков и должна учитывать периодичность технических обследований резервуаров.
Периодичность каждого вида ремонта устанавливают в зависимости от фактической скорости износа элементов конструкций с учетом особенностей эксплуатации в соответствии с результатами технических обследований резервуаров.
3.2.4. При капитальном ремонте резервуаров предусматриваются следующие работы (типовая схема):
обеспечение ремонтных работ необходимыми материалами, оборудованием, инструментом, приспособлениями и др.;
освобождение резервуара от нефтепродукта и зачистка;
дегазация (промывка, пропарка, вентиляция);
обследование и дефектоскопия с выдачей технического заключения о состоянии резервуара;
составление дефектной ведомости;
разработка проекта производства работ;
исправление осадок (кренов), укрепление оснований, фундаментов;
замена изношенных элементов (участков стенки, днища, покрытия, понтона и др.);
устранение дефектов с применением огневых работ и без их применения;
испытание на прочность и герметичность в соответствии с требованиями настоящих Правил;
работы по нанесению защитных антикоррозионных покрытий;
составление и оформление документации на ремонт и испытание резервуара.
3.2.5. Работы по ремонту резервуаров проводятся с соблюдением действующих правил техники безопасности (СНиП III-4-80 Техника безопасности в строительстве), а также Правил по технике безопасности и промышленной санитарии при эксплуатации нефтебаз и АЗС, утвержденных Госкомнефтепродуктом РСФСР; Правил
пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР, утвержденных Госкомнефтепродуктом СССР 29 июля 1983 г.
3.2.6. При выполнении ремонтных работ следует руководствоваться требованиями СНиП III-18-75 (разделы 1 и 4). Металлические конструкции. Правила производства и приемки работ.
3.2.7. С введением настоящего Руководства отменяется ранее действующее Руководство по ремонту металлических резервуаров для хранения нефти и нефтепродуктов (М., Недра, 1977 г.).
3.2.8. Рабочие, выполняющие ремонтные работы, проходят техническое обучение по выполняемой работе, а так же обучение правилам безопасного ведения работ.
3.3. Оборудование, механизмы и материалы для проведения капитального ремонта
3.3.1. При проведении капитального ремонта может быть применено следующее оборудование, приспособления и инструмент;
грузоподъемные механизмы (лебедки, краны, домкраты, тельферы);
такелажное оборудование и оснастка;
устройства и приспособления для работы на высоте (инвентарные строительные леса, подмости, струнные леса, навешиваемые и прикрепляемые на крыше резервуара, люльки, стремянки и др.);
оборудование и инструмент для резки металла, сварных соединений;
сварочное оборудование и инструмент для выполнения сварочных работ (ручная электродуговая сварка, сварка полуавтоматами и др.);
строительное оборудование для производства работ по устранению осадок резервуара, укреплению и уплотнению оснований и фундаментов;
вспомогательные монтажные приспособления и инструмент (клинья, скобы, тросы, стяжки, талрепы, молотки, кувалды и др.);
материалы (швеллеры, уголки, тавровые и двутавровые балки и другая сортаментная сталь);
приспособления и приборы для проведения испытаний на прочность и герметичность (вакуумкамеры, насосы, манометры);
измерительный инструмент (рулетки, штангенциркули, кронциркули и др.);
средства индивидуальной защиты и спецодежда (монтажные каски, предохранительные пояса и др.).
3.3.2. Для ремонта резервуаров следует применять приспособления и инструмент, выпускаемые серийно промышленностью и имеющие заводскую маркировку. Целесообразно применять наиболее прогрессивное, технологичное оборудование, обеспечивающее высокую производительность ведения ремонтно-монтажных работ и значительно снижающее долю ручного труда.
3.3.3. Грузоподъемные механизмы, такелажное оборудование и оснастка должны подвергаться техническим освидетельствованиям в сроки, устанавливаемые инструкциями и ведомственными службами Госгортехнадзора.
Сроки и даты проверки, допустимые нагрузки, грузоподъемность указываются на регистрационных табличках, установленных на соответствующем оборудовании и механизмах.
3.3.4. Работы по подъему, перемещению, транспортированию грузов должны выполняться в строгом соответствии с ГОСТ 12.3.009-76 и ГОСТ 12.3.020-80 (прил. 1, пп. 60, 61).
3.3.5. Оборудование для резки, сварки, электрооборудование должно быть работоспособным, находиться в исправном состоянии, перед проведением работ проверено, а также удовлетворять требованиям электро- и пожаробезопасности при использовании их в резервуарных парках, техники безопасности, ПУЭ-85.
3.3.6. Измерительный инструмент и приборы, применяемые для определения линейных, массовых, объемных, электрических и других величин, должны иметь метрологическую аттестацию и поверяться в сроки, определенные Госстандартом или ведомственной метрологической службой.
3.3.7. Марки оборудования для резки металла, технологические режимы сварочных работ приведены в данном руководстве.
3.3.8. Для ремонта и замены дефектных участков стенки, окраек днища, несущих конструкций покрытия и колец жесткости, кровли резервуаров (в том числе повышенного давления), понтонов и плавающих крыш резервуаров, эксплуатируемых в районах с различной расчетной температурой наружного воздуха, в зависимости от объема резервуаров рекомендуется применять марки сталей в соответствии с табл. 3.1.
3.3.9. Качество и марки сталей, применяемых при ремонтах резервуаров, должны соответствовать требованиям соответствующих ГОСТов или технических условий и удостоверяться сертификатами заводов-поставщиков.
Марки сталей для ремонта конструкций резервуаров
|
Марки стали |
ГОСТ или ТУ |
Категория стали для климатического района ремонтируемого резервуара при расчетной температуре, ºС |
|||
|
t > -40 |
-40 > t > -50 |
-50 > t > -65 |
|||
|
Стенка, днище |
ВСТ3пс |
ТУ 14-1-3023-80 или ГОСТ 380-71 |
6 |
- |
- |
|
ВСТ3сп |
То же |
5 |
- |
- |
|
|
09Г2С |
ТУ 14-1-3023-80 |
6 |
13 |
15 |
|
|
Несущие конструкции покрытия |
ВСт3кп |
ТУ 14-1-3023-80 или ГОСТ 380-71 |
2 |
- |
- |
|
ВСТ3пс |
То же |
6 |
- |
- |
|
|
09Г2С |
ТУ 14-1-3023-80 |
6 |
6 |
7 или 12 |
|
|
Настил покрытия, лестницы площадки, ограждения |
ВСт3кп |
ТУ 14-1-3023-80 или ГОСТ 380-71 |
2 |
- |
- |
|
ВСт3кп (толщиной до 4 мм) |
2 |
2 |
2 |
||
|
ВСт3кп (толщиной 4,5 - 10 мм) |
2 |
- |
- |
||
|
ВСТ3пс (толщиной до 5,5 мм) |
2 |
2 |
2 |
||
|
ВСТ3пс (толщиной 6 - 10 мм) |
6 |
6 |
- |
||
|
ВСТ3сп |
ТУ 14-1-3023-80 или ГОСТ 380-71 |
- |
5 |
5 |
|
3.3.10. Для ремонта стенки и днища горизонтальных сварных резервуаров следует применять сталь марки ВСТ3сп3 по ГОСТ 380-71*.
Для ремонта стенки и днища резервуаров вместимостью 3 и 5 м3, а также для колец жесткости, треугольных опорных диафрагм и стяжных хомутов резервуаров всех вместимостей в районах с расчетной температурой до -30 °С допускается применение стали марки Ст3кп2 по ГОСТ 380-71.
Для ремонта центральной части и коробов понтонов (плавающих крыш) применяется сталь ВСТ3пс6 ГОСТ 380-71.
Для ремонта трубчатых опорных стоек понтонов применяется сталь марки Ст20пс по ГОСТ 1050-74.
3.3.11. Для сварки рекомендуется применять материалы в соответствии с табл. 3.2.
Примечания: 1. Допускается применение других сварочных материалов, обеспечивающих свойства сварочного соединения не ниже свойств основного металла.
2. Допускается применение электродов типа Э-42 для сварки элементов покрытия, кровли, центральной стойки, лестниц, площадок, ограждений и др.
3.3.12. Пригодность электродов, сварочной проволоки и флюса для сварки должна определяться требованиями:
ГОСТ 9467-75. Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы;
ГОСТ 9466-75. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технологические требования;
ГОСТ 2246-70. Проволока стальная сварочная;
ГОСТ 9087-81. Флюсы сварочные плавленые.
3.3.13. Сжиженный углекислый газ СО2, применяемый для сварки, должен удовлетворять требованиям ГОСТ 8050-85. Двуокись углерода газообразная и жидкая.
3.3.14. Для ремонта и устранения дефектов с применением эпоксидных составов должны применяться следующие материалы:
а) эпоксидная смола ЭД-20 по ГОСТ 10587-84;
б) смола низкомолекулярная полиамидная Л-20 по ТУ 6-05-1123-74;
в) полиэтиленполиамин по ТУ 6-02-594-80;
Сварочные материалы для ремонта конструкций резервуаров
|
Углеродистая сталь |
Низколегированная сталь |
Сталь углеродистая с низколегированной |
|||||
|
электрод |
флюс |
электрод |
флюс |
электрод |
флюс |
||
|
Ручная дуговая |
УОНИ 13/45, тип Э42А |
- |
УОНИ 13/45, тип Э50А |
- |
УОНИ 13/45, тип Э42А |
- |
|
|
Механизированная под флюсом (автоматом) |
Св-08a Св-08АА Св-08ГА |
ОСЦ-45 ОСЦ-45М АН-348-А АН-348-АМ |
Св-08ГА Св-10А Св-10Г2 |
АН-348-А АН-348-АМ ОСЦ-45 ОСЦ-45М АН-22 АН-60 |
Св-08А Св-08АА Св-08ГА |
ОСЦ-45 ОСЦ-45М АН-348-А АН-348-АМ |
|
|
Механизированная в СО2 (полуавтоматом) |
Св-08ГС Св-10ПМА Св-08ХНМ Св-08Г2С |
Св-10ПМА Св-08ХНМ Св-08Г2С |
Св-08ГС Св-10НМ Св-08ХНМ Св-08Г2С |
||||
г) дибутилфталат по ГОСТ 8728-77;
д) стеклоткань по ГОСТ 8481-75;
е) пудра алюминиевая ПАК-1 по ГОСТ 10096-76;
ж) ацетон технический по ГОСТ 2768-84 или ГОСТ 2603-79;
з) наждачная бумага № 3 - 5;
и) шпатлевка ЭП-0010 по ГОСТ 10277-76;
к) толуол технический по ГОСТ 5789-78;
л) бензин по ГОСТ 443-76 или ГОСТ 1012-72;
м) этилцеллозольв по ГОСТ 8313-76;
н) гексаметилендиамин;
о) растворитель Р-4 по ГОСТ 7827-74.
3.3.15. Для контроля герметичности сварных соединений вакуум-методом следует применять пенные индикаторы следующих составов:
Состав № 1 (летний). Вода 1 л, мыло туалетное 50 г - перемешивать до полного растворения
Состав № 2 (летний). Вода 1 л, мыло хозяйственное 65 %-ное 50 г, глицерин 5 г - смесь перемешивать до полного растворения
Состав № 3 (летний). Вода 1 л, концентрированный раствор экстракта лакричного корня 15 г - смесь перемешивать 5 мин
Состав № 4 (летний). Вода (теплая 40 - 60 °С) 1 л, сухой лакричный экстракт 10 г - смесь перемешивать до полного растворения
Состав № 5 (зимний). Раствор хлористого кальция (СаСl2) или хлористого натрия (NaCl) 1 л, лакричный экстракт (концентрированный) 15 г - смесь перемешивать 5 мин, затем дать отстояться в течение 1 ч до получения прозрачной жидкости и слить раствор с осадка
Состав хлористых солей подбирается в зависимости от температуры наружного воздуха. На 1 л воды следует добавлять:
|
СаСl2, г |
NaCl, г |
|
|
от 0 до -10 |
150 |
160 |
|
от -15 до -20 |
265 |
290 |
|
от -20 до -30 |
330 |
- |
|
до -35 |
370 |
- |
3.4. Подготовительные работы к ремонту
3.4.1. Ремонт резервуаров с огневыми работами разрешается проводить только после полной очистки резервуара от остатков нефтепродуктов, дегазации его, при обеспечении пожарной безопасности рядом расположенных резервуаров (освобождение от нефти и нефтепродуктов соседних резервуаров с надежной герметизацией их, уборка разлитого продукта с засыпкой песком замазученных мест, надежная герметизация канализации, отглушение всех коммуникаций и т.п.) и наличии письменного разрешения главного инженера предприятия, согласованного с пожарной охраной.
3.4.2. Очистку резервуаров от остатков нефтепродуктов должны выполнять рабочие, прошедшие медицинское освидетельствование, в установленном порядке под руководством инженерно-технических работников. Ответственный за подготовку должен руководствоваться специально разработанными инструкциями по очистке и дегазации резервуара, утвержденными главным инженером.
3.4.3. Концентрацию паров углеводородов внутри резервуара, освобожденного от жидкого продукта, следует снизить до значения, меньшего нижнего предела взрываемости, используя систему естественной и принудительной вентиляции.
3.4.4. Для осуществления естественной вентиляции открывают люки на крыше и в нижних поясах стенки. При этом более тяжелые по отношению к воздуху углеводороды выходят из резервуара через нижние люки, а атмосферный воздух поступает внутрь резервуара через верхние люки. Естественная вентиляция более эффективна в высоких вертикальных резервуарах.
3.4.5. Для принудительной вентиляции используются вентиляторы, работающие на приток или вытяжку. Во избежание образования искры необходимо применять вентиляторы и двигатели взрывобезопасного исполнения. Подача вентилятора должна обеспечивать не менее чем 10-кратный обмен воздуха в час. Наличие паров углеводородов в резервуаре определяется газоанализаторами типа ПГФ2М1-ИЗГ, УГ-2, ГБ-3 и другими по методикам, прилагаемым к приборам. Допустимая концентрация углеводородов не должна превышать 0,3 мг/л, а в резервуарах из-под бензина - 0,1 мг/л.
3.4.6. Наилучший способ очистки резервуаров большого объема от тяжелых остатков отложений, которые могут содержать значительные количества легких углеводородов и создавать реальную угрозу взрыва и пожара, - промывка их моющими растворами типа МЛ, подаваемыми специальными моечными машинками струями под напором 0,8 - 1,2 кПа. Одновременно с промывкой резервуара от тяжелых остатков происходит и его дегазация.
Моечная машинка должна надежно заземляться, а струи очищающей жидкости для уменьшения силы удара и разбрызгивания нужно направлять под небольшим углом к поверхности.
3.4.7. Если на днище резервуара остается часть продукта, то резервуар необходимо заполнить водой выше уровня задвижки и всплывший продукт откачать.
3.4.8. Пропарку резервуаров небольшого объема следует вести при одном открытом верхнем люке. Во время пропаривания внутри резервуара поддерживается температура около 60 - 70 °С.
Пар следует направлять через нижний люк по шлангу, выходное отверстие которого должно быть расположено на расстоянии 1/4 диаметра резервуара по направлению к центру последнего. Металлические наконечники резиновых шлангов и паропроводы заземляют для отвода зарядов статического электричества. Наконечники шлангов изготовляют из цветного металла.
3.4.9. При наличии плавающего металлического понтона верхнее и нижнее пространства под ним и над ним пропаривают отдельно. Резервуар с понтоном из синтетических материалов освобождают от паров нефтепродуктов, заполняя его водой.
Пробы воздуха для анализа из резервуара с плавающими крышами (понтонами) отбирают из нижней части резервуара под крышей (понтоном) и верхней части над крышей (понтоном).
3.4.10. Очистка резервуаров от остатков сернистых нефтепродуктов с пирофорными осадками проводится в соответствии с инструкцией по борьбе с пирофорными соединениями при эксплуатации и ремонте нефтезаводского оборудования.
3.4.11. Перед началом работ по очистке, осмотру и ремонту рабочие проходят инструктаж о правилах безопасного ведения работ и методах оказания первой помощи при несчастных случаях.
Состав бригады и отметка о прохождении инструктажа заносятся в наряд-допуск лицами, ответственными за проведение подготовительных и ремонтных работ. Рабочие, не прошедшие инструктаж, к работе не допускаются. Без оформленного наряда-допуска на производство работ и разрешения начальника цеха приступать к очистке, осмотру и ремонтным работам не разрешается.
3.4.12. Рабочие, выполняющие работу внутри резервуара, должны быть обеспечены спецодеждой и обувью без металлических гвоздей и подковок. При работах по очистке рабочие обязаны быть в шланговых противогазах. При необходимости использования противогазов со шлангами длиннее 10 м требуется применять противогазы с принудительной подачей воздуха.
Срок единовременного пребывания рабочего в шланговом противогазе определяется лицом, ответственным за проведение очистных и ремонтных работ в резервуаре, и записывается в наряде-допуске. Этот срок не должен превышать 30 мин с последующим отдыхом не менее 15 мин. Открытый конец приемного воздушного шланга противогаза должен закрепляться в заранее выбранном месте в зоне чистого воздуха. Рабочие, находящиеся внутри и снаружи резервуара, должны следить, чтобы шланг не имел изломов и крутых изгибов.
3.4.13. Поверх спецодежды должен быть надет спасательный пояс с крестообразными лямками и прикрепленной к нему сигнальной веревкой. Выведенный из люка конец сигнальной веревки длиной не менее 5 м должен быть в руках наблюдающего рабочего, который, подергивая ее и подавая голос, обязан периодически удостоверяться в нормальном самочувствии рабочего, находящегося внутри. В случае необходимости наблюдающий должен вытащить пострадавшего наружу.
3.4.14. Наблюдающий рабочий обеспечивается спецодеждой и защитными средствами, как и работающий внутри резервуара. Он должен знать правила спасения работающего и оказания первой доврачебной помощи пострадавшему. Работы внутри резервуара в отсутствие наблюдающего рабочего не должны проводиться. Ответственный за проведение очистных и ремонтных работ в резервуаре обязан систематически наблюдать за их ходом, контролировать соблюдение правил безопасности и самочувствие рабочих.
3.4.15. Для предотвращения искрообразования при работе в резервуаре до его полной дегазации разрешается применять только омедненный инструмент, деревянные лопаты, жесткие травяные щетки и т.п. Аккумуляторные фонари взрывобезопасного исполнения напряжением не выше 12 В необходимо включать до входа в резервуар и выключать после выхода из него.
3.4.16. Зачищенный резервуар подлежит сдаче специально назначенной комиссии для последующего выполнения ремонтных работ с оформлением соответствующего акта.
3.4.17. Ремонт выполняют в соответствии с требованиями настоящего Руководства. В каждом конкретном случае необходимо выбрать и уточнить метод ремонта дефектного места.
Выбранный метод ремонта должен быть утвержден главным инженером (директором) предприятия, эксплуатирующего резервуары.
3.5. Ремонт оснований и фундаментов
3.5.1. При ремонте оснований резервуаров выполняют следующие работы:
а) исправление краев песчаной подушки подбивкой гидроизолирующего грунта;
б) исправление просевших участков основания;
в) заполнение пустот под днищем в местах хлопунов;
г) ремонт всего основания (в случае выхода из строя днища);
д) исправление отмостки.
3.5.2. При ремонте оснований для подбивки, исправления песчаной подушки и заполнения пустот под днищем и в местах хлопунов применяют гидроизолирующий («черный») грунт, состоящий из супесчаного грунта и вяжущего вещества.
3.5.3. Грунт для приготовления гидроизолирующего слоя должен быть сухим (влажность около 3 %) и иметь следующий состав (по объему):
а) песок крупностью 0,1 - 2 мм - от 80 до 85 %;
б) песчаные, пылеватые и глинистые частицы крупностью менее 0,1 мм - от 40 до 15 %.
Примечания: 1. Глина с частицами размером менее 0,005 мм допускается в количестве 1,5 - 5 % от объема всего грунта.
2. Допускается содержание в песке гравия крупностью от 2 до 20 мм в количестве не более 25 % от объема всего грунта.
3.5.4. В качестве вяжущего вещества для гидроизолирующего грунта применяют жидкие битумы по ГОСТ 11955-82. Битумы нефтяные жидкие дорожные; каменный деготь по ГОСТ 4641-80. Дегти каменноугольные дорожные; полугудроны по ОСТ 38.0184-75. Полугудрон. Технические условия; мазуты по ГОСТ 10585-75. Топливо нефтяное.
Присутствие кислот и свободной серы в вяжущем веществе не допускается. Количество вяжущего вещества должно приниматься в пределах от 8 до 10 % по объему смеси.
3.5.5. Если ремонтные работы проводят при положительной температуре наружного воздуха, то приготовленную смесь укладывают без подогрева с уплотнением пневмотрамбовками или ручными трамбовками.
Если ремонт основания выполняют в зимних условиях, то «черный» грунт следует укладывать подогретым до 50 - 60 °С.
3.5.6. При недостаточно устойчивых грунтах основание резервуара рекомендуется укреплять, путем устройства сплошного бетонного или бутобетонного кольца. В этом случае отсыпка откосов основания не проводится. Недопустимо замоноличивание бетоном окрайков, утора, нижней части первого пояса.
3.5.7. При значительной неравномерной осадке основания резервуар поднимают домкратами, подводят под днище по окружности стенки сборные железобетонные плиты трапециевидной формы и укладывают по ним гидроизолирующий слой. Откосы основания выполняют в соответствии с требованиями п. 1 части I.
3.5.8. При неравномерной осадке основания резервуара, превышающей допустимые значения, ремонт осуществляют путем подъема резервуара (на участке осадки) с помощью домкратов и подбивки под днище гидроизолирующего грунта.
3.5.9. Зазоры между железобетонным кольцом основания и днищем у резервуаров объемом 10000 м3 и выше устраняют путем подбивки под днище бетона марки не ниже 100.
3.5.10. Фундаменты (опоры) горизонтальных резервуаров, получивших осадку в период эксплуатации, ремонтируют укладкой (подбивкой) на седло опоры бетона марки 100. Высота бетонного слоя определяется проектным уклоном резервуара.
3.6. Удаление дефектных мест
3.6.1. Дефектные участки сварных соединений или основного металла с трещинами, расслоениями, пленами, коррозионными повреждениями и другими дефектами конструкций днища, стенки, кровли или плавающей крыши (понтона) подлежат частичному или полному удалению и ремонту.
3.6.2. Размер дефектных участков, подлежащих удалению, определяют в зависимости от конкретных размеров дефекта и выбранного метода ремонта.
3.6.3. Дефектные места в целых листах стенки, уторном уголке, днище, кровле или понтоне удаляют механической или газовой резкой с последующей зачисткой кромки от шлака и наплывов расплавленного металла зубилом, напильником, механической или ручной стальной щеткой или шлифовальными машинками
Рис. 1. Варианты работы резаком:
а - справа налево; б - от себя
3.6.4. Дефектные участки сварных соединений удаляют:
вырубкой пневматическим (ручным) зубилом;
вырезкой абразивным кругом;
вырезкой газовой резкой (резаком типа РПК-2-72 или РПА-2-72);
вырезкой воздушно-дуговой резкой (резаком типа РВДм-315 или «Раздан» (РВДл-1200, рис. 1).
Вырубить зубилом дефектный участок можно только в том случае, если ремонт резервуаров выполняется при положительной температуре окружающего воздуха.
3.6.5. Вырезка дефектных мест сварного соединения или основного металла осуществляется путем перемещения резака РПК-2-72 или РПА-2-72 по линии реза. При этом на кромках удаляемого дефектного участка образуется канавка с закругленными краями и чистой поверхностью, не нуждающейся в дальнейшей очистке и механической обработке. Режим резания резаком приведен в табл. 3.6.1.
Режимы резания резаком РПК-2-72 и РПА-2-72
|
Рабочее давление газа, МПа |
Скорость резания, м/мин |
Расход газа, м3/ч |
||||||
|
ширина |
глубина |
кислорода |
ацетилена |
коксового или природного |
кислорода |
ацетилена |
коксового или природного |
|
|
5 - 15 |
2 - 10 |
0,8 - 1,2 |
Для РПА-2 не менее 0,01 |
Не менее 0,02 |
0,5 - 5,0 |
74 |
Для РПА-2 1,2 |
4,5 |
Примечание. Глубина канавки и скорость резания зависят от угла наклона резака.
Режимы воздушно-дуговой резки резаком РВДм-315
|
Сила тока, А |
Напряжение, В |
Скорость сторожки, мм/мин |
Ширина канавки, мм |
Глубина канавки, мм |
Расход |
|||
|
электроэнергии, кВт · ч/м |
электрода, мм/м |
сжатого воздуха, л/м |
||||||
|
6 |
270 - 300 |
35 - 45 |
770 - 570 |
6,5 - 8,5 |
3 - 4 |
0,13 |
100 - 110 |
600 |
|
8 |
360 - 400 |
35 - 45 |
900 - 640 |
8,5 - 10,5 |
4 - 5 |
0,17 |
85 - 90 |
650 |
|
10 |
450 - 500 |
35 - 45 |
1000 - 700 |
10,5 - 12,5 |
5 - 6 |
0,21 |
55 - 60 |
700 |
|
12 |
540 - 600 |
35 - 45 |
1000 - 700 |
12,5 - 14,5 |
6 - 8 |
0,24 |
50 - 55 |
800 |
Подрубка корня шва, удаление заклепок, разделка трещин, выплавка дефектных участков листа, V-образная подготовка кромок листов под сварку и т.д., а также разделительная резка низкоуглеродистой, низколегированной и нержавеющей стали проводится воздушно-дуговой резкой резаком РВДм-315 или РВДл-1200.
Резак РВДм-315 работает на постоянном токе, РВДл-1200 - на переменном токе.
Источником питания служат серийно выпускаемые сварочные преобразователи ПСО-500 или ПСМ-1000 и сварочные трансформаторы ТСД-1000 и ТСД-200-2.
Режим воздушно-дуговой резки резаком РВДм-315 приведен в табл. 3.6.2.
3.6.6. Кромки деталей после кислородной или дуговой (воздушной и кислородной) резки не должны иметь неровностей, прожогов и шероховатостей более 1 мм.
3.6.7. При толщине металла свыше 5 мм, в котором выявлена трещина, кромки трещин разделывают под сварку с V-образной подготовкой (угол раскрытия 60 - 70°). При толщине элементов менее 5 мм кромки трещины не разделывают.
3.6.8. Разделка кромок может осуществляться ручным и пневматическим зубилами, кромкорезами (электрическими), шлифовальными кругами и кислородной резкой.
3.7. Устранение дефектов с применением сварочных работ
3.7.1. Сталь, предназначенная для ремонта резервуаров, должна быть проверена на соответствие ее требованиям пп. 3.3.1 - 3.3.3 настоящего Руководства, действующим ГОСТам или техническим условиям (на основании сертификатов) и предварительно очищена от ржавчины, масла, влаги, снега, льда и других загрязнений.
3.7.2. Разметка металла и шаблонов осуществляется с помощью чертилок, кернеров и других приспособлений, а также мерительных инструментов, обеспечивающих высокую точность (линейки, рулетки второго класса точности по ГОСТ 7502-80).
3.7.3. Шаблоны для контроля гибки, вальцовки и сборки могут изготовляться из тонкого стального листа, дерева, а также комбинированными (из дерева и тонкого стального листа); шаблоны для резки заготовок - из картона и дерева.
Шаблоны следует изготовлять с учетом допустимых отклонений от проектных размеров при разметке (1,5 мм при длине шаблона до 4,5 м) и припусков на обработку (+1 мм на каждый сварной шов при толщине металла до 16 мм).
3.7.4. Древесина для шаблонов применяется высушенная, из хвойных пород; картон - плотный толщиной 1,5 - 3 мм.
3.7.5. Резка заготовок листового металла, обработка кромок под сварку должны выполняться механическим способом или газовой резкой. Электродуговая резка листа не допускается. Кромки металла после газовой резки должны быть зачищены от заусениц, грата, окалины, наплывов до металлического блеска и не должны иметь неровностей, вырывов и шероховатостей, превышающих 1 мм.
3.7.6. Сборка, подгонка и разделка кромок под сварку ремонтируемых листов и других конструктивных элементов в зависимости от конструкции резервуара выполняются в соответствии с ГОСТ 5264-80. Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы следующим образом:
а) сборку листов и других элементов при толщине до 5 мм выполняют внахлестку, при толщине более 5 мм - встык; размер нахлестки рекомендуется не менее 30 - 40 мм, зазор между листами не должен превышать 1 мм;
б) элементы (накладки), свариваемых внахлестку, на верхних поясах стенки устанавливают с внутренней стороны резервуара;
в) зазор между стыкуемыми кромками листов в стыковых соединениях следует принимать не менее 1 мм и не более 2 мм;
г) в стыковых односторонних соединениях с подкладкой при зазорах между кромками более 4 мм толщину подкладки принимают равной толщине свариваемых листов;
д) элементы, соединяемые встык ручной дуговой сваркой, должны иметь разделку со скосом под углом 27 ± 3°;
е) элементы тавровых соединений (при выполнении ручной сваркой) должны иметь зазор между вертикальными и горизонтальными листами до 2 мм.
3.7.7. Элементы вставок и накладок на стенке резервуара до подгонки их по месту предварительно вальцуют (в холодном состоянии) до радиуса меньшего, чем радиус резервуара, на 1 - 2,5 м в зависимости от диаметра стенки резервуара.
Концы листов (вставок) подвальцовывают по шаблону. Зазор между шаблонами (на длине по дуге 1,5 и 3 м) и листом толщиной 6 мм и более после вальцовки не должен превышать соответственно 2 и 4 мм.
Не допускается искривление листа (конусность). Углы элементов вставок и накладок закругляют.
3.7.8. Расстояние между пересекающимися сварными швами элементов вставок и накладок в днище и кровле резервуара должны быть не менее 200 мм, на стенке резервуара - не менее 500 мм.
3.7.9. При сборке элементов конструкции под сварку детали соединяют посредством прихватов или при помощи стяжных приспособлений.
3.7.10. Прихватки, накладываемые для соединения собираемых деталей, размещают в местах расположения сварных швов. Размеры прихваток должны быть минимальными и легко расплавляться при наложении постоянных швов.
3.7.11. Катет сварного шва прихватки не должен превышать 6 мм, длина - 50 - 60 мм. Рекомендуемое расстояние между прихватками 400 - 500 мм.
3.7.12. Прихватки выполняют сварочными материалами, применяемыми для сварки проектных швов. Требования к качеству прихваток такие же, как и к сварочным швам. Прихватки выполняют сварщики, допущенные к сварочным работам и имеющие соответствующие удостоверения.
3.7.13. При сборке элементов конструкций, свариваемых под флюсом, порошковой проволокой или в защитном газе, прихватки выполняют электродами, предусмотренными для ручной сварки сталей, из которых выполнены элементы.
3.7.14. При наличии значительных вмятин или выпучин в кромках верхних поясов стенки, возникающих в результате недопустимого вакуума или избыточного давления, необходимо, кроме исправления вмятин (выпучин), тщательно осмотреть конструкции покрытия (щиты, фермы, прогоны и др.) и в случае наличия повреждений устранить их.
3.7.15. Правку деформированных мест элементов стенки, центральной части понтона и покрытия во избежание образования наклепа и возникновения хрупкости металла следует выполнять в горячем состоянии путем местного нагрева газовыми горелками.
Нагрев осуществляют полосами или треугольниками по предварительной разметке с выпуклой стороны.
Нагретые участки правят молотками или кувалдами. Температура нагрева для углеродистой стали должна быть не менее 700 - 850 °С.
Температуру нагрева рекомендуется определять с помощью термоиндикаторных карандашей или температурной шкалы цветов нагрева стали.
|
Температура нагрева, °С |
|
|
темно-коричневый |
550 - 580 |
|
коричнево-красный |
580 - 650 |
|
темно-красный |
650 - 730 |
|
темно-вишнево-красный |
730 - 770 |
|
вишнево-красный |
770 - 800 |
|
светло-вишнево-красный |
800 - 830 |
|
светло-красный |
830 - 900 |
Скорость охлаждения после правки элементов резервуара должна исключать закалку, коробление, трещины, надрывы.
3.7.16. Правку деформированных мест элементов резервуара в холодном состоянии выполняют натяжными и ударными приспособлениями через подкладной лист при положительной температуре наружного воздуха.
3.7.17. Правка и сборка заготовок (вставки, накладки) при температуре ниже -25 °С ударными инструментами запрещается.
3.7.18. При ремонте резервуаров рекомендуется применять механизированную сварку под флюсом, в защитных газах и порошковой проволокой, а при необходимости также ручную дуговую сварку.
Применение газовой сварки для ремонта ответственных элементов резервуаров не допускается.
3.7.19. Сварку при ремонте и исправлении дефектов резервуаров, находящихся в эксплуатации, рекомендуется выполнять при температуре окружающего воздуха не ниже -10 °С. Сварку при более низких температурах следует проводить в соответствии с рекомендациями по ремонту резервуаров в условиях отрицательных температур (прил. 3).
3.7.20. К производству сварочных работ при ремонте резервуаров допускаются квалифицированные электросварщики, прошедшие испытания в соответствии с действующими правилами и имеющие удостоверения, устанавливающие их квалификацию и характер работ, к которым они допущены.
Механизированная сварка выполняется сварщиками, прошедшими обучение по управлению указанной аппаратурой и получившими об этом соответствующие удостоверения.
Сварщики должны на месте работы пройти технологическое испытание в условиях, тождественных с теми, в которых будет проводиться сварка конструкций.
3.7.21. При выполнении сварочных работ с целью ремонта и исправления дефектных мест резервуаров должны соблюдаться следующие требования:
а) сварка стыковых швов окраек днища должна выполняться на соответствующей подкладке в два слоя и более с обеспечением полного провара корня шва; подкладка устанавливается на прихватках; приваривать подкладку по контуру к днищу запрещается; конец стыкового шва должен выводиться за пределы окрайка на остающийся конец подкладки длиной не менее 30 мм, который удаляют после окончания сварки кислородной резкой; места среза подкладок следует тщательно зачищать; зазор между, подкладкой и кромками не должен превышать 1 мм;
б) технологические подкладки для сварки окрайков днищ должны иметь размеры: толщину 4 - 6 мм, длину более длины дефектного места на 100 - 150 мм и ширину не менее 100 мм;
в) вертикальные стыковые швы стенки резервуаров должны свариваться с двух сторон, вначале сваривают основной шов, затем подварочный. Перед сваркой подварочного шва корень основного шва очищают от шлака и зачищают до металлического блеска.
Учитывая, что при удалении дефектных участков сварного шва не всегда возможно обеспечение регламентируемых ГОСТом зазоров между стыкуемыми элементами, допускается увеличение ширины шва (l) для стыковых соединений на 25 %.
При необходимости удаления вертикального шва на всей высоте стенки (рулонируемые резервуары) его вырезку и ремонт проводить участками, не превышающими высоту пояса;
г) вертикальные стыки поясов стенки из листов толщиной до 5 мм разрешается собирать внахлестку, сваривая их с наружной и внутренней стороны резервуара;
д) соединение листов кровли и днища резервуара должно выполняться внахлестку с наложением сварочного шва с наружной стороны (в нижнем положении).
3.7.22. Ручную сварку стыковых швов при ремонте резервуаров следует выполнять обратноступенчатым способом. Порядок сварки отдельных участков приведен на рис. 2.
Длина ступени не должна превышать 200 - 250 мм.
Сварку основного шва выполняют в несколько слоев в зависимости от толщины металла:
Толщина листов, мм 4 - 5 6 - 7 8 - 9 10 - 12 12 - 14
Число слоев 1 2 2 - 3 3 - 4 3 - 4
Для сварки первого слоя следует применять электроды диаметром 3 мм, для сварки остальных слоев - электроды диаметром 4 - 5 мм.
После сварки каждого слоя поверхность шва тщательно зачищают от шлака и брызг металла. Участки слоев шва с порами, раковинами и трещинами должны быть удалены и заварены вновь.
3.7.23. Сварку нахлесточных швов также следует проводить обратноступенчатым способом. Длина ступени не должна превышать 300 - 500 мм. Порядок сварки отдельных участков приведен на рис. 3.
3.7.24. Ручную сварку многослойных угловых тавровых швов приварки стенки к днищу рекомендуется выполнять секциями обратноступенчатым способом (рис. 4). В пределах каждой секции швы также сваривают обратноступенчатым способом участками длиной до 300 м. Длина единовременно свариваемого шва каждого слоя секции принимается до 900 мм.
При сварке низколегированных сталей длина каждой секции не должна превышать 350 мм.
Сначала заваривают внутренний шов, а затем наружный.
3.7.25. Многослойную сварку стыков из низколегированной стали (при толщине более 6 мм) рекомендуется выполнять короткими участками, так, чтобы последующий шов накладывался на неостывший слой. На последние слои, имеющие температуру около 200 °С, по линии их стыка накладывают отжигающий валик, края которого должны отстоять на 2 - 3 мм от ближайших границ проплавления.
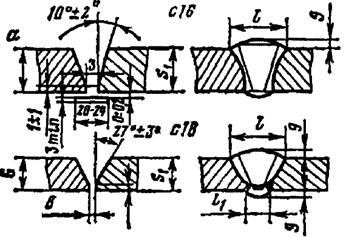
Рис. 2. Конструктивные элементы стыковых швов (а) и последовательность выполнения сварного соединения (б):
|
S = S1 |
с = b |
l |
l1 |
g |
||||
|
Номинальная |
Предельное отклонение |
Не более |
Номинальная |
Предельное отклонение |
||||
|
с16 |
6 - 12 |
8 |
±1 |
18 |
- |
0,5 |
+2,0 -0,5 |
|
|
14 - 20 |
22 |
- |
||||||
|
22 - 24 |
12 |
±1 |
28 |
- |
||||
|
26 - 28 |
30 |
- |
||||||
|
с18 |
3 - 4 |
1 |
±1 |
10 |
8 |
+1,5 -0,5 |
||
|
6 - 8 |
14 |
|||||||
|
10 - 12 |
2 |
+1 -2 |
20 |
10 |
0,5 |
+2,0 -0,5 |
||
|
14 - 15 |
24 |
|||||||
|
18 - 20 |
30 |
|||||||
|
22 - 24 |
34 |
|||||||
|
26 - 28 |
38 |
|||||||
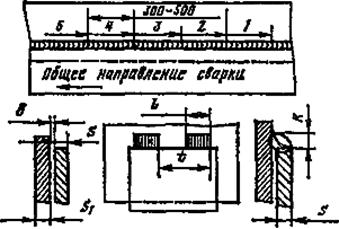
Рис. 3. Сварка нахлесточных швов:
S 2 - 5 6 - 60
S1 ? S
K s + b
b1
номинальная 0
предельное отклонение 1 2
l и t По проекту
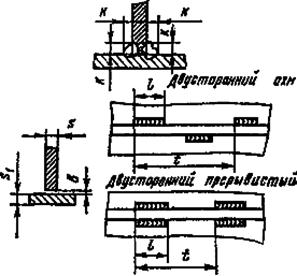
Рис. 4. Сварка угловых тавровых швов:
|
S1, не менее |
l |
t |
b |
К |
|||
|
Номинальная |
Предельное отклонение |
Номинальная |
Предельное отклонение |
||||
|
2,0 - 2,5 |
20 - 25 |
40 - 79 |
+1 |
||||
|
3,0 - 4,5 |
3 |
+2 |
|||||
|
5,0 - 6,0 |
40 - 45 |
80 - 99 |
4 |
+2 |
|||
|
7,0 - 9,0 |
0,7S |
0 |
+2 |
5 |
-1 |
||
|
10,0 - 15,0 |
6 |
||||||
|
16,0 - 21,0 |
50 - 60 |
100 - 200 |
7 |
||||
|
22,0 - 30,0 |
+3 |
8 |
±2 |
||||
3.7.26. Механизированную сварку стыков под флюсом (полуавтоматами) следует выполнять без предварительного скоса кромок металла толщиной до 12 мм и со скосом кромок - при толщине более 12 мм.
3.7.27. Сварку стыков в углекислом газе следует выполнять без предварительного скоса кромок металла толщиной до 10 мм и со скосом кромок - при толщине более 10 мм.
3.7.28. Механизированная сварка (автоматами и полуавтоматами) при ремонте резервуаров может применяться только при сварке днищ, центральной части металлического понтона и швов, прикрепляющих стенку к днищу и центральную часть металлического понтона к коробам в соответствии с требованиями ГОСТ 8713-79. Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы и ГОСТ 14771-76. Швы сварных соединений. Электродуговая сварка в защитных газах. Основные типы и конструктивные элементы.
Зазоры в конструкциях, собранных под механизированную сварку (автоматами), должны быть для стыковых соединений (между кромками) от 1 до 3 мм, для тавровых соединений (между вертикальными и горизонтальными листами) не более 3 мм и для нахлесточных соединений (между листами) не более 1 мм.
3.7.29. В процессе выполнения механизированной сварки при случайном перерыве в работе сварку разрешается возобновлять после очистки концевого участка шва длиной 50 мм и кратера от шлака; этот участок и кратер следует полностью покрыть швом.
3.7.30. Наложение шва поверх прихваток допускается только после зачистки их от шлака и кромок основного металла от брызг. При этом неудовлетворительно выполненные прихватки должны быть удалены и при необходимости выполнены вновь.
3.7.31. При ручной и механизированной дуговой сварке (полуавтоматом) зажигать дугу на основном металле вне границ шва и выводить кратер на основной металл запрещается.
3.7.32. Сварщик обязан проставлять присвоенный ему номер или знак рядом с выполненными им швами.
3.7.33. Рабочее место сварщика, а также свариваемая поверхность конструкции резервуара должны быть защищены от дождя, снега и сильного ветра.
3.7.34. Если в процессе сварки в сварном соединении или листе образуется новая трещина, лист следует удалить и заменить новым.
3.7.35. Дефекты в сварных соединениях должны быть устранены следующими способами:
перерывы швов и кратеров заварены;
сварные соединения с трещинами, а также непроварами и другими недопустимыми дефектами удалены на длину дефектного места плюс по 15 мм с каждой стороны и заварены вновь;
подрезы основного металла, превышающие допустимые, зачищены и заварены путем наплавки тонких валиков электродом диаметром 3 мм с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному.
Перекрывать наплавкой валика дефектные участки швов без предварительного удаления ранее выполненного дефектного шва, а также исправлять негерметичность в сварных швах путем зачеканки запрещается.
При заварке мест удаленных дефектных участков швов должно быть обеспечено перекрытие прилегающих концов основного шва.
Исправленные сварные швы должны пройти повторный контроль.
3.7.36. По окончании сварочных работ, выполнявшихся при ремонте и устранении дефектных мест резервуара, все вспомогательные сборочные приспособления и остатки крепивших их швов должны быть удалены, сварные соединения и место сварки очищены от шлака, брызг, натеков металла и при необходимости окрашены.
3.7.37. Ремонт негерметичных клепаных соединений резервуаров допускается выполнять наложением на дефектные места (с последующей обваркой по контуру) коробчатых элементов.
3.8. Устранение дефектов без применения сварочных работ
3.8.1. Эпоксидные составы при ремонте резервуаров и металлических понтонов применяют только для герметизации:
а) газового пространства резервуаров, кровля и верхние пояса которых имеют большое число сквозных коррозионных повреждений;
б) сварных соединений, имеющих мелкие трещины, и участков с отпотинами в верхних поясах стенки;
в) коробов и центральной части металлического понтона;
г) клепаных соединений резервуаров;
д) прокорродированных участков днища и первого пояса стенки.
3.8.2. Герметизация дефектных мест с применением эпоксидных составов не обеспечивает прочности конструкции.
3.8.3. Герметизация дефектных мест кровли и стенки осуществляется с наружной стороны резервуара без его дегазации. Дефектное место должно находиться выше уровня наполнения продукта в резервуаре.
3.8.4. Герметизация дефектных мест понтона и днища осуществляется в дегазированном резервуаре (при санитарной норме содержания паров). Техника безопасности работ с эпоксидными составами приведена в прил. 7, меры пожарной безопасности при ремонте резервуаров - в прил. 4.
3.8.5. Герметизация мелких трещин должна осуществляться после установления границ трещин, засверловки отверстий диаметром 6 - 8 мм по концам трещин.
Во избежание образования искры засверловку трещин рекомендуется выполнять ручной дрелью. Место засверловки следует густо смазать техническим вазелином.
3.8.6. Подготовка мест для наложения герметизирующих наклеек должна осуществляться далее границ дефектного места на 40 - 80 мм с помощью безыскровых приспособлений. Поверхность поврежденного участка зачищают до металлического блеска металлической щеткой, напильником и дополнительно наждачной бумагой. После механической обработки поврежденное место очищают от опилок, окалины и грязи ветошью, смоченной бензином. Перед нанесением клеящего состава зачищенное дефектное место обезжиривают растворителями (ацетон, Р-40 и др.). Для поверхностей из алюминиевых сплавов и нержавеющих сталей (при применении клеев на основе эпоксидной смолы ЭП-0010) эффективней метод очистки щелочным раствором. Щелочной раствор имеет следующий состав: орто- или метасиликат натрия, щелочное мыло и поверхностно-активное вещество (ПАВ) - 1 % раствора ОП-7 по ГОСТ 8433-81 или любого ПАВ в пресной воде в соотношении 1:3; 3 масс частей с последующей промывкой пресной водой и сушкой.
3.8.7. Для ремонта резервуаров рекомендуется применять эпоксидные композиции (клеи) холодного отвердения, составы которых приведены в табл. 3.8.1 и 3.8.2.
3.8.8. Ремонт незначительных дефектов на верхних поясах стенки, кровли и других элементах может осуществляться путем наложения металлических заплат на клею на основе эпоксидной смолы ЭП-0010.
3.8.9. Жизнеспособность клеевых составов при температуре 20 °С составляет 45 - 60 мин, поэтому указанные составы необходимо изготовлять небольшими порциями непосредственно перед использованием.
Составы клеевых композиций
|
Состав, массовые части |
||
|
I |
II |
|
|
Эпоксидная смола непластифицированная ЭД-20 Дибутилфталат (пластификатор) Смола низкомолекулярная полиамидная Л-20 Пудра алюминиевая (наполнитель) Полиэтиленполиамин (отвердитель) |
100 15 - 10 10 |
100 - 50 10 10 |
Примечание. Низкомолекулярная полиамидная смола Л-20 вводится в состав вместо полиэтиленполиамина и дибутилфталата в качестве отвердителя и одновременно пластификатора.
Составы клеевых композиций
|
Состав, массовые части |
|||
|
I |
II |
III |
|
|
Эпоксидная смола ЭП-0010 Полиэтиленполиамин (отвердитель) Асбест хризотиловый Цинковый порошок |
100 10 15 - |
100 10 - 20 |
100 8 10 10 |
3.8.10. Клей необходимо готовить непосредственно на нефтебазе перед началом работы, смешивая расфасованные в стеклянную или металлическую тару компаунд и отвердитель. Смешение рекомендуется осуществлять в емкости, в которой находится компаунд. Время тщательного перемешивания составляет в среднем 5 мин. При отрицательных и низких (ниже 5 °С) температурах для хорошего перемешивания компонентов клея и последующего его нанесения рекомендуется подогревать клей до температуры 25 - 30 °С в специальных емкостях с двойными стенками, между которыми находится горячая вода.
3.8.11. Компаунды следует готовить в отдельных, специально оборудованных помещениях нефтебаз, тщательно перемешивая (ручным способом или в клеемешалках с электроприводом) компоненты в следующей последовательности: для состава I - эпоксидную смолу ЭД-20, дибутилфталат, алюминиевую пудру; для состава II - эпоксидную смолу ЭД-20, алюминиевую пудру.
3.8.12. Компаунды и отвердители рекомендуется расфасовывать в стеклянную или металлическую тару (компаунды - в банки с широким горлом и плотно закрывающимися крышками, отвердитель - во флаконы с плотно закрывающимися пробками).
3.8.13. Вместимость тары должна быть рассчитана на предстоящий объем работ, соответствующий жизнеспособности готовых клеевых композиций.
3.8.14. Перед началом работ по ремонту резервуаров с применением эпоксидных клеевых составов рабочих необходимо ознакомить с технологией производства работ, техникой безопасности и санитарно-профилактическими мероприятиями при работе с эпоксидными клеями.
3.8.15. Эпоксидные клеевые составы холодного отвердения полимеризуются при температуре окружающей среды от 5° С и выше в течение 24 ч. Ускорить отвердение эпоксидного состава можно путем подогрева его после начала полимеризации, которая наступает через 2 - 3 ч с момента приготовления при температуре окружающей среды 15 - 20 °С. Подогревать можно горячим воздухом, мешками с горячим песком и т.п. Отвердение эпоксидного состава при подогреве заканчивается за 3 - 4 ч при температуре 60 - 80 °С и за 1,5 ч при температуре 120 °С.
3.8.16. В зависимости от вязкости состава его наносят на зачищенную поверхность шпателем, кистью или краскопультом.
3.8.17. Отдельные мелкие трещины, отверстия и отпотины на стенке, кровле и понтоне допускается ликвидировать эпоксидным составом без применения армирующего материала. При этом дефектное место и поверхность вокруг него должны быть покрыты ровным слоем клея. Толщина клеевого состава должна быть около 0,15 мм.
3.8.18. Крупные дефектные места ремонтируют эпоксидными составами с укладкой не менее двух слоев армирующей ткани - стеклоткани, бязи и др.
Зачищенное место покрывают слоем клея, укладывают армирующий слой и покрывают его слоем клея, затем укладывают следующий армирующий слой, который также покрывают слоем клея. Каждый армирующий слой должен перекрывать края дефектного листа и ранее уложенного армирующего слоя на 20 - 30 мм. На верхний армирующий слой наносят слой эпоксидного клеевого состава с последующим лакокрасочным покрытием.
3.8.19. Клееармированная конструкция после нанесения каждого слоя на дефектное место уплотняется (прикатывается) металлическим роликом для удаления воздушных пузырей и возможных каверн между слоями и металлом.
3.8.20. Клеевая конструкция отремонтированных дефектных мест после окончания всех работ выдерживается для отвердения в течение 48 ч при температуре 15 - 25°С.
3.8.21. Сплошная коррозия днища и части первого пояса стенки с большим числом отдельных или групповых каверн ремонтируется нанесением сплошного армирующего покрытия на дефектное место.
3.8.22. Ремонт днища и первого пояса стенки резервуара выполняют с применением эпоксидной шпатлевки ЭП-0010 (ГОСТ 10277-76) и отвердителя - гексаметилендиамина (в массовых частях: шпатлевка - 100, отвердитель - 8,5).
3.8.23. Перед нанесением эпоксидных покрытий с поверхности первого пояса стенки и днища удаляют ржавчину пескоструйным аппаратом или другим способом. Очищенную поверхность протирают авиационным бензином и в короткий срок покрывают эпоксидной грунтовкой.
Состав эпоксидной грунтовки (в массовых частях):
ЭП-0010......................................................................... 100
Отвердитель.................................................................. 8,5
Растворитель Р-40........................................................ 35 - 40
Состав растворителя Р-40, %:
Ацетон........................................................................... 20
Этилцеллозольв............................................................ 30
Толуол........................................................................... 50
Количество растворителя Р-40 при нанесении грунтовки краскопультом не должно превышать 35 массовых частей, при нанесении вручную допускается до 45 массовых частей.
Грунтовку, предназначенную для нанесения на поверхность краскопультом, фильтруют через сетку с числом отверстий не менее 1200 на 1 см2 или через 2 - 3 слоя марли. Жизнеспособность состава - 5 - 7 ч.
3.8.24. Отдельные раковины, свищи и другие дефекты предварительно шпатлюют основным покрытием следующего состава (в массовых частях):
Шпатлевка ЭП-0010...................................................... 100
Отвердитель - гексаметилендиамин........................... 8,5
Наполнитель - пудра алюминиевая............................. 100
Приготавливать состав рекомендуется следующим образом; в шпатлевку ЭП-0010 добавляют отвердитель и тщательно перемешивают до образования однородной массы, затем добавляют сухой наполнитель до образования тестообразной массы, удобной для нанесения шпателем. Жизнеспособность состава - 1 - 1,5 ч.
3.8.25. На загрунтованную поверхность наносят разливом и разравнивают слой покрывного состава толщиной до 2 мм, на который накладывают армирующий слой, и укатывают перфорированным металлическим катком для пропитки слоя и удаления воздушных пузырей.
Следующие армирующие слои накладывают после отвердения предыдущих слоев (не ранее чем через 24 ч) при температуре 18 °С в указанной последовательности.
3.8.26. На верхний армирующий слой наносят краскопультом лакокрасочное покрытие (грунтовка по ГОСТ 9070-75).
3.8.27. Контроль качества осуществляют, визуальным осмотром и с помощью электрического дефектоскопа ЭД-4.
3.8.28. Испытание и ввод в эксплуатацию отремонтированного резервуара должны осуществляться не ранее семи суток после окончания ремонта.
3.8.29. Качество ремонтных работ с применением эпоксидных составов обеспечивается постоянным и строгим пооперационным контролем всего технологического процесса. Пооперационный контроль предусматривает систематическую проверку:
соответствия исходных материалов их паспортным данным и срокам хранения;
условий их хранения;
качества подготовки поверхности ремонтируемых участков резервуара;
правильности дозировки компонентов клея, тщательности их перемешивания при подготовке компаундов и клеевых композиций;
внешнего вида и вязкости компонентов клея;
сроков использования клея в соответствии с его жизнеспособностью;
чистоты тары для компаундов, отвердителей и готовых композиций;
температурно-временных режимов отвердения клея.
3.8.30. При появлении значительных обдиров обкладочной резины и сквозных механических повреждений (порывы и пр.) в отдельных элементах уплотняющего петлеобразного или дискового затвора, выполненного из обрезиненного бельтинга, дефектные элементы удаляют и заменяют новыми.
3.8.31. При значительном провисании некоторых участков бельтинга необходимо под нижнюю часть затвора установить дополнительные подрессорники.
3.8.32. Подрессорник представляет собой сложенный вдвое лист из обрезиненного бельтинга толщиной 3,0 - 3,3 мм, прошитый несколькими продольными и поперечными швами на шорной или обувной машинах класса 45 нитью не тоньше № 00.
3.8.33. Вылет подрессорника должен быть в пределах 160 - 185 мм.
3.8.34. Подрессорник раскраивают так, чтобы он работал по основе, а не по утку.
3.8.35. Допускается сшивка подрессорника с наружным лепестком затвора нитью не тоньше № 00.
3.8.36. После сшивки наружного лепестка с подрессорником все швы должны быть жирно промазаны с обеих сторон трансформаторным маслом.
3.8.37. Для крепления усиленных элементов уплотняющего затвора к понтону в них просверливают или пробивают отверстия требуемого диаметра.
3.9. Бандажирование стенок резервуаров
3.9.1. Усиление эксплуатирующихся резервуаров бандажами проводится с целью восстановления несущей способности нижних поясов стенки (1 - 4 пояс), имеющих коррозионный износ в пределах до 20 % от первоначальной толщины листа.
3.9.2. Бандажные усиления для подкрепления стенки и повышения несущей способности, надежности конструкции в эксплуатации целесообразно устанавливать на резервуарах вместимостью 1000 - 10000 м3 как полистовой, так и рулонной сборки.
3.9.3. Бандажные усиления представляют собой разъемные стальные кольца, состоящие из 4 - 6 полос (в зависимости от длины полосы и диаметра резервуара, стянутых с помощью резьбовых соединений.
На резервуаре может быть установлено 10 - 20 колец по высоте четырех поясов в зависимости от коррозионного износа металла и геометрического сечения полосы. Необходимое число колец определяется расчетом.
3.9.4. Монтажные работы по установке бандажных усилений следует совмещать с производством ремонта резервуара, подготовленного к выполнению огневых работ.
3.9.5. Решение на усиление резервуара или группы резервуаров бандажами принимается техническими службами нефтебаз, территориальных управлений после получения результатов обследования и комплексной дефектоскопии.
3.9.6. На каждый резервуар, намеченный к производству работ по усилению, должен разрабатываться индивидуальный технический проект с учетом технического состояния резервуара. В проекте приводятся:
краткие сведения о техническом состоянии резервуара;
расчетная часть;
организация монтажных работ;
рекомендации по дальнейшей эксплуатации усиленного резервуара.
3.9.7. Общие положения по бандажированию стенок резервуаров приведены в Рекомендациях по восстановлению несущей способности цилиндрических резервуаров способом усиления стенки стальными кольцевыми бандажами и Рекомендациях по эксплуатации резервуаров, усиленных методом постановки кольцевых бандажей (прил. 1, пп. 58, 59).
3.9.8. Резервуар после завершения комплекса ремонтных работ и монтажа бандажных усилений должен пройти гидравлические испытания согласно п. 3.10.15 настоящего Руководства. По завершении испытаний составляется акт о вводе его в эксплуатацию, в котором указывается предельный уровень наполнения усиленного резервуара.
3.10. Контроль качества ремонтных работ, испытание резервуаров, приемка резервуаров после ремонта
3.10.1. Контроль качества сборочных и сварочных работ при ремонте резервуаров проводится в соответствии с требованиями СНиП III-18-75 (разделы 1 и 4).
3.10.2. Контроль выполненных работ осуществляют:
а) внешним осмотром мест и элементов исправления в процессе сборки, сварки резервуаров с измерением сварных швов;
б) испытанием швов на герметичность;
в) проверкой сварных соединений рентгено- и гамма-просвечиванием или другими физическими методами;
г) окончательным испытанием резервуара на прочность, устойчивость и герметичность.
3.1.0.3. Наружному осмотру подвергаются 100 % всех сварных соединений, выполненных при ремонтных работах.
3.10.4. В клепаных резервуарах подвергаются проверке заклепочные соединения в зонах, прилегающих к ремонтируемому участку. Проверку выполняют простукиванием легким молотком по головкам заклепок (качественные заклепки не издают дребезжащего звука), затем проверяют герметичность вакуум-методом.
3.10.5. Сварные соединения по внешнему виду должны удовлетворять требованиям ГОСТ 8713-79, ГОСТ 5264-80, СНиП III-18-75 (см. пп. 1.3.12 - 1.3.19 части II настоящих Правил).
3.10.6. Все сварные соединения, выполненные в период ремонтных работ, подвергаются 100 %-ному контролю на герметичность вакуум-методом или керосиновой пробой.
3.10.7. Сварные стыковые и нахлесточные соединения стенки, сваренные сплошным швом с наружной стороны и прерывистым с внутренней, проверяют на герметичность путем обильного смачивания их керосином. Контролируемую сторону шва очищают от грязи и ржавчины и окрашивают водной суспензией мела. Окрашенная поверхность должна просохнуть.
Шов смачивают керосином посредством опрыскивания не менее двух раз струёй под давлением из краскопульта, бачка керосинореза или паяльной лампы. Допускается протирать швы 2 - 3 раза тряпкой, обильно смоченной керосином.
Сварные соединения стенки с днищем проверяют на герметичность вакуумкамерой или керосином. В последнем случае сварное соединение с внутренней стороны резервуара окрашивается водной суспензией мела или каолина и после ее высыхания сварные соединения с наружной стороны опрыскивают керосином. Шов обрабатывают керосином не менее двух раз с перерывом 10 мин.
Испытания на герметичность двусторонних нахлесточных сварных соединений и стыковых швов, сваренных на остающейся подкладке, осуществляются введением керосина под давлением 0,1 - 0,2 МПа в зазор между листами или подкладкой планкой через специально просверленные отверстия. Отверстия после проведения испытания заваривают. Перед заваркой отверстия пространство между листками должно быть продуто сжатым воздухом.
На поверхности, окрашенной меловым раствором, после смачивания керосином не должно появляться пятен в течение 12 ч, а при температуре ниже 0 °С - в течение 24 ч.
В зимних условиях для ускорения процесса контроля разрешается смачивать сварные соединения керосином, предварительно нагретым до температуры 60 - 70 °С, в этом случае процесс контроля герметичности сокращается до 1 ч.
3.10.8. Испытание на герметичность сварных соединений днища резервуаров проводится вакуум-методом.
3.10.9. Контролю вакуум-методом подвергают сварные соединения днищ, центральной части плавающей крыши и понтона (нахлесточные и угловые соединения). Контролируемый участок сварного соединения и основного металла шириной до 150 мм с обеих сторон от шва очищают от шлака, масла, грязи и пыли, смачивают индикаторным мыльным раствором (при положительной температуре) или раствором лакричного корня (при отрицательной температуре). Индикаторный раствор, нанесенный на шов, должен быть свободен от пузырьков воздуха. Водный раствор мыла должен применяться только при температуре не ниже -20 °С. Водный же экстракт лакричного корня представляет собой универсальный пенообразующий индикатор как в летнее, так и в зимнее время. Введение в него солей хлористого натрия или хлористого кальция позволяет вести работы по испытанию на герметичность при температуре наружного воздуха до -35 °С. Составы пенных индикаторов в зависимости от времени года приведены в разделе 3 (п. 3.3.8) настоящего Руководства.
На контролируемый участок плотно устанавливают вакуум-камеру (рис. 5), которую подключают к вакуум-насосу.
Разрежение в камере должно составлять не менее 66,5 кПа для сварных соединений листов толщиной 4 мм и не менее 80,0 кПа для соединений листов большей толщины. Перепад давления контролируют при помощи вакуумманометра.
При проверке герметичности сварных соединений на поверхности шва, покрытой индикаторным раствором, не должны появляться пузыри.
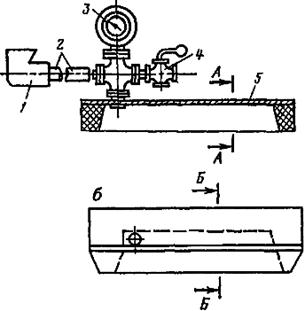
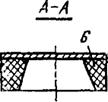
Б-Б

Рис. 5. Вакуумкамеры для испытания герметичности швов:
а - плоская; б - угловая; 1 - вакуум-насос; 2 - шланг; 3 - вакуум-манометр; 4 - кран пробковый; 5 - оргстекло; 6 - губчатая резина
В местах сквозных дефектов возникают пульсирующие (лопающиеся, вновь возникающие и снова лопающиеся) пузырьки.
В местах мельчайших сквозных дефектов обнаруживаются скопления мелких нелопающихся пузырьков.
3.10.10. Испытание на герметичность сварных соединений закрытых коробов понтона и плавающих крыш проводят путем нагнетания в них воздуха компрессором до избыточного давления 1 кПа с одновременным смазыванием всех наружных швов мыльным раствором или другим пенным индикатором.
До начала пневматических испытаний необходимо сварные соединения очистить от шлака и загрязнений, проверить соединения простукиванием металла в зоне шва, тщательно осмотреть их и устранить выявленные дефекты.
Герметичность сварных соединений открытых коробов понтона проверяют вакуум-камерой или керосином.
3.10.11. Испытания на герметичность сварных соединений кровли и обвязочного уголка проводят одним из следующих способов: вакуум-камерой, керосином или внутренним избыточным давлением воздуха. При испытании сварных соединений керосином его впрыскивают под давлением во все нахлесточные соединения изнутри резервуара с нижней стороны кровли. При этом сварные соединения кровли с наружной стороны окрашивают водной суспензией мела или каолина.
Испытания сварных соединений кровли сжатым воздухом проводятся путем создания внутреннего избыточного давления при наполнении герметически закрытого резервуара водой до уровня не менее 1 м или посредством нагнетания воздуха компрессором внутрь резервуара, залитого водой на высоту не менее 1 м, до получения в обоих случаях избыточного давления, превышающего эксплуатационное на 10 %, а для резервуаров повышенного давления - на 25 %.
Для регулирования избыточного давления в кровлю резервуара вваривают специальные трубопроводы. Избыточное давление в резервуаре следует контролировать по показаниям водяного манометра во всех случаях, когда вода (или воздух) поступает и когда подача воды (воздуха) прекращена, так как давление в резервуаре может повышаться в результате повышения температуры наружного воздуха или под влиянием нагрева солнечными лучами.
При испытании сжатым воздухом сварные соединения кровли снаружи смачивают мыльным раствором или другим пенным индикатором.
Примечания: 1. Контроль швов кровли в зимних условиях рекомендуется проводить керосиновой пробой.
2. В резервуарах повышенного давления конструкций (типа ДИСИ и «Гибрид») в процессе испытания герметичности кровли на избыточное давление необходимо при достижении эксплуатационного давления проявлять осторожность (медленно повышать давление) во избежание потери устойчивости торцовой части.
3.10.12. Обнаруженные в процессе испытания на герметичность дефекты в сварных соединениях отмечают мелом или краской, удаляют на длину дефектного места плюс 15 мм с каждого конца и заваривают вновь.
Исправленные дефекты в сварных соединениях должны быть вновь подвергнуты повторному контролю на герметичность. Исправлять одно и то же дефектное место разрешается не более двух раз.
Примечания: 1. Исправление негерметичных сварных соединений зачеканкой запрещается.
2. Обнаруженные дефекты в сварных соединениях кровли резервуара (неповышенного давления) устраняют повторной подваркой без удаления дефектных участков.
3.10.13. Отремонтированные участки сварных стыковых соединений окраек днища и вертикальных стыковых соединений первого пояса и 50 % соединений второго, третьего и четвертого поясов (преимущественно в местах пересечений этих соединений с горизонтальными) резервуаров вместимостью 2000 м3 и более подвергаются контролю просвечиванием (рентгено- или радиографированием). Оценка качества сварных соединений по данным просвечивания осуществляется в соответствии с требованиями ГОСТ 7512-82. Швы сварных соединений. Методы контроля просвечиванием проникающими излучениями.
Примечания: 1. Просвечивание осуществляется до гидравлического испытания резервуара.
2. Допускается контроль швов ультразвуковым методом с последующим просвечиванием дефектных и сомнительных мест.
3. В резервуарах вместимостью до 1000 м3 с разрешения главного инженера предприятия допускается контроль качества сварных швов керосином.
4. Сварные соединения двух нижних поясов стенки резервуаров вместимостью 2000 м3 и более, изготовленных из кипящей стали, после среднего или капитального ремонта должны подвергаться 100 %-ному контролю просвечиванием.
3.10.14. Если при просвечивании будут обнаружены недопустимые дефекты, то необходимо выявить границы дефектного участка путем дополнительного контроля вблизи мест с выявленными дефектами. Если при дополнительном контроле будут также обнаружены недопустимые дефекты, то контролю подвергаются все сварные соединения.
Выявленные дефектные сварные соединения или их участки должны быть исправлены и вновь проварены.
3.10.15. Окончательные испытания резервуара на прочность, устойчивость и герметичность проводят в случае среднего или капитального ремонта основания, днища, окрайков, стенки, покрытия и анкерных устройств (за исключением работ по герметизации и устранению мелких дефектов отдельных мест кровли, днища и верхних поясов стенки) посредством заполнения резервуара водой на полную высоту и создания соответствующего избыточного давления и вакуума в соответствии с требованиям СНиП III-18-75 Инструкции по изготовлению и монтажу вертикальных цилиндрических резервуаров ВСН 311-81 ММСС СССР.
3.10.16. B процессе испытания ведется наблюдение за появлением возможных дефектов в отремонтированных местах (в стыковых соединениях стенки, сопряжении стенки с днищем и других ответственных соединениях).
Если в процессе испытания по истечении 24 ч на поверхности стенки резервуара или по краям днища не появятся течи и если уровень не будет снижаться, то резервуар считается выдержавшим гидравлическое испытание.
3.10.17. После окончания гидравлического испытания резервуара и спуска воды для проверки качества отремонтированного основания (равномерность осадки) проводится нивелирная съемка по периметру резервуара не менее чем в восьми точках и не реже чем через 6 м.
3.10.18. Контроль геометрической формы стенки после исправления значительных выпучин и вмятин осуществляется путем измерения отклонения середины и верха каждого пояса по отношению к вертикали, проведенной из нижней точки первого пояса в местах исправлений. Измерения отклонений стенки резервуара от вертикали при наполнении его до расчетного уровня проводят по отвесу, геодезическими и другими способами.
3.10.19. Качество ремонта металлического понтона (плавающей крыши) и уплотняющего затвора проверяют путем подъема и опускания понтона при заполнении резервуара водой.
При подъеме и опускании понтона (плавающей крыши) ведется контроль за работой уплотняющего затвора с целью выявления возможного заклинивания, неплотного прилегания, перекосов и неплавного его хода.
Места дефектов фиксируют и устраняют.
3.10.20. После выполнения комплекса окончательных испытаний и при отсутствии дефектов в виде свищей, трещин, вмятин или значительных деформаций, превышающих допустимые согласно СНиП III-18-75, испытание считается законченным и в установленном порядке составляется акт о сдаче резервуара в эксплуатацию.
3.10.21. Резервуар принимают в эксплуатацию после среднего и капитального ремонтов (при выполнении работы подрядной организацией) комиссией с участием представителей от организаций, эксплуатирующих резервуар и осуществляющих ремонт, назначаемой вышестоящей организацией.
При выполнении работ силами предприятия комиссия назначается руководством этого предприятия.
3.10.22. Резервуар после ремонтных работ принимают на основе дефектной ведомости и проектно-сметной документации с приложением актов на работы, выполненные при ремонте.
В зависимости от типа ремонтных работ прилагается следующая документация:
а) дефектная ведомость (при нескольких дефектах);
б) чертежи, необходимые при ремонте;
в) проект производства работ по ремонту резервуара (ППР) или технологическая карта ремонта отдельных мест или узлов;
г) документы (сертификаты и другие документы), удостоверяющие качество металла, электродов, электродной проволоки, флюсов, клея и прочих материалов, примененных при ремонте;
д) акты приемки основания и гидроизолирующего слоя;
e) копии удостоверений (дипломов) о квалификации сварщиков, проводивших сварку конструкции при ремонте, с указанием присвоенных им цифровых или буквенных знаков;
ж) акты испытания сварных соединений днища, стенки, кровли, понтона (плавающей крыши) на герметичность;
з) заключения по качеству сварных соединений стенки и окрайков днища со схемами расположения мест контроля при физических методах контроля;
и) журнал проведения ремонтных работ и журнал сварочных работ или другие документы, указывающие атмосферные условия в период ремонта;
к) документы о согласовании отклонений от чертежей и ППР, если при ремонте такие отклонения были допущены;
л) результаты нивелирной съемки по наружному контуру днища и самого днища; результаты измерений геометрической формы стенки, в том числе и местных отклонений;
м) результаты измерений местных отклонений кровли (для резервуаров повышенного давления);
н) результаты измерений зазоров между стенкой и понтоном (при замене элементов стенки и коробов понтона);
о) результаты измерений вертикальности установки направляющих понтона (плавающей крыши);
п) акт на устройство антикоррозионного покрытия анкерные болтов в случае их ремонта;
р) документы, подтверждающие марку бетона, примененного для ремонта железобетонных плит фундаментов противовеса;
с) акт на послойное трамбование грунта над плитами-противовесами;
т) акт опробования оборудования (клапанов, задвижек и т.п.);
у) градуировочная таблица после ремонта резервуара, связанного с изменением его объема;
ф) акт проверки омического сопротивления заземления.
3.10.23. Комиссией составляется акт о приемке и вводе резервуара в эксплуатацию с приложением документации на выполненные работы.
Акт на приемку резервуара утверждает директор (главный инженер) предприятия, эксплуатирующего резервуар.
Документация на приемку и выполненные работы по ремонту резервуара хранится вместе с паспортом.
4. КАРТЫ ПРИМЕРНЫХ ИСПРАВЛЕНИЙ ДЕФЕКТОВ В СТАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРАХ
Карты примерных исправлений дефектов в стальных цилиндрических резервуарах распространяются на все случаи устранения дефектов (трещин, непроваров, вмятин и т.п.), обнаруженных в период их эксплуатации.
Карты являются иллюстрированным дополнением общих указаний, приведенных в настоящем Руководстве.
В картах приведены наиболее часто встречающиеся случаи образования дефектов в конструкциях металлических резервуаров и даны примеры устранения этих дефектов.
Трещины и другие дефекты, обнаруженные не в сварных соединениях, а в околошовной зоне, должны быть устранены аналогично методам, приведенным в указанных картах.
Дефекты, возникающие в конструкциях резервуаров, не предусмотренные настоящими картами, должны устраняться по отдельным решениям с разработкой технологии применительно к изложенным в картах случаям.
Дефекты в конструкциях могут устраняться организацией, проводящей ремонтные работы, по специально разработанной и согласованной с заказчиком технологии.
4.1. Карты ремонта оснований стальных вертикальных цилиндрических резервуаров
Карта 4.1.1
Дефект
Неравномерная осадка основания резервуара А, превышающая допуски и вызывающая неравномерную осадку резервуара.
Метод исправления I
1. На участке осадки резервуара приваривают через 2,5 - 3 м ребра жесткости Б на расстоянии 0,4 м от днища. Сварной шов 8×100 мм через 1500 мм.
2. Под ребра жесткости устанавливают домкраты. Резервуар поднимают выше осадки на 40 - 60 мм.
3. Подбирают грунтовую смесь (супесчаный грунт, пропитанный битумом).
4. Резервуар опускают на основание. Ребра удаляют.
5. Смеси подбивают трамбовками: под днищем - вертикальными слоями, за пределами днища - горизонтальными слоями.
Откосы выполняют в соответствии с требованиями основного проекта.
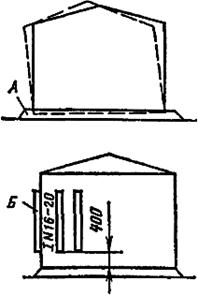
Метод исправления II
1. На участке осадки резервуара приваривают через 10 - 12 м в 2 - 3 местах патрубки Б из трубы диаметром 520 мм (толщиной 8 - 10 мм) на расстоянии 0,6 - 0,8 м от днища.
2. С помощью трубоукладчика Q-60тс резервуар поднимается за один из патрубков на высоту, превышающую величину осадки на 40 - 60 мм.
3. Подбивают грунтовую смесь с помощью специальных штанг-трамбовок.
4. Резервуар опускают на основание. Патрубки удаляют.
Карта 4.1.2
Дефект
Зазоры между бетонным кольцом основания А и окрайками днища Б до 100 мм на значительном протяжении периметра корпуса резервуара В.
Метод исправления
1. Зазоры между бетонным кольцом и днищем утрамбовывают бетоном марки не ниже 100.
2. При необходимости работы по восстановлению вертикальности стенки резервуара выполняют в соответствии с требованиями карты 4.1.1.
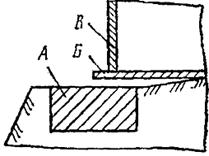
Карта 4.1.3
Дефект
Значительная равномерная осадка основания резервуара А, превышающая допуски в районах с недостаточно устойчивыми грунтами.
А
Метод исправления
1. Вокруг резервуара на расстоянии 1 м от него устраивают монолитное бетонное (бутобетонное) кольцо Б. Верх кольца должен быть ниже основания не менее чем на 50 мм.
2. Отмостки В устраивают по требованиям основного проекта.
3. Подводящие трубопроводы должны обеспечить возможность осадки за счет гибких вставок или компенсирующих устройств.
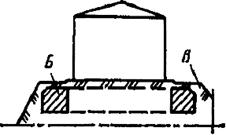
Карта 4.1.4
Дефект
Местная просадка основания А под днищем резервуара Б (вне зоны окрайков) глубиной более 200 мм на площадке более 3 м2.
Метод исправления
1. В днище резервуара Б на участке пустоты вырезают отверстие В диаметром 200 - 250 мм для подбивки грунтовой смеси Г.
В зависимости от площади просадки основания, а также удобства подбивки при необходимости вырезают дополнительные отверстия.
2. Пустоту засыпают грунтовой смесью Г (супесчаным грунтом, пропитанным битумом) и уплотняют глубинным вибратором, пневмотрамбовкой вручную.
3. Вырезанное в днище отверстие закрывают круглой накладкой Д диаметром более отверстия на 100 мм и толщиной не менее толщины днища резервуара.
4. Накладку с днищем сваривают по всему контуру плотным швом.
Примечание. В случае пропитки основания в зоне дефектного места нефтепродуктом допускается выемка гидрофобного грунта в указанной зоне глубиной 200 - 250 мм с последующей засыпкой и уплотнением сухим песком в соответствии с требованиями п. 9 Руководства.
А Б
Б В Г Д
Нет рисунка
Карта 4.1.5
Дефект
Днище резервуара А не просело, а основание Б частично осыпалось. Между днищем и основанием образовался зазор.
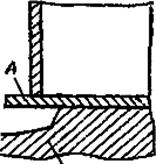
Метод исправления
1. На разрушенном участке подбивают грунтовую смесь пневмотрамбовкой или вручную (супесчаный грунт, пропитанный битумом).
2. За пределами резервуара укладывают слой песчаного грунта В, а сверх него утрамбовывают изолирующий слой.
3. Откосы основания Г выполняют согласно проекту.
Примечание. При ведении ремонтных работ в зимних условиях смесь для изолирующего слоя перед укладкой необходимо подогревать до 50 - 60 °С.
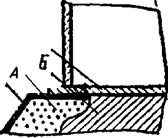
Карта 4.1.6
Дефект
Значительная равномерная просадка стенки резервуара по всему периметру до 250 мм с резким перегибом окрайки днища на расстоянии до 500 мм от стенки; сварные соединения днища не нарушены.
Метод исправления
1. На отдельных участках стенки резервуара на расстоянии 0,4 м от днища приваривают через 2,5 - 3 м по периметру ребра жесткости (см. карту 4.1.1).
2. Под ребра жесткости устанавливают домкраты. Участок стенки поднимают выше просадки на 50 мм.
3. Распускают сварные соединения приварки окраек к центральной части днища и стенки резервуара. Окрайки разрезают на отдельные участки и удаляют из резервуара.
4. Укладывают слой гидрофобного грунта до проектной отметки основания и уплотняют трамбовкой.
5. Подводят под стенку окрайки днища с технологической подкладкой. Окрайки между собой сваривают встык, поджимают к стенке и приваривают двусторонним тавровым швом.
6. Сваривают внахлест окрайки с центральной частью днища.
7. Стенку опускают на основание, снимают домкраты и удаляют ребра жесткости.
8. Все сварные соединения проверяют на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
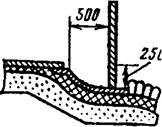
4.2. Карты ремонта днищ стальных вертикальных цилиндрических резервуаров
Карта 4.2.1
Дефект
Продольная трещина А в сварном стыковом соединении окрайки днища, не доходящая до уторного уголка Б; в резервуарах без уторного уголка - до корпуса В. Остальное выполнено качественно.
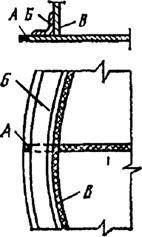
Метод исправления
1. Расчищают дефектное место, выявляют границу трещины и конец ее Г засверливают сверлом диаметром 6 - 8 мм.
2. Разделывают кромки трещины с зазором между ними 2 ± 1 мм.
3. Сварку дефектного места осуществляют на технологической подкладке Д в два слоя или более от засверловки до наружного края окрайки с обязательным выводом шва на технологическую подкладку.
4. Видимый конец технологической подкладки обрезают.
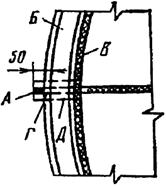
Карта 4.2.2
Дефект
Радиальная трещина А длиной не более 100 мм в окрайке днища Б, не доходящая до уторного уголка В или стенки Г снаружи или внутри резервуара.
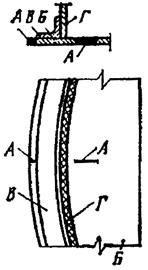
Метод исправления
1. Расчищают дефектное место трещины и концы ее Д засверливают сверлом диаметром 6 - 8 мм.
2. Разделывают кромки трещины с зазором между ними 2 ± 1 мм.
3. Сварку дефектных мест осуществляют на технологической подкладке Е в два слоя или более. Направление сварки указано стрелками, при сварке трещины на наружной части окрайки днища последовательность сварки принимается по карте 4.2.1.
4. Видимый конец технологической подкладки обрезают.
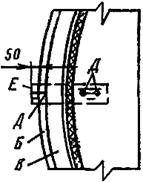
Карта 4.2.3
Дефект
Продольная трещина А в сварном стыковом соединении сегментной окрайки днища Б, не имеющей остающейся технологической подкладки. Трещина дошла до упорного уголка В или прошла под горизонтальной полкой, или вышла на горизонтальную полку уторного уголка и прошла под стенку Г резервуара, но не вышла на основной металл днища.

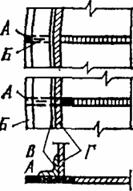
Метод исправления
1. Расчищают дефектное место, вырезают уторный уголок длиной 500 мм (по 250 мм симметрично в обе стороны от трещины).
2. Выявляют границу трещины и конец ее Д засверливают сверлом диаметром 6 - 8 мм.
3. Разделывают кромки трещины с зазором между ними 2 ± 1 мм.
4. Сварку дефектного места окрайки осуществляют на технологической подкладке Е в два слоя или более. Сварку ведут одновременно два сварщика из-под стенки в противоположные стороны.
5. Приваривают стенку к сегментным окрайкам днища в месте вырезки уторного уголка.
6. Приваривают торцы уторного уголка к стенке и сегментным окрайкам днища герметичным швом. Направление и очередность сварки оказаны стрелками и цифрами.
7. Видимый конец технологической подкладки обрезают.
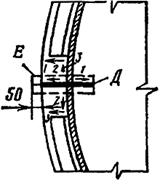
Карта 4.2.4
Дефект
Продольная трещина А в сварном стыковом соединении сегментной окрайки днища Б, не имеющем технологической подкладки. Трещина прошла под уторный уголок В и стенкой резервуара Г вовнутрь и распространилась на основной металл днища Д.
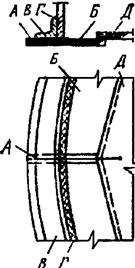
Метод исправления
1. Расчищают дефектное место, вырезают уторный уголок длиной 500 мм симметрично в обе стороны от трещины.
2. Выявляют границы трещины и конец ее Е засверливают сверлом диаметром 6 - 8 мм.
3. Разделывают кромки трещины с зазором между ними 2 ± 1 мм.
4. Сварку дефектного места осуществляют на технологической подкладке Ж в два слоя и более. Сварку ведут одновременно два сварщика из-под стенки в противоположные стороны.
5. Приваривают стенку к сегментной окрайке днища в месте вырезки уторного уголка.
6. Приваривают торцы уторного уголка к стенке и сегментным окраинам днища. Направление и очередность сварки указаны стрелками и цифрами.
7. Видимый конец технологической подкладки обрезают.
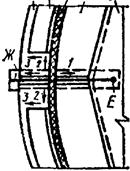
Карта 4.2.5
Дефект
То же, что и на карте 4.2.4, при сварке сегментных окрайков днища на остающихся технологических подкладках.
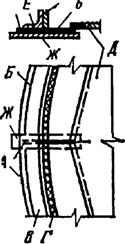
Метод исправления
1. То же, что и в карте 4.2.4, со следующими дополнительными операциями:
а) после разделки кромок трещины (п. 3) на расстоянии 150 мм от засверленного отверстия вырезают в листе днища круглое отверстие диаметром 100 мм;
б) через вырезанное отверстие подводят дополнительную технологическую планку И;
в) сварку выполняют по пп.4, 5, 6 карты 4.2.4;
г) на круглое отверстие в днище подгоняют внахлест круглую кладку К толщиной, равной толщине листа, и диаметром 200 мм и приваривают по всему контуру швом с катетом 4 - 5 мм.
Направление и очередность сварки указаны стрелками и цифрами.
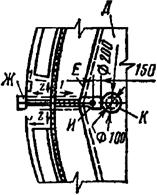
Карта 4.2.6
Дефект I
Поперечная трещина А в сварном стыковом соединении окраек днища Б, распространившаяся на основной металл окраек.
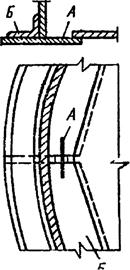
Дефект II
Трещина А по основному металлу окрайки днища Б внутри или снаружи резервуара.
Метод исправления
1. Расчищают дефектное место, устанавливают границы вырезаемого участка: ширина не менее длины трещины плюс 500 мм, а длина - по ширине окраек.
2. Вырезают уторный уголок на длине не менее 1500 мм симметрично в обе стороны от границы вырезаемого участка.
3. Выплавляют нахлесточное соединение приварки днища к окрайкам 3 и угловой шов приварки стенки к окрайкам 4.
4. Приподнимают участок днища в месте нахлесточного шва 3.
5. Вырезают дефектный участок окраек днища.
6. Взамен вырезанного участка подгоняют встык вставку с зазорами 3 ± 1 мм.
7. Сварку вставки осуществляют в два слоя или более на технологических подкладках. Очередность и направление сварки указаны стрелками и цифрами.
Сварные соединения 2, 3, 5 выполняют по аналогии с требованиями карты 4.2.3, пп. 4, 5, 6.
8. Видимые концы технологических подкладок обрезают.
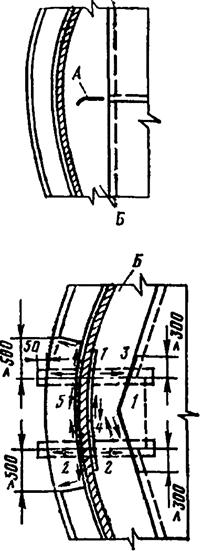
Карта 4.2.7
Дефект
Продольная трещина в сварном стыковом соединении или нахлесточном соединении полотнища днища с выходом А или без выхода Б на основной металл. Аналогичные трещины в местах пересечения соединений.
Метод исправления
1. Расчищают дефектное место, выявляют границы трещины и концы ее засверливают сверлом диаметром 6 - 8 мм.
2. Разделывают кромки трещины с последующей их сваркой.
3. Подгоняют к полотнищу днища в нахлестку накладку В толщиной не менее толщины днища резервуара и размером, превышающим длину трещины не менее чем на 250 мм. Края накладки должны иметь закругления радиусом не менее 50 мм.
4. Сварку накладки с днищем осуществляют по всему контуру швом с катетом не более 4 - 5 мм.
Карта 4.2.8
Дефект
Выпучина или хлопун А высотой более 200 мм на площади более 3 м2 с плавным переходом на днище резервуара.
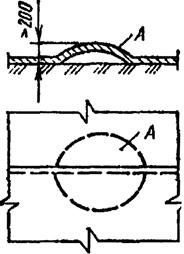
Метод исправления
1. В вершине хлопуна А вырезают отверстие Б диаметром 200 - 500 мм в зависимости от площади хлопуна и удобства подбивки грунтовой смеси Г. В необходимых случаях вырезают дополнительное отверстие.
2. Пазуху засыпают грунтовой смесью Г (супесчаный грунт, пропитанный битумом), уплотняют глубинным вибратором, пневмотрамбовкой или трамбовкой вручную.
3. Подгоняют круглую накладку В диаметром более отверстия на 100 мм и толщиной не менее толщины днища резервуара.
4. Сварку накладки с днищем выполняют по всему контуру швом с катетом не более 4 - 5 мм.
Г В Б
![]()
Карта 4.2.9
Дефект
Выпучина или хлопун А высотой более 200 мм, площадью более 3 м2 сложной конфигурации или вытянутой формы в одном направлении с плавным переходом на днище резервуара.
А А
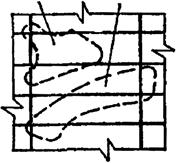
Метод исправления
1. Выявляют границы дефектного участка А и намечают линию разреза Б.
2. По концам линии разреза вырезают круглые отверстия В диаметром не более 100 мм.
3. Разрезают (вырезают) полотнище днища по намеченной линии.
4. Концы полотнища днища в месте разреза поджимают к основанию. Максимальная высота хлопуна или выпучины должна быть не более 100 мм после поджатия.
5. Подгоняют по месту разреза полосовую накладку Г с нахлестом не менее 30 - 40 мм от краев разреза (выреза).
6. В случае нескольких разрезов, выходящих из одного отверстия, под него подводят подкладку Д толщиной не менее 5 мм.
7. Сварку накладки и подкладки осуществляют по всему контуру швом с катетом не более 4 - 5 мм.
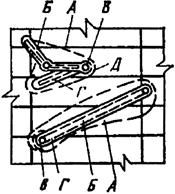
Карта 4.2.10
Дефект
Выпучина - складка на днище с резкими перегибами и изломами.
Метод исправления
1. Выявляют границы дефектного участка, подлежащего удалению, в зависимости от конкретных размеров дефекта.
2. Распускают сварные швы в районе выпучины и удаляют деформированные листы.
3. В случае необходимости исправляют гидроизолирующий слой.
4. Удаленные листы заменяют новыми и подгоняют с листами полотнища днища внахлестку по коротким и длинным кромкам.
5. Сварку выполняют герметичными швами с катетом не более 5 мм. Направление и последовательность сварки показаны стрелками и цифрами.
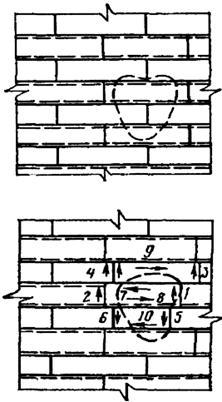
Карта 4.2.11
Дефект
Центральная опорная стойка поднялась и вырвала часть днища. Основание пропитано нефтепродуктом.
Метод исправления
1. Расчищают дефектное место, устанавливают и размечают границу дефектного участка днища, подлежащего удалению.
2. Высверливают по разметке ручной дрелью (пневмозубилом) под слоем технического вазелина дефектное место.
3. Под днище подбивают глиняный замок, отстоящий от кромок дефектного места более чем на 200 мм. Толщина глиняного замка должна быть не менее 150 мм.
4. Обрабатывают и зачищают от задиров кромки днища.
5. Подгоняют внахлестку на 50 - 100 мм накладку из металла толщиной, равной толщине днища.
6. Накладку сваривают с днищем.
7. Герметичность сварных соединений отремонтированного участка проверяют вакуум-методом.
Карта 4.2.12
Дефект
Коррозионные повреждения площадью 1 м2 отдельных листов внутренней поверхности днища - группа раковин А, точечные углубления осповидного типа Б глубиной более 1,5 мм и сквозные отверстия В.
Метод исправления
Дефект устраняется по аналогии с требованиями карты 4.2.10.
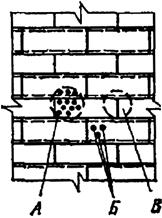
Карта 4.2.13
Дефект
Днище резервуара прокорродировано полностью.
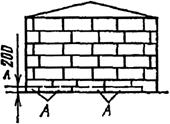
Метод исправления I
1. Днище заменяют участками А.
2. Последовательно на высоту не менее 200 мм отрезают стенку с участком окрайков и днище. Длина первого участка превышает последующие на 500 мм.
3. Отрезанный участок вытягивают из резервуара, подводят окрайки Б с технологическими подкладками В.
4. Сваривают окрайки между собой, вертикально устанавливают полосовую сталь Г с нахлестом 50 - 70 мм и приваривают двусторонним швом к окрайкам и нахлесточным швом к стенке резервуара.
5. После смены окрайков и участка стенки собирают днище Д и сваривают поперечные швы, затем продольные. Последовательность сварки указана на рисунке.
6. В необходимых случаях ремонтируют изоляционный слой.
7. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
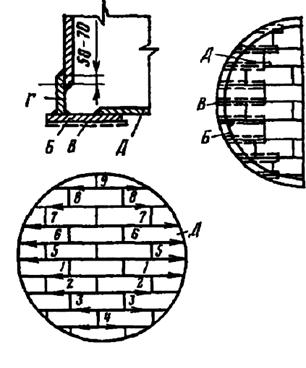
Метод исправления II
1. В первом поясе стенки вырезают монтажное «окно» 2000×1500 мм.
2. На существующее днище укладывают слой гидрофобного грунта А не менее 50 мм, выравнивают грунт по проектному уклону, уплотняют трамбовками и нивелируют.
3. Собирают внахлест и сваривают полотно днища 5. При этом сначала сваривают листы по коротким, затем по длинным кромкам. Сварку ведут от центра к краям листа в два слоя.
4. В стенке последовательно прорезают окна и вставляют окрайки днища В с технологической подкладкой Г на прихватках. Окрайки между собой сваривают встык, поджимают к стенке и приваривают двумя тавровыми швами.
5. Сваривают внахлест кольцо окрайки с полотнищем днища и заваривают окно стенки (см. карту 4.3.3).
6. Направление и последовательность указаны стрелками и цифрами.
7. Все сварные соединения испытывают на герметичность и проводят гидравлическое испытание резервуара наливом воды до расчетного уровня.
Карта 4.2.14
Дефект
Коррозионные повреждения отдельных листов внутренней поверхности днища клепаного резервуара на значительной площади (группы раковин, точечные углубления осповидного типа и сквозные отверстия).
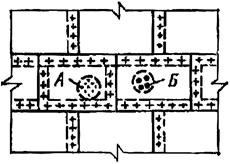
Метод исправления
1. Расчищают дефектное место, выявляют границу дефектного участка.
2. Группу раковин Б, удаленных от заклепочных полей, перекрывают листом толщиной 4 мм и сваривают по контуру.
Примечание. Углы листа закругляют, в средней части сверлят отверстие диаметром 8 - 10 мм и нарезают резьбу для постановки болта (пробки) В.
3. Группу точечных углублений А, расположенных у заклепочных полей, исправляют в соответствии с требованиями п. 2 с дополнительной подгонкой в один уровень подкладок Г, привариваемых герметичным швом к днищу и к листу.
Примечание. До сварки клепаных днищ с новыми элементами металл днища проверяют на свариваемость.
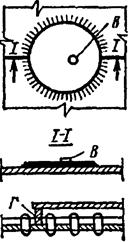
Карта 4.2.15
Дефект
Днище клепаного резервуара прокорродировано полностью.
Метод исправления
1. В стенке резервуара последовательно размечают и вырезают окна А высотой 200 мм и длиной 3 м вместе с уторным уголком.
2. В резервуар подают гидрофобный грунт Б, разравнивают и уплотняют по всей площади днища (толщиной 50 мм).
3. На гидрофобный слой укладывают листы нового днища. Листы нового днища сваривают внахлест в соответствии с требованиями карты 4.2.12.
4. В местах заклепочных вертикальных соединений стенки на высоту 100 мм от верха окна головки заклепок срубают, а заклепки высверливают. Диаметр сверла принимают больше на 1 - 2 мм диаметра заклепки.
5. Подгоняют с наружной стороны резервуара внахлест полосовую накладку В толщиной, равной толщине листа первого пояса.
6. Накладки сваривают между собой встык, в местах отверстий их просверливают. В высверленные отверстия устанавливают смазанные синтетической смолой чистые болты из стали марки Ст35 и Ст40.
7. После сварки полосовой стали со стенкой в зоне заклепочного соединения болты затягивают.
8. По окончании всех работ болты проверяют на герметичность.
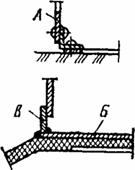
Карта 4.2.16
Дефект
Трещина А в сварном шве окрайки Б днища с выходом на основной металл.
Стенка В клепаная с уторным уголком Г.
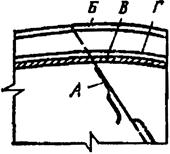
Метод исправления
1. Расчищают дефектное место, устанавливают границы трещины А.
2. Конец трещина засверливают сверлом диаметром 6 - 8 мм.
3. Изготавливают и подгоняют штампованный или сварной компенсатор Д.
4. Вырезают и удаляют участок окрайки Е внутри резервуара.
5. Устанавливают компенсатор Д и обваривают по контуру Ж.
6. По окончании работ сварное соединение проверяют на герметичность.
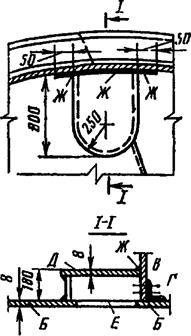
4.3. Карты ремонта стенки стальных вертикальных цилиндрических резервуаров
Карта 4.3.1
Дефект
Трещина А по сварному шву или основному металлу уторного уголка Б, распространившегося на основной металл листа первого пояса стенки резервуара В на длину не более 100 мм.
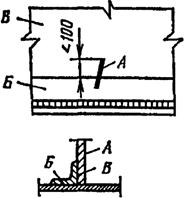
Метод исправления
1. Вырезают уторный уголок Б длиной не менее 500 мм симметрично в обе стороны от трещины.
2. Выявляют границы трещины и концы ее Г засверливают сверлом диаметром 6 - 8 мм.
3. Разделывают кромки трещины с зазором между ними 2 ± 1 мм.
4. Сварку дефектного места ведут с двух сторон.
5. Сваривают стенку В резервуара в месте выреза уторного уголка Б с окрайкой днища Д тавровым швом.
6. Приваривают торцы уторного уголка Б к стенке резервуара В и окрайку днища Д. Направление и последовательность сварки указаны стрелками и цифрами.
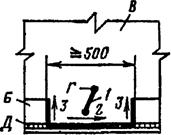
Карта 4.3.2
Дефект
Трещина А по стыковому соединению окрайка днища Б, распространившаяся внутрь резервуара с выходом на основной металл первого пояса стенки В длиной не более 100 мм.
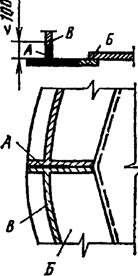
Метод исправления
1. Дефект в сварном соединении окрайки и на днище исправляют по аналогии с требованиями карт 4.2.3 - 4.2.5.
2. Затем исправляют дефект на стенке резервуара. Разделенные кромки сваривают с двух сторон за два прохода или более.
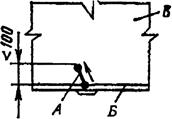
Карта 4.3.3
Дефект 1
Трещина А по сварному шву или основному металлу уторного уголка Б, распространившаяся на основной металл листа первого пояса стенки В резервуара на длину более 100 мм.
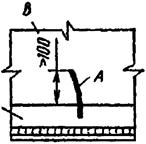
Дефект II
Продольная трещина А по сварному шву вертикального стыка листов первого пояса стенки Б резервуара, начинающаяся от горизонтального шва уторного уголка В и распространившаяся на длину более 150 мм.
Метод исправления
1. Расчищают дефектное место, выявляют границы трещины, засверливают сверлом диаметром 8 мм и вырезают уторный уголок Б длиной не менее 1500 мм в обе стороны от трещины.
2. Вырезают дефектный участок листа первого пояса стенки резервуара В шириной не менее 1000 мм на всю высоту пояса.
3. Распускают сварные горизонтальные швы между первым В и вторым Г поясами стенки в обе стороны от вырезанного дефектного участка по 500 мм.
4. Разделывают кромки листа первого пояса и вставки Д, вставку подгоняют встык и внахлестку и сваривают с двух сторон.
5. Сваривают лист первого пояса и вставку в месте выреза уторного уголка с окрайкой днища Б с двух сторон.
6. Приваривают торцы уторного уголка к стенке и окрайке днища. Направление и последовательность сварки указаны стрелками и цифрами.
7. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
Карта 4.3.4
Дефект
Поперечная трещина А по стыковому сварному шву вертикального стыка стенки Б резервуара, распространившаяся на основной металл.
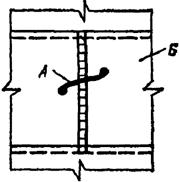
Метод исправления
1. Расчищают дефектное место, выявляют границы трещины, засверливают ее сверлом диаметром 8 мм и вырезают дефектный участок листа стенки Б резервуара на всю высоту пояса шириной по 250 мм от конца трещины, но не менее 1000 мм.
2. Распускают сварные горизонтальные швы между поясами стенки Б резервуара в обе стороны от вырезанного дефектного участка по 500 мм.
3. Разделывают кромки листа пояса и вставки В, вставку подгоняют встык и внахлестку и сваривают с двух сторон обратноступенчатым методом.
4. Направление и последовательность сварки указаны стрелками и цифрами.
5. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом поды до расчетного уровня.
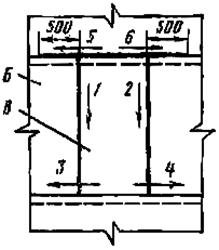
Карта 4.3.5
Дефект
Продольные трещины А или одна трещина в пересечении сварных соединений стенки Б резервуара.
Метод исправления
1. Расчищают дефектное место, выявляют границы трещины и концы ее засвёрливают сверлим диаметром 8 мм и вырезают отверстие в стенке Б резервуара диаметром, равным длине трещины плюс 500 мм с центром в точке пересечения сварных швов.
2. С внутренней стороны резервуара вплотную к стенке подгоняют внахлестку накладку В диаметром более отверстия на 150 мм и толщиной, равной толщине листов стенки.
3. Сварку накладки со стенкой выполняют сплошными швами сначала с наружной 1, а затем с внутренней стороны 2 резервуара обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
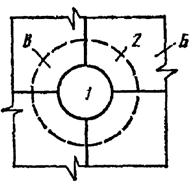
Карта 4.3.6
Дефект
Продольная трещина А в сварном шве вертикального стыка стенки Б резервуара, начинающаяся вблизи горизонтального шва и распространившаяся на длину не более 150 мм.
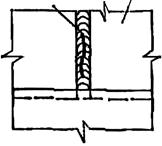
Метод исправления
1. Расчищают дефектное место, выявляют границы трещины и концы ее В засверливают сверлом диаметром 6 - 8 мм.
2. Разделывают кромки трещины с зазором между ними 1 - 2 мм.
Дефектное место сваривают с двух сторон.
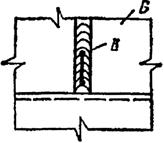
Карта 4.3.7
Дефект I
Продольная трещина А в сварном шве вертикального стыка стенки Б резервуара, начинающаяся от горизонтального шва и распространившаяся на длину более 150 мм.
Дефект II
Трещина А по основному металлу листа стенки Б резервуара вблизи вертикального и горизонтального швов или вблизи горизонтального шва.
Метод исправления
1. Расчищают дефектное место, выявляют границы трещины и концы ее засверливают сверлом диаметром 6 - 8 мм, вырезают дефектный участок листа шириной не менее 1000 мм на всю высоту пояса стенки Б резервуара.
2. Распускают сварные горизонтальные швы между поясами стенки Б в обе стороны от вырезанного дефектного участка по 500 мм.
3. Разделывают кромки листа пояса и вставки В; вставку подгоняют встык и внахлестку и сваривают с двух сторон обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
4. Направление и последовательность сварки указаны стрелками и цифрами.
5. Все сварные соединения испытывают на герметичность и проводят гидравлическое испытание резервуара наливом воды до расчетного уровня.
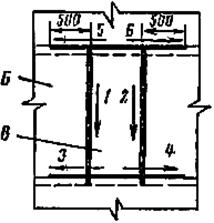
Карта 4.3.8
Дефект
Продольная трещина А по сварному шву вертикального стыка листов пояса стенки Б резервуара, начинающаяся от горизонтального шва уторного уголка В и распространившаяся на длину не более 150 мм.
Метод исправления
1. Вырезают уторный уголок В длиной не менее 500 мм симметрично в обе стороны от трещины.
2. Расчищают дефектное место, выявляют границы трещины и концы ее Г засверливают сверлом диаметром 6 - 8 мм.
3. Разделывают кромки трещины с зазором между стенками 2 ± 1 мм.
4. Сваривают дефектный лист с двух сторон 1.
5. Приваривают стенку резервуара в месте выреза уторного уголка к окрайку Д днища швами 2, 3.
6. Приваривают торцы уторного уголка В к окрайку днища и стенке резервуара швами 4, 5. Направление и последовательность сварки указаны стрелками и цифрами.
Карта 4.3.9
Дефект I
Трещина А по основному металлу первого пояса стенки Б резервуара, идущая от сварного шва воротника В люка-лаза Г, или трещина в сварном шве воротника на приемо-раздаточном патрубке с выходом на основной металл первого пояса.
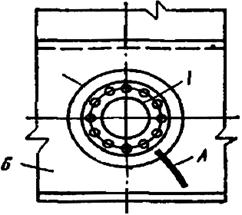
Дефект II
Трещина или непровар А глубиной до 3 мм в продольном стыковом соединении патрубка люка-лаза Б, идущая вдоль сварного шва и входящая под воротник.
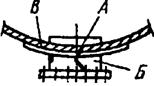
Метод исправления
1. Вырезают дефектный участок с трещиной листа первого пояса стенки Б резервуара симметрично в обе стороны от оси люка-лаза или приемо-раздаточного патрубка шириной не менее 2000 мм на всю высоту пояса.
2. Распускают сварные горизонтальные швы в обе стороны от вырезанного дефектного участка по 500 мм.
3. Заготовляют вставку по размеру вырезанного участка и в нее вваривают люк-лаз или патрубок.
4. Разделывают кромки стыковых соединений листа и вставки Д, вставку подгоняют встык и внахлестку и сваривают с двух сторон обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
5. Направление и последовательность сварки указаны стрелками и цифрами.
6. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
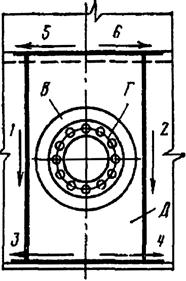
Карта 4.3.10
Дефект I
Поперечная трещин А в сварных швах стенки резервуара - сквозная или несквозная.
Дефект II
Продольная несквозная трещина длиной не более 150 мм, не выходящая на основной металл Б.
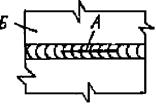
Метод исправления
1. Выявляют границы трещины и концы ее В засверливают сверлом диаметром 6 - 8 мм.
2. Разделывают кромки трещины с зазором между ними 2 ± 1 мм.
3. Сваривают дефектное место с двух сторон,
В Б
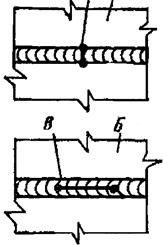
Карта 4.3.11
Дефект I
Многократная наварка А на участок сварного соединения и лист стенки Б резервуара в дефектном месте.
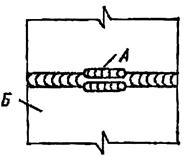
Дефект II
Коррозия А сварного шва, околошовной зоны, а также основного металла стенки Б на длине не более 500 мм.

Метод исправления I
1. Вырезают дефектное место по кругу диаметром, большим длины дефекта на 100 мм (но не менее 300 мм).
2. С внутренней стороны резервуара вплотную к стенке Б подгоняют внахлестку накладку В диаметром, большим диаметра отверстия на 150 мм, и толщиной, равной толщине листов стенки.
3. Сварка накладки В со стенкой Б осуществляется сплошными герметическими швами сначала с наружной стороны 1, а затем с внутренней 2 резервуара обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
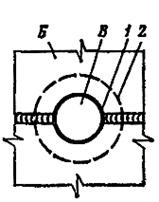
Метод исправления II
1. Вырезают дефектное место.
2. Изготовляют вставку В диаметром, равным диаметру вырезанного дефектного места, из металла толщиной, равной толщине листов стенки.
3. Осуществляют V-образную разделку кромок листа стенки и вставки.
4. Вставку В подгоняют встык с листами стенки, прихватывают и сваривают с двух сторон в два-три слоя обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
Карта 4.3.12
Дефект
Трещина А по сварному шву с выходом на основной металл Б длиной не более 250 мм в замыкающем вертикальном шве стенки резервуара, выполненном внахлест:
1) в середине пояса;
2) вблизи горизонтального шва.
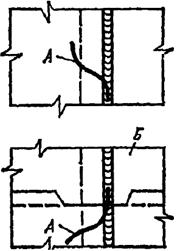
Метод исправления
Первый случай
1. Расчищают дефектное место, выявляют границы трещины и вырезают дефектное место радиусом 300 - 500 мм.
2. Изготовляют вставку В из сегментов 1 и 2 толщиной, равной толщине листов стенки, путем сварки их между собой внахлестку с двух сторон.
3. Производят V-образную разделку кромок листа стенки и вставки.
4. Вставку В подгоняют встык с листами стенки резервуара и сваривают с двух сторон в два-три слоя обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
Второй случай
То же, что и в первом случае, но вставку В изготовляют из четырех сегментов 1, 2, 3 и 4.
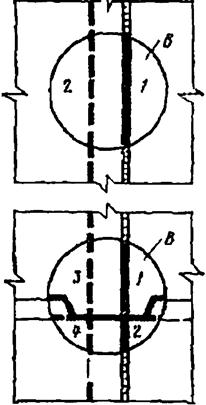
Карта 4.3.13
Дефект
Трещина А по сварному шву с выходом на основной металл Б в замыкающем вертикальном шве стенки резервуара, выполненном встык, в середине пояса или вблизи горизонтального шва, выполненного встык.
Длина трещины не более 250 мм.
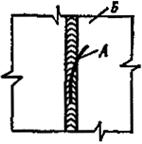
Метод исправления
1. Расчищают дефектное место, выявляют границу трещины и засверливают концы трещины сверлом диаметром 6 - 8 мм, вырезают дефектное место радиусом 300 - 500 мм.
2. Изготовляют вставку В диаметром, равным диаметру вырезанного дефектного места, из металла толщиной, равной толщине листов стенки.
3. Осуществляют V-образную разделку кромок листа стенки и вставки.
4. Вставку В подгоняют встык с листами стенки, прихватывают и сваривают с двух сторон.
Карта 4.3.14
Дефект
Несквозная трещина А длиной более 500 мм в вертикальном монтажном шве стенки Б резервуара, сваренном встык.
Метод исправления
То же, что и в картах 4.3.3; 4.3.4; 4.3.7, но с учетом того, что дефектный участок вырезают на высоту одного или нескольких поясов.
Карта 4.3.15
Дефект
Трещина А или отпотина Б в вертикальном сварном шве или в швах накладки стыкового вертикального соединения стенки резервуара В, выполненного с внутренней накладкой Г.
А А
Метод исправления
1. Расчищают дефектное место и концы его засверливают сверлом диаметром 6 - 8 мм.
2. Срезают, внутреннюю накладку Г на всю высоту пояса.
3. Трещину и отпотину устраняют по аналогии с требованиями карт 4.3.6 или 4.3.7.
4. В случае устранения дефекта без вставки корень существующего сварного шва Д вырубают и заваривают на всю высоту пояса.

Карта 4.3.16
Дефект
Подрезы А основного металла стенки Б: резервуара глубиной до 1,5 мм в узле сопряжения с днищем В или катет шва менее проектного размера.
Метод исправления
1. Участок подреза тщательно очищают металлической щеткой.
2. Подрезы подваривают тонкими валиками Г электродами диаметром 3 мм в два - три прохода.
3. После сварки каждого слоя поверхность шва тщательно зачищают от шлака.
Карта 4.3.17
Дефект
Вертикальные сварные соединения стенки резервуара (в том числе монтажные) имеют недопустимые дефекты в виде непроваров, цепочек газовых пор и шлаковых включений.
Метод исправления
1. Полностью удаляют сварное соединение на всю высоту пояса стенки и разделывают листы со скосом двух кромок (ГОСТ 5264-80).
Удаляют и разделывают кромки листов воздушно-дуговой резкой или армированными абразивными кругами. Удаление осуществляют с первого пояса и далее по поясам.
2. Очищают кромки листов от следов краски, шлака, брызг металла и проверяют геометрическую форму разделки кромок специальным шаблоном.
3. Сваривают сварное соединение с двух сторон. Сначала сваривают основной шов, а затем - подварочный. Перед сваркой подварочного шва корень основного шва вырезают до чистого металла армированными абразивными кругами и зачищают металлической щеткой. После сварки каждого слоя поверхность шва тщательно зачищают от шлака.
4. Осуществляют контроль исправленных участков физическими методами.
Карта 4.3.18
Дефект
Горизонтальные наружные нахлесточные сварные соединения стенки резервуара, сваренные меловыми электродами, имеют недопустимо малые размеры, подрезы основного металла на значительной длине, свищи и отпотины.
С внутренней стороны листы соединены прерывистыми швами.
Метод исправления
1. Тщательно очищают поверхность швов от следов краски, шлака, продуктов коррозии и брызг металла.
2. Наружные горизонтальные нахлесточные швы подваривают с доведением их геометрических размеров и внешнего вида до требований ГОСТ 5264-80.
3. Подрезы подваривают тонкими валиками электродами диаметром 3 мм в два-три прохода. После сварки каждого слоя поверхность шва тщательно очищают от шлака.
4. Внутренние горизонтальные нахлесточные соединения сваривают швом с переваркой старых прерывистых швов без их удаления.
Карта 4.3.19
Дефект
Сварные соединения стенки резервуара, сваренные меловыми электродами и имеющие с внутренней стороны накладки, имеют недопустимые дефекты в виде трещин, непроваров, цепочек газовых пор и шлаковых включений.
Метод исправления
1. Полностью удаляют накладку с внутренней стороны резервуара. Накладку удаляют газовой резкой, воздушно-дуговой резкой или армированными кругами. Удаление осуществляют с первого пояса и далее по поясам.
Приступать к удалению накладок очередного пояса разрешается только после полного завершения сварочных работ на предыдущем поясе. При удалении накладок подрезы или прожоги основного металла стенки не допускаются.
2. Полностью удаляют сварное соединение на всю высоту пояса стенки и разделывают листы со скосом двух кромок (ГОСТ 5264-80). Удаление и разделка кромок листов осуществляются воздушно-дуговой резкой или армированными абразивными кругами.
3. Очищают кромки листов от следов краски, шлака, брызг металла и проверяют геометрическую форму разделки кромок специальным шаблоном.
4. Сваривают соединение с двух сторон: сначала основной шов, а затем - подварочный. Перед сваркой подварочного шва корень основного шва вырезают до чистого металла армированными абразивными кругами и зачищают металлической щеткой. После сварки каждого слоя поверхность шва тщательно зачищают от шлака.
5. Осуществляют контроль исправленных участков физическими методами.
Карта 4.3.20
Дефект
Коррозия на отдельных участках или по всей длине вертикальных и горизонтальных сварных соединений внутренней поверхности стенки резервуара. Характер коррозии - точечные углубления осповидного типа и группы раковин глубиной от 2 до 3 мм, переходящие в сплошные полосы.
Метод исправления
1. Участок коррозии тщательно зачищают абразивным инструментом на длину более 100 мм в обе стороны от дефектного места.
2. Дефектный участок подваривают тонкими валиками электродами диаметром 3 мм в два-три прохода.
3. После сварки каждого слоя поверхность шва тщательно зачищают от шлака.
4. Выполняется 100 %-ный контроль отремонтированного участка сварного соединения.
Карта 4.3.21
Дефект
Коррозия внутренней поверхности первого пояса стенки резервуара на значительной длине в зоне примыкания к днищу.
Характер коррозии - группы раковин глубиной до 1,5 - 2 мм, переходящих в сплошные полосы, а также точечные углубления осповидного типа.
Метод исправления
1. Дефектные места стенки резервуара заменяют последовательно отдельными участками.
2. Размечают границы участков А высотой более дефектной зоны на 100 мм и длиной до 3000 мм.
3. Вырезают дефектные места вначале у днища, затем по границе участка на стенке.
4. Подгоняют с наружной стороны резервуара внахлест полосовую накладку Б толщиной, равной толщине листа первого пояса стенки.
5. Накладки сваривают между собой встык, а со стенкой - внахлёстку.
6. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.

Карта 4.3.22
Дефект
Коррозия А сварного шва, околошовной зоны, а также основного металла стенки Б на длине более 500 мм.
Метод исправления
1. Устанавливают границы дефектного участка и выполняют разметку удаляемой зоны стенки.
2. Вырезают отверстие В прямоугольной формы с закругленными краями.
3. С внутренней стороны резервуара вплотную к стенке Б подгоняют внахлестку накладку В с размерами, на 150 мм большими ширины и длины отверстия, и толщиной, равной толщине стенки.
4. Сварка накладки В со стенкой Б осуществляется сплошными герметичными швами сначала с наружной стороны 1, а затем с внутренней 2 резервуара обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
Карта 4.3.23
Дефект
Местная коррозия А поверхности верхнего пояса стенки Б в виде группы раковин, а также сквозных поражений.
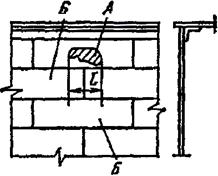
Метод исправления
1. Размечают дефектный участок стенки.
2. Разрезают верхний пояс вертикальными резами по разметочным линиям. Распускают сварные горизонтальные швы по обе стороны от вертикальных резов на 500 мм.
3. Удаляют обвязочный уголок длиной L + 1000 мм и дефектный участок верхнего пояса стенки.
4. Подгоняют вставку В стенки Б и сваривают стыковыми швами со стенкой с двух сторон.
5. Подгоняют и приваривают вставку Г обвязочного уголка.
6. Последовательность сварки указана цифрами.
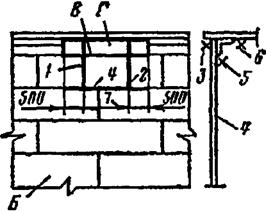
Карта 4.3.24
Дефект
Замена стенки резервуара без разрушения днища и перекрытия.
Метод исправления
Ремонт стенки осуществляется при помощи специальных монтажных стоек, поддомкрачивающих стенку резервуара. Стойки устанавливают снаружи резервуара в количестве 8 - 10 штук в зависимости от объема резервуара и приваривают к листам верхнего пояса около ферм (балок перекрытия).
Допускается также замена стенки резервуара последовательными участками с перемещением монтажных стоек после подведения нового участка и его сварки.
Карта 4.3.25
Дефект
Одиночная выпучина А в стенке Б резервуара в листах верхнего и смежного с ним поясов, превышающая допустимые размеры и имеющая резкие перегибы металла.
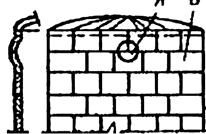
Метод исправления
1. Вырезают верхний обвязочный уголок В длиной на 1000 мм больше размера выпучины.
2. Вырезают в поясах стенки дефектные листы в районе выпучины.
3. Распускают сварные горизонтальные швы по обе стороны от вырезанных дефектных мест по 500 мм.
4. Подгоняют вставки Г встык и внахлестку и сваривают с двух сторон. Сначала выполняют сварку стыковых, а затем нахлесточных швов.
5. Подгоняют вставку обвязочного уголка со стенкой и уголком и приваривают. Последовательность сварки указана цифрами.
Примечание. Пунктиром указан контур удаленной выпучины.
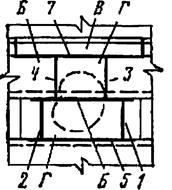
Карта 4.3.26
Дефект
Горизонтальный гофр А в листе стенки Б резервуара, выходящий за пределы допусков.
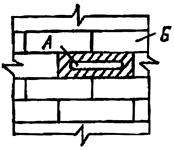
Метод исправления
1. Вырезают лист с гофром.
2. Распускают горизонтальные швы в прилегающих листах на длину не менее 500 мм в каждую сторону.
3. Взамен вырезанного подгоняют и прихватывают новый лист встык или внахлестку в зависимости от конструкции стенки резервуара.
4. Новый лист сваривают обратноступенчатым методом с длиной ступени не более 200 - 250 мм. Последовательность сварки указана цифрами.
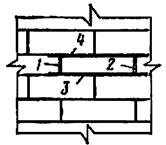
Карта 4.3.27
Дефект
Коробление двух верхних поясов стенки резервуара, распространившееся на значительную площадь.
Метод исправления
1. Через люк-лаз протаскивают в резервуар две специальные разъемные стойки.
2. Стойки собирают и устанавливают под две рядом стоящие фермы (балки) в районе устранения дефектов. Стойки укрепляют на днище и поддомкрачивают фермы (балки щитов) покрытия.
3. Вырезают деформированные листы, подгоняют и прихватывают новые листы встык или внахлестку в зависимости от конструкции стенки и сваривают.
4. Стойку переставляют под следующую ферму (балку щитов) и поддомкрачивают.
5. То же, что и в п. 3. Дальнейшее устранение дефекта осуществляется в той же последовательности.
Карта 4.3.28
Дефект
Одиночная вмятина А в верхних поясах стенки Б резервуара, превышающая допустимые размеры и имеющая плавный контур. Резервуар не имеет понтона.
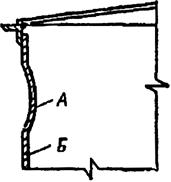
Метод исправления
1. В центре вмятины приваривают прерывистым швом круглую накладку В диаметром 120 - 150 мм из стали толщиной 5 - 6 мм с заранее приваренной серьгой Г.
2. К серьге прикрепляют трос диаметром 12 - 13 мм и при помощи лебедки или трактора вмятину выправляют.
3. С внутренней стороны резервуара в месте вмятины устанавливают горизонтальную жесткость Д (одну или несколько) из уголка, заранее завальцованного по радиусу стенки длиной более вмятины на 250 - 300 мм в каждую сторону.
4. Уголок приваривают прерывистым швом 4×100/300 мм.
5. После выправления тщательно осматривают металл вмятины. Если в последнем появились трещины, то весь лист заменяют по аналогии с требованиями карты 4.3.24.
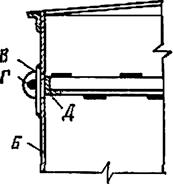
Карта 4.3.29
Дефект
Одиночная вмятина А или выпучина Б в верхних поясах стенки В резервуара, превышающая допустимые размеры и имеющая плавный контур.
Метод исправления
1. С вогнутой стороны дефекта приваривают по вертикали накладки Г размером 150×150 мм и толщиной 5 - 6 мм с приваренными в центре шпильками Д с резьбой М22 - М26. Число накладок определяется по месту в зависимости от площади дефекта.
2. На шпильки надевают обрезок швеллера Е длиной более дефекта на 1000 мм.
3. С помощью гаек дефектное место выпрямляют и подтягивают к швеллеру. После исправления дефекта устанавливают контргайки.
4. В резервуарах с понтонами выпучины исправляют согласно пп. 1, 2 и 3 с дополнительной установкой и приваркой наружного горизонтального ребра жесткости Ж. Число ребер устанавливают по месту. Все натяжные приспособления с внутренней стороны резервуара снимают.
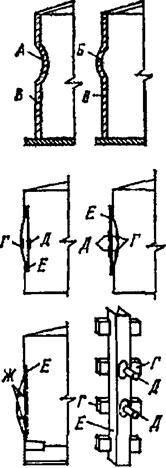
Карта 4.3.30
Дефект
Несколько вмятин на стенке резервуара.
Метод исправления
1. Составляют карту вмятин и выбирают место постановки кольцевой жесткости с наружной стороны резервуара.
2. В месте постановки кольца жесткости к стенке А приваривают консоли Б.
3. На консоли укладывают элементы свальцованного по радиусу резервуара кольца жесткости В и сваривают между собой.
4. Хлопуны и вмятины выправляют путем заполнения резервуара водой, в необходимых случаях дополнительно вытягивают домкратами, закрепленными с внешней стороны.
5. Кольцо жесткости приваривают к консолям, концы консолей, выходящие за пределы кольца, обрезают.
Карта 4.3.31
Дефект
Местная выпучина или вмятина А на первом поясе стенки Б резервуара, возникшая в результате просадки подводящего трубопровода В. Величина дефекта превышает допустимые размеры.
Метод исправления
1. Трубопровод отсоединяют.
2. Выпучину или вмятину исправляют с помощью домкрата до допустимых размеров.
3. Подводящий трубопровод обрезают, подгоняют и устанавливают дополнительную вставку Г.
Карта 4.3.32
Дефект
Отпотина или течь в вертикальном или горизонтальном заклепочном соединении вертикального цилиндрического клепаного резервуара.
Метод исправления
1. Выявляют границу отпотины или течи.
2. Изготовляют и подгоняют по месту коробчатый элемент из швеллера А перекрывающий дефектное место или все вертикальное заклепочное соединение с наружной стороны стенки резервуара.
3. В средней части швеллера сверлят отверстие Б диаметром 8 - 10 мм и нарезают резьбу для постановки болта.
4. Коробчатый элемент накладывают на дефектное место и обваривают по внешнему периметру швом В.
5. Герметичность сварных соединений проверяют вакуум-методом.
6. В отверстие завертывают болт с прокладкой, обеспечивающей герметичность.
4.4. Карты ремонта покрытий вертикальных цилиндрических резервуаров
Карта 4.4.1
Дефект I
Отрыв поясов полуферм от стенки резервуара с разрывом металла стенки (а и б).
Дефект II
То же, без разрыва металла стенки (б).
Метод исправления
1. Выправить поврежденный участок стенки, приварив снаружи скобы и оттянув лебедкой до получения проектной формы (проверка шаблоном).
2. Засверлить концы трещины (ось отверстия должна совпадать с осью трещины).
3. Изготовить накладку Д, которая должна быть на 100 мм длиннее поврежденного участка и шириной не менее 150 мм, предварительно свальцевать на радиус стенки В резервуара.
4. Накладку приварить к стенке В резервуара сплошным швом, разорванный участок стенки изнутри заварить.
5. Под стойку А полуфермы установить плотно подогнанный уголок Б с полкой, равной ширине стойки (высоте профиля, из которого она изготовлена) и длиной 300 - 400 мм. Уголок может быть заменен швеллером, имеющим такие же размеры.
6. Уголок приваривают к стенке В и к опорной части стойки Г швами с катетом, равным наименьшей толщине свариваемого металла стенки.
7. В том случае, когда разрыва стенки нет, пп. 2, 3 и 4 не выполняются.
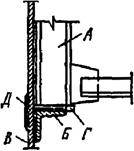
Карта 4.4.2
Дефект
Полуфермы перекрытия резервуара оторвались в нижнем поясе среднего узла и провисли.

Метод исправления
1. Вырезают кольцо В внутренним диаметром больше диаметра стойки Б на 20 мм; наружным диаметром, обеспечивающим опирание нижнего пояса ферм В на 200 мм, и толщиной, равной толщине кольца Г.
2. Кольцо А подводят снизу и надевают на стойку Б, поджимают домкратом через монтажную стойку, устанавливаемую на днище резервуара.
3. Кольцо А приваривают к кольцу Г швами Д и к полкам нижнего пояса В.
Примечание. Монтажная стойка может быть выполнена из отдельных секций и собрана внутри резервуара. Для обеспечения устойчивости монтажную стойку крепят к днищу расчалками (не менее 3 шт.).
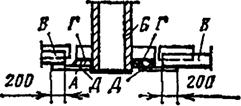
Карта 4.4.3
Дефект
Потеря устойчивости (изгиб), разрушение элементов или узлов стропильных ферм.
Метод исправления
1. Разгружают аварийную ферму путем установки стоек или балок, прикрепляемых к соседним фермам, или другими способами.
2. Подгоняют и заменяют элементы фермы новыми элементами, сечение которых принимают по проекту.
3. Трещины в сварных соединениях узлов ферм исправляют путем вырубки всего шва и наложения нового шва сечением не менее проектного.
4. Разрушенные фасонки удаляют и заменяют новыми с наложением проектных швов.
Карта 4.4.4
Дефект
Отрыв листов кровли от обвязочного уголка или кольцевого ребра щитов перекрытия резервуара
Метод исправления
1. Расчищают дефектное место, выявляют границу дефектного участка.
2. Удаляют участки кровли, имеющие надрывы, вытяжки, изломины и т.д.
3. Подгоняют новые элементы покрытия и листы кровли.
4. Новые листы кровли, перекрывающие вырезанный дефектный участок, сваривают внахлестку с листами покрытия и обвязочным уголком или кольцевым ребром щита.
Карта 4.4.5
Дефект
Центральная опорная стойка А с опорным кольцом Б поднята и не опирается на днище В (кровля и стенка повреждений не имеют).
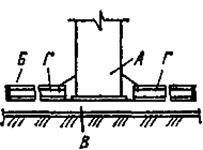
Метод исправления
1. Проверяют заполнение трубчатой стойки А песком через вырезаемое отверстие в кровле.
2. Радиальные ребра Г опорного кольца Б отрезают в зоне сопряжения со стойкой А.
3. Под опору стойки подводят подкладку Д (при большом зазоре - катушку с торцевыми заглушками). Катушку заполняют песком.
4. Подкладку (катушку) Д приваривают к опорной стойке швом Е.
5. Радиальные ребра с помощью косынок Ж приваривают к стойке А и подкладке (катушке) Д.
6. Опорное кольцо Б крепится к днищу согласно проекту.
7. При полой стойке засыпают песок в отверстие в кровле заделывают.
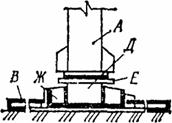
Карта 4.4.6
Дефект
Местная потеря устойчивости (вмятины) торовой части кровли. Трещин в зонах прогиба нет.
Метод исправления
1. Устанавливают границы вмятин торовой части.
2. Подгоняют внахлестку накладку с закругленными углами толщиной, равной толщине металла торовой части.
3. В средней части накладки сверлят отверстие диаметром 8 - 10 мм и нарезают резьбу для постановки болта.
4. Накладку по наружному контуру сваривают с кровлей.
5. По окончании работ в отверстие устанавливают болт.
Карта 4.4.7
Дефект
Местная потеря устойчивости (вмятины) торовой части кровли, в зонах перегиба имеются трещины.
Метод исправления
1. Устанавливают границы дефектного места.
2. Дефектное место вырезают и на его место подгоняют встык свальцованный элемент и сваривают.
3. Толщина вставленного элемента должна быть равна толщине вырезанного.
4. Герметичность сварных соединений проверяют вакуум-методом.
Карта 4.4.8
Дефект
Кровля резервуара прокорродирована полностью (или частично). Несущие конструкции перекрытия не подлежат ремонту.
Метод исправления
1. Выявляют дефектные участки кровли.
2. Кровлю разрезают на секторы А.
3. Вырезанные секторы опускают на землю при помощи крана или другого подъемного механизма.
4. Поднимают новые листы на кровлю и собирают (подгоняют) внахлестку на прихватах.
5. Сваривают листы между собой, начиная от центра кровли, сначала по коротким 1, а затем по длинным 2 кромкам. Последовательность сварки указана на рисунке.
6. Приваривают кровлю к верхнему обвязочному уголку.
4.5. Карты ремонта понтонов стальных вертикальных цилиндрических резервуаров
Карта 4.5.1
Дефект
Неплотности (отпотины, течи) или трещины в сварных соединениях короба понтона. Короб не имеет нижних сливных пробок.
Метод исправления
1. Резервуар дегазируют проветриванием при открытых верхних люках или искусственной вентиляцией с помощью взрывобезопасных электровентиляторов.
2. Осмотром устанавливают дефектные короба, заполняют их водой через контрольные пробки или фланцевые люки и промывают.
Допускается применение моющих растворов типа МЛ и др. Промывочную жидкость удаляют из коробов сифоном или насосом за пределы резервуара.
3. Пространство между днищем и понтоном, между понтоном и кровлей резервуара, а также все короба пропаривают при открытых контрольных пробках (люках) всех коробов. Температура пропаривания внутри резервуара должна быть не более 70 °С.
4. Дефектные места в резервуарах определяют созданием в них избыточного давления 1 кПа с одновременным промыливанием всех сварных швов.
5. При необходимости в зоне дефектного короба снимают уплотняющий затвор.
6. В днища коробов врезают нижние сливные пробки.
7. Ремонт зафиксированных дефектных мест проводится по технологии устранения трещин или неплотностей в сварных швах.
8. Для ремонта внутри короба допускается вырезка отверстия необходимого размера в верхнем листе не ближе 50 мм от стенки понтона газовой резкой. После ремонта указанное отверстие не закрывается.
9. Испытание на герметичность отремонтированных дефектных мест и коробов проводится или вакуум-методом, или опрыскиванием керосином в соответствии с разделом 3.10 настоящего Руководства.
10. Устанавливают ранее снятые секции уплотняющего затвора.
Карта 4.5.2
Дефект
Неплотности (отпотины, течи) или трещины в сварных соединениях короба понтона. Короб имеет нижние сливные пробки.
Метод исправления
1. Резервуар дегазируют проветриванием при открытых люках или искусственной вентиляцией с помощью взрывобезопасных электровентиляторов.
2. Осмотром устанавливают дефектные короба. Нефтепродукт сливают через нижние сливные пробки.
3. Короба промывают жидкостью типа МЛ или другими моющими средствами или горячей водой.
4. Промывочную жидкость удаляют из дефектных коробов через нижние сливные пробки за пределы резервуара.
5. Все остальные операции по ремонту выполняют в соответствии с картой 4.5.1, за исключением п. 6.
Карта 4.5.3
Дефект
Неплотности (отпотины, течи) или трещины в сварных соединениях центральной части (мембране) понтона.
Метод исправления
1. Нефтепродукт удаляют с центральной части понтона сифоном или насосом за пределы резервуара.
2. Резервуар дегазируют и пропаривают в соответствии с пп. 1 - 3 карты 4.5.1.
3. Вакуум-методом или опрыскиванием сварных соединений керосином выявляют и фиксируют все дефектные места.
4. Дефекты исправляют по аналогии с требованиями технологии устранения неплотностей или трещин в сварных соединениях днища и стенки резервуара.
5. После ремонта контролируют герметичность сварных соединений.
Карта 4.5.4
Дефект
Отдельные короба понтона не касаются кронштейнов и неподвижных опорных стоек.
Метод исправления
1. Резервуар дегазируют и пропаривают в соответствии с пп. 1 - 3 карты 4.5.1.
2. Измеряют зазоры между понтоном и опорной площадкой кронштейна или неподвижной опорной стойкой.
3. При небольших зазорах (до 40 мм) на оголовок стойки или верхнюю полку кронштейна приваривают подкладку из листового металла.
4. При больших зазорах (свыше 40 мм) на всю верхнюю полку кронштейна приваривают швеллер или двутавр требуемой высоты, а высоту опорной стойки регулируют выдвижением ее подвижной части.
Карта 4.5.5
Дефект
Верхние полки и подкосы кронштейнов погнуты: понтон наклонен в направлении этих кронштейнов.
Метод исправления
1. Резервуар дегазируют и пропаривают в соответствии с пп. 1 - 3 карты 4.5.1.
2. Понтон в зоне дефектных кронштейнов с помощью домкратов выравнивают и поднимают на высоту более проектной на 50 - 100 мм.
3. Погнутые элементы опорных кронштейнов удаляют и заменяют новыми профилями в соответствии с проектом.
4. Кронштейны выводят в проектное положение, на них устанавливают упорные штыри и понтон опускают в проектное положение.
Карта 4.5.6
Дефект
Понтон А затонул и покоится в перекошенном состоянии частично на кронштейнах Б и опорных стойках В.
Метод исправления
1. Резервуар и короба понтона дегазируют в соответствии с пп. 1 - 3 карты 4.5.1.
2. Выявляют дефектные короба и неплотности сварных соединений коробов и центральной части понтона.
Примечание. В необходимых случаях подводят временные стойки, препятствующие дальнейшему оседанию понтона.
3. Ремонт центральной части выполняют в соответствии с требованиями карты 4.5.3.
4. Проверку герметичности сварных соединений всех коробов и центральной части осуществляют согласно требованиям раздела 3.10 настоящего Руководства.
5. Ремонт коробов понтона выполняют в соответствии с требованиями карты 4.5.1.
6. Резервуар заполняют водой до всплытия понтона.
7. Понтон устанавливают на стойки и поворотные кронштейны.
8. Воду из резервуара сливают и при необходимости производят ремонт стоек и кронштейнов.
Карта 4.5.7
Дефект
Направляющие трубы А понтона Б погнуты при его погружении (местные изгибы).
Метод исправления
1. Устанавливают границы В дефектных мест.
2. Приваривают подкладки Г из швеллера № 18 - 20 длиной 150 - 200 мм.
3. Приваривают стойки Д. Площадь сечения стоек не менее площади сечения направляющей трубы.
4. По границам участка вырезают часть трубы Е и удаляют.
5. Подгоняют вставку Ж из трубы и устанавливают на месте удаленной части Е.
6. Трубу А и вставку Ж сваривают встык.
7. Монтажные приспособления Г, Д срезают и места сварки зачищают.
Карта 4.5.8
Дефект
Понтон затонул и непригоден для дальнейшей эксплуатации.
Метод исправления
1. Резервуар дегазируют и пропаривают в соответствии с пп. 1 - 3 карты 4.5.1.
2. В первом поясе стенки вырезают монтажное «окно», а в кровле резервуара - проем, размеры которых были бы достаточны для удаления частей понтона при его демонтаже и подачи монтажных элементов нового понтона.
3. Понтон разрезают на части, которые удаляют из резервуара через монтажное «окно» в стенке и проем в кровле. Для демонтажа частей понтона применяются тяговые (трактор, трубоукладчик, лебедка) и подъемные механизмы (кран, кран-укосина, установленный на кровле резервуара).
4. Монтаж нового понтона осуществляют с использованием монтажного «окна» в стенке и проема в кровле резервуара в соответствии с ППР, разработанным специализированной организацией с учетом особенностей его конструкции (металлический, пластмассовый и т.п.).
5. После завершения монтажа новой конструкции понтона монтажное «окно» в стенке и проем в кровле заваривают в соответствии с требованиями карт 4.3.4 и 4.4.8.
6. Сварные соединения, выполненные по п. 5, проверяют на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
4.6. Карты ремонта анкерных креплений резервуаров повышенного давления
Карта 4.6.1
Дефект
Анкерный болт оборван ниже поверхности земли или разрушена железобетонная плита противовеса.
Метод исправления
1. Отрывают в грунте колодец с обязательным креплением стен и устанавливают дефектное место анкера.
2. Оборванный анкерный болт заменяют новым или ремонтируют его.
3. Колодец заполняют бетоном марки не ниже 50 с послойным вибрированием. Допускается заполнение колодца песком с послойным трамбованием и смачиванием водой.
4. При заполнении бетоном элементы крепления стен от обрушения извлекают.
5. Анкерный болт закрепляют гайками за опорный столик.
Карта 4.6.2
Дефект
Анкерные болты не обеспечивают натяжения. Недостаточно резьбы для натяжения анкера (анкерный болт не оборван).
Метод исправления
1. Уточняют величину недостающей нарезной часта анкера.
2. Заготавливают подкладные шайбы или специальные втулки. Общая высота шайб или втулки должна превышать размер недостающей части резьбы болта (анкера).
3. Под существующую шайбу подводят подкладные шайбы (втулки) и анкерный болт затягивают гайкой.
Карта 4.6.3
Дефект
Вертикальные ребра анкерного столика погнуты.
Метод исправления
1. Изготавливают новые столики с усиленными вертикальными ребрами.
2. Деформированные столики демонтируют и на их место устанавливают новые.
3. Крепление столиков к стенке резервуара производят согласно проекту.
4.7. Карты ремонта горизонтальных сварных резервуаров
Карта 4.7.1
Дефект
Потеря устойчивости (изгиб) элементов внутренних колец жесткости и опорных диафрагм с частью стенки (вмятина).
Метод исправления
1. Удаляют дефектные элементы кольца жесткости или опорной диафрагмы.
2. Выправляют (вырезают) вмятины на станке.
3. Подгоняют и заменяют элементы кольца жесткости или опорной диафрагмы новыми элементами сечением на менее проектных.
4. Трещины в сварных соединениях колец жесткости и опорных диафрагм исправляют путем вырубки всего шва и наложения нового сечением не меньше проектного.
5. Разрушенные фасонки удаляют и заменяют новыми с наложением проектных швов.
6. Подогнанные элементы кольца жесткости или опорных диафрагм устанавливают и сваривают между собой. Высоту швов принимают по проекту.
Карта 4.7.2
Дефект
Осадка одной из опор (резервуар установлен на две опоры).
Метод исправления
1. Резервуар освобождают от нефтепродукта.
2. Отсоединяют подводящие трубопроводы.
3. У осевшей опоры резервуар поднимают (поддомкрачивают) выше проектной отметки и устанавливают на временную опору.
4. На седло опоры укладывают слой бетона марки 100 (с учетом уклона) до требуемой высоты с выравниванием верхней части по шаблону.
5. Бетон выдерживают до нарастания 70 % прочности.
6. Резервуар устанавливают на опору и подсоединяют трубопроводы.
Примечание. Вместо бетона допускается укладка на седло опоры полосовых металлических подкладок.
Карта 4.7.3
Дефект
Осадка одной или нескольких опор (резервуар установлен на нескольких опорах).
Метод исправления
1. Резервуар освобождают от нефтепродукта и выдерживают в течение 24 ч.
2. На седле осевших опор подбивают бетон марки 100 и выдерживают до нарастания 70 % прочности бетона.
Примечание. Вместо бетона допускается установка на поверхность седла сплошных полосовые металлических подкладок.
Карта 4.7.4
Дефект
Отпотина А в сварном соединении в основном листе Б стенки или днища резервуара или цепочка пор В в сварном соединении.
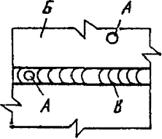
Метод исправления
1. Одиночную отпотину в стыковом соединении или основном листе высверливают и заваривают с двух сторон, в нахлесточном - вырубают (выплавляют) и заваривают.
2. Цепочку пор вырубают (выплавляют) более участка дефекта на 60 мм. Стыковые соединения сваривают с двух сторон, нахлесточные - с наружной стороны.
3. Герметичность отремонтированных участков проверяют вакуум-методом или керосином.
Карта 4.7.5
Дефект
Продольная трещина А сквозная или несквозная в нахлесточном соединении стенки Б резервуара без выхода на основной металл.
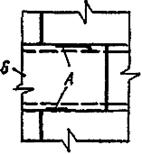
Метод исправления
1. Расчищают дефектное место, выявляют границы трещины.
2. Вырубают (выплавляют) участок сварного соединения больше дефектного места на 50 мм в каждую сторону.
3. Сварку осуществляют с наружной стороны, при необходимости выполняют подварку внутренних прерывистых швов.
4. Герметичность отремонтированного участка проверяют вакуум-методом или керосином.
Карта 4.7.6
Дефект
Продольная трещина А сквозная или несквозная в нахлесточном сварном соединении стенки резервуара с выходом на основной металл.
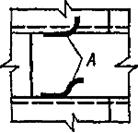
Метод исправления
1. Расчищают дефектное место, выявляют границу трещины.
2. Конец трещины на основном металле засверливают сверлом диаметром 6 мм. Участок сварного соединения вырубают (выплавляют) больше дефектного места на 50 мм в каждую сторону. На основном металле дефектный участок вырубают до засверленного отверстия с зазором между кромками 2 ± 1 мм.
3. Места нахлеста сваривают с наружной стороны, а на основном металле - с двух сторон. При необходимости осуществляют подварку внутренних прерывистых швов.
4. Герметичность отремонтированного участка проверяют вакуум-методом или керосином.
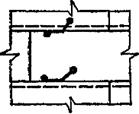
Карта 4.7.7
Дефект
Продольная трещина А (сквозная или несквозная) в стыковом сварном соединении стенки или днища резервуара с выходом или без выхода на основной металл Б или трещина в пересечении сварных соединений.
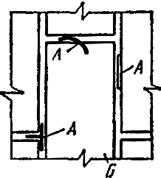
Метод исправления
1. Расчищают дефектное место, выявляют границы трещины и концы ее В засверливают сверлом диаметром 6 - 8 мм.
2. Дефектные участки шва между засверленными отверстиями вырубают (выплавляют) с зазором между кромками 2 ± 1 мм.
3. Сварку выполняют с двух сторон электродами диаметром 3 - 4 мм или на технологической подкладке.
4. Герметичность отремонтированных участков контролируют вакуум-методом, при помощи керосина или другими способами.
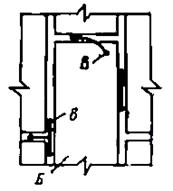
Карта 4.7.8
Дефект
Трещина А по стыку или основному металлу уторного уголка Б без выхода на основной металл с листа первого пояса стенки резервуара В и окрайку днища Г.
Метод исправления
1. Вырезают уторный уголок Б длиной не менее 500 мм симметрично в обе стороны от трещины.
2. Осуществляют сварку стенки резервуара В в месте выреза с окрайкой днища Г тавровым швом.
3. Приваривают торцы уторного уголка Б к стенке резервуара В и окрайке днища Г. Направление сварки указано стрелками.
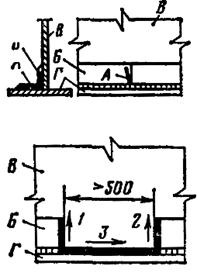
Карта 4.7.9
Дефект
Потеря устойчивости обвязочного уголка в узле сопряжения стенки с днищем.
Метод исправления
1. Устанавливают границы дефектного места.
2. Вырезают обвязочный уголок А вместе с деформированными местами стенки Б и днища В размерами больше дефектного места.
3. Подгоняют встык новый элемент Г обвязочного уголка и сваривают.
4. Подгоняют встык новые вставки стенки и днища и сваривают с двух сторон.
5. Вставки стенки приваривают к обвязочному уголку с двух сторон сплошными швами, днища - с наружной стороны сплошным швом, а с внутренней - прерывистым.
6. Герметичность отремонтированного участка проверяют вакуум-методом или керосином.

4.8. Карты устранения дефектов без применения сварочных работ
Карта 4.8.1
Дефект
Неплотности А в сварных соединениях вертикального листа Б короба понтона, обращенного к стенке резервуара.
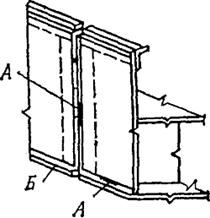
Метод исправления дефекта
с применением эпоксидных составов
1. В зоне дефектного короба демонтируют уплотняющий затвор.
2. Выявляют участки неплотных швов.
3. Дефектные участки сварных соединений зачищают и подготавливают для нанесения эпоксидных составов.
4. Шпателем или кистью наносят грунтовку на основе эпоксидной шпатлевки.
5. После отвердения грунтовки (24 ч при температуре не ниже 18 ºС) наносится два - три слоя шпатлевки толщиной до 2 мм каждый.
6. Поверх шпатлевки после ее отвердения наносят два слоя лакокрасочного покрытия на основе ЭП-0010.
Примечание. Допускается наклейка на шпатлевку армирующей ткани.
Карта 4.8.2
Дефект
Отпотина или отверстие А в целом металле.
Метод исправления
1. Расчищают дефектное место А и уточняют его границы.
2. Выбирают место для сверления отверстия.
3. Сверлят отверстие Б диаметром 6 - 8 мм.
4. Нарезают резьбу для постановки болта.
5. Подгоняют бензостойкую прокладку В и по размерам прокладки выбирают стальную шайбу Г.
6. Зачищают поверхность дефектного места.
7. Наносят эпоксидный состав Д в соответствии с требованиями прил. 5.
8. Устанавливают болт Е с шайбой Г и прокладкой В.
9. Конструкцию накладки покрывают эпоксидным составом Д.
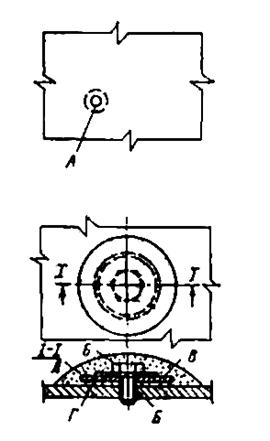
Карта 4.8.3
Дефект
Группы отпотин А или группа отверстий в целом металле.
Метод исправления
1. Расчищают дефектное место А и уточняют его границы.
2. Намечают места для сверления отверстий.
3. Сверлят отверстия сверлом диаметром 6 - 8 мм.
4. Нарезают резьбу Б для постановки болтов.
5. Подгоняют общую бензостойкую прокладку В с накладкой Е.
6. Зачищают поверхность дефектного места А.
7. Наносят эпоксидный состав Г.
8. Устанавливают стальные болты Д с прокладкой В и накладкой Е.
9. Конструкцию накладки покрывают эпоксидным составом.
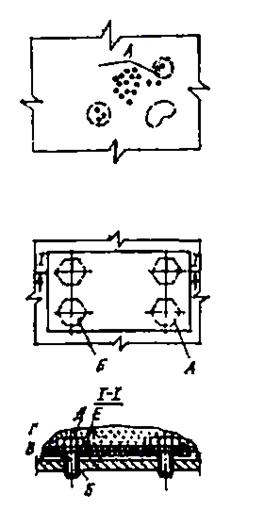
Карта 4.8.4
Дефект
Группа отпотин, отверстий или отдельные отверстия или отпотины А в целом металле Б.
А Б В
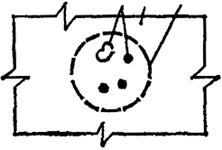
Метод исправления
1. Устанавливают дефектное место и его границы В.
2. Зачищают до металлического блеска место для наложения стеклотканевой накладки.
3. Очищенную поверхность обезжиривают ацетоном. Площадь обезжиривания должна быть больше участка зачистки на 1 - 2 см.
4. Наносят клеевой состав Ж. из эпоксидных смол толщиной не более 0,15 мм.
5. Накладывают армирующую стеклоткань (бязь) Д.
6. Поверхность Е армирующего слоя смазывают клеем.
7. Накладывают второй армирующий слой Г с перекрытием первого слоя на 1 - 2 см.
8. Конструкцию накладки плотно поджимают к основному металлу, выдавливают воздушные пузыри и выдерживают 48 ч при температуре 20 ± 5 °С.
9. Герметичность контролируют вакуум-методом.
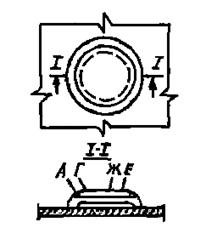
Карта 4.8.5
Дефект
Трещина в целом металле.
Метод исправления
1. Расчищают дефектное место и устанавливают границу трещины.
2. Засверливают концы трещины.
3. Подготавливают место для ремонта и накладывают армирующую стеклоткань в соответствии с требованиями технологической карты 4.8.3 или 4.8.4.
4. До ремонта засверленные отверстия шпатлюют шпателем или кистью.
Карта 4.8.6
Дефект
Трещина или отпотина в сварном или заклепочном соединении.
Метод исправления
1. Расчищают дефектное место и устанавливают границы его.
2. Концы трещины засверливают сверлом диаметром 6 - 8 мм.
3. Зачищают до металлического блеска место для наложения стеклоткани.
4. Очищенную поверхность обезжиривают ацетоном.
5. Отверстия и неровности сварного или заклепочного соединения выравнивают шпатлевкой с помощью шпателя или кисти.
6. Армирующую ткань накладывают в соответствии с требованиями карты 4.8.5 после 24-часовой выдержки шпатлевочного состава.
Приложение 1
ПЕРЕЧЕНЬ
ДЕЙСТВУЮЩИХ НОРМАТИВНО-ТЕХНИЧЕСКИХ ДОКУМЕНТОВ, СВЯЗАННЫХ С ЭКСПЛУАТАЦИЕЙ И
РЕМОНТОМ РЕЗЕРВУАРОВ
1. ГОСТ 8.380-80 (СТ СЭВ 1053-78, СТ СЭВ 1972-79). Резервуары стальные вертикальные цилиндрические вместимостью 100 - 50000 м3. Методы и средства поверки.
2. ГОСТ 8.346-79 (СТ СЭВ 1972-79). Резервуары стальные горизонтальные. Методы и средства поверки.
3. ГОСТ 1510-84 (СТ СЭВ 1415-78). Нефть и нефтепродукты. Упаковка, маркировка, транспортирование и хранение.
4. ГОСТ 14637-79 Прокат толстолистовой и широкополосный из углеродистой стали общего назначения.
5. ГОСТ 19282-73. Сталь низколегированная толстолистовая и широкополосная универсальная.
6. ГОСТ 19903-74. Сталь листовая горячекатаная.
7. ГОСТ 15150-69. Машины, приборы и другие технические изделия. Исполнения для различных климатических районов, категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов и внешней среды.
8. ГОСТ 16350-80. Климат СССР. Районирование и статические параметры климатических факторов для технических целей.
9. ГОСТ 23097-78. Оборудование вертикальных цилиндрических резервуаров. Клапаны дыхательные. Технические условия.
10. ГОСТ. Оборудование вертикальных, цилиндрических резервуаров для нефтепродуктов. Патрубки приемо-раздаточные.
11. ГОСТ. Оборудование горизонтальных резервуаров для нефтепродуктов. Патрубок замерного люка.
12. ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
13. ГОСТ 8713-79. Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
14. ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
15. ГОСТ 27.401-84 (СТ СЭВ 4492-84). Надежность в технике. Порядок и методы контроля показателей надежности, установленных в нормативно-технической документации. Общие требования.
16. ГОСТ 2517-85. Нефть и нефтепродукты. Отбор проб.
17. ГОСТ 12.4.026-76. ССБТ. Цвета сигнальные и знаки безопасности.
18. ГОСТ 12.4.011-75. ССБТ. Средства защиты работающих. Классификация.
19. ГОСТ 380-71. Сталь углеродистая общего назначения. Марки и технические требования.
20. ГОСТ 1050-74. Сталь углеродистая качественная конструкционная. Технические условия.
21. ГОСТ 19282-73. Сталь низколегированная толстолистовая и широкополосная универсальная.
22. ГОСТ 23570-79. Прокат из стали углеродистой, свариваемой для строительных металлических конструкций. Технические условия.
23. ГОСТ 1497-84. Металлы. Методы испытания на растяжение.
24. ГОСТ 7512-82. Швы сварочных соединений. Методы контроля просвечиванием проникающими излучениями.
25. ГОСТ 9454-78 (СТ СЭВ 472-77, СТ СЭВ 473-77). Металлы. Метод испытаний на ударный изгиб при пониженной, комнатной и повышенной температурах.
26. ГОСТ 5640-68. Сталь. Металлографический метод оценки микроструктуры листов и ленты.
27. ГОСТ 2789-73 (СТ СЭВ 638-77). Шероховатость поверхности. Параметры и характеристики.
28. ГОСТ 14782-86 (СТ СЭВ 2857-81). Контроль неразрушающий. Швы сварные. Методы ультразвуковые.
29. ГОСТ 9.402-80. ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием.
30. ГОСТ 21130-75 (СТ СЭВ 2308-80). Изделия электростатические. Зажимы заземляющие и знаки заземления. Конструкция и размеры.
31. СНиП 2.03.11-85. Защита строительных конструкций от коррозии.
32. СНиП 3.02.01-83. Основания и фундаменты. Нормы проектирования.
33. СНиП III-18-75, п. 4.3, гл. 18. Правила производства и приемки работ. Металлические конструкции.
34. СНиП II-106-79, ч. 2, гл. 106. Нормы проектирования. Склады нефти и нефтепродуктов.
35. СНиП II-23-81. Стальные конструкции.
36. СНиП III-23-76. Защита строительных конструкций и сооружений от коррозии. Правила производства и приемки работ.
37. СНиП II-4-79. Нормы проектирования. Естественное и искусственное освещение.
38. Правила пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР, утвержденные Госкомнефтепродуктом СССР 29/VII.83.
39. Правила технической эксплуатации нефтебаз, утвержденные Госкомнефтепродуктом СССР 28/XII.84.
40. Руководство по обследованию и дефектоскопии вертикальных стальных резервуаров РД 39-30-1284-85, утверждено 18/IV.85 Министерством нефтяной промышленности СССР и Государственным комитетом СССР по обеспечению нефтепродуктами.
41. Методические указания. Государственный надзор за состоянием измерений нефтепродуктов. Организация и порядок проведения. РД 50-190-85.
42. Методика по определению норм расхода топлива, тепловой и электрической энергии на нефтебазах Госкомнефтепродукта СССР, утверждена Госкомнефтепродуктом СССР 6/XII.83.
43. Рекомендации по выбору и нанесению лакокрасочных материалов для защиты от коррозии металлоконструкций, эксплуатирующихся в сточных водах, утверждены Госкомнефтепродуктом РСФСР 22/VII.80 и согласованы с техническим управлением РСФСР 3/VII.80 и с отделом охраны окружающей среды и природных ресурсов Госкомнефтепродукта РСФСР 21/VII.80. Сборник инструкций по защите резервуаров от коррозии. М., Недра, 1982.
44. Временная инструкция по окраске резервуаров антикоррозионной эмалью ХС-717, утверждена Госкомнефтепродуктом РСФСР 5/III.81. Сборник инструкций по защите резервуаров от коррозии.
45. Инструкция по окраске наружной поверхности резервуаров со светлыми нефтепродуктами теплоотражающими эмалями ПФ-5135 и ЭФ-5144, утверждена Главнефтеснабом РСФСР 3/V.79. Сборник инструкций по защите резервуаров от коррозии. М., Недра, 1982.
46. Временная инструкция по дегазации резервуаров от паров нефтепродуктов методом принудительной вентиляции, утверждена заместителем председателя Госкомнефтепродукта РСФСР 5/V.81.
47. Инструкция по эксплуатации стальных понтонов с открытыми отсеками РД 39-30-185-79, утверждена Миннефтепромом 6 июля 1979 г.
48. Положение о порядке обучения и проверки знаний по охране труда рабочих, служащих и инженерно-технических работников предприятий и организаций Госкомнефтепродукта СССР, утверждено Госкомнефтепродуктом СССР 9/IX.83.
49. Положение о порядке проверки знаний правил, норм и инструкций по технике безопасности руководящими и инженерно-техническими работниками управлений, предприятий и организаций Госкомнефтепродукта СССР, утверждено совместным постановлением Госкомнефтепродукта СССР и ЦК профсоюза рабочих химической и нефтехимической промышленности от 23 июня 1983 г. № 10/21.
50. СН 305-77. Инструкция по проектированию и устройству молниезащиты зданий и сооружений. М., Стройиздат, 1978.
51. Инструкция о порядке поступления, хранения, отпуска и учета нефти и нефтепродуктов на нефтебазах, наливных пунктах и автозаправочных станциях системы Госкомнефтепродукта СССР, утверждена Госкомнефтепродуктом СССР 15/VIII.85.
52. Инструкция по эксплуатации очистных сооружений нефтебаз, наливных пунктов, перекачивающих станций и АЗС, утверждена Главнефтеснабом РСФСР 17/Х.75.
53. ГОСТ 12.2.020-76 ССБТ. Электрооборудование взрывозащищенное. Термины и определения. Классификация. Маркировка.
54. ГОСТ 17032-71. Резервуары стальные горизонтальные для нефтепродуктов. Типы и основные размеры.
55. ГОСТ 7338-77. Пластины резиновые и резинотканевые. Технические условия.
56. ГОСТ 12.1.018-86 ССБТ. Статическое электричество. Искробезопасность. Общие требования.
57. Правила устройства электроустановок ПУЭ-85.
58. Рекомендации по восстановлению несущей способности цилиндрических резервуаров способом усиления стенки стальными кольцевыми бандажами. Астрахань, ЦНИЛ, 1984.
59. Рекомендации по эксплуатации резервуаров, усиленных методом постановки кольцевых бандажей. Астрахань, ЦНИЛ, 1984.
60. ГОСТ 12.3.009-76 ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности.
61. ГОСТ 12.3.020-80 ССБТ. Процессы перемещения грузов на предприятиях. Общие требования безопасности.
Приложение 2
2. ИНДУСТРИАЛЬНЫЕ СПОСОБЫ РЕМОНТА РЕЗЕРВУАРОВ
Под индустриальными способами ремонта понимается максимальное сокращение ручного труда на ремонтной площадке под открытым небом, перенос основных сборочно-сварочных работ в цеховые условия, повышение механизации всех процессов, в том числе в цеховых условиях. Указанные методы дают значительный экономический эффект: сокращают стоимость ремонтных работ, снижают трудозатраты и уменьшают сроки ремонта. Организация поточности этих работ обусловливает получение дополнительного эффекта от использования механизмов и средств транспорта и повторности применения такелажной оснастки.
Один из основных индустриальных способов ремонта - способ с применением рулонированных заготовок листовых конструкций днищ, стенок, настилов покрытий, которые изготавливают в специальных цехах, оснащенных оборудованием для обработки листов, сборки, сварки и рулонирования полотнищ.
Применение для ремонта резервуаров рулонированных заготовок, изготовленных индустриальным способом в цеховых условиях, сокращает в 3 - 4 раза протяженность сварных соединений, выполненных на ремонтной площадке, уменьшает в 2 - 3 раза трудоемкость ремонтных работ, снижает стоимость работ примерно в 1,5 раза по сравнению с полистовым ремонтом.
Время ремонтных работ на площадке также сокращается в несколько раз, например, при смене настила стационарных крыш в 4 - 5 раз, одновременного ремонта покрытия и двух верхних поясов в 3,5 - 4,7 раза.
Индустриальные способы ремонта повышают качество ремонтных работ и существенно улучшают условия труда рабочих ремонтных бригад.
2.1. РЕМОНТ ДНИЩ
Ремонт днищ применением рулонных заготовок связан с демонтажем стального днища резервуара, а затем восстановлением его. В некоторых случаях осуществляется одновременный ремонт основания резервуара и днища (полная замена и частичная - без замены окрайков).
При выполнении ремонтных работ применяют обычно следующие механизмы и такелажную оснастку:
кран УБ-102;
трактор С-80 или С-100;
трос диаметром 17,5 мм (ГОСТ 3071-74) длиной 80 м с тросовыми сжимами (10 шт.);
блоки грузоподъемностью 3 т;
трос диаметром 24 мм, длиной 40 м с тросовыми сжимами (8 шт.).
При ремонте днищ с применением рулонированных заготовок рекомендуется следующая последовательность операций:
а) подготовительные работы, включая изготовление рулонов и их доставку к ремонтируемому резервуару со всеми монтажными приспособлениями и оснасткой;
б) выполнение монтажных проемов в кровле резервуара;
в) демонтаж всего или частично подлежащего замене днища;
г) удаление демонтированных участков днища через проем;
д) подъем и подача рулонов в резервуар через проемы в крыше;
е) разворачивание рулонов и подтаскивание полотнищ в проектное положение с временным их закреплением и сваркой между собой и окрайками днища.
Монтажные проемы в крыше вырезают следующим образом: размечают монтажный проем, приваривают три подъемные петли, стропят крюк крана к петлям. После этого вырезают монтажный проем и с помощью крана вырезанные элементы удаляют с крыши резервуара.
После окончания ремонта днища и проверки качества сварочных работ монтажные проемы на крыше закрываются. Затем выполняют сварку элементов, закрывающих монтажные проемы, с крышей.
Ремонт оснований резервуаров, получивших неравномерную осадку в период эксплуатации, проводят различными способами. При осадке основания в зоне окрайков, когда не требуется исправления центральной части, осуществляют подъем резервуара, подсыпку и ремонт основания только периферийной части.
При больших деформациях центральной части основания или необходимости полного его ремонта резервуар поднимают и вырезают днище. Днище разрезают на две части и попеременно надвигают их одну на другую, ремонтируя основание. По окончании ремонта ремонтируется днище резервуара.
2.2. РЕМОНТ ВЕРХНИХ ПОЯСОВ СТЕНКИ
Ремонт начинают с установки всех приспособлений и рулона-заготовки внутри резервуара через вырезанное монтажное окно в кровле (рис. 6). Старые листы верхних поясов, подлежащих замене, вырезают через 6 м по окружности и с помощью крана опускают на землю. Рулонная заготовка к этому времени должна быть установлена на подставку; при этом верхний край развертываемого рулона должен быть ниже верхней отметки стенки резервуара. Вертикальную кромку рулона закрепляют за стенку резервуара прихватками и рулон развертывают с одновременной передвижкой подставки с помощью крана и лебедки. При развертывании рулона клиньями последовательно поджимают полотнище по горизонтальным соединениям к стенке резервуара и обвязочному уголку. Подготовив участок длиной 6 м, начинают сварку горизонтальных соединений полотнища со стенкой резервуара и обвязочным уголком.
По окончании сварки демонтируют на последующем участке часть листов стенки, кровли и полуферму. Длина участка, подготавливаемого к развертыванию рулона, не должна превышать 6 м.
При развертывании рулона после прижатия кромок проводится сварка нахлесточного шва обратноступенчатым способом. Длина ступени не должна превышать 250 мм. Горизонтальные нахлесточные стыки выполняют сплошными с наружной стороны резервуара и прерывистыми (длиной 200 мм через 200 мм) с внутренней. По окончании развертывания рулона и демонтажа катушки осуществляют замыкание вертикального соединения. Для резервуара вместимостью до 400 м3 оно выполняется внахлестку, а более 400 м3 - встык.
Сборка соединения внахлестку ведется с помощью трактора или рычажных лебедок и клиньев, а встык - дополнительно с помощью балок, устанавливаемых с внутренней и наружной сторон, а также стяжных винтовых приспособлений.
После окончания ремонта проводят испытание сварных швов отремонтированных поясов стенки на герметичность керосиновой пробой, а затем гидравлическое испытание всего резервуара
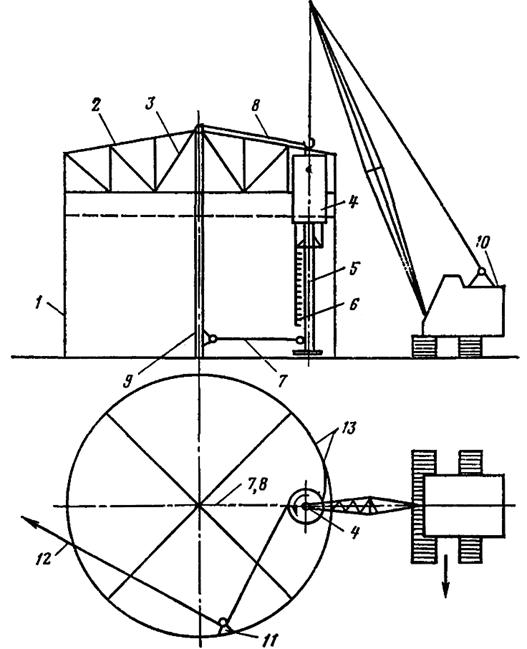
Рис. 6. Схема ремонта верхних поясов стенки резервуара с применением рулонной заготовки:
1 - стенка резервуара; 3 - настил покрытия: 3 - ферма; 4 - рулон; 5 - подставка; 6 - струнные леса; 7, 8 - распорки; 9 - центральная стойка; 10 - самоходный кран; 11 - отводной блок; 12 - трос на лебедку; 13 - начальная кромка разворачиваемого полотнища
2.3. РЕМОНТ НИЖНИХ ПОЯСОВ СТЕНКИ
Ремонт нижних поясов стенки резервуара с применением рулонных заготовок выполняют в соответствии с ППР и техническими требованиями действующих нормативных документов по монтажу резервуаров (рис. 7).
Порядок выполнения основных этапов работ следующий: заготовка материалов; изготовление рулона; разметка на стенке резервуара вырезаемого участка; вырезка монтажного проема для заведения рулона внутрь резервуара; вырезка монтажного проема в кровле; установка рулона с поддоном на днище; закрепление на днище отводного блока; запасовка троса, разворачивающего и передвигающего рулон; вырезка заменяемого участка; разворачивание рулона.
До начала ремонтных работ с внутренней стороны стенки резервуара навешиваются монтажные лестницы, монтажный проем в стенке окантовывается ребрами жесткости, которые фиксируют вертикальное положение кромок стенки вырезанного проема.
Рулон-заготовку доставляют к резервуару на транспортном устройстве (санях), затем натяжным тросом перемещают вместе с санями в резервуар через проем в стенке, краном через верхнее монтажное отверстие рулон поднимают в вертикальное положение и устанавливают на поддон. Затем вытаскивают из резервуара транспортные сани.
Отводной блок закрепляется на днище резервуара на расстоянии не более 8 м от рулона и по мере развертывания и перемещения последнего переносится и закрепляется на новой позиции.
Обрезку удерживающих планок и развертывание рулона проводят с соблюдением необходимых мер безопасности в соответствии с ППР и нормативно-технической документацией по монтажу резервуаров.
Непосредственная замена дефектных поясов стенки на новые проводится участками длиной по 6 м. Последовательно, по мере вырезки участков, разворачивают и передвигают рулонную заготовку.
Нижняя горизонтальная кромка заготовки при этом прижимается к заранее приваренным на днище упорам и прихватывается к днищу, верхняя кромка с помощью клиньев прижимается с внутренней стороны к оставляемой части стенки и прихватывается к ней.
Таким образом, решаются две задачи: во-первых, вырезка частями поясов обеспечивает устойчивость стенки резервуара без дополнительных креплений; во-вторых, за счет прижатия кромок проводится формирование из рулонной заготовки заменяемой части стенки. Сварка соединений новых листов со старыми аналогична сварке при замене верхних поясов стенки резервуара.
Вырезка дефектного участка проводится с учетом наименьшей деформации остающихся кромок после вырезки; при этом строго соблюдается последовательность вырезки: вначале нижний горизонтальный, затем вертикальные и в последнюю очередь верхний горизонтальный рез.
Вертикальные участки разрезов стенки выполняют резчики с гидроподъемников. Монтажное отверстие в покрытии вырезают аналогично рассмотренному варианту ремонта стенки верхних поясов.
После окончания ремонта проводят испытание на герметичность сварных швов стенки, выполненных на ремонтной площадке, а затем гидравлическое испытание всего резервуара
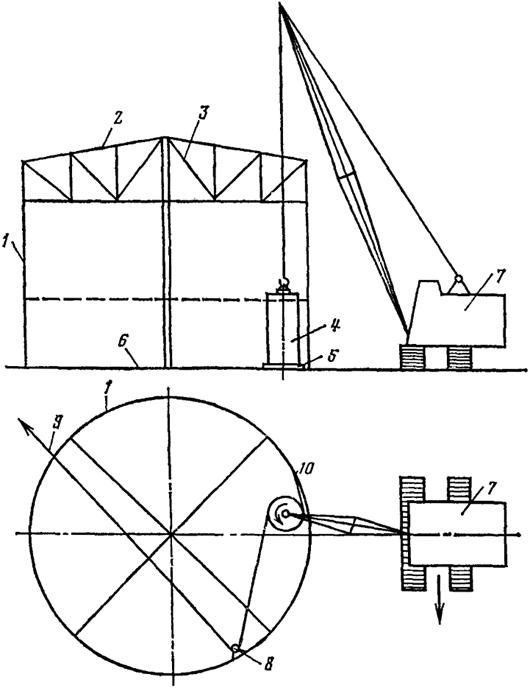
Рис. 7. Схема ремонта нижних поясов стенки резервуара с применением рулонной заготовки:
1 - стенка резервуара; 2 - настил покрытия; 3 - ферма; 4 - рулон; 5 - поддон; 6 - днище; 7 - самоходный кран; 8 - отводной блок; 9 - трос на лебедку; 10 - начальная кромка полотнища
2.4. РЕМОНТ НАСТИЛА ПОКРЫТИЯ
Ремонт покрытия с применением рулонных заготовок целесообразно проводить в том случае, когда замене подлежит весь настил покрытия.
Рулонированные полотнища настила шириной 3 м из листов толщиной 2,5 - 3 мм изготавливают в цеховых условиях с применением механизированных способов сварки и наворачивают на барабаны диаметром 2,5 м. В один рулон может быть свернута вся заготовка для одного покрытия резервуара.
Готовый рулон доставляется на ремонтную площадку.
Рулонированное полотнище на крышу резервуара можно подавать с помощью тросовой подвески (рис. 8). Она состоит из двух параллельных канатов с расстоянием между ними 250 мм, соединенных между собой короткими жесткими траверсами через 1500 мм. Монтаж подвески и закрепление ее на обвязочном уголке крыши осуществляют с помощью тягового устройства, состоящего из тягового троса и монтажной лебедки, с грузоподъемной силой 30 кН
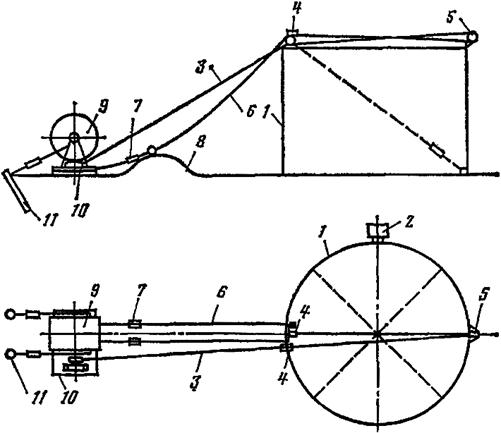
Рис. 8. Схема ремонта настила покрытия резервуара с применением рулонной заготовки:
1 - резервуар; 2 - шахтная лестница; 3 - тяговой трос; 4 - опорные блоки; 5 - отводной блок; 6 - тросовая подвеска: 7 - натяжное устройство; 8 - обвалование; 9 - рулон; 10 - электролебедка; 11 - якорь
В целях обеспечения прочности тросы подвески натягивают до соотношения стрелы провеса к длине в свету канатной подвески от 1:15 до 1:20.
После монтажа канатной подвески тяговый трос используется для подачи полотнища. С этой целью конец тягового троса закрепляют к начальной поперечной кромке разворачиваемого рулона.
К моменту подачи полотнища на крышу резервуара часть покрытия демонтируют и это место подготавливают для укладки нового элемента из рулонной заготовки. В практике обычно начинают демонтаж участка кровли от стенки до стенки через центр резервуара. Ширина демонтируемой полосы - 3 м, что соответствует ширине рулона. Остальная часть настила покрытия временно не демонтируется и служит для передвижения по крыше монтажников и сварщиков.
Рулон разматывают монтажной лебедкой с помощью тягового троса и по канатной подвеске полотнище подают на подготовленный участок крыши. На крыше полотнище подгоняют к каркасу, закрепляют электроприхватками и обрезают по месту (по краю крыши у стенки резервуара). Тяговый трос освобождают и закрепляют к оставшемуся полотнищу, расположенному на канатной подвеске. Следующий участок полотнища подается повторным действием тяговой лебедки и троса, при этом элемент полотнища, предназначенный для замены следующего участка, временно укладывают на первый участок и обрезают. С помощью рычажных приспособлений и лебедок вновь укладываемый элемент покрытия перемещают по крыше на подготовленный участок - демонтированную полосу старого настила.
Уложенные элементы покрытия приваривают с одной стороны к ранее уложенному участку, с другой - к каркасу.
Демонтаж старого настила покрытия ведется по отдельным участкам параллельно с подготовкой новых элементов. Такая очередность позволяет использовать старый и новый настилы покрытия как монтажную площадку для раскроя рулонированного полотнища на элементы. Демонтированные элементы покрытия с помощью малой механизации опускают по тросовой подвеске на прилегающую площадку около резервуара и затем удаляют за пределы обвалования.
После замены всего покрытия сварные швы испытывают на герметичность вакуум-методом.
Приложение 3
3. РЕКОМЕНДАЦИИ ПО РЕМОНТУ РЕЗЕРВУАРОВ В УСЛОВИЯХ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУР
Опыт эксплуатации металлических резервуаров и обобщение данных о нарушении их прочности и герметичности показывают, что большинство случаев (более 75 %) падает на зимний период, причем чаще разрушается конструкция, сваренная при отрицательных температурах.
В процессе сварки при отрицательных температурах металл сварного соединения быстро охлаждается и поэтому:
а) уменьшается зона разогрева, увеличивается пластическая деформация в околошовной зоне и возрастают внутренние напряжения;
б) вследствие повышения скорости кристаллизации металла сварочной ванны в сварном соединении наблюдается повышенное содержание газов и неметаллических включений;
в) повышенное содержание газов и окислов в зоне сварки понижает стабильность механических свойств сварных соединений, вызывает в отдельных случаях повышенную склонность металла к хрупкому разрушению, что в сочетании с внутренними напряжениями создает благоприятные условия для образования трещин.
Эта опасность особенно усугубляется при наличии в основном металле или в сварном соединении каких-либо концентраторов напряжений, подрезов, непроваров и т.д.
Кроме того, следует учесть, что металл и сварные соединения при отрицательных температурах очень чувствительны к ударным нагрузкам, поэтому при выполнении сварочно-монтажных работ применение каких-либо ударных методов не рекомендуется.
Сварочно-монтажные работы при ремонте резервуаров должны выполняться по специально разработанной технологии сварки, исключающей возникновение значительных внутренних напряжений, каких-либо дефектов в сварных соединениях и обеспечивающей наилучшие стабильные свойства соединения.
Настоящие рекомендации составлены на основании действующих нормативных документов: СНиП III-18-75. Металлические конструкции. Правила производства и приемки работ, СНиП II-B.3-62. Стальные конструкции. Нормы проектирования, а также с учетом накопленного опыта.
Настоящие рекомендации распространяются на ремонт при отрицательных температурах металлических резервуаров из углеродистой и низколегированной стали.
3.1. ЗАГОТОВКА И ОБРАБОТКА ДЕТАЛЕЙ
3.1.1. Накладки, вставки и детали для ремонта резервуаров должны изготавливаться в цехах или мастерских при положительной температуре воздуха.
3.1.2. При резке и обработке кромок неровности, шероховатости, заусенцы и завалы должны быть не более 0,5 мм.
3.1.3. Исправлять кромки следует абразивным инструментом, при этом следы от обработки должны быть направлены вдоль кромки.
3.1.4. При температуре воздуха -40 °С и ниже кислородную резку деталей из низколегированной стали, кромки которых подлежат в дальнейшем механической обработке, рекомендуется выполнять с подогревом.
3.1.5. При заготовке отдельных деталей резервуаров в зимних условиях правка металла в холодном состоянии ударными инструментами, а также резка его ножницами при температуре ниже -25 °С запрещается.
Запрещается правка стали путем наплавки валиков дуговой сваркой.
3.2. СБОРКА ЭЛЕМЕНТОВ ПОД СВАРКУ
3.2.1. Запрещается транспортировка волоком отдельных заготовленных деталей конструктивных элементов и листов во избежание искажения геометрической формы.
3.2.2. Запрещаются погрузка и выгрузка сбрасыванием заготовленных деталей конструкций.
3.2.3. Заготовки и детали перед сборкой должны быть очищены от заусенцев, грязи, масла, ржавчины, льда, снега и тщательно осмотрены. Обнаруженные дефекты подлежат исправлению.
3.2.4. Длину прихваток рекомендуется принимать не менее 50 мм, расстояние между прихватками - не более 500 мм, высоту усиления прихватки - не более 3 мм.
3.2.5. Уступ кромок в плоскости соединения листов следует обрабатывать абразивным инструментом.
3.2.6. При сборке и подгонке элементов рекомендуется применять подготовку кромок с криволинейным скосом.
3.2.7. В сварных стыковых соединениях листов разной толщины в целях обеспечения плавности изменения сечения необходимо предусматривать скосы у более толстого листа с одной или двух сторон с уклоном не более 1:5.
3.2.8. При установке технологического оборудования резервуара необходимо руководствоваться требованиями части I.
3.2.9. Стыковые соединения резервуаров под сварку при толщине листов 5 мм и более следует собирать на стяжных приспособлениях с обеспечением требуемых зазоров или посредством прихваток.
3.2.10. Лист днища резервуара рекомендуется собирать непосредственно на песчаном основании внахлестку по коротким и длинным кромкам. Подбивка листов в местах тройного нахлеста допускается только в горячем состоянии - нагрев до температуры 900 - 1100 °С (от вишневого до оранжевого цвета каления) - и должна прекращаться при температуре не ниже 700 °С (красный цвет каления). Площадь разогрева должна превышать площадь места подбивки не менее чем на 20 %.
Скорость охлаждения должна исключать закалку, коробление, появление трещин и надрывов.
3.2.11. Листы настила кровли резервуара следует собирать внахлест по коротким и длинным кромкам.
3.2.12. После окончания сборки необходимо проверить качество работы (зазоры между кромками, величину нахлеста в соединяемых элементах и нет ли трещин в прихватках). При обнаружении трещин в прихватках последние удаляют (выплавляют) и заменяют новыми.
3.3. СВАРКА
3.3.1. Сварочное оборудование должно быть подготовлено для эксплуатации в условиях отрицательных температур.
3.3.2. Вблизи ремонтируемого резервуара следует установить передвижной домик для обогрева рабочих и приема пищи.
3.3.3. Работа сварщика на морозе должна чередоваться с отдыхом в теплом помещении.
3.3.4. При ремонтных работах вручную и механизированной сварке стальных конструкций предварительно следует подогреть сталь в зоне сварки до 180 - 200 °С на ширину 100 мм с каждой стороны соединения и на длину 300 мм в обе стороны от места замыкания шва. Подогревать кромки металла под сварку можно газовыми горелками или индукционными подогревателями.
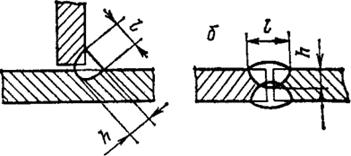
Рис. 9. Типы швов:
а - угловой; б - стыковой
3.3.5. Сварку ответственных швов резервуара (стыковые и нахлесточные соединения, стенки, стыковые соединения окраек днища, соединение стенки резервуара с днищем, нахлесточные соединения днища, швы приварки резервуарного оборудования к стенке, соединения элементов покрытия и понтонов) рекомендуется выполнять на постоянном токе обратной полярности.
Применение переменного тока допускается для сварки неответственных швов резервуара (настил кровли, ограждения и т.п.), когда колебания сетевого напряжения не превышают ±6 %, режим сварки следует подбирать так, чтобы коэффициент формы провара был:
для углового шва l/h < 1,3;
для стыкового однопроходного шва l/h < 1,5 (рис. 9).
3.3.6. При сварке конструкций в углекислом газе сварочная дуга должна быть защищена от ветра и осадков.
3.3.7. Электроды и флюсы необходимо хранить в таре в сухом отапливаемом помещении при температуре не ниже 15 °С отдельно от других сыпучих материалов.
3.3.8. Электроды и флюсы, находившиеся на морозе, разрешается использовать только после их просушки.
3.3.9. Кромки собранных элементов и прилегающие к ним зоны металла шириной не менее 20 мм, а также кромки листов примыкания выводных планок непосредственно перед сваркой должны быть зачищены до чистого металла. Продукты очистки не должны оставаться в зазорах между собранными деталями.
При наличии льда или снега на свариваемых кромках последние перед сваркой необходимо предварительно просушить газовой горелкой или паяльной лампой до полного удаления следов влаги.
3.3.10. К рабочему месту электроды и флюсы следует подавать непосредственно перед сваркой в количестве, необходимом на период, непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед установкой аппарата. У рабочего места электроды и флюсы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
3.3.11. Ручная электродуговая сварка ответственных сварных соединений резервуара должна выполняться электросварщиками, прошедшими испытания согласно Правилам испытания электросварщиков и газосварщиков и имеющими удостоверения, устанавливающие их квалификацию и характер работ, к которым они допущены.
К сварке неответственных сварных соединений резервуаров допускаются электросварщики, прошедшие испытания по действующим ведомственным правилам и имеющие удостоверения на право проведения сварочных работ.
3.3.12. Сварщики, впервые приступающие работе при отрицательной температуре воздуха, должны пройти пробные испытания по технологии сварки при заданной отрицательной температуре. Сварщики, сдавшие такие испытания, могут быть допущены к выполнению сварки при температуре на 10 °С ниже заданной для сдачи пробы испытаний.
3.3.13. К сварке прихваток допускаются сварщики, сдавшие пробные испытания согласно п. 3.3.12 настоящих Рекомендаций.
3.3.14. При температуре окружающего воздуха ниже -5 °С сварные соединения, выполняемые всеми видами и способами сварки, заваривают от начала до конца без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки. Прекращать сварку до выполнения проектного размера шва и оставлять незавершенными отдельные участки сварного соединения не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и других причин) процесс следует возобновить при условии подогрева металла в соответствии с технологией, разработанной для данной конструкции.
3.3.15. Во избежание создания значительных напряжений и деформаций, а также образования трещин сварщики перед началом работы в зимних условиях должны быть детально ознакомлены с технологическим процессом (последовательностью и режимом) сварки данного элемента и с указаниями настоящих Рекомендаций.
3.3.16. В целях уменьшения возможности образования трещин в сварных соединениях необходимо:
а) сварные стыковые соединения стенки делать прямыми встык с двусторонней сваркой и полным проваром. Допускается односторонняя сварка с подваркой корня шва;
б) стыковые соединения окраек днища выполнять на остающейся технологической подкладке. Стальная подкладка должна быть только прихвачена к днищу. Приварка технологической подкладки по контуру недопустима.
в) после обрезки части технологической подкладки, выступающей за окраек днища, торец шва зачистить абразивным инструментом. Допуски на обработку кромок такие же, как и при резке металла;
г) прихватки располагать у пересечения швов (в стыковых соединениях рекомендуется располагать прихватки с обратной стороны от первого шва или слоя);
д) при выполнении прихваток и сварки запрещается зажигать дугу на основном металле и выводить на него кратер шва;
е) тщательно осматривать прихватки перед началом сварки, с обязательной переплавкой их во время сварки первого слоя.
3.3.17. В целях уменьшения деформаций в процессе сварки, понижения скорости охлаждения и получения плотных высококачественных соединений необходимо:
а) напряжение на дуге и силу тока принимать повышенными из условия увеличения погонной энергии приблизительно на 4 - 5 % на каждые 10 °С понижения температуры ниже 0 °С (погонная энергия, принятая при положительной температуре 10 - 20 °С, принимается за 100 %);
б) накладывать швы в последовательности, обеспечивающей максимальную свободу деформаций в процессе сварки, в частности, применяя обратноступенчатый метод сварки (длина ступени не более 400 мм);
в) при сварке встык листов толщиной 6 мм и более применять многослойную сварку, накладывая каждый последующий слой по неостывшему предыдущему. Указанное условие достигается, если длина одновременно свариваемого участка (при толщине металла около 10 мм) при ручной сварке не превышает 1 м, а при механизированной сварке под флюсом - приблизительно 7 - 8 м. Число слоев сварки должно составлять: при толщине металла от 6 до 12 мм - 3, от 12 до 16 мм - 5.
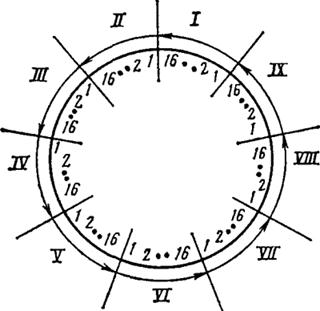
Рис. 10. Схема сварки кольцевых швов, соединяющих корпус с днищем:
I - IX - очередность сварки секций; 1, 2, ..., 16 - последовательность сварки швов в каждой секции
3.3.18. При сварке стенки резервуара в первую очередь заваривают вертикальные, а затем горизонтальные швы:
а) вертикальные стыковые швы сваривают двусторонней сваркой два сварщика обратноступенчатым методом с обязательным проплавлением вершины угла. Разрыв между дугами сварщиков, работающих с наружной и внутренней сторон резервуара, должен быть не более 500 мм;
б) горизонтальные угловые швы сваривают ручной сваркой по участкам одновременно несколько сварщиков при длине участка не более 8 м. На каждом участке работает один сварщик. Сварку швов на протяжении каждого участка ведут обратноступенчатым методом с длиной ступени не более 400 мм. При механизированной сварке горизонтальные швы сваривают по кольцу непрерывным методом.
3.3.19. Сварку углового соединения стенки с днищем следует выполнять в два слоя и более при укладке последующего слоя по неостывшему предыдущему.
Ручную сварку выполняют одновременно на нескольких (не менее чем на двух) участках длиной до 8 м. Последовательность сварки участков показана на рис. 10. Сварку каждого участка выполняют одновременно два сварщика с внутренней и внешней сторон резервуара. При этом сварщик, выполняющий внутренний шов, должен несколько опережать (около 500 мм) сварщика, выполняющего наружный шов. Сварку следует производить обратноступенчатым методом, причем длина единовременно свариваемого шва каждого слоя не должна превышать 1 м с тем, чтобы следующий слой укладывался на теплый металл.
Механизированную сварку автоматами следует выполнять последовательно участками длиной 8 м, при этом последующий слой укладывают сразу же после первого (по теплому металлу). В первую очередь, как и при ручной сварке, заваривают внутренний шов, а затем - наружный.
Допускается раздельная сварка внутреннего и наружного швов, при этом первым следует сваривать внутренний шов.
3.3.20. При ручной и механизированной сварках (полуавтоматом) стыковых и угловых соединений с полным проплавлением необходимо перед наложением шва с обратной стороны удалить и зачистить корень шва. Расчистку корня шва следует выполнять путем выплавки или шлифовки.
3.3.21. Высота угловых швов К должна быть не менее 4 мм (за исключением швов в деталях толщиной менее 4 мм) и не более 1,2s, где s - наименьшая толщина соединяемых элементов. При этом высота угловых однопроходных швов К, в зависимости от толщины свариваемых элементов должна быть не менее приведенных величин:
Минимальный размер шва:
высота, мм 6 8
площадь, мм2 18 32
Толщина более толстого из свариваемых элементов, мм 7 - 10 11 - 22
3.3.22. Угловые швы следует выполнять, как правило, с вогнутой поверхности и плавным переходом к основному металлу. Это требование соблюдается подбором соответствующего режима сварки.
3.3.23. При сварке соединений с подварочным слоем сварку последнего рекомендуется вести после сварки основного шва.
Площадь подварочного шва должна быть не менее указанной выше.
3.3.24. При сварке днища механизированной или ручной дуговой сваркой в первую очередь заваривают листы по коротким кромкам, а затем - по длинным. Швы днища по длинным кромкам листа при механизированной сварке заваривают от центра к краям. При ручной дуговой сварке процесс ведется также от центра к краям обратноступенчатым методом.
Соединения окраек днища между собой, выполненные встык, должны быть сварены на технологической подкладке в два или несколько слоев с обеспечением полного провара, при этом последующий слой следует укладывать на еще теплый предыдущий слой.
До сварки стенки с днищем окрайки соединяют с днищем на прихватках. После сварки стенки с днищем заваривают швы, соединяющие окрайки с днищем.
3.3.25. При ремонте части стенки и днища резервуара сначала сваривают вертикальные стыковые соединения первого пояса на длину 300 мм со стороны, примыкающей к днищу, затем заваривают шов приварки стенки к днищу и швы, соединяющие окрайки с днищем. После этого сваривают вертикальные стыковые соединения на всю высоту первого пояса стенки.
3.3.26. Листы настила покрытия можно сваривать ручной дуговой или механизированной сваркой. Сварку листов следует вести сначала по коротким кромкам от середины к краям, а затем заваривать продольные швы по длинным кромкам от центра к краям. Швы накладывают в один слой.
3.3.27. В процессе выполнения механизированной сварки при случайном перерыве в работе сварку разрешается возобновлять после очистки концевого участка шва длиной 50 мм и кратера от шлака; этот участок и кратер следует полностью перекрыть швом.
3.3.28. При выполнении сварки ответственных узлов резервуара особенно тщательно выполняют пересечения стыковых соединений, а также стыковых и тавровых соединений, так как при наличии непровара или других дефектов в пересечении указанных швов в последних весьма часто наблюдается образование трещин.
3.3.29. Свариваемая поверхность (зона сварки) конструкций должна быть ограждена от снега и сильного ветра.
3.3.30. Применение прерывистых швов и электрозаклепок, выполняемых ручной сваркой с предварительным сверлением отверстий, запрещается.
3.3.31. Вырубку дефектных мест в сварных соединениях и металла следует выполнять после подогрева швов и металла до 100 - 120 °С.
3.3.32. Дефектные участки сварных соединений следует заваривать только после подогрева металла до 180 - 200 °С.
3.3.33. Конструкция и сварные швы по окончании сварки должны быть зачищены.
Приваренные сборочные приспособления удаляются без повреждения основного металла, а места их приварки должны зачищаться до основного металла с удалением всех дефектов.
3.4. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
3.4.1. При контроле сварных соединений, выполненных при отрицательной температуре, особое внимание следует уделять операционному контролю:
а) при сборке следить за обеспечением равномерного и минимального допустимого зазора между свариваемыми деталями, проверять, нет ли грязи, влаги и коррозии в разделке, нет ли групповых пор и трещин в электроприхватках;
б) при сварке следить за соблюдением последовательности режимов сварки и главное - за обеспечением полного провара корня шва;
в) при приемке конструкций строго проверять, нет ли трещин в сварных соединениях, основном металле и особенно в зонах скопления большого числа швов.
3.4.2. Окончательный осмотр и приемку сварных соединений резервуаров следует проводить через 3 - 4 дня после окончания сварки. Кроме того, рекомендуется проводить 2 - 3 дополнительных контрольных осмотра конструкций и сварных соединений после резкого похолодания, наступившего после окончания сварочных работ (например, при падении температуры в течение суток на 15 °С и более).
3.4.3. Контроль качества сварных соединений проводится в соответствии с требованиями СНиП III-18-75 и настоящего Руководства.
Не допускается контроль качества сварных соединений методом засверливания.
3.4.4. Подрезы основного металла при сварке допускаются: вдоль усилия и местные подрезы поперек усилия (до 25 % длины шва) глубиной, не более 0,5 мм при толщине стали от 4 - 10 мм и не более 1 мм при толщине стали свыше 10 мм; поперек усилия глубиной 0,5 мм при толщине стали до 20 мм и 1 мм при толщине стали более 20 мм.
3.4.5. Подрезы основного металла следует заваривать с предварительной и последующей зачисткой. Допускается исправление подрезов зачисткой без предварительной заварки, если их глубина не превышает значений, указанных в п. 3.4.4. При заварке подреза (независимо от способа сварки) необходимо обеспечить температуру в пределах нормы для данной толщины металла, которую определяют заводскими нормалями.
3.4.6. Несплавления по кромкам, а также непровары стыковых и угловых соединений с полным проплавлением не допускаются.
3.4.7. Окончательной браковке подлежат элементы, имеющие:
а) трещины в металле сварного соединения, переходящие на основной металл;
б) трещины в основном металле.
3.4.8. Исправлять дефектные участки разрешается не более двух раз.
Приложение 4
4. МЕРЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ РЕЗЕРВУАРОВ
4.1. ОБЩИЕ ПРАВИЛА ПОЖАРНОЙ БЕЗОПАСНОСТИ ПРИ ОРГАНИЗАЦИИ И ПРОИЗВОДСТВЕ ОГНЕВЫХ РАБОТ
4.1.1. К огневым работам относятся электрическая и газовая сварка, бензиновая, керосиновая или кислородная резка, кузнечные и котельные работы с применением переносных горнов, паяльных ламп и разведением открытого огня.
4.1.2. Ответственность за обеспечение мер пожарной безопасности при проведении огневых работ возлагается на руководителя предприятия, участка, на территории которого будут выполняться огневые работы.
4.1.3. К производству сварочных работ допускаются сварщики, выдержавшие испытания по специальной подготовке и имеющие соответствующее квалификационное удостоверение и талон по технике безопасности и пожарной безопасности (прил. 5).
4.1.4. Огневые работы необходимо выполнять на специально отведенных площадках, расположенных с соблюдением установленных разрывов от пожаро-, взрывоопасных производственных участков.
Площадка должна иметь надпись «Сварочная площадка» с указанием лиц, ответственных за проведение работ. При необходимости огневые работы могут быть проведены в резервуарном парке с письменного разрешения главного инженера и руководителя объекта при согласовании с пожарной охраной (см. прил. 13, часть I настоящих Правил).
4.1.5. Порядок оформления разрешения и осуществления контроля за соблюдением мер пожарной безопасности при проведении огневых работ на объектах, охраняемых пожарной охраной, МВД, определяется Правилами пожарной безопасности при эксплуатации предприятий Госкомнефтепродукта СССР.
4.1.6. До начала огневых работ ответственный за их проведение обязан согласовать эти работы с местной пожарной охраной, службами техники безопасности; сделать анализ воздуха на отсутствие врзывоопасных концентраций газа (паров) прибором ПГФ-2М1-ИЗГ, УГ-2, ГБ-3 и другими (допустимая концентрация углеводородов не должна превышать 5 % нижнего предела распространения пламени - нижнего предела воспламенения); организовать выполнение всех мер пожарной безопасности и обеспечить место проведения огневых работ необходимыми средствами пожаротушения.
Выполнение огневых работ у трубопроводов, находящихся в эксплуатации, без предварительной подготовки и установки заглушек на продуктовых и топливных линиях или заполнения водой (инертным газом), а также в туннелях и лотках без соответствующей продувки и анализа воздуха запрещается.
4.1.7. Начальник (инструктор противопожарной профилактики) пожарной охраны объекта или лицо, его заменяющее, при получении извещения о намечаемых огневых работах осматривает место их проведения и устанавливает, соблюдены ли меры пожарной безопасности. Кроме того, он обязан провести инструктаж рабочих, которые будут выполнять огневые работы.
Ответственный за проведение огневых работ, сварщики и другие рабочие, принимающие участие в этих работах, расписываются в журнале учета о получении соответствующего инструктажа (прил. 6). В необходимых случаях на месте проведения огневых работ должен быть выставлен пожарный пост из числа работников объектов пожарной охраны или членов добровольной пожарной дружины.
4.1.8. Сварщик не должен приступать к огневым работам без письменного разрешения, выданного главным инженером или руководителем объекта и согласованного с пожарной охраной. Кроме того, он должен проверить выполнение всех требований пожарной безопасности, указанных в разрешении.
4.1.9. В местах проведения огневых работ и на площадках, где установлены сварочные агрегаты, трансформаторы, контрольно-измерительные приборы, должны быть приняты следующие меры пожарной безопасности:
полностью устранена возможность проникновения огнеопасных газов и паров нефтепродуктов к месту производства этих работ;
на расстоянии 15 м от площадки, на которой выполняют огневые работы, и мест установки сварочных агрегатов территория должна быть очищена от мусора, горючих, предметов, различных нефтепродуктов; места, где были пролиты нефтепродукты, необходимо засыпать песком или землей слоем не менее 5 см;
в радиусе 5 м от места проведения огневых работ не должно быть сухой травы.
4.1.10. При проведении огневых работ на строительных лесах и подмостях все деревянные конструкции должны быть защищены от попадания искр листами железа или асбеста. Кроме того, должны быть приняты меры против попадания искр на нижележащие деревянные конструкции.
Деревянные леса и подмости должны быть тщательно очищены от строительного мусора. Помимо этого, должны быть проведены другие мероприятия в соответствии с требованиями пожарной безопасности при проведении строительных работ.
4.1.11. При выполнении ремонтно-монтажных работ на предприятии огневые работы разрешается проводить не ближе 20 м от резервуарных парков и отдельно стоящих резервуаров с нефтепродуктами; если в резервуарном парке проводят операции по наполнению (откачке) резервуаров нефтепродуктами, огневые работы можно проводить только на расстоянии не ближе 40 м от этих резервуаров (электросварочные агрегаты должны быть установлены с наружной стороны обвалования на расстоянии не менее 20 м от резервуаров с нефтепродуктами).
4.1.12. При производстве сварочных работ запрещается:
а) приступать к работе при неисправной сварочной аппаратуре, проводах, шлангах, горелках и трубопроводах;
б) выполнять сварку аппаратов и трубопроводов, находящихся под давлением жидкости, газа, пара или воздуха без их дегазации, а также под напряжением электрического тока;
в) сваривать свежеокрашенные конструкции до полного высыхания краски;
г) прокладывать токоведущие сварочные провода совместно с газосварочными шлангами и трубопроводами;
д) переносить провода от сварочных аппаратов под напряжением, а также волоком (для переноски провода обесточивают и свертывают в бухту, а затем разворачивают);
е) пользоваться промасленной спецодеждой и рукавицами;
ж) класть горящие горелки и раскаленные электроды на сгораемые предметы и материалы (для этих целей должна быть устроена специальная подставка из несгораемых материалов);
з) оставлять без присмотра включенные сварочные аппараты; использовать металлоконструкции или трубопроводы в качестве обратного провода;
и) оставлять в процессе работы не защищенные от дождя и снега сварочные аппараты, контрольно-измерительные приборы и трансформаторы;
к) хранить в сварочных кабинах горючие предметы, спецодежду и т.д.
4.1.13. Огневые работы должны быть немедленно прекращены при обнаружении поблизости горючих газов или паров нефтепродуктов.
4.1.14. По окончании огневых работ место их проведения должно быть тщательно проверено и очищено от раскаленных огарков, окалины или тлеющих предметов, а при необходимости полито водой.
4.2. ГАЗОСВАРОЧНЫЕ РАБОТЫ
4.2.1. Для временного производства газосварочных работ переносные ацетиленовые генераторы следует устанавливать на открытых площадках в неопасных в отношении пожара и взрыва местах.
Ацетиленовые генераторы необходимо ограждать и размещать не ближе 10 м от места проведения сварочных работ, от открытого огня и сильно нагретых предметов.
При установке ацетиленового генератора делают надпись: «Вход посторонним воспрещен - огнеопасно», «Не курить», «Не ходить с огнем».
4.2.2. Запрещается размещать склады для хранения карбида кальция на территории резервуарного парка.
4.2.3. В местах хранения и вскрытия барабанов с карбидом кальция запрещается курить, пользоваться открытым огнем и применять инструмент, способный образовать при ударе искру. Раскупоривать барабаны с карбидом кальция следует латунными зубилами и молотком. Запаянные барабаны открывать специальным ножом. Место реза на крышке необходимо предварительно смазать толстым слоем солидола.
4.2.4. Вскрытые барабаны с карбидом кальция следует защищать непроницаемыми для воды крышками с отогнутыми краями, плотно охватывающими барабан. Высота борта крышки должна быть не менее 50 мм.
4.2.5. Баллоны с кислородом необходимо устанавливать от места сварки на расстоянии не менее 10 м, от ацетиленового генератора - не менее 5 м.
На месте газосварочных работ разрешается иметь не более двух закрепленных баллонов с кислородом.
4.2.6. Хранение и транспортировка баллонов с газами разрешаются только с навинченными на их горловины защитными колпаками. При транспортировке баллонов не допускается толчков и ударов.
4.2.7. Баллоны с газом при хранении, перевозке и эксплуатации должны быть защищены от воздействия солнечных лучей и других источников тепла.
Расстояние от горелок (по горизонтали) до отдельных баллонов с кислородом и горючими газами должно быть не менее 5 м.
4.2.8. При обращении с порожними баллонами из-под кислорода и горючих газов должны быть соблюдены такие же меры безопасности, как и с наполненными баллонами.
4.2.9. Для предотвращения взрывов ацетиленовые генераторы следует заряжать только кусковым карбидом кальция и не более как наполовину объема ящиков реторт.
При загрузке ацетиленового генератора запрещается загружать карбид кальция завышенной грануляции или проталкивать его в воронку аппарата железными прутьями и проволокой, работать на карбидной пыли.
4.2.10. После зарядки ацетиленового генератора карбидом кальция весь воздух из газгольдера и шлангов горелки должен быть вытеснен газом.
4.2.11. Перед тем как зажечь газовую горелку, необходимо проверить работу гидравлического затвора и наличие в нем воды. Заполнять гидравлический затвор водой и проверять ее уровень в затворе следует только при включении подачи газа. Выполнять сварочные работы при неисправном гидравлическом затворе ацетиленового генератора категорически запрещается.
4.2.12. Перед началом газосварочных работ должны быть проверены исправность газопроводящих шлангов и надежное их закрепление на присоединительных ниппелях аппаратуры, горелок, резаков, редукторов. Для этой цели применяют специальные хомутики.
На ниппели водяных затворов шланги должны быть надеты плотно, но не закреплены.
Не допускается использование шлангов, пропускающих газ, а также замена ацетиленовых шлангов кислородными и наоборот. В процессе газосварочных работ газопроводящие шланги необходимо оберегать от действия высоких температур и механических повреждений.
4.2.13. При разжигании горелки сначала постепенно открывают кислородный кран, а затем - ацетиленовый с одновременным поднесением пламени спички или зажигалки. При тушении горелки вначале перекрывают подачу ацетилена, а затем - кислорода.
4.2.14. При газосварочных работах нельзя допускать перегрева горелки. Во избежание этого следует периодически прекращать работу и охлаждать горелку, погружая ее в воду.
4.2.15. При обнаружении неисправности ацетиленового генератора или заметной утечки газа газосварочные работы должны быть прекращены, из газгольдера выпущен газ, реторты очищены от остатков карбида кальция, генератор промыт и направлен для ремонта в мастерскую. Запрещается ремонтировать ацетиленовые генераторы на месте проведения газосварочных работ.
4.2.16. По окончании работы карбид кальция в переносном генераторе должен быть полностью доработан. Известковый ил, удаляемый из генератора, необходимо выгружать в приспособленную для этой цели тару и сливать в иловую яму или в специальный бункер.
Иловые ямы должны быть расположены на специально отведенных площадках, место расположения иловых ям должно быть согласовано с пожарной охраной.
Открытые иловые ямы должны быть ограждены перилами в радиусе 10 м от края ямы, а закрытые - иметь несгораемые перекрытия или быть оборудованы вытяжной вентиляцией и люками для удаления ила.
4.2.17. При газосварочных работах и газовой резке запрещается:
а) приступать к работе при неисправных аппаратуре и шлангах;
б) отогревать замерзшие ацетиленовые генераторы, трубопроводы, вентили, редукторы и другие детали установок открытым огнем или раскаленными предметами (отогревать можно только горячей водой или паром), а также пользоваться инструментом, способным образовывать искры при ударе;
в) допускать соприкосновение кислородных баллонов, редукторов, шлангов и другого сварочного оборудования с различными маслами, а также с промасленной одеждой и ветошью;
г) курить и пользоваться открытым огнем на расстоянии менее 10 м от баллонов с горючим газом и кислородом, шлангов, ацетиленовых генераторов, газопроводов и иловых ям;
д) работать от одного гидравлического затвора двум сварщикам;
е) загружать карбид кальция в мокрые загрузочные корзины или при наличии воды в газосборнике загружать корзины карбидом более половины их объема (при работе генераторов «Вода на карбид»);
ж) оставлять баллоны со сжатым и сжиженным газами на солнце без укрытия;
з) оставлять ацетиленовые генераторы после окончания газосварочных работ не очищенными от остатков карбида кальция и ила, реторты, ящики и другие части генератора непромытыми;
и) продувать шланги для горючих газов кислородом и кислородный шланг горючими газами, пользоваться шлангами, длина которых превышает 30 м. При производстве монтажных работ допускается применение шлангов длиной до 40 м. Применение шлангов длиной свыше 40 м допускается в исключительных случаях с разрешения руководителя работ и инженера по технике безопасности;
к) перекручивать, заламывать или зажимать газопроводящие шланги;
л) переносить генератор при наличии в газосборнике ацетилена;
м) преднамеренно увеличивать давление газа в ацетиленовом генераторе, накладывая на колокол тяжелые предметы или увеличивать единовременную загрузку карбида кальция.
4.3. ЭЛЕКТРОСВАРОЧНЫЕ РАБОТЫ
4.3.1. Сварочные генераторы и трансформаторы, а также все вспомогательные приборы и аппараты к ним, устанавливаемые на открытом воздухе, должны быть выполнены в закрытом или защищенном исполнении с противосыростной изоляцией и установлены под навесами из несгораемых материалов.
4.3.2. Электросварочные установки (стационарные и передвижные) и свариваемые предметы при проведении сварочных работ должны быть заземлены.
Помимо заземления основного электросварочного оборудования в сварочных установках надлежит заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный провод).
Заземление выполняют при помощи гибких изолированных проводов, снабженных специальными зажимами, обеспечивающими надежный контакт. Применение голых проводов и подручных металлических предметов для заземления не допускается.
4.3.3. Соединение жил сварочных проводов между собой должно выполняться горячей пайкой. Подключение электропроводок к электрододержателю, свариваемому изделию и сварочному аппарату допускается только при помощи специальных зажимов или медных кабельных наконечников, скрепленных болтами с шайбой.
4.3.4. Провода, подключенные к сварочным аппаратам, распределительным щитам и другому оборудованию, должны иметь надежную изоляцию, защиту от действия высокой температуры, механических повреждений и химических воздействий.
Применять для электросварочных работ провода с поврежденной изоляцией и переносить провода сварочных аппаратов под напряжением запрещается.
4.3.5. При проведении электросварочных работ, связанных с частыми перемещениями сварочных установок, должны применяться механические шланговые кабели.
4.3.6. Обратный проводник от свариваемого изделия к источнику тока должен быть аналогичным основному проводу, присоединённому к электрододержателю.
4.3.7. При смене электродов в процессе сварки их остатки (огарки) следует складывать в специальный металлический ящик, устанавливаемый у места сварочных работ.
4.3.8. Во время перерыва, а также при уходе сварщика с рабочего места электросварочный аппарат и провода должны быть обесточены.
4.4. РЕЗКА МЕТАЛЛА
4.4.1. При бензо-, керосино- и кислородной резке бачок с горючим должен находиться не ближе 5 м от баллонов с кислородом и от источников открытого огня и не ближе 3 м от рабочего места резчика. При этом бачок должен быть расположен так, чтобы на него не попадали пламя и искры при работе.
4.4.2. Перед зарядкой бачка горючим должны быть проверены его исправность и герметичность. При пропуске горючей жидкости и неисправности насоса бачок эксплуатировать не разрешается.
4.4.3. Бачок должен иметь исправный манометр, а также предохранительный клапан, не допускающий повышения давления в бачке более 0,5 МПа. Нельзя выполнять резку металла при давлении воздуха в бачке, превышающем рабочее давление кислорода в резаке. Рабочее давление в бачке (с горючим) должно быть не выше 0,3 МПа.
4.4.4. Для бензо-, керосино- кислородной резки бачки должны заправляться только фильтрованным горючим не более чем на 3/4 его объема. Заправлять бачки следует в специально отведенном помещении или на специально отведенной площадке.
Место заправки от места выполнения огневых работ и открытых источников огня должно быть расположено не ближе 20 м. Хранение запаса горючего допускается в количестве не более сменной потребности. Горючее необходимо хранить в исправной, небьющейся, плотно закрывающейся специальной таре.
4.4.5. Перед началом бензо-, керосино- кислородной резки необходимо проверить надежность и плотность присоединения бензостойкого шланга к бачку и резаку. Сальник запорного вентиля на бачке не должен пропускать горючее.
4.4.6. При обратном ударе пламени работа должна быть немедленно прекращена, а горелка потушена.
4.4.7. При резке металла бензо-, керосино- и кислородорезаком запрещается:
а) пользоваться неисправными аппаратами, шлангами и горелками;
б) применять загрязненное или с примесью воды горючее, а также этилированный бензин для бензорезов;
в) применять для подачи горючего к резаку кислородные шланги;
г) перегревать испаритель резака до вишневого цвета, а также подвешивать резак во время работы вертикально, головкой вверх;
д) направлять пламя и класть горелку на сгораемые предметы;
е) резать при давлении в бачке с горючим, превышающим рабочее давление кислорода в резаке;
ж) зажимать, перекручивать или заламывать шланги, подающие кислород и горючее к резаку;
з) хранить запас горючего на рабочей площадке.
4.4.8. При прекращении резки воздух из бачка выпускают только после гашения резака.
4.5. ВРЕМЕННЫЕ РЕМОНТНЫЕ И ОГНЕВЫЕ РАБОТЫ, БЕЗОПАСНЫЙ СПОСОБ ВЫПОЛНЕНИЯ СВАРОЧНЫХ РАБОТ ПРИ РЕМОНТЕ РЕЗЕРВУАРОВ
4.5.1. Производить чеканку резервуаров с нефтепродуктами допускается только холодным способом при условии, что места чеканки будут часто смазываться густой смазкой. Инструмент должен быть изготовлен из металла, не дающего искр.
4.5.2. На время выполнения ремонтных работ с применением открытого огня, включая чеканку резервуаров, на производственной территории должен быть установлен пожарный пост из работников объектовой пожарной охраны или членов добровольной пожарной дружины и увеличено число средств пожаротушения.
4.5.3. До начала огневых работ на резервуаре и внутри него необходимо:
а) все задвижки на соседних резервуарах и трубопроводные водоспускные краны, колодцы канализации и узлы задвижек (во избежание загорания паров и газов нефтепродуктов) прикрыть войлоком, который в жаркое время года должен быть смочен водой;
б) места электросварки или горячей клепки (для предупреждения разлетания искр и окалины) оградить переносными асбестовыми или иными несгораемыми щитами размером 1×2 м.
4.5.4. Безопасный способ выполнения огневых работ в резервуарах может быть применен после дегазации резервуаров при помощи специальной вентиляционной установки.
После удаления «мертвого» остатка нефтепродукта и смыва внутренних стенок и ферм кровли резервуара сильной струёй воды (в течение 2 - 3 ч), а также после зачистки от остатков грязи на открытый люк-лаз надевают конический рукав диаметром 650 - 700 мм из брезента или бельтинга.
Второй конец рукава присоединяют к выкидному патрубку вентилятора, установленного на специальных салазках с электродвигателем во взрывозащищенном исполнении. Вентилятор включают в действие при открытых верхних люках резервуара.
При работе вентилятора с подачей воздуха 10000 м3/ч (мощность двигателя 10 кВт, частота вращения 1450 мин-1) в течение 6 - 8 ч в резервуаре РВС-1000 обеспечивается полная дегазация от паров нефтепродуктов и газов. Проводить огневые работы разрешается только после взятия анализа воздуха внутри резервуара и лабораторного подтверждения его безопасности для выполнения этих работ.
Приложение 5
ТАЛОН
ПО ТЕХНИКЕ ПОЖАРНОЙ БЕЗОПАСНОСТИ К КВАЛИФИКАЦИОННОМУ УДОСТОВЕРЕНИЮ № _____
(действителен только при наличии квалификационного удостоверения)
|
Тов. ____________________________________________________________________ (фамилия, имя, отчество) зачеты по программе пожарно-технического минимума и знанию требований пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства сдал. Талон действителен в течение одного года со дня выдачи. Представитель администрации ______________________________________________ ___________________________________________________________________________ (наименование объекта) Подпись __________________ Представитель органа (части) пожарной охраны Подпись __________________ «__» _______________ 19__ г. Талон продлен до __________ 19__ г. Представитель администрации объекта Подпись ___________________ Представитель органа (части) пожарной охраны Подпись ___________________ «__» _______________ 19__ г. Талон продлен до __________ 19__ г. Представитель администрации объекта Подпись ___________________ Представитель органа (части) пожарной охраны Подпись ___________________ «__» _______________ 19__ г. Отметка о нарушениях правил пожарной безопасности при проведении огневых работ ______________________________________________________________________ ___________________________________________________________________________ (подпись лица, проверявшего соблюдение правил пожарной безопасности) |
Приложение 6
ЖУРНАЛ
УЧЕТА РАЗОВЫХ ОГНЕОПАСНЫХ РАБОТ НА ОБЪЕКТЕ
На 19__ г.
|
Наличие разрешения администрации объекта, кем подписано |
Лицо, ответственное за проводимые работы |
Фамилия, должность начальствующего состава ВОХР и ППО, проверявшего на месте возможность производства работ |
Мероприятия по обеспечению пожарной безопасности |
Подписи ответственного за производство работ, сварщика и других рабочих в получении инструктажа |
|
Приложение 7
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПРИ РАБОТЕ С СОСТАВАМИ НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ
Эпоксидные смолы и отвердители, а также их составы токсичны и вызывают раздражение слизистых оболочек, а также кожи лица и рук, кашель, головокружение, а в некоторых случаях образование нарывов на коже.
При работе с эпоксидными составами необходимо соблюдать требования и правила, предусмотренные СНиП III-4-80. Техника безопасности в строительстве. Особое внимание необходимо уделить выполнению требований, изложенных в следующих пунктах.
7.1. К работе с эпоксидными составами допускаются лица, прошедшие предварительный медицинский осмотр и соответствующий инструктаж. При этом периодичность инструктажа должна быть не реже одного раза в год. Рабочие с повышенной чувствительностью к эпоксидным смолам и их отвердителям к работе с ними не допускаются.
7.2. Все компоненты клеев необходимо хранить в темном помещении в соответствии с требованиями к условиям хранения каждого компонента. Условия хранения должны исключать возможность загрязнения воздушной среды. К месту работ клеевые композиции необходимо доставлять в плотно закрытой таре.
7.3. В местах производства работ компаунды, растворители и материалы, необходимые для осуществления технологии склеивания, следует хранить в количестве, не превышающем сменную потребность. Их хранят в металлических шкафах в чистой, сухой и плотно закрытой посуде с этикетками, указывающими наименование, марку и срок годности материалов. На этикетке для растворителей, кроме того, должна быть надпись: «Огнеопасно».
7.4. При продолжительной работе с эпоксидными смолами и отвердителями рабочие должны быть обеспечены следующей спецодеждой: комбинезоном или халатом из плотной ткани, резиновыми тонкими перчатками (ТУ 38-106-140-81), прорезиненным фартуком и респиратором типа «Лепесток» (при резке стеклоткани на полосы).
7.5. Спецодежда при работе должна быть застегнута. Ее следует очищать от клея по мере загрязнения и хранить в специально отведенных местах. Спецодежду следует стирать не реже одного раза в месяц.
7.6. В условиях лаборатории все операции, связанные с приготовлением лакокрасочных или клеевых составов, должны выполняться в вытяжном шкафу, а в производственном помещении - в зоне вытяжной вентиляции.
7.7. Порожнюю тару из-под компонентов, растворителей необходимо удалять из рабочего помещения и хранить в специально отведенном месте.
7.8. При выполнении антикоррозионных и ремонтных работ в резервуарах последние должны быть оборудованы приточно-вытяжной вентиляцией, обеспечивающей 15 - 20-кратный обмен воздуха. Вентилятор должен быть взрывобезопасного исполнения. Освещение должно быть низковольтным (12 В) и взрывобезопасного исполнения.
7.9. При работе с эпоксидным клеем на внешней стороне резервуаров рабочие должны находиться с наветренной стороны от рабочей зоны, при этом необходимо убедиться в отсутствии поблизости источников открытого огня.
7.10. При случайном попадании отвердителя в глаза их необходимо промыть водой, а затем свежеприготовленным физиологическим раствором хлористого натрия (0,6 - 0,9 %).
7.11. Брызги смолы, отвердителя и их смеси при попадании на кожу следует смыть марлевым тампоном, смоченным в ацетоне или растворителе Р-4, после чего это место необходимо промыть водой с мылом.
7.12. При случайном разливе отвердителя даже в небольшом количестве необходимо место разлива немедленно засыпать опилками, смоленными керосином, с последующей дегазацией 10 %-ным раствором серной кислоты.
7.13. Работающие с эпоксидными составами и их отвердителями обязаны в течение рабочего дня периодически мыть лицо и руки.
7.14. При использовании эпоксидных составов с легколетучими огне- и взрывоопасными растворителями категорически запрещается курить на рабочем месте, выполнять работы, вызывающие искрообразование, работать с выключенной приточно-вытяжной вентиляцией.
На рабочих местах должны быть вывешены предупредительные надписи: «Не курить», «Огнеопасно», «Взрывоопасно».
7.15. Рабочее место, инструмент, оборудование и спецодежду очищают от остатков клея тампоном из ветоши или бязи, смоченными дибутилфталатом или ацетоном.
7.16. Обтирочный материал, загрязненный клеевым составом, и обрезки стеклоткани необходимо собирать в металлические емкости с крышками и хранить в определенных местах с последующим уничтожением.
СОДЕРЖАНИЕ