ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

БОЛТЫ И ГАЙКИ
ВЫСОКОПРОЧНЫЕ И ШАЙБЫ
ДЛЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Общие технические условия
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН рабочей группой в составе Общества с ограниченной ответственностью «Научно-производственный центр мостов» (ООО «НПЦ мостов») и Закрытого акционерного общества «Центральный научно-исследовательский и проектный институт строительных металлоконструкций им. Н.П. Мельникова» (ЗАО «ЦНИИ ПСК им. Н.П. Мельникова») с учетом основных нормативных положений международных стандартов, указанных в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2006 г. № 408-ст
4 В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
ИСО 7411:1984 «Болты с шестигранной головкой для высокопрочных конструкционных болтовых соединений с широкими гранями (длины резьб в соответствии с ИСО 888). Класс точности С. Классы прочности 8.8 и 10.9» (ISO 7411:1984 «Hexagon bolts for high-strength structural bolting with large width across flats (thread lengths according to ISO 888) - Product grade С - Property classes 8.8 and 10.9»);
ИСО 7415:1984 «Шайбы плоские для высокопрочных строительных болтов закаленные и отпущенные» (ISO 7415:1984 «Plain washers for high-strength structural bolting, hardened and tempered»);
ИСО 4775:1984 «Гайки шестигранные для высокопрочных конструкционных болтовых соединений с широкими гранями. Класс точности В. Классы прочности 8 и 10» (ISO 4775:1984 «Hexagon nuts for high-strength structural bolting with large width across flats - Product grade В - Property classes 8 and 10»)
5 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
Введение
Настоящий стандарт разработан с учетом потребностей национальной экономики Российской Федерации и особенностей изложения национальных стандартов Российской Федерации в соответствии с ГОСТ Р 1.5-2004.
Настоящий стандарт устанавливает для болтов, гаек и шайб по ГОСТ Р 52644-2006 (ИС07411:1984); ГОСТ Р 52645-2006 (ИСО 4775:1984); ГОСТ Р 52646-2006 (ИСО 7415:1984) с учетом основных положений международных стандартов ИСО, примененных в указанных национальных стандартах, общие обязательные требования по:
- маркам сталей и механическим характеристикам для болтов, гаек и шайб;
- правилам приемки болтов, гаек и шайб с нормальным покрытием при крупносерийном и мелкосерийном производстве;
- правилам приемки болтов, гаек и шайб с произвольными покрытиями, наносимыми методами нагрева;
- методам приемочных испытаний болтов, гаек и шайб;
- методам периодических испытаний болтов;
- нагрузкам для испытаний болтов и гаек.
Настоящий стандарт содержит также рекомендации по:
- порядку использования сталей, не предусмотренных стандартом;
- эталонам микроструктуры для испытаний на обезуглероживание (науглероживание) и соответствие микроструктуры;
- методам испытаний на стойкость к замедленному хрупкому разрушению и трещиностойкость.
Значения расчетных площадей для болтов и гаек, а также значения пробной нагрузки для испытания гаек классов прочности 8 и 10 полностью соответствуют приведенным в международном стандарте ИСО 4775:1984. Значения минимальной разрушающей нагрузки при испытаниях болтов повышены по сравнению с ранее установленными в национальных стандартах значениями.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БОЛТЫ И ГАЙКИ ВЫСОКОПРОЧНЫЕ И ШАЙБЫ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Общие технические условия
High-strength screws and nuts and washers for metal structures. General specifications
Дата введения - 2008-01-01
1 Область применения
Настоящий стандарт распространяется на высокопрочные болты с шестигранной головкой (далее - болты), высокопрочные шестигранные гайки (далее - гайки) с увеличенным размером под ключ и шайбы (далее - шайбы), предназначенные для использования в металлических конструкциях, применяемых в строительстве (в том числе - в строительстве мостов) и машиностроении, эксплуатируемые во всех макроклиматических районах независимо от категории размещения по ГОСТ 15150.
(Новая редакция, Изм. № 1).
2 Нормативные ссылки*
* См. примечание ФГУП «СТАНДАРТИНФОРМ».
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 9.316-2006 Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроля
ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
ГОСТ Р 50779.72-99 (ИСО 2859-2-85) Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 2. Планы выборочного контроля отдельных партий на основе предельного качества LQ
ГОСТ Р 51634-2000 Масла моторные автотракторные. Общие технические требования
ГОСТ Р 51866-2002 (ЕН 228-2004) Топлива моторные. Бензин неэтилированный. Технические условия
ГОСТ Р 52627-2006 (ИСО 898-1:1999) Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ Р 52628-2006 (ИСО 898-2:1992, ИСО 898-6:1994) Гайки. Механические свойства и методы испытаний
ГОСТ Р 52644-2006 (ИСО 7411:1984) Болты высокопрочные с шестигранной головкой с увеличенным размером под ключ для металлических конструкций. Технические условия
ГОСТ Р 52645-2006 (ИСО 4775:1984) Гайки высокопрочные шестигранные с увеличенным размером под ключ для металлических конструкций. Технические условия
ГОСТ Р 52646-2006 (ИСО 7415:1984) Шайбы к высокопрочным болтам для металлических конструкций. Технические условия
ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.306-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия
ГОСТ 1763-68 (ИСО 3887-77) Сталь. Методы определения глубины обезуглероженного слоя
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 8233-56 Сталь. Эталоны микроструктуры
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9450-76 Измерение микротвердости вдавливанием алмазных наконечников
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17769-83 (ИСО 3269-88) Изделия крепежные. Правила приемки
ГОСТ 18123-82 Шайбы. Общие технические условия
ГОСТ 18160-72 Изделия крепежные. Упаковка. Маркировка. Транспортирование и хранение
ГОСТ Р ИСО 4759-1-2009 Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности А, В и С
ГОСТ Р ИСО 4759-3-2009 Изделия крепежные. Допуски. Часть 3. Плоские, круглые шайбы для болтов, винтов и гаек. Классы точности А и С
ГОСТ Р ИСО 6157-1-2009 Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения
ГОСТ Р ИСО 6157-2-2009 Изделия крепежные. Дефекты поверхности. Часть 2. Гайки
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
3 Технические требования
3.1 Болты, гайки и шайбы изготовляют в соответствии с требованиями настоящего стандарта, ГОСТ Р 52644, ГОСТ Р 52645 и ГОСТ Р 52646.
3.2 Болты изготовляют классов прочности 8.8; 9.8; 10.9; 12.9 по ГОСТ Р 52627. Механические свойства болтов после закалки и отпуска должны соответствовать указанным в приложении А.
3.3 Гайки изготовляют классов прочности 8; 9; 10; 12 по ГОСТ Р 52628. Механические свойства гаек после закалки и отпуска должны соответствовать указанным в приложении А.
3.4 Механические свойства шайб, изготовляемых из рекомендуемых материалов, после закалки и отпуска должны соответствовать указанным в приложении А.
3.5 Для изготовления болтов и гаек, кроме рекомендуемых материалов по приложению А используют типы сталей, предусмотренные ГОСТ Р 52627, ГОСТ Р 52628, при условии, что выполняются все требования настоящего стандарта, а также учитываются дополнительные требования по стойкости к замедленному хрупкому разрушению (приложение Б) и трещиностойкости (приложение В).
3.2 - 3.5 (Новая редакция, Изм. № 1).
3.6 Микроструктура болтов должна соответствовать эталонам, приведенным в приложении Г.
3.7 Высота необезуглероженной зоны профиля резьбы болта должна соответствовать требованиям ГОСТ Р 52627.
3.8 На поверхности болтов не должно быть окалины и ржавчины. Заусенцы на опорной поверхности головок болтов и на головках болтов, выходящие за пределы опорной шайбы и на поверхности гаек и шайб, не допускаются. Дефекты поверхности: болтов - по ГОСТ Р ИСО 6157.1, гаек - по ГОСТ Р ИСО 6157.2, шайб - по ГОСТ 18123.
(Новая редакция, Изм. № 1).
3.9 Допускается применять металлические и неметаллические покрытия по ГОСТ Р 9.316 и ГОСТ 9.306. Металлические покрытия следует наносить термодиффузионным методом.
Нанесение покрытий других видов или иными способами может быть согласовано между потребителем и изготовителем при условии, что эти покрытия не ухудшают механических характеристик болтов, гаек и шайб.
3.10 Покрытия должны быть однородными по всей поверхности изделия, не иметь отслоений, вздутий, наплывов, трещин, несплошностей и шелушения. На поверхности изделия не допускается наличие остатков технологической смеси и наплавов.
На поверхности допускаются участки с изменением цвета покрытия без изменения его толщины площадью не более 5 % всей поверхности изделия, царапины и риски без разрушения покрытия до основного металла.
Толщина покрытия должна соответствовать установленной в заказе.
3.11 Для обеспечения затяжки болтов на заданное усилие изготовитель должен гарантировать стабильный уровень качества поверхности резьбы, который характеризуется коэффициентом закручивания, зависящим от согласованного с потребителем вида покрытия и смазки, нанесенных на резьбу болта и гайки. Коэффициент закручивания для болтов с гайками и шайбами должен быть: без покрытия - не более 0,20 и не менее 0,14; с произвольным покрытием - не более 0,20 и не менее 0,11.
4 Правила приемки
4.1 Болты, гайки и шайбы принимают партиями. Партия должна состоять из изделий, имеющих одно условное обозначение и последовательно изготовленных из стали одного номера плавки, закаленных и отпущенных по одному режиму, с покрытием, нанесенным по одному технологическому режиму, или без покрытия.
Масса партии болтов, гаек и шайб при единичном или мелкосерийном производстве с закалкой и/или отпуском мелкими группами не должна превышать 15 G, где G - масса изделий, подвергаемых закалке за один цикл.
4.2 Приемку при крупносерийном или массовом производстве с поточной закалкой и отпуском выполняют в соответствии с ГОСТ 17769. Объем выборки для каждого вида испытания определяют по ГОСТ Р ИСО 2859-1.
Объем выборки для каждого вида испытаний определяют по ГОСТ Р ИСО 2859-1, исходя из фактического числа изделий в партии.
4.3 Болты подвергают приемочным испытаниям:
а) на определение твердости;
б) на разрыв на косой шайбе;
в) на разрыв целых болтов;
г) на растяжение образцов, выточенных из болтов;
д) на ударный изгиб образцов, вырезанных из болтов;
е) на определение коэффициента закручивания.
Если испытания по перечислению б) показали удовлетворительные результаты, то испытания по перечислению в) для данной партии не проводят.
Испытания по перечислению д) проводят: болтов исполнения ХЛ - для каждой партии; болтов исполнения У - не реже одного раза для партий болтов одного диаметра резьбы и класса прочности, последовательно изготовленных из проката одной плавки.
Испытания болтов по перечислениям а), е), б), в) допускается проводить на одних и тех же болтах.
Изделия считают выдержавшими испытания по перечислению е), если значения коэффициента закручивания соответствуют настоящему стандарту, а при испытании не произошло заедания в резьбовом соединении, деформации или среза резьбы болта или гайки.
Изделия считают выдержавшими испытания по перечислениям б) и/или в), если разрушение произошло по стержню болта без среза резьбы и не в месте соединения головки со стержнем. Вид разрушения регистрируют в протоколе испытаний.
При соответствии результатов испытаний по перечислениям б) - г) и виду разрушения требованиям настоящего стандарта снижение значения твердости при испытании по перечислению а) по сравнению со значением, установленным в таблице А.1, не является браковочным признаком.
Допускается для испытаний по перечислению е) использовать болты (в комплекте с гайками и шайбами), прошедшие испытания на определение твердости по перечислению а).
4.1 - 4.3 (Измененная редакция, Изм. № 1).
4.4 Болты подвергают периодическим испытаниям:
а) на определение обезуглероживания (науглероживания);
б) на соответствие эталону микроструктуры.
4.5 Определение обезуглероживания (науглероживания) болтов выполняют:
- при крупносерийном или массовом производстве с поточной закалкой и отпуском - не реже двух раз в год;
- при единичном или мелкосерийном производстве с закалкой и/или отпуском малыми группами - для каждой десятой партии;
- в случае среза резьбы при испытаниях по 4.3, перечисление б) или в) контролю подвергают одно изделие из контрольной партии, взятой из каждой установки поточной закалки и отпуска, или партии, в которой при испытаниях по перечислению б) или в) произошел срез резьбы. Изготовление образца для определения обезуглероживания (науглероживания) и микроструктуры - по ГОСТ Р 52627.
4.6 Контроль болтов на соответствие эталону микроструктуры проводят по требованию потребителя или при арбитражных ситуациях.
Контролю подвергают:
- для партий болтов, изготовленных при крупносерийном или массовом производстве с поточной закалкой и отпуском, - не менее одного изделия от партии, взятой из каждой установки поточной закалки и отпуска;
- для партий болтов, изготовленных при единичном или мелкосерийном производстве с закалкой и отпуском малыми группами, - не менее двух изделий от партии.
4.7 Гайки подвергают приемочным испытаниям:
а) на определение твердости;
б) на пробную нагрузку.
Испытания по перечислениям а) и б) проводят на одних и тех же гайках.
4.8 Шайбы подвергают испытаниям на определение твердости.
4.9 Болты, гайки и шайбы с покрытием контролируют по внешнему виду и толщине покрытия, а покрытие контролируют в соответствии со стандартами на данное покрытие.
4.10 После нанесения покрытия способами нагрева болты, гайки и шайбы контролируют по внешнему виду и толщине покрытия и проводят повторные приемочные испытания: болтов - по 4.3, перечисления а), в), е); гаек - по 4.7; шайб - по 4.8.
4.11 Для определения коэффициента закручивания отобранные от каждой партии болты и гайки комплектуют двумя шайбами.
План контроля коэффициента закручивания двухступенчатый, контроль нормальный. Независимо от объема партии код объема выборки D, приемочный уровень дефектности AQL 4,0 %, выборочный план - по ГОСТ Р ИСО 2859-1.
4.12 При получении неудовлетворительных результатов контроля покрытия по внешнему виду и толщине проводят сортировку партии или ее повторную обработку и последующую приемку.
5 Методы испытаний
5.1 Контроль внешнего вида проводят по ГОСТ 1759.0. Методы контроля дефектов поверхности: болтов - по ГОСТ Р ИСО 6157-1, гаек - по ГОСТ Р ИСО 6157-2, шайб - по ГОСТ 18123.
(Новая редакция, Изм. № 1).
5.2 Контроль размеров, предельных отклонений формы и расположения поверхностей, шероховатости поверхности болтов и гаек проводят по ГОСТ Р ИСО 4759-1, шайб - по ГОСТ 18123.
(Измененная редакция, Изм. № 1).
5.3 Измерение твердости болтов проводят по ГОСТ Р 52627, твердости гаек - по ГОСТ Р 52628.
Твердость шайб проверяют по шкале С ГОСТ 9013 на одной из опорных поверхностей на расстоянии 1/3 ширины шайбы от кромки отверстия не менее чем в трех точках, смещенных относительно друг друга на 120°.
Твердость в каждой точке измерений должна соответствовать требованиям настоящего стандарта.
5.4 Испытание целых болтов на растяжение и испытание на разрыв на косой шайбе проводят по ГОСТ Р 52627. Испытание на разрыв на косой шайбе или испытание на разрыв целых болтов разрешается проводить на технологической гайке, навинченной сразу на два болта. Высота технологической гайки должна быть не менее удвоенной высоты гайки плюс два витка резьбы.
Значения расчетных площадей и минимальных разрушающих нагрузок - в соответствии с приложением Д.
5.5 Испытание образцов, выточенных из болтов, на растяжение проводят по ГОСТ Р 52627
(Новая редакция, Изм. № 1).
5.6 Испытания на ударный изгиб проводят по ГОСТ 9454. На ударный изгиб испытывают вырезанные из болтов образцы типа I. Для испытания из болтов диаметром до 22 мм включительно образцы вырезают по оси болта, свыше 22 мм - вблизи поверхности тела болта таким образом, чтобы расстояние от ненадрезанной стороны образца до поверхности стержня болта не превышало 2 мм.
5.7 Образцы для испытаний на растяжение и ударный изгиб изготовляют из болтов принимаемой партии или из стержней заготовок для болтов (если длина болта не позволяет изготовить стандартный образец), прошедших термическую обработку вместе с принимаемой партией.
5.8 Испытание гаек пробной нагрузкой проводят по ГОСТ Р 52628. Для проведения испытаний гайку навинчивают на закаленную оправку.
Таблица расчетных площадей и значения пробных нагрузок приведены в приложении Д.
5.9 Испытание на определение обезуглероживания (науглероживания) проводят по ГОСТ Р 52627, ГОСТ 1763. Методика испытания приведена в приложении Г.
5.10 Испытание на соответствие эталону микроструктуры проводят по методике, приведенной в приложении Г.
5.11 Контроль покрытия по внешнему виду и толщине проводят по ГОСТ 9.302 и ГОСТ Р 9.316.
Толщину покрытия измеряют не менее чем в трех точках, расположенных:
- на каждой опорной поверхности шайбы;
- на гранях гайки;
- на гранях головки или на нерезьбовой части тела болта.
За толщину покрытия принимают среднеарифметическое значение результатов измерений по каждому отобранному изделию.
5.12 Коэффициент закручивания определяют на испытательном оборудовании, позволяющем одновременно фиксировать нормативное усилие натяжения болта N и крутящий момент М, прилагаемый к гайке. Методика определения - в соответствии с приложением Е.
Изделия, на которых проведено испытание, не должны быть использованы для повторного испытания данного вида.
(Измененная редакция, Изм. № 1).
6 Маркировка, упаковка, транспортирование и хранение
6.1 Болты должны иметь маркировку в соответствии с ГОСТ Р 52644.
Гайки должны иметь маркировку в соответствии с ГОСТ Р 52645.
Шайбы должны иметь маркировку в соответствии с ГОСТ Р 52646.
6.2 Временная антикоррозионная защита изделий, упаковка, маркировка тары, транспортирование и хранение - по ГОСТ 18160 и ГОСТ 15150 (условия 1 - 5).
6.3 На каждую партию изделий оформляют документ о качестве.
На каждую партию изделий с покрытием предприятие, выполнявшее нанесение покрытия, оформляет дополнительный документ о качестве по видам испытаний, указанным в 4.10.
Требование к содержанию документа о качестве изделий - по ГОСТ 1759.0.
Приложение
А
(обязательное)
Механические свойства болтов, гаек и шайб из рекомендуемых материалов
Таблица А.1 - Механические свойства болтов
|
Материал1) |
Наружный диаметр резьбы d, мм |
Механические свойства |
|||||||
|
Временное сопротивление sв, Н/мм2 |
Твердость по Бринеллю, НВ |
Относительное сужение2) y, %, не менее |
Относительное удлинение d5, %, не менее |
Ударная вязкость3) KCU+20, Дж/см2, не менее |
|||||
|
не менее |
не более |
не менее |
не более |
||||||
|
8.8 |
40Х4) |
16 - 48 |
800 |
950 |
242 |
363 |
35 |
12 |
49 |
|
9.8 |
40Х4) |
16 - 30 |
900 |
1150 |
285 |
10 |
|||
|
30Х3МФ |
36 - 48 |
||||||||
|
10.9 |
40Х4) |
16 - 30 |
1078 |
1275 |
331 |
388 |
9 |
||
|
30Х3МФ |
36 - 48 |
1040 |
300 |
||||||
|
30Х2НМФА |
|||||||||
|
12.9 |
20Х2НМТРБ |
16 - 30 |
1220 |
1519 |
360 |
415 |
8 |
||
|
1) Следует применять материалы, рекомендованные в ГОСТ Р 52627, в зависимости от класса прочности и диаметра резьбы болтов, в том числе, указанные в настоящей таблице. 2) Для болтов исполнения XJI относительное сужение - не менее 40 %. 3) Для всех болтов исполнения У и болтов исполнения XJI с твердостью не более 363 НВ. Для болтов исполнения XJI класса прочности 10.9 с твердостью 364 - 388 НВ и класса прочности 12.9 испытания проводят при температуре минус 60 °С. Ударная вязкость должна быть не менее 39 Дж/см2. 4) Содержание углерода от 0,37 % до 0,42 %. |
|||||||||
Таблица А.2 - Механические свойства гаек
|
Сопрягаемые болты |
Материал1), 2) |
Напряжение от испытательной нагрузки, Н/мм2, не менее |
Твердость по Бринеллю, НВ |
|||
|
Класс прочности |
Наружный диаметр резьбы, мм |
не менее |
не более |
|||
|
8 |
8.8 |
16 - 48 |
35, 40, 35Х, 40Х |
1075 |
229 |
353 |
|
9 |
9.8 |
16 - 30 |
1128 |
272 |
||
|
36 - 48 |
40Х |
|||||
|
10 |
10.9 |
16 - 30 |
35, 40, 35Х, 40Х |
1245 |
||
|
36 - 48 |
40Х |
|||||
|
12 |
12.9 |
16 - 30 |
1519 |
|||
|
1) Следует применять материалы, рекомендованные в ГОСТ Р 52628, в зависимости от класса прочности и диаметра резьбы сопрягаемых болтов, в том числе, указанные в настоящей таблице. 2) Для комплектации болтов исполнения XЛ следует применять гайки, изготовленные из стали марок, удовлетворяющих требования по ударной вязкости к болтам исполнения ХЛ при температуре минус 60 °С. Проверка свойств должна проводиться на стадии постановки на производство гаек из этих сталей. |
||||||
Таблицы А.1, А.2 (Новая редакция, Изм. № 1).
Таблица A.3 - Механические свойства шайб
|
Стандарт на материал |
Твердость, HRC |
||
|
не менее |
не более |
||
|
Ст5сп2 |
35 |
45 |
|
|
Ст5пс2 |
|||
|
Ст5Гпс2 |
|||
|
35 40 |
|||
Приложение
Б
(рекомендуемое)
Испытание болтов на замедленное хрупкое разрушение
Б.1 Испытание на замедленное хрупкое разрушение (далее - ЗХР) рекомендуется проводить при постановке на производство высокопрочных болтов из сталей, не указанных в приложении А. Допускается проведение данных испытаний болтов из сталей, рекомендуемых по приложению А, для экспертной оценки склонности болтов к ЗХР в случаях их разрушения в конструкциях и в арбитражных ситуациях.
Испытания следует проводить в лабораториях, аккредитованных на право проведения указанных испытаний в установленном порядке.
Б.2 Показателем для оценки стойкости высокопрочных болтов к ЗХР является время до разрушения образцов, помещенных под действием растягивающей нагрузки в электролитический раствор для наводороживания металла болта в условиях катодной поляризации.
Критерии оценки стойкости высокопрочных болтов к ЗХР приведены в таблице Б.1 в зависимости от отношения напряжения в образце s, вызванного действующим растягивающим усилием, к фактическому временному сопротивлению sв металла образца.
Таблица Б.1 - Критерии оценки стойкости высокопрочных болтов к ЗХР
|
Нагрузка в рабочей зоне образца s/sв |
Время до разрушения Т0, мин, не менее |
|
|
Образец с резьбой М10 |
0,5 |
370 |
|
0,6 |
220 |
|
|
0,7 |
150 |
|
|
0,8 |
90 |
Б.3 Для испытаний из высокопрочных болтов вырезают цилиндрические образцы. Конструкция образцов и захватных приспособлений для испытаний приведена на рисунке Б.1.
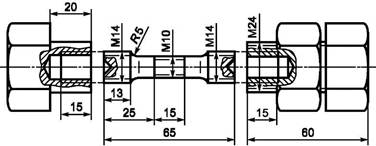
Рисунок Б.1
При диаметре болтов до М24 включительно цилиндрические образцы вытачивают по оси тела болта. При диаметре более М24 цилиндрические образцы вытачивают из поверхностных слоев тела болта на глубине не более 1 мм от поверхности болта.
Б.4 Испытания цилиндрических образцов выполняют в испытательном оборудовании, обеспечивающем натяжение цилиндрического образца, закрепленного совместно с захватными приспособлениями в электрохимической ячейке, заполненной электролитом.
Нагружение проводят до уровня, составляющего не более 0,8 фактического временного сопротивления для данной партии болтов. Растягивающее усилие создают в образце закручиванием гайки, а в болте - закручиванием гайки или головки болта обычным или динамометрическим ключом. Контроль усилия натяжения осуществляют по уровню деформаций (напряжений) в сечении брутто рабочей части образца. Допускаемое отклонение напряжений в рабочей части образца ±5 %.
(Измененная редакция, Изм. № 1).
Б.5 Наводороживание проводят после достижения заданного уровня напряжений в рабочей части образца при постоянной нагрузке. Катодная поляризация осуществляется источником постоянного тока. Плотность тока 45 - 50 мА/см2. Допускаемое отклонение плотности тока ±10 мА/см2.
Наводороживающей средой служит 0,05 н. раствор H2S04 с добавлением 20 мг/л SeO2 (стимулятора наводороживания). Использовать наводороживающий раствор следует не более 10 раз.
В качестве анодов при катодной поляризации рекомендуется использовать платину или свинец. Площадь поверхности анода должна быть соизмерима с площадью поляризуемой поверхности образца.
Приложение
В
(рекомендуемое)
Испытание болтов на трещиностойкость
B.1 Испытание болтов на определение трещиностойкости рекомендуется проводить при постановке на производство высокопрочных болтов из сталей, не указанных в приложении А. Допускается проведение испытаний на трещиностойкость болтов из сталей, рекомендуемых по приложению А, для экспертной оценки склонности крепежных изделий к коррозионному растрескиванию в случаях их разрушения в конструкциях и в арбитражных ситуациях.
Испытания проводят в лабораториях, аккредитованных на право проведения указанных испытаний в установленном порядке.
B.2 Критерием оценки трещиностойкости является значение порогового коэффициента интенсивности напряжений K1scc, которое для материала болтов должно быть не менее 38 × 106 Н × м-3/2.
Пороговое значение коэффициента интенсивности напряжений K1scc определяют на основании графиков зависимости времени испытаний до разрушения испытательных образцов от коэффициента интенсивности напряжений K1i испытательных образцов, полученных в результате испытаний, как минимальное значение коэффициента интенсивности напряжений K1i испытательных образцов при базовом значении времени испытаний.
B.3 Испытания проводят на изготовленных из высокопрочных болтов цилиндрических образцах с V-образным надрезом в рабочей зоне, в вершине которого создана кольцевая усталостная трещина. Оптимальное отношение диаметра образца по вершине надреза к диаметру цилиндрической части образца 0,7. Глубина усталостной трещины (0,15 - 0,35) × 10-3 м. Конструкция образца приведена на рисунке В.1.

Рисунок В.1
B.4 Испытания цилиндрических образцов проводят на разрывных машинах в условиях воздействия слабоагрессивной промышленной атмосферы: при периодическом или постоянном погружении в 0,001 н. раствор H2SO4 (рН = 3) или в камере влажности с содержанием SO2 не более 0,8 г/м3. Базовое время испытаний 104 мин.
B.5 По результатам испытаний определяют значение коэффициента интенсивности напряжений K1i цилиндрических образцов с наружной трещиной переменной глубины по формуле
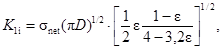
где K1i - коэффициент интенсивности напряжений;
snet - растягивающее напряжение в нетто сечении, Н/м2;
D - диаметр рабочей части образца, м;
![]() , где r - радиус
перешейка трещины, м; R - радиус рабочей
части образца, м.
, где r - радиус
перешейка трещины, м; R - радиус рабочей
части образца, м.
B.6 Если полученные значения коэффициента интенсивности напряжений K1i ³ K1sсс, то можно сделать заключение о пригодности болтов к применению в металлоконструкциях.
Приложение
Г
(рекомендуемое)
Испытания на обезуглероживание (науглероживание) и соответствие микроструктуры
Г.1 Требования к образцам
Определение микроструктуры и обезуглероживания (науглероживания) выполняют на образце длиной, равной диаметру резьбы, который вырезают по оси болта на расстоянии одного диаметра от торца.
Изготовление шлифа и его травление проводят в соответствии с требованиями по подготовке проб ГОСТ 1763, ГОСТ 5639. При изготовлении шлифа не допускается нарушение плоскостности его кромок.
Г.2 Контролируемые параметры
При исследовании шлифа определяют для классов прочности:
- 8.8; 9.8 - обезуглероженный слой;
- 10.9; 12.9 - обезуглероженный слой, величину действительного зерна, содержание доэвтектоидного феррита, твердость поверхности.
При внедрении новых марок стали и при экспертной оценке определяют для классов прочности:
- 8.8; 9.8 - обезуглероженный слой, микроструктуру на профиле резьбы, размер действительного зерна, наличие мартенсита, твердость после повторного отпуска;
- 10.9 - обезуглероженный слой и микроструктуру на профиле резьбы, величину действительного зерна, содержание доэвтектоидного феррита, содержание бейнита, троостита на оси профиля резьбы, наличие мартенсита, отпущенного мартенсита, твердость после повторного отпуска, твердость поверхности;
- 12.9 - обезуглероженный слой и микроструктуру на профиле резьбы, величину действительного зерна, содержание троостита и доэвтектоидного феррита, наличие мартенсита, твердость после повторного отпуска, твердость поверхности.
(Измененная редакция, Изм. № 1).
Г.3 Методы исследования
Определение глубины зоны полного обезуглероживания проводят при увеличении 100´ по ГОСТ 1763.
Частичное обезуглероживание определяют методом измерения микротвердости при нагрузке 1 - 3 Н по ГОСТ 9450 в соответствии с ГОСТ Р 52627.
Процентное содержание феррита определяют по шкале 7, троостита - по шкале 8 ГОСТ 8233 при увеличении 500´ и 100´ соответственно.
Величину действительного зерна определяют по ГОСТ 5639.
Твердость после повторного отпуска определяют по ГОСТ Р 52627. Повторный отпуск проводят при температуре Т = 415 °С для классов прочности 8.8; 9.8; 10.9 и Т = 370 °С для класса прочности 12.9 в течение 30 мин.
Твердость поверхности определяют методом измерения микротвердости. Измерения проводят по ГОСТ 9450 при нагрузке 1 - 3 Н. Твердость в точке у основания профиля резьбы (твердость поверхности) сравнивают с твердостью в точке, соответствующей 2/3 диаметра (твердость сердцевины).
Г.4 Эталоны микроструктуры болтов из стали 40Х
В микроструктуре болтов всех классов прочности не допускаются:
- наличие мартенсита;
- величина действительного зерна более шестого балла по ГОСТ 5639.
Классы прочности 8.8; 9.8:
Микроструктура должна состоять из троостосорбита отпуска. Для болтов, изготовленных из стали 40Х, допускается несквозная закалка на глубину, обусловленную полосой прокаливаемости по ГОСТ 4543 (наличие бейнита, троостита и сорбита в сердцевине сечения).
Глубина зоны полного обезуглероживания должна быть не более 0,015 мм.
Разность между значениями твердости в точке 1 и в точке 2 (ГОСТ Р 52627) не должна быть более 30 HV.
Разность между значениями твердости в точке 3 и в точке 1 (ГОСТ Р 52627) не должна быть более 30 HV.
Высота необезуглероженной зоны должна быть не менее 1/2 высоты профиля резьбы.
Среднеарифметические значения твердости, рассчитанные по результатам трех измерений твердости до повторного отпуска и после него, не должны различаться более чем на 20 HV.
Класс прочности 10.9:
Микроструктура должна состоять из троостосорбита отпуска, сохраняющего игольчатую ориентацию мартенсита. В сердцевине допускается наличие троостита в количестве не более 10 %. Не допускаются:
- наличие доэвтектоидного феррита в количестве более 5 %, кроме случая частичного обезуглероживания по ГОСТ Р 52627;
- содержание продуктов промежуточного и диффузионного распада аустенита (троостита) на оси профиля резьбы более 10 %.
Глубина зоны полного обезуглероживания должна быть не более 0,015 мм.
Разность между значениями твердости в точке 1 и в точке 2 (ГОСТ Р 52627) не должна быть более 30 HV.
Разность между значениями твердости в точке 3 и в точке 1 (ГОСТ Р 52627) не должна быть более 30 HV.
Высота необезуглероженной зоны должна быть не менее 2/3 высоты профиля резьбы.
Твердость поверхности не должна отличаться от твердости сердцевины более чем на 30 единиц по Виккерсу, при этом твердость не должна превышать 390 HV.
Среднеарифметические значения твердости, рассчитанные по результатам трех измерений твердости до повторного отпуска и после него, не должны различаться более чем на 20 HV.
(Измененная редакция, Изм. № 1).
Приложение
Д
(обязательное)
Расчетные площади и нагрузки для испытаний болтов на разрыв и гаек на пробную нагрузку
Таблица Д.1 - Значения расчетных площадей и минимальных разрушающих нагрузок при испытаниях по 4.3, перечисления б) и в)
|
Расчетная площадь сечения, мм2 |
Класс прочности болтов и минимальное временное сопротивление разрыву, Н/мм2 |
||||||
|
8.8 |
9.8 |
10.9 |
12.9 |
|
|||
|
800 |
900 |
1040 |
1078 |
1275 |
|||
|
Минимальная разрушающая нагрузка при испытании болтов, Н |
|||||||
|
16 |
157 |
125600 |
141300 |
- |
169200 |
204000 |
|
|
18 |
192 |
153600 |
172800 |
- |
207000 |
244800 |
|
|
20 |
245 |
196000 |
220500 |
- |
264100 |
312400 |
|
|
22 |
303 |
242400 |
272700 |
- |
326600 |
386300 |
|
|
24 |
353 |
282400 |
317700 |
- |
380500 |
450100 |
|
|
27 |
459 |
367200 |
413100 |
- |
494800 |
585200 |
|
|
30 |
561 |
448800 |
504900 |
- |
604800 |
715300 |
|
|
36 |
816 |
652800 |
734400 |
848640 |
- |
- |
|
|
42 |
1120 |
896000 |
1008000 |
1164800 |
- |
- |
|
|
48 |
1472 |
1177600 |
1324800 |
1530880 |
- |
- |
|
Таблица Д.2 - Значения расчетных площадей, напряжений от пробной нагрузки и значения пробной нагрузки при испытании гаек по 4.7, перечисление б)
|
Наружный диаметр резьбы, мм |
Расчетная площадь сечения, мм2 |
Класс прочности болтов и минимальное временное сопротивление разрыву, Н/мм2 |
||||
|
8.8 |
9.8 |
10.9 |
12.9 |
|||
|
800 |
900 |
1040 |
1078 |
1275 |
||
|
Минимальная разрушающая нагрузка при испытании болтов, Н |
||||||
|
16 |
157 |
125600 |
141300 |
- |
169200 |
204000 |
|
18 |
192 |
153600 |
172800 |
- |
207000 |
244800 |
|
20 |
245 |
196000 |
220500 |
- |
264100 |
312400 |
|
22 |
303 |
242400 |
272700 |
- |
326600 |
386300 |
|
24 |
353 |
282400 |
317700 |
- |
380500 |
450100 |
|
27 |
459 |
367200 |
413100 |
- |
494800 |
585200 |
|
30 |
561 |
448800 |
504900 |
- |
604800 |
715300 |
|
36 |
816 |
652800 |
734400 |
848640 |
- |
- |
|
42 |
1120 |
896000 |
1008000 |
1164800 |
- |
- |
|
48 |
1472 |
1177600 |
1324800 |
1530880 |
- |
- |
Таблицы Д.1, Д.2 (Новая редакция, Изм. № 1).
Приложение
Е
(обязательное)
Испытание болтов на коэффициент закручивания
Е.1 Для контроля качества поверхности резьбы изготовитель проводит испытание на определение коэффициента закручивания, зависящего от покрытия и смазки, нанесенных на резьбу болта и/или гайки.
Е.2 В комплект резьбового соединения, подвергаемого испытаниям, входят болт, гайка и две шайбы.
Для исключения разногласий между изготовителем и потребителем способ подготовки крепежных изделий к испытаниям должен быть идентичным.
На крепежные изделия с нормальным покрытием перед испытанием наносят смазку на все поверхности трения - на резьбу болта и гайки и на опорные поверхности гайки и шайбы. Подготовку болтов, гаек и шайб проводят в следующем порядке:
- очищают от технологической смазки и загрязнений окунанием в емкость с бурлящим щелочным раствором при температуре не менее 90 °С на 10 - 15 мин;
- смывают остатки щелочного раствора окунанием в емкость с бурлящей водой при температуре не менее 90 °С на 10 - 15 мин;
- выдерживают при температуре не ниже 20 °С до полного высыхания влаги;
- смазывают окунанием в емкость со смазочным составом из 80 % неэтилированного бензина по ГОСТ Р 51866 и 20 % минерального масла по ГОСТ Р 51634 при температуре состава 20 °С и времени выдержки 1 - 2 мин;
- высушивают на решетчатом поддоне в течение не менее 2 ч при температуре не ниже 20 °С.
Крепежные изделия с произвольным покрытием испытывают без дополнительной смазки, если иное не предусмотрено соглашением между изготовителем и потребителем.
Примечание - При подготовке болтов, гаек и шайб к испытаниям не допускается удалять загрязнения с поверхностей трения (резьбы и опорных поверхностей гаек и шайб) способами, изменяющими профиль резьбы или шероховатость поверхности, например абразивоструйной обработкой, прогонкой резьбы и пр.
Е.3 Испытания следует проводить в отапливаемых помещениях при температуре не ниже 20 °С. Условия проведения испытаний у изготовителя и потребителя должны быть идентичны.
Е.4 Коэффициент закручивания определяют путем измерения фактического крутящего момента, приложенного к гайке, в момент достижения в теле болта нормативного усилия натяжения.
Коэффициент закручивания К определяют по формуле
![]()
где М - фактический крутящий момент, приложенный к гайке, создающий в теле болта нормативное усилие натяжения, Н × м;
N - нормативное усилие натяжения болта, принимаемое по таблице Е.1, Н;
d - наружный диаметр резьбы болта, мм.
Значения нормативных усилий натяжения для болтов различных классов прочности приведены в таблице Е.1.
Таблица Е.1 - Нормативные усилия натяжения болтов для определения коэффициента закручивания
|
Класс прочности болтов и напряжение от нормативного усилия, Н/мм2 |
||||||
|
8.8 |
9.8 |
10.9 |
12.9 |
|||
|
500 |
610 |
675 |
730 |
800 |
900 |
|
|
Нормативное усилие натяжения, Н |
||||||
|
16 |
78500 |
- |
- |
110000 |
- |
141000 |
|
18 |
96000 |
- |
- |
140000 |
- |
172000 |
|
20 |
122000 |
- |
- |
179000 |
- |
221000 |
|
22 |
152000 |
- |
- |
220000 |
- |
273000 |
|
24 |
177000 |
- |
- |
258000 |
- |
318000 |
|
27 |
230000 |
- |
- |
335000 |
- |
413000 |
|
30 |
281000 |
342000 |
- |
410000 |
449000 |
- |
|
36 |
409000 |
- |
- |
596000 |
- |
- |
|
42 |
560000 |
- |
754000 |
818000 |
- |
- |
|
48 |
736000 |
898000 |
- |
1075000 |
- |
- |
(Измененная редакция, Изм. № 1).
Точность оценки коэффициента закручивания - до 0,01.
Е.5 Для испытаний допускается использовать испытательное оборудование, позволяющее одновременно фиксировать приложенный к гайке крутящий момент М и возникающее в теле болта усилие натяжения N независимо от принципа действия оборудования и способа регистрации указанных характеристик. Допускается определять указанные характеристики расчетом на основании непосредственного измерения других показателей, связанных с определяемыми характеристиками научно обоснованными аналитическими зависимостями.
Погрешность измерений или определения характеристик должна быть не более: усилия натяжения ± 1 %; крутящего момента ± 5 %.
Е.6 При проведении испытаний крутящий момент должен быть приложен к гайке. Закручивание гайки проводят плавно, без рывков со скоростью не более 10 об/мин. При закручивании гайки головка болта и шайба под гайкой не должны проворачиваться.
Ключевые слова: болты, гайки, шайбы, болты и гайки высокопрочные; болты, гайки и шайбы для металлических конструкций, общие технические условия
ПРИМЕЧАНИЕ ФГУП «СТАНДАРТИНФОРМ»
Указанные в разделе 2 «Нормативные ссылки» к ГОСТ Р 52643-2006:
ГОСТ 380-94 заменен на ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки;
ГОСТ 1759.0-87 В части маркировки на территории Российской Федерации действует ГОСТ Р 52627-2006 (ИСО 898-1:1999) Болты, винты и шпильки. Механические свойства и методы испытаний и ГОСТ Р 52628-2006 (ИСО 898-2:1992, ИСО 898-6:1994) Гайки. Механические свойства и методы испытаний