Температура испытаний указывается в технической документации. По соглашению с заказчиком определение механических свойств при повышенных температурах можно не производить, если изготовитель гарантирует соответствие характеристик установленным нормам.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Отбор проб для определения химического состава металла производится по ГОСТ 7565-73.
3.2. Химический анализ металла поковок должен производиться по ГОСТ 12344-78 ÷ ГОСТ 12365-84.
(Измененная редакция, Изм. № 2).
При изготовлении поковок из металла, выплавляемого предприятиями изготовителями, химический состав стали определяется по плавочному анализу ковшевой пробы.
При изготовлении поковок из проката марка стали и химический состав устанавливается по сертификату металлургического предприятия.
3.3. Внешний осмотр, цветной и магнитопорошковый методы дефектоскопии следует проводить в соответствии с требованиями ГОСТ 3342-79, ГОСТ 18442-80 и ГОСТ 21105-75 соответственно и действующей технической документацией, утвержденной в установленном порядке.
3.4. Ультразвуковой метод дефектоскопии следует проводить в соответствии с требованиями настоящего стандарта, ГОСТ 24507-80, по действующей нормативно-технической документации, утвержденной в установленном порядке.
3.5. Поверхности поковок, со стороны которых производится цветной и магнитопорошковый методы дефектоскопии не должны иметь шероховатость более Rz 40, а для проведения ультразвукового метода дефектоскопии более Rz 10 по ГОСТ 2789-73 (СТ СЭВ 638-77).
Поверхности поковок, параллельные поверхностям ввода ультразвуковых колебаний (донные поверхности), не должны иметь шероховатость более Rz 40.
(Измененная редакция, Изм. № 2).
3.6. Ультразвуковому методу дефектоскопии должно подвергаться 100 % объема каждой поковки.
3.7. При отсутствии донного эхо-сигнала или невозможности контроля с чувствительностью S0 вопрос о годности поковки решается между Поставщиком и Заказчиком.
(Новая редакция, Изм. № 1).
3.8. Контроль макроструктуры на снятие серии отпечатков поковок длиной более 5 м должен производиться с двух сторон.
При контроле макроструктуры поковки не должны иметь флокенов, трещин, усадочной рыхлости. Величина отброса должна быть не менее 50 мм. Контроль макроструктуры металла проводится на следующих участках поковок:
для пустотелых поковок и плоских днищ с отбортовкой - при наружном диаметре свыше 2000 мм на трех темплетах, расположенных под углом 120° по периметру поковки. Длина каждого должна быть не менее 400 мм, ширина темплета - равна толщине поковки;
для сплошных поковок на торцах поковок по двум взаимноперпендикулярным полосам шириной 150 - 200 мм, проходящим через центр;
для поковок (плит) поперек направления волокон из средней трети по ширине.
Площадь поперечного сечения темплета должна быть не менее произведения толщины поковки на ширину темплета (не менее 150 мм). При толщине поковки свыше 300 мм допускается разрезка темплета на две или три части по толщине.
В случае обнаружения дефектов, контроль следует производить по всей поверхности.
(Измененная редакция, Изм. № 1, 2).
3.9. Снятие серных отпечатков должно производиться на полосе шириной не менее 150 мм на следующих участках поковок:
для пустотелых кольцевых поковок и плоских днищ с отбортовкой - на открытых торцах, при длине поковки до 5 м со стороны прибыльной части, при длине более 5 м с двух диаметрально противоположных сторон по сечению;
для сплошных поковок (крышки, днища) - на одном из торцев поковки.
3.10. Механические свойства поковок должны определяться на тангенциальных и поперечных (при изготовлении крышек из ковано-катаных плит) образцах.
3.11. Вырезка проб для механических испытаний поковок деталей сосудов должна производиться согласно табл. 4.
3.12. Размеры напуска на пробы должны быть достаточными для изготовления необходимого количества образцов с учетом возможности проведения повторных испытаний.
3.13. Из пустотелых и рассверленных поковок с толщиной стенки до 100 мм образцы вырезают на расстоянии одной второй толщины стенки поковки, а при толщине свыше 100 мм - на расстоянии одной трети толщины стенки поковки от поверхности.
(Новая редакция, Изм. № 1).
3.14. Образцы для механических испытаний поковок цилиндрической и призматической формы вырезают из напуска или тела поковок. Ось образца должна находиться на расстоянии одной трети радиуса или одной шестой диагонали от наружной поверхности поковки. Для поковки типа плиты пробы вырезаются из средней трети по ширине.
Допускается вырезать:
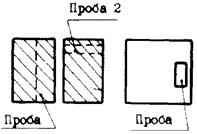
от крышек - поперечные образцы в местах расположения отверстий под основные шпильки или входные патрубки (проба 2, табл. 4). В этом случае уровень механических свойств устанавливается по соглашению сторон.
(Измененная редакция, Изм. № 1, 2).
3.15. Образцы для механических испытаний поковок деталей трубопроводов должны вырезаться из запусков для проб, из тела поковки или отдельной пробы для поковок массой до 150 кг из металла той же плавки, такого или большего сечения, прошедшей те же технологические операции и термически обработанные совместно с поковками данной партии.
Отрезка проб и вырезка заготовок для образцов должны проводиться в тангенциальном направлении. Оси образцов должны находиться в центре толщины стенки поковки.
Размеры напуска должны обеспечивать возможность вырезки необходимого количества образцов с учетом возможности проведения повторных испытаний.
Таблица 4
Схема отбора проб для деталей сосудов
|
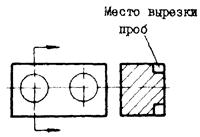
Место вырезки проб |
Порядок вырезки проб |
|
|
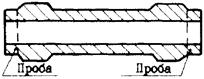
Поковка корпуса |
|
При длине корпуса до 3 м, а также для корпуса с глухим днищем, пробы вырезаются с одного конца, соответствующего верху слитка. При длине корпуса более 3 м - с двух концов. |
|
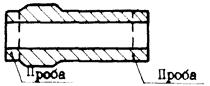
Поковка обечайки с фланцем |
|
При длине обечайки с фланцем до 3 м проба вырезается с одного конца, соответствующего верху слитка. При длине обечайки с фланцем более 3 м - с двух концов. |
|
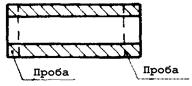
Поковка обечайки |
|
При длине обечайки до 3 м пробы вырезаются с одного конца, соответствующего верху слитка, при длине обечайки более 3 м - с двух концов. |
|
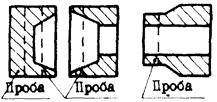
Поковка днища, горловины, фланца, патрубка |
|
Допускается пробу отрезать от глухого конца днища. |
|
Поковка крышки трубной доски, плиты для штампованных днищ и крышек (ковано-катаная) |
|
Пробу 2 вырезать пустотелым сверлом в местах расположения на детали отверстия под основные шпильки или входные и выходные патрубки. В этом случае образцы вырезаются вдоль оси пробы. |
|
Поковка крышки из ковано-катаной плиты |
|
Тангенциальные образцы, ось которых должна быть не менее 60 мм от наружной поверхности |
(Измененная редакция, Изм. № 1).
3.16. Вырезка проб и изготовление образцов должны осуществляться методами, не изменяющими микроструктуру металла и его механических свойств.
3.17. Количество образцов для механических испытаний должно соответствовать табл. 3.
3.18. Испытание на растяжение производится по ГОСТ 1497-84.
(Измененная редакция, Изм. № 2).
3.19. Испытание на ударную вязкость производится по ГОСТ 9454-78 (СТ СЭВ 472-77, СТ СЭВ 473-77), образец тип 1.
(Измененная редакция, Изм. № 2).
3.20. Значение ударной вязкости при температуре минус 40 °С не должно быть менее 200 кДж/м2 (2,0 кгс·м/см2). Определение ударной вязкости при температуре минус 40 °С допускается не проводить, если изготовитель гарантирует соответствие ударной вязкости установленным нормам.
(Измененная редакция, Изм. № 1).
3.21. Испытание на твердость по Бринеллю производится по ГОСТ 9012-69 (СТ СЭВ 468-77). Допускается контроль твердости производить прибором Польди по методике завода-изготовителя.
Замер твердости разрешается производить на головках разрывных или ударных образцов.
(Измененная редакция, Изм. № 1, 2).
3.22. При получении неудовлетворительных результатов хотя бы на одном из образцов допускается проводить повторные испытания на удвоенном количестве образцов, взятых от той же пробы, для того вида испытаний, который показал неудовлетворительные результаты.
При неудовлетворительных результатах повторных испытаний поковки должны быть подвергнуты повторной термической обработке.
3.23. Число термических обработок не должно быть более трех. Дополнительный отпуск не считается повторной термической обработкой.
После каждой термической обработки поковки предъявляются к сдаче как при первом предъявлении.
3.24. Загрязненность металла неметаллическими включениями определяют по ГОСТ 1778-70 (СТ СЭВ 4077-83), методом III-1.
(Измененная редакция, Изм. № 2).
3.25. Испытание на склонность к межкристаллитной коррозии производится по ГОСТ 6032-84 (СТ СЭВ 4076-83), методом АМ иди АМУ.
При получении неудовлетворительных результатов контроля на МКК поковки должны подвергаться повторной термической обработке.
(Измененная редакция, Изм. № 2).
3.26. Для контроля проверки заказчиком качества поковок и соответствия их требованиям настоящего стандарта должны применяться правила отбора проб и методы испытаний, установленные настоящим стандартом.
ПРИЛОЖЕНИЕ 1
Обязательное
Таблица
Назначение и предельные температуры применения сталей (без учета рабочих сред)
|
Марка стали |
Стандарт или технические условия |
Рабочая температура стенки, °С |
Назначение |
|
20 |
ГОСТ 1050-74 |
От минус 30 до плюс 380 |
Детали сосудов |
|
от минус 40 до плюс 450 |
Детали трубопроводов Ду 6 - 200 мм |
||
|
22К |
по настоящему стандарту |
От минус 30 до плюс 380 |
Детали сосудов |
|
15ГС |
ОСТ 108.030.113-77 |
От минус 40 до плюс 400 |
Детали трубопроводов Ду 6 - 200 мм |
|
09Г2С 14ХГС |
От минус 40 до плюс 380 |
Детали сосудов |
|
|
14ХГС |
От минус 40 до плюс 250 |
Детали трубопроводов Ду 250 - 400 мм |
|
|
От минус 50 до плюс 400 |
Детали трубопроводов Ду 6 - 200 мм |
||
|
30ХМА |
От минус 40 до плюс 420 |
Детали сосудов |
|
|
От минус 50 до плюс 475 |
Детали трубопроводов Ду 6 - 200 мм |
||
|
20Х2МА |
По настоящему стандарту |
От минус 40 до плюс 475 |
Детали трубопроводов Ду 6 - 200 мм |
|
От минус 40 до плюс 350 |
Детали трубопроводов Ду 250 - 400 мм |
||
|
22Х3М |
ТУ 108-838-75 |
От минус 40 до плюс 420 |
Детали сосудов |
|
от минус 40 до плюс 475 |
Детали трубопроводов Ду 6 - 200 мм |
||
|
от минус 40 до плюс 350 |
Детали трубопроводов Ду 250 - 400 мм |
||
|
15Х2МФА (48ТС-3-40) 18Х2МФА (48ТС-3) |
ТУ 108-131-75 |
От 0 до плюс 420 |
Детали сосудов |
|
25Х2МФА (48ТС-1) 25Х3МФА (43ТС-4) |
Несвариваемые детали сосудов |
||
|
18Х3МВ |
От минус 40 до плюс 420 |
Несвариваемые детали сосудов |
|
|
От минус 50 до плюс 475 |
Несвариваемые детали трубопроводов Ду 6 - 200 мм |
||
|
20Х3МВФ |
От минус 50 до плюс 510 |
||
|
38ХН3МФА |
От минус 40 до плюс 420 |
Несвариваемые детали сосудов |
|
|
08X13 12X13 20X13 30X13 |
От минус 40 до плюс 420 |
Детали сосудов |
|
|
12Х18Н10Т |
От минус 40 до плюс 420 |
Детали сосудов |
|
|
12Х18Н10Т 10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н15М3Т |
От минус 50 до плюс 510 |
Детали трубопроводов Ду 6 - 200 мм |
|
|
16ГС |
от минус 20 до плюс 380 |
детали сосудов и детали трубопроводов Ду 6 - 200 мм |
|
|
15Х5М |
от минус 40 до плюс 510 |
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 2
Обязательное
УСЛОВИЯ ПРИМЕНЕНИЯ СТАЛЕЙ В СРЕДАХ, СОДЕРЖАЩИХ ВОДОРОД, ОКИСЬ УГЛЕРОДА, АММИАК
Таблица 1
Максимально допустимая температура применения сталей в водородосодержащих средах (°С)
|
Марка стали |
Парциальное давление водорода, МПа (кгс/см2) |
||||||
|
1,5 (15) |
2,5 (25) |
4,9 (50) |
9,8 (100) |
19,6 (200) |
29,4 (300) |
39,2 (400) |
|
|
20, 22К, 15ГС, 16ГС, 09Г2С |
290 |
280 |
260 |
230 |
210 |
200 |
190 |
|
14ХГС |
310 |
300 |
280 |
260 |
250 |
240 |
230 |
|
30ХМА |
400 |
390 |
370 |
330 |
290 |
260 |
250 |
|
20Х2М |
480 |
460 |
450 |
430 |
400 |
390 |
380 |
|
15Х2МФА 18Х2МФА 25Х2МФА |
510 |
490 |
460 |
420 |
390 |
380 |
380 |
|
22Х3М, 25Х3МФА |
510 |
500 |
490 |
475 |
440 |
430 |
420 |
|
18Х3МФ |
510 |
500 |
470 |
450 |
|||
|
20Х3МВФ, 15Х5М, 08X13, 12X13, 20X13, 30X13, 12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т |
510 |
||||||
|
Примечания: 1. Максимально допустимые температуры применения в водородосодержащих средах приняты не выше температур, установленных обязательным приложением 1. 2. Параметры применения сталей, указанные в таблице, относятся также к сварным соединениям при условии, если легирование металла шва не ниже, чем основного металла. |
|||||||
(Новая редакция, Изм. № 2).
Таблица 2
Максимально допустимые парциальные давления окиси углерода МПа (кгс/см2)
|
Тип стали |
Температура, °С |
|
|
до 100 |
свыше 100 |
|
|
Углеродистые и низколегированные с содержанием хрома до 2 % |
23,5 (240) |
- |
|
Низколегированные с содержанием хрома свыше 2 до 5 % |
9,8 (100) |
|
|
Хромистые коррозионностойкие стали ферритного класса с содержанием хрома 13 % |
13,7 (140) |
|
|
Коррозионностойкие стали аустенитного класса |
23,5 (240) |
|
|
Примечание. Условия применения установлены для скорости карбонильной коррозии не более 0,5 мм/год |
||
(Новая редакция, Изм. № 2).
Таблица 3
Максимально допустимые температуры применения сталей в средах, содержащих аммиак (°С)
|
Марки стали |
Парциальное давление аммиака, МПа (кгс/см2) |
||
|
св. 0,98 до 1,96 (св. 10 до 20) |
св. 1,96 до 4,90 (св. 20 до 50) |
св. 4,90 до 7,84 (св. 50 до 80) |
|
|
20, 22К, 15ГС, 16ГС, 09Г2С |
300 |
||
|
14ХГС, 30ХМА |
340 |
330 |
310 |
|
20Х2М, 22Х3М, 15Х2МФА, 18Х2МФА, 25Х2МФА, 25Х3МФА, 18Х3МВ, 20Х3МВФ, 15Х5М, 08X13, 12X13, 20X13, 30X13 |
360 |
350 |
340 |
|
12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т |
510 |
||
|
Примечание. Условия применения установлены для скорости азотирования не более 0,5 мм/год. |
|||
(Новая редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 3
Справочное
Таблица
Рекомендуемые режимы термической обработки
|
Марка стали |
Вид термообработки |
Температура нагрева, °С |
Охлаждающая среда |
|
20 |
Нормализация или закалка |
860 - 920 |
воздух, вода, масло |
|
Отпуск |
650 - 680 |
воздух |
|
|
22К |
Нормализация или закалка |
880 - 920 |
воздух, вода, масло |
|
Отпуск |
600 - 700 |
вода |
|
|
15ГС |
Нормализация или закалка |
900 - 930 |
воздух, масло, вода |
|
Отпуск |
540 - 560 |
масло, вода |
|
|
09Г2С |
Закалка |
910 - 930 |
масло |
|
Отпуск |
640 - 660 |
масло, вода |
|
|
14ХГС |
Закалка |
900 - 930 |
вода, масло |
|
Отпуск |
540 - 560 |
вода, масло |
|
|
30ХМА |
Закалка |
850 - 880 |
масло, вода |
|
Отпуск |
660 - 680 |
масло, вода |
|
|
20Х2МА |
Нормализация или закалка |
900 - 920 |
воздух, масло |
|
Отпуск |
650 - 670 |
воздух |
|
|
22Х3М |
Нормализация или закалка |
890 - 910 |
воздух, масло |
|
Отпуск |
650 - 680 |
воздух |
|
|
18Х3МВ |
Закалка |
950 - 970 |
масло |
|
Отпуск |
660 - 690 |
воздух |
|
|
20Х3МВФ |
Закалка |
1000 - 1020 |
масло |
|
Отпуск |
660 - 690 |
масло |
|
|
15Х2МФА 18Х2МФА |
Закалка |
1000 |
масло |
|
25Х2МФА 25Х3МФА |
Отпуск |
650 - 690 |
масло |
|
38ХН3МФА |
Закалка |
860 - 880 |
масло |
|
Отпуск |
650 - 670 |
масло |
|
|
08X13 |
Закалка |
1000 - 1050 |
воздух, масло |
|
Отпуск |
700 - 800 |
масло |
|
|
12X13 |
Закалка |
1000 - 1050 |
воздух, масло |
|
Отпуск |
700 - 790 |
масло |
|
|
20X13 30X13 |
Закалка |
1000 - 1050 |
воздух |
|
Отпуск |
700 - 780 |
масло |
|
|
12Х18Н10Т 10Х17Н13М2Т 10Х17Н13М3Т 06Х17Н15М3Т |
Закалка |
1050 - 1100 |
вода, масло |
|
16ГС |
Нормализация |
900 - 930 |
воздух |
|
Отпуск |
620 - 680 |
воздух |
|
|
15Х5М |
Нормализация |
950 - 980 |
воздух |
|
Отпуск |
840 - 880 |
воздух |
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 4
Обязательное
Таблица
Механические свойства сталей
|
Марка стали |
Толщина, мм |
Предел текучести, σ0,2 |
Временное сопротивление разрыву, σв |
Относительное удлинение, δ5 |
Относительное сужение, φ |
Ударная вязкость, ан, кДж/м2 (кгс·м/см2) |
Твердость по Бринеллю НВ |
ГОСТ или ТУ |
|
|
МПа (кгс/мм2) |
% |
||||||||
|
не менее |
|||||||||
|
20 |
до 300 |
196 (20) |
392 (40) |
20 |
- |
500 (5) |
123 - 167 |
По ГОСТ 22790-83 |
|
|
301 - 500 |
167 (17) |
334 (34) |
15 |
34 |
400 (4) |
103 - 148 |
По ГОСТ 8479-70 |
||
|
501-800 |
167 (17) |
334 (34) |
14 |
30 |
360 (3,5) |
103 - 148 |
|||
|
22К |
до 500 |
216 (22) |
432 (44) |
15 |
39 |
400 (4) |
123 - 167 |
По ТУ 24-3-15-865-75 |
|
|
15ГС |
до 350 |
294 (30) |
490 (50) |
18 |
- |
600 (6) |
149 - 207 |
По ГОСТ 22790-77 |
|
|
09Г2С |
до 500 |
294 (30) |
451 (46) |
24 |
45 |
600 (6) |
120 - 179 |
По настоящему стандарту |
|
|
14ХГС |
до 550 |
314 (32) |
490 (50) |
17 |
- |
600 (6) |
149 - 207 |
По ГОСТ 22790-83 |
|
|
30ХМА |
до 350 |
392 (40) |
589 (60) |
16 |
- |
600 (6) |
197 - 241 |
По ГОСТ 22790-83 |
|
|
20X2МА |
до 550 |
392 (40) |
539 (55) |
16 |
- |
600 (6) |
197 - 235 |
По ГОСТ 22790-83 |
|
|
22Х3М |
до 550 |
441 (45) |
589 (60) |
16 |
50 |
600 (6) |
197 - 235 |
По ТУ 108-838-79 |
|
|
551 - 700 |
392 (40) |
539 (55) |
16 |
45 |
600 (6) |
174 - 217 |
|||
|
15Х2МФА (48ТС-3-40) |
161 - 400 |
432 (44) |
539 (55) - 736 (75) |
11 |
40 |
300 (3) |
187 - 229 |
ПО ТУ 108.131-75 |
|
|
18Х2МФА (48ТС-3) |
530 (54) |
638 (65) - 834 (85) |
11 |
40 |
250 (2,5) |
207 - 225 |
|||
|
25Х2МФА (48ТС-1) |
до 450 |
432(44) 530(54) |
539 (55) 636 (65) |
11 11 |
40 40 |
300 (3) 250 (2,5) |
187 - 229 207 - 225 |
||
|
25Х3МФА (48ТС-4) |
до 600 |
432 (44) 530 (54) |
539 (55) 638 (65) |
11 11 |
40 40 |
300 (3) 250 (2,5) |
187 - 229 207 - 225 |
||
|
18Х3МФА |
до 350 |
441 (45) |
589 (60) |
16 |
- |
600 (6) |
197 - 241 |
По ГОСТ 22790-83 |
|
|
20Х3МВФ |
до 350 |
667 (68) |
784 (80) |
14 |
- |
600 (6) |
241 - 285 |
||
|
38ХН3МФА |
до 450 |
638 (65) |
784 (80) |
13 |
35 |
600 (6) |
- |
По настоящему стандарту |
|
|
08X13 |
до 50 |
- |
- |
- |
- |
- |
187 - 229 |
||
|
12X13 |
до 50 |
- |
- |
- |
- |
- |
187 - 229 |
||
|
20X13 |
до 200 |
- |
- |
- |
- |
- |
197 - 248 |
||
|
30X13 |
до 200 |
- |
- |
- |
- |
- |
235 - 277 |
||
|
12Х18H10Т |
до 500 |
196 (20) |
490 (50) |
35 |
- |
- |
- |
||
|
12Х18Н10Т 10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н15М3Т |
до 350 |
По ГОСТ 22790-83 |
|||||||
|
16ГС |
до 400 |
274 (28) |
451 (46) |
14 |
38 |
39 (4,0) |
120 - 179 |
ОСТ 108.030.113-77 |
|
|
15Х5М |
до 400 |
216 (22) |
392 (40) |
22 |
50 |
118 (12) |
не более 170 |
||
|
Примечания: 1. Максимальная масса поковок указана в справочном приложении 6. 2. У стали марок 15Х2МФА, 18Х2МФА, 25Х2МФА, 25Х3МФА данные ударной вязкости приведены для образцов типа II ГОСТ 9454-78 (СТ СЭВ 472-77, СТ СЭВ 473-77). 3. Стали 08Х13, 12Х13, 20Х13, 30X13 применяются для изготовления уплотнительных колец. |
|||||||||