
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ
СОЮЗА ССР
СТАНКИ ПРОДОЛЬНО-ФРЕЗЕРНЫЕ
НОРМЫ ТОЧНОСТИ И ЖЕСТКОСТИ
ГОСТ 18101-85
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
А.М. Бессольцев, Б.В. Скляров, В.В. Климовский, В.В. Шалев, Б.М. Складчиков
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А. Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24 июля 1985 г. № 2336
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАНКИ ПРОДОЛЬНО-ФРЕЗЕРНЫЕ Нормы точности и жесткости Plano milling machines. |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 24 июля 1985 г. № 2336 срок действия установлен
с 01.07.86
до 01.07.91
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на одно- и двухстоечные продольно-фрезерные и продольные фрезерно-расточные станки общего назначения классов точности Н и П, в том числе на станки с программным управлением, изготовляемые для нужд народного хозяйства и на экспорт.
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям на точность - по ГОСТ 8-82. Схемы и способы измерений геометрических параметров - по ГОСТ 22267-76 и настоящему стандарту.
1.2. Нормы точности станков классов точности Н и П не должны превышать значений, указанных в пп. 1.2.1 - 1.2.25
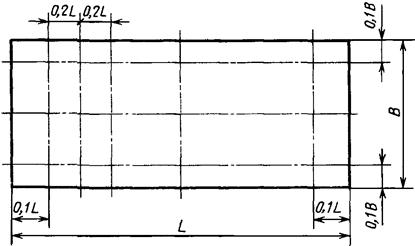
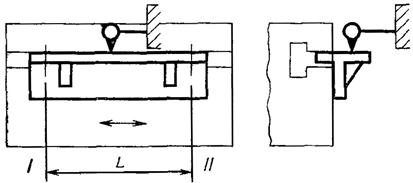
1.2.1. Прямолинейность рабочей поверхности стола, стола-спутника:
|
|
|
|
Черт. 1 |
Черт. 2 |
Черт. 3
Черт. 4
Черт. 5
Таблица 1
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
Н |
П |
Н |
П |
||
|
До 400 |
12 |
8 |
Св. 4000 до 6300 |
40 |
30 |
|
Св. 400 » 630 |
16 |
10 |
» 6300 » 8000 |
50 |
40 |
|
» 630 » 1000 |
20 |
12 |
» 8000 » 10000 |
50 |
50 |
|
» 1000 » 1600 |
25 |
16 |
» 10000 » 16000 |
60 |
60 |
|
» 1600 » 2500 |
30 |
20 |
» 16000 » 25000 |
80 |
- |
|
» 2500 » 4000 |
40 |
25 |
|||
Примечания:
1. Для столов с длиной до 2000 мм выпуклость не допускается.
2. До 1 января 1988 г. допуск разрешается увеличивать в 1,25 раза.
Измерения - по ГОСТ 22267-76, разд. 4:
при длине измерения до 1600 мм - методы 3, 4, 6 (черт. 1 - 3);
при длине измерения св. 1600 мм - методы 6, 9 (черт. 3, 4).
Стол устанавливают в среднее положение.
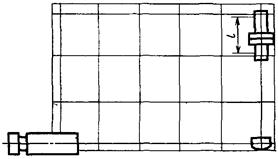
Измерение проводят в трех продольных и трех поперечных сечениях стола (среднем и двух крайних) черт. 5.
Расстояние между точками измерения не должно превышать 0,2 длины проверяемой поверхности и быть не более 1000 мм в продольном направлении и 500 мм в поперечном направлении.
1.2.2. Постоянство углового положения стола при его перемещении:
а) в плоскости, параллельной направлению перемещения;
б) в плоскости, перпендикулярной направлению перемещения.
Черт. 6
Черт. 7
Таблица 2
|
Длина перемещения, мм |
Допуск, мм/м (угловые секунды), для станков класса точности |
|
|
Н |
П |
|
|
До 2500 |
0,02 (4) |
0,012 (2,5) |
|
Св. 2500 » 4000 |
0,03 (6) |
0,02 (4) |
|
» 4000 » 6300 |
0,04 (8) |
0,025 (5) |
|
» 6300 » 10000 |
0,05 (10) |
0,03 (6) |
|
» 10000 » 16000 |
0,06 (12) |
0,04 (8) |
|
» 16000 » 25000 |
0,08 (16) |
- |
Измерения - по ГОСТ 22267-76, разд. 13, методы 3, 4 (черт. 6, 7).
Стол перемещают на всю длину хода.
Расстояние между точками измерения не должно превышать 0,2 длины перемещения стола и быть не более 1000 мм.
Допускается последовательная проверка с переустановкой одного уровня.
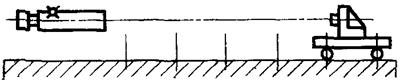
1.2.3. Прямолинейность перемещения стола в горизонтальной плоскости
|
|
|
|
Черт. 8 |
Черт. 9 |
|
|
|
|
Черт. 10 |
Черт. 11 |
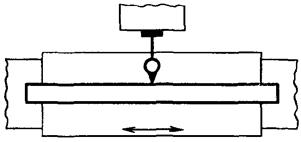
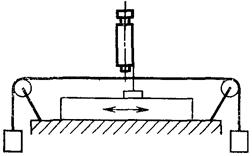
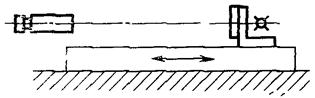
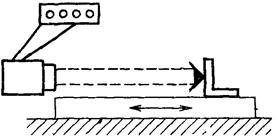
Таблица 3
|
Длина перемещения, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|
|
До 1000 |
12 |
8 |
|
Св. 1000 » 1600 |
16 |
10 |
|
» 1600 » 2500 |
20 |
12 |
|
» 2500 » 4000 |
25 |
16 |
|
» 4000 » 6300 |
30 |
20 |
|
» 6300 » 8000 |
40 |
25 |
|
» 8000 » 10000 |
50 |
30 |
|
» 10000 » 16000 |
60 |
40 |
|
» 16000 » 25000 |
80 |
- |
Измерения - по ГОСТ 22267-76, разд. 3:
при длине перемещения до 1600 мм - метод 1б (черт. 8);
при длине перемещения св. 1600 мм - методы 3, 5, 6 (черт. 9 - 11).
Стол перемещают на всю длину хода.
Расстояние между точками измерения не должно превышать 0,1 длины перемещения стола, но быть не более 1000 мм.
1.2.4. Параллельность рабочей поверхности стола:
а) направление его перемещения;
б) траектории его перемещения
Черт. 12
Таблица 4
|
Допуск, мкм, для станков класса точности |
||
|
Н |
П |
|
|
До 630 |
12 |
8 |
|
Св. 630 » 1000 |
16 |
10 |
|
» 1000 » 1600 |
20 |
12 |
|
» 1600 » 2500 |
25 |
16 |
|
» 2500 » 4000 |
30 |
20 |
|
» 4000 » 6300 |
40 |
25 |
|
» 6300 » 8000 |
50 |
30 |
|
» 8000 » 10000 |
50 |
40 |
|
» 10000 » 16000 |
60 |
50 |
|
» 16000 » 25000 |
100 |
- |
Измерения - по ГОСТ 22267-76, разд. 6:
метод 1а (черт. 12а);
методы 1a, 1б (черт. 12б).
Допуск на отклонение от параллельности рабочей поверхности стола траектории его перемещения при измерении по методу 1б принимают с увеличением в 1,25 раза от значений, указанных в табл. 4.
Измерения проводят поочередно в среднем и крайних продольных сечениях стола, расположенных на расстоянии от края равном 0,1 ширины стола.
Стол перемещают на всю длину хода.
Расстояние между точками измерения не должно превышать 0,1 длины перемещения стола, но быть не более 1000 мм.
1.2.5. Параллельность боковых сторон направляющего паза (контрольной кромки) стола траектории его перемещения
Черт. 13
Таблица 5
|
Длина перемещения, мм |
Допуск, мкм, для станков класса точности |
Длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
Н |
П |
Н |
П |
||
|
До 1000 |
16 |
12 |
Св. 6300 до 8000 |
50 |
40 |
|
Св. 1000 » 1600 |
20 |
16 |
» 8000 » 10000 |
50 |
40 |
|
» 1600 » 2500 |
25 |
20 |
» 10000 » 16000 |
60 |
50 |
|
» 2500 » 4000 |
30 |
25 |
» 16000 » 25000 |
100 |
- |
|
» 4000 » 6300 |
40 |
30 |
|||
Измерения - по ГОСТ 22267-76, разд. 6, метод 1в (черт. 13).
Стол перемещают на всю длину паза.
Измерения проводят последовательно по обеим боковым сторонам направляющего паза стола.
Расстояние между точками измерения не должно превышать 0,1 длины перемещения стола, но быть не более 1000 мм.
Допускается при измерении между проверяемой поверхностью и измерительным прибором располагать плоскопараллельную концевую меру длины (плитку).
1.2.6. Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по этой поверхности)
Таблица 6
|
Диаметр наружной центрирующей поверхности шпинделя, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|
|
До 160 |
10 |
8 |
|
Св. 160 » 250 |
12 |
10 |
Черт. 14
Измерения - по ГОСТ 22267-76, разд. 15, метод 1 (черт. 14).
1.2.7. Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии L
Черт. 15
Таблица 7
|
Диаметр наружной центрирующей поверхности шпинделя, мм |
Номер пункта |
L, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|||
|
До 160 |
- |
10 |
8 |
|
|
150 |
12 |
10 |
||
|
300 |
16 |
12 |
||
|
Св. 160 » 250 |
- |
12 |
10 |
|
|
300 |
20 |
16 |
||
Измерения - по ГОСТ 22267-76, разд. 15, метод 2 (черт. 15).
1.2.8. Осевое биение шпинделя
Черт. 16
Таблица 8
|
Диаметр наружной центрирующей поверхности шпинделя, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|
|
До 160 |
8 |
6 |
|
Св. 160 » 250 |
10 |
8 |
Измерения - по ГОСТ 22267-76, разд. 17, метод 1 (черт. 16).
1.2.9. Торцовое биение опорного торца шпинделя (для станков с базированием фрез по этой поверхности)
Таблица 9
|
Диаметр наружной центрирующей поверхности шпинделя, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|
|
До 160 |
12 |
10 |
|
Св. 160 » 250 |
16 |
12 |
Черт. 17
Измерения - по ГОСТ 22267-76, разд. 18, метод 1 (черт. 17).
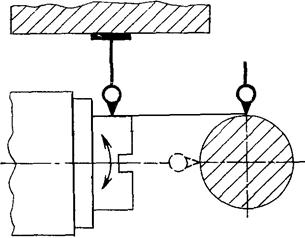
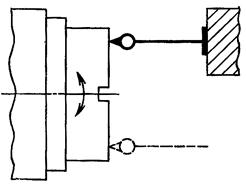
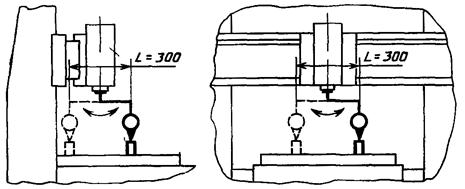
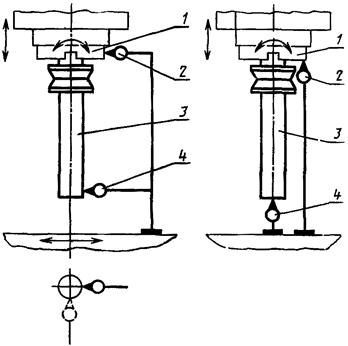
1.2.10. Перпендикулярность оси вращения шпинделя горизонтальной бабки к направлению перемещения бабки:
а) при вдвинутом ползуне (гильзе);
б) при выдвинутом ползуне (гильзе).
Черт. 18
Таблица 10
|
Номер пункта |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|
|
1.2.10а |
20 |
12 |
|
1.2.10б |
30 |
20 |
Измерения - по ГОСТ 22267-76, разд. 9, метод 6б (черт. 18).
Шпиндель вместе с оправкой поворачивают на 180°.
При наличии на поперечине двух бабок их располагают симметрично относительно средней линии стола.
Бабку устанавливают так, чтобы ось шпинделя была на высоте h ≤ 300 мм от рабочей поверхности стола.
Закрепление рабочих органов проводят в соответствии с нормативно-технической документацией на конкретную модель станка.
Ползун (гильзу) перемещают на всю длину хода, но не более 500 мм.
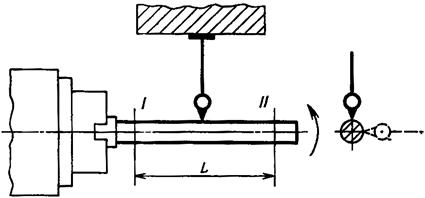
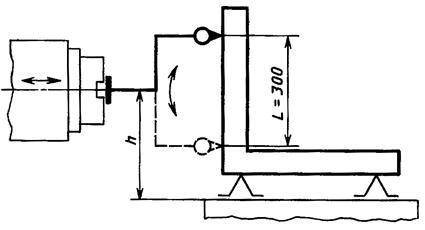
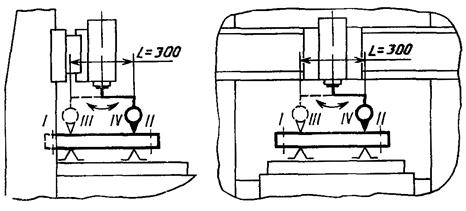
1.2.11. Перпендикулярность оси вращения шпинделя горизонтальной бабки направлению перемещения стола:
а) при вдвинутом ползуне (гильзе);
б) при выдвинутом ползуне (гильзе).
Черт. 19
Таблица 11
Измерения - по ГОСТ 22267-76, разд. 9, метод 3 (черт. 19).
Линейку устанавливают в средней части стола при его ширине B ≤ 1000 мм; при большей ширине - в положение, обеспечивающее проведение проверки.
При наличии на поперечине двух бабок их располагают симметрично относительно средней линии стола.
Бабку устанавливают так, чтобы ось шпинделя была на высоте h ≤ 300 мм от рабочей поверхности стола.
Ползун (гильзу) перемещают на всю длину хода, но не более 500 мм.
Закрепление рабочих органов проводят в соответствии с нормативно-технической документацией на конкретную модель станка.
Допускается проверять с помощью сухаря, используемого вместо линейки.
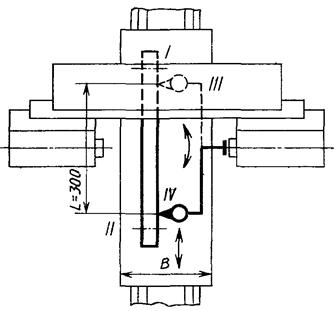
1.2.12. Перпендикулярность траектории перемещения ползуна горизонтальной бабки направлению перемещения стола:
Таблица 12
|
Длина перемещения ползуна, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|
|
До 500 |
20 |
12 |
|
Св. 500 » 1000 |
25 |
16 |

Черт. 20
Измерения - по ГОСТ 22267-76, разд. 8, метод 2 (черт. 20).
Поверочный угольник устанавливают в средней части стола при ширине стола В ≤ 1000 мм, а при большей ширине - на расстояние не более 500 мм от торца шпинделя проверяемой бабки.
При наличии двух бабок их располагают на поперечине симметрично относительно средней линии стола.
Бабку устанавливают так, чтобы ось шпинделя была на высоте h ≤ 300 мм от рабочей поверхности стола.
При наличии на поперечине двух бабок их располагают симметрично относительно средней линии стола.
Ползун перемещают на всю длину хода, но не более 300 мм.
Закрепление рабочих органов проводят в соответствии с нормативно-технической документацией на конкретную модель станка.
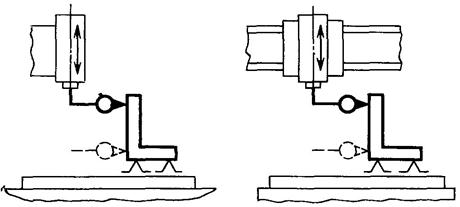
1.2.13. Перпендикулярность направления перемещения горизонтальной бабки к рабочей поверхности стола:
а) в поперечном направлении;
б) в продольном направлении.
|
|
|
|
Черт. 21 |
Черт. 22 |
|
|
|
|
Черт. 23 |
Черт. 24 |
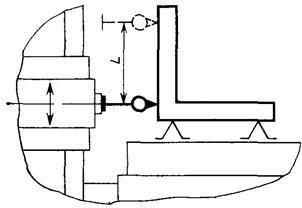
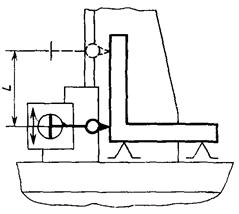

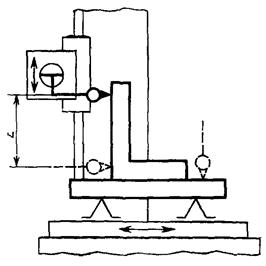
Таблица 13
|
Длина перемещения, мм |
L, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
||
|
До 1000 |
300 |
16 |
10 |
|
Св. 1000 » 1600 |
500 |
20 |
16 |
Измерения - по ГОСТ 22267-76, разд. 9, метод 1б (черт. 21, 22).
Стол и фрезерную бабку на поперечине устанавливают в среднее положение.
При наличии двух бабок их располагают на поперечине симметрично относительно средней линии стола.
При ширине стола до 1000 мм поверочный угольник устанавливают в средней части стола, а при большей ширине его устанавливают на расстояние не более 500 мм от края стола.
Допускается проводить измерения перпендикулярности направления перемещения горизонтальной бабки к направлению перемещения вертикальной бабки (черт. 23), и к направлению перемещения стола (черт. 24).
Измерения - по ГОСТ 22267-76, разд. 8, методы 2, 3.
Для станков с двумя вертикальными бабками измерения по п. а производят поочередно. Поперечину устанавливают в положение, обеспечивающее проведение измерения, и закрепляют. Перед проверкой каждой бабки допускается соответствующая выверка поперечины.
1.2.14. Перпендикулярность траектории перемещения ползуна горизонтальной бабки направлению перемещения бабки
Таблица 14
|
Длина перемещения ползуна, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|
|
До 500 |
20 |
12 |
|
Св. 500 » 1000 |
25 |
16 |
Черт. 25
Измерения - по ГОСТ 22267-76, разд. 8, метод 1 (черт. 25).
Стол устанавливают в среднее положение.
При наличии двух бабок их располагают на поперечине симметрично относительно средней линии стола.
Ползун перемещают на всю длину хода, но не более 500 мм.
1.2.15. Постоянство углового положения горизонтальной бабки в поперечном направлении при ее перемещении по стойке:
Черт. 26
Таблица 15
|
Длина перемещения, мм |
Допуск, мм/м (угловые секунды), для станков класса точности |
|
|
Н |
П |
|
|
До 1600 |
0,03 (6) |
0,02 (4) |
|
Св. 1600 » 2500 |
0,04 (8) |
0,03 (6) |
|
» 2500 » 6300 |
0,05 (10) |
0,04 (8) |
Измерения - по ГОСТ 22267-76, разд. 13, методы 1, 2 (черт. 26).
Бабку перемещают на всю длину хода.
Проверяют на всей длине перемещения бабки.
Расстояние между точками измерения не должно превышать 0,2 длины перемещения, но быть не более 500 мм.
1.2.16. Перпендикулярность оси вращения шпинделя вертикальной бабки к рабочей поверхности стола:
а) при вдвинутом ползуне (гильзе);
б) при выдвинутом ползуне (гильзе).
Черт. 27
Черт. 28
Таблица 16
Измерения - по ГОСТ 22267-76, разд. 10, метод 1 (черт. 27).
Стол и бабку устанавливают в среднее положение.
Подвижную поперечину устанавливают в положение, обеспечивающее проведение измерения, и закрепляют.
При проверке перпендикулярности при выдвинутом ползуне (гильзе) ползун (гильзу) выдвигают на всю длину хода, но не более 500 мм.
Допускается проводить измерение перпендикулярности оси вращения шпинделя к направлению перемещения стола и к направлению перемещения бабки по ГОСТ 22267-76 разд. 9, методы 3, 3а (черт. 28).
Закрепление рабочих органов проводят в соответствии с нормативно-технической документацией на конкретную модель станка.
Для станков с двумя вертикальными бабками измерение проводят для каждой бабки поочередно, при этом вторую бабку устанавливают у стойки.
Если бабка поворотная, то перед измерением ее устанавливают в нулевое положение и измерение проводят лишь в продольной плоскости.
Перед проверкой каждой бабки допускается выверка положения поперечины.
1.2.17. Перпендикулярность траектории перемещения ползуна вертикальной бабки рабочей поверхности стола
Черт. 29

Черт. 30
Таблица 17
|
Длина перемещения ползуна, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|
|
До 500 |
20 |
12 |
|
Св. 500 » 1000 |
25 |
16 |
Измерения - по ГОСТ 22267-76, разд. 9, метод 1б (черт. 29).
Допускается проводить измерения перпендикулярности траектории перемещения ползуна к направлению перемещения стола и к направлению перемещения бабки, разд. 8, методы 1 и 2 (черт. 30).
Стол устанавливают в среднее положение.
Поперечину устанавливают в положение, обеспечивающее проведение измерения, и закрепляют. Ползун перемещают на всю длину хода, но не более 300 мм.
Для станков с двумя вертикальными бабками измерение проводят для каждой бабки поочередно, при этом вторая бабка устанавливается у стойки. Если бабка поворотная, то перед началом измерения ее устанавливают в нулевое положение и измерение проводят лишь в продольной плоскости.
Перед проверкой каждой бабки допускается выверка положения поперечины.
1.2.18. Прямолинейность и параллельность траектории перемещения вертикальной бабки рабочей поверхности стола
|
|
|
|
Черт. 31 |
Черт. 32 |
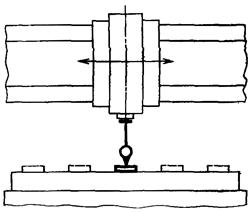
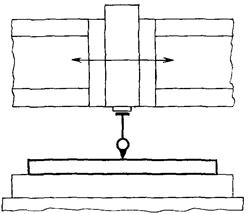
Таблица 18
|
Допуск, мкм, для станков класса точности |
||
|
Н |
П |
|
|
До 630 |
20 |
12 |
|
Св. 630 » 1000 |
25 |
16 |
|
» 1000 » 1600 |
30 |
20 |
|
» 1600 » 2500 |
40 |
25 |
|
» 2500 » 4000 |
50 |
30 |
|
» 4000 » 6300 |
60 |
40 |
При дополнительной выверке поперечины на станках с двумя вертикальными бабками допуск уменьшают в 1,25 раза.
Измерения - по ГОСТ 22267-76, разд. 6, метод 2б (черт. 31); допускается метод 2а (черт. 32) с уменьшением допуска, указанного в табл. 18, в 1,25 раза.
Стол устанавливают в среднее положение.
Поперечину устанавливают на высоте не менее 300 мм от поверхности стола и закрепляют.
Для станков с двумя вертикальными бабками измерение проводят для каждой бабки поочередно. Вторую бабку устанавливают у стойки. Перед проверкой каждой бабки допускается соответствующая выверка поперечины. Бабку перемещают на всю длину хода, но не более ширины стола. Расстояние между точками измерения не должно превышать 0,2 ширины стола и быть не более 500 мм.
1.2.19. Перпендикулярность поперечного перемещения вертикальной бабки направлению перемещения стола
Черт. 33
Таблица 19
|
Ширина стола, мм |
L, мм |
Допуск, мкм, для станков класса точности, мм |
|
|
Н |
П |
||
|
До 1000 |
300 |
16 |
12 |
|
Св. 1000 до 2500 |
500 |
25 |
20 |
|
» 2500 » 6300 |
500 |
30 |
25 |
Измерения - по ГОСТ 22267-76, разд. 8, метод 2 (черт. 33).
Стол устанавливают в среднее положение.
Проверяемую бабку устанавливают в среднее положение на поперечине.
Поперечину устанавливают в положение, обеспечивающее проведение измерения, и закрепляют.
1.2.20. Постоянство углового положения поперечины в поперечном направлении относительно стола при ее перемещении:
Таблица 20
|
Длина перемещения, мм |
Допуск, мм/м (угловые секунды), для станков класса точности |
|
|
Н |
П |
|
|
До 1600 |
0,03 (6) |
0,02 (4) |
|
Св. 1600 » 2500 |
0,04 (8) |
0,03 (6) |
|
» 2500 » 4000 |
0,05 (10) |
0,04 (8) |
|
» 4000 » 6300 |
0,06 (12) |
0,05 (10) |
Черт. 34
Измерения - по ГОСТ 22267-76, разд. 13, метод 2 (черт. 34).
Стол и бабку устанавливают в среднее положение. При наличии двух бабок их располагают на поперечине симметрично относительно средней линии стола.
Поперечину перемещают на всю длину хода, с остановками для измерений через 0,2 длины перемещения, но не более чем через 500 мм. Перед измерением поперечину закрепляют.
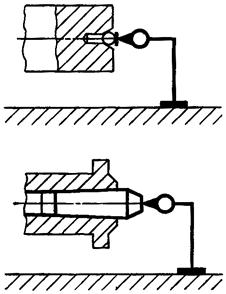
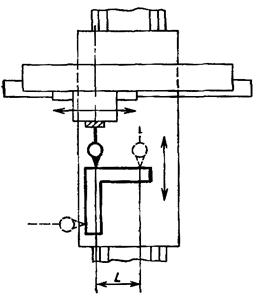
1.2.21. Соосность отверстия серьги с осью вращения шпинделя:
а) в вертикальной плоскости (аа1);
б) в горизонтальной плоскости (бб1).
Черт. 35
Таблица 21
|
Ширина стола, мм |
L, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
||
|
До 500 |
300 |
30 |
20 |
|
Св. 500 » 1000 |
500 |
40 |
25 |
В плоскости аа1 ось серьги должна быть расположена ниже оси шпинделя.
Измерения - по ГОСТ 22267-76, разд. 14, метод 1. (черт. 35).
Проверяют при закрепленных серьге и хоботе.
Длина оправки С примерно равна 2d, где d - диаметр отверстия в серьге.
Размеры С и C1 примерно одинаковы.
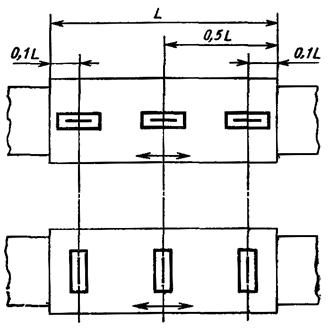
1.2.22. Точность линейного позиционирования рабочих органов:
стола, бабки, ползуна и поперечины (для продольных фрезерно-расточных станков с предварительным набором координат и ПУ):
а) точность одностороннего позиционирования A, A¯ (табл. 22);
б) повторяемость одностороннего позиционирования R и R¯ (табл. 23);
в) максимальная зона нечувствительности Вmax (табл. 24).
Измерения - по ГОСТ 27843-88, разд. 3, методы 1 или 4.
Схемы измерения - по черт. 36 - 41.
Образцовую штриховую меру устанавливают, по возможности, ближе к осевому (среднему) сечению проверяемого рабочего органа.
Если в связи с технологическим назначением или особенностями компоновка станка штриховая мера должна быть установлена иным образом, ее положение определяют в технических условиях на станок.
Измерения проводят по каждой координате на всей длине перемещения проверяемого рабочего органа. Интервалы между точками измерения примерно равны 0,1 длины измеряемого перемещения и не кратны шагу измерительных устройств станка. Крайние точки измерения располагают на расстоянии примерно равном 0,5 от величины интервала между точками измерения от начала и конца перемещения проверяемого рабочего органа.
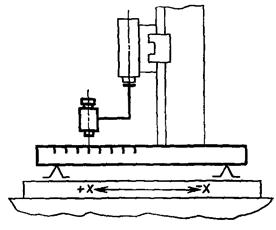
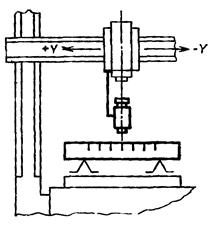
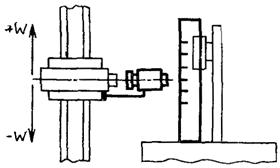
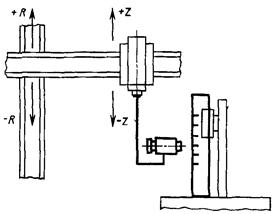

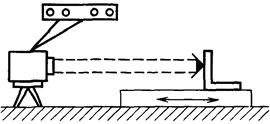
Таблица 22
|
Допуск, мкм, для станков класса точности |
||
|
Н |
П |
|
|
До 50 |
40 |
25 |
|
Св. 50 » 400 |
50 |
30 |
|
» 400 » 1000 |
80 |
50 |
|
» 1000 » 2500 |
125 |
80 |
|
» 2500 » 6300 |
160 |
100 |
|
» 6300 » 16000 |
200 |
125 |
|
» 16000 » 25000 |
250 |
- |
Таблица 23
|
Допуск, мкм, для станков класса точности |
||
|
Н |
П |
|
|
До 1000 |
30 |
20 |
|
Св. 1000 » 2500 |
40 |
25 |
|
» 2500 » 6300 |
50 |
30 |
Таблица 24
|
Длина перемещения, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|
|
До 1000 |
16 |
10 |
|
Св. 1000 » 2500 |
20 |
12 |
|
» 2500 » 6300 |
25 |
16 |
|
» 6300 » 16000 |
30 |
20 |
|
» 16000 » 25000 |
40 |
25 |
Примечание. Допуски по осям Z, W, R в технически обоснованных случаях могут быть увеличены по сравнению с указанными в табл. 22 - 24, но не более чем в 1,6 раза.
1.2.22. (Новая редакция, Изм. № 1).
1.2.23. Стабильность положения инструмента при его повторной автоматической установке в шпиндель:
а) в радиальном направлении;
б) в осевом направлении.
Черт. 42
Таблица 25
|
Диаметр наружной центрирующей поверхности шпинделя, мм |
Номер пункта |
L, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|||
|
До 160 |
150 |
16 |
12 |
|
|
300 |
20 |
16 |
||
|
- |
8 |
6 |
||
|
Св. 160 » 250 |
300 |
25 |
20 |
|
|
- |
10 |
8 |
||
В шпинделе 1 станка устанавливают и закрепляют контрольную оправку 3 (черт. 42). Бабку (ползун) устанавливают в положение измерения.
Показывающие измерительные приборы 2 и 4 устанавливают на столе станка так, чтобы измерительные наконечники касались образующих контрольной оправки и шпинделя и были перпендикулярны к ним. Вращением шпинделя с оправкой определяют наибольшее показание прибора 4.
Шпиндельную бабку отводят в положение смены инструмента, контрольную оправку переносят в магазин, затем вновь устанавливают в шпиндель. Шпиндельную бабку возвращают в исходное положение, где вновь проводят измерения.
Число повторных измерений - не менее пяти.
Проверку стабильности положения инструмента в радиальном направлении проводят в двух взаимно перпендикулярных плоскостях.
При измерении стабильности положения инструмента в осевом направлении измерительные приборы устанавливают вдоль оси шпинделя так, чтобы измерительные наконечники касались торцов контрольной оправки и шпинделя и были перпендикулярны к ним.
Отклонение положения оправки определяют по формуле
![]()
где fi - i-e отклонение;
d4i - показание прибора 4 при i-м измерении;
d2i - показание прибора 2 при i-м измерении;
d40 - показание прибора 4 при начальном измерении;
d20 - показание прибора 2 при начальном измерении.
Стабильность положения инструмента при многократной смене определяют как наибольшее значение рассеяния положения контрольной оправки от первоначального:
![]()
Порядок оформления результатов и методика определения Rи max аналогичны порядку и методике определения Rmax при измерении точности линейных координатных перемещений, приведенным в рекомендуемом приложении.
Вылет контрольной оправки для станков с шириной стола B < 1000 мм - L = 150 мм, для станков с шириной стола B ≥ 1000 мм - L = 300 мм.
1.2.24. Параллельность оси шпинделя угловой головки направлению перемещения стола и вертикальной шпиндельной бабки в горизонтальной и вертикальной плоскостях
Черт. 43
Таблица 26
|
Ширина стола, мм |
l, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
||
|
До 1000 |
150 |
12 |
8 |
|
Св. 1000 » 6300 |
300 |
20 |
12 |
Измерения - по ГОСТ 22267-76, разд. 6, метод 3а (черт. 43).
Стол устанавливают в среднее положение.
Поперечину устанавливают в положение, обеспечивающее проведение измерения, и закрепляют.
Перед проверкой допускается выверка положения поперечины. Закрепление других подвижных узлов проводят в соответствии с нормативно-технической документацией на конкретную модель станка.
Черт. 44
Допуск, мкм, на длине перемещения 500 мм для станков класса точности:
Н............................................. 20
П............................................. 16
Измерения - по ГОСТ 22267-76, разд. 9, метод 1б (черт. 44).
Допускается проводить измерения перпендикулярности направления перемещения поперечины к направлению перемещения стола и к направлению перемещения вертикальной бабки - разд. 8, метод 2.
Стол устанавливают в среднее положение.
Поперечину устанавливают в положение, обеспечивающее проведение измерения.
При наличии двух бабок на поперечине их располагают симметрично относительно средней линии стола.
Поверочную линейку с угольником (рамой) устанавливают в средней части стола последовательно параллельно направлению его перемещения и параллельно направлению перемещения вертикальной бабки.
2. ТОЧНОСТЬ ОБРАЗЦА ИЗДЕЛИЯ
2.1. Общие требования к образцу-изделию по ГОСТ 25443-82.
2.2. Методы проверки точности образца-изделия по ГОСТ 25889.1-83 - ГОСТ 25889.3-83.
2.3. Нормы точности образца-изделия для станков классов точности Н и П не должно превышать значений, указанных в пп. 2.3.1 - 2.3.7.
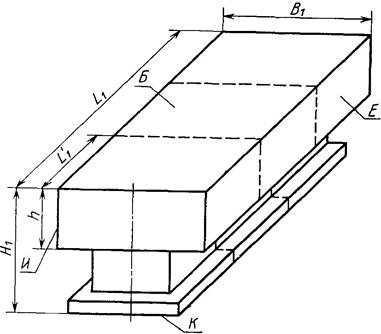
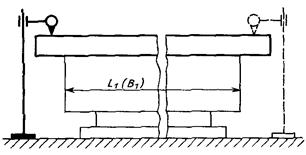
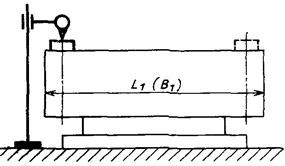
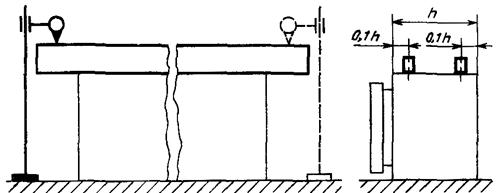
2.3.1. Точность формы и взаимного расположения поверхностей, обработанных фрезерованием
Черт. 45
Размеры чугунного
образца-изделия (черт. 45) принимают
равными: B1 = (0,3 - 0,5)В; L1 = (0,6
- 0,8)L; H1 = (0,3 - 0,5)H, но не
более 1000 мм; ![]() L1 ≥ 1000 мм; h =
(0,4 - 0,5)H1; B, L и H - соответственно, ширина рабочей поверхности стола, длина рабочей
поверхности стола и наибольшее расстояние от рабочей поверхности стола до торца
шпинделя вертикальной бабки.
L1 ≥ 1000 мм; h =
(0,4 - 0,5)H1; B, L и H - соответственно, ширина рабочей поверхности стола, длина рабочей
поверхности стола и наибольшее расстояние от рабочей поверхности стола до торца
шпинделя вертикальной бабки.
Для проверки станка в работе используют образец-изделие из серого чугуна. При L1 ≥ 2000 мм допускается вместо одного образца-изделия заданной формы и размеров использовать несколько образцов одинакового сечения, как показано на черт. 43 пунктиром, располагаемых последовательно на столе станка в пределах заданной длины фрезерования. В этом случае разрыв между образцами должен быть не больше чем шаг измерения, указанный в п. 2.3.2.
При использовании образца-изделия с B1 ≥ 1250 мм допускается в центре поверхности образца Б делать выборку. В этом случае ширина обрабатываемых полок должна составлять (0,15 - 0,30)В1.
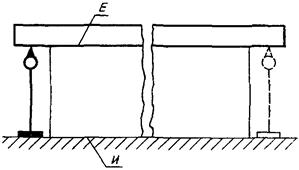
Для обработки образец-изделие укрепляют на столе в средней части. Допускается смещение образца-изделия (образцов-изделий) с учетом возможности обработки поверхности Е (И) горизонтальной фрезерной бабкой.
При ширине стола до 1250 мм у станков, имеющих правую и левую горизонтальные бабки, проводят одновременную обработку поверхностей Е и И, ползун при этом выдвинут не более чем наполовину длины хода. На станках с вертикальными и горизонтальными бабками фрезерование проводят при их последовательном применении. Допускается одновременная обработка двух или трех поверхностей,
Подвижные узлы станка по закреплению находятся в состоянии, предусмотренном технической документацией на конкретную модель станка для выполнения точных работ.
Окончательную обработку поверхностей Б, Е и И проводят на чистовых режимах резания торцовыми фрезами не менее чем за два прохода с перекрытием, примерно равным 5 - 10 мм.
Обработанные поверхности Б, Е и И должны соответствовать требованиям, указанным в пп. 2.3.2, 2.3.3 и 2.3.4.
Измерения поверхностей Б, Е и И по пп. 2.3.2, 2.3.3 и 2.3.4 проводят при длине образца-изделия до 1600 мм на контрольной плите, свыше 1600 мм на столе станка в незажатом состоянии.
Если обрабатывают несколько коротких образцов, то их измерение допускается проводить на станке в закрепленном положении.
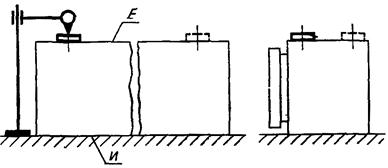
2.3.2. Прямолинейность поверхностей Б, Е и И:
|
|
|
|
Черт 46 |
Черт. 47 |
|
|
|
|
Черт. 48 |
Черт. 49 |
Черт. 50
Черт. 51
Таблица 27
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
Н |
П |
Н |
П |
||
|
До 160 |
6 |
4 |
Св. 2500 до 4000 |
30 |
20 |
|
Св. 160 » 250 |
8 |
5 |
» 4000 » 6300 |
30 |
25 |
|
» 250 » 400 |
10 |
6 |
» 6300 » 8000 |
40 |
30 |
|
» 400 » 630 |
12 |
8 |
» 8000 » 10000 |
50 |
40 |
|
» 630 » 1000 |
16 |
10 |
» 10000 » 16000 |
60 |
- |
|
» 1000 » 1600 |
20 |
12 |
» 16000 » 25000 |
80 |
- |
|
» 1600 » 2500 |
25 |
16 |
|||
Для станков с подвижной поперечиной допуски увеличивают в 1,25 раза.
Измерения прямолинейности поверхности Б - по ГОСТ 22267-76, разд. 4:
при длине измерения до 1600 мм методы 3, 4, 6 (черт. 46 - 48);
при длине измерения св. 1600 мм методы 6, 9 (черт. 48, 49).
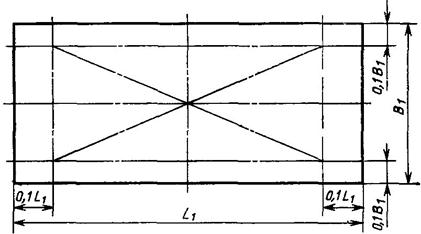
Измерения проводят в трех
продольных, трех поперечных и двух диагональных сечениях (черт. 50). Измерения в диагональных сечениях
проводят при ![]()
Измерения прямолинейности поверхностей Е и И - по ГОСТ 22267-76, разд. 4, метод 13 (черт. 51).
Измерения проводят в одном продольном сечении поверхности.
Расстояние между точками измерения не должно превышать 0,1 длины измерения и быть не более 1000 мм в продольном и диагональном направлениях и 500 мм в поперечном направлении.
2.3.3. Параллельность верхней обработанной поверхности Б основанию К и боковых поверхностей Е и И.
|
|
|
|
Черт. 52 |
Черт. 53 |
|
|
|
|
Черт 54 |
Черт. 55 |
Черт. 56
Черт. 57
Таблица 28
|
Допуск, мкм, для станков класса точности |
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
|||
|
Н |
П |
Н |
П |
||
|
До 160 |
8 |
5 |
Св. 2500 до 4000 |
50 |
30 |
|
Св. 160 » 250 |
10 |
6 |
» 4000 » 6300 |
60 |
40 |
|
» 250 » 400 |
12 |
8 |
» 6300 » 8000 |
70 |
50 |
|
» 400 » 630 |
16 |
10 |
» 8000 » 10000 |
80 |
60 |
|
» 630 » 1000 |
25 |
16 |
» 10000 » 16000 |
120 |
80 |
|
» 1000 » 1600 |
30 |
20 |
» 16000 » 25000 |
160 |
100 |
|
» 1600 » 2500 |
40 |
25 |
|||
Для станков с подвижной поперечиной допуски увеличивают в 1,25 раза.
Измерения - по ГОСТ 25889.2-83:
при длине измерения до 1600 мм - методы 1, 2 (черт. 52; 53):
измерения проводят последовательно в сечениях, установленных в п. 2.3.2. Схемы измерения поверхностей Е и И в продольных сечениях (черт. 55; 56);
при длине измерения свыше 1600 мм:
измерения проводят при помощи измерительного прибора и концевой плоскопараллельной меры длины (черт. 54) по концам крайних продольных и поперечных сечений, указанных в пп. 2.3.2. Измерения параллельности поверхностей Е и И проводят по концам продольных сечений (черт. 57). При проведении измерения по черт. 54, 57 допуск принимают с увеличением в 1,25 раза от значений, указанных в табл. 28;
при обработке нескольких образцов изделий:
проверяют каждый образец-изделие последовательно в крайних сечениях проверяемой поверхности. При этом параллельность поверхностей Е и И не проверяют.
Отклонение от параллельности равно наибольшей алгебраической разности результатов измерения в проверяемых сечениях для каждого заданного направления.
2.3.4. Перпендикулярность поверхностей Е и И к поверхности Б
Черт. 58
Таблица 29
|
Размер короткой поверхности образца-изделия, мм |
Расстояние измерения L, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
||
|
До 100 |
100 |
12 |
8 |
|
Св. 100 » 160 |
100 |
16 |
10 |
|
» 160 » 250 |
200 |
20 |
12 |
|
» 250 » 400 |
300 |
30 |
20 |
|
» 400 |
500 |
40 |
25 |
Измерения - по ГОСТ 25889.3-83, метод 2 (черт. 58).
Измерения проводят по концам поперечных сечений, указанных в пп. 2.3.2.
При обработке нескольких образцов-изделий проверяют каждый образец-изделие последовательно.
2.3.5. Круглость наружной цилиндрической поверхности при контурном фрезеровании партии образцов-изделий (для станков с программным управлением)
Черт. 59
Применяют образец-изделие в виде диска диаметром D и шириной обрабатываемой части b (черт. 59). Материал: алюминиевый сплав, допускается серый чугун или сталь.
Образец-изделие с окончательно обработанными базовыми поверхностями закрепляют в центре стола и проводят обработку его цилиндрической поверхности на чистовых режимах с помощью концевых фрез. Последовательно обрабатывают все образцы партии.
Размер партии - три образца.
|
|
|
|
Черт. 60 |
Черт. 61 |
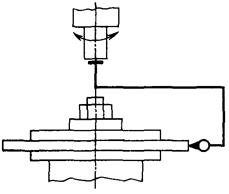
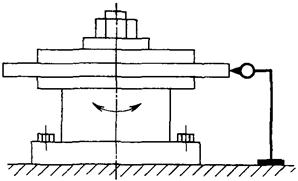
Таблица 30
|
Ширина стола, мм |
Диаметр образца, мм |
Ширина образца b, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|||
|
До 630 |
100 |
6 |
50 |
30 |
|
Св. 630 » 1600 |
160 |
8 |
60 |
40 |
|
» 1600 » 6300 |
250 |
10 |
80 |
60 |
Измерения - по ГОСТ 25889.1-83, метод 1 или 2 (черт. 60, 61).
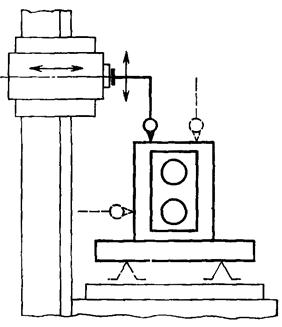
2.3.6. Точность межосевых расстояний отверстий образца-изделия (для продольных фрезерно-расточных станков с программным управлением)
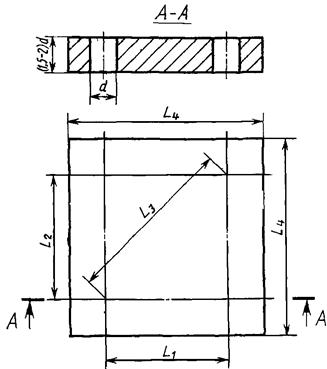
Черт. 62
Таблица 31
|
L1 |
L2 |
L3 |
L4 |
d |
|
|
До 630 |
80 |
84 |
116 |
145 |
10 - 16 |
|
Св. 630 » 1600 |
100 |
105 |
145 |
175 |
15 - 25 |
|
» 1600 » 6300 |
200 |
210 |
290 |
350 |
25 - 40 |
Применяют образец-изделие в виде пластины прямоугольной формы (черт. 62). Материал: серый чугун или сталь.
Таблица 32
|
Межосевое расстояние, мм |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
|
|
До 125 |
65 |
40 |
|
Св. 125 » 200 |
80 |
50 |
|
» 200 » 300 |
100 |
65 |
Образец-изделие с окончательно обработанными базовыми поверхностями устанавливают в центре стола и проводят предварительную и чистовую обработку отверстий диаметром d.
Измерения проводят с использованием координатно-измерительной машины, микроскопа либо специального приспособления, предназначенного для измерения межосевых расстояний.
Погрешность межосевых расстояний равна разности заданного и фактического расстояний между осями любых двух отверстий.
Допускается использование образца-изделия по черт. 45 с обеспечением размеров d и L по табл. 31.
а) круглость;
б) профиль продольного сечения.
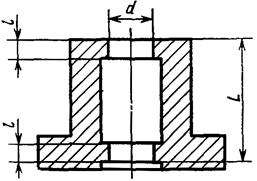
Черт. 63
Применяют образец-изделие диаметром d = (0,08 - 0,16)В, но не более 200 мм, длиной L = (1,2 - 1,5)d и шириной поясков l = (0,2 - 0,3)d (черт. 63).
Материал: серый чугун или сталь.
Образец-изделие с окончательно обработанными базовыми поверхностями устанавливают в центре стола и проводят предварительную и чистовую обработку отверстия.
|
|
|
|
Черт. 64 |
Черт. 65 |
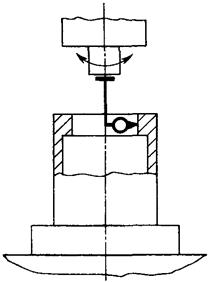
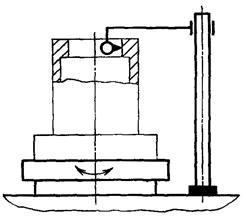
Таблица 33
|
Диаметр обрабатываемого отверстия, мм |
Номер пункта |
Допуск, мкм, для станков класса точности |
|
|
Н |
П |
||
|
До 120 |
12 |
8 |
|
|
20 |
16 |
||
|
Св. 120 до 200 |
16 |
10 |
|
|
30 |
20 |
||
Измерения по п. 2.3.7а - ГОСТ 25889.1-83, метод 1 или 2 (черт. 64, 65).
Отклонение от круглости определяют в одном из поперечных сечений диаметра d.
При проверке точности геометрической формы отверстия отклонение профиля продольного сечения определяют не менее чем в двух продольных сечениях с использованием универсальных средств для измерения диаметров отверстий. За отклонение профиля продольного сечения принимается наибольшее расстояние от точек реального профиля до соответствующей стороны прилегающего профиля.
Допускается использование образца-изделия по черт. 45 с обеспечением размеров d, L и l.
3. ЖЕСТКОСТЬ СТАНКА
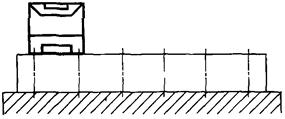
3.1. Общие условия испытаний станков на жесткость - по ГОСТ 7035-75.
3.2. Нормы жесткости и величина нагружающих сил для станков класса точности Н и П не должны превышать значений, указанных в пп. 3.2.1, 3.2.2.
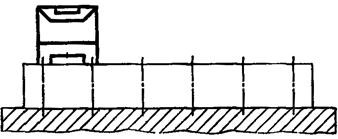
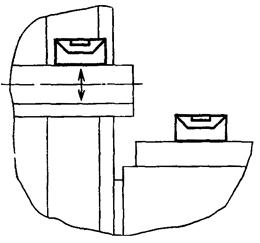
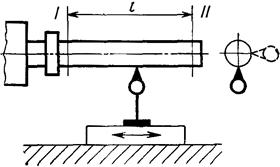
Положение узлов станка, координаты точки приложения и направление действия силы должны соответствовать указанным на черт. 66 - 68 и в табл. 34.
Таблица 34
Размеры в мм
|
Ширина рабочей поверхности стола В |
До 400 |
Св. 400 до 500 |
Св. 500 до 630 |
Св. 630 до 800 |
Св. 800 до 1000 |
Св. 1000 до 1250 |
Св. 1250 до 1600 |
Св. 1600 до 2000 |
Св. 2000 до 2500 |
Св. 2500 до 3150 |
Св. 3150 до 4000 |
Св. 4000 до 5000 |
|
|
Диаметр оправки D в точке приложения силы Р |
160 |
200 |
250 |
320 |
400 |
500 |
|||||||
|
Расстояние l от рабочей поверхности стола до точки приложения силы Р |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
||
|
Расстояние h от торца шпинделя до точки приложения силы Р |
65 |
75 |
|||||||||||
|
Расстояние l2 от оси горизонтального шпинделя до рабочей поверхности стола |
210 |
260 |
325 |
415 |
520 |
650 |
780 |
950 |
1150 |
1600 |
|||
|
Расстояние А от оси вертикального шпинделя до середины рабочей поверхности стола |
- |
- |
70 |
85 |
100 |
120 |
140 |
170 |
200 |
240 |
280 |
340 |
|
|
Расстояние А1 от торца горизонтального шпинделя до середины рабочей поверхности стола |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
|
Направление действия силы Р на оправку
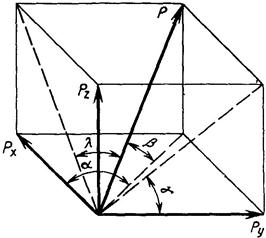
Черт. 66
a = 40° - угол между проекцией нагружающей силы на горизонтальную плоскость XY и направлением продольной подачи стола,
b = 30° - угол между направлением нагружающей силы и ее проекцией на горизонтальную плоскость XY;
g = 37° - угол между проекцией нагружающей силы на плоскость YZ и направлением силы РY;
l = 34° - угол между направлением нагружающей силы и ее проекцией на плоскость XZ.
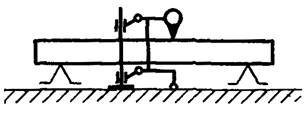
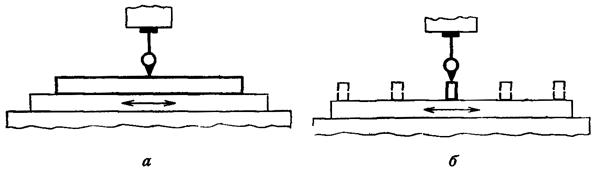
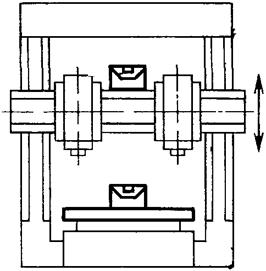
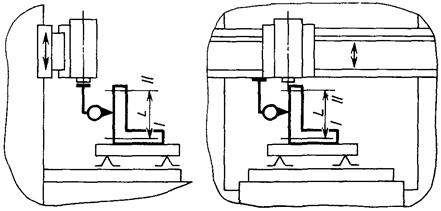
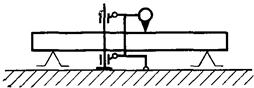
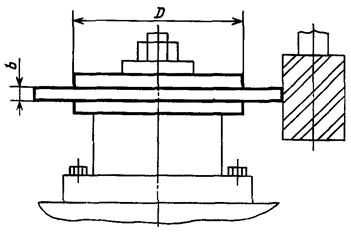
3.2.1. Перемещение под нагрузкой стола относительно оправки, закрепленной в вертикальном шпинделе:
а) в вертикальном направлении (по оси Z);
б) в горизонтальном направлении (по оси Y).
Черт. 67
Таблица 35
|
Ширина рабочей поверхности стола, мм |
Нагружающая сила Р, кН, для классов точности |
Наибольшее допускаемое перемещение, мм, для классов точности |
||
|
Н |
П |
Н |
П |
|
|
До 400 |
120 |
100 |
0,24 |
0,15 |
|
Св. 400 до 500 |
160 |
130 |
0,24 |
0,15 |
|
» 500 » 630 |
200 |
160 |
0,24 |
0,15 |
|
» 630 » 800 |
250 |
200 |
0,26 |
0,17 |
|
» 800 » 1000 |
320 |
260 |
0,30 |
0,19 |
|
» 1000 » 1250 |
410 |
330 |
0,34 |
0,21 |
|
» 1250 » 1600 |
510 |
410 |
0,38 |
0,24 |
|
» 1600 » 2000 |
650 |
520 |
0,42 |
0,26 |
|
» 2000 » 2500 |
820 |
650 |
0,48 |
0,30 |
|
» 2500 » 3150 |
1020 |
800 |
0,53 |
0.34 |
|
» 3150 » 4000 |
1300 |
1000 |
0,60 |
0,38 |
|
» 4000 » 5000 |
1600 |
1300 |
0,67 |
0,42 |
Примечание. Для обрабатывающих центров и модулей нагружающая сила может быть уменьшена, но не более чем в 1,6 раза, а значения соответствующих перемещений в 1,3 раза.
На вертикальном шпинделе 1 жестко закрепляют оправку 2, диаметр D которой в точке приложения силы должен соответствовать табл. 34 с углом конуса b. Ползун (гильзу) выдвигают на половину хода и закрепляют.
На столе устанавливают устройство для создания нагружающей силы Р, которую измеряют рабочим динамометром с показывающим устройством. Направление действия силы Р определяется углами a, b.
Стол станка устанавливают в среднее положение перемещением в направлении, противоположном действию силы Р.
Поперечину подводят в положение для проверки перемещением снизу вверх и закрепляют. Шпиндельную бабку устанавливают в заданное положение движением по поперечине справа налево. В случае проверки левой вертикальной бабки нагружающая сила, действующая на оправку, направлена к левой стойке, а направление подвода бабки в положение измерения слева направо.
Нагружающее устройство подводят к оправке так, чтобы его наконечник коснулся конусной части оправки посередине, а направление силы Р проходило через ось оправки, затем жестко закрепляют его на столе.
На устройстве для нагружения или непосредственно на столе устанавливают показывающие измерительные приборы 3 и 4 так, чтобы их наконечники касались:
торца оправки у его периферии и были расположены в вертикальной плоскости, проходящей через ось шпинделя;
образующей цилиндрического пояска оправки и были расположены в той же вертикальной плоскости.
Испытание станка с программным управлением проводят как при работе приводов подач подвижных узлов в режиме программного управления, так и при закрепленном состоянии тех подвижных узлов, для которых оно предусмотрено в станке для силового резания.
После установки всех измерительных приборов между столом и оправкой создают плавно возрастающую до заданного значения силу Р. После этого фиксируют показания приборов 3 и 4.
Относительное перемещение определяют как среднее арифметическое результатов двух измерений. Перед вторым измерением поперечине, столу, шпиндельной бабке, ползуну (гильзе) сообщают перемещения с последующей установкой в заданное положение, а шпиндель поворачивают на 180°.
Поворотную шпиндельную бабку устанавливают так, чтобы ось шпинделя была перпендикулярна к плоскости стола. При наличии двух вертикальных шпиндельных бабок проверяют последовательно каждую из них.
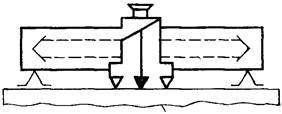
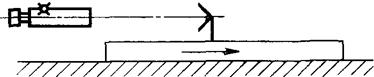
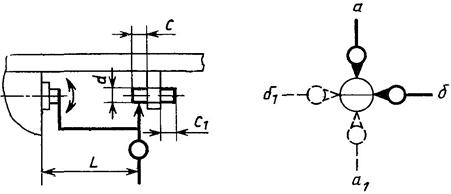
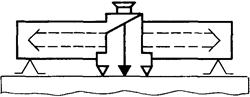
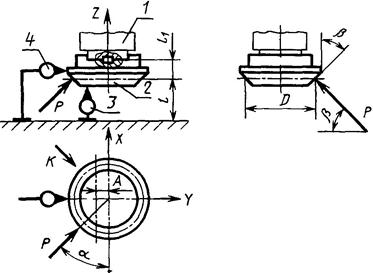
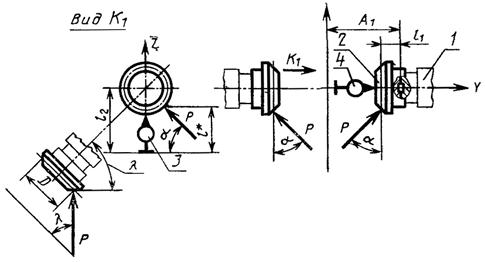
3.2.2. Перемещение под нагрузкой стола относительно оправки, закрепленной в горизонтальном шпинделе:
а) в вертикальном направлении (по оси Z);
б) в горизонтальном направлении (по оси Y).
* Размер для справок.
Черт. 68
Таблица 36
|
Ширина рабочей поверхности стола, мм |
Нагружающая сила Р, кН, для классов точности |
Наибольшее допускаемое перемещение, мм, в направлении |
||||
|
горизонтальном для классов точности |
вертикальном для классов точности |
|||||
|
Н |
П |
Н |
П |
Н |
П |
|
|
До 400 |
120 |
100 |
0,19 |
0,15 |
0,10 |
0,08 |
|
Св. 400 до 500 |
160 |
130 |
0,21 |
0,17 |
0,11 |
0,09 |
|
» 500 » 630 |
200 |
160 |
0,24 |
0,19 |
0,12 |
0,10 |
|
» 630 » 800 |
250 |
200 |
0,26 |
0,21 |
0,13 |
0,11 |
|
» 800 » 1000 |
320 |
260 |
0,30 |
0,24 |
0,15 |
0,12 |
|
» 1000 » 1250 |
410 |
330 |
0,34 |
0,26 |
0,17 |
0,13 |
|
» 1250 » 1600 |
510 |
410 |
0,38 |
0,30 |
0,19 |
0,15 |
|
» 1600 » 2000 |
650 |
520 |
0,42 |
0,34 |
0,21 |
0,17 |
|
» 2000 » 2500 |
820 |
650 |
0,48 |
0,38 |
0,24 |
0,19 |
|
» 2500 » 3150 |
1020 |
800 |
0,53 |
0,42 |
0,26 |
0,21 |
|
» 3150 » 4000 |
1300 |
1000 |
0,60 |
0,48 |
0,30 |
0,24 |
|
» 4000 » 5000 |
1600 |
1300 |
0,67 |
0,53 |
0,34 |
0,26 |
Примечание. Для обрабатывающих центров и модулей нагружающая сила может быть уменьшена, но не более чем в 1,6 раза, а значения соответствующих перемещений в 1,3 раза.
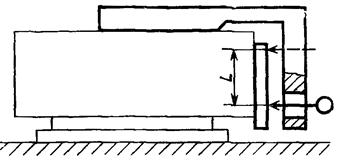
На горизонтальном шпинделе 1 жестко закрепляют оправку 2, диаметр D которой в точке приложения силы должен соответствовать табл. 34 с углом конуса b.
На столе устанавливают устройство для создания нагружающей силы Р. Направление действия силы Р определяется углами a, b.
Стол станка устанавливают в среднее положение перемещением в направлении, противоположном действию силы Р.
Шпиндельную бабку подводят в положение для проверки перемещением сверху вниз. Ползун (гильзу) выдвигают на половину хода так, чтобы наконечник нагружающего устройства коснулся конусной части оправки посередине, а направление силы проходило через ось оправки, и ползун закрепляют.
На устройстве для нагружения или непосредственно на столе устанавливают измерительные приборы 3 и 4 так, чтобы их наконечники касались:
образующей цилиндрического пояска оправки и были расположены в вертикальной плоскости, проходящей через ось шпинделя;
торца оправки у его периферии и были расположены в той же вертикальной плоскости.
После установки всех измерительных приборов между столом и оправкой создают плавно возрастающую до заданной величины силу Р. После этого фиксируют показания приборов 3 и 4.
Относительное перемещение определяют как среднее арифметическое результатов двух измерений. Перед вторым измерением столу, шпиндельной бабке, ползуну (гильзе) сообщают перемещение с последующей установкой в заданное положение, а шпиндель поворачивают на 180°.
ПРИЛОЖЕНИЕ. (Исключено, Изм. № 1).
СОДЕРЖАНИЕ