НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ,
ПРОЕКТНО-КОНСТРУКТОРСКИЙ И
ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ БЕТОНА И ЖЕЛЕЗОБЕТОНА (НИИЖБ)
ФОНД ПОМОЩИ СТРОИТЕЛЬНОМУ ДЕЛУ
И ПРОГРЕССИВНЫМ НАЧИНАНИЯМ
РУКОВОДЯЩИЕ ТЕХНОЛОГИЧЕСКИЕ МАТЕРИАЛЫ
ПО ЗАВОДСКОМУ ПРОИЗВОДСТВУ СБОРНЫХ
ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
(РТМ 75-95)
Москва, 1995
Авторы: Г.И. Бердичевский, Б.П. Горячев, А.К. Караковский, В.А. Клевцов, А.Д. Лазарев, С.А. Мадатян, Т.И. Мамедов, Н.А. Маркаров, А.А. Мартынов, Ю.Л. Масленников, Г.С. Митник, К.В. Михайлов, Ю.Л. Рогатин, М.Д. Рожненко.
Руководящие технологические материалы (РТМ) содержат основные положения по технологии изготовления сборных предварительно напряженных железобетонных конструкций зданий гражданского и производственного назначения с натяжением арматуры на упоры.
В РТМ приведены также сведения об арматурных сталях, бетонах, методах контроля технологических процессов и качества конструкций, перевозке конструкций, технике безопасности.
РТМ предназначены для инженерно-технических работников предприятий сборного железобетона и строительных организаций, сотрудников проектных и научно-исследовательских институтов.
СОДЕРЖАНИЕ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. РТМ распространяются на изготовление сборных предварительно напряженных железобетонных конструкций гражданских и производственных зданий, осуществляемое в заводских условиях и на полигонах с натяжением арматуры на упоры механическим, электротермическим и электротермомеханическим способами. Перечень эффективных массовых предварительно напряженных конструкций зданий приведен в приложении 1. РТМ не распространяются на производство специзделий (шпалы, трубы, опоры) и конструкции инженерных сооружений (мосты, эстакады, резервуары, силосы и др.).
1.2. Изготовление сборных предварительно напряженных железобетонных конструкций должно осуществляться по рабочим чертежам конструкций.
Примечание. Отступления от требований рабочих чертежей должны быть согласованы с авторами проекта.
1.3. При организации производства сборных предварительно напряженных железобетонных конструкций следует проверить соответствие принятых в проекте данных фактическим условиям изготовления: способу натяжения арматуры, деформации форм и поддонов, податливости анкерных устройств. Если технология и оборудование не отвечают требованиям проекта, то способ изготовления и оснастку следует привести в соответствие с данными рабочих чертежей или совместно с проектной организацией скорректировать рабочие чертежи конструкции с учетом специфики ее изготовления на данном предприятии.
1.4. Натяжение высокопрочной стержневой горячекатаной и термомеханически упрочненной арматуры классов A-IIIв, А-IV, A-V, А-VI, Aт-IV и Aт-V диаметром 8 - 22 мм рекомендуется осуществлять электротермическим способом, а диаметром 25 - 40 мм - механическим. Натяжение высокопрочной арматурной проволоки классов Вр-II и В-II, канатов классов К-7 и К-19 и стержневой термомеханически упрочненной арматуры классов Aт-VI и Aт-VII рекомендуется осуществлять механическим способом при наличии оборудования и при условии обеспечения требуемой производительности технологических линий. При непрерывном армировании изделий высокопрочной проволокой или канатами рекомендуется применять электротермомеханический способ натяжения.
1.5. Допускается применять электротермический способ для натяжения стержневой термомеханически упрочненной стали классов Aт-VI и Aт-VII и высокопрочной проволоки класса Вр-II при условии соблюдения требований п. 8.4 настоящих РТМ.
При изготовлении конструкций на длинных и коротких стендах следует преимущественно применять арматурные канаты классов К-7 и К-19, унифицированные пакеты высокопрочной проволоки класса Вр-II с натяжением механическим способом.
1.6. Выбор напрягаемой арматуры и способа натяжения при изготовлении предварительно напряженных железобетонных конструкций в стационарных силовых формах зависит от требований проекта, наличия оборудования для натяжения, длины изделия и вида применяемой на данном предприятии напрягаемой стали и определяется технико-экономическим расчетом.
1.7. Стержневую арматуру классов Aт-IV, Aт-V, Aт-VI и Aт-VII рекомендуется применять для изделий длиной до 12 м; для изделий большей длины - проволочную и канатную арматуру классов Вр-II, К-7 и К-19, свариваемую или с винтовым профилем стержневую арматуру классов А-IV, А-V, А-VI.
1.8. С целью замен и упрощения согласования проектным организациям следует предусматривать в рабочих чертежах предварительно напряженных конструкций несколько вариантов армирования.
1.9. При изготовлении предварительно напряженных железобетонных конструкций необходимо обеспечить их свободное деформирование при передаче усилия предварительного напряжения с арматуры на бетон, для чего изделие должно быть освобождено от элементов форм и других деталей оснастки, препятствующих их деформации.
Необходимо также принять меры для обеспечения свободных деформаций изделия от воздействия температуры и усадки бетона.
1.10. Изготовление предварительно напряженных железобетонных конструкций должно сопровождаться систематическим контролем качества заполнителей, арматуры, бетонной смеси, величины предварительного напряжения, прочности бетона при передаче усилия обжатия на конструкцию, при отпуске конструкций потребителю и в 28-суточном возрасте, генеральных размеров изделий.
1.11. При освоении на каждом предприятии новых конструкций первые из них надлежит испытать до разрушения в соответствии с требованиями ГОСТ 8829.
2. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ЗАВОДСКОГО ПРОИЗВОДСТВА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
- в перемещаемых силовых формах по агрегатно-поточной технологии или на конвейерах;
- в стационарных силовых формах;
- на коротких и длинных стендах в обычных (несиловых) формах и с безопалубочным формованием.
2.2. Выбор технологической схемы рекомендуется осуществлять в каждом случае с учетом местных условий, типа конструкций, характеристик и свойств материалов, наличия оборудования и обосновывать технико-экономическими расчетами.
2.3. Поточно-агрегатный способ производства наиболее рационален в условиях мелкосерийного производства конструкций на заводах средней и малой мощности. При этом он предпочтителен для изготовления конструкций длиной до 12 м, шириной до 3 м. Конвейерный способ производства целесообразен при массовом изготовлении плоских плит покрытий и перекрытий, ригелей, фундаментных балок.
Стендовый способ производства соответствует изготовлению крупноразмерных конструкций, которые экономически нецелесообразно и технологически сложно изготовлять по поточно-агрегатному и конвейерному способам.
Линейные стенды длиной 70 - 200 м рекомендуется использовать для изготовления предварительно напряженных конструкций массового применения при сравнительно стабильной их номенклатуре. На таких стендах изготовляют многопустотные плиты методом безопалубочного формования.
2.4. При строительстве новых предприятий и реконструкции действующих рекомендуется использовать типовые проекты технологических линий, оборудование для которых освоено машиностроительной промышленностью, а также новые разработки по автоматизации технологических процессов.
В приложении 2 приведены следующие типовые технологические линии, размещенные в унифицированных пролетах:
- линия изготовления предварительно напряженных длинномерных конструкций в силовых формах;
- линия изготовления предварительно напряженных длинномерных конструкций на коротких стендах;
- линия изготовления предварительно напряженных плит покрытий и перекрытий размером до 3´6 м;
- линия изготовления предварительно напряженных плит покрытий размером до 3´12 м;
- линия изготовления предварительно напряженных многопустотных плит перекрытий.
2.5. Помимо типовых линий рекомендуется использовать опыт успешно действующих более механизированных линий по изготовлению предварительно напряженных многопустотных и сплошных плит перекрытий с применением:
- установок ДМ-2 для электротермического натяжения стержневой арматуры (гг. Иваново-Франковск, Новосибирск);
- арматурно-намоточных агрегатов для электротермомеханического натяжения арматурных канатов (гг. Екатеринбург, Вольск, Орск);
- одно-, двух- и трехъярусных конвейерных линий с электротермическим натяжением стержневой арматуры и формованием изделий на первом ярусе (гг. Москва, Челябинск).
3. БЕТОНЫ И МАТЕРИАЛЫ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ
3.1. Для предварительно напряженных железобетонных конструкций применяют бетоны плотной структуры на цементном вяжущем и плотных или пористых заполнителях. Бетоны должны обладать:
- высокой прочностью и плотностью;
- большой скоростью твердения в начальный период (что, большей частью, обеспечивается термовлажностной обработкой);
- относительно малой неупругой деформируемостью (ползучестью) во времени в результате передачи предварительного напряжения арматуры на бетон.
3.2. Для типовых предварительно напряженных железобетонных конструкций обычно применяют бетоны класса прочности от В15 до В60.
Прочность бетона при передаче усилия обжатия на конструкцию (передаточная прочность), определенная проектом, обычно составляет 70 % проектной (прочностью в 28-суточном возрасте). Если к передаточной прочности бетона конструкции предъявляются особые требования, то они указываются в проекте и должны выполняться.
Как прочность, так и скорость нарастания прочности бетона обеспечивают, помимо тепловлажностной обработки, правильным выбором цемента и водоцементного отношения, применением химических добавок.
3.3. В конструкциях, предназначенных для эксплуатации в условиях агрессивной среды, следует предусматривать необходимые конструктивные и технологические средства антикоррозионной защиты бетона в соответствии с требованиями СНиП 2.03.11.
3.4. Для бетона предварительно напряженных конструкций рекомендуется применять портландцемент и шлакопортландцемент марок 400 и выше по ГОСТ 10178. Преимущество следует отдать быстротвердеющим цементам.
Из новых вяжущих для бетонов предварительно напряженных конструкций рекомендуется применять:
- цемент напрягающий (НЦ) по ТУ 21-26-13;
- вяжущие низкой водопотребности (ВНВ) по ТУ 21-26-20.
3.5. Марка цемента, как правило, должна превышать класс прочности бетона. Для бетонов класса прочности В50 и В60 допускается марка портландцемента, равная классу прочности бетона.
3.6. Не рекомендуется применять:
- магнезиальный портландцемент (вследствие его низкой активности и неопределенного поведения при тепловой обработке);
- пластифицированный и гидрофобный портландцементы (вследствие замедленного твердения в начальные сроки);
- безклинкерные цементы, как правило, медленно твердеющие и не обеспечивающие надежной защиты высокопрочной напрягаемой арматуры.
3.7. Напрягающий цемент (НЦ) является продуктом совместного помола портландцементного клинкера, гипсового камня, гранулированного доменного шлака и алюминатосодержащей добавки (например, глиноземистого шлака). Производство напрягающего цемента освоено цементной промышленностью.
По прочности на сжатие в 28-суточном возрасте НЦ подразделяют на марки 400 и 500, а по величине самонапряжения на НЦ-10, НЦ-20, НЦ-30 и HЦ-40.
Бетоны на напрягающем цементе изготовляются в соответствии с ТУ 67-938 «Бетон на напрягающем цементе».
3.8. Вяжущее низкой водопотребности (ВНВ) получают совместной механохимической обработкой портландцементного клинкера или портландцемента, минеральных добавок, гипсового камня и сухого модификатора на цементных заводах и на региональных помольных установках. ВНВ характеризуется более низкой водопотребностью, чем у портландцемента и его разновидностей.
Для изготовления предварительно напряженных железобетонных конструкций надлежит применять следующие марки ВНВ:
- ВНВ без добавок (BHB-100);
- ВНВ с минеральными добавками не более 50 % (BHB-80 ... BHB-50).
Установлены следующие марки по прочности на сжатие: 500, 600, 700, 800, 900 и 1000. В качестве минеральной добавки применяют шлак доменный, гранулированный либо золу-унос тепловых электростанций, либо песок строительный (кроме карбонатного). В качестве модификатора применяют суперпластификатор С-3.
Производство бетонов на ВНВ осуществляют по «Технологическому регламенту на изготовление бетонных и железобетонных конструкций с применением вяжущих низкой водопотребности (ВНВ)».
3.9. При выборе типа цемента кроме его марки следует обращать внимание на величину нормальной густоты цементного теста: чем она ниже, тем при меньшем расходе цемента обеспечивается требуемая укладываемость бетонной смеси. Цемент с нормальной густотой более 27 % для изготовления предварительно напряженных конструкций не рекомендуется.
Для конструкций, подвергаемых в процессе производства тепловой обработке, рекомендуется применять цементы I и II группы эффективности при пропаривании по ГОСТ 22236.
3.10. Заполнители для предварительно напряженных конструкций из тяжелого бетона должны удовлетворять требованиям ГОСТ 26633.
Для преднапряженных конструкций из тяжелого бетона применение заполнителей с водопоглощением их за 30 мин более 5 % не допускается.
Примечание. При использовании плотных заполнителей с водопоглощением от 1 до 5 %, оно должно учитываться при расчете количества воды в бетонной смеси.
Контроль качества плотных заполнителей следует производить по ГОСТ 8269 и ГОСТ 8736.
3.11. Для бетонов на пористых заполнителях следует применять искусственные и естественные крупные заполнители по ГОСТ 9757.
3.12. В качестве мелкого заполнителя для бетонов на пористых заполнителях используют, как правило, природные плотные пески по ГОСТ 8736, а также искусственные пористые пески по ГОСТ 9757.
3.13. Для тяжелых и легких бетонов максимальная крупность зерен должна быть не более 1/3 размера наименьшей толщины конструкции и 2/3 расстояния между арматурой.
3.14. С целью уменьшения расхода цемента, сокращения сроков тепловой обработки, повышения прочности, плотности и водонепроницаемости затвердевшего бетона, его морозостойкости в агрессивных средах рекомендуется в предварительно напряженных конструкциях применять добавки по ГОСТ 24211.
3.15. Для предварительно напряженных конструкций рекомендуется применять, в первую очередь, суперпластификатор С-3 по ТУ 6-14-625 с гарантийным сроком хранения 1 год. Поставляют суперпластификатор С-3 в виде водного раствора в цистернах или металлических бочках.
3.16. Количество вводимых в бетонную смесь добавок определяет заводская лаборатория при подборе составов бетона. Для приготовления бетона следует применять воду по ГОСТ 23732.
3.17. Хранение материалов для бетона (цемента, заполнителей и добавок) должно обеспечивать сохранность качества этих материалов.
Ускоренную оценку марки поступившего цемента можно осуществить, используя Рекомендации по прогнозированию активности цемента, прочности раствора и тяжелого бетона методом «Прогноз».
Заполнители должны храниться на складах, предохраняющих материалы от загрязнения пылью, увлажнения атмосферными осадками и образования наледи в зимнее время.
Добавки должны храниться на закрытых складах в специальной таре.
3.18. Составы бетона должны подбираться и контролироваться заводской лабораторией при соблюдении условий получения бетонов с наименьшим расходом цемента по ГОСТ 27006. Рекомендуемые расходы цемента для изготовления предварительно напряженных железобетонных конструкций приведены в приложении 16.
3.19. Дозирование цемента, воды, добавок и плотных заполнителей производится весовым методом, а пористых заполнителей - объемно-весовым; при этом точность дозирования цемента, добавок и воды не должна превышать ±2 %, плотных заполнителей - ±2,5 %, а пористых заполнителей - ±2,5 % по объему. Запрещается производить изменение принятого состава бетонной смеси без согласования с лабораторией.
3.20. Загрузку исходных материалов в работающий смеситель производят, как правило, одновременно.
При применении ВНВ места возможных протечек в силосах, трубопроводах, расходных бункерах и дозаторах должны быть предварительно тщательно уплотнены с учетом повышенной дисперсности и сыпучести этого вяжущего по сравнению с портландцементом.
3.21. В табл. 1 приведены марки бетонной смеси по уровню удобокладываемости.
3.22. Продолжительность смешивания бетонной смеси определяют по ГОСТ 7473 и ГОСТ 10181. Минимальная продолжительность смешивания бетонной смеси на плотных заполнителях приведена в табл. 2 и 3.
3.23. Оптимальная продолжительность смешивания бетонной смеси уточняется заводской лабораторией опытным путем исходя из фактических условий производства.
Таблица 1
Марки бетонной смеси по удобоукладываемости
|
Норма удобоукладываемости по показателю |
||
|
жесткости, с |
подвижности (осадка конуса), см |
|
|
Ж4 |
31 и более |
- |
|
Ж3 |
21 - 30 |
- |
|
Ж2 |
11 - 20 |
- |
|
Ж1 |
5 - 10 |
- |
|
П1 |
1 - 4 |
4 и менее |
|
П2 |
- |
5 - 9 |
|
П3 |
- |
10 - 15 |
|
П4 |
- |
16 и более |
Таблица 2
Минимальная продолжительность смешивания пластичной бетонной смеси на плотных заполнителях, с
|
В гравитационных смесителях пластичной смеси марок |
В смесителях принудительного действия (для всех смесей) |
|||
|
П1 |
П2 |
П3, П4 |
||
|
До 500 |
90 |
75 |
60 |
50 |
|
Более 500 |
150 |
120 |
90 |
50 |
Примечание. Для гравитационных смесителей данные таблицы распространяются и на бетонные смеси для легких бетонов.
Таблица 3
Минимальная продолжительность смешивания бетонной смеси на пористых заполнителях в смесителях принудительного действия, с
|
Объем готового замеса, л |
Бетонной смеси марки П1 при плотности бетона, кг/м3 |
|||
|
1600 и более |
1400 - 1600 |
1000 - 1400 |
1000 и менее |
|
|
До 500 |
105 |
120 |
150 |
180 |
|
500 - 1000 |
120 |
150 |
180 |
210 |
|
Более 1000 |
135 |
180 |
210 |
240 |
Примечание. Для пластичных смесей марок П2 - П4 продолжительность снижается на 15 - 45 с, а для жестких смесей марок Ж1 - Ж4 - увеличивается на 15 - 60 с.
4. АРМАТУРНЫЕ СТАЛИ
4.1. В качестве напрягаемой арматуры предварительно напряженных железобетонных конструкций следует применять следующие виды арматурной стали (табл. 4 и 5):
- стержневую горячекатаную классов А-V и А-VI по ГОСТ 5781;
- стержневую термомеханически упрочненную классов Aт-V, Aт-VI и Aт-VII по ГОСТ 10884;
- арматурные канаты классов К-7 и К-19 по ГОСТ 13840 и ТУ 14-4-22;
- высокопрочную холоднотянутую проволоку классов Вр-II и В-II по ГОСТ 7348.
4.2. Допускается применять в качестве напрягаемой арматуры предварительно напряженных железобетонных конструкций следующие виды арматурной стали:
Таблица 4
Основные характеристики механических свойств стержневой напрягаемой арматуры
|
Марки стали (основные) |
Диаметр, мм |
Модуль упругости Е ´ 10-5, Н/мм2 (кгс/мм2) |
Условный или физический предел текучести (s0,2) (sт), Н/мм2 (кгс/мм2) не менее |
Временное сопротивление разрыву sв, Н/мм2 (кгс/мм2) |
Относительное удлинение после разрыва, % |
||
|
dБ |
dр |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
A-IIIв/Ав-550 |
35ГС, 25Г2С, 27С, 28С |
6 - 40 (5,5) |
1,8 |
540 (55) |
590 (60) |
12 |
6 |
|
Aт-IVC/Ат-600С |
27ГС, 25Г2С, 28С, 35ГС |
10 - 40 (5,5 - 8) |
2,0 |
590 (60) |
740(75) 785(80) |
13 |
4 |
|
11 |
3 |
||||||
|
А-IV/А-600 |
20ХГ2Ц, 20ХГ2Т, 80С |
10 - 32 (36 -40) |
1,9 |
590 (60) |
885(90) |
6 |
2 |
|
10 - 18 |
590 (60) |
885(90) |
|||||
|
А-V/А-800 |
23Х2Г2Т, 23Х2Г2Ц |
10 - 32 (36 - 40) |
1,9 |
785 (80) |
1030 (105) |
7 |
2 |
|
А-VI/A-1000 |
22Х2Г2С |
10 - 32 |
1,9 |
980 (100) |
1230 (125) |
6 |
2 |
|
Aт-IV/Ат-600 |
20ГС |
10 - 40 |
1,9 |
590 (60) |
785 (80) |
11 |
3 |
|
Aт-IVК/Ат-600К |
10ГС2, 08Г2С 25С2Р |
10 - 32 |
1,9 |
590 (60) |
785 (80) |
11 |
3 |
|
Aт-V/Ат-800 |
20ГС, 20ГС2 08Г2С, 10ГС2, 35ГС |
10 - 14 10 - 32 |
1,9 |
785 (80) |
980 (100) |
8 |
2 |
|
Aт-VК/Ат-800К |
25С2Р, 35ГС |
18 - 32 |
1,9 |
785 (80) |
980 (100) |
7 |
2 |
|
Aт-VСК/Ат-800СК |
30ХГС2 |
10 - 14 |
1,9 |
785 (80) |
980 (100) |
8 |
2 |
|
16 - 32 |
7 |
||||||
|
Aт-VI/Ат-1000 |
20ГС2, 20ГС |
10 - 32 |
1,9 |
980 (100) |
1230 (125) |
7 |
2 |
|
980 (100) |
1180 (120) |
6 |
|||||
|
Aт-VIК/Ат-1000К |
20ХГС2 |
16 - 32 |
1,9 |
980 (100) |
1230 (125) |
7 |
2 |
|
980 (100) |
1180 (120) |
6 |
|||||
|
Aт-VII/Ат-1200 |
30ХГС2 |
10 - 14 |
1,9 |
1175 (120) |
1420 (145) |
6 |
1,5 |
|
20ХГС2 |
16 - 32 |
1175 (120) |
1370 (140) |
||||
Примечания: 1. Диаметры, указанные в скобках, изготовляют по ТУ или поставляют по соглашению изготовителя с потребителем.
2. В стали марки 35ГС, предназначенной для изготовления арматурной стали классов Aт-IVC, Aт-V и Aт-VК, содержание углерода должно быть 0,28 - 0,33 %, а марганца - 0,9 - 1,2 %. Арматурная сталь класса Aт-VК, изготовленная из стали 35ГС, должна иметь на поверхности отпущенный слой не менее 0,3 мм твердостью не более 280НУ (ГОСТ 10884).
3. Промышленное производство стержней классов Aт-VIК и Aт-VII диаметром свыше 22 мм находится в стадии освоения.
4. Для стали класса А-IV марки 80С пределу текучести s0,2 ³ 60 кгс/мм2 соответствует временное сопротивление sв ³ 100 кгс/мм2.
5. Угол изгиба в холодном состоянии вокруг оправки 5Fd равен 45°.
Таблица 5
Основные характеристики механических свойств напрягаемой проволочной арматуры
|
Диаметр, мм |
Разрывное усиление Р, кН |
Усиление соответствующее текучести Р0,2, кН |
Модуль упругости Е´10-5, Н/мм2 |
Условный предел текучести s0,2 Н/мм2 |
Временное сопротивление разрыву sв, Н/мм2 |
Относительное удлинение после разрыва на базе 100 мм d 100, % |
||
|
не менее |
||||||||
|
Врп-I ТУ 14-4-1322 |
Вр600 |
4 |
8,7 |
7,5 |
1,9 |
590 |
690 |
2 |
|
Вр600 |
4,5 |
11,0 |
9,4 |
2 |
||||
|
Вр600 |
5 |
13,6 |
11,6 |
2,5 |
||||
|
Вр600 |
6 |
19,4 |
16,7 |
3,5 |
||||
|
В-II |
В1500 |
3 |
12,6 |
10,6 |
2,0 |
1500 |
1780 |
4 |
|
В1400 |
4 |
21,4 |
18 |
1400 |
1700 |
4 |
||
|
В1400 |
5 |
32,8 |
27,5 |
1400 |
1670 |
4 |
||
|
В1300 |
6 |
44,3 |
35,5 |
1300 |
1570 |
5 |
||
|
В1200 |
7 |
56,5 |
45,3 |
1200 |
1470 |
6 |
||
|
В1100 |
8 |
69 |
55,2 |
1100 |
1370 |
6 |
||
|
Вр-II |
В1500 |
3 |
12,6 |
10,6 |
2,0 |
1500 |
1780 |
4 |
|
В1400 |
4 |
21,4 |
18 |
1400 |
1700 |
4 |
||
|
В1400 |
5 |
32,8 |
27,5 |
1400 |
1670 |
4 |
||
|
В1200 |
6 |
41,6 |
33,3 |
1200 |
1470 |
5 |
||
|
В1100 |
7 |
52,8 |
42,6 |
1100 |
1370 |
6 |
||
|
В1000 |
8 |
64,1 |
51,2 |
1000 |
1270 |
6 |
||
|
К-7 K-19 ТУ 14-4-22 |
К7-1500 |
6 |
40,6 |
34,9 |
1500 |
1770 |
4х) |
|
|
К7-1500 |
9 |
93,5 |
79,5 |
1500 |
1770 |
4х) |
||
|
К7-1500 |
12 |
164 |
139,5 |
1,8 |
1500 |
1770 |
4х) |
|
|
К7-1400 |
15 |
232 |
197 |
1400 |
1670 |
4х) |
||
|
К19-1400 |
14 |
241,5 |
185 |
1,8 |
1500 |
1780 |
4х) |
|
Примечание. Значение временного сопротивления и условного предела текучести приведены с округлением.
- стержневую горячекатаную класса А-IV по ГОСТ 5781;
- стержневую термомеханически упрочненную классов Aт-IVC и Aт-IVК по ГОСТ 10884;
- упрочненную вытяжкой класса A-IIIв;
- стержневую термически упрочненнуюх) класса Aт-IV;
- холоднотянутую проволоку класса Врп-I по ТУ 14-4-1322.
_____________
х) Относительное удлинение перед разрывом.
4.3. Расчетные и нормативные сопротивления арматурной стали видов и марок, перечисленных в табл. 4 и 5, а также условия их применения в железобетонных конструкциях следует принимать согласно СНиП 2.03.01 и «Рекомендациям по применению в железобетонных конструкциях эффективных видов стержневой арматуры».
Основные характеристики механических свойств напрягаемой арматурной стали приведены в табл. 4, 5 и 6, а их сортамент - в табл. 7.
Таблица 6
Среднестатистические показатели диаграммы растяжения напрягаемой арматурной стали
|
|
s0,2, Н/мм2 |
|
|
1 |
2 |
3 |
|
A-III |
0,75 |
590 |
|
А-IV, 80С |
0,75 |
670 |
|
А-IV, 20ХГ2Ц |
0,40 |
720 |
|
А-V |
0,50 |
900 |
|
А-VI |
0,60 |
1090 |
|
Aт-IVC |
0,90 |
715 |
|
Aт-IV, Aт-IVК |
0,60 |
790 |
|
Aт-V |
0,65 |
965 |
|
Aт-VI |
0,60 |
1085 |
|
Aт-VIIх |
0,60 |
1300 |
|
Вр-IIх, Æ 5 мм |
0,70 |
1460 |
|
К-7 х, Æ 15 мм |
0,60 |
1500 |
Примечание. Для других видов напрягаемой арматуры ![]() , а значение s0,2 определяется из опытов.
, а значение s0,2 определяется из опытов.
_____________
х) Данные ограниченного числа испытаний.
4.4. Деформацию арматуры при ее натяжении рекомендуется определять с учетом действительной диаграммы растяжения стали.
В случае отсутствия опытных данных допускается использовать для оценки деформаций стали при механическом способе натяжения уравнения среднестатистической диаграммы растяжения.
Значения ЕS приведены в табл. 4 и 5, а
значения ![]() и
и ![]() определяются по табл. 6. Примеры расчета приведены в приложении 17.
определяются по табл. 6. Примеры расчета приведены в приложении 17.
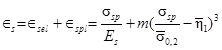
4.5. Напрягаемая арматурная сталь поставляется либо круглой гладкой (В-II), либо периодического профиля (Вр-II, Врп-I, А-IV - Aт-VII) и в виде арматурных канатов (К-7, К-19).
Стержневая арматура периодического профиля поставляется с профилем по ГОСТ 5781 (рис. 1) и с серповидным профилем по ТУ 14-2-949 (рис. 2) или с винтовым профилем в соответствии с ТУ 14-2-790 (рис. 3).
4.6. Напрягаемую стержневую арматуру классов и марок, указанных в табл. 1, рекомендуется заказывать и применять преимущественно в виде стержней мерных длин, а горячекатаную сталь класса А-IV марки 80С и термомеханически упрочненную сталь классов Aт-IVК, Aт-V, Aт-VК, Aт-VII и другую - только в виде стержней мерных длин без сварных стыков.
Таблица 7
СОРТАМЕНТ АРМАТУРНОЙ СТАЛИ
|
Расчетная площадь поперечного сечения, см2 |
Теоретическая масса 1 пог. м, кг |
Номинальный диаметр, мм (условный) |
Расчетная площадь поперечного сечения, см2 |
Теоретическая масса 1 пог. м, кг |
|
|
А. Стержневая арматура |
|||||
|
5,5 |
0,237 |
0,186 |
20 |
3,14 |
2,470 |
|
6 |
0,283 |
0,222 |
22 |
3,80 |
2,980 |
|
8 |
0,503 |
0,395 |
25 |
4,91 |
3,850 |
|
10 |
0,785 |
0,617 |
28 |
6,160 |
4,830 |
|
12 |
1,131 |
0,888 |
32 |
8,040 |
6,310 |
|
14 |
1,54 |
1,210 |
36 |
10,180 |
7,990 |
|
16 |
2,01 |
1,580 |
40 |
12,570 |
9,870 |
|
18 |
2,54 |
2,000 |
|||
|
Б. Арматурная проволока (Врп-I, В-II, Вр-II) |
|||||
|
3 |
0,071 |
0,056 |
6 |
0,283 |
0,222 |
|
4 |
0,126 |
0,099 |
7 |
0,385 |
0,302 |
|
4,5 |
0,159 |
0,125 |
8 |
0,503 |
0,395 |
|
5 |
0,196 |
0,154 |
|||
|
В. Арматурные канаты |
|||||
|
К-7 |
K-19 |
||||
|
6 |
0,23 |
0,184 |
14 |
1,287 |
1,010 |
|
9 |
0,53 |
0,419 |
|||
|
12 |
0,93 |
0,736 |
|||
|
15 |
1,39 |
1,099 |
|||
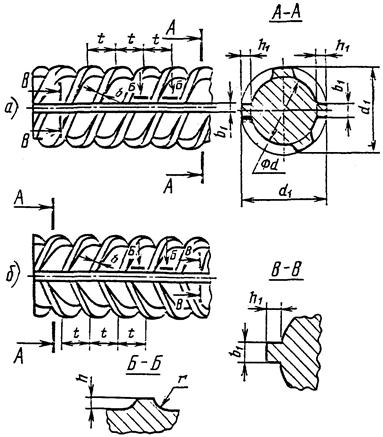
Рис. 1. Профиль стержневой арматуры (ГОСТ 5781)
а - класса A-II; б - классов A-III - Aт-VII
4.7. Стержневую напрягаемую арматуру всех классов и марок с винтовым профилем по ТУ 14-2-790 допускается заказывать и применять в виде стержней как мерной, так и немерной длины. Винтовой профиль обеспечивает возможность навинчивания на стержни соединительных элементов, изготовляемых в соответствии с ТУ 14-283-19 (рис. 4), с помощью которых напрягаемую стержневую арматуру можно соединять без сварки в любом месте по длине изделия, образовывать временные или концевые анкеры.
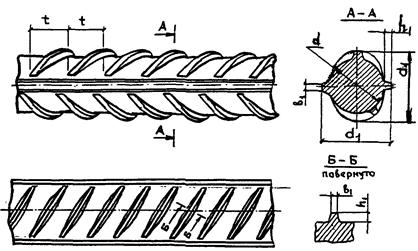
Рис. 2. Серповидный профиль стержневой арматуры
4.8. Высокопрочная проволока должна поставляться в мотках, а арматурные канаты - в мотках или на барабанах. Смотанные с барабанов или мотков проволока и канаты должны сохранять заданную прямолинейность.
Высокопрочная проволока класса Вр-II поставляется с профилем по ГОСТ 7348 (рис. 5), а проволока класса Врп-I - с профилем по ТУ 14-4-1322 (рис. 6). Поперечное сечение арматурных канатов показано на рис. 7.
 (1
(1при
![]() ;
;
![]()
где
![]() - относительное удлинение,
- относительное удлинение, ![]() ;
;
ssp - величина контролируемого напряжения в арматуре, Н/мм2;
Еs - начальный модуль упругости, Н/мм2;
![]() - среднеквадратическое значение, условного предела текучести,
Н/мм2;
- среднеквадратическое значение, условного предела текучести,
Н/мм2;
![]() - среднее значение
относительного предела упругости;
- среднее значение
относительного предела упругости;
![]() - упругая деформация;
- упругая деформация;
![]() - условно-мгновенная
пластическая деформация;
- условно-мгновенная
пластическая деформация;
m - коэффициент, определяемый по формуле
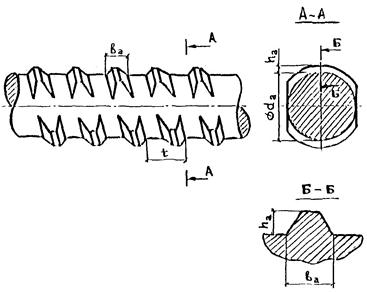
Рис. 3. Арматурная сталь винтового профиля (ТУ 14-2-686)
4.9. Приемку арматурной стали следует производить по сертификатам с обязательной проверкой наличия прикрепленных к стали металлических или деревянных бирок, которыми завод-изготовитель обязан снабжать каждый пакет или моток арматурной стали.
4.10. Стержневую арматуру принимают партиями, состоящими в соответствия с ГОСТ 3781 и ГОСТ 10884 из стержней одного диаметра, одного класса прочности, одной плавки и оформленными одним документом о качестве. Масса партии должна быть не более 70 т (вагонной нормы).
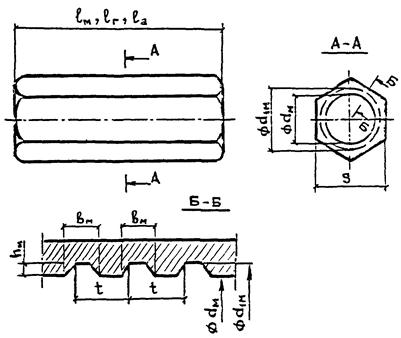
Рис. 4. Соединительные элементы для арматуры винтового профиля (ТУ 14-283-19)
Каждая партия стержневой арматуры сопровождается документом о качестве (сертификатом), оформленным по ГОСТ 7566, где указываются: номер профиля (диаметр, мм), класс прочности, химический состав, значения временного сопротивления sв, предела текучести sт (s0,2), относительного удлинения d5 и dр и результаты испытаний на изгиб в холодном состоянии. Для стали повышенной однородности дополнительно указываются: минимальное среднее X и среднеквадратическое отклонение So в партии величин sт (s0,2) и sв.
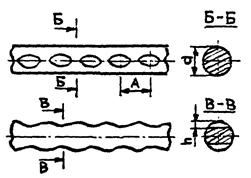
Рис. 5. Профиль высокопрочной проволоки класса Вр-II (ГОСТ 7348)
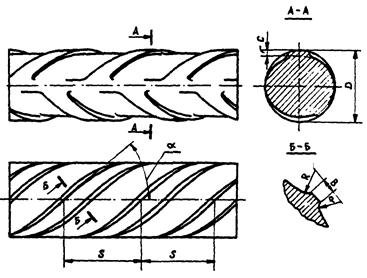
Рис. 6. Профиль проволоки класса Врп-I
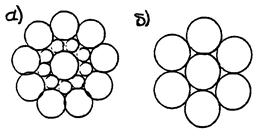
Рис. 7. Поперечное сечение арматурных канатов К-7 (а) и К-19 (б)
4.11. Проволоку принимают партиями. Партия должна состоять из проволоки одного класса прочности, одного вида и состояния изготовления, одной точности изготовления, одного диаметра и сопровождаться оформленным документом о качестве, содержащим товарный знак или наименование и товарный знак предприятия-изготовителя, условное обозначение проволоки, результаты испытания, количество мотков и массу нетто партии.
4.12. Канаты принимают партиями. Партия должна состоять из канатов одного диаметра, одного вида изготовления, иметь одинаковую кратность шага свиви и быть оформлена документом о качестве, содержащим: товарный знак или наименование и товарный знак предприятия-изготовителя, условное обозначение каната, номер партии, шаг свивки каната, результаты испытаний, массу нетто партии, номера (или количество) мотков.
4.13. Класс прочности стержневой арматурной стали маркируется либо покраской концов стержней краской разных цветов по ГОСТ 5781 и ГОСТ 10884, либо прокатными маркировочными знаками в соответствии с ТУ 14-2-949, как это показано на рис. 8 и в табл. 8.
При применении прокатной маркировки предприятия-изготовителя и класса прочности стали (см. рис. 8) начало маркировки обозначается либо двумя точками на поперечных выступах, либо двумя выступами на продольных ребрах. Далее, число выступов t2 до следующего маркировочного знака обозначает номер предприятия-изготовителя в соответствии с ТУ 14-2-793. Число выступов t1 между последующими маркировочными знаками обозначает класс стали (см. табл. 4). Концы стержней термомеханически упрочненной стали дополнительно окрашивают несмываемой краской в соответствии с требованиями ГОСТ 10884 (см. табл. 8). Маркировка стали немерной длины класса Aт-IIIНС соответствует классам арматуры мерной длины, отходом раскроя которой она является.
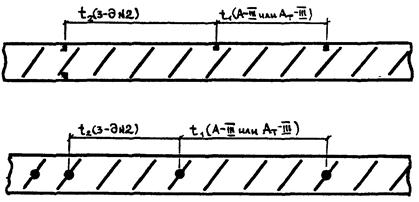
Рис. 8. Пример прокатной маркировки класса прочности стержневой арматуры
Таблица 8
Маркировка покраской и прокатная маркировка класса прочности стержневой арматурной стали
|
Цвет покраски концов стержней |
Число выступов между маркировочными знаками |
|
|
A-III |
- |
3 |
|
А-IV |
Красный |
4 |
|
Aт-IV |
Зеленый |
4 |
|
Aт-IVC |
Зеленый и белый |
4 |
|
Aт-IVК |
Зеленый и красный |
4 |
|
А-V |
Красный и зеленый |
5 |
|
Aт-V |
Синий |
5 |
|
Aт-VК |
Синий и красный |
5 |
|
Aт-VСК |
Синий, белый и красный |
5 |
|
А-VI |
Красный и синий |
6 |
|
Aт-VI |
Желтый |
6 |
|
Aт-VIК |
Желтый и красный |
6 |
|
Aт-VII |
Черный |
7 |
4.14. Поступающую потребителю арматуру следует подвергать внешнему осмотру и в необходимых случаях контрольным испытаниям для установления ее характеристик в состоянии поставки требованиям ГОСТов и ТУ. Испытания на натурных образцах арматуры проводят: на растяжение - по ГОСТ 12004; на изгиб - по ГОСТ 14019, на перегиб - по ГОСТ 1579.
4.15. Число контрольных испытания на растяжение и изгиб при обычном входном контроле качества стали должно быть не менее двух от каждой партии-плавки стержневой арматуры одного диаметра.
Для арматурной стали повышенной однородности контрольные испытания поступивших к потребителю партий при наличии сертификатов могут не производиться.
Для арматурной стали обыкновенного качества проведение контрольных испытаний каждой поступающей партии стали является обязательным.
4.16. При необходимости проверки механических свойств стержневой арматуры от каждой партии проводится испытание шести образцов, взятых из различных пакетов или мотков, и по их результатам проверяется выполнение условий:
![]()
![]()
где xidp - браковочные значения величин sв, s0,2 (sт), указанные в табл. 4;
![]() и xmin - среднее и минимальное значения результатов испытаний шести
образцов;
и xmin - среднее и минимальное значения результатов испытаний шести
образцов;
xi и So - минимальное среднее и среднеквадратическое отклонение в каждой партии-плавке, гарантируемые предприятием-изготовителем.
Минимальные значения относительного удлинения d5 и равномерного удлинения dp должны быть не менее значений, приведенных в табл. 4. Результаты этих испытаний являются окончательными и служат основанием для арбитражных заключений о качестве продукции.
4.17. Для проверки разрывного усилия, относительного удлинения, числа перегибов и шага вмятин, а также испытания на перегиб от каждой партии проволоки должно быть отобрано 10 % мотков (прутков), но не менее пяти. Для проверки усилия, соответствующего условному пределу текучести и прямолинейности, от каждой партии проволоки должно быть отобрано 3 % мотков (прутков), но не менее трех.
Для проверки механических свойств, прямолинейности и нераскручиваемости каната от каждой партии отбирают 3 % мотков, но не менее трех мотков.
4.18. Контроль качества упрочненной вытяжкой арматурной стали класса A-IIIв производится путем испытания на растяжение от каждой партии стали одного диаметра массой до 10 т не менее двух образцов от двух разных прутков арматурной стали в состоянии поставки, после вытяжки и после электронагрева упрочненных стержней при натяжении электротермическим способом.
4.18. Операционный контроль качества напрягаемой арматуры включает проверку:
механических свойств стали после электронагрева при электротермическом и электротермомеханическом способах натяжения;
механических свойств арматуры при разбраковке неизвестных партий стали, в спорных ситуациях и при оценке качества готовых железобетонных конструкций неразрушающими методами или путем их контрольных испытаний.
4.20. Операционный контроль напрягаемой арматурной стали осуществляется путем проверки соответствия ее качества и размеров требованиям проекта, а также выборочных испытаний на растяжение при электротермическом и электротермомеханическом способах натяжения.
4.21. Для проверки механических свойств рабочей напрягаемой арматуры после электронагрева из каждой партии стали одного диаметра и массой не более 70 т отбирают не менее двух прутков арматуры, которые нагревают до заданной температуры строго по технологии, принятой на данном предприятии. Затем от каждого прутка вырезают по два образца для испытаний на растяжение: один - от ненагретого конца (исходная сталь), другой - из зоны электронагрева.
При применении электротермического способа натяжения термомеханически и термически упрочненной арматуры классов Aт-V, Aт-VI и Aт-VII число контрольные образцов должно быть увеличено и составлять два образца от каждой партии с каждого поста электронагрева.
Испытания на растяжение проводят по ГОСТ 12004 с определением временного сопротивления sв, условного (или физического) предела текучести s0,2 (sт) и относительного удлинения d5 и р. Механические свойства напрягаемой стали после электронагрева должны отвечать следующим условиям: значения s0,2 (sт), d5 и dр должны быть не менее браковочных величин для стали данного класса (см. табл. 4) и не менее исходных свойств каждой данной партии; значения sв также должны быть не менее браковочных (см. табл. 4), или 0,95sв исходной стали.
4.22. При заготовке и натяжении стержневой арматуры на автоматизированных линиях ДМ-2 контроль качества арматурной стали до и после электронагрева и натяжения следует производить в соответствии с требованиями п. 2.5 «Рекомендаций по технологии автоматизированной заготовки и натяжения высокопрочной стержневой арматуры пустотных настилов».
5. СТАЛЬНЫЕ ФОРМЫ
5.1. Формы для изготовления предварительно напряженных железобетонных изделий подразделяют на силовые, воспринимающие усилия от натяжения арматуры, и несиловые, в которых концы арматуры в напряженном состоянии фиксируются на упорах стенда.
Требования, изложенные в данном разделе, относятся к силовым формам. Они в равной степени относятся к формам несиловым с учетом того, что для этих форм усилие натяжения арматуры Р = 0.
5.2. Формы должны обеспечить получение изделий заданной конфигурации, с размерами в пределах допускаемых отклонений по ГОСТ 13015.0, стандартам и ТУ на отдельные виды изделий, а также рабочим чертежам на эти изделия. В силовых формах, кроме того, должно быть гарантировано восприятие проектного усилия обжатия.
5.3. Показатели деформативности форм должны отвечать соответствующим требованиям ГОСТ 25781.
При расчете формы учитывают нагрузки от усилия натяжения арматуры, собственной массы формы, массы бетона и арматуры, а также давления, создаваемого бетонной смесью при вибрационном ее уплотнении. При проектировании формы учитываются также температурные, транспортные и технологические воздействия; последние приводят к деформациям формы при ее перемещении и установке на постах технологической линии или движении по рельсовым путям (ролгангу) конвейера. К технологическим относят также воздействия, возникающие при распалубливании изделий от сил сцепления и распалубочных механизмов.
5.4. При проектировании форм необходимо руководствоваться указаниями «Руководства по расчету и проектированию стальных форм», «Рекомендаций по расчету и конструированию поддонов с раскосной решеткой», «Рекомендаций по динамическому расчету стальных форм».
5.5. Для силовых форм нагрузка от усилия натяжения арматуры является основной, поэтому такие формы следует, по возможности, проектировать с подобранным положением центральной плоскости. Это позволяет снизить эксцентриситет приложения силы натяжения арматуры, а значит, уменьшить деформации формы.
5.6. Для снижения деформаций формы рекомендуется рациональная схема опирания в трех точках. Соответствующие указания приведены в «Рекомендациях по расчету и конструированию форм с трехточечным опиранием».
5.7. При расчете силовой формы, если предусмотрено изготовление в ней изделий с различным армированием, учитывают усилие натяжения, соответствующее изделию с наибольшим усилием предварительного натяжения.
5.8. Силовая форма должна отвечать трем критериям деформативности ГОСТ 25781, которые приведены в табл. 9. При необходимости в технической документации на форму могут быть предусмотрены более жесткие требования к ее деформативности.
5.9. Деформативность формы определяют расчетом и проверяют испытаниями. Испытания проводят в соответствии с ГОСТ 26438 и «Рекомендаций по методике испытаний форм для сборного железобетона».
5.10. Формы, деформативность которых превышает допускаемую, подлежат усилению. Это в равной степени относится к новым формам и формам, находящимся в эксплуатации.
Усиление форм выполняют, руководствуясь указаниями «Рекомендаций по усилению форм на заводах сборного железобетона».
5.11. Деформативность формы следует учитывать при выборе технологии выполнения предварительного напряжения арматуры и способа передачи напряжений с арматуры на бетон. Указания по учету деформаций форм и стендов при натяжении арматуры приведены в приложениях 10 и 11.
Таблица 9
Предельные деформации формы
|
Обозначение |
Величина предельн. деформации, не более |
Примечание |
|
|
Прогиб (выгиб) в загруженном состоянии |
g |
1/1500L |
L - длина формы (расстояние между внешними гранями упоров) |
|
Сближение упоров на уровне оси напряженной арматуры при последовательном ее натяжении |
DL |
0,0004L |
|
|
То же, при одновременном натяжении и отпуске всей арматуры |
DLф |
0,0008L |
|
|
Прогиб свободного угла при диагональном опирании |
gд |
6 ... 20 мм |
В зависимости от технологии и размеров формы в плане |
5.14. Требования пп. 5.12 и 5.13 к упруго работающим элементам формы (упругие и отжимные борта, гибкий и частично гибкий поддон, упругий вкладыш и т.п.) не относятся.
5.15. В формах для изготовления изделий с ребрами по торцам (плиты покрытий и перекрытий), грани кессонов, обрамляющих внутренние поверхности торцевых ребер, должны быть наклонены в противоположную сторону от торца не менее чем на 45°. В случаях, когда изделия не могут быть запроектированы с торцевыми ребрами уширенными вверху, в форме должны быть предусмотрены специальные устройства (вкладыш с пружинами и т.п.), исключающие заклинивание изделий при передаче напряжений с арматуры на бетон.
5.16. Рабочие плоскости (поверхности) поддона, расположенные перпендикулярно напрягаемой арматуре, которые обрамляют в изделии поперечные ребра, проемы, отверстия и т.п., в том случае, если соответствующие детали формы не удаляют перед распалубливанием, должны быть выполнены с уклоном, обеспечивающим изготовление изделий без трещин.
5.17. Силовые формы оснащают упорами, в которых арматура фиксируется при натяжении.
Требования к материалам и конструкции упоров изложены соответственно в ГОСТ 35781 и ГОСТ 25878. Технические требования приведены ниже в пп. 5.18 ... 5.23.
5.19. Размеры паза в упорах должны выбираться из условий обеспечения установки в проектное положение арматуры для всей номенклатуры изделий, намеченных к изготовлению в формах данного вида.
В упорах при одном арматурном элементе глубину паза рекомендуется принимать равной удвоенному диаметру арматуры, размещенной в упоре, а ширина - на 2 ... 3 мм более максимального (с учетом допуска) диаметра этой арматуры. При расположении в упоре двух и более арматурных элементов глубина паза соответственно увеличивается.
5.20. В тех случаях, когда предусмотрены варианты армирования изделий, упоры должны допускать применение арматуры разных классов и диаметров. При таких требованиях размер паза в упоре должен соответствовать максимальному из возможных диаметров арматуры, а использование арматуры меньшего диаметра следует обеспечить комплектом съемных пластин под все намечаемые к применению диаметры.
При применении инвентарных зажимов размеры упоров по ширине и высоте должны выбираться так, чтобы площадь опирания на упоры была не менее 75 % площади торца зажима.
5.22. Толщина упоров определяется расчетом на прочность и жесткость под воздействием максимально возможных усилий от натяжения арматуры.
Для закрепления в форме стержневой арматуры с концевыми анкерами в виде высаженных головок, опрессованных втулок и приваренных коротышей, натягиваемой электротермическим способом, рекомендуется применять вилочные упоры. Примеры конструкций вилочных упоров приведены в ГОСТ 25878.
5.24. При применении инвентарных зажимов для всех видов арматуры, натягиваемой механическим и электротермическим способами, также рекомендуется применять вилочные упоры. Для закрепления на форме двух или более близко расположенных арматурных элементов предназначены групповые вилочные упоры. При механическом натяжении рекомендуются также подвижные захваты на несколько арматурных элементов; их число определяется тяговым усилием гидродомкрата.
5.25. Для закрепления анкерных плит унифицированных проволочных пакетов, напрягаемых механическим способом, применяют вилочные упоры или подвижные захваты.
5.26. Предельные отклонения размеров между опорными поверхностями упоров для натяжения арматуры новых форм должны соответствовать требованиям ГОСТ 25781.
5.27. Расстояния между опорными поверхностями упоров форм следует контролировать с помощью жестких шаблонов или путем проведения относительных измерений с помощью измерительных средств с отсчетным устройством, охватывающим упоры снаружи и обеспечивающих погрешности измерений не более 0,3dg (табл. 10).
Таблица 10
Предельные отклонения расстояний между опорными поверхностями форм
|
Предельные отклонения, мм |
||
|
при контроле по шаблону |
при контроле путем измерений |
|
|
5,0 |
0 -2 |
±1,0 |
|
6,5 |
0 -2 |
±1,0 |
|
9,5 |
0 -3 |
±1,5 |
|
13,0 |
0 -3 |
±1,5 |
|
16,0 |
0 -4 |
±2,0 |
|
19,0 |
0 -4 |
±2,0 |
|
25,0 и более |
0 -5 |
±2,5 |
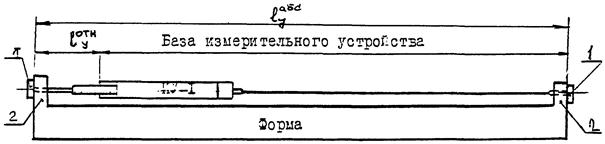
Рис. 9. Схема измерения расстояний между опорными поверхностями силовых упоров форм
1 - измерительные наконечники ИУ-1; 2 - контролируемая пара
упоров;
![]() и
и ![]() -
соответственно абсолютное и относительное расстояние между опорными
поверхностями упоров форм
-
соответственно абсолютное и относительное расстояние между опорными
поверхностями упоров форм
При использовании измерительных устройств на основе стальных рулеток по ГОСТ 7502 необходимо обеспечить постоянную величину натяжения ленты, равную 50Н (5 кгс) ±5 %. Перечисленным требованиям отвечает измерительное устройство ИУ-1, технические характеристики и порядок сборки которого приведены в приложении 14.
5.28. Измерения расстояния между опорными поверхностями упоров форм производятся относительно постоянной для данного типоразмера форм базы измерительного устройства ИУ-1, образуемой корпусом его счетного устройства и удлинителем (рис. 9).
Для обеспечения постоянства принятой базы измерений после сборки измерительного устройства необходимо производить его поверку в контрольном шаблоне, имеющем размер, равный контролируемому расстоянию Ly.
5.29. При проведении измерений расстояний между опорными поверхностями упоров форм устройство ИУ-1 вставляется измерительными наконечниками в пазы упоров, после чего производится отсчет по нониусной шкале. Измерения каждой пары упоров выполняют по 2 ... 3 раза. При длине форм более 6,5 м для ограничения провисания удлинителя необходимо в пролете устанавливать дополнительные подкладки так, чтобы расстояния между ними не превышали указанного значения. Схема установки подкладок при контроле всего парка однотипных форм должна оставаться неизменной.
5.30. Перед началом эксплуатации формы (партии форм) должны быть нормализованы расстояния между упорами. Для этого проводят контрольную проверку расстояний между опорными поверхностями упоров по пп. 5.27 ... 5.29 и вычисляют среднее значение размера
Ly по формуле
![]() мм (3)
мм (3)
где Ly,1; Ly,2 ..., Lm - относительные расстояния между опорными поверхностями 1-й, 2-й, ..., m-й пары упоров форм; m - суммарное число пар упоров партии форм.
Отклонения измеренных значений каждой пары упоров от среднего значения Ly не должны превышать значений, указанных в табл. 10.
5.31. В тех местах, где отклонения размеров между опорными поверхностями упоров превышают допускаемые между упорами и съемной пластиной, прокладывают дополнительную пластину или устанавливают съемную пластину другой толщины. Возможно в этих целях производить электродами для наплавки по ГОСТ 10051 наплавку металла на упор с последующим снятием излишков металла абразивным инструментом.
5.32. Периодически после изготовления в каждой форме в среднем не более 100 изделий необходимо контролировать расстояния между опорными поверхностями упоров всего парка форм и в случае необходимости производить их нормализацию согласно пп. 5.27 ... 5.31.
5.33. При упорах, расположенных вне габаритов изделия, торцевые борта должны иметь прорези для пропуска напряженной арматуры с минимальным зазором, чтобы потери цементного теста были наименьшими. Прорези борта должны быть тем или иным способом герметизированы (например, картонной прокладкой с отверстием под арматуру).
Торцевые борта, откидные и съемные, при установке в рабочее положение должны перемещаться таким образом, чтобы исключить соприкосновение нижней грани борта с напряженными арматурными элементами.
5.34. Формы должны иметь предохранительные козырьки для защиты людей в случае обрыва натянутой арматуры. Козырьки могут быть индивидуальными для каждого упора по ГОСТ 25878 или групповыми, стационарными или съемными.
Конструкция защитного козырька, по возможности, не должна препятствовать работам по нормализации упоров.
5.35. При необходимости силовые формы рекомендуется оснащать устройствами для плавной передачи напряжений с арматуры на бетон (приложение 15). Необходимость в таких устройствах определяют расчетом.
5.36. Формы для изготовления изделий с отогнутой предварительно напряженной арматурой должны быть рассчитаны на дополнительные силовые воздействия, и в них должны быть предусмотрены устройства для оттягивания и фиксации отогнутой арматуры.
5.37. При стендовом изготовлении предварительно напряженных изделий несиловые формы должны быть выставлены по уровню и расположены строго параллельно оси натянутой арматуры, чтобы обеспечить по длине изделий требуемую толщину защитного слоя.
5.38. Работа с формами производится в соответствии с «Руководством по эксплуатации стальных форм на заводах сборного железобетона».
6. ЗАГОТОВКА И УСТАНОВКА НАПРЯГАЕМОЙ АРМАТУРЫ. ЗАГОТОВКА И ЗАКРЕПЛЕНИЕ СТЕРЖНЕВОЙ АРМАТУРЫ
6.1. Заготовка стержневой напрягаемой арматуры заключается в отрезании стержней заданной длины, образовании на их концах временных концевых анкеров или в установке инвентарных зажимов.
6.2. Стержневую напрягаемую арматуру рекомендуется заказывать и применять в железобетонных конструкциях преимущественно в виде стержней мерных длин, а термомеханически упрочненную сталь классов Aт-IV ... Aт-VII - только в виде стержней мерных длин. В необходимых случаях стержни стыкуют сваркой или опрессовкой обойм.
6.4. Разрезать стержневую арматуру классов A-IIIв, А-IV, А-V, А-VI, Aт-IV, Aт-V, Aт-VI и Aт-VII следует в холодном состоянии с помощью механических и гидравлических ножниц или пил трения. Во избежание локальных закалок, поджогов, надрезов и отпуска разрезка стержней электрической дугой не допускается.
6.5. Стержневая горячекатаная арматурная сталь классов А-IV, А-V и А-VI и термомеханически упрочненная классов Aт-IVC, Aт-V и Aт-VС может стыковаться сваркой. Виды соединений этих сталей принимаются по СНиП 2.03.01 и ГОСТ 14098. Подготовка к сварке, технология и режим сварки стержневой арматуры должны осуществляться в соответствии с требованиями СН 393. Стержневую арматуру рекомендуется сваривать в плети на установке СМЖ-524, техническая характеристика которой приведена в приложении 5. Если в качестве напрягаемой арматуры применяется стержневая арматура класса A-IIIв, то после стыковой сварки плети упрочняют вытяжкой на установках СМЖ-525 в соответствии с рекомендациями приложения 3. Как правило, установку для упрочнения арматуры располагают рядом с установкой для сварки стержней в плети, чтобы сократить дополнительную операцию по транспортировке плетей. Техническая характеристика установки СМЖ-525 приведены в приложении 5.
6.6. Стержневую арматуру с винтовым профилем всех классов от А-IV и Aт-IV до А-VI и Aт-VII стыкуют с помощью муфт, навинчиваемых на концы стержней. Допускается сварка стержневой арматуры с винтовым профилем классов от А-IV и Aт-IVC до А-VI в соответствии с ГОСТ 14098.
6.7. Соединять сваркой стержни термомеханически упрочненной арматуры классов Aт-IV, Aт-VI и Aт-VII не допускается. При наличии отходов этой арматуры в виде стержней немерных длин их можно использовать для ненапрягаемой арматуры, но только как сталь класса A-III, или производить в соответствии с ТУ 21-33-31 стыкование с помощью обжимаемых опрессовкой или накаткой соединительных муфт и использовать так же, как и стержни мерной длины.
6.8. Для закрепления стержневой напрягаемой арматуры рекомендуется применять следующие виды временных концевых анкеров:
высаженные головки, образуемые на концах стержней высадкой в горячем состоянии для арматуры классов A-IIIв, А-IV, Aт-IV, А-V, Aт-V, А-VI, Aт-VI диаметром 40 мм включительно (рис. 10, б);
инвентарные зажимы НИИЖБ по ГОСТ 23117 для арматуры всех классов диаметром до 40 мм включительно (рис. 10, д и рис. 11);
стальные опрессованные в холодном состоянии шайбы для арматуры всех классов диаметром до 22 мм включительно (рис. 10, а);
опрессованные спирали из горячекатаной арматуры класса A-I для арматуры классов А-IV, Aт-IV, А-V, Aт-VI, Aт-VI и Aт-VII диаметром 8 ... 18 мм;
навиваемые на стержни с винтовым профилем гайки и контргайки для арматуры всех классов.
Допускается применять приваренные коротыши для арматуры всех классов до 40 мм включительно (рис. 10, в), а также высаженные головки для арматуры классов Aт-VI и Aт-VII. Приварка дуговой сваркой коротышей для закрепления упрочненной арматуры этих классов производится в соответствии с приложением 4.
6.9. Требуемая длина отрезаемого при заготовке напрягаемого арматурного стержня l0 определяется
l0 = l3 + 2а,
где l3 - длина участка арматурной заготовки, равная расстоянию между внутренними опорными поверхностями временных концевых анкеров или инвентарных зажимов;
a - длина конца стержня, используемая для установки инвентарного зажима или образования временного концевого анкера, мм.
Для временных концевых анкеров в виде обжатых шайб и спиралей a ³ H + 10, где Н - высота шайбы или спирали после опрессовки. Для высаженных головок a = 2,5d + 10, где d - диаметр арматуры. Для приваренных коротышей и инвентарных зажимов определяется длиной коротышей и зажимов. Для арматуры винтового профиля
a ³ hr + hk + 10,
где hr - высота навинчиваемой анкерной гайки; hk - высота контргайки.
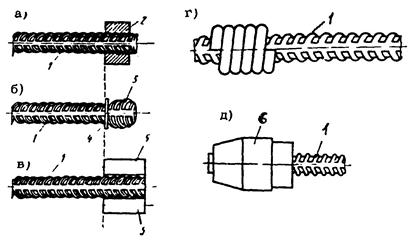
Рис. 10. Анкеры одноразового пользования
а - опрессованная шайба; б - высаженная головка; в -
приваренные коротыши; г - спиральный анкер; д - инвентарный зажим;
1 - стержень; 2 - опрессованная шайба; 3 - высаженная головка; 4 - опорная
шайба; 5 - коротыши; 6 - корпус зажима
l3 = ly - Dl0 - Dlc - Dlф
где ly - среднее расстояние между опорными поверхностями упоров форм, определяемое согласно п. 5.28;
Dl0 - расчетное удлинение натянутой арматуры;
Dlc - величина смешения губок инвентарных зажимов относительно корпуса, деформации шайб высаженными головками, смятие высаженных головок, опрессованных шайб, спиралей, гаек, контргаек, упоров и т.п.;
Dlф - продольная деформация формы, поддона, стенда.
ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ ЗАЖИМОВ
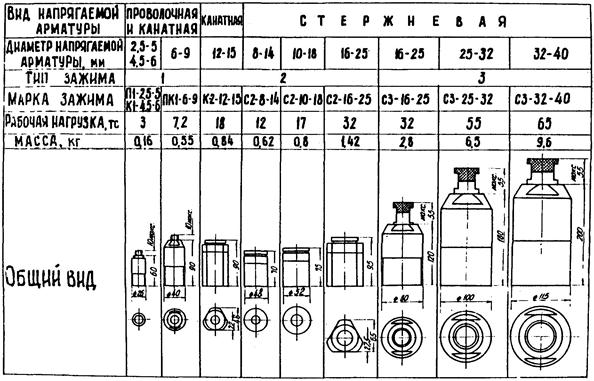
Рис. 11. Типы, основные параметры и размеры зажимов НИИЖБа
Значения Dl0, Dlc и Dlф принимаются в соответствии с требованиями и расчетными формулами разделов 5, 7 и 8.
Принятая длина арматурной заготовки l3 корректируется по результатам контроля величины предварительного напряжения арматуры согласно п. 10.20 путем изменения длины кондуктора. При других схемах группового или одиночного механического натяжения арматуры требуемая длина арматурной заготовки принимается разной минимальному расстоянию между опорной поверхностью неподвижного упора формы или стенда и опорной поверхностью захвата гидродомкрата.
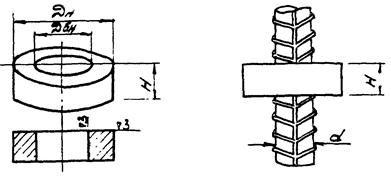
Рис. 12. Шайбы для временных концевых анкеров
6.11. Устройство временных концевых анкеров в виде опрессованных шайб и спиралей должно осуществляться на специальных обжимных машинах типа МО, МОГ-1 или прессах с усилием сжатия 900 ... 2000 кН, технические характеристики которых приведены в приложении 5. Шайбы для временных концевых анкеров (рис. 12) штампуются из листовой или полосовой стали марок Ст1, Ст2 и Ст3 (ГОСТ 380-Х) или изготавливают из круглой и шестигранной стали тех же марок. Размеры шайб, приведены в табл. 11. При отсутствии шайб требуемой толщины допускается опрессовка анкера, составленного из 2 ... 5 шайб меньшей толщины. Суммарная высота таких шайб должна быть на 10 ... 20 % больше приведенной в табл. 11.
Таблица 11
Размеры шайб, мм
|
Высота шайбы |
||||||||||
|
арматуры |
шайбы |
до опрессовки |
после опрессовки |
|||||||
|
внутренний |
наружный |
класс арматуры |
||||||||
|
Aт-IV А-IV |
Aт-V А-V |
Aт-VI А-VI |
Aт-VII |
Aт-IV А-IV |
Aт-V А-V |
Aт-VI А-VI |
Aт-VII |
|||
|
10 |
13 |
30 |
8 |
10 |
11 |
12 |
11 |
13 |
14 |
16 |
|
12 |
15 |
32 |
8 |
11 |
14 |
17 |
13 |
15 |
18 |
21 |
|
14 |
17 |
32 |
10 |
13 |
17 |
21 |
14 |
17 |
21 |
25 |
|
16 |
20 |
36 |
11 |
15 |
19 |
23 |
16 |
19 |
23 |
27 |
|
18 |
22 |
36 |
13 |
17 |
21 |
25 |
17 |
21 |
25 |
29 |
|
20 |
24 |
40 |
14 |
19 |
23 |
27 |
19 |
23 |
28 |
31 |
|
22 |
26 |
42 |
16 |
21 |
25 |
29 |
20 |
26 |
30 |
33 |
6.12. Для спиральных анкеров (см. рис. 10, г) минимально необходимое число витков спиралей из арматуры диаметром 6 (8) мм класса A-I марки Ст3 для анкеровки стержней классов от А-IV до Aт-VI приведено в табл. 12. Для арматуры класса Aт-VII необходимо спираль увеличить на один виток.
Таблица 12
Количество витков спиральных анкеров
|
Усилие выдергивания, кН не менее |
Диаметр спирали, мм |
Число витков |
||
|
внутренний |
наружный |
|||
|
10 |
75 |
13 |
26 |
4 |
|
12 |
100 |
15 |
28 |
4 |
|
14 |
140 |
17 |
30 |
5 |
|
16 |
190 |
20 |
33 (35) |
5 |
|
18 |
240 |
22 |
35 (38) |
5 |
6.13. Спиральные заготовки для временных концевых анкеров рекомендуется изготовлять на специальных станках, работающих в автоматическом режиме (см. приложение 5).
При изготовлении спиралей их резку рекомендуется выполнять специальными клиновыми ножами (см. приложение 5) или дополнительно опрессовывать, обеспечивая перпендикулярные продольной оси торцы. При резке спиралей обычными механическими ножницами с неперпендикулярными торцами их длину следует увеличивать на один виток, который с внутренней стороны анкера оставляется не опрессованными, что позволяет добиться при натяжении арматуры равномерного распределения усилия на упор формы. Перед спиральным анкером рекомендуется устанавливать инвентарную шайбу, обеспечивающую более надежную работу анкера.
6.14. Для повышения технических характеристик спирального анкера ему при опрессовке необходимо придавать коническую форму с максимальным обжатием крайних от торца стержня витков губками специального профиля, которыми оснащены обжимные машины.
6.15. Высадку головок в горячем состоянии следует производить одновременно на обоих концах стержня или поочередно на каждом конце на машине СМЖ-128В, установках СМЖ-524 (см. приложение 5), а также на стыкосварочных машинах МС-1602 и других с соблюдением соответствующих режимов нагрева и высадки.
6.16. Высаженные головки рекомендуется снабжать инвентарными опорными шайбами или втулками с конусными отверстиями для обеспечения равномерной передачи усилия от натянутого стержня на упоры формы или поддонов. С целью повышения срока службы инвентарных шайб и втулок их рекомендуется изготовлять из Ст45 с последующей термообработкой до твердости 30 ... 40 HRC.
6.17. Резку стержней для подготовки к высадке головок следует производить с точностью по длине ±5 мм, при этом торцы стержня должны быть перпендикулярны его оси. Перекос торцевой поверхности по отношению к оси стержня допускается не более величин, приведенных на рис. 13.
6.18. При изготовлении высаженных головок на арматурной стали классов А-IV, Aт-IV, А-V, Aт-V, А-VI, Aт-VI рекомендуется:
расстояния между наружными гранями неподвижных контактов зажимов машины для высадки головок или наружной гранью неподвижного контактного зажима машины и упором на стеллаже устанавливать с помощью шаблона или измерительного устройства для контроля упоров форм;
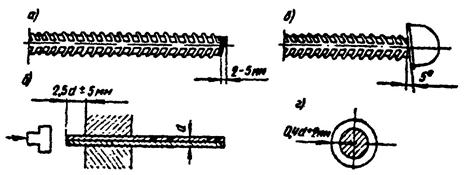
Рис. 13. Требования к качеству высаженных головок на концах стержней
а - перекос торцевой поверхности при отрезке стержней; б - длина конца стержня для высадки головки; в - перекос опорной поверхности головки; г - утолщение головки
укладывать стержни для высадки головок таким образом, чтобы их концы выступали за торцы неподвижных контактных зажимов или матриц на величину 2,5d, где d - номинальный диаметр стержня;
нагревать конец стержня перед высадкой головки до температуры: 950 ... 1100 °С - для арматуры классов А-IV, А-V и А-VI; 850 ... 950 °C - для арматуры классов Aт-IV и Aт-V; 850 ... 750 °С - для арматуры класса Aт-VI;
перед высадкой головок оплавить торец стержня во избежание искрения концов стержня при высадке. Для этого высадочный электрод при включенном токе поджать к торцу стержня с небольшим усилием, которое затем плавно увеличивать;
высадку головки при сжатии стержня производить при включенном токе или путем импульсного нагрева при максимальном усилии обжатия;
обеспечивать медленное остывание головок на стержнях горячекатаной стали классов А-IV, А-V и А-VI путем складирования стержней с высаженными головками в закрытые короба или осуществлять их отпуск повторным нагревом концов остывших стержней с головками до температуры 750 ... 800 °С;
предохранять неостывшие головки от резкого охлаждения и соприкосновения с водой;
избегать поджога в контактах машин, для чего при необходимости следует зачищать концы стержней и периодически (не реже чем 3 раза в смену) чистить электроды. Форму поверхности контактов следует принимать в соответствии с рекомендациями СН 393.
6.19. Готовые временные концевые анкеры в виде высаженных головок должны отвечать следующим требованиям:
диаметр отверстия шайб может быть больше наружного диаметра стержня не более чем на 2 мм;
опорная поверхность шайб или втулок должна быть перпендикулярная оси стержня;
опорная поверхность высаженной головки должна быть симметрична относительно оси стержня. Ширина выступа должна быть равна 0,4d ± 2 мм.
6.20. Временные концевые анкеры в виде приваренных коротышей образуются приваркой на концах арматурных стержней коротких, длиной (5 ... 6)d, отрезков арматуры из круглой или периодического профиля стали. Для этой цели применяют электродуговую сварку в соответствии со СН 393.
Для коротышей рекомендуется использовать отходы арматурной стали классов A-I, A-II, A-III, а также класса А-IV марки 20ХГ2Ц и класса А-V марки 23Х2Г2Т; могут быть использованы также стальные прутки прямоугольного или квадратного поперечного сечения.
6.21. Для равномерной передачи усилий от натянутых стержней с приваренными коротышами на упоры форм или поддонов необходимо при заготовке коротышей обеспечить перпендикулярность торцов к их продольной оси, что может быть достигнуто при отрезке коротышей дисковыми пилами трения, втулочными ножами комбинированных пресс-ножниц, ножницами с механизмом прижима стержней во время резки, механическими ножницами или на токарном станке. Опорные поверхности концевого анкера в виде приваренных коротышей должны быть перпендикулярны по отношению к оси стержня, их смешения из плоскости не должны превышать 0,5 мм.
6.22. Для обеспечения правильного положения коротышей при приварке к стержню и требуемой точности расстояния между их опорными плоскостями по длине стержня рекомендуется пользоваться специальными кондукторами (рис. 14).
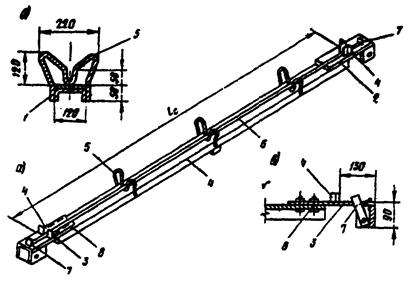
Рис. 14. Кондуктор для приварки коротышей на концах стержней
а - поперечное сечение; б - общий вид; в - деталь
переставного упора;
1 - станина; 2 - шкала с миллиметровым делением; 3 -
пластины переставных упоров; 4 - упоры; 5 -скобы; 6 -
арматурный
стержень; 7 - рычажные прижимы, 8 - болты
В кондукторе необходимо предусмотреть устройство для фиксации положения стержня и прижима коротышей к упорам во время приварки.
Качество сварки коротышей должно соответствовать требованиям ГОСТ 14098-Х и ГОСТ 10922-Х для сварных соединений с накладками.
6.23. Инвентарные зажимы рекомендуется применять при механическом натяжении арматуры на упоры стендов и форм, стараясь не подвергать их воздействию пара при термообработке изделий.
Допускается применять инвентарные зажимы при электротермическом натяжении арматуры.
Установка инвентарных зажимов на стержни при электротермическом натяжении должна производиться в кондукторе с жесткими ограничителями. Расстояния между наружными гранями упоров кондукторов и между опорными поверхностями анкеров необходимо контролировать с помощью шаблонов, реек и других приспособлений, позволяющих контролировать размеры с точностью до 0,3 величины S, указанной ниже в табл. 14.
На мерные стержни, изготовленные с предельными отклонениями по длине в соответствии с требованиями табл. 14, зажимы допускается устанавливать без кондукторов, выравнивая их по торцам стержней или устанавливая заподлицо с торцами. Рекомендуется применять зажимы с заглушками, обеспечивающими фиксацию зажимов в проектном положении. После установки зажимы должны быть закреплены на стержнях, чтобы избежать их смещения при переноске стержней и установке в форму.
6.24. Для обеспечения расчетной величины предварительного напряжения и необходимого удлинения арматуры при использовании инвентарных зажимов НИИЖБа необходимо учитывать смещение губок зажимов S относительно корпуса, величина которого приведена в табл. 13.
6.25. При механическом натяжении арматуры, с одновременным нарастанием нагрузки на тяговое устройство и фиксируемый на упоре зажим, смещение губок не оказывает влияния на степень натяжения. При передаче нагрузки от тягового устройства свободному зажиму, расположенному на упоре формы или стенда, либо при натяжении арматуры с перехватом следует учитывать, что смещение губок зажима может вызвать существенное изменение этой величины.
Таблица 13
Смещение губок зажимов в зависимости от вида арматуры и ее напряжения
|
Диаметр арматуры d, мм |
Величина смещения губок зажима S, мм |
|||
|
стержневая арматура A-IIIв ... Aт-VI |
канаты |
|||
|
при ssp = 320 МПа |
при ssp = 720 МПа |
при ssp = 0,5s0,2 |
при ssp = 0,9s0,2 |
|
|
6 |
- |
- |
2,2 |
3,0 |
|
9 |
- |
- |
2,6 |
3,5 |
|
10 |
2,0 |
3,0 |
- |
- |
|
12 |
2,3 |
3,3 |
3,0 |
4,0 |
|
14 |
2,6 |
3,8 |
- |
- |
|
15 |
- |
- |
3,5 |
4,8 |
|
16 |
3,0 |
4,3 |
- |
- |
|
18 |
3,3 |
4,8 |
- |
- |
|
20 |
3,6 |
5,4 |
- |
- |
|
22 |
4,0 |
5,8 |
- |
- |
|
25 |
4,4 |
6,6 |
- |
- |
|
28 |
4,9 |
7,4 |
- |
- |
|
32 |
5,4 |
8,2 |
- |
- |
|
36 |
6,0 |
9,8 |
- |
- |
|
40 |
6,6 |
9,8 |
- |
- |
Примечание. При напряжениях, отличающихся от указанных в таблице, значение S определяется линейной интерполяцией.
6.26. Для компенсации потерь напряжения из-за смещения губок зажима при натяжении арматуры с перехватом ее следует натягивать до усилия, несколько большего расчетного. Дополнительное упругое удлинение арматуры при этом должно быть равным величине смещения губок в одном зажиме.
6.27. Для компенсации потерь напряжения при электротермическом натяжении арматуры из-за проскальзывания губок в двух зажимах расстояние между опорными поверхностями зажимов, установленных на арматуру до ее нагрева должно быть уменьшено на величину 2S (см. табл. 13).
6.28. Гайки должны навинчиваться на арматуру с винтовым профилем на кондукторах с жесткими ограничителями. Для предохранения гаек от возможных смещений при нагреве стержней, их переноске и установке в форму их закрепляют на стержнях контргайками, которые имеют в 5 ... 8 раз меньшую высоту, равную 8 ... 12 мм.
6.29. Требуемое расстояние между наружными гранями упоров кондуктора или неподвижными контактами машины для высадки головок определяется по формуле
lконд = lз - dз (4)
где lз - длина арматурной заготовки, определяемая по п. 6.10;
dз - величина предельных отклонений длин арматурных заготовок, принимаемая:
а) по табл. 14 - при контроле расстояний между упорами форм и длин арматурных заготовок путем измерений с помощью измерительных средств с отчетным устройством;
б) равную нулю - при контроле расстояний между упорами форм и длин арматурных заготовок с помощью шаблонов.
Установленный размер кондуктора корректируется по результатам контроля величины предварительного напряжения согласно п. 7 и приложения 13.
Таблица 14
Предельные отклонения расстояний между упорами кондукторов и опорными поверхностями арматурных заготовок
|
Предельные отклонения, мм, расстояний между |
||||
|
упорами кондукторов или парами контактов зажимов машин для высадки головок |
опорными поверхностями анкеров арматурных заготовок |
|||
|
при контроле по шаблону |
при контроле путем измерении шкальными приборами |
при контроле по шаблону |
при контроле путем измерений шкальными приборами |
|
|
1 |
2 |
3 |
4 |
5 |
|
5,0 |
+0 -1 |
±0,5 |
+3 -0 |
±1,5 |
|
6,5 |
+0 -1 |
±0,5 |
+3 -0 |
±1,8 |
|
9,5 |
+0 -2 |
±1,0 |
+4 -0 |
±2,0 |
|
13,0 |
+0 -3 |
±1,5 |
+6 -0 |
±3,0 |
|
16,0 |
+0 -3 |
±1,5 |
+6 -0 |
±3,0 |
|
19,0 |
+0 -4 |
±2,0 |
+9 -0 |
±4,5 |
|
25 и более |
+0 -4 |
±2,0 |
+9 -0 |
±4,5 |
Примечание. При промежуточных значениях величин контролируемых расстояний, отличающихся более чем на 0,5 м от указанных, значения величин предельных отклонения определяются по линейной интерполяции.
Контроль размера кондуктора lконд следует производить с помощью жестких шаблонов или измерительных устройств с отсчетным устройством, принимаемых для контроля упоров форм по п. 5.27. Для обеспечения требуемой точности регулирования размера кондуктора один из упоров рекомендуется снабдить регулировочным механизмом винтового или клинового типа со шкалой имеющей цену деления не более 0,5 мм.
6.30. Операционный ежемесячный контроль качества заготовки арматуры заключается в измерении расстояний между внутренними опорными поверхностями временных концевых анкеров выборочно 3 ... 6 арматурных заготовок, в проверке перпендикулярности опорной поверхности анкера к оси стержня, в визуальном осмотре качества приваренных коротышей (длина, толщина и пористость сварного шва), надежности закрепления гаек и инвентарных зажимов на стержнях с помощью контргаек и других приспособлений, в контроле прочности временных концевых анкеров.
6.31. Расстояние между опорными поверхностями концевых анкеров арматурных заготовок следует контролировать с помощью жестких шаблонов или путем проведения относительных измерений с помощью измерительных устройств, захватывающих концевые анкеры изнутри и. обеспечивающих погрешность измерений не более 0,3 величины dз, указанной в табл. 14. Величина усилия при измерении должна составлять не менее 1000 Н (100 кгс). Отклонение усилия от принятого значения допускается не более ±10 %.
Рекомендуемые типы измерительных устройств, их технические характеристики и порядок сборки приведены в приложении 12.
Измерения расстояний между опорными поверхностями концевых анкеров арматурных заготовок должны производиться относительно постоянной для данного типоразмера заготовок базы, образуемой двумя неподвижными упорами, установленными на станине измерительного устройства (рис. 15).
Один упор должен выполняться вилочным, идентичным по своей конструкции упору форм. В случае изготовления арматурных заготовок нескольких типоразмеров длин необходимо установить соответствующее число вилочных упоров.

Рис. 15. Схема измерений длин арматурных заготовок с помощью измерительного устройства ИУ-2
1 - вилочные упоры для различных типоразмеров длин арматурных заготовок; 2 - контролируемая арматурная заготовка; 3 - захват; 4 - неподвижный упор натяжного механизма
Конструкция второго упора зависит от типа применяемого измерительного устройства (см. приложение 12).
При проведении измерений контролируемая арматурная заготовка должна укладываться одним концом в паз вилочного упора, а вторым - в захват измерительного устройства. Посредством груза или натяжного винта к захвату должна прикладываться требуемая по п. 6.31 величина усилия. Относительный размер контролируемой заготовки определяется по величине смещения корпуса захвата относительно второго неподвижного упора. В зависимости от типа применяемого измерительного устройства указанная величина смещения может определяться с помощью штангенциркуля по ГОСТ 166 либо непосредственно по шкале измерительного устройства.
6.32. Отклонения длин арматурных заготовок от значения l3, установленного по п. 6.10, не должны превышать предельных значений, приведенных в табл. 14.
6.33. Контроль прочности временных концевых анкеров в виде высаженных головок и приваренных коротышей осуществляется испытанием на разрыв с закреплением стержней с верхней стороны за анкер в пластине с отверстием и с нижней - в зажиме разрывной машины.
Испытание опрессованных шайб, спиралей и навинчиваемых гаек производится на выдергивание стержней из анкеров, закрепленных также в зажиме разрывной машины. Все испытания проводится по ГОСТ 10922.
6.34. Прочность временных концевых анкеров на отрыв или выдергивание должна быть не менее усилия, соответствующего 0,9sв, где sв - временное сопротивление разрыву исходной стали. Допускается снижение этой величины до значения не менее 1,2(ssp + P), где ssp - контролируемое проектное напряжение арматуры, Р - предельное допустимое отклонение величины ssp (см. п. 10.2). Предельная нагрузка на инвентарные зажимы не должна превышать контрольной по ГОСТ 23117.
Заготовка и установка проволочной арматуры
6.35. Заготовка проволоки и канатов включает операции размотки, отмеривания, резки, набора пакетов, устройства временных концевых анкеров или установки инвентарных зажимов, переноски и укладки арматурных элементов в формы.
6.36. Разматывать проволоку и канаты с бухт и барабанов рекомендуется на бухтодержателях и барабанодержателях, оборудованных тормозными устройствами.
6.37. Правка проволоки и канатов при их заготовке и раскладке не допускается.
6.38. При заготовке пакетов проволоки и канатов, натягиваемых групповым способом, необходимо обеспечить начальную длину арматуры с предельным отклонением ±0,03Dl, где Dl - величина упругого удлинения арматуры при натяжении.
6.39. Заготовку арматурных пакетов проволоки и канатов длиной до 26 м для коротких стендов и силовых форм рекомендуется производить на автоматических линиях СМЖ-213А и ей подобных с отмериванием арматуры в узком прямоугольном канале. Этот способ позволяет заготавливать арматурные элементы с высокой точностью отмеривания. При наборе пакетов и перед натяжением на стенде необходимо только выравнять торцы арматурных элементов без дополнительной их подтяжки. Линия СМЖ-213А выпускается для проволоки и канатов в двух исполнениях, каждое из которых в зависимости от длины заготовки имеет четыре сборки (см. приложение 5).
6.40. Заготовлять пакеты проволоки и канатов длиной до 100 м для стендов рекомендуется на столах протягиванием пакета лебедкой или бесконечной цепью с торможением для выравнивания многороликовым устройством или тормозом, установленным на бухтодержателях.
6.41. Допускается заготовка проволоки и канатов непосредственно на формовочной площадке стенда путем протягивания вдоль стенда с помощью полиспаста, лебедки и крана.
6.42. Если при заготовке не обеспечивается длина арматурных элементов с предельными отклонениями ±0,03Dl, перед групповым натяжением пакета необходимо предварительно выравнивать подтяжкой арматурные элементы усилием, равным 10 % величины контролируемого усилия натяжения.
6.43. Резать проволоку и канаты при заготовке рекомендуется дисковыми пилами трения и механическими ножницами, не разрушающими конструкцию канатов. Допускается резка проволоки и канатов огневыми средствами - газокислородными, бензорезом или керосинорезом.
Резка проволоки и канатов электрической дугой не допускается.
6.44. Проволоку и канаты рекомендуется закреплять с помощью инвентарных зажимов и групповых захватов, а также анкерных устройств однократного использования. Количество арматуры, закрепляемой в одном групповом захвате, определяется тяговым усилием оборудования, применяемого для натяжения арматуры.
6.45. Для закрепления проволоки рекомендуется применять высаженные в холодном состоянии анкерные головки, опирающиеся на инвентарные каленые втулки с зенкованными отверстиями или специальные гребенчатые пластины унифицированных напрягаемых арматурных элементов УНАЭ.
Для закрепления проволоки допускается также применять высаженные в горячем состоянии головки.
В качестве инвентарных анкеров следует применять групповые зажимы, состоящие из стальных колодок и пробок, клиновые зажимы для одновременного закрепления двух, трех, двенадцати и более проволок.
6.46. Холодная высадка головок на высокопрочной проволоке диаметром 4 ... 6 мм с пределом прочности 1800 МПа может осуществляться с помощью станка СМЖ-155 (см. приложение 5) или других аналогичных механизмов.
Размеры головок на высокопрочной проволоке, высаженных холодным способом, приведены в табл. 15 и на рис. 16.
Таблица 15
Размеры головок, высаженных холодным способом
|
Основные размеры головок, мм |
||
|
D |
Н |
|
|
4 |
6,5 - 7 |
3 - 3,5 |
|
5 |
7,5 - 8 |
4 - 4,5 |
|
6 |
8,5 - 9 |
5 - 5,5 |
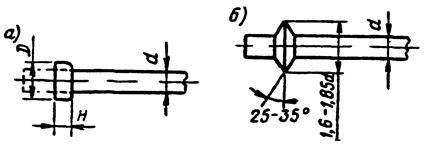
Рис. 16. Концевые (а) и промежуточные (б) высаженные головки
6.47. Горячая высадка промежуточных и концевых головок должна производиться на специальных линиях с контролем температуры нагрева проволоки или на стыковых сварочных аппаратах типа МС-802, МС-1202 с предварительным подогревом и оплавлением без контроля температуры и времени. При горячей высадке прочность проволоки снижается на 10 ... 15 %. Диаметр высаженной головки принимается равным 1,6 ... 1,85 диаметра проволоки, а угол наклона поверхности концевой и промежуточной головки равным 25 ... 35 (см. рис. 16, б).
6.48. Для закрепления канатов при натяжении рекомендуется применять инвентарные цанговые зажимы НИИЖБа по ГОСТ 23117 (см. рис. 11), клиновые захваты на два и три каната с анкерными плитами и клиньями.
6.49. В качестве анкерных устройств однократного использования для канатов могут применяться опрессованные стальные гильзы. Для сокращения длины гильз и увеличения коэффициента их трения на канат перед опрессовкой следует наносить слой кварцевого песка, а после опрессовки на выступающем конце каната высаживать в горячем состоянии анкерную головку, или конец каната приваривать к гильзе дуговой электросваркой. Это позволяет примерно в два раза сократить требуемую длину гильз [с (5 ... 6)d до (2 ... 3)d, где d - диаметр каната] и усилие их опрессовки.
6.50. Для обеспечения равномерности натяжения группы канатов с опрессовкой гильзами расстояние между внутренними торцами гильз должно отличаться от проектного не более чем на ±2 мм на 10 м длины арматурного элемента, а проволоки с высаженными головками - на ±1 мм при расстоянии между опорными частями головок 6 м.
6.51. Захватные устройства, зажимы и одноразовые анкеры должны надежно закреплять натянутую до заданного усилия арматуру, не допуская ее проскальзывания, а при применении группы зажимов с одной анкерной плитой - обеспечивать равномерное натяжение арматуры.
6.52. Зажимы и захватные устройства необходимо располагать так, чтобы натягиваемый арматурный элемент по всей длине от зажима и в изделии не перегибался, это позволяет повысить равномерность и точность натяжения арматуры и сократить ее отходы.
6.53. Контроль прочности временных концевых анкеров в виде высаженных головок, как и для стержневой арматуры, осуществляется путем их испытания на отрыв. В случае применения инвентарных зажимов и опрессованных гильз испытания производятся на выдергивание арматурных элементов из анкеров. Все испытания производятся в соответствии с требованиями ГОСТ 10922. Прочность временного концевого анкера на отрыв или выдергивание должна быть для всех классов проволочной и канатной арматуры не менее усилия, соответствующего 0,9sв исходной стали.
6.54. Проволоку и канаты рекомендуется, как правило, применять без стыков. В случае необходимости допускается применение стыковки с расположением стыков вне конструкции или в пределах длины конструкций, не рассчитываемых на выносливость. При этом стык должен быть расположен на расстоянии не менее 1,5 м от торца изделия.
Стыкование проволоки и канатов может осуществляться внахлестку с обмоткой соединения неотожженной вязальной проволокой диаметром соответственно 0,8 ... 1 мм и 1,2 ... 2 мм с плотным прилеганием витков друг к другу и усилием ее натяжения в 3 ... 5 кг при стыковке проволоки и 40 ... 50 кг при стыковке канатов. Длина стыка принимается по табл. 16 и 17.
Таблица 16
Длина нахлесточного стыка проволоки
|
Тип проволоки |
Длина обмотки при диаметре, мм |
|||
|
3 |
4 |
5 |
6 |
|
|
Периодического профиля |
120 |
150 |
220 |
280 |
|
Гладкая |
400 |
550 |
650 |
800 |
Таблица 17
Длина нахлесточного стыка канатов
|
Длина обмотки, мм, при стыковании канатов диаметром, мм |
|||||
|
6 |
7,5 |
9 |
12 |
15 |
|
|
1,2 - 1,4 |
370 |
420 |
500 |
530 |
600 |
|
1,5 - 1,8 |
300 |
360 |
420 |
480 |
535 |
|
1,8 - 2,0 |
280 |
330 |
370 |
410 |
450 |
6.55. В случае обнаружения в канате обрыва проволок необходимо в месте их разрыва сделать две обвязки вязальной проволокой по 2 ... 3 витка с таким расчетом, чтобы концы оборванной проволоки выходили за обвязку на расстояние не менее 15 ... 20 мм. Количество оборванных проволок допускается не более одной по длине каждого арматурного элемента и не более 10 % таких канатов от общего числа в изделии.
6.56. Сборку арматурных элементов в пакеты, высадку анкеров или установку инвентарных зажимов, выравнивание арматурных элементов рекомендуется выполнять на постах заготовки арматуры.
6.57. Транспортировку и установку арматурных пакетов в формы рекомендуется выполнять с помощью кранов. Для этой цели на анкерных плитах пакетов следует предусматривать строповочные подъемные петли.
6.58. Для обеспечения проектного расположения арматуры в изделиях между формами длинных стендов необходимо устанавливать штырьевые или гребенчатые распределительные диафрагмы.
7. МЕХАНИЧЕСКИЙ СПОСОБ НАТЯЖЕНИЯ АРМАТУРЫ
7.1. Механическое натяжение стержневой и проволочной арматуры может осуществляться: по одному стержню; группам стержней; непрерывной навивкой.
7.2. Натяжение арматуры может осуществляться с контролем задаваемого усилия; с контролем задаваемого удлинения.
по показаниям манометра гидродомкрата;
по показаниям динамометра, включенного в силовую цепь гидродомкрата и напрягаемого стержня.
7.4. При групповом натяжении арматуры с контролем по удлинению величина задаваемого удлинения может обеспечиваться:
величиной перемещения натяжного устройства (захвата, траверсы);
длиной арматурных заготовок при фиксированном (нерегулируемом) ходе натяжного устройства.
7.5. Механическое натяжение арматуры рекомендуется производить гидравлическими домкратами и специальными установками для непрерывной навивки. Допускается использовать для этих целей лебедки с динамометром и грузовые устройства с системой блоков и рычагов.
Выбор способа натяжения арматуры (по одному элементу или группой стержней) следует осуществлять в зависимости от вида конструкции, расположения в ней напрягаемой арматуры, количества натягиваемых арматурных элементов, наличия оборудования необходимой мощности.
При концентрированном расположении арматуры по сечению изделия рекомендуется применять групповое натяжение арматуры.
7.6. Если невозможно обеспечить требования п. 6.3, рекомендуется до группового натяжения выполнить предварительную подтяжку каждого арматурного элемента с усилием, не превышающим 10 % проектного.
7.7. Натяжение арматуры на стендах или силовых формах рекомендуется производить в два этапа:
- на первом этапе арматуру натягивают с усилием, равным 40 ... 50 % заданной проектной величины, с проверкой правильности расположения напрягаемой арматуры, установкой закладных деталей, каркасов и сеток и окончательной сборкой формы;
- на втором этапе арматура натягивается до проектной величины усилия с перетяжкой на 10 %, выдерживается в течение 3 ... 5 мин, после чего усилие снижается до проектной величины.
7.8. Величина контролируемого напряжения должна соответствовать проекту. Требования к контролю напряжений и допускам приведены в разделе 10.
7.9. При натяжении арматуры по одному стержню величины потерь напряжения в стержнях от деформации формы необходимо компенсировать увеличением начального усилия натяжения на величину теряемую от деформации формы.
Величину дополнительного усилия натяжения компенсирующего падение напряжения от деформации формы, рекомендуется определять по приложению 10.
7.10. В формах с подобранным положением центральной плоскости, которые не изгибаются при передаче на них натяжения, арматурные элементы, симметрично расположенные относительно точки приложения равнодействующей усилий в напрягаемой арматуре, рекомендуется натягивать попарно.
7.11. При групповом натяжении арматуры с контролем по удлинению расчет величины необходимого эффективного перемещения натяжного устройства (т.е. без учета свободного хода) следует осуществлять по формуле
L = Dl0 + Dlj + Dlc (5)
где Dl0 - требуемое удлинение арматуры, мм;
Dlj - величина продольной деформации формы, поддона или стенда, мм;
Dlc - суммарная величина деформации временных концевых анкеров, мм.
Значения Dlj и Dlc принимаются согласно п. 8.10. Значение Dl, рассчитанное по формуле (5), уточняется в процессе освоения технологии натяжения.
7.12. Значение требуемого удлинения арматуры Dl0 определяется по формуле
Dl0 = K1 ×
![]() × l3 мм, (6)
× l3 мм, (6)
где К1 -
коэффициент, учитывающий погрешность измерительного устройства, применяемый: К1
= 1 - при регулируемой величине перемещения натяжного устройства, К1
= 1,05 - при фиксируемой величине перемещения натяжного устройства; ![]() - относительное удлинение арматуры, определимое по формуле
(1);
- относительное удлинение арматуры, определимое по формуле
(1);
l3 - длина участка арматурной заготовки (расстояние между опорными поверхностями концевых анкеров), мм.
Допускается определять требуемое удлинение арматуры по формуле
Dl0 = KK1 × ssp × l3/Е, мм (7)
где К - коэффициент, учитывающий упругопластические Свойства арматуры при механическом натяжении и определяемый по табл. 18; ssp - проектное значение предварительного напряжения, принимаемое согласно рабочим чертежам или стандартам на изделия; Е - модуль упругости напрягаемой арматуры (см. табл. 4 и 5).
7.13. При групповом натяжении с фиксированной (нерегулируемой) величиной перемещения натяжного устройства обеспечить требуемую точность предварительного напряжения арматуры сложнее, чем при натяжении с регулируемым ходом натяжного устройства или с контролем по показаниям манометра. Поэтому поддержание требуемой точности натяжения арматуры рекомендуется осуществлять по методике, аналогичной установленной для электротермического способа натяжения.
Таблица 18
Значения коэффициента К, применяемые в расчетах удлинения стали при механическом способе натяжения
|
Класс напрягаемой стали |
|||||
|
A-IIIВ |
А-IV Aт-IV |
А-V Aт-V |
А-VI Aт-VI |
Aт-VII |
|
|
400 |
1,00 |
1,00 |
|||
|
450 |
1,03 |
1,00 |
|||
|
500 |
1,17 |
1,17 |
|||
|
550 |
1,35 |
1,00 |
|||
|
600 |
1,45 |
1,00 |
|||
|
650 |
1,02 |
||||
|
700 |
1,07 |
1,00 |
|||
|
750 |
1,00 |
||||
|
800 |
1,01 |
||||
|
850 |
1,04 |
||||
|
900 |
1,08 |
1,00 |
|||
|
950 |
1,00 |
||||
|
1000 |
1,02 |
||||
|
1050 |
1,04 |
||||
|
1100 |
1,08 |
||||
|
1150 |
1,15 |
||||
Таблица 19
Технические характеристики гидродомкратов для натяжения арматуры
|
СМЖ-737 |
СМЖ-738 |
СМЖ-84А |
СМЖ-86А |
|
|
1 |
2 |
3 |
4 |
5 |
|
Максимальное усилие натяжения, кН |
1000 |
630 |
1000 |
25 |
|
Рабочий ход поршня, мм |
320 |
320 |
1120 |
80 |
|
Диаметр арматуры, мм |
28 ... 40 |
5 |
22 ... 36 |
5 |
|
Число одновременно натягиваемых стержней |
1 |
до 24 |
1 |
1 |
|
Установленная мощность, кВт |
- |
- |
7,5 |
2,2 |
|
Рабочее давление, МПа |
40 |
32 |
- |
- |
|
Усилие запрессовки пробки, кН |
- |
270 |
- |
- |
|
Ход поршня запрессовки пробки, мм |
- |
50 |
- |
- |
|
Габариты, мм |
||||
|
длина |
1130 |
830 |
1630 |
2200 |
|
ширина |
380 |
254 |
320 |
620 |
|
высота |
290 |
270 |
350 |
2700 |
|
Масса, кг |
160 |
75 |
550 |
210 |
|
Насосная станция |
СМЖ-737.01 |
СМЖ-737-01 |
СМЖ-83А |
НСР-400М |
Таблица 20
Технические характеристики насосных станций
|
СМЖ-737.01 |
СМЖ-83А |
НСР-400М |
|
|
Привод |
Электрический |
Электрический |
ручной |
|
Производительность, л/мин |
3,2 |
1,6 |
3 и 8 см3 за один двойной ход рукоятки |
|
Вместимость бака, л |
40 |
10 |
10 |
|
Рабочее давление, МПа |
50 |
40 |
40 |
|
Установленная мощность, кВт |
4 |
2,2 |
- |
|
Грузоподъемность лебедки, кг |
- |
100 |
100 |
|
Габариты, мм |
|||
|
длина |
1280 |
900 |
1780 (с рычагом) |
|
ширина |
550 |
590 |
591 |
|
высота |
510 |
2000 |
2200 |
|
Масса, кг |
220 |
136 |
121 |
7.14. Для механического натяжения арматуры применяются гидравлические домкраты (табл. 19), выпускаемые машиностроительными заводами.
Кроме перечисленных в табл. 19 специальных типов гидродомкратов для натяжения арматуры могут применяться и другие типы после их приспособления для этих целей, в частности грузовые гидродомкраты СМЖ-157Б и СМЖ-158Б с ходом поршня 160 мм, максимальным усилием натяжения 1000 и 2000 кН и рабочим давлением 50 МПа.
7.15. Натяжение арматуры диаметром 10 ... 20 мм осуществляется групповым способом либо путем переоборудования захватного устройства.
Для натяжения отдельных арматурных стержней, закрепляемыми с помощью зажимов, домкраты должны быть оборудованы соответствующими приспособлениями.
7.16. Приведение в действие гидродомкратов осуществляется насосными станциями (табл. 20).
7.17. При выборе гидравлического домкрата его тяговое усилие следует принимать на 15 ... 20 % больше проектного усилия натяжения арматуры, что позволяет производить рекомендуемую перетяжку арматуры на 10 % и учитывать коэффициент полезного действия гидродомкрата, равный 0,94 ... 0,96.
7.18. Тяговое усилие домкрата для натяжения арматуры, кН, рекомендуется определять по формуле
Рт = К2nPп/h (8)
где К2 - коэффициент, учитывающий возможную технологическую перетяжку, равный 1,1;
n - количество одновременного натягиваемых стержней или групп стержней;
Рп - проектное усилие натяжения стержня или группы стержней;
h - коэффициент полезного действия гидродомкрата, принимаемый для расчета равным 0,94 ... 0,96.
Ход поршня определяется по формуле:
S = (0,008 ... 0,012)l3, мм (9)
где l3 - длина натягиваемой арматуры между опорными поверхностями временных концевых анкеров, мм.
Теоретическую производительность домкрата можно определить исходя из времени натяжения арматуры и возврата натяжного устройства в исходное положение, с;
t = Sн/Vн + Sн/Vв, (10)
где Sн - длина вытяжки арматуры, которой соответствует рабочий ход натяжного устройства, мм;
Vн, Vв - скорости натяжения арматуры и возврата натяжного устройства в исходное положение, мм/с.
7.19. Для обеспечения требуемой точности натяжения арматуры применяемые домкраты должны быть проградуированы. Градуировку необходимо производить с помощью образцовых динамометров класса 0,5 ... 1,0 не реже 1 раза в шесть месяцев.
7.20. Градуировать домкраты следует с теми же манометром и насосной станцией, которые будут эксплуатироваться в производственных условиях. Манометры домкрата должны быть предварительно поверены.
Перед градуировкой необходимо 3 ... 5 раз опрессовать насосную станцию, манометр и домкрат под давлением, превышающим на 10 % максимальное давление, указанное в паспорте домкрата и насосной станции. Опрессовочное давление следует выдерживать каждый раз не менее 5 мин. Допускаемое при этом падении давления должно составлять не более 2 ... 3 % опрессовочного.
У домкрата, установленного для градуирования, поршень должен быть смещен от крайнего положения на 1/5 своего хода.
Поднимать давление в цилиндре домкрата рекомендуется ступенями около 0,1 номинального. Окончательные результаты градуировки оформляют в виде таблиц и графиков как среднее арифметическое из трех показаний следующих друг за другом одинаковых нагружений. Таблицы и графики должны содержать соотношения между величиной давления по показаниям манометра и усилиями натяжения по образцовому динамометру.
7.21. Натяжения арматуры с контролем по показаниям манометра с целью исключения влияния непостоянства сил внутреннего трения домкрата следует производить методом прямого и обратного хода. Для этого поднимают давление масла в цилиндре домкрата до значения q1, на 3 ... 10 % больше подсчитанного по площади поршня F, без учета сил трения. Постепенно выпуская масло из цилиндра, фиксируют величину давления при которой начинается перемещение поршня в обратном направлении (не более 1 % задаваемого удлинения). Фактическое усилие натяжения арматуры определяется по формуле
![]() (11)
(11)
7.22. Рекомендуется контроль величины усилия натяжения по показаниям манометра дублировать контролем величины удлинения арматуры, которое не должно отличаться от расчетного при данном усилии натяжения более чем на 10 %. Если расхождение составит более 10 %, необходимо выявить и устранить причины этого, лишь затем продолжить натяжение.
7.23. При использовании гидравлических домкратов для натяжения арматуры цена деления шкалы манометра не должна превышать 1/20 величины измеряемого давления. Максимальное давление, на которое рассчитан манометр, не должно превышать измеряемое давление более чем в 2 раза.
Выбирать манометры для гидравлических домкратов рекомендуется по табл. 21.
7.24. При натяжении арматурного элемента домкрат должен быть расположен так, чтобы его ось совпадала с осью арматуры или захвата на ней. Несовпадение осей может вызвать перенапряжение стали и искажение величины натяжения, а иногда и обрыв арматуры.
7.25. Натяжение арматуры разрешается производить только в присутствии технического персонала, осуществляющего операционный контроль. Данные контроля заносят в регистрационный журнал. При натяжении с контролем удлинений с фиксированным падающим стопором присутствие технического персонала не требуется.
Таблица 21
Характеристика гидравлических манометров
|
Цена деления шкалы, МПа, приборов классов |
|||
|
1,0 |
1,5 |
2,5 |
|
|
2,5 |
0,02 |
0,05 |
0,05 |
|
4,0 |
0,05 |
0,1 |
0,1 |
|
8,0 |
0,05 |
0,1 |
0,1 |
|
10,0 |
0,1 |
0,1 |
0,2 |
|
16,0 |
0,8 |
0,5 |
0,5 |
|
25,0 |
0,2 |
0,5 |
0,5 |
|
40,0 |
0,5 |
1,0 |
1,0 |
|
60,0 |
0,5 |
1,0 |
1,0 |
7.26. Натяжение арматуры на упоры стендов и форм рекомендуется производить групповым способом одним домкратом требуемой мощности имеющим необходимый ход поршня. При отсутствии домкрата соответствующей мощности допускается одновременное натяжение арматуры несколькими домкратами.
7.27. При натяжении арматуры несколькими домкратами необходимо выполнять следующие требования:
применять домкраты только одного типа и с одинаковой технической характеристикой;
домкраты должны устанавливаться симметрично относительно равнодействующей усилий натяжения с отклонениями в пределах ±10 мм;
домкраты должны присоединяться к одной насосной станции, оснащенной манометром для измерения давления.
8. НАТЯЖЕНИЕ АРМАТУРЫ ЭЛЕКТРОТЕРМИЧЕСКИМ СПОСОБОМ
8.1. Сущность электротермического способа натяжения арматуры заключается в том, что арматурные заготовки, нагретые электрическим током до требуемого удлинения, фиксируются в таком состоянии в жестких упорах, которые препятствуют укорочению арматуры при остывании. Благодаря этому в арматуре возникают заданные напряжения.
Нагрев арматурных заготовок производится электрическим током большой плотности. Арматурные заготовки предназначенные для натяжения их на упоры форм, поддонов или коротких стендов, снабжаются по концам временными анкерами, расстояние между опорными плоскостями которых на заданную величину меньше расстояния между наружными гранями упоров. Удлинение заготовок при электронагреве должно обеспечивать свободную укладку их в нагретом состоянии в упоры (рис. 17).
8.2. Натяжение стержневой и проволочной арматуры электротермическим способом может производиться на формах, поддонах и т.п., а ее нагрев - вне или на месте натяжения. Рекомендуется осуществлять нагрев арматуры вне формы. В обоих случаях нагрев арматуры должен осуществляться с помощью специальных установок в соответствии с требованиями пп. 8.1.16 ... 8.1.18.
8.3. Изготовление предварительно напряженных многопустотных панелей и плит перекрытий сплошного сечения рекомендуется осуществлять с заготовкой и натяжением электротермическим способом стержневой арматурной стали классов А-V ... Aт-VI на автоматизированных линиях в соответствии с разделам 9.
8.4. При электротермическом способе натяжения во избежание снижения условного предела текучести и временного сопротивления нагреваемой арматуры температура нагрева не должна превышать величин, указанных в табл. 22.
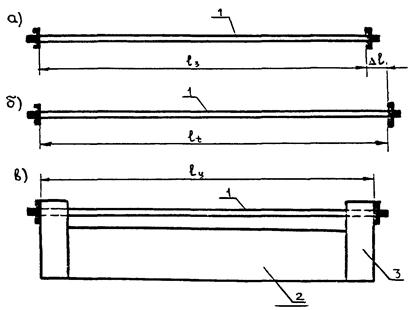
Рис. 17. Схема последовательности электротермического натяжения арматуры
а - стержень до нагрева; б - нагретый стержень; в -
стержень в упорах формы после остывания;
1 - арматурный стержень; 2 - форма; 3 - упор
Время нагрева в пределах 0,5 ... 10 мин не оказывает существенного влияния на свойства как горячекатанной, так и термически упрочненной арматурной стали. Однако с целью повышения производительности труда и уменьшения расхода электроэнергии рекомендуется принимать время нагрева 1 ... 3 мин.
Время нагрева высокопрочной проволоки влияет на механические характеристики этой стали. При длительном нагреве механические характеристики понижаются более, чем при кратковременном. Поэтому время нагрева проволочной арматуры не должно превышать величин, указанных в табл. 22.
Таблица 22
Рекомендуемые и максимально допустимые температуры и время электронагрева арматурной стали
|
Температура электронагрева, °С |
Рекомендуемое время нагрева, мин |
||
|
рекомендуемая |
максимально допустимая |
||
|
А-IV, Aт-IVС и А-V |
400 |
500 |
0,5 - 5,0 |
|
А-VI |
450 |
500 |
|
|
Aт-V, Aт-VI, Aт-IVК, Aт-VК, Aт-VII |
400 |
450 500х |
|
|
A-IIIв и Aт-IIIС |
350 |
450 |
|
|
В-II, Вр-II Æ 4 мм |
- |
350 |
0,1 - 0,5 |
|
Æ 5 мм |
- |
400 |
0,1 - 0,8 |
|
Æ 6 мм |
- |
450 |
0,1 - 1,0 |
Примечание
х) При необходимости
увеличения предварительного напряжения электротермическим способом стали
классов Aт-V и Aт-VК до 850 Н/мм2, Aт-VI - до 900 Н/мм2 и
Aт-VII - до 1000 Н/мм2 можно повысить максимально допустимые
температуры электронагрева стали этих классов до 500 °С при
автоматизированной технологии натяжения и контроле температуры нагрева, а также
ограничении коэффициента условия работы высокопрочной стали ![]() ≤ 1,0 см. п. 2.5
«Рекомендаций по применению в железобетонных конструкциях эффективных видов
стержневой арматуры», п. 3.13 СНиП 2.03.01 и Рекомендаций
по технологии автоматизированной заготовки и натяжения высокопрочной стержневой
арматуры пустотных настилов».
≤ 1,0 см. п. 2.5
«Рекомендаций по применению в железобетонных конструкциях эффективных видов
стержневой арматуры», п. 3.13 СНиП 2.03.01 и Рекомендаций
по технологии автоматизированной заготовки и натяжения высокопрочной стержневой
арматуры пустотных настилов».
Температура нагрева должна контролироваться по удлинению стали.
Допускается также использовать для контроля температуры термопары, термокарандаши и другие приборы, обеспечивающие измерение температуры с максимальной ошибкой не более ±20 °С и не препятствующие осуществлению технологических операций по нагреву и натяжению арматуры.
8.5. При натяжении стержневой арматуры классов и марок, указанных в п. 4.1, электротермическим способом величина ssp + p не должна приниматься более предела текучести (s0,2 или sт) арматуры, где р - предельное допустимое отклонение величины ssp, значения которого для изделий различной длины указаны в табл. 23.
При натяжении электротермическим способом арматуры из высокопрочной проволоки класса Вр-II величина ssp + p должна приниматься не более 0,7 от предела текучести (s0,2) арматуры.
8.6. Величины ssp и р необходимо указать на рабочих чертежах изделия.
При применении стержневой проволочной арматуры на рабочих чертежах изделий должна быть указана также учтенная в расчете температура нагрева этой арматуры при натяжении.
8.7. В арматуре, которая натягивается на упоры электротермическим способом, не учитываются потери предварительного напряжения от деформации концевых анкеров и форм, так как они должны быть учтены при определении длины арматурной заготовки и величины полного удлинения арматуры.
Если неблагоприятным фактором является снижение предварительного напряжения арматуры по сравнению с заданной величиной (расчет жесткости, трещиностойкости и ширины раскрытия трещин зоны, в которой расположена заданная напряженная арматура, и т.д.), то значение γsp вычисляется по формуле
![]() (12)
(12)
где γsp - не более 0,9;
n - количество стержней арматуры в элементе конструкции (в ребре плиты, в поясе фермы и т.п.).
Таблица 23
Допустимые отклонения предварительного напряжения от заданного
|
Длина изделия lu, м |
Верхнее и нижнее отклонение ±р, Н/мм2, заданного предварительного напряжения арматуры |
|
5 |
±100,0 |
|
6,5 |
±80,0 |
|
9,5 |
±70,0 |
|
13 |
±60,0 |
|
16 |
±55,0 |
|
19 |
±50,0 |
|
25 и более |
±45,0 |
Примечания:
1. При изготовлении нескольких изделий, расположенных в одну линию с арматурой, проходящей через все эти изделия величина lu принимается равной суммарной длине изделий на линии.
2. При промежуточных значениях lu величина р определяется по линейной интерполяции.
Если неблагоприятным фактором является превышение предварительного напряжения арматуры по сравнению с заданной величиной (расчет прочности при действии сил обжатия зоны сечения, в которой расположена данная напряженная арматура, расчет трещиностойкости противоположной по высоте сечения зоны и т.п.), то значение γsp вычисляется по формуле
![]() (13)
(13)
где γsp не менее 1,1. При вычислении γsp принимается верхнее предельное отклонение р (см. табл. 23).
8.9. Величина предварительного напряжения при электротермическом способе натяжения достигается путем обеспечения заданного удлинения арматуры Dl0 величина которого определяется по формуле
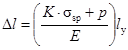 (14)
(14)
где Еs - начальный модуль упругости см. табл. 4 и 5), Н/мм2;
lу - расстояние между наружными гранями упоров на форме, поддоне или стенде, мм;
К - коэффициент учитывающий упругопластические свойства стали и определяемый согласно данным табл. 24,
р - предельно допускаемое отклонение величины предварительного напряжения арматуры от заданного, принимается по табл. 23, Н/мм2.
Таблица 24
Значения коэффициента К
|
Коэффициент К для сталей классов |
||||||
|
А-IV марок 20ХГ2Ц, 20ХГ2Т |
А-IV марки 80С, Aт-IVК, Aт-IVC, Aт-IV |
A-IIIВ |
А-V, Aт-V, Aт-VК, Aт-VСК |
Aт-VI, А-VI, Aт-VIК |
Aт-VII, Вp-II |
|
|
400 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
|
500 |
1,05 |
1,0 |
1,05 |
1,0 |
1,0 |
1,0 |
|
600 |
1,15 |
1,2 |
1,2 |
1,05 |
1,0 |
1,0 |
|
700 |
- |
- |
- |
1,1 |
1,05 |
1,0 |
|
800 |
- |
- |
- |
1,15 |
1,1 |
1,05 |
|
900 |
- |
- |
- |
- |
1,2 |
1,1 |
Примечания:
1. Промежуточные значения К принимаются по линейной интерполяции.
2. Значения коэффициента К
приведены с учетом эффекта упрочнения при ![]() и округлены до 0,05.
и округлены до 0,05.
8.10. Величина полного удлинения арматуры при ее электронагреве определяется по формуле
Dlп = Dl0 + Dlc + Dlj + Dlн + Ct, (15)
где Dlc - величина смещения губок инвентарных зажимов относительно корпуса, деформации шайб под высаженными головками, смятие высаженных головок, опрессованных шайб и т.п., мм;
Dlj - продольная деформация формы, поддона или стенда, мм;
Ct - дополнительное удлинение, обеспечивающее свободную укладку арматурного стержня в упоры с учетом остывания при переносе, принимается не менее 0,5 мм на 1 м длины арматуры, мм;
Dlн - остаточная деформация возникающая вследствие нагрева высокопрочной проволоки определяемая по формуле
Dlн = 5 × 10-6(tp - 300)ly, (16)
где ly - расстояние между наружными гранями упоров на формах, поддонах и инвентарных стендах, мм;
tp - заданная температура нагрева, °С.
При tp, равной или меньше 300 °С, Dlн = 0. Для стержневой арматуры всех классов и марок, указанных в п. 4.1 Dlн = 0.
Значения величин Dlc, Dlj, Ct определяются в каждом случае опытным путем исходя из конкретных условий производства.
Допускается при предварительных расчетах принимать величину Dlc для изделий длиной примерно 6 м суммарно на оба анкера:
Dlc = 2m × ssp (17)
где m = 0,002 мм3/Н для анкеров типа «обжатая обойма»;
m = 0,003 мм3/Н для анкеров типа «высаженная головка».
При применении временных концевых анкеров для стержневой арматуры в виде инвентарных зажимов НИИЖБ значение Dlc допускается определять в соответствии с данными табл. 13 по формуле
Dlc =2d,
где d - смещение губок зажима относительно его корпуса, мм.
Сближение упоров формы Dlj на уровне центра тяжести напрягаемой арматуры после натяжения всей арматуры должно указываться в рабочих чертежах формы и проверяться опытным путем при натяжении арматуры.
Для предварительных расчетов при длине изделий 6 ... 12 м величину Dlj допускается принимать:
1 ... 3 мм - для форм с жесткими упорами;
3 ... 4 мм - для форм с поворотными упорами.
8.11. Для свободной укладки напрягаемой стержневой и проволочной арматуры в упоры форм, поддонов или стендов величина полного удлинения арматуры Dlп должна приниматься равной или меньшей, чем удлинение от температуры в результате нагрева ее до заданной температуры Dlt, которое вычисляется по формуле
Dlt = (tp – tо)lк × a (18)
где tp - заданная температура нагрева, которую следует, как правило, принимать равной рекомендуемой температуре нагрева (см. табл. 22), °С;
tо - температура окружающей среды, °С;
lк - расстояние между токопроводящими контактами (длина нагреваемого участка арматуры), мм;
a - коэффициент линейного расширения стали (табл. 25).
Величина температуры, требуемая для нагрева и натяжения арматуры до заданного напряжения, определяется по формуле
![]() (19)
(19)
Таблица 25
Коэффициенты линейного расширения стержневой и проволочной арматуры
|
Коэффициенты линейного расширения арматуры a × 106, °С |
|||
|
горячекатаной классов А-IV, А-V и A-IIIВ |
термомеханически упрочненной классов Aт-IV, Aт-V и Aт-VI |
высокопрочной проволоки класса Вр-II, В-II |
|
|
20 - 300 |
13,2 |
12,5 |
13,0 |
|
20 - 350 |
13,5 |
13,0 |
13,4 |
|
20 - 400 |
13,8 |
13,5 |
13,8 |
|
20 - 450 |
14,2 |
14,0 |
14,1 |
|
20 - 500 |
14,5 |
- |
14,5 |
8.12. Нагрев заготовок арматуры производят на специальных установках с целью увеличения их длины на данную величину, которая позволяет уложить их свободно в упоры форм, поддонов или стендов.
8.13. Установки для нагрева стержневой арматуры рассчитываются в зависимости от размеров стержней (диаметра и длины) и вида стали на одновременный нагрев одного или нескольких стержней. При производстве изделий длиной около 6 м с напрягаемой арматурой диаметром 10 ... 16 мм, как правило, следует нагревать одновременно все стержни изделия.
Для изделий длиной 12 м и более с напрягаемой арматурой диаметром свыше 16 мм обычно нагревают 1 или 2 стержня.
8.14. Установки располагаются, как правило, вне формы и поддона и состоят из двух контактных опор, одной или нескольких промежуточных опор для предохранения арматуры от провисания и преобразователей тока. Одна из контактных опор должна быть подвижной и обеспечивать свободное удлинение нагреваемых стержней без перемещения их в контактах. Контроль теплового удлинения должен осуществляться с погрешностью не более ±1 мм.
Нагрев заготовок высокопрочной проволоки рекомендуется производить вблизи от форм, над формами или изолированно непосредственно в формах. Это позволяет сократить время от нагрева до укладки нагретой заготовки в упоры.
8.15. Нагревательные установки должны обеспечивать плотность прижима токопроводящих контактов к арматуре. Усилие прижима на один контакт должно составлять не менее 1000 Н для стали диаметром 10 ... 14 мм, не менее 2000 Н для стержней больших диаметров и не менее 500 Н для проволоки диаметром 8 мм. Недостаточно плотный прижим контакта к арматуре может привести к местному перегреву, вредно отражающемуся на ее прочности.
Плотность прижима контакта к арматуре должна обеспечиваться принудительно пневматическими или электромагнитными устройствами, эксцентриками или грузами.
Контакты должны быть раздвижными и состоять из токопроводящей и прижимных губок.
Ширина губок принимается в зависимости от конструкции нагревательной установки, но не менее двух диаметров нагреваемого стержня и пяти диаметров нагреваемой проволоки. Применение контактов без принудительного прижима нагреваемых стержней не допускается.
8.16. Во избежание перегрева арматуры контроль температуры и ее ограничение являются обязательными. Контроль и ограничение температуры нагрева арматуры рекомендуется осуществлять по ее удлинению. Не допускается одновременный нагрев нескольких стержней разного диаметра при последовательной схеме их включения.
8.17. Нагрев стержней арматуры рекомендуется осуществлять на возможно большем участке так, чтобы место защемления арматуры в токопроводящих контактах находились по возможности вне габаритов изделий.
Рекомендуется также, где возможно, осуществлять токопровод через торцевые плоскости анкеров. Это исключает возможность поджогов стержней и позволяет нагревать стержни арматуры по всей их длине.
При использовании горячекатаной арматуры стали классов А-IV, А-V и термомеханически упрочненной стали классов Aт-IV, Aт-V в таких изделиях, как пустотные панели, плиты покрытий пролетом 6 м, а также опоры ЛЗП и т.д., допускается при нагреве арматуры оставлять ненагретые концы такой длины, чтобы места защемления стержней в токопроводящих контактах нагревательной установки находились внутри изделия на расстоянии не более чем 30 см от его торцов.
Повторный нагрев стержней арматуры не рекомендуется, но в случае необходимости может быть допущен только после полного ее остывания и до температуры, не превышающей рекомендуемую (см. табл. 22).
8.18. Нагрев термомеханически упрочненной арматуры классов Aт-VI и Aт-VII допускается производить на установках по одному или несколько стержней одного диаметра одновременно при условии обязательного контроля величины удлинения каждого стержня в отдельности. Для этого рекомендуется оснастить установку механизмами принудительной подтяжки каждого стержня или подвижной контактной группы пневмоцилиндром, грузом, пружиной и т.п. для повышения точности контроля удлинения в процессе нагрева (см. приложение 8 и раздел 9).
8.19. Для выбора типов, количества и схемы соединения преобразователей тока для электронагрева арматуры необходимо определить требуемую силу тока, напряжение и мощность (см. приложение 9).
Количество и схему соединения трансформаторов следует подбирать из условия обеспечения требуемой силы тока и напряжения. Мощность, получаемая по расчету, должна быть всегда меньше полезной номинальной мощности трансформаторов.
8.20. Для нагрева арматуры рекомендуется применять сварочные трансформаторы и трансформаторы для электронагрева бетона (см. табл. 2 в приложении 9). Сварочные трансформаторы могут применяться как по одному, так и по два при параллельном или последовательном соединении в зависимости от требуемых силы тока и напряжения.
8.21. Для обеспечения требуемой точности предварительного напряжения арматуры необходимо, чтобы предельные отклонения фактического удлинения натянутой арматуры от расчетного не превышали значений, приведенных в табл. 26.
Эти значения могут быть выдержаны, если установка упоров на формах, поддонах или стендах, а также установка или образование на концах арматурных заготовок временных анкеров осуществляется с применением жестких шаблонов.
Таблица 26
Допускаемые предельные отклонения фактического удлинения натянутой арматуры от расчетного
|
Предельные отклонения удлинения арматуры от расчетного Dl0, мм |
|||
|
при контроле упоров форм и заготовок по шаблону |
при контроле упоров форм и арм. заготов. путем измерений |
||
|
верхнее |
нижнее |
||
|
5 |
0 |
-4 |
±2 |
|
6,5 |
0 |
-4 |
±2 |
|
9,5 |
0 |
-6 |
±3 |
|
13 |
0 |
-7 |
±3,5 |
|
16 |
0 |
-8 |
±4 |
|
19 |
0 |
-9 |
±4,5 |
|
25 и более |
0 |
-10 |
±5 |
Примечания:
1. При промежуточных значениях ly, отличающихся более чем на 0,5 м от указанных, величины предельных отклонений Dl0 определяются по линейной интерполяции.
2. Приведенные значения предельных отклонений даны с доверительной вероятностью 0,95.
8.22. Нижнее предельное отклонение фактического удлинения натянутой арматуры от расчетного удлинения натянутой арматуры соответствует допуску Дx, который равен
д = dy + dз.
где dу - допуск, установленный на размер ly (расстояние между опорными поверхностями упоров форм);
dз - допуск, установленный на размер lз (расстояние между опорными поверхностями временных концевых анкеров арматурных заготовок).
____________
х) Допуском данной величины называется разность между ее наибольшим и наименьшим допускаемыми значениями.
Рекомендуется применять dy » dз. При соответствующем обосновании разрешается принимать соответствие между dy и dз, отличное от указанного выше, при условии, что сумма их абсолютных величин не должна превышать значений, указанных в табл. 23.
8.23. В начальный период освоения производства данного изделия по принятой величине Dl0 производят подготовку и натяжение серии стержней с проверкой величины предварительного напряжения в них после остывания.
Измерения предварительных напряжений рекомендуется производить на нескольких формах на возможно большем числе стержней или прутков проволоки в каждой форме.
По результатам измерений корректируют величину Dl0 изменяя длину арматурных заготовок таким образом, чтобы фактические величины предварительных напряжений не выходили за пределы отклонений, указанных в табл. 23.
В дальнейшем систематический заводской контроль величины натяжения арматуры заключается в проверке соблюдения окончательно принятых размеров ly, lз, Dlj, Dlc и выборочном непосредственном контроле величины предварительного напряжения.
Измерение предварительного напряжения арматуры производят методами и средствами, указанными в 10-м разделе.
9. АВТОМАТИЗИРОВАННЫЕ СПОСОБЫ ЗАГОТОВКИ, УСТАНОВКИ И НАТЯЖЕНИЯ АРМАТУРЫ
Электротермический способ натяжения стержневой арматуры
9.1. Автоматизированная технология заготовки и натяжения высокопрочной стержневой арматуры может быть использована при изготовлении предварительно напряженных плит пустотного настила, аэродромно-дорожных плит покрытий, стоек ЛЭП и других конструкций, армированных высокопрочной стержневой арматурной сталью классов Aт-V, Aт-VI и А-V в соответствии с п. 2.1, заготовка и натяжение которых на упоры форм осуществляется на автоматизированных линиях типа ДМ-2 (рис. 18).
9.2. Применение линий типа ДМ-2 в зависимости от используемых средств транспортирования форм или поддонов (цепной конвейер, транспортная тележка и др.) или перемещение самой линии может быть осуществлено при агрегатнопоточной, полуконвейерной или конвейерной технологических схемах изготовления предварительно напряженных железобетонных изделий, а также на коротких стендах.
9.3. Дополнительные требования к формам, связанные с применением автоматизированной технологии заготовки и натяжения высокопрочной стержневой арматуры, приведены в пп. 9.4 ... 9.7.
9.5. Допускается применение форм с откидными бортами. В этом случае горизонтальные механизмы фиксации форм и измерения расстояния между упорами следует заменять вертикальными.
9.6. Упоры на поддонах должны быть вилочного типа со съемными пластинами из конструкционной стали Ст45 по ГОСТ 1050 с закалкой до твердости HRC = 45 - 50.
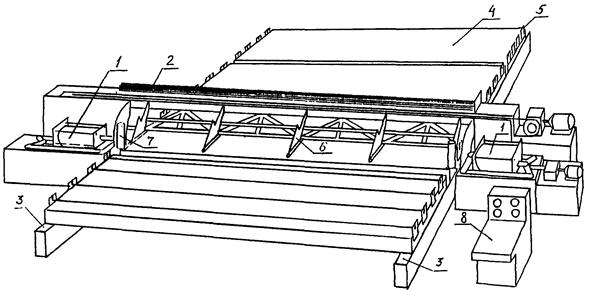
Рис. 18. Автоматизированная линия ДМ-2
1 - механизм высадки; 2 - питатель; 3 - цепной конвейер; 4 - поддон; 5 - упор поддона; 6 - направляющие; 7 - досылатель; 8 - пульт управления
Таблица 27
Размеры анкерных головок, опорных пластин на упорах форм и губок механизма высадки
|
d1, мм |
Размеры, мм |
||||||||||
|
губки |
опорные пластины |
анкерные головки |
|||||||||
|
R1 |
R2 |
R3 |
d1 |
B |
R |
R4 |
R5 |
R6 |
d2 |
||
|
10 |
11,9 |
|
|
2 |
2d ± l |
12 |
2 |
6 |
2 |
2 |
1,8d ± 2 |
|
12 |
13,8 |
|
|
2 |
2d ± 2 |
14 |
2 |
7 |
2 |
2 |
1,8d ± 2 |
|
14 |
16,5 |
|
|
3 |
2d ± 3 |
17 |
3 |
8,9 |
3 |
3 |
1,8d ± 2 |
Примечание. Обозначения см. на рис. 19.
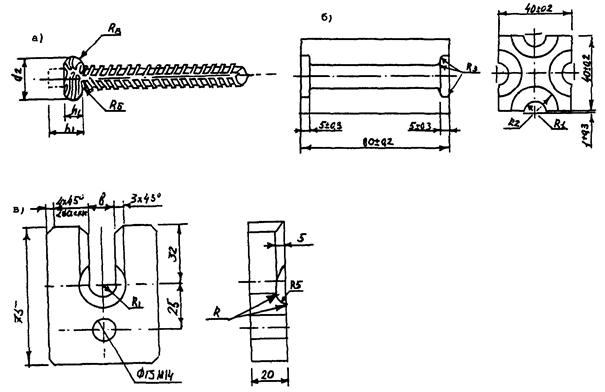
Рис. 19. Анкерная головка (а), губка (б) и накладная пластина (в)
9.7. Опорные пластины следует выполнять для арматурной стали каждого диаметра с размерами указанными в табл. 27 и рис. 19.
Упоры на поддонах оборудуют защитными козырьками.
9.8. Формы или поддоны подаются на линию заготовки, укладки и натяжения арматуры после обрезки напрягаемой арматуры, снятия готовых изделий, чистки и смазки форм. Допускается производить смазку форм в процессе их перемещения на транспортном устройстве линии ДМ-2.
9.9. В качестве транспортных средств линий типа ДМ-2 рекомендуется применять:
- при агрегатно-поточной технологии - цепной конвейер, снабженный механизмом ориентации. Длина конвейера устанавливается в зависимости от условий привязки линии к технологическому потоку цеха, но не должна быть менее ширины четырех форм;
- при конвейерной и полуконвейерной технологиях - цепной конвейер, снабженный механизмом передачи и ориентации форм, транспортную тележку или передаточную платформу.
Примечание. При привязке линий типа ДМ-2 к существующим конвейерным линиям рекомендуется перемещение самой линии ДМ-2 в направлении, поперечном относительно положения форм на конвейере.
9.10. При стационарном расположении линии ДМ-2 и конвейерной или полуконвейерной технологиях передача нагретых стержней в упоры форм с помощью автоматических манипуляторов или роботов допускается при условии:
- автоматического измерения расстояния между упорами формы;
- продолжительности транспортирования и укладки одного стержня в упоры не более 20 с.
9.11. Предельные отклонения от проектного положения форм на транспортном устройстве в продольном и поперечном направлениях в месте их фиксации не должны превышать ±1 мм. Для обеспечения требуемого положения форм на линии ДМ-2 производится их ориентация специальными устройствами.
9.12. Ориентация форм при агрегатно-поточной схеме, с подачей их краном на транспортер линии ДМ-2, производится в следующей последовательности:
поддон опускается краном на транспортер линии ДМ-2 между рамами механизма ориентации;
рамы механизма ориентации поддонов с помощью привода устанавливаются в вертикальном положении;
транспортер линии ДМ-2 включается и форма перемещается в механизме ориентации до остановки поддона правой и левой упорными пластинами механизма ориентации (при работающем транспорте);
транспортер линии ДМ-2 останавливается, рамы механизма ориентации возвращаются в исходное положение.
9.13. Ориентацию форм при полуконвейерной технологической схеме, с подачей их на приемный стол транспортера линии ДМ-2 конвейером, рекомендуется осуществлять в следующей последовательности:
приемный стол транспортера линии ДМ-2 с помощью пневмоцилиндров поднимается до уровня конвейера подготовки форм;
форма конвейером подготовки передвигается на приемный стол транспортера линии ДМ-2 до упора в толкатель;
форма механизмом толкателя перемещается в обратном направлении до упора в фиксирующий ролик;
приемный стол транспортера линии ДМ-2 опускается в исходное положение, устанавливая ориентированную форму на транспортер линии ДМ-2.
9.14. Отбор стержней из пакета рекомендуется производить посредством захвата одного конца стержня с последующим отделением его по всей длине от пакета.
9.15. При применении линии типа ДМ-2 и ее модификаций выполнение операций отбора стержней из пакета в зависимости от конструкции механизма отбора может осуществляться посредством отбора стержня из пакета арматуры, лежащего на неподвижном приемном бункере, путем перемещения механизма захвата, который своим обратным ходом перемещает конец стержня в зону действия подвижного ролика отсекателя.
9.16. Рекомендуемым типом питателя является «механическая рука» с продольным отсекателем, который при необходимости ускорения технологического цикла следует дополнительно оснащать поперечными толкателями.
9.17. Перед загрузкой стержней в приемный бункер питателя следует проверить соответствие их длины и убрать гнутые прутки или немеры.
9.18. В неподвижный приемный бункер рекомендуется загружать не более 250 стержней, концы которых максимально приближают к торцевому борту бункера.
9.19. При применении питателя типа «поворотная платформа с продольным отсекателем» количество стержней, загружаемых в бункер питателя, не должно превышать 80 шт., а поворотный бункер питателя рекомендуется снабжать двумя прижимами ограничителями в середине и торце бункера.
9.20. Измерение расстояния между опорными поверхностями упоров на поддонах форм производится для обеспечения длины заготовки арматуры под размер каждой пары упоров и соответствующего уменьшения изменчивости величины предварительного напряжения в 2 раза по сравнению со значениями, приведенными в табл. 20.
9.21. Измерение расстояния между опорными поверхностями каждой пары упоров следует производить в следующей последовательности (рис. 20):
поддон транспортером линии ДМ-2 перемещается к механизму фиксации до срабатывания концевого выключателя транспортера;
пара упоров поддона с помощью фиксатора устанавливается по оси замера;
левый щуп (одновременно с перемещением левого фиксатора) толкателя механизма замера, огибая защитный козырек, опускается до положения, ограничиваемого регулировочным приспособлением;
подвижная каретка перемещается, и посредством механической связи с кареткой правый щуп замера, огибая защитный козырек, опускается до жесткого контакта с опорной частью упора поддона;
при последующем перемещении подвижной каретки производится перемещение поддона по оси замера до жесткого контакта левого щупа замера с упором поддона;
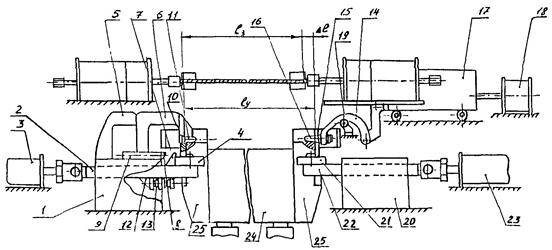
Рис. 20. Схема замера расстояния между упорами на форме (линия ДМ-2)
1 - неподвижная станина; 2, 22 - подвижная станина; 3, 18,
23 - пневмоцилиндры; 4, 21 - ролики фиксатора; 5 - толкатель;
6 - левый криволинейный рычаг; 7 - фиксатор; 8 - регулировочное приспособление;
9 - ползун; 10, 15 - щупы; 11, 16 - фиксационные штыри;
12 - упор левого рычага; 13 - регулировочное приспособление; 14 - правый
криволинейный рычаг; 17 - подвижная каретка;
19 - ролик; 20 - неподвижная станина; 24 - поддон; 25 - упор
одновременно стержень упорной пластиной подвижной каретки передвигается в механизме резки до заданного размера, соответствующего расстоянию между опорными поверхностями данной пары упоров формы, которое определяется жестким контактом системы щуп - форма - щуп.
9.22. Система измерения расстояния между опорными поверхностями упоров должна обеспечить допускаемые предельные отклонения не более ±1 мм.
9.23. Для обеспечения безотказной работы механизма измерения механизм ориентации поддонов следует отрегулировать так, чтобы левый и правый фиксаторы после захвата упора имели зазор не менее 10 мм между ограничителями фиксатора и упором поддона.
9.24. Высадка анкерных головок производится одновременно с обеих концов стержня двухпозиционными самоцентрирующимися механизмами высадки головок в специальных формообразователях.
Допускается использовать в качестве формообразователей торцевые части зажимных губок в случае, если они изготавливаются из жаропрочной нержавеющей стали типа 20Х17Н2 и имеют форму торцов, соответствующую формообразователям головок.
9.25. Укладку стержней в зажимные губки механизмов высадки необходимо выполнять так, чтобы их концы выступали за торцы формообразующих матриц или губок на величину 2,4d ± 2 мм, где d - номинальный диаметр стержня.
9.26. Во избежание перекосов перед зажатием концы стержней фиксируются относительно пазов губок ловителей.
9.27. Рекомендуется:
высадку головок производить в два этапа (на первом этапе высадочный электрод при включенном токе поджимается к торцу стержня и производится нагрев с оплавлением торца; на втором этапе, собственно при высадке головки, ее горячая штамповка (высадка) производится при выключенном токе или путем импульсивного нагрева при максимальном усилии;
высадку головок после оплавления торцов стержней начинать при перемещении электрода на 2 ... 4 мм с независимым включением правого и левого пневмоцилиндра высадки;
температуру нагрева концов стержней под высадку принимать в пределах 900 ± 50 °С, а продолжительность - 3 ... 6 с для арматуры диаметром 10 ... 14 мм и регулировать величиной тока и усилием прижатия торцевого электрода;
усилие прижатия торцевого электрода при нагреве концов стержней диаметром 10 ... 14 мм принимать в пределах 15 ... 20 кН, а при высадке - 45 ... 60 кН;
соотношение между усилием высадки и усилием зажима стержня в зажимных губках с целью исключения проскальзывания концов стержня принимать не более 1/3;
не допускать смещения опорных поверхностей элементов формообразующих матриц или зажимных губок со стороны высадки более чем на 1 мм;
избегать поджогов в контактах, для чего зачищать контактные губки не реже 1 раза в смену металлическими щетками;
выполнять ограничительный борт бункера питателя со стороны, противоположной устройству для мерной резки, с насечкой, поверхность которой обеспечивает зачистку торцов стержней при их передаче на механизм резки;
форму поверхности токопроводящих контактов принимать в соответствии с положениями Инструкции СН 393.
9.28. Готовые временные концевые анкеры в виде высаженных головок должны отвечать следующим требованиям:
опорная поверхность высаженной головки должна быть симметрична относительно оси стержня;
ширина выступа должна быть равна 0,4d + 2 мм, а высота головки h = 1d ... 1,2d.
9.29. Оптимальные размеры высаженных головок и зажимных губок для арматуры диаметром 10 ... 14 мм приведены в табл. 27.
9.30. Прочность высаженных головок должна отвечать требованиям п. 6.34. В случае, если эти требования не выполняются, необходимо провести переналадку устройства высадки с целью обеспечения установленной нормируемой прочности высаженных головок.
9.31. Контактный электронагрев арматуры производится по всей длине стержней с подводкой тока через те же контактные губки, что и при высадке головок, с одновременным растяжением арматуры с усилием не менее 4 кН с помощью специального пневмоцилиндра.
9.32. Включение трансформатора контактного электронагрева необходимо выполнять в момент окончания нагрева стержня для высадки головок.
9.33. Температуру контактного электронагрева высокопрочной арматурной стали на линиях типа ДМ-2 рекомендуется принимать в соответствии с табл. 22. При изготовлении предварительно напряженных изделий, рассчитываемых по трещиностойкости, т.е. по предельным состояниям второй группы по СНиП 2.03.02 (например, плит ПАГ) и в случаях, разрешаемых проектом на изделие, с целью повышения величины преднапряжения допускается повышение температуры электронагрева до 480 ± 20 °С.
9.34. Мощность трансформаторов для электронагрева рекомендуется подбирать таким образом, чтобы время нагрева одного стержня длиной 6 м и диаметром 10 ... 14 мм было не более 10 ... 20 с.
9.35. Температура контактного электронагрева контролируется по удлинению бесконтактным концевым выключателем и фиксируется перемещением флажка подвижного устройства для высадки головок и электронагрева относительно неподвижной станины правой головки.
9.36. Регулировка температуры электронагрева и соответствующего удлинения производится путем перестановки концевого выключателя на неподвижной станине.
9.37. Принудительную укладку стержней в упоры форм производит с помощью двух вертикальных досылателей, приводимых в движение пневмоцилиндрами.
Рабочий цикл действия устройства для принудительной укладки стержней в упоры форм регулируется так, чтобы начало выполнения этой операции совпало с раскрытием контактных губок, а окончание - с перемещением обоих концов стержней в упоры; весь цикл укладки длится не более 3 с.
9.38. При изготовлении предварительно напряженных изделий с двухрядным армированием для принудительной укладки арматуры в поддоны рекомендуется применять специальное устройство.
9.39. При монтаже и наладке линии необходимо тщательно установить направляющие механизмов укладки. Зазор между низом направляющих и верхней гранью упоров на форме не должен быть более 20 мм.
Электротермомеханический способ натяжения проволочной арматуры при непрерывном армировании
9.40. Метод непрерывного армирования представляет собой технологический процесс изготовления преднапряженного арматурного каркаса железобетонного изделия из семипроволочного каната диаметром 6 мм или проволоки диаметром 3 ... 5 мм.
9.41. Метод непрерывного армирования основан на применении агрегатов, при помощи которых непосредственно из бухты арматурного каната или проволоки навивается арматура на упоры формы или стенда, а также по периметру металлических, бетонных или железобетонных сердечников.
9.42. Принцип действия арматурно-намоточного агрегата состоит в том, что сматываемая с бухты гибкая арматурная нить проходит последовательно через подтормаживающие устройство, механизм подачи, натяжную станцию, распределительный рабочий орган (пиноль) и закрепляется на упоре. В процессе движения рабочего органа по заданной траектории происходит предварительное напряжение арматуры как за счет механического натяжения, так и за счет остывания после электронагрева (нагрев до температуры 350 °С) в период, когда арматура проходит между контактными блоками, соединенными с источником тока (рис. 21). После остывания закрепленная на упорах арматуры дополнительно натягивается до проектной величины за счет температурных деформаций укорочения.
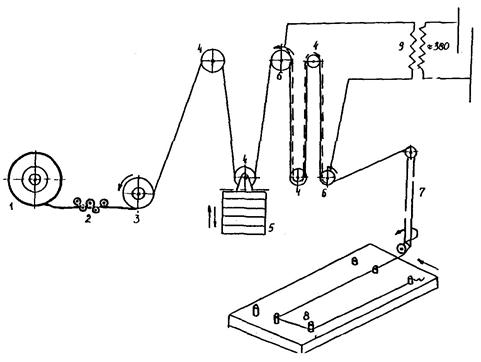
Рис. 21. Принцип действия арматурно-намоточного агрегата
1 - бухтодержатель с канатом; 2 - подтормаживающий механизм; 3 - механизм подачи каната; 4 - направляющий блок; 5 - грузовая клеть; 6 - токопроводящие блоки; 7 - пиноль (пантограф); 8 - поддон, стенд с упорами или вращающаяся платформа; 9 - электротрансформатор
9.43. Конструкция арматурно-намоточного агрегата предусматривает синхронность скорости подачи и раскладки арматуры.
9.44. Места перегибов навиваемой арматуры могут располагаться как внутри изделия, так и за его пределами. В первом случае перегибы могут быть использованы в качестве внутренних анкеров арматуры, во втором - ее анкеровка обеспечивается за счет сцепления с бетоном.
9.45. На чертежах непрерывно армированных изделий должна быть приведена схема и последовательность навивки с указанием мест установки упоров и мест закрепления начала и конца арматурной нити.
9.46. Производство непрерывно армированных железобетонных конструкций может быть осуществлено по следующим технологическим схемам: конвейерной, агрегатно-поточной, стендовой и кассетно-конвейерной.
9.47. На конвейерной линии по производству непрерывно армированных железобетонных конструкций должен быть предусмотрен участок, оснащенный арматурно-намоточным агрегатом, обеспечивающим преднапряжение арматурного каркаса.
Такой участок включает несколько постов:
пост установки на форму технологических вкладышей, закладных деталей, арматурных сеток (если они не мешают навивке арматуры);
пост навивки;
посты остывания арматуры и контроля натяжения;
пост установки технологической оснастки, закладных деталей и арматурных сеток (если операции не выполнялись до навивки);
резервные посты.
Число постов определяется при проектировании технологической линии и зависит от общей производительности конвейера, производительности отдельных постов и от типа изготавливаемой конструкции.
9.48. На посту навивки во избежание смещения форма должна быть жестко закреплена с помощью фиксаторов с гидравлическим приводом.
9.49. В конвейерном производстве применяются стационарные намоточные агрегаты-роботы (приложение 9), которые производят все операции по изготовлению каркаса включая закрепление конца арматуры до и после навивки и собственно навивку в одном направлении (вдоль или поперек конвейера).
9.50. При необходимости непрерывного напряженного армирования в продольном и поперечном направлениях рекомендуется либо оснастить пост навивки агрегатом самоходного типа, способным осуществлять навивку в двух направлениях; либо организовать второй пост навивки, который должен быть оснащен роботом стационарного типа, ориентированным поперек конвейера. Последовательность установки агрегатов на линии зависит от армирования конструкции.
9.51. По конвейерной технологии рекомендуется изготовлять многопустотные и сплошные панели перекрытий для жилых и общественных зданий, перегородки одноэтажных промышленных зданий, плиты облицовки мелиоративных каналов, плиты дорожных и аэродромных покрытий и другие конструкции длиной до 6,5 м.
9.52. Агрегатно-поточная линия, оснащенная стационарным намоточным агрегатом, отличается от обычного агрегатно-поточного производства тем, что не менее трех из ее постов (пост, предшествующий посту навивки, собственно пост навивки и следующий пост) должны быть связаны между собой конвейером или рольгангом.
По этой технологии могут изготовляться те же конструкции, что и по конвейерной, а на специализированных агрегатно-поточных линиях, кроме того, непрерывно армированные элементы стен - объемные (размером 3´3 м) и криволинейные в виде 1/3 и 1/4 кольца для круглых силосов диаметром 6 м. В последнем случае основным узлом арматурно-намоточного агрегата является вращающаяся платформа.
9.53. При стендовом производстве для изготовления преднапряженного арматурного каркаса применяется арматурно-намоточный агрегат самоходного типа, передвигающийся вдоль стенда по рельсовой колее. Навивка арматуры может производиться в любом направлении - вдоль, поперек или под углом к оси стенда.
9.54. Оптимальная длина стенда определяется исходя из технологических параметров и обшей циклограммы производства, применяемого оборудования и способа тепловлажностной обработки изделий, а максимальная - принимается не более 36 м, ее увеличение требует дополнительного обоснования.
9.55. Стендовая технология наиболее эффективна при изготовлении длинномерных конструкций (12 ... 36 м): плит покрытий, стеновых панелей для производственных зданий, стропильных балок, в том числе решетчатых, тонкостенных пластин для составных конструкций покрытий, плит длиной 12, 15 и 18 м для облицовки мелиоративных каналов, а также при изготовлении короткомерных конструкций с напрягаемой арматурой, расположенной в двух направлениях и в несколько ярусов, подрельсовых оснований рамного и плитного типа и двухосно преднапряженных плит для аэродромных и дорожных покрытий.
9.56. Технологическая линия для изготовления преднапряженного арматурного каркаса способом непрерывной навивки должна иметь следующее оборудование: арматурно-намоточные агрегаты, упоры для навивки арматуры, формы (стенды) для изготовления изделий.
9.57. Применяемые при непрерывном армировании упоры служат для навивки арматурной нити, закрепления ее концов, а также позволяют изменить направление навивки (как правило, под углом 180 и 90°).
Конструкцию упоров необходимо принимать в зависимости от технологии изготовления и с учетом конструктивных особенностей изделия.
9.58. Упоры для непрерывной навивки делятся:
по расположению относительно изделия - на наружные (располагаемые за пределами изделия) и внутренние (располагаемые в пределах изделия);
по расположению в пространстве - на вертикальные и наклонные;
по конструкции - на цельные и составные;
по способности обеспечивать плавную передачу натяжения с арматуры на бетон - на подвижные и неподвижные.
При изготовлении одного изделия могут применяться упоры различных типов (например, при навивке двухосно преднапряженного каркаса поперечные упоры могут быть неподвижными, а продольные - подвижными).
9.59. Внутренние упоры рекомендуется использовать при армировании конструкций по эпюре изгибающих моментов, а также при необходимости сокращения длины зоны передачи напряжения с арматуры на бетон, для уменьшения количества отходов и улучшения товарного вида изделия.
Навивка арматуры осуществляется либо непосредственно на упор, либо на надетую на него стальную втулку.
Передача усилия с арматуры на бетон осуществляется путем выпрессовки упора, а оставшееся в бетоне отверстие заполняют раствором на безусадочном или напрягающем цементе.
Выпрессовка упора может осуществляться либо путем его поворота в направлении натяжения арматуры (при подвижных упорах), либо путем извлечения вверх или вниз (в направлении его продольной оси).
9.60. При использовании вертикальных упоров распределение арматуры по их высоте осуществляется путем вертикального перемещения пиноли (см. рис. 21). При использовании наклонного упора пиноль остается в горизонтальной плоскости на одном и том же уровне относительно поддона, а арматурная нить в процессе навивки соскальзывает вниз. Этот прием наиболее эффективен при использовании форм с глубокими пазами. Для рассредоточения арматуры по сечению два или несколько наклонных упоров разной высоты могут располагаться друг за другом, при этом наибольшую высоту имеет ближний к изделию упор.
9.61. Подвижные упоры могут быть: поворотными; перемещаемыми либо вдоль вертикальной или наклонной оси, либо вдоль своего основания.
Подвижные упоры могут быть объединены в группы, тогда перемещать можно всю группу упоров одновременно. При стендовой технологии для продольной навивки рекомендуется применять, как правило, упоры с объединением в групповое спускное устройство.
9.62. Рабочая зона упора, т.е. поверхность, соприкасающаяся с навиваемой арматурной нитью, во избежание перенапряжения последней при огибании упора должна иметь криволинейную (как правило, цилиндрическую) поверхность кривизны с минимальным радиусом 23 мм; при необходимости уменьшения радиуса кривизны требуется экспериментальное обоснование.
9.63. Способ крепления упоров к форме или стенду может быть различным: их можно приваривать непосредственно к основанию или вставлять в специально предусмотренные гнезда.
9.64. Формы и стенды, предназначенные для изготовления непрерывно армированных конструкций, должны удовлетворять требованиям, изложенным в главе 5.
9.65. Закрепление начала и конца арматурной нити может осуществляться автоматически (при навивке стационарным арматурно-намоточным агрегатом) или вручную.
9.66. Автоматическое закрепление начала арматурной нити осуществляется следующим образом.
В то время, когда начальный конец арматурной нити, пропущенный через блоки машины, удерживается носителем, пиноль обходит наклонный упор. Достигнув его поверхности, арматурная нить соскальзывает вниз и попадает в кольцевую выемку. При этом каждый последующий виток арматуры зажимает предыдущий, а все вместе прочно сжимают начальный конец.
9.67. Автоматическое закрепление конца навивки осуществляется следующим образом.
Обогнув предпоследний упор, пиноль в процессе движения постепенно опускается к основанию последнего упора, огибает его под углом 90 и останавливается с другой стороны на расстоянии 150 - 200 мм. При этом последний виток должен занять крайнее нижнее положение относительно предыдущих. Предусмотренный на мосту агрегата пуассон, выполненный в виде цилиндра, внутренний диаметр которого соответствует внешнему диаметру вертикального цилиндрического упора, спускается и сдвигает навивку вниз. В результате последний виток попадает в кольцевую выемку и зажимается вышележащими витками, после чего нить на участке между упором и подающим роликом пиноли автоматически перерезают электроножом, предусмотренным на мосту агрегата, ослабив предварительно натяжение.
9.68. Ручное закрепление начала и конца навивки осуществляется с помощью клинового зажима (конусной вставки), состоящего из разрезной втулки, закрепленной на поддоне, и клина, который забивается вручную.
Для закрепления начала нити могут быть использованы инвентарные зажимы, применяемые для натяжения арматуры, в том числе зажимы конструкции НИИЖБ.
9.69. Сращивание концов проволочной арматуры может выполняться как механизированным способом с помощью оплеточной машины, так и вручную.
В первом случае очищенные от смазки и грязи концы арматуры складывают внахлестку с перекрытием на длину, равную 50 ... 60 диаметрам арматуры, и весь участок нахлестки обматывают оплеточной проволокой.
Для каната диаметром 6 мм сращивание концов допускается выполнять вручную морским узлом.
9.70. Величина начального преднапряжения в арматуре ssp складывается из величины ее механического натяжения, осуществляемого за счет груза или подтормаживающего устройства, и величины напряжения, создаваемого за счет ее электронагрева.
Начальное напряжение в арматуре для обеспечения безопасности навивки и надежности работы арматуры в условиях повышенных температур не должно превышать 65 % предела прочности арматуры. Максимальная температура нагрева арматуры не должна превышать 350 °С.
9.71. Величина груза Р, Н - определяются по формуле
P = sspm × Asp × n × h (20)
где sspm - предварительное напряжение за счет механического натяжения арматуры, Н/мм2; Asp - площадь сечения арматуры, мм2; n - число ветвей в палиспасте грузовой клети; h - КПД блочной системы, направляющей арматуру, принимаемый равным h = 0,85.
9.72. Электротермическое напряжение арматуры определяется по формуле:
sspэ = aEsDt, (21)
где a - коэффициент линейного удлинения арматуры, равный для каната 12,5 × 10-6, 1/°С; Еs - модуль упругости арматуры, Н/мм2;
Dt - разность между температурой арматуры при намотке на упоры и температурой окружающего воздуха.
Dt = tp - t0
где tp - начальная температура арматуры на выходе из арматурно-намоточной машины, °С; t0 - температура окружающего воздуха в цехе, °С.
9.73. Если расстояние между упорами стенда или формы больше 10 м, то разность температур рекомендуется определять по формуле:
![]() (22)
(22)
где b - коэффициент, зависящий от вида и диаметра арматуры;
b = 22 - 0,83d - для канатов диаметром d = 6 - 12 мм, b = 8 - 0,5d - для высокопрочной проволоки диаметром d = 3 - 8 мм; toc - средняя продолжительность остывания арматуры, ч. Она равна toc = ly/120va, где ly - расстояние между упорами, м; va - скорость движения арматуры (намоточной машины), м/мин.
9.74. Параметры электронагрева арматуры (силу тока и напряжение) следует определять с учетом скорости навивки, длины участка между токоподводящими блоками и температуры нагрева по приложению 10. При навивке амперметр арматурно-намоточной машины устанавливают на требуемое по расчету значение силы тока. После остывания арматуры проверяют соответствие ее преднапряжения требуемому по проекту. В случае необходимости корректируют напряжение путем изменения силы тока.
10. КОНТРОЛЬ ВЕЛИЧИНЫ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ АРМАТУРЫ
10.1. Контроль величины предварительного напряжения арматуры является обязательной составной частью контроля качества предварительно напряженных железобетонных конструкций и состоит в сопоставлении действительных значений преднапряжения с установленными в рабочих чертежах или стандарта изделий.
10.2. В рабочих чертежах или стандартах на изделия должны быть указаны:
проектное значение предварительного напряжения ssp Н/мм2;
величина допускаемых отклонений предварительного напряжения р, Н/мм2, принятая при расчете конструкции.
Примечание. В случае отсутствия в рабочих чертежах изделия величины р, ее значения при электротермическом способе натяжения следует принимать по табл. 23.
10.3. Контроль величины преднапряжения арматуры следует осуществлять по ГОСТ 22362.
Заданная точность натяжения арматурных стержней должна обеспечиваться проведением двух видов контроля: технологического и приемочного.
Технологический контроль
10.4. Технологический контроль производится путем проверки основных параметров процесса заготовки и натяжения стержней. Выбор параметров определяется принятым способом натяжения арматуры.
10.5. При механическом натяжении арматуры по одному стержню технологический контроль должен производиться согласно п. 7.3 по показаниям манометра гидродомкрата или динамометра, включенного в силовую цепь напрягаемого стержня. Технологический контроль с помощью динамометра одновременно является и приемочным.
10.6. При групповом механическом натяжении арматуры с контролем общего усилия натяжения технологический контроль включает в себя:
контроль общего усилия натяжения группы стержней по показаниям манометра гидродомкрата или динамометра согласно п. 7.3;
выборочный контроль длин арматурных заготовок согласно пп. 6.31 и 6.32.
10.7. При групповом механическом натяжении арматуры с контролем заданного удлинения технологический контроль включает в себя:
контроль задаваемого удлинения;
выборочный контроль длин арматурных заготовок согласно пп. 6.31 и 6.32.
10.8. При электротермическом способе натяжения и групповом механическом с фиксированным ходом натяжной траверсы технологический контроль включает в себя:
ежемесячный выборочный контроль длин арматурных заготовок согласно пп. 6.31 и 6.32;
не реже одного раза в квартал комплексный контроль расстояний между упорами форм, деформативности форм, длин арматурных заготовок, размеров кондукторов, смещения анкеров после натяжения в соответствии с требованиями пп. 5.8, 5.27, 5.28, 6.31, 6.32 с устранением установленных нарушений.
Приемочный контроль
10.9. Приемочный контроль является основным видом контроля, определяющим фактическую точность натяжения арматуры, и производится после завершения всех операций по натяжению арматуры, а при электротермическом и электротермомеханическом способах натяжения - после остывания арматуры до температуры окружающего воздуха.
10.10. Приемочный контроль осуществляется приборами трех типов, отвечающими требованиям ГОСТ 22362 и работающими на принципах:
измерения усилий поперечной оттяжки напряженной арматуры (оттяжные динамометры);
измерения периода установившихся колебаний напряженной арматуры (приборы частичного типа - периодомеры);
измерения усилий натяжения арматуры с помощью концевых динамометров, включаемых непосредственно в силовую цепь напрягаемых стержней.
Технические характеристики указанных приборов приведены в приложении 12.
Допускается применять кроме указанных другие типы приборов, отвечающих требованиям ГОСТ 22362 и прошедших метрологическую аттестацию, а также поверку или градуировку по утвержденным государственными метрологическими службами методикам.
10.11. Контроль усилия натяжения проволочной и стержневой арматуры диаметром 5 ... 22 мм и длиной до 18 м включительно, напрягаемой механическим или электротермическим способами на упоры форм или поддонов, можно осуществлять приборами частотного типа (рис. 22). Предпочтение следует отдавать приборам с прямым отсчетом результатов измерений.
При применении приборов частотного типа должно быть исключено касание контролируемой арматуры сетками, закладными деталями, элементами форм, препятствующими свободным колебаниям стержней. Если указанное условие обеспечить сложно или невозможно, то контроль может осуществляться приборами динамометрического типа: ПРД, ПИН-5, ПИН-8, ПИН-10 и АДК (рис. 23).
10.12. При выборе типа прибора следует учитывать не только время, непосредственно необходимое на проведение измерений, но и затрачиваемое на осуществление подготовительных операций.
10.13. Контроль усилия натяжения арматурных стержней диаметром более 22 мм следует проводить оттяжными динамометрами типа ПРД и ПИН-10 на базе форм, а также концевыми динамометрами типа АДК. Базой измерений при контроле оттяжными динамометрами является расстояние между упорами форм.
10.14. Контроль усилия натяжения проволочной арматуры, напрягаемой электротермическим и электротермомеханическим способами, а также проволочной или стержневой продольной напрягаемой арматуры труб, вибрированных и центрифугированных опор ЛЭП, снабженных спиралью или каркасами косвенного армирования, независимо от способа натяжения следует проводить приборами с соответственной базой типа ПИН-5, ПИН-8 или ПИН-10.
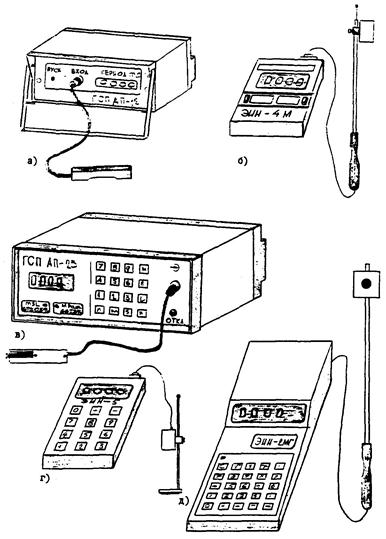
Рис. 22. Частотные приборы для контроля предварительного напряжения арматуры
а - ГСП АП-12; б - ЭИН-4М; в - ГСП АП-23; г - ЭИН-5; д - ЭИН-2МГ
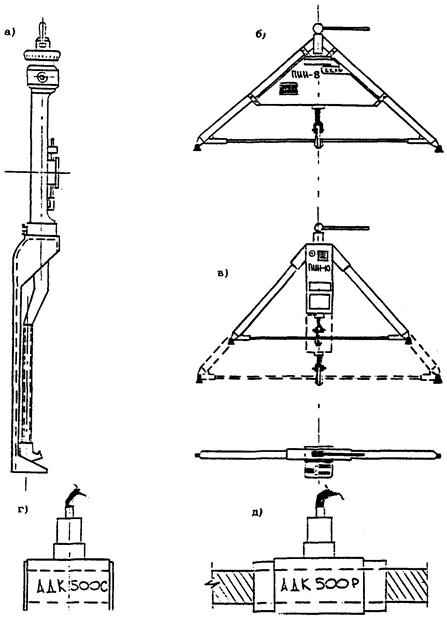
Рис. 23. Арматурные динамометры
а - ПДР; б - ПИН-8; в - ПИН-10; г - АДК-500С; д - АДК-500Р
10.15. Контроль усилий натяжения проволочной или стержневой арматуры, напрягаемой механическим способом (групповым или по одному стержню), на стендах или длинных формах, рекомендуется проводить с помощью концевых арматурных динамометров типа АДК (см. рис. 23).
При контроле величины задаваемого напряжения с помощью концевого арматурного динамометра, включенного непосредственно в силовую цепь напрягаемого стержня, технологический контроль одновременно является и приемочным.
10.16. С целью обеспечения возможности контроля изделий различной номенклатуры на предприятии рекомендуется иметь несколько приборов разных типов.
10.17. Приборы должны проходить регулярную поверку или градуировку по утвержденной методике. Поверка или градуировка должны производиться организациями, имеющими на это право в установленном порядке. Период поверки или градуировки приборов устанавливается при их первичной аттестации и не должен превышать одного года.
10.18. Измерения величины преднапряжения арматуры приборами частотного типа проводятся по следующей методике:
в средней части контролируемой арматуры устанавливается датчик колебаний;
производится плавный толчок (либо удар) арматурного стержня;
производится нажатие на кнопку «пуск» на передней панели прибора, после чего через 1 ... 7 с на цифровом табло отображается значение величины периода колебаний, а в приборах с прямым отсчетом - значение величины напряжений в контролируемой арматуре.
Способ возбуждения колебаний контролируемого стержня, величина допускаемой погрешности установки датчика колебаний, а также зависимость для перехода периода колебаний в величину напряжения арматуры должны приниматься согласно Инструкции по эксплуатации применяемого прибора.
В прибор с прямым отсчетом перед началом измерений необходимо ввести значения длины и диаметра контролируемой арматуры.
10.19. Измерения силы натяжения арматуры оттяжными динамометрами проводятся по следующей методике:
приборы, производящие оттяжку арматуры на базе формы (ПРД, ПИН-10), устанавливаются в середине длины контролируемого стержня.
Смещение места установки прибора от середины стержня не должно превышать 2 %:
приборы с собственной базой измерений (ПИН-5, ПИН-8, ПИН-10) устанавливаются на любом свободном участке контролируемого стержня. Длина свободного участка арматуры должна быть на 0,1 м больше базы прибора. На этом участке контролируемого стержня не допускается наличия сварных или иных стыков и соединений;
вращением натяжного винта (ПРД, ПИН-10) либо эксцентриком (ПИН-5, ПИН-8, ПИН-10) задается небольшая величина оттяжки арматуры;
результат измерения считывается с цифрового табло (ПИН-8, ПИН-10) или по шкале индикатора часового типа (ПРД);
переход показаний приборов в величины усилий натяжения арматуры производится по градуировочным зависимостям;
в прибор с прямым отсчетом (ПИН-10) перед началом измерений необходимо ввести значение диаметра контролируемой арматуры.
10.20. Измерения силы натяжения арматуры концевыми динамометрами обеспечивают наибольшую оперативность и достоверность контроля. Концевые динамометры могут устанавливаться на натяжных тягах или траверсах стендов и силовых форм, а также использоваться в составе гидродомкратов и других натяжных устройств. При этом отпадает необходимость в периодической градуировке гидродомкратов (рис. 24).
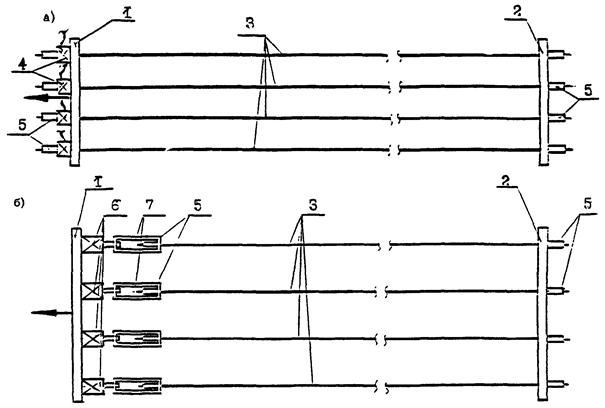
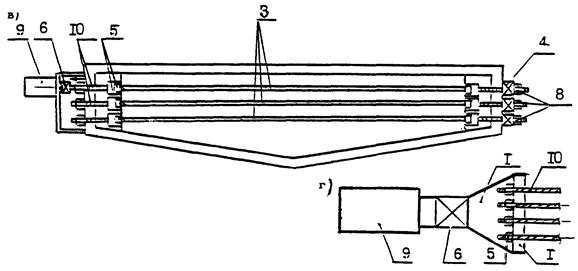
Рис. 24. Схемы установки концевых арматурных динамометров типа АДК
а - в - для контроля усилий натяжения отдельных стержней: на стенде (a, б), в силовой форме (в); г - для контроля суммарного усилия натяжения группы стержней; 1 - натяжная траверса; 2 - неподвижная траверса или упор; 3 - напрягаемая арматура; 4 - динамометр сжимающих усилий АДКс; 5 - временные концевые анкеры; 6 - динамометр растяжения АДКр; 7 - промежуточный захват; 8 - анкерные гайки; 9 - гидродомкрат; 10 - натяжные тяги
Таблица 28
Допускаемые отклонения средних напряжений в арматуре от заданного в проекте
|
Преднапряженные конструкции, отнесенные к соответствующему классу точности |
Отрицательные отклонения, % |
Положительные отклонения, % |
|
|
I |
Все конструкции 1 категории трещиностойкости, стропильные и подстропильные белки и фермы с проволочной преднапряженной арматурой, ребристые плиты покрытия длиной 12 м и более с проволочной преднапряженной арматурой |
-5 |
+10 |
|
II |
Ребристые плиты покрытия и перекрытия, стропильные и подстропильные балки и фермы, ригели, прогоны со стержневой арматурой. Пустотные и сплошные плоские плиты перекрытия с проволочной арматурой |
-10 |
+10 |
Примечание. В пустотных и сплошных плитах перекрытий и покрытий со стержневой арматурой при специальном обосновании допускаемые отклонения могут составлять ±15 %.
10.21. Контроль величины предварительного напряжения арматуры должен производиться выборочными методами в форме статистического приемочного контроля или статистического регулирования.
10.22. Статистический приемочный контроль осуществляется путем измерения величины предварительного напряжения в ограниченном числе стержней из всего объема напрягаемых за смену.
Организация, оценка и обработка результатов контроля величины предварительного напряжения арматуры приведены в приложении 15.
10.23. Отклонение средних напряжений в арматуре изделия от заданного в проекте не должно превышать значений, указанных в табл. 28.
10.24. Статистическое
регулирование процесса натяжения арматуры рекомендуется проводить для
уменьшения объема контроля напрягаемых стержней с помощью контрольных карт (![]() - R) средних арифметических значений и
размахов.
- R) средних арифметических значений и
размахов.
Методика статистического
регулирования с помощью контрольных карт ![]() - R приведена в приложении 13.
- R приведена в приложении 13.
11. ФОРМОВАНИЕ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ КОНСТРУКЦИЙ
11.1. Формование предварительно напряженных конструкций следует производить вибрационными методами уплотнения бетонной смеси. Допускается применение других методов формования после достаточной производственной проверки их эффективности.
11.2. Способы уплотнения бетонной смеси различаются по интенсивности и характеру приложения вибрации исходя из принятых условий производства и вида формуемых изделий.
Таблица 29
Рекомендуемые подвижность и жесткость бетонных смесей
|
Подвижность и жесткость |
|||
|
тяжелых бетонов |
бетонов на пористых заполнителях |
||
|
нормально армированных |
густоармированных |
нормально армированных |
|
|
1 |
2 |
3 |
4 |
|
Глубинные вибраторы |
П1 |
П2, П3 |
П1 |
|
Поверхностные вибраторы, виоброрейки и виброшаблоны |
П1 |
П1, П2 |
П1 |
|
Наружные прикрепляемые вибраторы |
П1 |
П2, П3 |
П1 |
|
Вибробалки, прикрепляемые к бортам форм |
П1 |
П2, П3 |
П1 |
|
Вибропоршневые установки |
П1, Ж1, Ж2 |
П1, П2 |
П1 |
|
Установки продольно-горизонтального вибрирования |
П1, Ж1, Ж2 |
П2 |
П1 |
|
Виброплощадки и вибровкладыши |
П1, Ж1, Ж2 |
П1 |
П1, Ж1, Ж2 |
|
Скользящая виброопалубка |
Ж1, Ж2 |
Ж1 |
Ж1, Ж2 |
|
Вибропротяжные устройства и виброштампы |
Ж1, Ж2 |
Ж1 |
Ж1, Ж2 |
Примечание. Подвижность и жесткость бетонной смеси указаны на момент формования изделий.
Таблица 30
РЕКОМЕНДУЕМЫЕ СПОСОБЫ УПЛОТНЕНИЯ БЕТОННОЙ СМЕСИ
|
Способы формования и оборудование при производстве |
||
|
мелкосерийном |
крупносерийном и массовом |
|
|
1 |
2 |
3 |
|
Линейные конструкции |
||
|
Призматические сплошного сечения: |
||
|
ригели, балки покрытий длиной до 12 м включительно, подкрановые балки длиной 6 м, сваи |
Глубинные и наружные вибраторы, виброплощадки |
Виброплощадки, вибробалки, прикрепляемые к бортам форм, вибропоршневые установки, скользящая виброопалубка |
|
балки покрытий длиной свыше 12 м, подкрановые балки длиной 12 м, сваи |
Глубинные и наружные вибраторы |
Вибробалки, прикрепляемые к бортам форм, вибропоршневые установки, скользящая виброопалубках) |
|
Решетчатые элементы (фермы) пролетом 24 м включительно |
Глубинные и наружные вибраторы |
Установки продольно-горизонтального вибрирования, виброплощадки |
|
Цилиндрические кольцевого сечения (опоры, трубчатые сваи) |
Вертикальные формы с навесными вибраторами, виброплощадки |
Вертикальные формы с вибровалами, вибропротяжные устройства (с передвижными сердечниками или опалубкой) виброплощадки, центрифуги |
|
Плитные конструкции |
||
|
Плоские и ребристые плиты |
Виброплощадки, глубинные и наружные вибраторы |
Виброплощадки с пригрузом, вибропротяжные устройства |
|
Пустотные плиты |
То же |
Установки с вибровкладышами, виброплощадки с пригрузом и комплектом вкладышей-пустообразователей |
|
Тонкостенные пространственные конструкции |
||
|
Длиномерные элементы с прямолинейной или изогнутой осью, а также арочного типа, скорлупы |
Виброрейки, виброшаблоны, виброформы с навесными вибраторами, виброплощадки |
Установки продольно-горизонтального вибрирования, вибропротяжные устройства, виброплощадки |
|
Оболочки двоякой кривизны и их элементы |
Виброшаблоны |
Вибропротяжные устройства, виброштампы |
_____________
х) Применение скользящей виброопалубки возможно только для изготовления изделий постоянного сечения.
Формовочные свойства бетонной смеси определяются по ГОСТ 10181.1.
Рекомендуемые группы смесей для предварительно напряженных конструкций по подвижности (П) и жесткости (Ж) приведены в табл. 29.
11.3. Предварительно напряженные конструкции по насыщенности арматурой подразделяются на нормально армированные (размер в свету между отдельными стержнями или их группами S ≥ 20 мм) и на густоармированные (S < 20 мм).
11.4. Рекомендуемые способы уплотнения бетонной смеси в зависимости от вида конструкции и масштабов производства приведены в табл. 30.
11.5. Виброплощадки без пригрузов рекомендуется использовать для формования плитных и линейных конструкций из тяжелого бетона высотой не более 400 мм.
11.6. Изделия высотой свыше 400 мм рекомендуется уплотнять на виброплощадках в сочетании с безынерционным пригрузом с тем, чтобы исключить возможные разрывы сплошности бетона по высоте формуемого изделия, имеющего место при его свободном вибрировании с ускорениями более (1 ... 1,3)g (g - ускорение свободного падения).
11.7. Грузоподъемность и габариты виброплощадки выбираются в соответствии с весом и размерами формуемых изделий по отраслевым нормалям.
11.8. Если вес изделия превышает грузоподъемность одной виброплощадки, допускается при достаточном обосновании формование производить спаренными виброплощадками с принудительной синхронизацией виброблоков.
11.9. Формование изделий должно осуществляться в формах, жестко закрепленных на виброплощадках. Рекомендуется использовать проверенные практикой крепления, например электромагнитные, клиновые и др.
11.10. Частота колебаний виброплощадки должна находиться в пределах 3000 ± 200 кол/мин при амплитуде колебаний 0,5 ± 0,1 мм. В указанных пределах допускаются отклонения амплитуды по поверхности поддона формы.
11.11. Изделия из легкого бетона целесообразно формовать на виброплощадках из смеси жесткостью 60 с в сочетании с инерционными (гравитационными) пригрузами.
Для увеличения вибрируемой массы бетонной смеси, необходимой для его уплотнения, рекомендуется для изделий высотой h ≤ 200 мм использовать пригруз с удельным давлением Р = 20 гс/см2 для изделий h > 200 мм - Р = 40 гс/см2.
11.12. Для ускорения уплотнения бетонной смеси при формовании изделия с невибрирующими вкладышами-пустотообразователями следует применять вибропригрузы.
11.13. Продолжительность уплотнения бетонной смеси на виброплощадках должна быть не менее 1 мин.
11.14. Виброплощадки с продольно направленными колебаниями могут применяться при формовании призматических, сплошных конструкций значительной длины и тонкостенных изделий небольшой толщины, изготовляемых в вертикальном положении.
15.15. Для укладки в формы бетонной смеси, уплотняемой на виброплощадках всех типов, рекомендуется применять следующие типы бетоноукладчиков:
для формования изделий постоянной толщины - бетоноукладчики, оснащенные питателями, обеспечивающими равномерную раскладку и разравнивание бетонной смеси слоем заданной толщины;
для формования длинномерных изделий в вертикальных формах - бетонораздатчики.
Примечание. Бетоноукладчик отличается от бетонораздатчика устройством для индивидуального распределения смеси по форме.
11.16. Полезный объем бункеров бетоноукладчиков рекомендуется не менее 1,15 ... 1,3 объема формуемого изделия.
11.17. Расстояние от выпускного отверстия до формуемого изделия в бетонораздатчиках должно быть не более 500 мм.
11.18. При формовании изделий на стендах или в силовых формах уплотнять бетонную смесь рекомендуется с помощью навесных вибраторов, вибровалов или вибропоршня. Допускается применение для указанных целей глубинных вибраторов.
11.19. Шаг расстановки наружных вибраторов по форме рассчитывается так, чтобы передаваемые от них колебания во всех точках формуемого изделия имели амплитуду не менее 0,15 ... 0,2 мм.
11.20. Наружные вибровалы рекомендуется устанавливать на каждом продольном борту формы симметрично.
Рекомендуемая частота колебаний наружных вибровалов 3000 кол/мин., а амплитуда колебаний продольных бортов форм 0,3 ... 0,4 мм.
11.21. Вибропоршень для формования длинномерных конструкций рекомендуется в виде гибкой балки, совершающей колебания с помощью дебалансных вибраторов.
Рекомендуемая частота вынужденных колебаний вибропоршня 3000 кол/мин и амплитуда колебаний 0,5 ... 0,8 мм.
11.22. При формовании густоармированных изделий или конструкций, имеющих труднопроходимые для бетонной смеси зоны, рекомендуется укладку и уплотнение бетонной смеси в форме производить слоями высотой 15 ... 30 см. Продолжительность уплотнения каждого слоя бетонной смеси 30 ... 40 с. После укладки последнего слоя бетонной смеси формуемое изделие подвергается вибрации в течение 1 ... 2 мин.
11.23. Рабочую скорость перемещения вибропротяжных устройств вдоль формуемого изделия рекомендуется принимать по табл. 31 на скорость холостого хода - 15 ... 30 м/мин.
Таблица 31
Рекомендуемые скорости перемещения вибропротяжных устройств
|
Жесткость бетонной смеси, с |
Скорость формования, м/мин. |
|
|
50 - 100 |
40 - 70 |
0,8 - 1,2 |
|
70 - 150 |
0,5 - 0,8 |
|
|
100 - 200 |
40 - 70 |
0,5 - 1 |
|
70 - 150 |
0,4 - 0,6 |
11.24. При формовании изделий вибропротяжными устройствами долю песка в смеси заполнителей рекомендуется увеличивать на 5 ... 10 % по сравнению с применяемой для формования на виброплощадке.
11.25. В случае вынужденных остановок вибропротяжных устройств с целью предотвращения трещин и разрывов последующему движению должно предшествовать включение вибраторов. Для обеспечения постоянного подпора в вибробункере подача бетонной смеси в него должна осуществляться непрерывно.
11.26. Открытая поверхность изделий при отсутствии вибропригруза и затирочных приспособлений должны заглаживаться виброрейкой, а при малых размерах поверхности - вручную.
12. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ КОНСТРУКЦИЙ
12.1. При изготовлении сборных преднапряженных железобетонных конструкций на заводах и полигонах с целью ускорения твердения бетона и достижения им передаточной, распалубочной, отпускной и проектной прочности, как правило, применяется тепловая обработка изделий. При этом не допускается увеличение расхода цемента для достижения требуемой прочности в более короткие сроки по сравнению с необходимым для получения заданного класса (марки) по прочности бетона, установленными при подборах состава, за исключением случаев, предусмотренных СНиП 5.01.23.
Значения передаточной и отпускной прочности бетона должны соответствовать указанным в стандартах и проектной документации на изделия с учетом требований ГОСТ 18105. Значения распалубочной прочности и сроки достижения распалубочной, передаточной и отпускной прочности для каждого вида изделий следует устанавливать в соответствии с конкретными условиями производства.
12.2. Режимы тепловой обработки изделий должны быть направлены на достижение максимального ускорения твердения бетона при минимально возможных затратах энергетических ресурсов и цемента и при соблюдении требований к качеству изделий.
12.3. Тепловая обработка изделий может осуществляться с помощью пара (пропаривания), электроэнергии (электропрогрев) и солнечной энергии (гелиотермообработка).
Гелиообработку рекомендуется применять в районах с сухим жарким климатом в соответствии с требованиями, приведенными в «Пособии по гелиотермообработке бетонных и железобетонных изделий с применением покрытий СВИТАП» (к СНиП 3.09.01) и «Рекомендациях по комбинированной гелиотермообработке бетонных и железобетонных изделий с применением покрытий СВИТАП на полигонах круглогодичного действия».
12.4. Тепловлажностная обработка (пропаривание) изделий осуществляется в пропарочных камерах (периодического, непрерывного действия), под переносным колпаком на стендах или в специальных термоформах и т.п., обеспечивающих получение заданных условий твердения.
12.5. Тепловая обработка бетона с помощью электрической энергии может осуществляться следующими способами:
электронагревом свежеотформованного изделия;
прогревом изделий в формах, оснащенных ТЭНами, коаксильными нагревателями и т.д.;
предварительным электроразогревом бетонной смеси в специальных емкостях (бункерах) перед укладкой в форму. Разогрев бетона может осуществляться и с помощью пара непосредственно в бетономешалке.
12.8. Применение электронагрева бетонной смеси в заводских условиях целесообразно в следующих случаях:
если необходимо сократить длительность тепловой обработки по сравнению с пропариванием при холодном формовании, увеличить оборачиваемость и производительность технологической линий;
при дефицитности пара или его высокой стоимости по сравнению со стоимостью электроэнергии;
при отсутствии пара или иного теплоносителя, пригодного для тепловой обработки изделий.
12.7. При изготовлении изделий в заводских условиях с применением способа предварительного электронагрева следует руководствоваться данными, изложенными в «Рекомендациях по изготовлению железобетонных изделий с применением электроразогрева бетонной смеси в заводских условиях».
12.8. При изготовлении изделий в заводских условиях с применением способа предварительного пароразогрева следует пользоваться рекомендациями в «Руководстве по пароразогреву бетонных смесей при производстве сборного железобетона».
12.9. Тепловую обработку с помощью индукционного метода нагрева током промышленной частоты рекомендуется применять при изготовлении густоармированных изделий с равномерно размещенной арматурой (опоры ЛЭП и т.д.). Одним из достоинств способа является равномерный прогрев изделий.
При этом способе стальная арматура, стальные формы и закладные части нагреваются (за счет перемагничивания и вихревых токов), а от них кондуктивно (за счет теплопередачи) нагревают бетон. В результате передача тепла происходит как изнутри бетона - от арматуры, так и снаружи - от стальной формы.
12.10. Рекомендуемые режимы прогрева изделий приведены на рис. 25. Для сокращения цикла тепловой обработки изделий и увеличения оборачиваемости форм следует применять химические добавки - ускорители, быстротвердеющие цементы, предварительный пароразогрев или электроразогрев бетонных смесей, двухстадийную тепловую обработку и другие приемы при соответствующем технико-экономическом обосновании применительно к конкретным условиям и технологическим схемам производства.
12.11. Общие рекомендации и сведения по назначению режимов тепловой обработки сборных конструкций из тяжелого и легкого бетонов в различных тепловых установках, данные по контролю процесса тепловой обработки и качества бетона, а также методика расхода теплоэнергии при рекомендуемых режимах тепловой обработки бетона приведены в «Пособии по тепловой обработке сборных железобетонных конструкций и изделий» и СНиП 3.09.01.
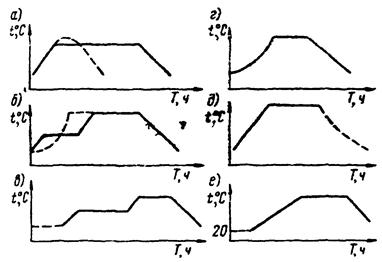
Рис. 25. Виды режимов тепловлажностной обработки
а - обычный (пунктир - пиковый режим); б - двухступенчатый (пунктир - прогрессивно возрастающий режим); в - двухступенчатый с предварительной выдержкой (пунктир); г - прогрессивно возрастающий тепловой; д - тепловой режим «термос»; е - комбинированный (сухой прогрев + острый пар)
12.12. Режимы тепловой обработки предварительно напряженных изделий необходимо назначать из условий получения требуемой прочности бетона (передаточной, отпускной, проектной); при этом надо учитывать ряд особенностей, связанных с наличием напрягаемой арматуры (проволочной, канатной, стержневой), натянутой на упоры стенда или силовой формы, иначе при тепловой обработке может произойти снижение качества предварительно напряженных конструкций вследствие:
возникновения трещин (поперечных и продольных) при нагреве и охлаждении из-за неравномерного прогрева и охлаждения бетона, металлических форм и напрягаемой арматуры;
уменьшения (сверх допустимого по проекту) величины предварительного напряжения в арматуре при стендовой технологии изготовления от температурного перепада (разности между температурой напрягаемой арматуры, находящейся в пределах нагретой камеры, и температурой наружной среды, в которой находится устройство, воспринимающее усилия предварительного напряжения);
обрыва предварительно напряженной арматуры и временных анкеров на свободных участках до передачи усилия обжатия на бетон;
ухудшения анкеровки арматуры на опорных участках или вдоль конструкции, увеличения зоны передачи напряжения;
увеличения ширины раскрытия трещин при эксплуатационных воздействиях.
12.13. С целью предотвращения возникновения трещин при тепловой обработке предварительно напряженных конструкций, изготовляемых на стендах и в силовых формах, необходимо предусматривать:
обеспечение условий, при которых величина перепада между температурой среды в камере и упоров при изготовлении изделий на стендах не превышала бы 65 °С, а температура разогрева бетона - 80 °С;
предварительное выдерживание, не превышающее 1 ч при изготовлении изделий в силовых формах;
регулирование начального предварительного напряжения в арматуре.
12.14. Режимы тепловой обработки предварительно напряженных конструкций при изготовлении на стендах предусматривают подъем температуры до 80 °С - 7 ч, изотермическое выдерживание при 80 °С - 6,5 ч, остывание - менее 1,5 ч; при изготовлении предварительно напряженных конструкций в силовых формах время подъема температуры сокращается на 2,5 ч, а время остывания - на 1,5 ч по сравнению с данными, приведенными в табл. 32, при сохранении неизменным общего цикла тепловой обработки.
Таблица 32
Режимы тепловой обработки предварительно напряженных конструкций
|
Режимы тепловой обработки, ч, при толщине бетона в изделиях, мм |
|||
|
до 160 |
160 - 300 |
300 - 400 |
|
|
В15 (300) |
11 (3,5 + 5,5 + 2) |
12 (3,5 + 6,5 + 2) |
13 (3,5 + 6,5 + 3) |
|
В22,5 (300) |
9 (3 + 4 + 2) |
10 (3 + 5 + 2) |
11 (3 + 5,5 + 2,5) |
|
В30 (400) |
8,5 (3 + 3,5 + 2) |
9,5 (3 + 4,5 + 2) |
10,5 (3 + 5 + 2,5) |
|
В37,5 (500) |
8 (3 + 3 + 2) |
9 (3 + 4 + 2) |
10 (3 + 4,5 + 2,5) |
|
В45 (600) |
7 (3 + 2 + 2) |
8 (3 + 3 + 2) |
9 (3 + 3,5 + 2,5) |
Примечание. Режимы тепловой обработки включают время подъема температуры среды в тепловом агрегате, изотермического выдерживания и остывания без подачи пара.
12.15. При тепловой обработке предварительно напряженных конструкций, изготовляемых на стендах и в силовых формах, необходимо предусматривать указанные в рабочих чертежах мероприятия по предотвращению возникновения трещин.
С целью исключения возможности появления трещин в бетоне при стендовом изготовлении может быть использован метод регулирования предварительного напряжения при охлаждении изделий. В этом случае регулирование предварительного напряжения производится путем отпуска натянутой арматуры с момента начала охлаждения изделий (см. «Рекомендации по регулированию напряжения в арматуре при стендовом изготовлении железобетонных конструкций»).
При стендовой технологии изготовления кроме отпуска напряжения арматуры на неостывший бетон для предотвращения температурных трещин рекомендуется также устройство съемных вкладышей и температурных швов в металлических формах, частичная распалубка изделия (удаление фиксаторов при достижении прочности бетона не менее 3 МПа), а также предварительный прогрев формы.
12.16. Для предотвращения технологических трещин и ухудшения анкеровки предварительно напряженной арматуры, натянутой на силовые формы, рекомендуются следующие мероприятия:
размещение изделий с поддоном в камере сразу после формования;
немедленная после тепловлажностной обработки передача усилия обжатия на горячий бетон и распалубка изделия;
уменьшение величины перепада между максимальной температурой изделия при распалубке и температурой воздуха цеха (за счет снижения температуры прогрева, ограничения доступа холодного воздуха в цех, устройство тепловых завес и др.).
Кроме того, при изготовлении предварительно напряженных конструкций в силовых формах рекомендуется применять пластифицирующие химдобавки, замедляющие рост прочности бетона в период подъема температуры.
12.17. С целью исключения вредного влияния температурных деформаций на качество изделия, изготовляемых по агрегатно-поточной и конвейерной технологиям, следует использовать поддоны:
у которых равнодействующая сил натяжения (усилия предварительного напряжения) приложена центрально или с минимальным эксцентриситетом относительно центра тяжести сечения поддона;
открытого профиля (для многопустотных настилов и др.), которые при охлаждении меньше выгибаются и тем самым уменьшается возможность возникновения трещин.
В зависимости от конкретных условий производства способов тепловлажностной обработки конструкций перед вводом в эксплуатацию новых силовых форм (поддонов) рекомендуется их опытная проверка для предотвращения возможности возникновения трещин в бетоне.
12.18. Для исключения возможности обрыва стержневой арматуры или высаженных головок и других временных анкеров при нагреве в процессе тепловой обработки предварительно напряженных конструкций, изготовляемых в силовых формах, необходимо применять химические добавки, замедляющие рост прочности бетона в период подъема температуры и, особенно, при использовании бетона класса В22,5 (М300) и более.
12.19. Тепловую обработку предварительно напряженных конструкций, изготовляемых в силовых формах, необходимо проводить в неглубоких камерах периодического действия с установкой изделий в один ярус или в туннельных камерах с коэффициентом заполнения не менее 0,1.
12.20. При изготовлении предварительно напряженных конструкций в зимнее время на полигонах при отрицательных температурах режим тепловой обработки увеличивается на 2 ч за счет периода изотермического выдерживания.
13. ПЕРЕДАЧА УСИЛИЯ ОБЖАТИЯ НА БЕТОН КОНСТРУКЦИИ
13.1. Передача предварительного напряжения на бетон (отпуск натяжения арматуры) должна производиться после достижения бетоном передаточной прочности.
13.2. Под передаточной прочностью бетона изделий понимается нормируемая прочность бетона предварительно напряженных конструкций к моменту передачи на него усилия обжатия (предварительного натяжения) арматуры. Величина передаточной прочности бетона регламентируется проектом, стандартом или техническими условиями на данный вид изделий (в процентах от величины проектного класса или марки изделий (МПа или кгс/см2).
Контроль и оценка передаточной прочности бетона производится в соответствии с требованиями ГОСТ 10180 и ГОСТ 18105.
13.3. В зависимости от принятой технологии, вида изделия и класса арматуры могут быть приняты следующие способы передачи натяжения:
одновременная всех арматурных элементов или группы с помощью домкратов, специальных устройств (клиновых, песочниц), предварительного нагрева или обрезкой арматуры (газовым пламенем, электродугой и т.д.);
поочередная отдельных арматурных элементов или групп. В табл. 33 даны рекомендуемые способы передачи напряжения.
13.4. В процессе обжатия конструкция не должна воспринимать нагрузок, не предусмотренных расчетом и влияющих на нее или способствующих заклиниванию, образованию трещин или других повреждений и деформаций.
13.5. Формы, вкладыши и другие устройства, которые могут воспрепятствовать продольному перемещению элементов вдоль стенда, должны быть распалублены или удалены, чтобы продольные перемещения изделий не встречали каких-либо препятствий или не происходило заклинивание изделий в формах и в другом оборудовании в процессе отпуска.
Таблица 33
Способы передачи напряжений арматуры
|
Скорость снижения, МПа/с (кгс/мм2/с) |
Способ передачи натяжения арматуры |
|
|
Плавный |
До 5 |
Отпуск домкратом всей арматуры. Поочередный отпуск домкратом. Отпуск клиновыми устройствами. Отпуск песочными муфтами. Отпуск с предварительным разогревом газокислородным пламенем или эл. током на определенной длине (базе нагрева) с последующей обрезкой |
|
Неплавный |
До 20 |
Поочередная обрезка электродугой, газокислородным пламенем без предварительного медленного разогрева определенной длины. Поочередная обрезка дисковой пилой. |
13.6. Чтобы свести к минимуму возможную сдвижку элементов, отпуск арматуры рекомендуется осуществлять на обоих концах стенда (например, нагрев и перерезание газокислородным пламенем и др.).
13.7. Для преднапряженных конструкций, имеющих отогнутую арматуру, передачу усилий обжатия следует производить только после извлечения штырей, фиксирующих точки перегиба (на штыри перед бетонированием надевается трубка). При этом наиболее целесообразно осуществлять отпуск всей арматуры одновременно; в случае отсутствия такой возможности допускается отпускать в первую очередь отогнутую арматуру, а затем - прямолинейную. Порядок отпуска должен быть указан в технологической карте и в чертежах.
13.8. Отпуск натяжения проволочной и канатной арматуры следует осуществлять всегда плавно, для чего используют гидродомкраты, клиновые или винтовые устройства, песочные муфты, медленный разогрев арматуры на определенной длине (см. табл. 33).
В отдельных случаях при отсутствии мощных гидродомкратов и других приспособлений можно рекомендовать плавный отпуск, а в случае наличия небольшого количества арматуры в сечении (до 10) - плавный и одновременный отпуск путем предварительного разогрева свободных участков (базы прогрева) арматуры газокислородным пламенем.
13.9. При отсутствии оборудования необходимой мощности для одновременного отпуска натяжения передачу напряжений на бетон можно осуществлять неодновременно: на полную величину в каждом арматурном элементе (или группах) или ступенями, постепенно уменьшая напряжения.
13.10. Поочередную передачу натяжения арматуры рекомендуется производить симметрично относительно вертикальной оси поперечного сечения изделия, с одной или с двух сторон. Порядок последовательности передачи натяжения арматуры указывается в технологической карте или в рабочих чертежах.
13.11. При изготовлении преднапряженных железобетонных конструкций, когда натяжение арматуры производится одновременно с помощью гидродомкрата, процесс отпуска натяжения осуществляется тем же гидродомкратом. В этом случае следует контролировать величину натяжения (при подтягивании), которая должна быть минимальной, необходимой для освобождения стопорных гаек на силовых тягах. Контрольная величина вытягивания арматуры из бетона не должна превышать 0,1 мм и может фиксироваться с помощью индикаторов с ценой деления 0,01 мм, устанавливаемых на арматуре у торца изделия, ближайшего к гидродомкрату.
13.12. Для плавной передачи натяжения на бетон рекомендуются также клиновые и винтовые приспособления, песочные муфты или плавный нагрев участков арматуры (базы нагрева) газокислородной горелкой.
13.13. В процессе эксплуатации клиновых устройств их надежность может уменьшаться вследствие воздействия пара на рабочие поверхности при тепловлажностной обработке. Поэтому необходимо клиновое устройство защитить от такого воздействия, а для рабочих поверхностей использовать материалы, имеющие постоянные коэффициенты трения при повышенной влажности (типа фторопласта и др.). В ряде случаев рекомендуется увеличивать угол клина, при котором для сдерживания его движения устанавливаются тормозные устройства.
13.14. Песочные муфты при стендовой технологии могут быть использованы как для одновременной, так и неодновременной передачи натяжения на бетон. Песок используется прокаленный, который необходимо часто менять, так как после непродолжительного времени он спрессовывается, а при отрицательной температуре - смерзается. Надежность работы песочных муфт при неодновременном (поочередном) отпуске арматуры, а также при использовании их при симметричном расположении арматуры в сечении изделия зависит от центрального расположения муфт, так как при внецентренном расположении необходимо предусмотреть мероприятия против перекоса или заклинивания. Кроме того, может иметь место несинхронная работа песочных муфт при групповом их расположении вследствие возможности неодновременного вытекания песка из разных муфт.
13.13. Предварительный разогрев арматурных элементов для плавной передачи натяжения, число этапов, база нагрева и другие показатели должны подбираться в зависимости от числа арматурных элементов, в том числе канатов и их свободной длины.
Оптимальным режимом плавного отпуска является разогрев всех канатов в течение 4 мин и более. При этом каждый канат следует разогревать одним бензорезом поочередно в течение 5 с таким образом, чтобы прогревались все внешние проволоки на длине не менее 160 мм (приложение 14). Газовый аппарат нужно при этом устанавливать на режим разогрева. Разогрев и отпуск будут плавными, если при этом не будет происходить обрыв отдельных проволок в канате или всего каната. При плавном отпуске отдельные проволоки должны быть сплавлены, а неплавный отпуск приводит к распушиванию проволок каната. Место разогрева канатной арматуры не должно быть ближе 100 мм от торца конструкции.
Оптимальным режимом плавного отпуска стержневой арматуры является нагрев на базе около 5 см (в зависимости от диаметра) в течение 4 ... 5 с.
13.16. Кроме перечисленных выше способов могут быть применены и другие, еще не нашедшие широкого промышленного применения: электронагрев свободных участков (базы нагрева) арматуры с помощью сварочных трансформаторов, метод компенсационных диафрагм и другие способы, которые могут быть применены после их опытной проверки для конкретных условий.
При агрегатно-поточной технологии натяжение арматуры осуществляется на силовые формы, при этом тепловлажностная обработка создает тяжелые условия для работы спускных устройств. Для широкого применения с целью отпуска натяжения при изготовлении плитных конструкций (многопустотные настилы и др.) рекомендуются поворотные приставки, которые при установке на них поддона поворачиваются, чем обеспечивается сближение упоров и полное снятие натяжения в арматуре.
13.17. Передаточная прочность бетона (Rвр) назначается на основании расчета, но должно быть не менее 11 МПа. В соответствии с ГОСТ 25192 средняя прочность бетона при этой величине и при коэффициента вариации V = 13,5 % равна
R = B/(1 - 1,64V) = 11/(1 - 1,64 × 0,135) = 14,0 МПа. (26)
При использовании стержневой арматуры класса А-VI, арматурных канатов классов К-7 и К-19, а также проволоки без высаженных головок передаточная прочность должна быть не менее 15,5 МПа. При этом средняя прочность бетона при этом же коэффициенте вариации соответственно равна 20 МПа.
13.18. Согласно СНиП 2.03.01 передаточная прочность бетона типовых преднапряженных конструкций массового (заводского) изготовления может быть менее 0,7 принятого проектного класса (марки) бетона, но не должна составлять менее 50 % этой величины.
13.19. Для ряда заводов ЖБИ является целесообразным перевод типовых конструкций на пониженные значения передаточной прочности бетона, например, от 0,8 ... 0,7 проектной марки к 0,7 ... 0,5 от класса (марки) бетона.
Перевод конструкций на пониженные уровни Rвр рекомендуется в случаях:
если завод ЖБИ по тем или иным причинам не может получить в нормируемые сроки проектную передаточную прочность бетона;
если отсутствует цемент необходимой марки (активности);
при удлиненном цикле твердения бетона и при двух - трехсменной работе, требующей сокращенного цикла тепловлажностной обработки (ТВО) бетона.
13.20. В целях недопущения перерасхода цемента при нормируемом цикле тепловой обработки изделий (13 ... 15 ч) рекомендуется назначать передаточную прочность тяжелого бетона в долях от принятого класса (марки) в соответствии с табл. 34.
В случае недостаточности уровня Rвр, установленного проектировщиками - авторами типового проекта (серии), значения, приведенные в табл. 34, должны быть увеличены согласно рис. 26.
Таблица 34
Рекомендуемые минимальные уровни передаточной прочности для преднапряженных конструкций (с целью исключения перерасхода цемента)
|
Уровень передаточной прочности Rвр/В |
|
|
В15 (М200) |
Не ниже 0,7 от класса бетона |
|
В20 (М250) |
Не ниже 0,55 от класса бетона |
|
В25 (М350) В30 (М400) В35 (М450) |
0,5, но не выше 0,65 от класса бетона |
|
В40 (М550) и более |
0,5, но не выше 0,7 от класса бетона |
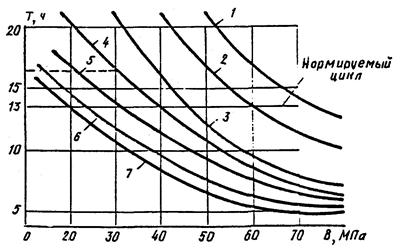
Рис. 26. Зависимость передаточной прочности бетона от продолжительности цикла ТВО и класса бетона
1 - 7 - кривые уровней передаточной прочности и бетона соответственно 0,8; 0,75; 0,65; 0,6; 0,55; 0,5 от класса бетона
Таблица 35
Данные для перевода типовых конструкций на пониженную передаточную прочность (с целью снижения расхода цемента)
|
Уровень передаточной прочности |
Расход цемента, кг/м3, при марке цемента |
|||||
|
350 |
400 |
500 |
550 |
600 |
||
|
В15 (М200) |
Не ниже 0,7 от класса бетона |
290 |
265 |
245 |
Недопустимо использование |
Недопустимо использование |
|
В20 (М250) |
Не ниже 0,55 от класса бетон |
310 |
270 |
240 |
То же |
То же |
|
В25 (М350) |
0,5, но не выше 0,55 от класса бетона |
Перерасход цемента |
350 |
325 |
То же |
То же |
|
В30 (М400) |
То же |
То же |
Перерасход цемента |
370 |
360 |
335 |
|
В35 (М450) |
То же |
То же |
То же |
415 |
400 |
350 |
|
В40 (М550) |
Не выше 0,7 от класса бетона |
То же |
То же |
Перерасход цемента |
480 |
455 |
Примечания: 1) Приведенные данные распространяются на цикл ТВО в пределах 13 ... 15 ч.
2) Уровень передаточной прочности в каждом конкретном случае определяется расчетом по предельным состояниям.
3) В настоящей таблице приведен максимальный нормируемый расход цемента для данного класса (марки) бетона согласно СНиП 5.01.23 «Типовые нормы расхода цемента для приготовления бетонов, сборных и монолитных бетонных, железобетонных изделий и конструкций».
При расчете действующих типовых конструкций (серий) с целью перевода их на пониженную передаточную прочность бетона рекомендуется пользоваться данными табл. 35, которая позволяет назначать уровень Rпр в зависимости от имеющегося на заводе цемента.
13.21. Перевод конструкций на пониженную передаточную прочность бетона проектировщику - автору проекта рекомендуется выполнять на основе многовариантных расчетов преднапряженных конструкций по двум предельным состояниям согласно СНиП 2.03.01.
При расчете конструкций по второй группе предельных состояний перебор комбинаций варьирования параметров Rвр необходимо начинать с минимальных уровней, рекомендуемых табл. 34 в зависимости от класса (марки) бетона.
13.22. При переводе типовых конструкций на пониженную передаточную прочность рекомендуется передачу усилия обжатия на бетон осуществлять плавно, например, с помощью газокислородной резки с предварительным нагревом свободных участков арматуры или с помощью специальных устройств и т.д. Мгновенная обрезка канатной, а также стержневой арматуры класса А-VI и выше при пониженных значениях передаточной прочности запрещается.
13.23. При передаче усилия обжатия при изготовлении преднапряженных конструкций с пониженной по сравнению с проектной передаточной прочностью необходимо периодически осуществлять контроль величины втягивания арматуры в торцевой зоне бетона и проводить сравнение с данными табл. 36, 37, 38.
В случае превышения фактических величин втягивания по сравнению с табличными значениями более чем на 20 % необходимо внести изменения в технологию процесса отпуска, увеличить передаточную прочность бетона или снизить уровень предварительного напряжения арматуры.
В торцевых зонах и на боковых участках конструкций (вдоль арматуры) не допускается появление продольных трещин.
Таблица 36
Допускаемые величины втягивания каната при передаче предварительного напряжения
|
ssp, МПа |
|
||||
|
15,5 |
19,0 |
23,0 |
26,5 |
30,5 |
|
|
500 |
1,00 |
0,90 |
0,80 |
0,75 |
0,70 |
|
600 |
1,30 |
1,15 |
1,05 |
1,00 |
0,90 |
|
700 |
1,70 |
1,70 |
1,35 |
1,25 |
1,15 |
|
800 |
2,10 |
1,85 |
1,65 |
1,55 |
1,40 |
|
900 |
- |
2,25 |
2,00 |
1,85 |
1,70 |
|
1000 |
- |
- |
2,35 |
2,15 |
2,00 |
Таблица 37
Допускаемые величины втягивания стержневой арматуры при передаче предварительного напряжения
|
ssp, МПа |
|
|||||||||||
|
10 - 12 |
14 - 18 |
20 - 25 |
28 - 36 |
10 - 12 |
14 - 18 |
20 - 25 |
28 - 36 |
10 - 12 |
14 - 18 |
20 - 25 |
28 - 36 |
|
|
400 |
0,30* 0,20 |
0,40** 0,30 |
0,45* 0,35 |
0,65* 0,50 |
0,25** 0,20 |
0,35** 0,30 |
0,40** 0,35 |
0,60** 0,50 |
0,20*** 0,20 |
0,35*** 0,30 |
0,35*** 0,35 |
0,53*** 0,45 |
|
450 |
0,35 0,25 |
0,50 0,35 |
0,55 0,40 |
0,80 0,60 |
0,30 0,25 |
0,40 0,35 |
0,50 0,40 |
0,70 0,55 |
0,25 0,25 |
0,40 0,35 |
0,45 0,40 |
0,60 0,55 |
|
500 |
0,40 0,30 |
0,60 0,40 |
0,65 0,45 |
- 0,65 |
0,35 0,25 |
0,50 0,40 |
0,55 0,45 |
0,80 0,65 |
0,30 0,25 |
0,45 0,40 |
0,50 0,45 |
0,70 0,60 |
|
550 |
0,45 0,30 |
- 0,50 |
- 0,55 |
- 0,75 |
0,40 0,30 |
0,55 0,45 |
0,65 0,50 |
0,90 0,75 |
0,35 0,30 |
0,50 0,45 |
0,60 0,50 |
0,85 0,70 |
|
600 |
- 0,35 |
- 0,55 |
- 0,60 |
- 0,85 |
0,45 0,35 |
0,65 0,50 |
0,70 0,60 |
- 0,60 |
0,40 0,35 |
0,60 0,50 |
0,65 0,55 |
0,95 0,80 |
|
650 |
- 0,40 |
- 0,60 |
- 0,70 |
- 0,95 |
0,60 0,40 |
- 0,55 |
- 0,65 |
- 0,90 |
0,45 0,35 |
0,65 0,55 |
0,75 0,60 |
- 0,85 |
|
700 |
- 0,45 |
- 0,65 |
- 0,75 |
- - |
- 0,45 |
- 0,65 |
- 0,70 |
- - |
0,50 0,40 |
- 0,60 |
- 0,65 |
- 0,95 |
|
750 |
- 0,50 |
- - |
- - |
- - |
- 0,45 |
- - |
- - |
- - |
- 0,45 |
- 0,65 |
- 0,75 |
- - |
Примечание.
* Над чертой Rвр = 11 МПа, под чертой - 23 МПа.
** Над чертой Rвр = 15,5 МПа, под чертой - 26,5 МПа.
*** Над чертой Rвр = 19 МПа, под чертой - 30,5 МПа
Таблица 36
Допускаемые величины втягивания проволоки периодического профиля (ГОСТ 7348) при отпуске натяжения
|
Допускаемая величина проскальзывания («втягивания» в бетон), конца проволоки, мм в зависимости от кубиковой прочности бетона в момент отпуска натяжения, МПа |
||||||||||||||
|
20 |
25 |
30 |
35 |
40 |
45 |
50 |
||||||||
|
Диаметр проволоки, мм |
||||||||||||||
|
2,5 - 3 |
4 - 5 |
2,5 - 3 |
4 - 5 |
2,5 - 3 |
4 - 5 |
2,5 - 3 |
4 - 5 |
2,5 - 3 |
4 - 5 |
2,5 - 3 |
4 - 5 |
2,5 - 3 |
4 - 5 |
|
|
600 |
0,4 |
0,7 |
0,3 |
0,6 |
0,3 |
0,45 |
0,2 |
0,4 |
0,2 |
0,3 |
0,2 |
0,3 |
0,1 |
0,3 |
|
700 |
0,5 |
0,8 |
0,4 |
0,7 |
0,35 |
0,6 |
0,3 |
0,5 |
0,2 |
0,4 |
0,2 |
0,3 |
0,2 |
0,3 |
|
800 |
0,6 |
1 |
0,5 |
0,8 |
0,4 |
0,7 |
0,3 |
0,6 |
0,3 |
0,4 |
0,2 |
0,4 |
0,2 |
0,4 |
|
900 |
0,7 |
1,2 |
0,6 |
1 |
0,5 |
0,9 |
0,4 |
0,7 |
0,3 |
0,5 |
0,3 |
0,5 |
0,2 |
0,4 |
|
1000 |
0,8 |
1,4 |
0,7 |
1,1 |
0,6 |
1 |
0,5 |
0,8 |
0,4 |
0,6 |
0,3 |
0,5 |
0,3 |
0,5 |
|
1100 |
0,9 |
1,6 |
0,8 |
1,4 |
0,7 |
1,2 |
0,5 |
0,9 |
0,4 |
0,7 |
0,4 |
0,6 |
0,3 |
0,6 |
Примечание. В случае применения гладкой проволоки (ГОСТ 7348) табличные значения увеличивают на 25 %.
13.24. Перед переводом завода на выпуск преднапряженных конструкций с пониженной передаточной прочностью необходимо выполнить следующие мероприятия:
внедрить статистический контроль определения прочности бетона согласно требованиям ГОСТ 18106, в том числе при оценке передаточной прочности бетона;
осуществить организационные мероприятия по внедрению плавного отпуска преднапряжения, провести испытания конструкций, изготовленных с пониженной прочностью бетона по ГОСТ 8829.
13.25. Перевод завода на выпуск изделий с пониженной передаточной прочностью (по сравнению с проектными величинами) следует осуществлять с привлечением организаций - авторов проекта.
13.26. Снижение уровня передаточной прочности бетона для некоторых типовых преднапряженных конструкций позволяет сократить на заводе расход цемента, условного топлива и цикла ТВО.
14. КОНТРОЛЬ КАЧЕСТВА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ КОНСТРУКЦИЙ
14.1. При производстве предварительно напряженных конструкций необходимо контролировать качество исходных материалов, используемых для приготовления бетонных смесей, качество арматурных сталей, арматурных изделий и закладных деталей, вести операционный контроль, приемочный контроль качества готовых конструкций.
14.2. Входной контроль качества исходных материалов для бетонной смеси, арматурных изделий и закладных деталей при изготовлении предварительно напряженных конструкций не отличается от входного контроля, проводимого при изготовлении конструкций из железобетона без преднапряжения, и осуществляется по соответствующим ГОСТам и ТУ. Особенности контроля качества арматуры при изготовлении предварительно напряженных конструкций изложены в разделе 4.
14.3. Дополнительно к операционному контролю, осуществляемому при изготовлении конструкций из обычного железобетона, при изготовлении предварительно напряженных конструкций контролируются величина натяжения арматуры и передаточная прочность бетона.
14.4. Величина натяжения арматуры контролируется в соответствии с требованиями главы 10 и должна быть не меньше указанной в стандарте на конструкцию или в ее рабочих чертежах.
14.5. Отпускная прочность бетона контролируется в соответствии с требованиями ГОСТ 18105 и должна быть не меньше указанной в стандарте на конструкцию или в рабочих чертежах.
14.6. Приемочный контроль предварительно напряженных конструкций по показателям: отпускная прочность бетона, прочность бетона в проектном возрасте, морозостойкость и другие физико-механические свойства бетона, геометрические размеры, смещение закладных деталей - не отличается от приемочного контроля при изготовлении конструкций из обычного железобетона и осуществляется по соответствующим ГОСТам или ТУ.
Кроме того, должна производиться проверка образования и ширины раскрытия трещин от обжатия преднапряженной арматуры, а также допустимость выгиба (в том числе бокового) от обжатия.
14.7. Оценка прочности, жесткости и трещиностойкости производится путем испытания нагружением в соответствии с ГОСТ 8829 или на основании значений совокупности показателей качества в соответствии с ГОСТ 13015.1.
14.8. Испытание нагружением производится перед началом массового изготовления конструкций и при внесении в них конструктивных изменений или при изменении технологии изготовления.
14.10. Для предварительно напряженных конструкций, не упомянутых в п. 14.9, прочность, жесткость и трещиностойкость в процессе массового изготовления может контролироваться при испытании нагружением или с помощью неразрушающих методов. Для конструкций, технология изготовления которых обеспечивает идентичность прочности бетона конструкций и контрольных кубов, испытания нагружением или неразрушающими методами могут не проводиться, если об этом указано в стандартных или технических условиях. Прочность, жесткость и трещиностойкость обеспечиваются при этом соблюдением комплекса проектных и нормируемых показателей, проверяемых в соответствии с ГОСТ 13013.1.
14.11. Испытание конструкций нагружением следует проводить на специально оборудованных стендах при положительной температуре воздуха.
Испытания конструкций должны производиться в возрасте не менее, чем указанный в рабочих чертежах. Конструкции, хранившиеся при отрицательной температуре, до начала испытаний должны выдерживаться не менее суток при температуре не ниже 15 °С. При испытании конструкции, как правило, должны размещаться в том же положении, что и при работе в зданиях и сооружениях. Допускается испытание конструкций в повернутом положении (на 90 или 180°).
14.12. До начала массового изготовления испытывается 1 ... 2 конструкции. Периодичность испытаний нагружением в процессе изготовления устанавливается стандартами или техническими условиями на конструкции.
14.13. Нагрузки при испытании должны прикладываться в соответствии со схемами испытаний, приведенными в рабочих чертежах либо в стандартах или технических условиях. Величины испытательных нагрузок должны соответствовать нагрузкам по проверке прочности, жесткости и трещиностойкости, приводимым в рабочих чертежах, стандартах и технических условиях.
14.14. Нагрузка может создаваться гидравлическими домкратами, а при испытании плитных конструкций - также штучными грузами или с помощью пневматических мешков. Грузоподъемность домкратов не должна превышать контрольную нагрузку по прочности более чем на 25 ... 30 %. Погрешность при измерении величин контрольных нагрузок не должна превышать ±5 %.
14.15. Условия опирания конструкций на опоры, распределительных траверс и штучных грузов на конструкцию должны отвечать требованиям ГОСТ 8829. Под испытываемой конструкцией по длине пролета должны устанавливаться промежуточные опоры, страхующие конструкцию от обрушения. При испытании предварительно напряженных балок и ферм верхний сжатый пояс должен быть раскреплен из плоскости для предотвращения потери устойчивости.
14.16. При испытании следует измерять перемещение конструкции и осадку опор (прогибомерами, индикаторами и т.п.), ширину раскрытия трещин (лупой с измерительной шкалой, микроскопом МПБ-2 и др.). Прогиб вычисляется как разность перемещения и полусуммы осадок опор. При испытании преднапряженных конструкций обязательно следует контролировать надежность анкеровки арматуры путем установки на выпуски или привариваемые к торцам арматуры стержни индикаторов, измеряющих смещение арматуры относительно бетона торца конструкции.
14.17. Величина каждой ступени загружения должна составлять не более 10 % контрольной нагрузки по проверке прочности и 20 % контрольной нагрузки по проверке трещиностойкости или жесткости. Величины ступеней загружения следует принимать примерно равными во всем диапазоне испытательных нагрузок. Однако для конструкций 1-й категории трещиностойкости каждая последующая ступень, вплоть до момента появления трещин, должна составлять не более 5 % этой контрольной нагрузки.
14.18. На каждой ступени загружения должна даваться выдержка не менее 10 мин., а при контрольной нагрузке по жесткости - не менее получаса.
14.19. Оценка конструкции по трещиностойкости производится по нагрузке появления первых трещин для конструкций 1-й категории трещиностойкости или для 2-й и 3-й категорий по наибольшей ширине раскрытия трещин при контрольной нагрузке (в соответствии с указаниями рабочих чертежей). Конструкция признается удовлетворяющей требованиям трещиностойкости, если для конструкций, в которых не допускаются трещины в стадии эксплуатации, нагрузка появления первых трещин превышает контрольную нагрузку по трещиностойкости или (в остальных случаях) если наибольшая ширина раскрытия трещин при контрольной нагрузке по трещиностойкости не превышает указанное в рабочих чертежах контрольное раскрытие трещин.
14.20. Оценку жесткости конструкции проводят по величине прогиба, измеренного после приложения контрольной (для определения жесткости) нагрузки. Измеренный прогиб не должен превышать контрольный прогиб больше, чем на величину, указанную в стандарте или рабочих чертежах изделия.
14.21. Прочность конструкций оценивается по нагрузке, при которой напряжения в растянутой арматуре достигают физического или условного предела текучести, происходит разрушение сжатой зоны бетона, разрыв арматуры, разрушение из-за выдергивания арматуры, раскол торцов и разрушение узлов, а также нарушения анкеровки арматуры.
Разрушение конструкций должно происходить при нагрузке не ниже контрольной по прочности, указанной в рабочих чертежах. Если разрушение произойдет при меньшей нагрузке, но не ниже 90 % контрольной для конструкций, разрушение которых произошло в результате достижения физического предела текучести арматуры, и не ниже 85 % контрольной в остальных случаях, партия подлежит приемке. Если признаком разрушения явилось достижение предела текучести арматуры, вместо повторного испытания можно испытать арматуру, вырезанную из слабонагруженного участка этого элемента конструкции, в котором зафиксирована текучесть. Если в результате испытаний окажется, что предел текучести не превышает sт = СRsRразр/Rконтр (где Rs - расчетное сопротивление арматуры; Rконтр - контрольная нагрузка по проверке прочности; Rразр - нагрузка, при которой зафиксирована текучесть арматуры; С - отношение контрольной нагрузки по прочности и расчетной, то повторное испытание конструкции не производится. Если при контрольной нагрузке смещение арматуры относительно торца (втягивание в тело бетона) будет больше 0,1 мм, но не превысит 0,2 мм, так же производится повторное испытание. Если при этом смещение арматуры не превысит 0,2 мм, а характер разрушения не свидетельствует о том, что причиной разрушения является нарушение анкеровки арматуры, можно считать, что прочность испытанной конструкции достаточна.
14.22. При испытании неразрушающими методами или при приемке по совокупности показателей качества решение о соответствии партии конструкций требованиям прочности, жесткости и трещиностойкости принимается на основании данных о единичных показателях качества, полученных в процессе входного, операционного и приемочного контроля. К числу этих единичных показателей качества относятся: вид, класс, марка, механические свойства арматурных сталей, диаметр, количество и расположение арматуры, величина натяжения арматуры, толщина защитного слоя, передаточная прочность бетона и прочность бетона в проектном возрасте.
14.23. Перечень контролируемых показателей качества, объем входного, операционного и приемочного контроля устанавливаются государственными стандартами, техническими условиями, рабочими чертежами, а также нормативными или рекомендательными документами, устанавливающими правила контроля (например, «Рекомендациями по статистическому контролю качества многопустотных панелей с использованием неразрушающих методов». При этом передаточная прочность бетона в оговоренных случаях должна определяться непосредственно в конструкциях с помощью неразрушающих - ультразвукового по ГОСТ 17624 или механических по ГОСТ 22690 методов и оценивается по ГОСТ 18105.
14.24. Текущий приемочный контроль, как правило, выборочный. При этом партия конструкций оценивается по результатам испытаний отдельных конструкций, составляющих выборку; объем выборки принимается не менее 10 % количества конструкций в партии, но не менее 3 шт.
14.25. В тех случаях, когда контролируемые показатели качества отличаются от номинальных проектных значений не больше, чем на величину допускаемых отклонений, установленных стандартами, техническими условиями или рабочими чертежами на конструкцию, требования по прочности, жесткости и трещиностойкости для всей партии считаются выполненными. Если значения какого-либо контролируемого показателя качества отличаются от номинальных проектных значений, больше чем на величину допускаемых отклонений, вся партия подлежит поштучной приемке с отбраковкой конструкций, показатели которых не удовлетворяют установленным требованиям. Вместо отбраковки по согласованию с проектной организацией - авторами проекта конструкций, возможно их использование под уменьшенные нагрузки.
15. СКЛАДИРОВАНИЕ И ОТГРУЗКА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ КОНСТРУКЦИЙ
15.1. Сборные железобетонные детали и конструкции устанавливают, как правило, в рабочем положении (чтобы обеспечить доступ к монтажным петлям) и хранят на открытых площадках в штабелях, в кассетных складах, кондукторах на деревянных прокладках, уложенных на всю ширину или длину детали. Минимальная толщина прокладок 25 ... 30 мм, подкладок 100 ... 150 мм (толщина должна быть не менее высоты монтажных петель или выступающих частей изделия). Длина прокладок и подкладок должны быть на 100 мм больше соответствующего размера изделия. Подкладки следует делать инвентарными, и для каждого вида изделий красить масляной краской в свой цвет. Подкладки для каждого вида изделий должны быть одинаковой толщины и длины и устанавливаться в штабелях по одной вертикали.
15.2. Панели перекрытий и покрытий жилых и промышленных зданий укладываются в многоярусные штабеля. Сводчатые плиты (типа КЖС) длиной до 12 м опираются по концам.
15.3. Длинномерные конструкции - стропильные и подкрановые балки, фермы (полуфермы) - хранят в металлических или деревянных кондукторах.
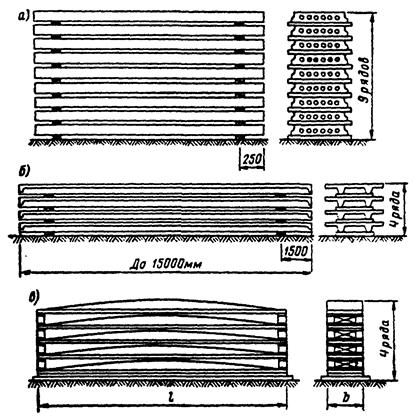
Рис. 27. Примеры складирования сборных железобетонных изделий
а, б - настилов; в - плит покрытия (типа КЖС)
Фермы (полуфермы) можно хранить на складе в наклонном положении. Наклон более 10 ... 12° от вертикали не рекомендуется, так как может привести к значительным деформациям из плоскости фермы.
При хранении ферм в наклонном положении первая из них должна иметь соответствующие наклонные стойки через 3 м, а все последующие фермы должны прилегать друг к другу плотно через прокладки.
15.4. В случае наличия в фермах и балках начального выгиба из плоскости (более 0,002 длины изделия) их следует хранить отдельно, предусмотрев специальные меры против увеличения искривления с течением времени (стягивания двух изделий, пригрузы при хранении плашмя на хорошо спланированных площадках, установка изделий с наклоном в другом направлении и др.). На рис. 27 показано хранение некоторых сборных железобетонных изделий.
16. ПЕРЕВОЗКА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ КОНСТРУКЦИЙ
16.1. Перевозка сборных преднапряженных железобетонных конструкций от завода ЖБК до объекта монтажа (стройплощадки) осуществляется автомашинами, по железной дороге, автопоездами и специализированным транспортом: фермовозами, балковозами, панелевозами.
16.2. Сохранность изделий при перевозке автотранспортом зависит от вида дорожного покрытия, скорости передвижения, дальности перевозки, способа опирания и типа специализированного транспорта. В связи с этим должны предъявляться высокие требования и к организации транспортных процессов, которые помимо своевременной доставки должны обеспечивать полную сохранность изделий.
16.3. Перевозка изделий может осуществляться по дорогам с асфальтобетонным и булыжным покрытием и грунтовым дорогам. При наличии асфальтобетонных дорог экономически выгодна доставка длинномерных железобетонных конструкций (балок, ферм и др.) автотранспортом до 250 км; свыше 250 км их доставку целесообразно осуществлять железнодорожным транспортом.
16.4. Перевозка сборных железобетонных конструкций без соблюдения ряда условий и требований может привести к появлению трещин (новых и развитию уже имеющихся) и даже разрушению изделий. Это необходимо учитывать заводу-изготовителю и получателю изделий, так как указанные дефекты и снижение качества, возникающие при перевозке, особенно неприятны тем, что они появляются или развиваются в изделиях, уже прошедших проверку и отработку на заводе ЖБИ и поступающих на монтаж, где условия повторного контроля качества затруднительны. Транспортировка изделий без соблюдения необходимых правил приводит к появлению трещин даже в зонах, в которых они не возникают при эксплуатационных нагрузках (в сжатых стойках и верхнем поясе ферм, на верхней поверхности многопустотных настилов, в колоннах и т.д.). Трещины в железобетонных изделиях, появляющиеся при транспортировке, могут повысить их деформативность, снизить долговечность, ограничить использование в зданиях и сооружениях, предназначенных для производств с агрессивными средами.
16.5. Для сохранности сборных железобетонных конструкций при перевозке специализированным автотранспортом или железнодорожным транспортом должны соблюдаться следующие условия:
при выборе автотранспортных средств, кроме обеспечивающих большую грузоподъемность, предпочтение должно быть отдано тем, которые обеспечивают сохранность сборных железобетонных конструкций в конкретных дорожных условиях;
схемы опирания, закрепления и режима перевозки (скорость, дальность и др.) с учетом конкретных дорожных условий перед началом массовых перевозок должны быть опробованы с обязательным осмотром изделий до и после перевозки;
при разработке конкретных схем опирания следует руководствоваться схемами, указанными в рабочих чертежах.
16.6. Схемы опирания длинномерных конструкций на автотранспортном средстве могут быть двух- и многоопорными. Наиболее простыми, обеспечивающими четкую работу перевозимых конструкций являются двухопорные схемы опирания. Они могут приниматься бесконсольными, одно- и двухконсольными. Двухопорная двухконсольная схема опирания рекомендуется как обеспечивающая наименьшие усилия в опасных сечениях перевозимого изделия.
Длины консолей и расстояние между опорными подкладками необходимо определять исходя из геометрических параметров, динамических характеристик, характера армирования и напряженного состояния перевозимых конструкций в опасных сечениях. Рекомендуется размеры консолей железобетонных конструкций постоянного симметричного сечения принимать равными около 0,2 длины.
16.7. При выборе маршрута перевозок длинномерных железобетонных конструкций предполагаемая трасса должна быть обследована и составлен график скоростного режима автопоездов по маршруту следования в соответствии с состоянием дорожного покрытия и необходимостью обеспечения сохранности перевозимых изделий. При назначении маршрута перевозок следует отдавать предпочтение дорогам с ровным твердым покрытием (асфальтобетон, бетон).
16.8. Чтобы избежать разрушения и откола защитного слоя бетона от местного смятия, площади участков опирания железобетонных конструкций на опорные устройства должны соответствовать техническим условиям и другим требованиям рабочих чертежей, стандартов и т.д.
Во избежание скола кромок перевозимого изделия при перекосах опорные устройства должны исключать возможность передачи реакции на кромку изделий. Рекомендуется также опорные устройства покрывать эластичным материалом (резиной), обеспечивающим равномерность давления на опорной поверхности и дополнительное демпфирование транспортных нагрузок.
16.9. При перевозке длинномерных железобетонных конструкций на транспортных средствах в два и более ярусов укладывают прокладки точно над опорными устройствами. Высота прокладок должна обеспечивать сохранность подъемных петель нижерасположенного изделия. Рекомендуется двухстороннее обрезание прокладок.
16.10. В качестве наиболее эффективных автотранспортных средств для длинномерных железобетонных конструкций массового производства рекомендуется принимать седельные автопоезда большой грузоподъемности.
16.11. Динамические воздействия на сборные железобетонные конструкции возрастают с увеличением скорости движения автотранспорта с различными конструкциями должны назначаться дифференцированно в зависимости от типа дорожных покрытий: по мере их ухудшения скорость должна быть снижена.
16.12. Одним из основных мероприятий по обеспечению сохранности сборных железобетонных конструкций при перевозках их специализированным транспортом следует считать исключение из режима перевозки критических (максимальных) скоростей движения автопоездов. Критические скорости могут допускаться лишь при разгоне автопоездов или при снижении скоростей их движения, но не должны использоваться как постоянные скорости движения. Переходные режимы движения автопоездов также являются неблагоприятными для сохранности перевозимых строительных конструкций, особенно в тех случаях, когда скорости движения автопоездов изменяются вблизи их критических значений.
Наиболее благоприятным для обеспечения сохранности сборных железобетонных конструкций в процессе их перевозки является режим движения автопоездов с постоянной скоростью.
При планировании перевозки следует учитывать, что наибольшие динамические воздействия в транспортной системе возникают при движении автопоездов по дорогам с булыжным и грунтовым покрытием.
16.13. Скорость движения специализированных автопоездов с длинномерными железобетонными конструкциями по участкам маршрута устанавливается на основании опыта перевозок или проведения инструментальных измерений инерционных нагрузок в автотранспортной системе.
16.14. Для сохранения качества длинномерных изделий рекомендуется ограничить скорость движения: по асфальтобетонной дороге фермовозов, плитовозов - до 35 ... 40 км/ч, для всех конструкций по булыжной или грунтовой дорогам - 8 ... 10 км/ч, при проезде через железнодорожные пути - до 10 км/ч. При этом следует учитывать также «Методические рекомендации по определению нагрузок на строительные конструкции при перевозке автотранспортом».
16.15. В весеннее и осеннее время года при перевозке по грунтовым дорогам (к стройплощадкам без стационарных дорог) скорости должны быть уменьшены.
16.16. Перевозка преднапряженных конструкций железнодорожным транспортом на дальние расстояния без их повреждения или удорожания обеспечивается при соблюдении нижеследующих условий:
размещение конструкций на открытом подвижном составе с соблюдением габарита нагрузки;
максимальное использование грузоподъемности средств транспорта.
16.17. По железной дороге перевозить железобетонные элементы необходимо, как правило, в рабочем положении, т.е. в том, в каком они будут установлены в зданиях или сооружениях.
В случае, когда элементы перевозят в нерабочем положении, необходимо обеспечивать их устойчивость.
16.18. К перевозке по железной дороге допускаются преднапряженные железобетонные конструкции, размещаемые как на одной платформе, так и на сцепе платформ. Части груза, выступающие за пределы длины платформы, должны быть защищены платформами прикрытия.
16.19. При перевозке сборных железобетонных конструкций по железной дороге производится формирование составов с помощью сортировочных горок. Для сохранения изделий на сортировочных горках скорость соударения платформ не должна превышать 35 км/ч. Сохранение изделий улучшается при их перевозке по бесстыковому пути на железобетонных шпалах.
16.20. Грузы большой массы не рекомендуется закреплять жестко в продольном направлении. Целесообразно применение инвентарных растяжек из стального каната. При этом каждая растяжка должна снабжаться упругим элементом, позволяющим грузу смещаться вдоль оси вагона при резких ударах и возвращаться в первоначальное положение.
16.21. При перевозке преднапряженных ферм и балок на платформах, в полувагонах-гондолах, на транспортерах и сцепах, состоящих из двух и трех четырехосных платформ (с опиранием на одну или две платформы), для каждого случая должна быть разработана технологическая документация (схемы размещения и закрепления на железнодорожных платформах) и согласована с управлением дороги.
16.22. При перевозке ферм по железной дороге в конвейерах и турникетах должна быть обеспечена жесткость перевозимых конструкций. Выход ферм из плоскости рекомендуется ликвидировать установкой дополнительных растяжек. При этом центр тяжести погруженных ферм должен находиться в точке пересечения продольной и поперечной осей платформы. Общий центр груженой платформы в норме не должен превышать по высоте 2,3 м от головки рельса.
16.23. Для сохранности многопустотных плит при перевозке по железной дороге рекомендуется их размещение не только в рабочем положении, но также в вагонах в положении на ребро. В этом положении в вагоне размещается 20 плит (вместо 14), а загрузка составляет 55 т при общей грузоподъемности вагона 62 т.
16.24. При составлении технической документации на отгрузку (ферм и других большегабаритных конструкций) необходимо произвести расчет поперечной устойчивости от опрокидывания
0,762Q ≥ 1,25(Рh1 + Nh2), (27)
где 0,762 - расстояние от проекции центра тяжести груженой платформы на горизонтальную плоскость до ребра опрокидывания поперек платформы (для железных дорог нормальной колеи при точном центрировании груза это равно 1,524:2 = 0,762 м);
Q - суммарный вес платформы с грузом, тс;
Р - сила ветра, действующая на платформу с грузом (тс), определяется по формуле Р = qF (q - удельная величина ветровой нагрузки, равная для всех районов 0,05 тс/м2; F - площадь платформы и груза, м2);
N - поперечная инерционная сила (тс), действующая на платформу с грузом на кривых;
N = 0,23Q (0,23 - удельная величина поперечной инерционной силы на 1 тс веса груза);
h1 - расстояние от головки рельса до центра приложения ветровой нагрузки, м;
h2 - расстояние от головки рельса до центра приложения инерционных сил, м.
16.25. Для обеспечения сохранности крупноразмерных преднапряженных конструкций (ферм пролетом 18 и 24 м, балок пролетом 18 м, свай) при их перевозке по железной дороге следует применять специальные поворотоскользящие приспособления - турникеты универсальные, имеющие подвижную и неподвижную опоры, позволяющие уменьшить влияние усилий (особенно при больших скоростях и др.), или же различные контейнеры. При использовании турникетов или контейнеров должна быть обеспечена устойчивость конструкции путем дополнительных растяжек.
16.26. При отсутствии турникетов для сохранности преднапряженных ферм и тонкостенных конструкций скорость перевозки должна быть снижена (менее 80 км/ч).
16.27. Длинномерные конструкции следует проверить на вертикальные и горизонтальные поперечные нагрузки, действующие при перевозке.
При расчете конструкций на вертикальные нагрузки (например, в опасных сечениях) их собственный вес рекомендуется принимать с коэффициентом динамичности больше единицы по расчетным характеристикам материалов и принятым представлениям о предельных состояниях сечений согласно СНиП 2.03.01.
При расчете конструкций на горизонтальные поперечные инерционные нагрузки последние рекомендуется принимать равными 0,4q, где q - ускорение свободного падения.
16.28. Сборные железобетонные конструкции, подлежащие перевозке автомобильным транспортом, следует проверять по первому и второму предельным состояниям согласно СНиП 2.03.01, а также согласно «Рекомендациям по перевозке длинномерных железобетонных конструкций промышленных зданий автотранспортом», «Методическим рекомендациям по определению нагрузок на строительные конструкции при перевозке автотранспортом». Кроме того, следует учитывать «Руководство по перевозке унифицированных сборных железобетонных деталей и конструкций промышленного строительства автомобильным транспортом», «Правила дорожного движения», «Правила безопасности движения», а также требования ГОСТ «Автомобили и автопоезда. Весовые параметры и габариты».
16.29. Если расчетной проверкой или на основании пробной перевозки установлено, что транспортирование приводит к исчерпанию несущей способности конструкции, к возникновению трещин, перемещений и деформаций, превышающих допускаемые, то следует предусмотреть мероприятия, обеспечивающие уменьшение транспортной нагрузки (путем изменения конструктивных параметров транспортного средства, введения дополнительной виброизоляции, изменения схемы опирания, крепления конструкции на транспортном средстве и др.). При наличии положительного опыта перевозки изделий без ухудшения их качества (отсутствия трещин и т.д.) расчетную проверку можно не производить.
17. ТЕХНИКА БЕЗОПАСНОСТИ
17.1. При изготовлении предварительно напряженных железобетонных конструкций необходимо соблюдать общие правила производства и приемки работ в соответствии с требованиями главы СНиП III-4, а также требованиям по технике безопасности, изложенные в настоящих РТМ.
17.2. С правилами техники безопасности должны быть ознакомлены все инженерно-технические работники завода.
Начальники цехов, мастера смен, бригадиры и все рабочие, занятые изготовлением предварительно напряженных конструкций, обязаны сдать экзамены по технике безопасности.
17.3. К обслуживанию натяжных устройств и работе по заготовке и натяжению арматуры допускаются лица, обученные по специальной программе, изучавшие устройство оборудования, в том числе натяжных домкратов, насосных станций, установок для электронагрева, а также технологию натяжения арматуры и сдавшие экзамен по технике безопасности.
17.4. Операция натяжения наиболее опасна по сравнению с другими операциями изготовления предварительно напряженных железобетонных конструкций, поэтому должны быть предусмотрены и строго выполняться меры предосторожности на случай обрыва арматуры.
17.5. При выполнении работ по натяжению арматуры необходимо: устанавливать в местах прохода работающих и в торцах стендов защитные ограждения высотой не менее 1,8 м; оборудовать устройства для натяжения арматуры сигнализацией, приводимой в действие при включении привода натяжного устройства; не допускать пребывания людей на расстоянии ближе 1 м от арматурных стержней, нагреваемых электротоком.
17.6. Перед натяжением арматуры на стенде или силовой форме должны быть даны видимые световые и звуковые сигналы. Рабочие, не участвующие в натяжении арматуры, должны покинуть рабочее место.
17.7. Домкраты должны быть закреплены, чтобы при обрыве арматуры они не отлетели ни вдоль, ни поперек стенда.
17.8. Во время измерения удлинений не следует находиться в торце напрягаемой арматуры и над арматурой. Такие измерения рекомендуется осуществлять после установки над арматурой страховочных устройств или с помощью выносных реек и шаблонов из-за укрытия.
17.9. При механическом натяжении арматуры на упоры стендов или силовых форм до начала работ упорные устройства, захваты, натяжные тяги, траверсы, силовые поддоны испытывают статистической нагрузкой, превышающей проектную на 25 %. Таким же испытаниям должно подвергаться указанное оборудование после ремонта и не реже одного раза в три месяца при нормальной эксплуатации.
17.10. Масляную систему насосной установки и гидродомкрата, а также рукава, трубки и штуцеры, соединяющие установку с гидродомкратами, не реже одного раза в месяц следует опрессовывать давлением, на 25 % превышающим расчетное с выдержкой в течение 1 ч.
Также следует не реже одного раза в месяц проверять правильность показаний манометра.
17.11. Во время натяжения арматуры запрещается выполнять какие-либо другие работы на стенде или в зоне натяжения арматуры на силовые формы, а также находиться в торце стенда или формы в створе с тяговыми или натяжными установками.
17.12. Механическое натяжение арматуры на длинных стендах следует производить в два этапа:
первый на 50 % контролируемого усилия. На этом этапе устанавливают в проектное положение и фиксируют в каркасе недостающую и сместившуюся при натяжении ненапрягаемую арматуру, закладные детали и закрывают борта форм;
второй - до проектного контролируемого натяжения.
17.13. Установки для нагрева арматуры должны иметь красную лампу, предупреждающую о том, что установка включена. На рабочих местах около установки для нагрева необходимо иметь резиновые коврики.
17.14. На рабочем месте у оборудования для натяжения арматуры должна быть вывешена диаграмма и таблица требуемых и предельных величин натяжения арматуры разных диаметров и типов.
17.15. Насосы с электродвигателями домкратных установок, электролебедки, установки для электротермического натяжения арматуры во время эксплуатации должны быть заземлены.
17.16. Все поддоны, кассеты и формы должны быть снабжены стационарными или съемными предохранительными козырьками, закрывающими упоры после натяжения арматуры в случае обрыва арматуры или анкеров.
17.17. Выход рабочих на стенд для устранения каких-либо дефектов в натянутой арматуре запрещается до снижения натяжения арматуры. Устранение дефектов в напрягаемой арматуре разрешается при условии натянутой арматуры не свыше 0,5 от контролируемого.
17.18. Не разрешается проводить какие-либо сварочные работы вблизи натянутой арматуры или места, где лежат высокопрочные стали, а также использовать арматуру для заземления электрического оборудования.
17.19. Зажимы и анкерные устройства следует хранить на специальных стеллажах, предохраняя их от коррозии. Клинья зажимов и анкерных плит должны содержаться в чистоте и быть смазанными графитом и др.
17.20. При работе на установках для электронагрева рабочие должны соблюдать следующие правила:
работать только на исправном оборудовании и в резиновой обуви;
выемку арматуры из контактов и укладку ее в упоры стендов, кассет и форм производить после выключения тока;
нагретую арматуру брать за холодные концы только в рукавицах, а при захвате за горячие участки стержней пользоваться крюками, вилочными захватами или термостойкими рукавицами;
после укладки арматуры устанавливать в рабочее положение откидные предохранительные козырьки и другие ограждающие устройства, предусмотренные при изготовлении данного изделия.
17.21. Во избежание образования искр и поражения глаз запрещается после подачи напряжения на контакты прижимать нагреваемую арматуру к губкам. Не разрешается ударами насаживать нагретые стержни арматуры на упоры.
17.22. Запрещается находиться на форме и производить работы по установке арматурных каркасов до полного остывания арматуры, натянутой электронагревом.
17.23. При отпуске натяжения арматуры запрещается находиться на концах стендовых линий, а также в непосредственной близости к оборудованию для отпуска натяжения, анкерным устройствам и свободным участкам арматуры.
17.24. Обрезку арматуры в торцах конструкций рекомендуется производить после полного отпуска натяжения. Перерезание отпущенной арматуры должно выполняться в строгом соответствии с техникой безопасности при распалубке изделий. При обрезке напрягаемой арматуры резчик должен находиться сбоку от арматуры.
17.25. При обрезке напрягаемой арматуры без отпуска ее натяжения должны быть предусмотрены и установлены страховочные приспособления, предупреждающие вылет отрезанных концов стержней в продольном направлении, вверх и в стороны.
17.26. Перед снятием готового элемента со стенда или формы необходимо проверять, все ли стержни напрягаемой арматуры обрезаны и освобождены ли секторные и выдвижные упоры от усилия натянутых стержней.
17.27. При выполнении операций, не имеющих специфических особенностей, присущих изготовлению предварительно напряженных конструкций, следует руководствоваться действующими правилами по технике безопасности при изготовлении обычных сборных железобетонных конструкций.
18. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ОЦЕНКА СПОСОБОВ ПРОИЗВОДСТВА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ КОНСТРУКЦИЙ
18.1. Технико-экономическая оценка способов производства предварительно напряженных конструкций определяется при обязательном соблюдении условий технической и экономической сопоставимости.
Под технической сопоставимостью понимаются: функциональное назначение конструкции, характер и величины внешних воздействий, проектный класс и отпускная прочность бетона, условия эксплуатации конструкции, вид арматуры.
Под экономической сопоставимостью понимаются: проектная мощность завода ЖБИ, количество и квалификация рабочих, количество смен работы в сутки, территориальный район и действующий уровень договорных цен, условия транспортирования исходных материалов для бетонных смесей на завод ЖБИ.
Технико-экономическая оценка эффективности способов производства предварительно напряженных конструкций может также производиться по затратам труда (трудоемкости), связанным с выпуском таких конструкций на конкретных заводах ЖБИ.
18.3. Оценка эффективности технологии изготовления предварительно напряженных конструкций производится сравниванием нескольких технологически возможных вариантов их изготовления. При этом определяющим критерием экономической эффективности сравниваемых вариантов могут являться приведенные затраты на единицу продукции (руб./м3), если расчет ведется по стоимостным параметрам (см. п. 18.2), и суммарные затраты труда, если расчет ведется по трудовым затратам времени.
18.4. Суммарные затраты труда рекомендуется определять во всех случаях, когда используются значительно отличающиеся составы бетонных смесей, объемы, виды и классы бетонов, виды и классы арматурных сталей и арматурных изделий, технологии изготовления конструкций, включая способы натяжения арматуры. В случае, когда изменения распространяются на отдельные элементы составляющих трудозатрат, сравнение можно производить только по этим затратам. В связи с этим ниже приведены формулы для определения затрат труда на заготовку и натяжение арматуры.
18.5. Трудоемкость заготовки 1 т напрягаемой арматуры включает затраты на доставку стали со склада металла завода ЖБИ до рабочего места в арматурном или формовочном цехе, сортировку, протяжку, отмеривание и резку требуемых длин (включая стыковку для стержневой арматуры) с выполнением операций по созданию анкерных устройств на концах арматурных элементов.
Выбор вида анкерного устройства может производиться в соответствии с табл. 39.
18.6. Суммарные затраты труда в чел.-час на заготовку элементов напрягаемой арматуры определяются:
а) при агрегатно-поточной технологии с механическим натяжением на упоры форм по формулам:
для стержневой арматуры
для высокопрочной проволоки
![]() (24)
(24)
для арматурных канатов
где
Км - коэффициент оценивающий возможности механизации труда в зависимости от мощности завода ЖБИ и для всех формул определяемый из соотношения
![]()
Vпр - годовая мощность предприятия ЖБИ, т.м3;
d - диаметр арматуры, мм;
l - длина конструкции, м;
р - масса стержня, кг.
Таблица 39
|
Тип детали |
Формула для расчета трудоемкости, чел/ч |
||
|
на 100 стержней |
на 1 т |
||
|
Высаженная головка |
- |
|
|
|
Обжатая спираль |
Спираль |
|
|
|
Шайба |
|
|
|
|
Гильза |
|
|
|
|
Приваренная деталь |
Коротыш |
|
|
|
Наконечник с резьбой |
|
|
|
|
Зажим полуавтоматический |
- |
|
|
|
Зажим на арматуре с винтовым профилем |
- |
|
|
б) при стендовой технологии с натяжением на упоры по формулам (23) - (25) с умножением на коэффициент Кс, принимаемый равным: для стержневой арматуры 0,46, для высокопрочной проволоки 0,26; для арматурных канатов диаметром 12 мм - 0,4 и диаметром 12 мм - 0,56.
18.7. Трудоемкость натяжения 1 т напрягаемой арматуры включает затраты на транспортирование заготовленных для натяжения арматурных элементов к месту укладки натяжения на опоры стендов или форм (поддонов) гидродомкратами, включая закладку арматуры в зажимные устройства, а также отпуск натяжения.
18.8. Трудоемкость натяжения арматуры различного класса в чел.час определяется в зависимости от способа изготовления и длины конструкции:
а) при агрегатно-поточной технологии с натяжением на упоры форм:
при механическом натяжении
для стержневой арматуры
![]() (26)
(26)
для высокопрочной проволоки
![]() (27)
(27)
для арматурных канатов
при электротермическом натяжении для стержневой арматуры
![]() (29)
(29)
для высокопрочной проволоки
![]() (30)
(30)
б) при стендовой технологии с натяжением на упоры при механическом натяжении для стержневой арматуры
![]() (31)
(31)
для высокопрочной проволоки и арматурных канатов по формулам (27) и (28) с умножением на коэффициент Кс, равный соответственно 0,14 и 0,35.
при электротермическом натяжении на упоры (только для стержневой арматуры)
![]() (32)
(32)
18.9. Если величины суммарных трудовых затрат сравниваемых способах производства равны, то необходимо учитывать следующие дополнительные показатели по приоритетности и принимать их по минимальному значению: приведенные затраты; удельные относительные вложения; удельная материалоемкость; расход основных материалов; производственные площади, необходимые для размещения производства рассматриваемых конструкций.
18.10. В приложениях 16 и 17 приведены расходы цемента на 1 м3 предварительно напряженных конструкций, в приложениях 18 и 19 коэффициенты расхода бетонной смеси и арматурных сталей.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
ПЕРЕЧЕНЬ ЭФФЕКТИВНЫХ МАССОВЫХ СБОРНЫХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ЗДАНИЙ
|
Наименование конструкций |
Длина, м |
Масса, т |
|
|
1 |
2 |
3 |
|
|
Для жилых и общественных зданий |
|||
|
1. |
Многопустотные панели перекрытий высотой 22 см |
5 - 9 |
2,6 - 4,0 |
|
2. |
Многопустотные панели перекрытий высотой 30 см |
12 |
до 9 |
|
3. |
Панели сплошного сечения для перекрытий |
5 - 6 |
до 7 |
|
4. |
Ригели для перекрытий |
до 8 - 9 |
до 5 |
|
5. |
Плиты типа Т и 2Т для перекрытий |
до 12 |
до 11 |
|
Для промышленных предприятий |
|||
|
6. |
Плиты покрытий ребристые шириной 3 м |
6 |
2,7 - 3,6 |
|
7. |
Плиты покрытий ребристые шириной 3 м |
12 |
4,2 - 7,4 |
|
8. |
Плиты покрытий на пролет типа П |
18 |
8,2 - 9,5 |
|
9. |
Плиты покрытий на пролет типа КЖС |
18 |
9,8 - 10,1 |
|
10. |
Прогоны для покрытий |
6 |
0,5 |
|
11. |
Стропильные балки для покрытий с параллельными поясами |
9 - 12 |
2,8 - 5 |
|
12. |
Стропильные двухскатные балки для покрытий одноэтажных зданий |
12 - 18 |
4,7 - 12,1 |
|
13. |
Стропильные раскосные фермы для покрытий одноэтажных зданий |
18 - 24 |
4,5 - 14,9 |
|
14. |
Стропильные безраскосные фермы для покрытий одноэтажных зданий |
18 - 24 |
6,5 - 14,9 |
|
15. |
Стропильные треугольные фермы для покрытий одноэтажных зданий |
9 - 18 |
1,8 - 6,4 |
|
16. |
Подстропильные фермы для покрытий одноэтажных зданий |
12 |
8,4 - 11,3 |
|
17. |
Подкрановые балки |
6 - 12 |
3,5 - 10,3 |
|
18. |
Плиты перекрытий многоэтажных зданий |
6 |
1,5 - 4,3 |
|
19. |
Фундаментные балки для шага колонн 12 м |
10,7 - 11,9 |
2,8 - 5,7 |
|
20. |
Дорожные плиты |
6 |
4,2 |
ПРИЛОЖЕНИЕ 2
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ, РАСПОЛОЖЕННЫЕ В УНИФИЦИРОВАННЫХ ПРОЛЕТАХ УТП-1
Технологическая линия изготовления преднапряженных длинномерных конструкций в силовых формах приведена на рис. 1. Максимальная ширина изделий 700 мм, высота 1600 мм. Натяжение арматуры производится с помощью натяжного устройства СМЖ-737 с гидродомкратом СМЖ-82А и насосной станцией СМЖ-737.01 или грузовыми гидродомкратами СМЖ-157А и СМЖ-158А с усилием натяжения 1000 и 2000 кН. Заготовка стержневой арматуры осуществляется на установке СМЖ-524, проволочной и канатной арматуры - на установке СМЖ-213А. Бетонная смесь подается в формы бадьями 7275Б объемом 2,2 м3. Масса технологического оборудования 560 - 580 т, в том числе масса формы 415 - 445 т.
Технологическая линия изготовления преднапряженных длинномерных конструкций на коротких стендах приведена на рис. 2. Максимальная ширина изделий 700 мм, высота 1600 мм. Максимальное усилие натяжения, воспринимаемое упорами стендов, 550 т. Натяжение арматуры производится натяжным устройством СМЖ-737 или грузовыми гидродомкратами СМЖ-157А и СМЖ-158А после их приспособления для этих целей. Заготовка стержневой арматуры осуществляется на установке СМЖ-524, проволочной и канатной - на установке СМЖ-213А. Подача бетонной смеси в формы производится при помощи крана бадьями 7176Б. Масса технологического оборудования 300 - 360 т, в том числе масса форм 170 т.
Технологическая линия изготовления преднапряженных плит покрытий размером 3´6 представлена на рис. 3. Грузоподъемность виброплощадки 15 т. Предварительно напряженные конструкции изготовляют со стержневой арматурой, напрягаемой электротермическим способом. Для нагрева арматуры применяются установки СМЖ-129Б.

Рис. 1. Технологическая линия изготовления преднапряженных длинномерных конструкций в силовых формах
1 - бетоноукладчик; 2 - гидродомкрат (500 т); 3 - тележка с бадьей; 4 - тележка для питания виброинструмента; 5 - оборудование для заготовки напрягаемой арматуры; 6 - тележка для вывоза готовой продукции; 7 - силовые формы

Рис. 2. Технологическая линия изготовления преднапряженных длинномерных конструкций на коротких стендах
1 - бетонораздатчик; 2 - гидродомкрат (500 т); 3 - тележка с бадьей; 4 - тележка для питания виброинструмента; 5 - оборудование для заготовки напрягаемой арматуры; 6 - формы; 7 - тележка для вывоза готовой продукции

Рис. 3. Технологическая линия изготовления преднапряженных плит покрытий и перекрытий размером до 3´6 м
1 - бункер подачи бетона; 2 - виброплощадка; 3 - бетоноукладчик; 4 - стойки ямных камер тепловой обработки; 5 - установка для нагрева стержней; в - тележка для вывоза готовой продукции

Рис. 4. Технологическая линия изготовления преднапряженных плит покрытий размером до 3´12 м
1 - бункер подачи бетона; 2 - виброплощадка; 3 - бетоноукладчик; 4 - стеллаж для арматуры; 5 - установка гидродомкратов для натяжения арматуры; 6 - стойки ямных камер тепловой обработки; 7 - тележка для вывоза готовой продукции
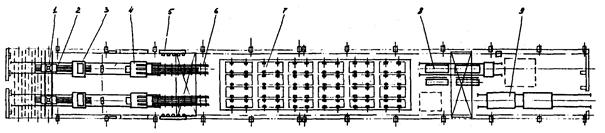
Рис. 5. Технологическая линия изготовления преднапряженных многопустотных плит перекрытий
1 - бункер подачи бетона; 2 - формовочная машина; 3 - бетоноукладчик; 4 - самоходный портал с бортоснасткой и виброщитом; 5 - установка для нагрева стержней; 6 - транспортная линия; 7 - стойки ямных камер тепловой обработки; 8 - машина для отделки изделий; 9 - тележка для вывоза готовой продукции
Установленная мощность электродвигателей оборудования 335 кВт и трансформаторов для нагрева 100 кВт. Масса технологического оборудования (без форм и поддонов) 140 т. Заготовка стержневой арматуры с высадкой анкеров производится на машине СМЖ-128Б в арматурном цехе.
Технологическая линия изготовления преднапряженных плит покрытий размером 3´12 м дана на рис. 4. Грузоподъемность виброплощадки 24 т. Предварительно напряженные конструкции изготовляются с механическим натяжением арматуры и плавным отпуском усилия натяжения при помощи натяжного устройства СМЖ-737. Установленная мощность электродвигателей оборудования 160 кВт. Масса технологического оборудования (без форм и поддонов) 226 т. Заготовка стержневой арматуры на установке СМЖ-524, а также пакетов проволочной и канатной арматуры на линии СМЖ-213А производится в арматурном цехе.
Технологическая линия изготовления преднапряженных многопустотных плит перекрытий дана на рис. 5. Пустотные плиты изготовляются со стержневой арматурой, напрягаемой электротермическим способом. Для нагрева арматуры применяется установка СМЖ-129Б. Заготовка стержневой арматуры с высадкой анкеров на машине СМЖ-128Б производится в арматурном цехе. Формование изделий осуществляется на формовочной машине СМЖ-227Б с применением самоходного портала СМЖ-228Б для установки бортоснастки и виброщитов.
Общая масса технологического оборудования 549 т, в том числе масса поддонов 370 т.
ПРИЛОЖЕНИЕ 3
УПРОЧНЕНИЕ ГОРЯЧЕКАТАНОЙ СТЕРЖНЕВОЙ АРМАТУРНОЙ СТАЛИ КЛАССА A-III ВЫТЯЖКОЙ
1. Упрочнение вытяжкой производится для повышения предела текучести стали, величина которого определяется напряжением, достигаемым при вытяжке. Со временем или после технологического нагрева (контактный электронагрев, пропарка изделий и т.п.) предел текучести повышается в результате старения, а пластические свойства при этом несколько уменьшаются.
2. Используемая для упрочнения сталь должна отвечать по своим механическим свойствам требованиям, предъявляемым ГОСТ 5781 и стали класса A-III.
Такое удлинение стали обеспечивает оптимальное увеличение предела текучести и позволяет сохранить достаточно высокие пластические свойства стали после упрочнения (d5 ³ 10 % и dр ³ 4 %).
Допускается производить упрочнение только до контролируемого удлинения без контроля напряжения, однако при этом расчетное сопротивление стали принимается 450 МПа вместо 490 МПа при двойном контроле. Вытяжка стали до удлинений, превышающих заданные, не допускается.
4. Величина усилия упрочнения устанавливается по теоретической площади поперечного сечения стержней.
5. Если при упрочнении стали вытяжкой с контролем усилия и удлинения усилие достигло заданной величины, а удлинение не достигло заданных значений, вытяжка прекращается и стержни принимаются как упрочненные с контролем усилия и удлинения.
Если же удлинение при вытяжке достигло предельного значения, а напряжение в стали не достигло 550 МПа, вытяжка прекращается, а стержни отбраковываются.
Отбракованные стержни могут быть повторно испытаны после определенной выдержки в течение 1 ... 3 сут при нормальной температуре или после прогрева в пропарочной камере при температуре 80 ... 90 °С в течение 4 ... 6 ч. Если контрольные испытания покажут, что условный предел текучести стали за счет старения достиг 550 МПа, а пластические свойства не менее указанных в п. 3 данного приложения, то стержни принимаются как упрочненные с контролем усилия и удлинения. Если эти условия не удовлетворяются, то стержни используются как упрочненные без контроля напряжения, т.е. с пониженным расчетным сопротивлением.
6. При упрочнении арматуры вытяжкой с контролем усилия и удлинения в случае необходимости получения заданной длины усилие вытяжки допускается превышать до 10 %, если удлинение не достигло предельных величин.
7. Допускается одновременное упрочнение пакетов стержней при условии использования их целиком в одной конструкции. При этом должны быть приняты меры, обеспечивающие равномерное удлинение всех стержней во время вытяжки.
8. При упрочнении следует учитывать, что после вытяжки длина стержней сокращается за счет упругого укорочения в среднем на 0,35 %. Укорочение стержней после упрочнения может колебаться от 0,2 до 0,5 %.
9. Упрочнение арматурной стали вытяжкой с контролем усилия и удлинений рекомендуется производить на установке СМЖ-525 или других подобных установках, имеющих механический или гидравлический привод.
10. Контроль величины удлинения при вытяжке должен производиться непосредственно по замерам деформаций стержней с точностью ±5 % его заданной величины.
ПРИЛОЖЕНИЕ 4
УКАЗАНИЯ ПО ПРИВАРКЕ КОРОТЫШЕЙ К АРМАТУРЕ КЛАССОВ Aт-IV - Aт-VII
Для арматуры классов Aт-IV, Aт-V, Aт-VI и Aт-VII длина коротышей принимается равной (5 ... 6)d с односторонними швами и 3d с двухсторонними швами. Для коротышей следует использовать горячекатаную арматуру классов A-I, A-II, A-III и других того же диаметра.
Стержни и коротыши должны плотно прилегать друг к другу и не иметь местных искривлений.
Прихватка каждого коротыша производится в одной точке на расстоянии (2,5 ... 3)d от торца коротыша. Длина прихватки 10 ... 15 мм, применяемые электроды и режимы те же, что и при сварке.
К работам по сварке термообработанной арматуры допускаются сварщики 4-го разряда, прошедшие специальный инструктаж по технологии сварки и сдавшие контрольные испытания. Контрольные испытания включают сварку пяти контрольных образцов по технологии, предусмотренной СН 393.
Сварщик допускается к работе, если изготовленные им образцы при растяжении выдерживали нагрузку не ниже 80 % прочности основного металла.
При анкеровке термообработанных стержней сварка производится в нижнем положении на постоянном токе обратной полярности.
Приступая к сварке, сварщик должен подобрать режим на отдельных арматурных стержнях.
Во избежание поджога стержней в начале шва дугу следует возбуждать только на коротыше. Сварку надо производить без поперечных колебаний дугой с опиранием обмазки электрода на свариваемый металл.
Не допускается смена электродов на середине свариваемого участка шва, т.е. сварка каждого участка шва должна производиться без перерывов одним электродом.
Для исключения подогрева соединения сварка первого и второго швов анкера должна производиться с перерывом 3 ... 4 мин между наложением предыдущего и последующего швов.
Для приварки анкерных коротышей может быть использован любой преобразователь или выпрямитель, предназначенный для ручной дуговой сварки (ПС-300, ПС-500, ПСО-300, ПСМ-1000, ВСС-300, ВКСМ-100 и др.).
Для контроля величины тока сварочный пост должен быть оснащен амперметром.
Сварка производится электродами диаметром 3 ... 4 мм типа Э-50А, марок УОНИ-13/55 и др. по ГОСТ 9467. Перед началом работы электроды рекомендуется прокалить по режиму, соответствующему их марке.
По окончании приварки коротышей сварщик должен очистить шов от шлака и осмотреть его.
Наличие трещин в сварных швах не допускается. Поры и шлаковые включения диаметром до 1,5 мм на длине шва, равной 1 см, допускаются в виде исключения и не более чем в одном месте.
При контроле качества приварки коротышей помимо трещин и шлаковых включений необходимо проверять суммарную длину шва, которая должна быть не менее 10d, толщину шва, которая должна равняться 0,25d и быть не менее 4 мм в соответствии с требованиями ГОСТ 14098 к сварным соединениям с накладками.
ПРИЛОЖЕНИЕ 5
ОБОРУДОВАНИЕ ДЛЯ ЗАГОТОВКИ СТЕРЖНЕВОЙ ПРОВОЛОЧНОЙ И КАНАТНОЙ НАПРЯГАЕМОЙ АРМАТУРЫ
1. Установка СМЖ-524 для заготовки напрягаемой стержневой арматуры.
Для сварки горячекатаной стержневой арматуры классов A-III, А-IV, А-V и А-VI диаметром от 12 до 40 мм мерной длины и высадки на обоих ее концах анкерных головок рекомендуется использовать серийно выпускаемую установку СМЖ-524. Она состоит из приемного и подающего рольгангов, гидравлического станка для резки арматуры СМЖ-133А, машины МС-2008 для контактной стыковой сварки и механизма продольной подачи по рольгангам (рис. 1).
Установка СМЖ-524 выпускается в трех исполнениях для заготовки плетей стержневой арматуры длиной от 7200 мм до 24500 мм. Производительность установки от 10 до 30 плетей в час. Она зависит от длины заготовляемых плетей и диаметра свариваемой арматуры. Установка СМЖ-524 используется также для заготовки стержневой арматуры класса A-III в непрерывную плеть с последующим безотходным мерным ее раскроем для армирования как обычных, так и предварительно напряженных железобетонных конструкций. В качестве напрягаемой арматуры эти мерные стержни с высаженными на концах анкерными головками используются после упрочнения вытяжкой на установках СМЖ-525.
Техническая характеристика установки СМЖ-524
|
Производительность, плетей/ч, при условной длине: |
|
|
6000 мм........................................................................................... |
30 |
|
12000 мм......................................................................................... |
20 ... 25 |
|
18000 мм......................................................................................... |
16 ... 20 |
|
24000 мм......................................................................................... |
10 ... 16 |
|
Диаметр свариваемых стержней, мм..................................................... |
12 ... 40 |
|
Максимальная длина заготавливаемых плетей, мм: |
|
|
первое исполнение........................................................................ |
7200 ... 12500 |
|
второе исполнение......................................................................... |
13200 ... 18500 |
|
третье исполнение......................................................................... |
19200 ... 24500 |
|
Скорость передвижения плетей, м/мин................................................. |
22 |
|
Установленная мощность: |
|
|
электродвигателей, кВт................................................................. |
9,2 |
|
трансформатора, кВт..................................................................... |
150 |
|
Давление воздуха, МПа........................................................................... |
0,5 |
|
Расход охлаждаемой воды, л/ч............................................................... |
200 |
|
Габаритные размеры, мм: |
|
|
длина: |
|
|
первое исполнение......................................................................... |
22610 ... 24960 |
|
второе исполнение......................................................................... |
28610 ... 30960 |
|
третье исполнение.......................................................................... |
34610 ... 36960 |
|
ширина............................................................................................ |
1525 |
|
высота.............................................................................................. |
1630 |
|
Масса, кг: |
|
|
первое исполнение........................................................................ |
5280 ... 5460 |
|
второе исполнение......................................................................... |
5610 ... 5720 |
|
третье исполнение......................................................................... |
5840 ... 5950 |
|
Завод-изготовитель.................................................................................. |
Лисичанский завод «Строммашина» |
2. Установка СМК-525 предназначена для механического упрочнения стержневой арматуры класса A-IIIв путем вытяжки. Установка состоит из силовой рамы и гидродомкрата СМЖ-84А с ходом поршня до 1120 мм. Силовая рама установки собирается из отдельных секций в зависимости от исполнения по длине. Всего имеется семь исполнений для стержней 6000 ... 24000 мм.
Концевая секция заканчивается анкерной плитой, в которой на тяге монтируется захват для анкерной головки стержня. Анкерная плита оборудована предохранительной скобой на случай возможных повреждений захвата. Установка комплектуется промежуточной анкерной плитой, устанавливаемой на раме в необходимом месте для упрочнения стержней меньшей длины. Для обеспечения техники безопасности работ на установке предусмотрен механизм, который предохраняет от выброса стержней при возможных обрывах.
Техническая характеристика установки СМЖ-525
|
Класс стали.................................................................................. |
A-IIIв |
|
Диаметр стержней, мм................................................................ |
22 ... 36 |
|
Производительность, плетей/ч.................................................. |
6 ... 12 |
|
Давление воздуха, МПа.............................................................. |
0,5 |
|
Расход воздуха (свободного), м3/ч............................................. |
1 |
|
Усилие натяжения, кН................................................................ |
1000 |
|
Расчетное удлинение стержней................................................. |
4,5 % длины заготовок |
|
Установленная мощность, кВт.................................................. |
7,5 |
|
Габаритные размеры, мм: |
|
|
длина................................................................................... |
9635 ... 27635 |
|
ширина................................................................................ |
1751 |
|
высота.................................................................................. |
1035 |
|
Масса, кг....................................................................................... |
2400 ... 5100 |
|
Завод-изготовитель..................................................................... |
Лисичанский завод «Строммашина» |
3. Машина СМЖ-128В (рис. 2) предназначена для высадки анкерных головок с предварительным нагревом осаживаемых концов арматурных стержней из стали классов A-IIIв, А-IV, А-V, А-VI, Aт-V и Aт-VI диаметром от 10 до 25 мм. Высадка производится на обоих концах стержней длиной 5,5 ... 6,5 м. Из загрузочного устройства 7 стержни по одному подают в левое 4 и правое 8 высадочные зажимные устройства. Нажатием кнопки пульта управления 1 стержни зажимают, их концы нагревают током, поступающим от трансформаторов, и высаживают анкеры. Температуру нагрева контролируют фотопирометрами. В зависимости от класса арматурной стали и диаметра стержня температуру нагрева устанавливают от 700 до 1200 °С. Машина работает в автоматическом цикле. Ее производительность 150 анкеров в час при арматуре диаметром 10 мм и 95 анкеров при диаметре стержней 25 мм. Машина выпускается Черкасским заводом «Строммашина».

Рис. 1. Установка СМЖ-524 для заготовки мерных стержней и высадки анкерных головок
1, 7 - подающий и приемный конвейеры; 2 - механизм подачи; 3 - машина МС-2008 для стыковой сварки; 4 - воздухораспределитель; 5 - стойка с подъемным роликом; 6 - станок СМЖ-133А для резки арматурной стали
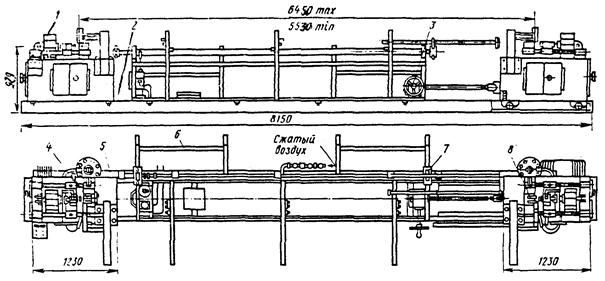
Рис. 2. Машина СМЖ-128 для высадки анкеров
1 - пульт управления; 2 - рама; 3 - механизм передвижения; 4, 8 - высадочные зажимные устройства; 5 - ресивер; 6 - бункер; 7 - загрузочное устройство
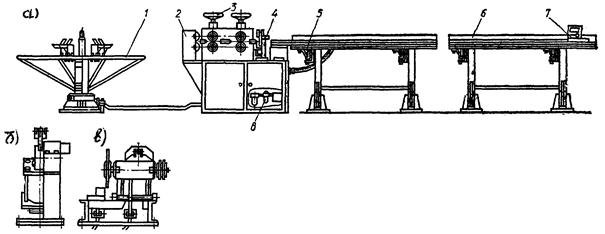
Рис. 3. Линия СМЖ-213А для заготовки проволочной и канатной арматуры
1 - бухтодержатель; 2 - направляющие ролики; 3 - механизм подачи; 4 - механизм резки; 5 - передняя секция; 6 - задняя секция; 7 - блок конечного выключателя; 8 - пневмосистема
4. Линия СМЖ-213А для заготовки высокопрочной проволоки и канатной арматуры (рис. 3) состоит их бухтодержателя, блока подачи и резки, передней, средней и задней секций приемного стола, блока концевого включения и шкафа-пульта управления.
Линия выпускается в двух исполнениях, каждое из которых имеет четыре сборки.
Линия в первом исполнении предназначена для заготовки канатной арматуры диаметром 12 и 15 мм. Механизм резки в этой линии состоит из качающегося кронштейна со шпинделем, дисковой пилой и тисками для зажима каната. Все узлы механизма резки смонтированы на раме. Пила приводится во вращение от двигателя. Качение пилы и зажим каната осуществляется пневмоцилиндрами.
Линия во втором исполнении предназначена для заготовки проволоки диаметром 5 и 6 мм и канатной арматуры диаметром 7,5 мм. От первого исполнения она отличается в основном механизмом резки. Он представляет собой корпус с обоймой, в которой смонтированы неподвижная разрезная втулка-нож и поворотный стакан с подвижной втулкой-ножом. Стакан поворачивается пневмоцилиндром. Режущая кромка подвижной втулки сдвигается относительно неподвижной втулки за счет эксцентрика стакана.
5. Станок СМЖ-155 для высадки анкерных головок на высокопрочной проволоке в холодном состоянии (рис. 4) состоит из станины, рамы с колесами и привода. На раме расположены двигатель, вал с маховиком и автоматический выключатель. В верхней части станины расположены звездочка с однооборотной муфтой и кривошипным валом, ползун зажимного устройства, пуансон с бойком, губки и рукоятка включения однооборотной муфты. Проволока заводится между зажимными губками до упора в торец бойка пуансона. При работающем приводе поворотом рукоятки включается однооборотная муфта, мерный отрезок проволоки зажимается в губках зажимного устройства и ударом пуансона высаживается анкерная головка. На проволоку перед высадкой головки надеваются втулки или групповые пластины с отверстиями.
Техническая характеристика линии СМЖ-213А
|
Показатели |
Варианты (сборки) установки |
|||
|
I |
II |
III |
IV |
|
|
Максимальная длина заготовки, м |
7,5 |
14,5 |
20,5 |
26,5 |
|
Производительность, м/ч |
430; 1800 |
720; 2400 |
860; 2700 |
1000; 2880 |
|
Скорость подачи, м/мин |
30; 60 |
30; 60 |
30; 60 |
30; 60 |
|
Установленная мощность, кВт |
7; 3 |
7; 3 |
7; 3 |
7; 3 |
|
Давление воздуха, МПа |
0,5 |
0,5 |
0,5 |
0,5 |
|
Габаритные размеры, мм: |
||||
|
длина |
12710 |
18710 |
24710 |
30710 |
|
ширина |
2734 |
2734 |
2734 |
2734 |
|
высота |
1440 |
1440 |
1440 |
1440 |
|
Масса, кг |
2160; 1990 |
2650; 2480 |
3145; 2975 |
3640; 3470 |
|
Завод-изготовитель |
Черкасский завод «Строммашина» |
|||
Примечание. При двух показателях в таблице первый относится к исполнению линии, предназначенной для заготовки канатом диаметром 15 и 12 мм, второй - для заготовки проволоки диаметром 5 и 6 мм.
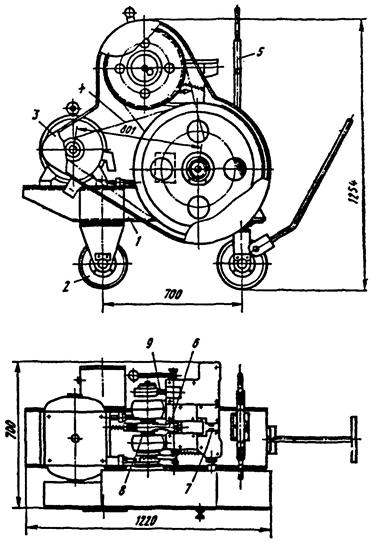
Рис. 4. Станок СМЖ-155 для высадки головок на высокопрочной проволоке в холодном состоянии
1 - рама; 2 - колесо; 3 - электродвигатель; 4 - передача; 5 - подставка для подаваемой проволоки; 6 - пуансон; 7 - плашка; 8 - кривошипно-шатунный механизм; 8 - механизм зажима
Техническая характеристика станка СМЖ-155
|
Диаметр высокопрочной проволоки, мм.............................................. |
4 - 6 |
|
Число ходов пуансона в минуту............................................................ |
20 |
|
Рабочий ход пуансона, мм...................................................................... |
6 |
|
Установленная мощность, кВт............................................................... |
2,8 |
|
Габаритные размеры, мм: |
|
|
длина............................................................................................... |
1220 |
|
ширина............................................................................................ |
700 |
|
высота.............................................................................................. |
1254 |
|
Масса, кг................................................................................................... |
520 |
|
Завод-изготовитель.................................................................................. |
Киевский завод по ремонту средств механизации строительства |
6. Машины для опрессовки анкеров и соединительных муфт
Опрессовку или накатку анкеров и соединительных муфт следует производить в соответствии с ТУ 21-33-82 Анкеры и стыки типа «Обжатая обойма». Технические характеристики наиболее распространенных для этих целей машин приведены в таблице.
7. Оборудование и приспособления для изготовления спиральных анкеров
На заводах ЖБИ применяется несколько конструкций станков для навивки спиралей. На Мироновском заводе (Донецкая обл.) применяют станок, состоящий из правильного барабана с приводом, двух тянущих роликов с рифленой поверхностью, сменного валика, диаметр которого соответствует диаметру напрягаемой арматуры, прижимного ролика с ножом для обрезки спирали. Станок производительностью 2000 ... 2500 спиралей в час обслуживает один рабочий. Станок не обеспечивает ровные торцы спиралей, поэтому при опрессовке спирального анкера на стержне один внутренний виток спирали оставляют без опрессовки, что позволяет при натяжении частично выровнять торцовую поверхность анкера.
Технические характеристики машин для опрессовки анкеров
|
Наименование показателей |
МО-4 |
МО-5 (МО-6) |
МОС-150 |
МОГ-1 |
K-21-30A |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Усилие обжатия, кН |
1500 |
2000 |
1520 |
1500 |
1000 |
|
Диаметр арматурных стержней, мм |
10 - 18 |
10 - 22 |
10 - 22 |
10 - 18 |
10 - 18 |
|
Производительность опрессовки, ч |
200 |
200 (240) |
300 |
300 |
600 |
|
Привод |
Пневматический |
Гидравлический |
Механический |
||
|
Диаметр цилиндра привода, мм |
414 |
414 |
- |
250 |
- |
|
Давление воздуха, МПа |
0,6 |
0,6 |
0,6 |
- |
0,6 |
|
Расход сжатого воздуха, м3/мин |
1,6 |
1,8 (7,2) |
5,2 |
- |
0,1 |
|
Давление гидросистемы, МПа |
- |
- |
- |
15 |
- |
|
Габариты, мм: |
|||||
|
длина |
1500 |
1800 |
1900 |
1100 |
1500 |
|
ширина |
800 |
800 |
530 |
800 |
850 |
|
высота |
1100 |
1300 |
1340 |
1400 |
2200 |
|
Масса, кг |
990 |
1300 |
1300 |
1800 |
2000 |
|
(без насосной установки) |
|||||
|
Разработчик |
Институт ВНИИжелезобетон |
Московский з-д ЖБИ-18 |
Минстанкопром |
||
На Загорском заводе ЖБК (Московская обл.) применяют станок, состоящий из двух роликов с рифленой поверхностью и ножом, валика для навивки спиралей, правильного роликового устройства. Производительность станка 2000 спиралей в час. Станок не обеспечивает ровные перпендикулярные продольной оси торцы спиралей, что является его недостатком.
На домодедовском заводе ЖБК на станке навивают длинную спираль, которую потом разрезают на заготовки на механических ножницах СМЖ-172Б с остроугольным ножом, обеспечивающих при резке ровный перпендикулярный оси спирали торец. Из-за дополнительной операции разрезки спирали с ручной подачей трудоемкость заготовки этих спиралей увеличивается примерно в три раза.
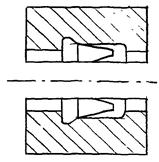
Рис. 5. Матрица для опрессовки спиралей
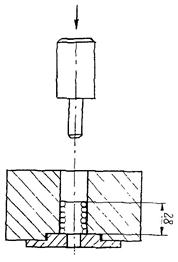
Рис. 6. Приспособление для продольного обжатия спирали
На некоторых предприятиях заготовленные спирали с неровными торцами опрессовывают на стержнях в специальных конусных матрицах (рис. 6) или обжимают до опрессовки в спиральном приспособлении в продольном направлении (рис. 6), что позволяет выравнивать торцы спирали.
НИИЖБ, Гидростроммаш и завод «Строммашина» (г. Черкассы) разработали автоматизированную линию для образования анкерных устройств типа «Обжатая сталь». Линия состоит из отборщика прутков из пачки, рольганга, механизмов подачи и профилирования проволоки и двух станков накатки и опрессовки проволоки непосредственно на стержень.
Технология образования анкера позволяет получать опорную плоскость спирали, практически перпендикулярную оси стержня.
Прочность анкеров составляет 0,8 - 0,9 от временного сопротивления разрыву применяемой арматуры.
ПРИЛОЖЕНИЕ 6
СХЕМЫ МЕХАНИЧЕСКОГО СПОСОБА НАТЯЖЕНИЯ АРМАТУРЫ
Одиночное натяжение арматуры
При одиночном натяжении арматурного элемента силовым механизмом создается возможность контролировать степень натяжения каждого стержня, обеспечивая равномерность натяжения всех стержней в изделии. Способ требует сравнительно сложного оборудования и имеет относительно низкую производительность за счет потерь времени на индивидуальное натяжение арматурных элементов.
В основном существует две схемы одиночного натяжения.
Первая схема (рис. 1), предложенная СКБ Главстройпрома, предусматривает поочередное натяжение стержней на упоры формы.
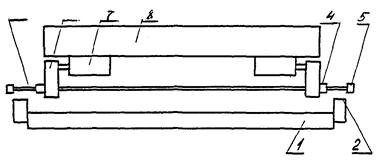
Рис. 1. Силовая траверса для одиночного натяжения арматуры (СКБ Главстройпрома)
Функциональные механизмы принципиально аналогичны механизмам линии ДМ-2 для электротермического натяжения. В автоматическом режиме производится измерение расстояния между каждой парой упоров, на выбранном из пачки стержней высаживаются концевые 5 и промежуточные 4 анкеры. Расстояния между концевыми анкерами и упорами индивидуально корректируются. Затем стержень 6 захватывается натяжной траверсой 8, вытягивается до заданного удлинения домкратом 7 и устанавливается в упоры 2 формы 1.
Вторая схема (рис. 2) предусматривает поочередное натяжение каждого стержня 5 с использованием подвижного упора 2 формы 1.
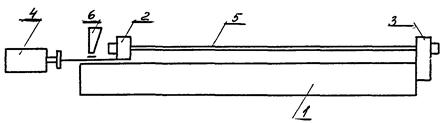
Рис. 2. Механизм для поочередного натяжения арматуры с использованием подвижного упора форм
Натяжение осуществляется путем перемещения приводом 4 упора 2 и фиксации его в этом состоянии клином 6.
По данной схеме перемещается в поперечном направлении либо привод 4, либо поддон 1.
Подвижной упор может выполняться в различных модификациях: перемещающийся прямолинейно в направляющих поддона, откидывающийся на шарнире, установленном на торце поддона и т.п.
Групповое натяжение арматуры
Одновременное натяжение всех (или групп) арматурных стержней осуществляется силовым приводом с помощью траверсы, борт-траверсы или подвижного упора, положение которых после натяжения фиксируется специальными фиксаторами.
В основном существует три схемы группового натяжения.
Для натяжения с помощью выносных поворотных устройств (рис. 3) ПО «Моспромжелезобетон» разработана установка, представляющая группы из трех гидродомкратов, работающих параллельно.
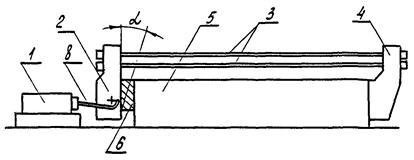
Рис. 3. Установка для натяжения арматуры выносными поворотными устройствами (ПО Моспромжелезобетон»)
На штоках домкратов 1 установлены захваты 8, которыми осуществляется поворот натяжных рычагов 2 на угол a после чего производится укладка арматурных стержней 3 в пазы этих рычагов и упоров 4. Натяжение стержней производится обратным ходом домкрата. Каждый гидродомкрат поворачивает один рычаг, в который установлены 4 арматурных стержня. В зазор между формой 5 и рычагом 2 устанавливается вкладыш 6, фиксирующий положение стержней.
Вторая схема (рис. 4) разработана А.О. ЦНИИС.
Установка состоит из формы, включающей поддон 5 и продольные борта, выполненные как единая силовая металлоконструкция.
Поперечные борта выполнены в виде борттраверс 1 и 4 (несущих конструкций), снабженных упорами для укладки напрягаемых стержней 3 с анкерами 2 и способных воспринимать усилия натяжения арматуры.
Неподвижный борт 1 при натяжении арматуры опирается на торцы продольных бортов. Подвижный борт 4 подвижен в горизонтальной плоскости в направлении продольной оси формы. Для натяжения арматуры в прорези, образованные пазами продольных и активных бортов, вводятся два гидроклина, перемещающих активный борт на заданную величину и создающих усилия натяжения арматуры. Положение активного борта фиксируется вкладышами 7.
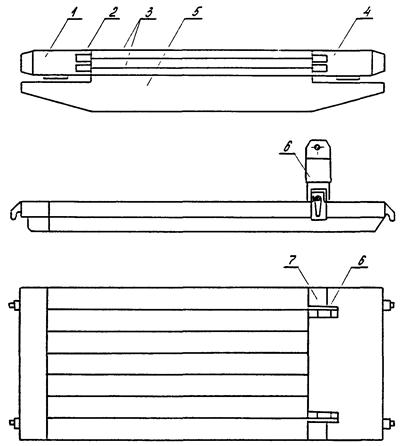
Рис. 4. Установка для натяжения арматуры борттраверсой (ЦНИИС)
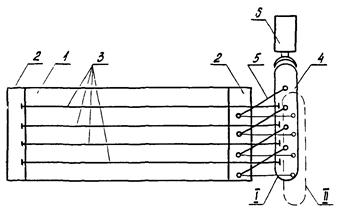
Рис. 5. Установка для натяжения арматуры траверсой
Установка для натяжения арматуры траверсой (рис. 5) состоит из поддона 1, двух поперечных бортов 2, в одном из которых в упорах фиксируются напрягаемые стержни 3. Второй конец напрягаемых стержней фиксируется в силовой траверсе 4, соединенной с бортом рычагами 5. Натяжение производится путем перемещения траверсы 4 силовым гидродомкратом 6 из положения 1 в положение П.
Основным недостатком всех схем группового натяжения арматуры является неравномерность усилия натяжения как отдельных стержней так и групп стержней.
ПРИЛОЖЕНИЕ 7
АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЗАГОТОВКИ И НАТЯЖЕНИЯ СТЕРЖНЕВОЙ АРМАТУРЫ ДМ-2
Автоматизированная линия ДМ-2 (см. рис. 18 в главе 9) предназначена для заготовки и натяжения стержневой арматуры классов А-V, Aт-V и Aт-VI при изготовлении многопустотных плитных настилов и других плитных изделий. Линия ДМ-2 выполняет следующие операции:
поштучный отбор стержней из пачки;
ориентацию и фиксацию форм;
измерение расстояния между парами упоров на формах;
мерную резку стержней, соответствующую расстоянию между упорами формы;
высадку анкерных головок на концах стержней;
электронагрев с растяжением стержней;
принудительную укладку стержней в упоры форм.
Линия может применяться при агрегатно-поточной, полуконвейерной и конвейерной технологических схемах изготовления предварительно напряженных железобетонных изделий.
Техническая характеристика
|
Производительность линии, стержней в час........................................ |
до 100 |
|
Диаметр используемой арматуры.......................................................... |
10 ... 14 мм |
|
Количество стержней, одновременно загружаемых в бункер питателя, не более |
250 |
|
Точность намерения расстояния между опорными поверхностями упоров поддона.......................................................................................................... |
±1 мм |
|
Температура нагрева концов стержней для высадки.......................... |
900 ± 50 °С |
|
Температура нагрева стержня для укладки.......................................... |
400 ± 20 °С |
|
Время нагрева стержня........................................................................... |
15 ... 30 с |
В качестве средств транспортировки форм при агрегатно-поточной технологии применяется цепной конвейер, снабженный механизмом ориентации, а при конвейерной или полуконвейерной технологиях - цепной конвейер, снабженный механизмом передачи и ориентации форм, транспортных тележек или передаточная платформа. Отбор стержней из пакета осуществляется посредством захвата одного конца стержня с последующим отделением его по всей длине от пакета. Высадка анкерных головок производится одновременно с обоих концов стержня. Контактный электронагрев арматуры производится по всей длине стержней с подводом тока через те же контактные губки, что и при высадке головок с одновременным растяжением арматуры с помощью пневмоцилиндра. Принудительная укладка стержней в упоры форм производится с помощью двух вертикальных досылателей, приводимых в движение пневмоцилиндрами.
ПРИЛОЖЕНИЕ 8
ХАРАКТЕРИСТИКИ АРМАТУРНО-НАМОТОЧНЫХ АГРЕГАТОВ
Арматурно-намоточный агрегат стационарного типа (рис. 1) входит в состав конвейерных и агрегатно-поточных линий по производству предварительно напряженных штатных железобетонных конструкций массового применения.
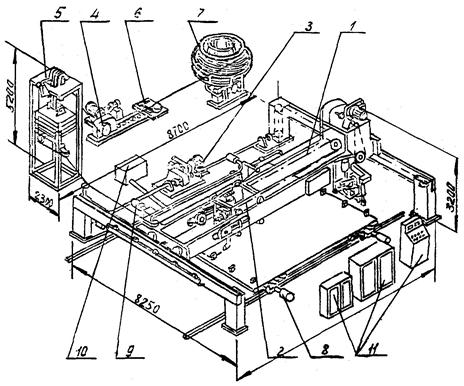
Рис. 1. Арматурно-намоточный агрегат стационарного типа
1 - мост; 2 - каретка; 3 - привод поперечной подачи; 4 - механизм подачи; 5 - натяжное устройство; 6 - ловитель связок; 7 - бухтодержатель; 8 - базовый фиксатор; 9 - прижимной фиксатор; 10 - насосная станция; 11 - электрооборудование
Эксплуатируемый в настоящее время на заводах ЖБИ арматурно-намоточный агрегат стационарного типа (шифр Гипростроммаша - 6281, шифр ЭКБ ЦНИИСК - 4049) производит без участия оператора все операции по навивке арматуры, в том числе закрепление начала и конца нити и ее обрезку.
Арматурно-намоточный агрегат включает: бухтодержатель, механизм выдачи арматуры, натяжную станцию, порталы, мост, каретку с распределительным рабочим органом - пинолью, комплект аппаратуры для электронагрева арматуры, пульт управления.
Заводскую бухту арматуры укладывают на бухтодержатель, один конец пропускают последовательно через блоки механизма подачи, натяжной станции, мосты, верхний и нижний (выдающий) ролики пиноли и закрепляют в держателе носителя арматуры, смонтированного на мосту.
Форма поступившая на пост навивки, фиксируется с помощью гидродомкратов.
Процесс армирования осуществляется без участия оператора по сигналу от командного аппарата, в который заложена программа (может быть несколько вариантов).
Процесс начинается с навивки арматуры на первую пару упоров путем перемещения каретки с пинолью по месту.
Перевод навивки на следующую пару упоров осуществляется путем перемещения моста с кареткой по порталу (поперек оси конвейера).
Электронагрев арматуры осуществляется на участке постоянной длины путем пропускания тока через подводящие контакты. После закрепления конца арматурной нити ее обрезают с помощью специального механизма, предусмотренного на мосту агрегата.
Существует несколько модификаций агрегата стационарного типа, различающихся шириной портала или длиной моста:
с широким порталом - для навивки каркаса одного или нескольких изделий обшей шириной до 4,5 м;
с узким порталом - для навивки каркаса изделий шириной до 2 м;
с мостом нормальной длины - для навивки каркаса изделий длиной около 6,5 м;
с укороченным мостом - для навивки поперечной арматуры изделий длиной около 3,5 м (поперек движения технологического потока).
Технологическая характеристика агрегата (для изделий длиной до 8,5 м)
|
Габариты, мм: |
|
|
длина.......................................................................................... |
11150 |
|
ширина...................................................................................... |
5900 |
|
высота (от уровня пола)........................................................... |
2800 |
|
Масса агрегата, т |
25 |
|
Скорость навивки, м/мин.................................................................. |
36 |
|
Скорость подъема пиноли, м/с......................................................... |
0,6 |
|
Высота подъема пиноли, мм............................................................. |
200 |
|
Мощность, кВт: |
|
|
электродвигателей................................................................... |
45 |
|
трансформатора........................................................................ |
72 |
Арматурно-намоточный агрегат самоходного типа (рис. 2) предназначен для изготовления преднапряженного каркаса как на стендах (при формовании длинномерных железобетонных плит, стержневых и линейных конструкций), так и на поточных линиях (при формовании двухосно-преднапряженных железобетонных конструкций).
Самоходный агрегат состоит: из рамы (платформы) на колесном ходу (ширина рельсовой колеи 4,5 м), бухтодержателя, подтормаживающего устройства, выдающего механизма, натяжной станции, пиноли, каретки, привода перемещения каретки, привода подъема и опускания пиноли, комплекта аппаратуры для электронагрева арматуры, пульта управления.
Все механизмы самоходного агрегата смонтированы на раме.
Электропитание агрегата от сети осуществляется по кабелю.
Навивка продольной арматуры осуществляется в процессе перемещения самого агрегата, а поперечной - в результате перемещения каретки с пинолью поперек платформы.
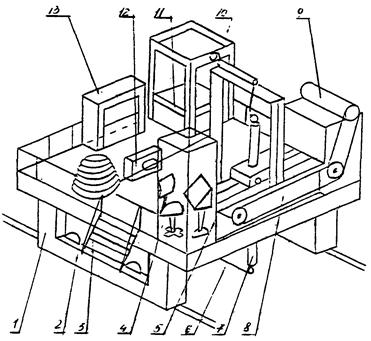
Рис. 2. Арматурно-намоточный агрегат самоходного типа
1 - привод продольного хода; 2 - рама агрегата; 3 - бухтодержатель; 4 - пульт управления агрегатом; 5 - каретка с пинолью; 6 - канат; 7 - пиноль; 8 - мост; 9 - привод передвижной каретки; 10 - грузовая клеть; 11 - груз; 12 - механизм подачи; 13 - электрооборудование, тиристорные преобразователи
Нагрев арматуры осуществляется путем пропускания тока на участке между токопроводящими роликами.
В настоящее время имеются две модификации самоходного арматурно-намоточного агрегата - агрегаты 6540 в 3269.
По сравнению с ранее применявшимися в агрегате 6540 имеется каретка с пинолью новой конструкции, аналогичной применяемой на стационарном агрегате, в результате чего обход пинолью поперечных упоров осуществляется автоматически без продольного перемещения самого агрегата. Кроме того, для обеспечения плавного изменения скорости продольного и поперечного хода агрегат оснащен тиристорными преобразователями. Технические возможности агрегата позволяют увеличить высоту изделий до 1 м.
Агрегат 3269 разработан с учетом опыта эксплуатации в НИИЖБе агрегата 6540 и новых норм проектирования в области машиностроения.
При этом обновлена номенклатура комплектующих изделий.
Техническая характеристика агрегата
|
Габариты, мм: |
|
|
длина.................................................................................... |
6270 |
|
ширина................................................................................. |
6620 |
|
высота................................................................................... |
4532 |
|
Масса, т............................................................................................ |
30 |
|
Мощность, кВт: |
|
|
электродвигателей.............................................................. |
50 |
|
трансформаторов (до 1000 А)............................................ |
100 |
|
Скорость движения агрегата при продольной навивке, м/мин. |
50 |
|
Скорость движения каретки при поперечной навивке, м/мин.. |
30 |
|
Скорость перемещения пиноли по вертикали, м/мин................ |
0,45 |
Арматурно-намоточный агрегат с вращающейся платформой предназначен для эксплуатации на агрегатно-поточных линиях, выпускающих преимущественно элементы стен для сборных силосов зерновых элеваторов - объемные (типа СОГНО) размером 3´3´1,2 м и криволинейные для круглых силосов диаметром 6 м, кольца которых состоят из четырех элементов типа ЭКС размером 6,6´1,2´0,14 м или трех элементов.
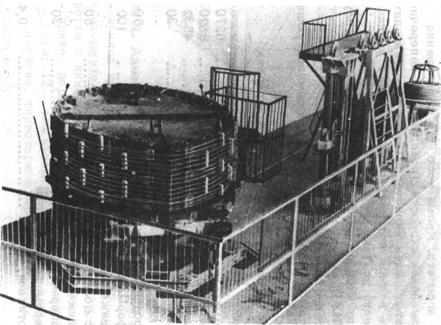
Рис. 3. Общий вид арматурно-намоточного агрегата с поворотной платформой
В состав применяемых в настоящее время агрегатов с вращающейся платформой входят: бухтодержатель, ловитель узлов арматурного каната, подтормаживающее устройство, механизм выдачи арматуры, участок нагрева, устройство для раскладки арматуры по высоте формы (пантограф), вращающаяся платформа, на которую устанавливается сердечник формы, комплект электрооборудования для питания приводов и нагрева арматуры, пульт управления.
Сматывание арматуры с бухты и навивка на сердечник формы осуществляется в процессе вращения платформы, ее раскладка по высоте сердечника - с помощью пантографа.
Техническая характеристика агрегата
|
Масса, т......................................................................................................... |
20 |
|
Грузоподъемность, т.................................................................................... |
10 |
|
Скорость вращения платформы, об/мин................................................... |
2,4 |
|
Скорость навивки арматуры (в зависимости от типа изделия), м/мин.. |
до 80 |
|
Диаметр платформы, м................................................................................ |
3,5 |
ПРИЛОЖЕНИЕ 9
ОПРЕДЕЛЕНИЕ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ УСТАНОВОК ДЛЯ НАГРЕВА АРМАТУРЫ И РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
При выборе типов и количества преобразователей тока для нагрева арматуры и схемы их соединения необходимо определить требуемую силу тока, напряжение и мощность. Расчет этих параметров для стержневой, канатной и проволочной арматуры ведется по одним и тем же формулам, однако значения входящих в эти формулы констант зависит от вида и диаметра арматуры. Так, например, для арматуры диаметром не более 6 мм в формулу для определения требуемой силы тока вводится омическое сопротивление арматуры и количество тепла, необходимое для ее нагрева до заданной температуры. Для арматуры диаметром более 10 мм в расчет вводится активное сопротивление переменному току, учитывающее, помимо омического сопротивления, влияние поверхностного эффекта и дополнительные потери на теплоизлучение и конвекцию. Требуемая величина тока равна:
![]() (1)
(1)
где Qполн количество тепла, расходуемое на нагрев 1 м арматуры до расчетной температуры, Дж;
К - коэффициент, учитывающий схему включения стержней в цепь питания. При последовательном включении К = 1, при параллельном включении К равен числу одновременно нагреваемых стержней; R - сопротивление одного погонного метра при расчетной температуре нагрева для стержневой арматуры - активное, а для контактной и проволочной - омическое, Ом, приведено в табл. 1; t - время нагревания, с.

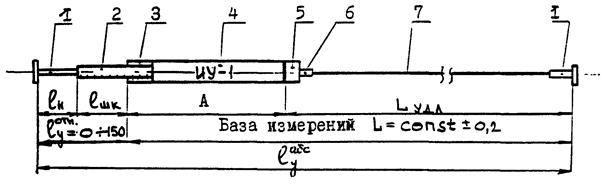
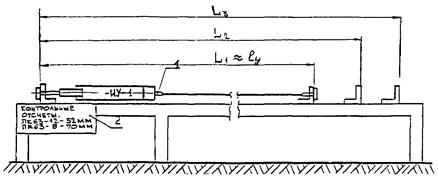
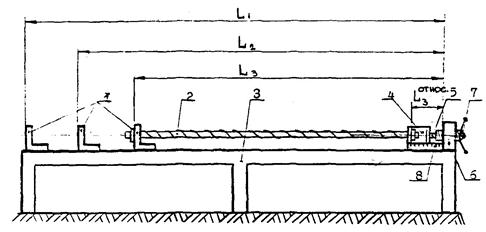
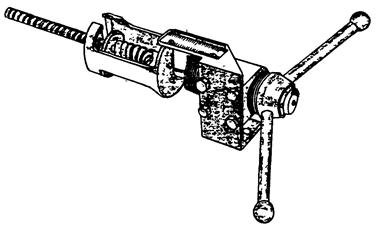
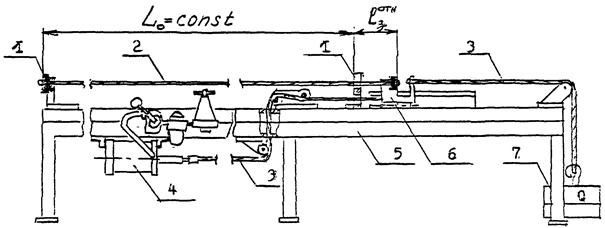
 (3)
(3)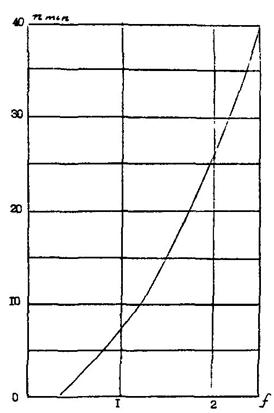
 (12)
(12) (13)
(13) (14)
(14) .
.