Группа компаний «Трансстрой»
СТО-ГК
«Трансстрой»-012-2007
Стандарт организации
Стальные конструкции мостов.
Заводское изготовление

Москва
2007
Предисловие
1 РАЗРАБОТАН
Научно-технической ассоциацией ученых и специалистов транспортного
строительства, Филиалом ОАО ЦНИИС «Научно-исследовательский центр «Мосты» (доктор техн. наук А.С. Платонов, кандидат техн. наук В.Г. Гребенчук, инженеры А.В. Кручинкин, В.И. Звирь) по заданию
ООО «Группа компаний «Трансстрой». При разработке учтены материалы исследований
в области изготовления и контроля качества стальных конструкций мостов,
выполненных К.П. Большаковым, В.Ю. Шишкиным,
Б.М. Передереевым, Г.А. Мамлиным, А.К. Гурвичем, Г.Я. Дымкиным, Э.М. Гитманом, В.В. Пассеком, И.В. Гребенчуком и др.
2 ВНЕСЕН Департаментом
развития технологии и стандартизации ООО «Группа компаний «Трансстрой».
3 УТВЕРЖДЕН И ВВЕДЕН В
ДЕЙСТВИЕ ООО «Группа компаний «Трансстрой» от 22 августа 2007 г. № ГК/ПН-56
4 СОГЛАСОВАН
ОАО «Корпорация «Трансстрой»
(исх. № К/173
от 24.05.2007 г.);
ЗАО «Воронежстальмост»(исх. № 1382/13 от 30.07.2007
г.);
ЗАО «Курганстальмост» (исх. №
05-90 от 27.07.2007 г.);
ЗАО «Улан-Удэстальмост» (исх. № 021/2480 от 30.07.2007 г.);
ОАО «Трансмост» (исх. № 12/01-1043
от 14.06.2007 г.);
ОАО «Гипротрансмост» (исх. № 19
17-1350/1616 от 18.06.2007 г.);
ОАО «Гипростроймост» (исх. № С-385 от
16.05.2007 г.);
ЗАО «ЦНИИПСК им. Мельникова»
(исх. № 6-1545 от 05.06.2007 г.);
ООО «Инспекция по контролю
качества изготовления и монтажа мостовых конструкций» (исх. № 860 от 05.06.2007
г.).
5 Разработка стандарта
организации предусмотрена статьей 13 Федерального закона «О техническом регулировании» от 27.12.2002 г. № 184-ФЗ.
6 Настоящий стандарт
разработан на основе и с учетом требования СТО-ГК
«Трансстрой»-002-2006 «правила построения, изложения и обозначения при
разработке стандартов организации Группы компаний «Трансстрой».
7. Зарегистрирован ФГУП
«Стандартинформ» 15.02.2008 г. № 200/104764 и ООО «Группа компаний «Трансстрой» 03.03.2008 г. №
ГК/60.
7 ДЕРЖАТЕЛЬ ПОДЛИННИКА ООО
«Группа компаний «Трансстрой».
8 ВВЕДЕН взамен СТП 012-2000*.
СОДЕРЖАНИЕ
СТО-ГК
«Трансстрой»-012-2007
СТАНДАРТ ОРГАНИЗАЦИИ
|
Стальные конструкции мостов. Заводское
изготовление
|
Взамен СТП 012-2000*
|
Утвержден и введен
в действие распоряжением ООО Группа компаний «Трансстрой» от 22 августа 2007 г.
№ ГК/ПН-56
Дата введения 2007-08-24
Настоящий стандарт
организации (СТО) необходимо соблюдать при проектировании, изготовлении и приемке стальных
конструкций железнодорожных, автодорожных, городских, совмещенных и пешеходных
мостов (включая путепроводы, виадуки, эстакады), предназначенных для эксплуатации
в любых климатических условиях, а также в районах с расчетной сейсмичностью до
9 баллов включительно.
Нормы СТО распространяются на изготовление и приемку стальных
конструкций:
- пролетных строений, опор и
пилонов постоянных мостов;
- элементов реконструкции и
усиления существующих стальных и сталежелезобетонных мостов;
- несущих конструкций в
разводных пролетах мостов;
- мостостроительного
инвентаря и специальных вспомогательных сооружений и устройств (далее СВСиУ)
для возведения мостов (кроме плавучих средств);
- несущих конструкций
специальных кранов для монтажа пролетных строений, опор и пилонов стальных
мостов.
Нормы СТО не
распространяются на изготовление:
- опорных частей, катков,
шарниров, механизмов разводных пролетов и других элементов мостов
машиностроительной специфики;
- конструкций стальных
гофрированных водопропускных труб;
- канатов, пучков, гибких
подвесок и вант висячих и вантовых мостов;
- закладных деталей для
железобетонных мостов.
При изготовлении и приемке:
- гибких элементов висячих и
вантовых мостов;
- мостов специального
назначения, включая временные и краткосрочные мосты;
- мостовых конструкций из
сталей с пределом текучести 450 МПа и выше, а также сталей, применяемых в
опытном порядке, необходимо руководствоваться специальными техническими
указаниями, разрабатываемыми специализированными научно-исследовательскими
организациями и согласованными с проектной организацией. В таких указаниях
допускаются ссылки на пункты настоящего СТО, общие для любых стальных мостовых
конструкций.
В настоящем стандарте использованы
нормативные ссылки на следующие стандарты и классификаторы:
ГОСТ 10-88
Нутромеры микрометрические. Технические условия
ГОСТ
82-70* Прокат стальной горячекатаный широкополосный универсальный.
Сортамент
ГОСТ
103-76 Полоса стальная горячекатаная. Сортамент
ГОСТ
162-90 Штангенглубиномеры. Технические условия
ГОСТ
164-90 Штангенрейсмасы. Технические условия
ГОСТ
166-89 Штангенциркули. Технические условия
ГОСТ 380-94 Сталь
углеродистая обыкновенного качества. Марки
ГОСТ 427-75
Линейки измерительные металлические. Технические условия
ГОСТ 495-92 Листы и
полосы медные. Технические условия
ГОСТ
535-88 Прокат сортовой и фасонный из стали углеродистой обыкновенного
качества. Общие технические условия
ГОСТ 859-2001 Медь.
Марки
ГОСТ
1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности
из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ
1497-84 Металлы. Методы испытаний на растяжение
ГОСТ
1778-70 Сталь. Металлографические методы определения неметаллических
включений
ГОСТ 2246-70*
Проволока стальная сварочная. Технические условия
ГОСТ 2601-84*
Сварка металлов. Термины и определения основных понятий
ГОСТ
2697-83 Пергамин кровельный. Технические условия
ГОСТ 2789-73
Шероховатость поверхности. Параметры и характеристики
ГОСТ 2999-75*
Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3242-79
Соединения сварные. Методы контроля качества
ГОСТ 3749-77
Угольники поверочные 90°. Технические условия
ГОСТ
3916.1-96 Фанера общего назначения с наружными слоями из шпона лиственных
пород. Технические условия
ГОСТ 4381-87
Микрометры рычажные. Общие технические условия
ГОСТ
5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы,
конструктивные элементы и размеры
ГОСТ
5378-88 Угломеры с нониусом. Технические условия
ГОСТ
5457-75 Ацетилен растворенный и газообразный технический. Технические
условия
ГОСТ 5521-93
Прокат стальной для судостроения. Технические условия
ГОСТ
6507-90 Микрометры. Технические условия
ГОСТ
6713-91 Прокат низколегированный конструкционный для мостостроения.
Технические условия
ГОСТ
6996-66* Сварные соединения. Методы определения механических свойств
ГОСТ
7122-81 Швы сварные и металл наплавленный. Методы отбора проб для
определения химического состава
ГОСТ
7268-82 Сталь. Метод определения склонности к механическому старению по
испытанию на ударный изгиб
ГОСТ 7470-92
Глубиномеры микрометрические. Технические условия
ГОСТ 7502-98
Рулетки измерительные металлические. Технические условия
ГОСТ
7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ
7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и
технологических испытаний
ГОСТ
7565-81* Чугун, сталь и сплавы. Метод отбора проб для определения
химического состава
ГОСТ
8026-92 Линейки поверочные. Технические условия
ГОСТ
8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8486-86
Пиломатериалы хвойных пород. Технические условия
ГОСТ
8713-79* Сварка под флюсом. Соединения сварные. Основные типы,
конструктивные элементы и размеры
ГОСТ
8740-85 Картон облицовочный. Технические условия
ГОСТ 9013-59
Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9087-81Е* Флюсы сварочные
плавленые. Технические условия
ГОСТ
9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной
и повышенных температурах
ГОСТ
9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия
ГОСТ
9467-75* Электроды
покрытые металлические для ручной дуговой сварки конструкционных и
теплоустойчивых сталей. Типы
ГОСТ 10157-79
Аргон газообразный и жидкий. Технические условия
ГОСТ
10528-90 Нивелиры. Общие технические условия
ГОСТ
10529-96 Теодолиты. Общие технические условия
ГОСТ
10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая.
Технические условия
ГОСТ
11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом.
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные
элементы и размеры
ГОСТ
11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми
углами. Основные типы, конструктивные элементы и размеры
ГОСТ
11964-81 Дробь чугунная и стальная технические. Общие технические условия
ГОСТ
12344-2003 Стали легированные и высоколегированные. Методы определения
углерода
ГОСТ
12345-2001 Стали легированные и высоколегированные. Методы определения серы
ГОСТ
12346-78 Стали легированные и высоколегированные. Методы определения
кремния
ГОСТ
12348-78 Стали легированные и высоколегированные. Методы определения
марганца
ГОСТ
12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ
12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ
12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ
12361-2002 Стали легированные и высоколегированные. Методы определения
ниобия
ГОСТ 12503-75
Сталь. Методы ультразвукового контроля. Общие требования
ГОСТ 14019-2003
Материалы металлические. Метод испытания на изгиб
ГОСТ 14192-96
Маркировка грузов
ГОСТ
14637-89 Прокат толстолистовой из углеродистой стали обыкновенного
качества. Технические
условия
ГОСТ
14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы,
конструктивные элементы и размеры
ГОСТ 14782-86
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ
14792-80 Детали
и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ
15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные
к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ
16523-97 Прокат тонколистовой из углеродистой стали качественной и
обыкновенного качества общего назначения. Технические условия
ГОСТ
19170-2001 Стекловолокно. Ткань конструкционного назначения. Технические
условия
ГОСТ
19281-89* Прокат из стали повышенной прочности. Общие технические условия
ГОСТ
22353-77* 22356-77* Болты
и гайки высокопрочные. Шайбы
ГОСТ
22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к
методам анализа
ГОСТ
23118-99 Конструкции стальные строительные. Общие технические условия
ГОСТ
23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и
тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 23677-79
Твердомеры для металлов. Общие технические требования
ГОСТ
24034-80 Контроль неразрушающий радиационный. Термины и определения
ГОСТ
27751-88 Надёжность строительных конструкций и оснований. Основные
положения по расчету
ГОСТ
27772-88 Прокат для строительных стальных конструкций. Общие технические
условия
ГОСТ
28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие
требования к методам анализа
ГОСТ 30489:EN 473 Определение уровня квалификации и
сертификация персонала в области неразрушающего контроля. Общие принципы
ГОСТ 18895-97
Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ Р
52087-2003 Газы углеводородные сжиженные топливные. Технические условия
ГОСТ
Р 52222-2004 Флюсы сварочные плавленые для автоматической сварки.
Технические условия
ПБ
03-273-99 Правила аттестации сварщиков и специалистов сварочного
производства
ПБ
03-372-00 Правила аттестации и основные требования к лабораториям неразрушающего контроля. Ростехнадзор, 2000 г.
РД
03-495-02 Технологический регламент проведения аттестации сварщиков и
специалистов сварочного производства
РД 03-606-03
Инструкция по визуальному и измерительному контролю Выпуск 39. Федеральная
служба по экологическому, технологическому и атомному надзору, 2006 г.
РД
03-613-03 Порядок применения сварочных материалов при изготовлении,
монтаже, ремонте и реконструкции технических устройств для опасных
производственных объектов. Ростехнадзор, 2004 г.
РД
03-614-03 Порядок применения сварочного оборудования при изготовлении,
монтаже, ремонте и реконструкции технических устройств для опасных
производственных объектов. Ростехнадзор, 2003 г.
РД
03-615-03 Порядок применения сварочных технологий при изготовлении,
монтаже, ремонте и реконструкции технических устройств для опасных
производственных объектов. Ростехнадзор, 2004 г.
Сборник нормативных и
методических документов для аттестации сварщиков и специалистов сварочного
производства на строительных объектах и объектах стального мостостроения. Федеральная служба по
экологическому, технологическому и атомному надзору, НАКС, Москва, 2007 г.
ТУ 2-034-225-87 Щупы
ТУ 14-1-5120-92 по Изменению
№ 6 Прокат листовой высокого качества для мостостроения из низколегированной
стали
ТУ 14-1-5355-98 Прокат
толстолистовой атмосферостойкий из стали марки 14ХГНДЦ для мостостроения
ТУ 14-1-5455-2003 Прокат
толстолистовой из стали марок 12Г2СБД для мостостроения
ТУ 14-1-5446-2002 Прокат
толстолистовой свариваемый из легированной стали повышенной вязкости марок 12ХГН2МА и 12ХГНМДБА
ТУ 1274-004-46979325-2006 Бесшовная омеднённая порошковая проволока для дуговой сварки марки MEGAF1L® 710 М. Технические условия
ТУ 1274-021-11143754-2005 Проволока порошковая
для дуговой сварки. Технические условия
ТУ 59295-001-56315282-2004
Керамический флюс ПФК-56С для автоматической
сварки стыковых соединений конструкций пролётных строений стальных мостов
ТУ 112000-001-50046993-05
Профили стальные гнутые трапециевидные равносторонние для продольных ребер
ортотропных плит стальных мостов
СНиП II-23-81*
Стальные конструкции. Нормы проектирования
СНиП 2.03.11-85 Защита
строительных конструкций от коррозии. Нормы проектирования
СНиП 2.05.03-84* Мосты
и трубы. Нормы проектирования. Изд. 1996 г.
СНиП
3.03.01-87 Несущие и ограждающие конструкции. Правила производства и
приемки работ
СНиП 3.06.04-91 Мосты
и трубы. Правила производства и приемки работ
СТО
001-2006 Защита металлических конструкций мостов от коррозии методом
окрашивания
СТО 005-2007 Стальные
конструкции мостов. Технология монтажной сварки
СТП
006-97 Устройство соединений на высокопрочных болтах в стальных
конструкциях мостов
СТП
015-2001 Технология устройства упоров в виде круглых стержней с головкой из
импортных материалов в конструкциях мостов
Стандарты ISO серии 9000 (ГОСТ Р ISO-9000).
При пользовании
настоящим стандартом организации (СТО) целесообразно проверить в информационной
системе общего пользования - на официальном сайте национального органа
Российской Федерации по стандартизации в сети Интернет или по ежегодно
издаваемому информационному указателю «Национальные стандарты» действие
ссылочных стандартов и классификаторов.
В
настоящем стандарте применены следующие термины с соответствующими определениями:
|
3.1
|
автоматическая дуговая сварка:
|
Сварка, выполняемая машиной
(механизмом), действующей по заданной программе, без непосредственного
участия человека.
|
|
3.2
|
двухдуговая сварка
|
- дуговая сварка, при которой нагрев
осуществляется одновременно двумя дугами с раздельным питанием их током.
|
|
3.3
|
деталь:
|
Изделие, изготовленное из однородного
материала без применения сборочных операций (на чертежах КМ и КМД называется
«Позиция»).
|
|
3.4
|
зазор:
|
Кратчайшее расстояние между кромками
собранных для
сварки деталей.
|
|
3.5
|
зона сплавления (ЗС):
|
Участок расплавления основного
(свариваемого) металла в процессе электродуговой сварки; околошовная зона.
|
|
3.6
|
зова термического влияния (ЗТВ):
|
Участок основного металла, не
подвергшийся расплавлению, структура и свойства которого изменились в результате
нагрева при сварке плавлением или термической резке.
|
|
3.7
|
изделие:
|
Предмет или совокупность предметов
производства, подлежащих изготовлению.
|
|
3.8
|
катет углового шва:
|
Кратчайшее расстояние от поверхности
одной из свариваемых частей до границы углового шва на поверхности второй
свариваемой части.
|
|
3.9
|
керамический сварочный флюс:
|
Флюс для дуговой сварки, полученный
перемешиванием порошкообразных материалов со связующим веществом, грануляцией
и последующей термической обработкой.
|
|
3.10
|
комплектующее изделие:
|
Изделие предприятия-поставщика, используемое как
составная часть продукции, выпускаемой другим предприятием.
|
|
3.11
|
кратер:
|
Углубление, образующееся в конце валика
под действием
давления дуги и вследствие объёмной усадки металла шва.
|
|
3.12
|
механизированная дуговая сварка:
|
Дуговая сварка, при которой подача
плавящегося электрода, или присадочного металла, или относительное
перемещение дуги и изделия выполняются с помощью механизмов, управляемых
человеком.
|
|
3.13
|
монтажный элемент:
|
Готовое изделие, отправляемое на монтаж
без сборки и сварки на заводе (фасонка, накладка, прокладка, рыбка, связь и
т.д.).
|
|
3.14
|
наплыв в сварном соединении:
|
Дефект в виде натекания металла шва на
поверхность основного металла или ранее выполненного валика без сплавления с ним.
|
|
3.15
|
направление сварки:
|
Направление движения источника тепла
вдоль продольной оси сварного соединения.
|
|
3.16
|
непровар:
|
Дефект в виде несплавления в сварном
соединении вследствие неполного расплавления кромок или поверхностей ранее
выполненных валиков сварного шва.
|
|
3.17
|
обратно-ступенчатая сварка:
|
Сварка, при которой сварной шов
выполняется следующими один за другим участками в направлении, обратном общему
приращению длины шва.
|
|
3.18
|
опытный образец:
|
Образец, полученный в опытном
производстве.
|
|
3.19
|
отправочная марка, или сборочная
единица:
|
Изделие, собранное из деталей с участием
соединяющих элементов: сварочных материалов, крепежных метизов и др.
|
|
3.20
|
плавленый сварочный флюс:
|
Флюс для дуговой сварки, полученный
сплавлением его составляющих и последующей грануляцией расплава.
|
|
3.21
|
погонная энергия:
|
Энергия, затраченная на единицу длины
сварного шва при сварке плавлением.
|
|
3.22
|
подрез зоны сплавления:
|
Дефект в виде конусообразного углубления
по линии сплавления сварного шва с основным металлом.
|
|
3.23
|
полуфабрикат:
|
Изделие предприятия-поставщика,
подлежащее дополнительной обработке или сборке (например, стальное литье
для опорных частей, поковки, холодногнутые
профили и т.д.).
|
|
3.24
|
пура в сварном шве:
|
Дефект сварного шва в виде полости округлой
формы, заполненной газом.
|
|
3.25
|
приторцевать детали
|
- обеспечить примыкание торцевой кромки одной детали к поверхности другой с требованием плотности прилегания с зазором менее 0,3 мм на всю
толщину детали и/или с зазором 0,3 мм.
|
|
3.26
|
прихватка:
|
Короткий сварной шов для фиксации взаимного
расположения подлежащих сварке деталей.
|
|
3.27
|
пролетное строение:
|
Несущая конструкция мостового сооружения,
перекрывающая все пространство или часть его между двумя или несколькими опорами, воспринимающая нагрузку от элементов мостового полотна, транспортных средств и пешеходов и передающая её на опоры.
|
|
3.28
|
расчётная высота углового шва:
|
Длина перпендикуляра, опущенного из
точки максимального проплавления в месте сопряжения свариваемых частей на
гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника.
|
|
3.29
|
ручная дуговая сварка:
|
Дуговая сварка, при которой возбуждение
дуги, подача электрода и его перемещение выполняются
вручную.
|
|
3.30
|
сборка:
|
Соединение в определённой
последовательности и закрепление деталей, подузлов и узлов для получения
конструкции, удовлетворяющей ее назначению.
|
|
3.31
|
свариваемость стали:
|
Комплексная технологическая
характеристика свариваемого металла, сварочных материалов и режимов сварки, обеспечивающая получение сварного соединения,
удовлетворяющего заданным условиям безопасной конструкции или сооружения.
|
|
3.32
|
сварка:
|
Получение неразъёмных соединений
посредством установления межатомных связей между соединяемыми частями при их
нагревании и/или
пластическом деформировании.
|
|
3.33
|
сварка на подъём:
|
Сварка плавлением в наклонном положении,
при которой сварочная ванна перемещается снизу вверх.
|
|
3.34
|
сварка углом вперёд:
|
Дуговая сварка, при которой электрод
наклонён под острым углом к направлению сварки.
|
|
3.35
|
сварка углом назад:
|
Дуговая сварка, при которой электрод наклонён под тупым углом к направлению сварки.
|
|
3.36
|
сварная конструкция:
|
Металлическая конструкция, изготовленная
сваркой отдельных деталей.
|
|
3.37
|
сварное соединение:
|
Неразъемное соединение деталей,
выполненное сваркой и включающее в себя шов и зону термического влияния.
|
|
3.38
|
сварочные деформации:
|
Перемещения различных точек сварного изделия (укорочение,
изгиб, поворот сечений, потеря устойчивости листа и т.д.) в процессе сварки и
последующего охлаждения металла. Собственные деформации и напряжения, имеющие
место в сварной конструкции называют остаточными.
|
|
3.39
|
стыковое соединение:
|
Сварное соединение двух элементов,
примыкающих один к другому торцевыми поверхностями.
|
|
3.40
|
стыковой шов:
|
Сварной шов стыкового соединения:
|
|
3.41
|
тавровое соединение:
|
Сварное соединение, в котором торец
одного элемента примыкает под углом и приварен к боковой поверхности другого
элемента.
|
|
3.42
|
технологический (монтажный)
припуск:
|
Конструктивно предусмотренный заведомо
больше требуемого размер монтажного элемента, предусмотренный для максимально
точного монтажа этого элемента и/или компенсации усадок от сварки.
|
|
3.43
|
типовое изделие:
|
Изделие, принадлежащее к группе близких
по конструкции изделий и обладающее наибольшим числом конструктивных и
технологических признаков этой группы.
|
|
3.44
|
трещина сварного соединения:
|
Дефект сварного соединения в виде
разрыва в сварном шве и/или прилегающих к нему зонах.
|
|
3.45
|
угловой шов:
|
Сварной шов углового, таврового или нахлёсточного соединения.
|
|
3.46
|
угол скоса кромки:
|
Острый угол между плоскостью скоса
кромки и плоскостью торца детали.
|
|
3.47
|
цепочка пор в сварном шве:
|
Группа пор в сварном шве, расположенных
в линию параллельно оси сварного шва:
|
|
3.48
|
элемент:
|
Понятие, обозначающее составную часть
конструкции, сооружения.
|
4.1
Стальные конструкции мостовых сооружений надлежит изготовлять на специализированных заводах,
имеющих:
1) организованную приемку
конструкций Инспекцией по контролю качества изготовления и монтажа мостовых
конструкций (далее Мостовая инспекция см. приложение И);
2) действующую нормативную
документацию на изготовление мостовых конструкций;
3) подготовленные кадры ИТР и
рабочих, в том числе ИТР сварочного производства и сварщиков, аттестованных в
Аттестационных Центрах (АЦ), аккредитованных Национальным Агентством Контроля и
Сварки (НАКС) и включенных в перечень АЦ, согласованный с НАКС по группе технических
устройств опасных производственных объектов (ОПО) - «Конструкции стальных
мостов» (Постановление правительства РФ № 54 от
01.02.2006 г. «О государственном строительном
надзоре в Российской Федерации» и Решение Ростехнадзора России от 08.04.2008 г.
№ КП-25/369.);
4) соответствующие условия
для производства мостовых конструкций - закрытые отапливаемые цеха,
оборудование, оснастку, средства контроля качества конструкций, в том числе
неразрушающего контроля качества сварных соединений методом ультразвуковой
дефектоскопии и проникающим излучением, а также оборудование для разрушающего
контроля качества и химического анализа сталей и сварных соединений;
5) специалистов по
неразрушающему контролю качества сварных соединений, аттестованных в
независимых органах аттестации персонала, имеющих аккредитацию ОАО «НТЦ «Промышленная
безопасность»;
6) заводскую лабораторию по
входному контролю качества исходных материалов и лабораторию по неразрушающим
методам контроля качества сварных соединений, которая должна быть аттестована в
области неразрушающего контроля на право выполнения работ на объектах по п. 7.1 перечня объектов по ПБ
03-372-00 (металлоконструкции технических
устройств, зданий и сооружений);
7) сварочное оборудование,
сварочные материалы и заводские технологии сварки, аттестованные в АЦ,
соответствующих требованиям подпункта 3) пункта 4.1 настоящего СТО.
4.2 Основанием для
изготовления стальных мостовых конструкций служит рабочая документация на
стадии КМ,
разработанная специализированной проектной организацией и утвержденная
заказчиком к производству работ. Заказчик представляет заводу-изготовителю один
экземпляр чертежей КМ как приложение к договору
на изготовление конструкций. Завод-изготовитель осуществляет входной контроль
поступившей документации.
4.3 В документации КМ должны быть указаны марки
сталей и требования к ним в соответствии с действующими нормативными
документами, типы и размеры заводских и монтажных сварных швов, участки сварных
швов с полным проплавлением толщины детали, угловые швы с роспусками (недоварами) и способы защиты от коррозии.
Документация КМ должна содержать все
данные для заказа металлопроката и крепежных изделий (метизов).
4.4 При разработке
документации КМД завод-изготовитель обязан соблюдать проектно-технологические требования чертежей КМ, СНиП
2.05.03-84* и настоящего СТО. Отступления от чертежей КМ должны быть согласованы с проектной организацией,
разработавшей их. Отступления от настоящего
СТО согласовываются с разработчиком СТО.
В состав документации КМД,
кроме деталировочных чертежей конструкций, должны входить монтажно-маркировочные схемы, схемы
общих сборок с индивидуальной заводской маркировкой стыков, листы готовых
элементов и ведомости метизов. Положение сварных стыков завод вправе назначать из условий рационального и
экономичного раскроя металлопроката с соблюдением конструктивных требований СНиП 2.05.03-84* и
раздела 6 настоящего СТО.
4.5 При изготовлении стальных
мостовых конструкций должен быть обеспечен пооперационный контроль за
выполнением требований рабочей конструкторско-технологической документации и настоящего СТО со стороны отдела
технического контроля завода (ОТК) и Мостовой инспекции.
Отступления от карт
технологического процесса, касающиеся замены профилей проката (с
соответствующим пересчетом), перенос или добавление сварных стыков из условия
рационального раскроя или наличия проката определенной длины и ширины,
изменение способов сварки или разделки кромок в пределах требований настоящих
норм должны в процессе изготовления конструкций утверждаться главным инженером
завода-изготовителя через карту разрешения или внесением соответствующих
изменений в заводскую конструкторско-технологическую документацию.
Завод-изготовитель вправе
заменять указанные далее проектные марки сталей элементов металлоконструкций на
марки сталей более высокого или равноценного классов прочности без согласования
с проектной организацией:
- листовой и фасонный прокат
из углеродистых сталей по ГОСТ
14637, ГОСТ
16523, ГОСТ
535 - на аналогичный прокат из низколегированных сталей по ГОСТ
6713 или ГОСТ
19281;
- листовой и фасонный прокат
из сталей марок 16Д
и 09Г2С-12 - на аналогичный прокат марок 15ХСНД и 10ХСНД по ГОСТ
6713;
- листовой и фасонный прокат
из стали марки 16Д - на аналогичный прокат из низколегированных
сталей по ГОСТ
6713, 09Г2С-12 по ГОСТ
19281, Ст3сп5 по ГОСТ 380;
- сортовой и фасонный прокат
из углеродистых сталей, а также из стали марки 16Д - на сортовой и фасонный прокат марки
09Г2С-12 по ГОСТ
19281;
- листовой и фасонный прокат
из углеродистых сталей марок Ст1 ... Ст3кп, сп, пс - на аналогичный прокат
марки Ст3сп по ГОСТ 380.
4.6 По окончании всего заказа
или отдельных его этапов завод-изготовитель выдает заказчику соответственно
сертификат качества или акт приёмки стальных конструкций с подписями
представителя Мостовой инспекции и ОТК завода (приложение Ж).
Приемка и хранение
5.1 В стальных конструкциях
мостов со сварными, фрикционными, болтовыми и шарнирными соединениями следует
применять материалы, требования к которым по профилям, сортаменту и маркам стали
установлены в проектной документации (КМ).
Материалы должны соответствовать требованиям стандартов и ТУ на их
изготовление.
5.2 К сталям для
мостостроения предъявляются особые требования с учетом работы основных несущих
конструкций пролетных строений и опор на динамические и вибрационные нагрузки в
любых климатических зонах с расчетной минимальной температурой воздуха до минус
40 °С
включительно - обычное исполнение, ниже минус 40 °С до минус 50 °С включительно - северное А и ниже минус 50 °С - северное Б.
5.3 Стали для мостостроения
должны поставляться с гарантией свариваемости.
5.4 Перечень проката, марок
сталей и условий их применения для основных несущих конструкций пролётных
строений (главные балки, плиты, элементы ферм, продольные и поперечные балки
проезжей части, диафрагмы) и пилонов, а также и для вспомогательных конструкций
стальных мостов по 5.5 - приведен в
таблице 1.
Листовой прокат марки
09Г2С(Д) по ГОСТ
19281 может применяться для изготовления основных несущих конструкций
пролетных строений только автодорожных мостов, путепроводов и эстакад обычного
исполнения по согласованию с проектной организацией и разработчиком настоящего
СТО.
5.5 Для
вспомогательных конструкций стальных мостов (элементов мостового полотна, водоотвода,
кабельных коробов, смотровых приспособлений, СВСиУ, шпунта) наряду со
специальными мостовыми сталями допускается применение низколегированных и
малоуглеродистых сталей, поставляемых по ГОСТ 19281, ГОСТ 380, ГОСТ 535, ГОСТ 14637, ГОСТ 1050 и ГОСТ 27772.
5.6 Весь предназначенный для
изготовления мостовых конструкций металлопрокат при поступлении его на склад
завода-изготовителя конструкций от поставщика должен быть принят (например, по
акту) с оформлением документов согласно системе приходования и идентификации
металлопроката на конкретном предприятии.
Каждая партия поставляемого
металлопроката должна сопровождаться документом о качестве по ГОСТ
7566 (Сертификатом) с указанием данных, регламентированных нормативной
документацией на металлопрокат и заявленных в условиях заказа.
Сертификаты на используемый
металлопрокат являются составной частью документации и могут быть предоставлены
заказчику по его первому требованию.
При приёмке прокати
выборочными замерами проверяют соответствие металла требованиям ГОСТ или ТУ и
устанавливают его количество (по теоретической массе). При наличии отклонений
от требований ГОСТ или ТУ завод составляет рекламационный акт.
Приёмку листового и фасонного
проката осуществляет технический персонал склада (цеха) металла и (ОТК).
После приёмки металлопроката
по акту (документу) производят дополнительную маркирована торцах проставляют
несмываемой надписью маркером номер акта (документа).
5.7 Хранить металлопрокат
следует в устойчивых штабелях высотой не более 1,5 метра с укладкой его на
деревянные или металлические подкладки толщиной 100 - 150 мм. По высоте штабеля
через каждые 0,3 - 0,5 м укладывают деревянные прокладки толщиной не менее 120
мм и длиной на 100 - 200 мм более ширины штабеля.
Ширина штабеля фасонного
проката (уголок, швеллер, двутавр и др.) не должна превышать 2,5 м, при этом должно быть
выдержано требование перевязки слоев металла. Сортовой прокат и трубы следует
хранить на специальных металлических стеллажах (со стойками) высотой не более
2,0 м. Расстояние между соседними штабелями, между штабелем и стенами или
колоннами цеха, а также между штабелем металла и оборудованием должно быть не менее 1 м, а от штабеля до ближайшего рельса
железнодорожного пути - не менее 2 м; между
штабелями металла вдоль цеха - 2,5 м.
5.8 Деловые
отходы (возврат), полученные при вырезке деталей, подлежат использованию на
детали других элементов мостовых конструкций. На деловые отходы переносят
несмываемым маркером маркировку с проката. Они подлежат возврату на склад
металла, где их сортируют и хранят так же, как и металл, полученный с
завода-поставщика.
5.9 Запуск металлопроката в
производство осуществляется после оформления (открытия) заводского заказа.
Порядок открытия заказа определяется специальной инструкцией.
6.1 При проектировании любых мостовых
конструкций рекомендуется применять монтажные блоки максимальной заводской
готовности с минимальными объёмами работ по образованию соединений на монтажной площадке.
Конструкции, отгружаемые с
заводов, должны иметь, как правило, полную готовность для осуществления на
монтаже фрикционно-болтовых, сварных и комбинированных болто-сварных
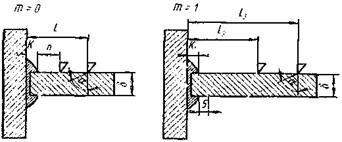
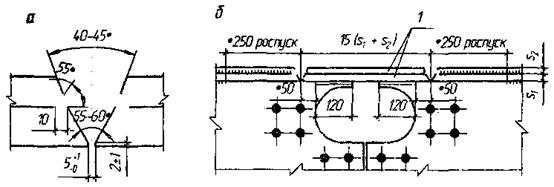
соединений. На рисунке 1 приведены
наиболее характерные схемы заводской подготовки монтажных стыков -
цельносварного (а) и комбинированного болто-сварного (б)
сплошностенчатых
конструкций.
При назначении в проекте
допусков на линейные размеры и геометрическую форму отправочных марок необходимо
исходить в первую очередь из обеспечения беспрепятственной и нетрудоемкой
собираемости конструкций на монтаже мостов.
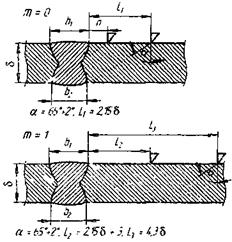
6.2 При разработке чертежей КМ металлических пролетных строений со сварными и комбинированными болто-сварными монтажными соединениями проектная организация с
учетом технологии производства сварочных работ назначает роспуски (недовары)
угловых швов для обеспечения собираемости конструкций и предотвращения трещин в
швах в зонах монтажной сварки от внутренних остаточных напряжений:
а) в цельносварных стыках
главных балок (двутавровых, L-образных,
коробчатых) - во всех угловых поясных швах. Длина роспусков - не менее 200 мм
(рисунок 1, а);
б) в комбинированных болто-сварных стыках главных
балок - на концах
верхних и нижних угловых поясных швов у технологических проёмов (отверстий). Длина роспусков - 150 ... 320 мм для однолистовых поясов с совмещённым стыком
(рисунок 1, б и в); не
менее 320 мм - для пакетных поясов с совмещённым стыком (по типу рисунка 1, б); не менее 250 мм - для
верхних пакетных поясов с разнесёнными стыками
(рисунок 3, б), при этом в зоне
монтажного стыка наружный и внутренний листы для всех типов стыков пакетных
поясов рекомендуются одинаковой ширины;
в) в стенках главных балок -
в угловых швах прикрепления продольных рёбер, стыкуемых впоследствии сваркой со
вставкой. Длина роспуска 200 мм (рисунок 1,
а);
г) в
ортотропных плитах - в угловых швах на концах стенок поперечных балок вблизи
продольных стыковых швов настильных листов с поясами главных балок или плит
между собой. Длина роспуска - не более 100 мм;
д) в ортотропных и ребристых
плитах - в угловых швах на концах продольных рёбер вблизи поперечных стыковых швов
настильных листов плит между собой или плит с поясами главных балок (коробок).
Длина роспусков - 100 мм по обоим торцам плит.
В зоне продольного монтажного
стыкового сварного соединения главной балки с ортотропной плитой допускается не
приваривать на заводе к поясному листу торцы вертикальных рёбер с выкружками, к
которым впоследствии прикрепляются стенки поперечных балок ортотропных плит.
После стыковки плит с балками приварка этих торцов рёбер к поясам обязательна
(п. 4.133 СНиП
2.05.03-84*).
Таблица 1 - Сталь для сварных мостовых конструкций
|
Исполнение
|
Для основных несущих
элементов пролетных строений и опор
|
Для вспомогательных конструкций стальных мостов
|
|
Вил проката
|
Толщина проката, мм
|
Марка и категория стали1)
|
ГОСТ, ТУ
|
Вид проката
|
Марка и категория стали
|
ГОСТ, ТУ
|
|
Обычное
|
Листовой
|
8 - 14
|
15ХСНД
10ХСНД
|
ГОСТ
6713-91*
|
Листовой, сортовой, фасонный, трубы, гнутые профили. Толщина 4 - 60 мм
|
09Г2С-2
09Г2СД-12
Ст3сп, пс-5, 6
Ст3сп, пс-5; 6
|
ГОСТ
19281-89*
ГОСТ
14637-89
ГОСТ
535-88
ГОСТ
1050-88
ГОСТ 380-94
ГОСТ
27772-88
|
|
16 - 50
16 - 40
|
15ХСНД-2
10ХСНД-2
|
ГОСТ
6713-91*
|
|
8 - 50
|
15ХСНДА-2
ЮХСНДА-2
|
ТУ 14-1-5120-92 с изм. № 6
|
|
8 - 40
|
14ХГНДЦ-2
|
ТУ 14-1-5355-98
|
|
8 - 50
|
12Г2СБД2)
|
ТУ 14-1-5455-2003
|
|
12
|
09Г2С + 12Х18Н10Т
|
ГОСТ
10885-85
|
|
Фасонный
|
8 - 32
8 - 14
|
15ХСНД
10ХСНД
|
ГОСТ
6713-91*
|
|
8 - 32
|
09Г2С(Д)
|
ГОСТ
19281-89*
|
|
Северное зона А
|
Листовой
|
8 - 40
|
15ХСНД-2
10ХСНД-2
|
ГОСТ
6713-91*
|
Листовой, фасонный, сортовой, трубы круглые. Толщина 4 -
60 мм
|
09Г2С-13
09Г2СД-13
|
ГОСТ
19281 -89*
|
|
8 - 50
|
15ХСНДА-3
10ХСНДА-3
|
ТУ 14-1-5120-92 с изм. № 6
|
|
8 - 40
|
14ХГНДЦ-2
|
ТУ 14-1-5355-98
|
|
8 - 50
|
12Г2СБД2)
|
ТУ 14-1-5455-2003
|
|
12
|
09Г2С + 12Х18Н10Т
|
ГОСТ
10885-85
|
|
Фасонный
|
8 - 32
8 - 14
|
15ХСНД-23)
10ХСНД-23)
|
ГОСТ
6713-91*
|
|
Северное зона Б
|
Листовой
|
8-40
|
10ХСНД-3
|
ГОСТ
6713-91
|
Листовой, фасонный, сортовой, трубы круглые. Толщина 4 -
60 мм
|
09Г2С-15
09Г2СД-15
|
ГОСТ
19281-89*
|
|
Фасонный
|
8 - 32
8 - 14
|
15ХСНД-23)
10ХСНД-21)
|
ГОСТ
6713-91*
|
|
1) Допускается применение других марок сталей, в том числе
зарубежных, по результатам проведения комплексных исследований и аттестационных испытаний стали и её свариваемости с применением определённых комбинаций
сварочных материалов и технологий сварки, а также при условии получения
согласований ГАЦ «Мосты», проектной
организации и заказчика.
2) Применяется для изготовления
основных несущих конструкций пролётных
строений только автодорожных мостов.
3) В мостах всех назначений
допускается применять уголки по ГОСТ 8509-72 и ГОСТ 8510-72 без термообработки - прокат категории I - по ГОСТ
6713-91*.
В конструкциях
автодорожных, городских и пешеходных мостов северного исполнения А и Б допускается применять
двутавры, тавры и швеллеры без термообработки
при условии выполнения требований по ударной вязкости при температуре
соответственно минус 60 °С и минус 70 °С.
|
6.3 При разработке
чертежей КМ
проектная организация назначает припуски по 50 мм на подрезку кромок под
сварные монтажные соединения:
а) в стыках верхних однолистовых поясов главных
балок или вставок;
б) по крайним продольным
кромкам настильных листов средних укрупненных блоков ортотропных плит вблизи
продольных стыковых швов этих листов с поясами глазных балок;
в) по торцам настильных
листов средних и консольных ортотропных плит (тыловые по направлению монтажа
кромки);
г) по торцам вставок с одной
стороны сварных стыков ребер нижних ребристых плит;
д) в стыках нижних поясов
главных балок приблизительно через 60 ... 80 метров пролётного строения. В таких болто-сварных стыках балок накладки по стенкам имеют 50 % заводских
отверстий.
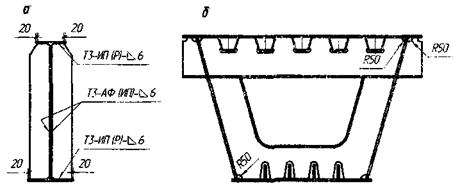
6.4 Изменение сечений
элементов, соответствующее изменению усилий в них, должно быть плавным с
уклонами 1:8* (рисунок 2). Уширение поясных листов
предусматривают, как правило, симметричным (рисунок 2, а); утолщение поясных листов выполняют с одной
стороны - снаружи или изнутри (со стороны стенки для конструкций, монтируемых
способом продольной надвижки по элементам скольжения, рисунок 2, б); утолщение стенок балочных
конструкций делают симметричным, причем в зонах монтажных стыков
предусматривают прямолинейный участок длиной не менее 600 мм (рисунок 2, в).
__________________
* В элементах конструкций, воспринимающих усилия сжатия or эксплуатационных
нагрузок, допускаются уклоны 1:4.
а - цельносварной стык; б
- комбинированный болто-сварной стык балок с совмещёнными стыками поясов; в
- вариант проёма стенки для сварки стыков верхних однолистовых поясов; 1 - вставка верхнего пояса
Рисунок 1 - Схемы подготовки монтажных
стыков сплошностенчатых балок при заводском изготовлении
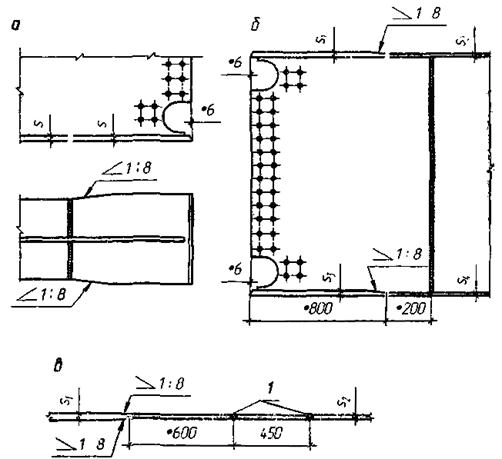
а - уширение пояса; б - утолщение поясов наружу (верх) и
внутрь (низ); в - утолщение стенки сплошностенчатой балки; 1 - монтажные сварные стыки стенки
Рисунок 2 - Схемы изменения ширины и
толщины элементов балок
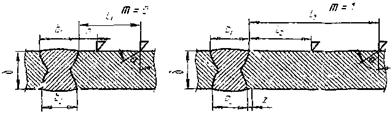
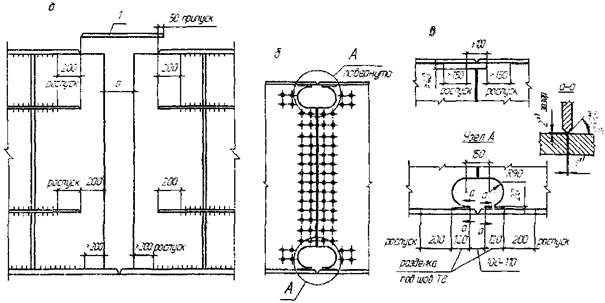
а - подготовка кромок стыка
пакетного пояса; б - верхние пояса с разнесёнными стыками; 1 - пакетная монтажная вставка (на
монтаж доставляется россыпью с припуском каждого листа)
Рисунок 3 - Схемы подготовки стыков
пакетных поясов главных балок под монтажную сварку
6.5 Пакетные пояса главных
балок предпочтительно проектировать из двух листов разной ширины со свесами не более 120 и не
менее 50 мм. Изменение ширины или толщины
листов в пакете должно быть плавным, с уклонами 1:8 в растянутых и 1:4 в сжатых
зонах. В монтажных стыках пакетных поясов уширение узкого листа до размера
широкого обязательно.
Монтажные стыки двухлистовых пакетов нижних
поясов балок во всех случаях, а верхних поясов - как правило, проектируют
совмещёнными в одном сечении. Торцы листов
объединяют ручной дуговой сваркой в разделку при заводском изготовлении
(рисунок 3, а). Усиление шва
обрабатывают заподлицо с основным металлом.
Монтажные стыки верхних
пакетных поясов балок допускается выполнять разнесёнными со вставкой (рисунок 3, б), с полным проваром
примыкающих к технологическому отверстию угловых поясных швов. Длину вставки
следует принимать равной 15 толщинам стыкуемого пакета, при этом вставка на монтаж
поставляется отдельными листами («россыпью») с припусками по 100 мм с одной
стороны для каждого листа.
Для монтажных стыков пакетных
поясов рекомендуется применение автоматической сварки по ручной подварке корня
шва и, как вариант, многопроходной ручной дуговой сварки на все сечение
стыкового соединения.
6.6 Вертикальные (или
поперечные) промежуточные рёбра жесткости сплошностенчатых изгибаемых балочных и коробчатых элементов
пролетных строений под любые временные нагрузки рекомендуется приваривать к
стенкам и поясам непрерывными угловыми швами (рисунок 4, а), или проектировать их с устройством скругленных вырезов
номинальным радиусом 50 мм (рисунок 4,
б). Вырезы обязательны, если по технологии сборки и
сварки (преимущественно коробчатых сечений) поясной шов
проваривается полуавтоматом после постановки и приварки поперечных рёбер или
диафрагм.
а - рёбра, привариваемые к стенке и поясам непрерывными швами; б
- то же со скруглёнными вырезами 50Ч50 мм в углах
Рисунок 4 - Схемы выполнения рёбер
жесткости сплошностенчатых балок
6.7 Длину угловых швов на
торцах ребер следует принимать не менее 60 мм (п. 4.147 СНиП 2.05.03-84*).
Расстояние от свободной кромки растянутого пояса балки до свободной кромки
ребра, в т.ч. и
опорного, рекомендуется назначать не менее 20 мм (рисунок 4, а).
В местах примыкания рёбер к
поясам,
фасонкам и другим рёбрам; пересечения продольных и поперечных рёбер плит:
обрыва стенок балок в монтажных соединениях;
обрыва продольных рёбер ортотропных плит; в
технологических проёмах (отверстиях) и т.д. необходима обварка угловыми швами
по кромкам и торцам стыкуемых деталей по всему контуру контакта («закольцовка»
швов по контуру).
6.8 Катеты
угловых швов в местах приварки торцов вертикальных рёбер к горизонтальным элементам балок, а также в
местах пересечений продольных и поперечных ребер должны иметь отношение 1:2
(пункты 4.168 и 4.136 СНиП 2.05.03-84*); допускается в этих местах соотношение
катетов 1:1, если такое соотношение подтверждается расчетом на выносливость в сечении по
границе перехода углового шва к основному металлу.
6.9 При назначении в чертежах
КМ и КМД мест
расположения поперечных стыковых швов полотнищ
стенок, поясов и ортотропных плит необходимо обеспечивать следующие расстояния
между этими швами и рёбрами жесткости (в ортотропных плитах - поперечными
балками):
- для конструкций в обычном
исполнении - номинально 200 мм, но менее трех толщин стыкуемых листов;
- для конструкций в северном
исполнении А и Б - соответственно номинально 250 мм, но менее шести толщин
стыкуемых листов.
Расстояние от продольных
стыковых швов полотнищ стенок, ортотропных и ребристых плит до продольных
рёбер, привариваемых в тавр, должно быть не менее 100 мм (рисунок 5) при любом исполнении.
6.10 Распорки и диагонали
продольных связей, а также распорки поперечных связей не допускается
приваривать непосредственно к поясам балок пролетных строений всех назначений.
Связи прикреплять непосредственно к поясам можно только на высокопрочных
болтах. При невозможности такого решения в автодорожных мостах элементы связей
допускается присоединять к главным балкам через фасонки, привариваемые встык к
поясам (рисунок 6, а)
или в тавр к стенкам балок
(рисунок 6, б). В обоих случаях
должно обеспечиваться сплошное проплавление сварных соединений на всю длину фасонок, с контролем УЗД, но не менее чем по 100 мм на концевых
участках угловых швов и последующая механическая обработка концов швов для
получения плавных переходов к поясу или стенке радиусом не менее 60 мм (рисунок
6, a, б).
Если УЗД-контроль стыковых и тавровых
со сплошным проплавлением сварных соединений
затруднен или конструктивно невозможен, то
допускается обеспечивать сплошное проплавление за счёт пооперационного контроля качества сварки после каждого
прохода формирования швов. Технология и режимы такой сварки отрабатывают
предварительно на образцах-свидетелях в идентичном
положении, но с контролем УЗД.
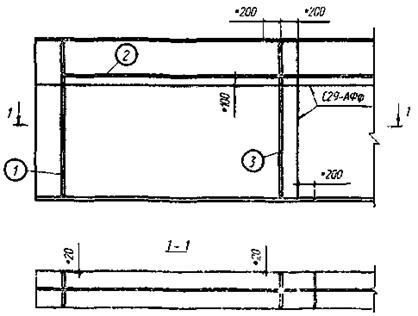
1 - опорное ребро; 2
- продольное ребро; 3 - поперечное ребро
Рисунок 5 - Схема взаимного расположения
ребер и стыковых швов сплошностенчатой балки
6.11 При разработке чертежей КМД и изготовлении
сплошностенчатых балочных и коробчатых конструкций
необходимо соблюдать следующие правила:
а) в сварных полотнищах стенок балок избегать
пересечений продольных и поперечных стыковых швов в крайних, наиболее
напряженных зонах, равных 0,25hст;
в порядке исключения допускается пересечение швов в указанной зоне, при этом необходимо выполнить механическую
обработку усилений стыковых швов с двух сторон
заподлицо с основным металлом в зоне пересечений
швов (примерно по 400 мм в каждую сторону) и повторный УЗД-контроль швов в зоне пересечения
на указанной зоне в готовой балке, т.е. после
сварки угловых поясных швов;
б) в сварных элементах
двутавровых балок, ферм, диафрагм, ортотропных
плит проезжей части и нижних ребристых плит
количество сварных стыков должно быть
минимальным, а именно:
- не более двух стыковых
поперечных швов в каждом листе, образующем
сечение на длине отправочного элемента; при
этом в стыках поясов главных балок допускается
не более трех стыковых поперечных швов;
- не более одного продольного
шва в вертикальных стенках балок, диафрагм и листе настила ортотропной и ребристой плит на
длине отправочного элемента;
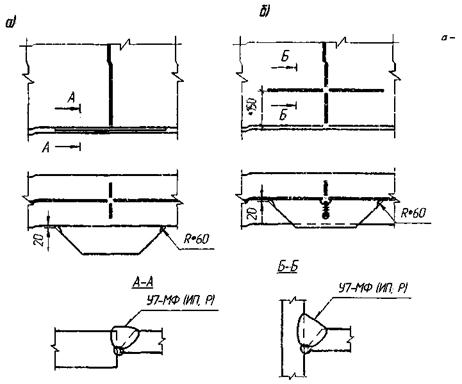
а - крепление к поясу
главной балки; б - крепление к стенке главной балки
Рисунок 6 - Схемы узлов крепления фасонок
продольных связей
в) поперечные стыковые швы
полотнищ стенок, поясов, ортотропных и ребристых плит удалять от крайних рядов
отверстий монтажных стыков и технологических отверстий не менее чем на 100 мм;
г) при
заводском формировании цельноперевозимых балочных и коробчатых элементов поперечные стыковые швы
стенок, поясов, настильных листов и продольных рёбер ортотропных и ребристых плит располагать в разбежку, с расстоянием между ними не менее
200 мм (см. рисунок 5);
д) минимальная
длина пристыковки в любых элементах должна быть не менее 600 мм (см. рисунок 2, в).
6.12 В сварных элементах
решетчатых ферм следует назначать число поперечных стыков: в листах раскосов -
не более трёх,
в листах продольных балок и поясов - не более двух, в листах подвесок и стоек -
не более одного; поперечные стыки смежных листов
располагать в разбежку с расстоянием между ними не менее 200 мм; расстояние от
крайнего ряда монтажных отверстий до поперечного стыка элемента не менее 100
мм.
6.13 В зонах фрикционно-болтовых монтажных
соединений продольные стыковые швы должны
подвергаться механической обработке до полного снятия усиления сварных швов
заподлицо с основным металлом на ширину полунакладки плюс 40 мм до начала
сверления отверстий.
6.14 В зонах сварных монтажных
соединений поясов балок с изменением их толщины снизу необходимо предусматривать
горизонтальную площадку шириной не менее 70 мм для установки подкладки,
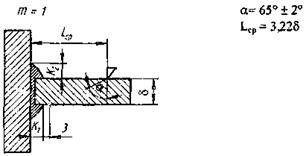
формирующей сварной шов (рисунок 7).
1 - медная подкладка; 2
- стальная прижимная обойма
Рисунок 7 - Подготовка элементов нижних
поясов разной толщины под монтажную сварку
6.15 В комбинированных
фрикционно-сварных стыках главных балок монтажные сварные соединения верхних
поясов из одиночных листов или двухлистовых пакетов разрешается проектировать
как с использованием вставки в верхнем поясе,
так и без вставки, с обеспечением проектного зазора при заводском изготовлении
(см. рисунок 1, б) и вырезами в стенке под верхним поясом для установки
съемной подкладки, формирующей сварной стык (см. рисунок 1, в). Допускаются скругленные вырезы в стенке под
верхним поясом симметрично нижним вырезам под автоматическую сварку (см.
рисунок 1, б).
6.16 В составе проекта
производства работ (ППР) должны быть разработаны строповочные приспособления и
устройства для погрузки-выгрузки и монтажа блоков главных балок, ортотропных и ребристых плит.
По согласованию с проектной организацией-разработчиком чертежей КМ допускается сверление монтажных отверстий диаметром 25
или 28 мм в настильных листах ортотропных и
ребристых плит с последующим заполнением их пробками из листа и обваркой по
контуру. Отверстия следует указывать в чертежах КМД и сверлить на заводе.
Очистка, правка и
консервация металлопроката
7.1 Весь
предназначенный для изготовления мостовых конструкций металлопрокат должен быть
перед запуском в производство очищен от прокатной окалины и ржавчины на
поточных линиях очистки.
Разрешается очищать металл
переносными дробеструйными или пескоструйными установками и ручным
механизированным инструментом (иглофрезами, шарошками и т.п.).
Стальной прокат на поточных
линиях очищают колотой или литой дробью, закаленной с низкотемпературным
отпуском, марок ДСК и ДСЛ ГОСТ
11964 размером 0,6 ... 0,9 мм для
углеродистых и 0,8 ... 1,2 мм для низколегированных сталей, допускается применение других марок дроби, соответствующих указанным
требованиям.
Жировые загрязнения и консервационные смазки, имеющиеся на прокате, должны быть удалены
растворителями или моющими средствами до дробеметной очистки.
7.2
Листовой прокат, подаваемый на резку, должен
быть выправлен на листоправильной машине с числом валков
не менее семи независимо от исходного состояния проката. Зазор между
поверхностью выправленного листа, уложенного на ровную горизонтальную
плоскость, и ребром стальной линейки длиной 1 м не должен превышать 1,5 мм для
любой толщины листа.
При настройке листоправильной
машины следует соблюдать пределы допустимости правки в холодном состоянии:
минимально допустимый радиус кривизны ρ ≥
50S и максимально допустимый прогиб f ≤ l2/400S, где S - толщина листа, l - длина
деформируемой (или деформированной в неправленом листе) части (таблице А2, приложение А).
На листоправильной машине
должны быть указатели величины зазора между рядами средних валков (С) и
превышения крайних нижних валков над средними (λ). Рекомендуемый порядок и режимы правки листового проката приведены
в приложении А.
При правильно подобранном
режиме лист выправляется за один проход. Число проходов (при необходимости) не
должно превышать шести.
На листоправильных машинах
запрещается править волнистость кромок и саблевидность листа или полосы с помощью прокладок.
7.3 Волнистость
универсального и полосового проката правят на листоправильных машинах, а
саблевидность и винтообразность - на горизонтальных правильно-гибочных прессах.
Волнистость полосовых заготовок из листа толщиной больше 40 мм допускается
править на горизонтальных правильно-гибочных прессах с установкой металлических
прокладок на выпуклостях деформированных участков. Допускаемая без исправления
величина саблевидности универсального и голосового проката (зазора между
натянутой струной и продольной кромкой полосы) 1 мм на 1 м длины, но не более 5 мм на всей длине.
7.4 Для правки фасонного
углового проката рекомендуется применять сортоправильные машины открытого типа
с консольным расположением роликов, а также с возможностью их замены и
изменения шага.
Входящий угол роликов и,
соответственно, угол прижимных роликов рекомендуется принимать равным 90°20'.
На сортоправильных
машинах при наличии роликов соответствующей
формы допускается правка двутавров, швеллеров, квадрата и круга.
7.5 На сортоправильных
машинах допускается править общую волнистость и, частично, местные деформации вдоль
оси уголка, за исключением концевых участков, равных примерно расстоянию между
осями роликов по горизонтали.
Пределы допустимости правки
углового проката в холодном состоянии: r ≥ 90В; f ≤ l2/720В, где В - ширина полки; остальные обозначения - по
7.2.
Холодной правке подлежит
фасонный прокат (уголок, швеллер, двутавр, квадрат и др.) при кривизне более 1/1000 длины или более 5 мм.
7.6
Деформации листового, фасонного и сортового проката, превышающие пределы
допустимости холодной правки по таблице А2 приложения А настоящего СТО, или деформации, не
поддающиеся правке на машинах, выправляют термическим либо термомеханическим
способами.
Основные правила термической
и термомеханической правки:
- температуру местного
нагрева металла при термической и термомеханической правке следует принимать номинально: а) для
термообработанных сталей (нормализация,
закалка плюс отпуск) - 700 °С; б) для горячекатаных сталей - 700 ... 900 °С;
- рабочие-газоправильщики
должны быть обучены и аттестованы соответствующей комиссией предприятия с выдачей
удостоверений. Газоправильщики должны уметь контролировать температуру нагрева
металла при правке с помощью оптического пирометра излучения, цифровых
термометров, например, типа ТЦ-1000, или
термометров типа ТК-5 на основе контактной термопары и др.;
- навыки газоправильщиков по
определению температуры нагрева проверяют на образце-пластине из горячекатанной
стали толщиной 10
- 12 мм, на которой им предлагается нагреть полосу металла до температуры 900 °С;
- поверхность металла в зоне
правки нагревом необходимо очищать от грунтовки и других загрязнений во
избежание изменения цвета каления (по таблице 31 настоящего СТО) и образования газов, вредных для здоровья
газоправильщиков;
- интенсивность нагрева
должна обеспечивать равномерный нагрев зоны правки с уменьшением градиента температур. Горючий
газ - ацетилен, пропан-бутан или природный
газ, номер сопла (наконечника) не ниже 5. Для толстого листа следует
использовать одновременно две горелки или горелку типа ГП1. Допускается
применять ручные резаки с номером сопла не ниже 5 аналогичной мощности;
- нагревать более двух раз
одну и ту же зону не допускается;
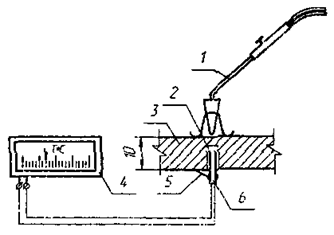
1 - горелка; 2 - притёртый медный «пятачок»; 3
- стальная пластина; 4 - прибор, регистрирующий температуру; 5 -
прижим; 6 - термопара, заключённая в
трубку с двумя отверстиями
Рисунок 8 - Схема устройства для контроля
температуры нагрева
- приложение статических усилий домкратами или пригрузом при термомеханической правке в случае остывания металла ниже 600 °С не допускается (кроме предварительных усилий, приложенных
в процессе нагрева);
- термическая и
термомеханическая правка конструкций из термообработанных низколегированных
сталей допускается только при положительной температуре окружающего воздуха и
металла. Горячекатаные стали допускается править при температуре не ниже минус 15 °С;
- о результатах правки можно
судить только после полного естественного остывания зон нагрева до температуры
20 ... 30 °С. Охлаждать нагретый металл водой или обдувом сжатым
воздухом запрещается.
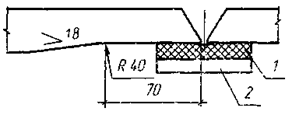
7.7 Саблевидность листа или
полосы правят термическим способом с нагревом «клиньев» с выпуклой стороны
элемента по схеме на рисунке 9, а.
Высоту клиновидных зон
нагрева принимают равной 2/3 ширины листа (полосы), при этом ширина зон нагрева
не должна превышать 1/2 высоты клина и составляет 30 ... 100 мм в основании.
Нагрев клина производят от вершины к основанию. Лист толщиной более 20 мм
нагревают одновременно с двух сторон. В первую очередь зоны нагрева намечают в
местах наибольших деформаций. После остывания листа замеряют остаточный выгиб
и, при необходимости, намечают зоны II очереди нагрева (см. рисунок 9, а).
7.8
Волнистость толстого листа (20 мм и более), «бахрому» по кромке и выпучивания
(«хлопуны») выправляют преимущественно термомеханическим способом с приложением
статических усилий и наметкой зон нагрева по схемам, приведенным на рисунке 9, б. Металл во всех случаях необходимо нагревать с выпуклой стороны.
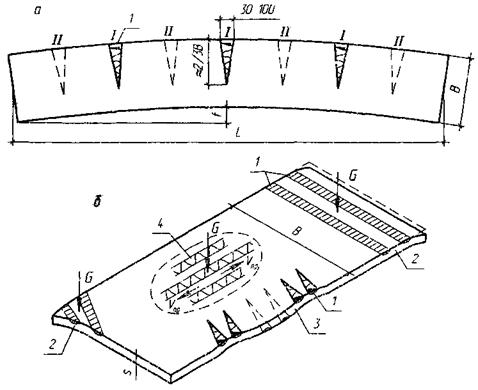
а - термическая правка
саблевидности; б - термомеханическая
правка волнистости «бахромы» по кромке, выпуклости («хлопуна»); G
- статическая нагрузка (пригруз); 1 - зоны нагрева; 2 - волнистость; 3
- «бахрома» по кромке; 4 - выпуклость («хлопун»);
Vпр
- направление нагрева полос при правке «хлопуна» (от центра к краям)
Рисунок 9 - Правка деформированных листов
Принципы термической и
термомеханической правки, изложенные в 7.6
- 7.8, справедливы также для правки
сортового и фасонного проката.
Данные по эффективней мощности пламени горелки
приведены в таблице 32 настоящего СТО.
7.9 Металлопрокат перед
запуском в производство должен быть в обязательном порядке очищен от прокатной
окалины и ржавчины на поточных линиях согласно указаниям 7.1; при этом рекомендуется на тех же поточных линиях выполнять и
консервацию проката грунтовкой толщиной около 15 - 20 мкм. По зонам выполнения стыковых швов, а также угловых швов
тавровых и нахлёсточных соединений
консервирующая грунтовка подлежит полному
удалению, как правило, абразивным кругом.
Если прокат сразу после дробемётной очистки не покрыт
консервирующей грунтовкой, то перерыв между дробемётной очисткой и грунтованием конструкций, находящихся
в отапливаемом помещении, не должен превышать срока, указанного для
соответствующих грунтовок в СТО
001-2006. Консервация металлопроката должна выполняться быстросохнущими грунтовками; марки консервирующих
грунтовок, методы и основные технологические параметры нанесения этих грунтовок выполняются по указаниям норм регламентов на
окраску, чертежей КМ и стандарта организации СТО
001-2006.
Разметка, резка, штамповка стали
7.10 Для разметки деталей
используют рулетки измерительные металлические со
штриховыми шкалами по точности не ниже 2-го класса по ГОСТ 7502,
линейки измерительные металлические со штриховыми шкалами длиной 300, 500, 1000
мм - по ГОСТ 427,
штангенрейсмасы - по ГОСТ
164, угольники поверочные - по ГОСТ 3749, угломеры с
нониусом - по ГОСТ 5378 (приложение Г).
Контроль измерительного
инструмента в соответствии с требованиями соответствующих стандартов должен
производиться заводской лабораторией или ОТК завода-изготовителя
металлоконструкций.
При разметке и контроле
деталей длиной более 10 м рулетками РЗ-20, РЗ-30
и РЗ-50 следует пользоваться одной и той же рулеткой, прошедшей лабораторный
контроль.
7.11 Предельные отклонения при
разметке деталей не должны превышать величин, приведенных в таблице 2.
7.12 При разметке необходимо
учитывать припуски на резку, механическую обработку и усадку от сварки по
указаниям конструкторско-технологической заводской документации (приложение В).
7.13 Разметку следует
применять при индивидуальном и мелкосерийном производстве. Если необходимо
изготовить несколько одинаковых деталей (более 5), то вычерчивают и изготавливают
приспособление-шаблон. Перенос размера с шаблона на металл называется наметкой.
При изготовлении деталей отправочных марок для
наметки и выполнения ряда технологических операций следует применять различные
типы шаблонов и приспособлений. Шаблоны следует
изготавливать в разметочных мастерских с применением специального оборудования
(например, циркулярные и ленточные пилы, фуговочный станок, пресс-ножницы для
резки картона и фанеры, сверлильный станок, дыропробивной пресс, а также машины
термической резки с программным управлением и др.).
Для изготовления шаблонов
следует применять следующие материалы: лист стальной, картон облицовочный ГОСТ
8740, пергамин кровельный ГОСТ 2697, фанеру клеёную ГОСТ
3916.1, пиломатериалы хвойных пород ГОСТ 8486 и др.
Таблица 2 - Точность разметки деталей
|
Размер
|
Интервал размеров, м
|
|
до 1,5 вкл.
|
более 1,5 до 9 вкл.
|
более 9 до 21 вкл.
|
|
Предельные отклонения, ± мм, от проектных линейных размеров
|
|
Длина и ширина детали
|
1
|
1,5
|
2
|
|
Расстояние от кромки до
разметочной риски
|
1
|
1
|
1
|
|
Расстояние между смежными рисками
|
0,5
|
0,5
|
0,5
|
|
Расстояние между крайними рисками
|
1
|
1,5
|
2
|
|
Смещение центров отверстий
|
0,5
|
0,5
|
0,5
|
|
Расстояние между центрами крайних отверстий
|
1
|
1,5
|
2
|
7.14 На
размеченные детали расчётных элементов стальных конструкций мостов, оговоренных
в проектной документации (чертежах КМ) и указанных в чертежах КМД,
необходимо переносить номера плавок по сертификатам. Места постановки номеров
плавок на указанных деталях отправочных марок
и монтажных элементах следует указывать в чертежах КМД. Эти места не должны
попадать в зоны сверления отверстий и наложения сварных швов, а также, по
возможности, не должны закрываться при
дальнейшем изготовлении и монтаже конструкций. Номера плавок необходимо
переносить также на деловые отходы согласно 5.8 настоящего СТО.
Номера плавок на деталях
расчетных элементов отправочных марок, на монтажных элементах и на деловых
отходах проставляют клеймением, а на деталях нерасчётных элементов конструкций
- несмываемыми надписями маркерами или электроискровым способом. Маркировка,
выполненная буквенно-цифровыми клеймами, согласно указаниям пп. 4.14.14 и
4.14.17 ГОСТ 23118,
должна обеспечивать сохранность надписей в течение всего срока службы
конструкции во всех условиях и режимах её эксплуатации.
Механическая и термическая резка стали
7.15
Механическую резку низколегированного стального проката на ножницах допускается
производить только при положительной температуре воздуха и металла. Кромки
после резки на ножницах, должны быть ровными, без трещин, заусенцев и завалов,
превышающих 0,3 мм (см. таблицу 6).
При механической резке
сортового и фасонного проката на фрезерно-отрезных станках параметры режимов резания следует
устанавливать по паспортным данным эксплуатируемого на предприятии
оборудования.
7.16 Для раскроя стального
листа и вырезки деталей любой формы допускается применять термическую резку:
- кислородную
(газокислородную) машинную и ручную;
- плазменно-дуговую машинную
(кислородно-плазменную);
- лазерную машинную.
При газокислородной и
плазменно-дуговой
резке толщина разрезаемого проката не ограничивается; лазерной резкой при
изготовлении мостовых конструкций допускается резать лист толщиной до 20 мм
включительно.
7.17 Термическую резку
стального проката надлежит вести в закрытых отапливаемых цехах при
положительной температуре металла и окружающего воздуха. Рабочие, занятые на
термической резке, должны быть обучены на предприятии
по специальной программе, аттестованы соответствующей комиссией предприятия и
иметь удостоверения на право выполнения данных работ.
7.18 При кислородной резке в
качестве горючего газа подогревающего пламени следует применять ацетилен ГОСТ
5457, пропан-бутан или природный газ.
Чистота кислорода должна быть не ниже 99,5 %, что соответствует 2-му сорту по ГОСТ Р
52087.
7.19 При машинной термической
резке неперпендикулярность кромок, шероховатость поверхности реза и точность вырезаемых
деталей должны соответствовать требованиям настоящего СТО (таблицы 3, 4, 5 и 8).
7.20 Наибольшие значения
неперпендикулярности А (рисунок 10)
для несвободных кромок не должны превышать норм, указанных в таблице 3. Неперпендикулярность поверхности реза для свободных кромок
должна быть не более 3 мм для любой толщины металла.
7.21 Шероховатость
поверхности реза определяют высотой неровностей Rz и измеряют на базовой длине l = 8 мм по 10 точкам. Наибольшие значения шероховатости в зависимости
от толщины разрезаемого металла не должны превышать норм, указанных в таблицах 4 и 5.
Радиус оплавления верхних
кромок не должен превышать 2 мм.
Точность вырезаемых заготовок
и деталей принимают по таблице 8.
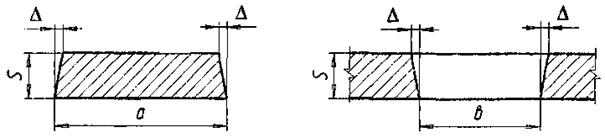
Δ - величина неперпендикулярности; а - охватываемый
размер заготовки, детали; в -
охватывающий размер заготовки, детали
Рисунок 10 - Неперпендикулярность поверхности реза
Таблица 3 - Допускаемая неперпендикулярность несвободных
кромок при машинной термической резке
|
Толщина металла, мм
|
Значения Δ, мм
|
|
при горизонтальном зазоре в соединении
|
при вертикальном зазоре в соединении
|
|
8 ... 12
|
1
|
0,5
|
|
14 ... 30
|
2
|
1
|
|
32 ... 40 и более
|
2
|
1
|
Таблица 4 - Допускаемая шероховатость поверхности реза при машинной кислородной и
плазменно-дуговой резке
|
Класс шероховатости по ГОСТ
14792
|
Категория кромок по
табл. 6 СТО
|
Способ резки
|
Значения шероховатости, Rz, мкм, при толщине
разрезаемого металла, мм
|
|
8 ... 12
|
14 ... 30
|
32 ... 60*
|
|
1
|
I
|
Кислородная и плазменно-дуговая
|
50
|
80
|
160
|
|
2
|
II
|
Тоже
|
80
|
160
|
320
|
|
3
|
III
|
-//-
|
160
|
320
|
320
|
|
* Для плазменно-дуговой резки
толщина разрезаемого металла S = 32 ... 40 мм.
|
Таблица 5 - Допускаемая шероховатость поверхности реза при
машинной лазерной резке
|
Класс шероховатости по ГОСТ
14792
|
Категория кромок по
табл. 6 СТО
|
Способ резки
|
Значения шероховатости, Rz, мкм, при толщине
разрезаемого металла, мм
|
|
|
|
8 ... 12
|
14 ... 20
|
|
1
|
1
|
Лазерная
|
10 ... 20
|
30 ... 40
|
7.22 Рекомендуемые
режимы машинной газокислородной, кислородно-плазменной и лазерной резки
приведены в приложении Б.
Указанные режимы могут уточняться в зависимости от применяемого оборудования с
учетом заводских условий производства работ.
7.23 Качество поверхности
реза (шероховатость) после машинной термической, в т.ч. и лазерной резки
проверяют внешним осмотром (визуально) и замерами (с помощью приборов).
Шероховатость поверхности реза контролируют визуально сравнением с эталонными образцами, которые
должны храниться в ОТК завода, а также с помощью контактных щуповых приборов (профилометров
и профилографов).
Неперпендикулярность реза
замеряют угломером с нониусом или с помощью поверочного угольника и линейки.
7.24 Кромки деталей мостовых
конструкций разделяют на три вида:
1) свободные;
2) несвободные неполностью
проплавляемые при сварке;
3) несвободные полностью
проплавляемые при сварке.
Требования к обработке и
качеству кромок - согласно указаниям таблицы 6 настоящего СТО.
7.25
Отдельные выхваты на кромках после термической резки допускается устранять
механической обработкой с соблюдением требований 7.28, при этом на свободных (не подлежащих
сварке) кромках уменьшение ширины В детали не должно превышать 0,025, но
не более 8 мм с каждой стороны, или не более 12 мм с одной стороны. На
несвободных не полностью проплавляемых кромках угловых и тавровых сварных
соединений глубина механической обработки выхватов не должна превышать 2 мм. На
кромках со сплошным проплавлением в стыковых соединениях глубина механической
обработки выхватов должна быть в пределах допусков на зазоры в зависимости от способа сварки в соответствии с требованиями
раздела 11
настоящего СТО,
а также ГОСТ 8713 (сварка под флюсом), ГОСТ 14771 (сварка в защитных газах) и ГОСТ 5264 (ручная дуговая сварка).
Допускается исправлять кромки
заваркой дефектных мест в соответствии с указаниями раздела Б7 приложения Б настоящего СТО.
Контроль качества кромок
после машинной термической резки следует проводить согласно указаниям раздела Б8 приложения Б настоящего СТО.
Строгание, фрезерование, обработка кромок
7.26 Строгание и фрезерование
деталей мостовых конструкций следует производить в следующих целях: обеспечение
точности геометрических размеров в пределах заданных допусков; удаление зон с
изменённой структурой кромок после механической или термической резки;
подготовка кромок под сварку; обеспечение передачи усилий сжатия плотным
касанием деталей; устранение отдельных выхватов или других дефектов резки.
Строгание и фрезерование по плоскости выполняют для обеспечения плавного
перехода от одной толщины деталей к другой при дальнейшем стыковании их
сваркой, для плавного перехода по толщине в накладных компенсаторах, обеспечения
плотного касания рабочих плоскостей, передающих усилия сжатия.
7.27 В
зависимости от требований к качеству кромок с учетом характера работы элементов
конструкций на стадии эксплуатации кромки разделены на четыре категории (см.
таблицу 6).
В чертежах КМ
следует указывать элементы, работающие на растяжение, и границы зон растяжения
при изгибе. Соответственно в чертежах КМД
необходимо указывать категории кромок и способы их обработки согласно указаниям
7.28 и таблицы 6 настоящего СТО.
7.28
Механическую обработку кромок после резки на ножницах или ручной
газокислородной резки надлежит выполнять строганием или фрезерованием на
глубину, обеспечивающую удаление дефектов поверхности, но не менее 2 мм.
Поверхности кромок не должны иметь надрывов и трещин.
Таблица 6 - Категории и типы кромок. Требования к качеству
|
Категория кромок
|
Тип кромок, входящих в
данную категорию
|
Требования к обработке и качеству кромок
|
|
после термической резки вручную
|
после резки на механических ножницах и штамповки
|
после машинной газокислородной, лазерной и кислородно-плазменной резки
|
|
I
|
Свободные кромки: продольные и косых концевых резов
деталей, работающих на растяжение;
растянутые у изгибаемых элементов, в том числе у продольных ребер жесткости в растянутой зоне балок; деталей, образующих деформационные швы
|
Механическая обработка по 7.28 настоящего СТО
|
Допускаются без механической обработки при обеспечении
точности деталей по табл. 8 и шероховатости поверхности реза 1-го класса для
конструкций обычного и северного исполнений
по табл. 4 и 5 настоящего СТО
|
|
II
|
Свободные кромки монтажных элементов (фасонок, стыковых накладок, рыбок, соединительных планок)
|
То же
|
Допускаются без
механической обработки при обеспечении точности по табл. 8 и
шероховатости поверхности реза не ниже 2-го класса по табл. 4 и 5
настоящего СТО
|
|
III
|
1. Свободные кромки: продольные и косых концевых резов
деталей, работающих на сжатие, сжатые у
деталей изгибаемых элементов, в том числе у
продольных рёбер в сжатых зонах балок
|
-//-
|
Допускаются без механической обработки при обеспечении
точности деталей по табл. 8 и шероховатости
поверхности реза не ниже 2 класса для
конструкций северного исполнения и 3 класса
- обычного исполнения по табл. 4 и 5 настоящего СТО
|
|
2. Свободные кромки поперечных (вертикальных) ребер
жесткости. Все кромки нерасчетных элементов. Торцевые кромки всех деталей, за
исключением деталей, относящихся ко II категории
|
Механическая обработка по 7.28 настоящего СТО
|
Допускаются без механической обработки при обеспечении
требуемой точности по табл. 8 к качества кромок по 7.15 настоящего СТО
|
Допускаются без механической обработки при обеспечении точности деталей по табл. 8 и
шероховатости поверхности реза не ниже 3-го класса по табл. 4 и 5
настоящего СТО
|
|
IV
|
1. Несвободные кромки,
полностью проплавляемые при сварке, в том числе подготовленные термической
резкой под сварку, а также при технологическом проплавлении
|
Допускаются без механической обработки при обеспечении
требуемой точности деталей и проектной разделки кромок под сварку
|
|
2. Несвободные кромки,
неполностью проплавляемые при сварке, в том числе поперечных (вертикальных) ребер жесткости и деформационных швов
|
Механическая обработка по 7.28 настоящего СТО
|
Допускаются без
механической обработки при обеспечении требуемой точности деталей и проектной
разделки кромок под сварку
|
Шероховатость поверхности свободных и не полностью
проплавляемых при сварке кромок после
строгания, фрезерования и обработки абразивным инструментом должна быть не
грубее 3-го класса ГОСТ 2789 при
высоте неровностей по 10 точкам на базовой длине l = 8 мм в пределах Rz40 ... 80 мкм. Шероховатость полностью
проплавляемых кромок не должна превышать Rz300 мкм.
Параметры режущего
инструмента, а также режимы резания (строгания и фрезерования) принимать
согласно паспортным данным на эксплуатируемое оборудование.
7.29 Прокатные (продольные)
кромки полосовой и универсальной стали, поставляемой по ГОСТ 103
и ГОСТ
82, допускается не подвергать механической обработке, если они удовлетворяют требованиям
таблицы 6 настоящего СТО.
7.30
Скругленные вырезы по торцам продольных ребер в растянутых зонах балок (рисунок
11, а) следует выполнять со
сверлением у вершины входящего угла отверстия диаметром не менее 25 мм. Допускается штамповка вырезов
с последующей механической обработкой. При машинной газокислородной, плазменно-дуговой или лазерной резке обработка кромок
выреза не требуется, если качество реза удовлетворяет требованиям категории I по таблице 6.
Для остальных элементов и
деталей кромки скругленных вырезов, образованные штамповкой, машинной
термической резкой без сверления отверстий, допускается не подвергать механической обработке, если они
не имеют неровностей вдоль кромок, трещин, заусенцев и завалов более 0,3 мм
(рисунок 11, б).
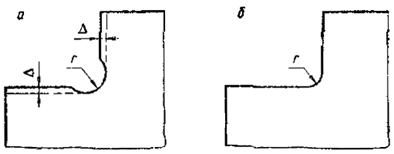
а - вырезы, образованные сверлением и штамповкой, а также
сверлением и машинной кислородной, плазменно-дуговой и лазерной резкой; Δ
- зона обработки при применении штамповки
(Δ = 2 ... 4 мм); б - вырезы, образованные машинной кислородной, плазменно-дуговой
и лазерной резкой
Рисунок 11 - Вырезы в углах деталей
Образование отверстий
7.31 Отверстия в элементах
мостовых конструкций с болтовыми и фрикционными соединениями образуют
сверлением; отверстия под указанные типы соединений допускается вырезать
лазерной резкой диаметром 12 мм и более при толщине металлопроката до 20 мм
включительно. Допускается расточка и машинная термическая резка отверстий иного
назначения диаметром 50 мм и более с обеспечением точности и чистоты поверхности в
соответствии с таблицами 4 и 7.
7.32 Детали под сверление и
расточку
следует устанавливать перпендикулярно оси шпинделя. Не допускается прогиб деталей во время сверления. Сверлить отверстия надлежит с
минимальным удалением оси шпинделя от оси колонны станка и с минимальным расстоянием от режущей части сверла до сверлильной головки.
7.33 Номинальные диаметры
отверстий под высокопрочные болты фрикционных соединений и под болты нормальной
точности должны быть указаны в чертежах КМ и КМД в соответствии с таблицей 7.
7.34 Просверленные или
рассверленные отверстия, а также отверстия, образованные машинной термической резкой, должны иметь
цилиндрическую форму. Шероховатость поверхности должна соответствовать Rz40 ... 80. Отклонения по диаметру, овальности, глубине зенковки и
косине отверстий не должны превышать допусков, приведенных в таблице 7.
Заусенцы и грат на краях
отверстий необходимо удалять.
Допускается удаление
заусенцев и грата зенковкой не более чем на 1 мм по глубине и радиусу.
Режимы сверления отверстий -
по паспортным данным эксплуатируемого оборудования.
Таблица 7 - Требования к отверстиям болтовых и фрикционных
соединений
|
Наименование соединений и
отклонений
|
Номинальные диаметры отверстий и допуски, мм, под болты
с резьбой
|
|
M18
|
М22
|
М24
|
М27
|
|
Стыки и прикрепления основных несущих элементов и связей,
определяющие проектное положение конструкции с фрикционными соединениями
|
21
|
25
|
28
|
30
|
|
Прикрепления: связей, не определяющих проектного
положения конструкций; стыковых накладок (рыбок) поясов продольных балок:
тормозных связей и горизонтальных диафрагм проезжей части с фрикционными
соединениями
|
23
|
28
|
30
|
33
|
|
Соединения на болтах нормальной точности
|
19
|
23
|
25
|
28
|
|
Отклонения диаметра отверстия
|
+0,5
-0,2
|
+0,5
-0,2
|
+0,6
-0,2
|
+0,6
-0,2
|
|
Овальность в пределах отклонения по диаметру
|
0,4
|
0,5
|
0,5
|
0,6
|
|
Косина
|
До 3 % толщины листа или пакета, но не более 2 мм
|
|
Отклонение заданной глубины зенкования
|
±0,4
|
±0,4
|
±0,4
|
±0,4
|
7.35 Продавливание
отверстий в основных несущих конструкциях мостов не допускается.
Разрешается продавливание отверстий на полный диаметр при толщине проката до 16 мм из
малоуглеродистой стали и до 12 мм - из низколегированной стали в деталях
следующих конструкций мостов:
- барьерные ограждения;
- кабельные короба с
крышками;
- лестницы, сходов на опоры,
смотровые ходы по связям;
- перильные ограждения и
смотровые приспособления.
Диаметр продавленного
отверстия не должен быть меньше толщины металла. Разность диаметров
продавленного отверстия на входе и выходе пуансона не должна превышать 0,7 мм.
Кромки продавленного отверстия не должны иметь неровностей, заусенцев, трещин и
завалов, превышающих 0,3 мм.
Правка и гибка деталей
7.36 Детали, получившие в
процессе обработки недопустимые деформации, подлежат правке. Правку выполняют
теми же способами, что и листового проката, за исключением сварных полотнищ.
7.37 Полотнища с поперечными
стыковыми швами допускается править на листоправильных машинах при
условии, что толщина листа не превышает 40 мм, а величина усиления швов g ≤ 2 мм. После правки сварные швы подвергают УЗД-контролю в объеме 100 % с обязательным фиксированием результатов контроля.
Рекомендуется многопроходная правка (но не более шести проходов) с постепенным
уменьшением зазора между рядами валков до верхнего предела номинальной
величины.
Полотнища с переломами
(«домиками») в поперечных сварных стыках, превышающими 2 мм на базе 400 мм, править в
холодном состоянии на вальцах не допускается.
Переломы надлежит выправлять термическим или термомеханическим
способами.
Полотнища с продольными
стыковыми швами допускается править после снятия усиления швов с
обеих сторон. Раскачка усилений швов валками запрещается.
7.38 Холодную гибку деталей
разделяют на два вида - по радиусу и в угол.
Гибку металлопроката и деталей мостовых конструкций по радиусу допускается
выполнять до положения,
при котором величина допускаемого минимального радиуса r не превышает значений, указанных в таблице А.2 (приложение А).
Величина пружинения при гибке
деталей в зависимости от толщины заготовок для стали с σт = 400 МПа
приведена в таблице А.4 приложения А. Разрешается величину пружинения определять опытным путем
на первых деталях.
7.39 При гибке в угол
на кромкогибочных прессах и в штампах деталей из листового проката для
сталей с нормативным пределом текучести до 400 МПа внутренний радиус должен
быть не менее 1,2S для конструкций, воспринимающих статические нагрузки, и 2,5S - динамические (S - толщина листа).
При гибке в угол деталей из
низколегированных сталей с пределом текучести до 400 МПа, после резки их на
ножницах, кромки, пересекающие линию гиба, необходимо подвергнуть механической
обработке, а углы скруглить радиусом или фаской 1 - 2 мм. Линию гиба рекомендуется
располагать поперек прокатных волокон листа.
7.40 Гибку в
угол деталей мостовых
конструкций, эксплуатируемых в районах с расчетной температурой ниже минус 40
°С и до минус 65 °С включительно, а также конструкций из сталей с нормативным
пределом текучести более 400 МПа и толщиной более 10 мм разрешается выполнять
только в горячем состоянии. Минимальные радиусы гибки должны отвечать нормам
таблицы А.2 (приложение А).
7.41
Холодную гибку
металлопроката толщиной 6 ... 10 мм для изготовления трапециевидных профилей
следует выполнять на профилегибочных станах.
Профили стальные
холодногнутые трапециевидные равносторонние для рёбер плит и балок стальных мостов
изготавливают из отечественных сталей класса
прочности не ниже С345, указанных в таблице 1 настоящего СТО; парку стали для
конкретного объекта указывает проектная организация. Допускается применение готового импортного холодногнутого
трапециевидного профиля после проверки качества проката и проведения
аттестационных комплексных испытаний контрольных сварных соединений из сталей
разных марок (отечественных и импортных) в специализированной организации.
Применение зарубежного трапециевидного
продольного профиля после его испытаний е специализированной организации должно
быть согласовано с заказчиком и проектной организацией.
7.42 Высадка деталей из
термически упрочненной стали (в том числе из стали с пределом текучести более
400 МПа) не допускается. Гибка и правка указанных деталей толщиной более 10 мм
в горячем состоянии выполняется в диапазоне температур от 650 до 700 °С. Температуру нагрева
допускается определять визуально по цвету каления (от темно-вишнево-красного до
вишнево-красного) с последующей проверкой её контактным термометром типа ТК-5.
Рабочие, выполняющие гибку деталей в горячем состоянии, должны быть обучены и
аттестованы по 7.6 настоящего СТО.
Приемка и контроль качества деталей
и монтажных элементов
7.43
Приемку и контроль качества деталей, поступающих на сборку, осуществляет ОТК
завода. Приемку и контроль качества монтажных элементов, не участвующих в
заводской сборке (относящихся к готовой продукции), осуществляют ОТК и Мостовая
инспекция. Приемке и контролю качества подлежат 100 % элементов.
7.44 Не подлежат исправлению
и должны заменяться участки листов и прокатных профилей, на которых обнаружены
трещины или расслоения в основном металле. Длину удаляемого участка принимают равной длине дефекта плюс
запас бездефектного металла по 50 мм в каждую сторону.
7.45 Расслой на свободных
кромках глубиной до 8 мм и дефекты на поверхности листа, непревышающие допуска
на толщину проката, допускается удалять механической обработкой (см. раздел 14).
Участки кромок проката с
расслоем глубиной более 8 мм и поверхностных дефектов, превышающих допуски на
толщину проката, ремонтируют вырезкой
дефектного участка с запасом бездефектного проката не менее 50 мм и заменой (пристыковкой) на новый прокат с приваркой
его в соответствии с требованиями раздела 10
по согласованию с контролирующей организацией, а
при необходимости, и с проектной организацией,
разработавшей чертежи КМ. Минимальная ширина пристыковываемого листа - 300 мм.
7.46 Качество кромок деталей
и монтажных элементов должно соответствовать требованиям 7.25, 7.27 -
7.30 и таблицы 6.
Острые свободные кромки,
подлежащие грунтованию и окраске, следует
скруглять радиусом не менее 2 мм; допускается притуплять указанные кромки
фаской 2 ± 0,5 мм со скругленном углов (с плавными переходами).
7.47 Предельные отклонения от
проектных линейных размеров деталей, монтажных элементов и
расположения отверстий не должны превышать указанных в таблице 8,
если в чертежах КМ и КМД не оговорены
дополнительные ограничения.
7.48
Предельные отклонения от геометрической формы деталей и монтажных
элементов должны соответствовать требованиям таблицы 9, если в чертежах КМ и КМД не оговорены
дополнительные ограничения.
Таблица 8 - Предельные отклонения, мм, от проектных линейных размеров
деталей, монтажных элементов* и отверстий после обработки
|
Размеры детали или монтажного
элемента
|
Интервалы размеров, м
|
|
до 1,5 вкл.
|
более 1,5 до 2,5 вкл.
|
более 2,5 до 4,5 вкл.
|
более 4,5 до 9,0 вкл.
|
более 9,0 до 15,0 вкл.
|
более 15,0 до 21,0 вкл.
|
|
А. Длина и ширина, при способе резки:
|
|
|
|
|
|
|
|
1. Термической вручную по наметке
|
±2,5
|
±3,0
|
±3,5
|
±4,0
|
±4,5
|
±5,0
|
|
2. Термической резкой
машинной или полуавтоматом
|
±1,5
|
±2,0
|
±2.5
|
±3,0
|
±3,5
|
±4,0
|
|
3. На механических ножницах или пилой по наметке
|
±1,5
|
±2,0
|
±2,5
|
±3,0
|
±3,5
|
±4,0
|
|
4. То же, по упору
|
±1,0
|
±1.5
|
±2,0
|
±2,5
|
±3,0
|
±3,5
|
|
5. С обработкой на кромко-строгальном или фрезерном
станках
|
±1,0
|
±1,0
|
±1,5
|
±2,0
|
±2,5
|
±3,0
|
|
Б. Разность длин диагоналей листовых деталей, подлежащих
сварке встык
|
±2,0
|
±3,0
|
±4,0
|
±5,0
|
±6,0
|
±8,0
|
|
То же внахлестку
|
±4,0
|
±5,0
|
±6,0
|
±8,0
|
±10,0
|
±12,0
|
|
В. Расстояние между центрами отверстий:
Образованных по наметке, крайних
|
±2,0
|
±2,0
|
±2,5
|
±3,0
|
±3,5
|
±4,0
|
|
То же, смежных
|
±1,5
|
±1,5
|
±1,5
|
±1,5
|
±1,5
|
±1,5
|
|
Образованных по кондукторам или на станках с ЧПУ, крайних
|
±1,0
|
±1,0
|
±1,5
|
±2,0
|
±2,5
|
±3,0
|
|
То же, смежных
|
±1,0
|
±1,0
|
±1,0
|
±1,0
|
±1,0
|
±1,0
|
|
Примечание - Для свободных кромок по пунктам 1 - 5 допускается
отклонение до +5 мм.
* К монтажным
элементам относится готовая продукция. Отправляемая на монтаж без
сборки и сварки (фасонки, стыковые накладки, связи и т.д.), в отличие от деталей,
поступающих на заводскую сборку и сварку отправочных марок.
|
Таблица 9 - Предельные отклонения от геометрической формы деталей
и монтажных элементов после обработки
|
Характер отклонения
|
Предельная величина, мм
|
|
Искривление деталей и монтажных элементов
1 Зазор между поверхностью листа и ребром стальной
линейки длиной 1 м:
|
|
|
в зоне монтажных отверстий
|
1,0
|
|
в остальных местах
|
1,5
|
|
2 Зазор между натянутой струной и обушком уголка, полкой
или стенкой швеллера и двутавра длиной l
|
0,001l, но не более 10
|
|
3 Зазор между поверхностью листа закладной детали
сталежелезобетонного пролетного строения и ребром стальной линейки длиной 1 м
|
1,0
|
|
4 Отклонение линий кромок листовых деталей от
теоретического очертания при сварке:
|
|
|
встык
|
1,5
|
|
внахлестку
|
5,0
|
|
5 Отклонение при гибке - просвет между шаблоном длиной
1,5 м по дуге и поверхностью вальцованного листа или обушком профиля,
согнутого:
|
|
|
в холодном состоянии
|
2,0
|
|
в горячем состоянии
|
3,0
|
|
6 Остаточные угловые деформации («домики») а стыковых
сварных соединениях деталей, определяемые стрелой прогиба на базе 400 мм* при
толщине S стыкуемых
деталей, мм:
|
|
|
до 20 включительно
|
0,1S
|
|
свыше 20
|
2,0
|
|
7 Эллиптичность (разность диаметров окружностей в
сечении) в габаритных листовых конструкциях - преимущественно трубчатых сваях
(диаметр окружности D):
|
|
|
вне стыков
|
0,005D
|
|
в монтажных стыках
|
0,003D
|
|
* В пакетных
поясах сварных балок железнодорожных пролетных строений базу следует принимать равной 1000 мм.
|
8.1 Сборочная оснастка должна
обеспечивать требуемую геометрическую форму собираемой конструкции, плотное
прижатие деталей при сборке и сохранение заданной геометрической формы при
перемещении и кантовке элементов.
Конструкции с заводскими
болтовыми фрикционными соединениями собирают на пробках и высокопрочных болтах
с последующей их затяжкой на проектное усилие согласно чертежам КМ по указаниям СТП
006-97.
В сборочной оснастке должны
беспрепятственно выполняться электроприхватки, а в сборно-сварочной - наложение
сварных швов.
Технология изготовления
отправочных марок стальных конструкций мостов включает ряд технологических
операций, последовательность выполнения которых следующая:
1) подготовка проката и
изготовление деталей (очистка, правка, разметка, резка, обработка кромок,
образование отверстий и др.);
2) сборка элементов
отправочной марки;
3) предварительный подогрев
перед сваркой;
4) сварка элементов
отправочной марки;
5) правка остаточных
деформаций;
6) приёмка отправочной марки
ОТК предприятия
и Мостовой инспекцией. Допускается изменение
последовательности выполнения перечисленных операций при соответствующем
обосновании. Например, для балок и элементов двутаврового, L-образного, таврового и Н-образного сечений
допускается использование новой опытной технологии их изготовления. Отличие от
приведенной стандартной технологии заключается
в учёте теплового взаимовлияния операций
предварительного подогрева и термической правки грибовидности и их совмещения.
При сборке-сварке элементов с
несимметричными сечениями рекомендуется использовать оснастку, которая
позволяет жестко фиксировать предварительные выгибы деталей для компенсации
деформаций от сварки.
8.2 Детали, поступающие на
сборку, должны быть приняты в соответствии с требованиями 7.43 - 7.48
настоящего СТО. Если номера плавок проката, проставленные на деталях,
закрываются при сборке, их переносят на наружную поверхность клеймением.
8.3 При
сборке полотнищ для стыковой автоматической сварки под плавлеными флюсами марок
АН-47, АН-22
и под керамическим флюсом марки АНК-561 на подушке из этих же флюсов зазоры b в стыках для проката толщиной S = 10 ... 16 мм включительно без
разделки кромок (рисунок 12,
а, б) из сталей по ГОСТ 6713 и по ТУ 14-1-5120-92 должны быть в пределах 0 ... 3 мм, для стыков с
толщиной проката до 20 мм включительно, собираемых для автоматической сварки из
указанных сталей без разделки кромок под
керамическими флюсами марок ПФК-56С и OK Flux 10.71, - дифференцированно, в зависимости от толщины листа S по таблице
10.
Таблица 10 - Зазоры в стыках под автоматическую сварку под флюсом
проката по ГОСТ
6713 и ТУ 14-1-5120-92 без разделки кромок
|
Тип соединения и подготовка кромок
|
Марка флюса
|
Толщина проката S, мм
|
Зазор в стыке b, мм
|
|
Стыковое
δ = 10 ... 16 мм
без разделки кромок
|
Плавленые АН-47, АН-22
Керамический АНК-561
|
10 ... 12
|
0 - 3
|
|
14 ... 16
|
|
Стыковое
δ = 10
... 20 мм
без разделки кромок
|
Керамические
ПФК-56С, OK Flux 10.71
|
10 ... 16
|
1 ± 1
|
|
20
|
2 ± 1
|
Для стыков
толщиной 20 (25) ... 50 мм, собираемых с Х-образной разделкой кромок (рисунок 12, в) и выполняемых
автоматической сваркой под флюсом, номинальные размеры зазоров должны быть в пределах 2 - 4 мм независимо от
применяемых марок сталей и сварочных флюсов.
Подлежащие сварке кромки
листов должны быть прямолинейными. Уступы из плоскости соединения (депланация
Δ) не должны превышать 0,1 толщины стыкуемых листов, но не более 2 мм
(рисунок 12, а).
Уступы в плоскости соединения
по торцам листов для свободных кромок, например, поясов двутавровых и коробчатых
балок (кроме коробчатых элементов решетчатых ферм) без примыкания к ним
ребристых и ортотропных плит С ≤ 3 мм - для
поясов шириной до 400 мм и С ≤ 4 мм - для поясов шириной более 400 мм
(рисунок 12, а).
Уступы кромок по торцам
листов в соединениях, входящих в замкнутый контур, например, поясов балок и
коробок, примыкающих встык к ребристым и ортотропным плитам С ≤ 2 мм
(рисунок 12, а).
При сборке стыковых
соединений с кромками, имеющими отклонения (в пределах допусков) от
перпендикуляра к плоскости листа (например, после термической резки), детали
следует размещать таким образом, чтобы зазор в корне шва соответствовал
номинальному значению, а плоскость симметрии была вертикальна (рисунок 12, б).
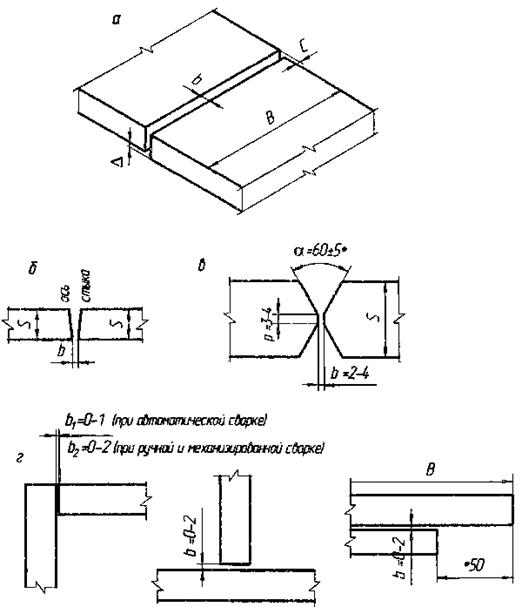
Соединения: а - стыковое; б - стыковое с неперпендикулярными
кромками; в - стыковое с Х-образной разделкой кромок; г -
угловое, тавровое, нахлёсточное; Δ - депланация;
С - уступ по торцам кромок; b - зазор; р - притупление; В -
ширина пояса
Рисунок 12 - Допуски при сборке соединений под сварку
Сборка стыковых соединений
под автоматическую и механизированную сварку в смеси защитных газов, а также
под механизированную сварку под флюсом выполняется по указаниям соответствующих
таблиц режимов сварки (графы - «Форма подготовленных кромок»).
8.4 При сборке угловых,
тавровых и нахлёсточных соединений под автоматическую и механизированную сварку
зазоры в указанных типах соединений должны быть в пределах 0 - 2 мм независимо
от толщины стыкуемых деталей при расположении зазора в горизонтальном положении
и 0 - 1 мм или 0 - 2 мм (в зависимости от применяемого способа сварки) - в
вертикальном положении (рисунок 12,
г). Уступы в зонах монтажных стыков при сборке коробчатых элементов ферм
должны быть не более 1 мм.
Все неровности и местные
уступы, имеющиеся на деталях и препятствующие правильной сборке конструкций,
надлежит до сборки устранять повторной правкой или зачисткой абразивным
инструментом. При зазорах, превышающих 2 мм, но не более 4 мм на длине до 500
мм, допускается предварительная заварка их полуавтоматом или вручную с
соответствующим увеличением катета углового шва.
Переломы («домики») в
заваренных стыках плетей и полотнищ следует выправлять до сборки из них пространственных конструкций
(балок, коробок и т.д.).
8.5 Торцы и плоскости
деталей, передающие опорное давление, должны быть приторцованы. Зазор между
фрезерованным торцом ребра и листом пояса следует проверять щупом толщиной 0,3
мм, причем щуп не должен проходить более чем на половину толщины ребра между приторцованными
поверхностями деталей.
8.6 Обушки парных уголков,
лежащих в одной плоскости, не должны быть смещены один относительно другого для
связей и прочих элементов более чем на 1 мм на всей их длине.
8.7 Кромки деталей под сварку
обрабатывают в
зависимости от принятого в чертежах КМ и КМД
способа сварки в соответствии с требованиями ГОСТ
8713 и 11533 (сварка под флюсом), ГОСТ
14771 и 23518
(дуговая сварка в защитном газе), ГОСТ
5264 и 11534 (ручная дуговая сварка), а также технологическими
особенностями сборки и сварки конструкций, которые определяют технологическими
указаниями (ТУК) завода-изготовителя.
Способ обработки кромок под
сварку должен обеспечивать геометрические параметры подготовки кромок по
чертежам КМ и
КМД и может быть выполнен механической
обработкой и термической резкой (строганием, фрезерованием, машинной
термической резкой). Допускается разделка кромок для горячекатаных и
нормализованных сталей толщиной более 20 мм с использованием поворотного блока
резаков.
8.8
Проплавляемые при сварке поверхности и прилегающие к ним зоны металла шириной
не менее 20 мм, а также кромки листов в местах примыкания выводных планок перед сборкой-сваркой должны
быть очищены от ржавчины, окалины и масляных загрязнений (рисунок 13). Способ очистки определяет
завод-изготовитель.
В целях предотвращения
образования конденсационной влаги на кромках в процессе сварки стыковых,
тавровых и других типов соединений рекомендуется предварительный подогрев
кромок до температуры 60 ... 80 °С для всех толщин
проката и марок стали, если температура воздуха и металла близка к температуре
«точки росы».
Для мостовых
низколегированных сталей с пределом текучести (по данным сертификатов) 400 МПа
и более при толщине свариваемых элементов S ≥ 20 мм в стыковых, тавровых и угловых соединениях необходим
предварительный подогрев свариваемых кромок и прилегающих к ним участков
основного металла шириной не менее 40 мм для толщин 20 ... 25 мм и не менее 60 мм для
толщин более 25 мм до температуры (100 ... 120) °С непосредственно перед сваркой или в процессе сварки с опережением её.
В тавровых и угловых соединениях один из элементов толщиной менее 20 мм
допускается не подогревать. При многопроходной сварке в случае перерыва,
сопровождающегося охлаждением металла ниже 100
°С предварительный подогрев повторяют.
Электроприхватки в сварных
соединениях следует полностью проплавлять сваркой основных швов проектного
сечения.
Размеры прихваток должны
быть:
- для стыковых соединений -
глубиной 3 - 4
мм, шириной 6 - 8 мм, длиной 50 ... 80 мм;
- для угловых, тавровых и нахлесточных соединений - катет 3 - 5
мм, но не более 50 % катета углового шва, длина 50 ... 80 мм.
Расстояния между прихватками
должны быть 300 ... 500 мм. Крайние прихватки следует располагать сразу за
выводными планками, причем длина прихватки в начале шва должна быть не менее 50
мм, а в конце - не менее 100 мм.
При необходимости более
прочного закрепления собираемых деталей допускается увеличение длины и
количества прихваток.
При сборке тавровых
соединений (например, рёбер жесткости сплошностенчатых балок) под сварку
двухшовным автоматом прихватки следует располагать с обеих сторон ребра:
крайние - одна напротив другой, промежуточные - в шахматном порядке. Крайние
прихватки должны отстоять от торца ребра на 40 ... 50 мм.
При сварке
рёбер одношовным автоматом или полуавтоматом
прихватки ставят со стороны, противоположной первому шву.
При пересечении ребром
стыкового шва полотнища (стенки балки или настильного листа плиты) прихватки
длиной по 100 мм надлежит располагать непосредственно на пересечении стыкового
шва с обеих сторон ребра.
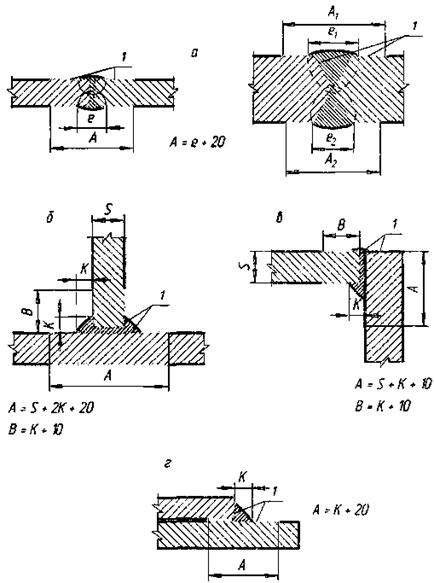
Соединения: а - стыковые; б - тавровые; в - угловые; г - нахлёсточные;
1 - зоны зачистки
Рисунок 13 -
Зачистка кромок и поверхности металла перед сваркой соединений
8.9
Детали при сборке отправочных марок под сварку следует закреплять посредством прижимных устройств (не препятствующих
последующему наложению сварных швов) или с помощью электроприхваток.
К металлу прихваточных швов предъявляются такие же требования, как и к
металлу основных швов. Прихватки выполняют в стыковых, тавровых, угловых и
нахлёсточных соединениях механизированной сваркой в смеси защитных газов (80 %
Ar + 20 % СО2) порошковыми
проволоками диаметрами 1,2 ... 1,6 мм марок «POWER BRIDGE» по ТУ 1274-021-11143754-2005 и ПП-Megafil
710 М по ТУ
1274-004-46979325-2006; ток постоянный обратной полярности.
Допускается постановка
прихваток механизированной сваркой в смеси защитных газов проволокой сплошного
сечения марки Св-08Г2С диаметрами 1,2 ... 1,6 мм или ручной дуговой сваркой
электродами типа Э50А; диаметр электродов - 4 мм: ток постоянный обратной
полярности.
Прихватки после постановки должны быть
очищены от шлака, брызг и проконтролированы внешним осмотром. Не допускаются
трещины, наплывы, подрезы, поры, несплавления по кромкам. Дефектные прихватки
удаляют абразивным инструментом или воздушно-дуговой
строжкой с последующей абразивной зачисткой металла на глубину не менее 1 мм.
8.10 При сборке под
автоматическую и механизированную сварку по свободным концам соединений к
деталям необходимо прикреплять выводные планки.
В стыковых соединениях без
разделки кромок, свариваемых двухсторонними автоматными швами, допускается
применение сплошных выводных планок из листа той же толщины, что и у стыкуемых
деталей (рисунок 14, а).
При сварке стыковых
соединений с металлохимической присадкой выводные
планки должны повторять конструкцию собранного стыкового соединения.
В стыковых соединениях с
разделкой кромок, а также в угловых, тавровых и нахлёсточных соединениях
следует применять разъёмные (сборные) выводные планки (рисунок 14, б, в, г). Тип
разделки кромок на свариваемых листах и выводных планках должен быть
одинаковым. При сварке тавровых и угловых соединений, собранных под
механизированную
или автоматическую сварку без копирования вертикальной полки, допускается
установка одной выводной планки -
горизонтальной; сварной угловой шов в этом случае следует замыкать в
обязательном порядке.
Длину выводных планок всех
вышеперечисленных типов принимают равной 80 ... 150 мм, ширину сплошных - 100 мм, разъёмных - не менее
50 мм (см. рисунок 14 с
примечанием).
Выводные планки к свариваемым
деталям приваривают по одной (верхней) плоскости и по торцам. Сварка -
механизированная в смеси защитных газов или ручная, теми же материалами,
которыми выполняются и электроприхватки (см. 8.9). Допуски на точность установки планок такие же, как
для свариваемых деталей.
Выводные планки следует
изготавливать из стали марок, примененных в основных конструкциях. После сварки
и контроля качества соединения планки срезают газовой резкой с последующей
зачисткой кромок абразивным инструментом. Не допускается отбивать планки ударами кувалды или
отламывать, прилагая механические усилия.
8.11 При разметке монтажных
отверстий, установке рёбер жесткости, фасонок продольных связей и других
деталей в случае, когда после этих операций производится сварка, необходимо
учитывать укорочение отправочной марки от усадки в продольных и поперечных
сварных швах.
Припуски по длине деталей на
усадку от сварки определяют расчётом или принимают по таблицам, составленным на
основании расчётов и опытно-статистических данных. Ориентировочные размеры
припусков на усадку от сварки приведены в приложении В.
8.12 Сборку и приварку
перекрещивающихся между собой рёбер жесткости в любых заводских отправочных
марках следует выполнять в такой последовательности:
1) установка и
приварка к листу рёбер жесткости, не прерывающихся в местах пересечения (как
правило, продольных);
2) установка на
электроприхватках перекрёстных рёбер жесткости;
3) приварка рёбер жесткости
друг к другу в местах пересечения;
4) приварка к листу
перекрёстных рёбер жесткости.
8.13 При перекантовке и
транспортировании собранных, но не сваренных
отправочных марок не допускается изменение их формы и остаточное деформирование.
Перенос и перекантовка марок тяжелых и крупногабаритных конструкций, собранных только на прихватках, без применения
приспособлений, обеспечивающих неизменяемость
их формы, не допускается.
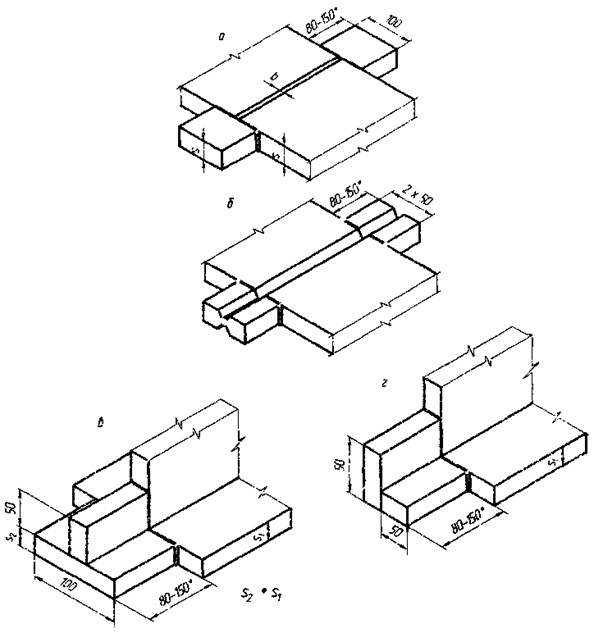
а - сплошные; б, в,
г - разъемные (сборные) для стыковых, тавровых и угловых соединений
соответственно
Рисунок 14 - Выводные планки
_____________
* - длиной 80 ... 120 мм
для соединений, свариваемых при Iсв ≤ 700 А и длиной 120
... 150 при Iсв > 700 А
При сборке основных несущих
конструкций мостов и их транспортировке из цеха в цех (до цеха окраски)
допускается приварка технологических и транспортировочных приспособлений с
последующим их удалением газовой резкой. После удаления сборочных и
транспортировочных приспособлений тщательно зачищают места сварки на глубину
0,5 мм абразивным инструментом. Риски от абразива должны быть направлены вдоль продольной кромки
элемента.
8.14 Пооперационный контроль
качества сборочных операций и окончательную приёмку собранной
конструкции ведёт ОТК завода. Отправочные марки, собранные под сварку и не сваренные после этого в течение 24 ч, должны быть повторно
предъявлены ОТК и в необходимых случаях подвергнуты дополнительной очистке от ржавчины и загрязнений.
Запрещается производить зачистку собранных под сварку стыковых соединений
непосредственно над флюсовой подушкой, а также
при положении элемента, когда все загрязнения могут попадать в зазоры.
9.1 Для заводских сварных
соединений мостовых конструкций надлежит применять марки сварочных материалов,
перечень которых приведен в таблицах 11а,
11б, 11в
и 11г. Комбинацию марок
сварочных материалов для определённого способа сварки следует выбирать с учётом
класса прочности и марки применяемой стали, типа сварного соединения и исполнения
конструкции (обычного или северного).
Применяемые
заводом-изготовителем марки сварочных материалов должны иметь «Свидетельство об
аттестации» НАКС каждой марки сварочного материала каждого предприятия-поставщика
(см. 11.8 настоящего СТО).
Сертификат качества предприятия-поставщика
сварочного материала, а также каждая поступившая марка сварочного материала,
проверяется на наличие на каждом упаковочном месте соответствующих этикеток или
бирок с проверкой указанных в них данных.
Качество конкретной партии
аттестованной марки сварочного материала перед передачей каждой новой партии
одного из сварочных материалов в производство, проверяется путём испытаний образцов из
контрольных технологических проб в АЦ (см. указания 11.10 настоящего СТО).
Применение других сварочных
материалов, в том числе зарубежных, допускается только после проведения
комплексных аттестационных испытаний сварочных материалов в специализированной
организации и получения соответствующего заключения. Применение зарубежных
сварочных материалов после указанных аттестационных испытаний должно быть
согласовано с проектной организацией.
9.2 Качество сплошной
холоднотянутой сварочной проволоки должно соответствовать требованиям ГОСТ 2246 и
Техническим условиям (ТУ) предприятий-изготовителей на отдельные марки
сварочной проволоки; указанные ТУ должны быть согласованы со специализированной
научно-исследовательской организацией, занимающейся разработкой технологии
сварки мостовых
конструкций. Поверхность неомедненной
проволоки перед намоткой в кассеты необходимо очищать от ржавчины, жиров,
технологической смазки и других загрязнений дробемётной или пескоструйной
обработкой. Разрешается очищать проволоку от указанных загрязнений пропуская её
через специальные устройства с последующей проверкой качества очистки
проволоки. Сварочные материалы должны быть упакованы согласно требованиям
соответствующих стандартов или ТУ и должны иметь сертификаты
предприятия-изготовителя, удостоверяющие качество указанных материалов.
Для автоматической сварки
стыковых соединений и угловых швов в положении «в лодочку» рекомендуется
применять сварочную проволоку диаметром 4 и 5 мм. Для автоматической сварки угловых швов в положении «в
угол» и механизированной сварки любых соединений рекомендуется сварочная
проволока диаметром 1,2 ... 2,0 мм.
Очищенную и намотанную в
кассеты сварочную проволоку сплошного сечения необходимо хранить в сухом
помещении при температуре воздуха не ниже плюс 15 °С. Корпуса кассет
рекомендуется окрашивать в различные цвета в зависимости от марки проволоки, а
на видимой стороне корпуса кассеты делают соответствующие надписи несмываемой
краской. Проволока, намотанная в кассеты, не должна иметь резких перегибов.
Допускается применение сварочных проволок, намотанных на катушки, как
омеднённых, так и неомеднённых (осветлённых, с ионизированным покрытием,
полированых).
Порошковые и металлопорошковые проволоки, намотанные
в кассеты, должны храниться в электродных кладовых при температуре плюс 20 °С и
при относительной влажности менее 50 %.
9.3 Флюсы должны поставляться
по ГОСТ
Р 52222 или по техническим условиям заводов-изготовителей (при условии, что
качество поставляемых по ТУ флюсов отвечает требованиям ГОСТ
Р 52222) и храниться в упаковке поставщика в сухом отапливаемом помещении
при температуре воздуха не ниже плюс 15 °С или в специальной закрытой таре. В сертификате на флюс
должен быть указан гарантийный срок хранения.
Если флюс хранится свыше указанного срока, необходимо проверить его
технологические свойства при сварке на оптимальном режиме с испытанием сварных
соединений согласно указаниям раздела 10.
Не допускаются засорения флюса окалиной, шлаком и прочими инородными
включениями.
Перед употреблением флюсы
прокаливают, как правило, по режимам, указанным в сертификатах или ТУ
заводов-изготовителей этих флюсов. Для плавленых флюсов температура прокалки
должна составлять, как правило, (400 ... 450) °С. время прокалки - 2 ... 2,5 ч с перемешиванием; для керамических флюсов - (350 ...
400) °С в течение 2 ... 2,5 ч с перемешиванием. Слой насыпки флюса при
прокаливании не должен превышать 50 мм. После прокалки флюсы хранят в сушильных
шкафах (резервных печах) при температуре (80
... 100) °С. Срок хранения прокалённых флюсов в резервной печи при указанной
температуре не должен превышать семь суток. Если прокалённый флюс не был
использован в течение указанного срока
хранения, необходимо вновь произвести его прокалку. При этом общее время прокалки
флюсов не должно превышать 10 ч. Прокалённый флюс должен поступать на участок
сварки по мере необходимости в металлической таре с крышкой. Флюсы, МХП и
электроды, подвергшиеся прямому воздействию влаги и горюче-смазочных
материалов, - прокалке не подлежат и к использованию не допускаются. На рабочее
место флюс следует подавать в количестве, необходимом для работы в течение
одной полусмены.
На участке подготовки
сварочных материалов должны быть вывешены выписки из раздела 9 настоящего СТО, при этом в
обязательном порядке ведется Журнал подготовки и выдачи сварочных материалов в
соответствии с заводскими нормами.
Флюс для флюсовой подушки
применяют той же марки, что и для сварки соединения. Флюсовую подушку периодически
очищают от спекшегося флюса. Полная замена её рекомендуется не реже чем через 6
- 7 дней непрерывной работы один раз в неделю.
9.4 Самозащитная порошковая
проволока диаметром 2,4 ... 3,0 мм для вертикальной автоматической сварки стыковых
соединений с принудительным формированием шва должна наматываться на кассеты с
применением специального станка и должна соответствовать ТУ Украины У
05416.923.018-96 для марок ПП-АН19Н и ПП-АН19С. Указанные марки порошковых
проволок перед применением должны быть прокалены при температуре (200 ... 250) °С в течение 1,5 ч (должна иметь соломенно-жёлтый цвет побежалости);
после прокалки и намотки, кассеты с этой порошковой проволокой должны храниться
в резервной печи при температуре (80 ... 90) °С.
9.5 Омеднённые порошковые
проволоки диаметрами 1,2 ... 1,6 мм марок «POWER BRIDGE» по ТУ 1274-021-11143754-2005 и ПП-Megafil
710 М по ТУ 1274-004-46979325-2006 поставляют в кассетах с рядной намоткой и
специальной подготовки перед сваркой не требуют. Указанные омеднённые порошковые проволоки
после вскрытия упаковки должны использоваться в течение 24 ч в случае хранения
на открытом воздухе под навесом и в течение 5
суток, если они хранятся в закрытом складском помещении.
9.6 Гранулят (рубленая
сварочная проволока) перед смешиванием с химической добавкой (двуокись титана -
TiO2) должен быть прокален при температуре (150) °С в течение 2
ч. Химическая добавка должна входить в МХП в количестве 0,3 % от массы
гранулята. После смешивания гранулята с
химической добавкой в специальном смесителе, готовую металлохимическую присадку
(МХП) перед применением (засыпкой в сварочный зазор) встряхивают на сите 1×1 мм для удаления излишков
химической добавки.
9.7 Электроды для ручной
дуговой сварки и постановки электроприхваток должны соответствовать по типу и
маркам ГОСТ
9466, 9467,
а прокалку их следует выполнять на режимах,
указанных заводом-изготовителем
в паспортных данных на упаковке (коробке) электродов. Сразу же после извлечения
электродов из прокалочной печи их следует поместить в резервную печь, имеющую
температуру
(80 ... 100) °С, откуда их используют для
сварки. Электроды, не используемые в течение смены после извлечения из резервной
печи, прокаливают вновь, но не более трех раз.
9.8 Для воздушно-дуговой
резки при исправлении дефектов сварных соединений следует применять угольные и
угольно-омедненные электроды диаметром 6 - 10 мм (например,
типа ВДК по ТУ 16-757.034-86) с последующей
механической обработкой поверхностей реза абразивным инструментом на глубину не
менее 1 мм или специальные электроды марок АНР-5, ОЗР-1, ОЗР-2 и другие
диаметром 4 - 5 мм с последующей зачисткой
поверхности реза от шлака и грата.
9.9 Для выполнения заводских
сварных соединений мостовых конструкций рекомендуется применять сварочное
оборудование, перечень которого приведён в приложении Д
настоящего СТО, а также устройство (сварочный автомат) и специальную технологию
сварки под флюсом толстолистового проката, позволяющие повысить производительность сварки более чем в
2 раза за счёт уменьшения в 1,5 - 2 раза числа проходов. При выборе источников
питания сварочной дуги и оборудования для производства сварочных работ
необходимо руководствоваться в первую очередь обеспечением стабильных режимов
сварки с заданными параметрами, гарантирующими высокое качество сварных
соединений, а также подбирать сварочное оборудование следует в зависимости от применяемого способа сварки, типа сварного
соединения и конкретных условий производства сварочных работ.
Выбранное и применяемое
заводом сварочное оборудование (например, согласно Д1 приложения Д)
подлежит первичной, если оно не аттестовано заводом-поставщиком оборудования, и
затем периодической (через каждые 3 года) аттестации в АЦ.
9.10 Отклонения от
установленного режима сварки не должны кратковременно превышать:
по силе сварочного тока ±5 %,
по напряжению на дуге ±2 В;
по скорости сварки ±10 %.
Сечение сварочного кабеля при
его длине не более 30 м следует назначать в зависимости от силы сварочного
тока:
сварочный ток, А 240 300 400 600 800 1000
площадь
сечения кабеля, мм2, не менее 35 50 70 95 150 170
Плотность тока в сварочных
кабелях не должна превышать 7 - 8 А/мм2.
Обратный провод должен быть
того же сечения, что и прямой. В стационарных условиях допускается обратный провод выполнять в
виде шин.
9.11 Сварочное оборудование
должно иметь приборы (амперметры и вольтметры) для контроля режимов сварки. Указанные приборы устанавливают на сварочных
однодуговых автоматах. Двухдуговые автоматы должны быть укомплектованы
вольтметрами; амперметры устанавливают на
источниках питания. При механизированной сварке приборы устанавливают на
источниках питания дуги. Приборы должны быть поверены государственными
метрологическими службами и проверены (периодические заводские проверки между
госповерками электролаборатории) в соответствии с внутризаводским графиком
проверок, но не реже 1 раза в квартал.
Способы сварки
10.1 При изготовлении сварных
мостовых конструкций из сталей, марки которых приведены в таблице 1 настоящего СТО, надлежит применять
преимущественно электродуговую автоматическую и механизированную сварку под флюсом и
в смеси защитных газов. Допускается применение ручной дуговой сварки. Области
применения перечисленных способов сварки для мостовых конструкций приведены в таблице 12.
Способ сварки должен быть указан на чертежах КМ,
КМД и в технологической документации.
Таблица 12 - Способы сварки мостовых конструкций
|
Способ сварки
|
Область применения в мостовых конструкциях
|
|
Автоматическая под
флюсом по ГОСТ
8713 и ГОСТ
11533
|
Стыковые соединения,
свариваемые в нижнем положении:
· двусторонней однопроходной сваркой на флюсовой подушке
металла толщиной 10 ... 16 (20) мм без скоса
кромок по таблице 10, п. 8.3;
· двусторонней многопроходной сваркой на флюсовой подушке
металла толщиной 20 (25) ... 50 мм по п. 8.3 таблицы
10
с двумя симметричными Х-образными скосами кромок
|
|
Угловые, тавровые и нахлёсточные
соединения металла толщиной 10 ... 50 мм,
свариваемые в нижнем положении:
· односторонней сваркой «в угол» или «в лодочку»;
· двусторонней двухдуговой сваркой «в угол» (кроме
нахлёсточных);
· односторонней сваркой угловых швов, ориентированных
вдоль усилия, с МХИ «в лодочку»
|
|
Механизированная под флюсом по ГОСТ
8713 и ГОСТ
11533
|
Стыковые соединения с двусторонней сваркой в нижнем положении
для деталей из листа толщиной 10 ... 25 мм,
привариваемых к основной конструкции (например, фасонок связей к поясам
балок) с одно- или двусторонним скосом кромок
|
|
Угловые, тавровые и
нахлёсточные соединения металла толщиной 10 ... 50 мм, свариваемые в нижнем
положении:
· односторонней сваркой «в угол» или «в лодочку»;
· двусторонней сваркой «в угол» (кроме нахлёсточных)
|
|
Автоматическая (АПГ, АППГ) и
Механизированная (МП, МПГ, МПС) в смеси защитных газов*
по ГОСТ
14771 и ГОСТ
23518
|
Стыковые соединения, свариваемые в нижнем положении с
двух сторон:
без скоса кромок для листа толщиной 6 - 8 мм;
· с V-образным скосом двух
кромок для металла
толщиной 10 ... 25 мм;
· с двумя симметричными (К-образными)
скосами одной кромки для металла толщиной 10 ... 25 мм;
· с двумя симметричными (Х-образными) скосами двух кромок
для металла толщиной 10 ... 25 мм
|
|
Угловые, тавровые и нахлёсточные соединения металла
толщиной 10 ... 50 мм, свариваемые во всех пространственных положениях
|
|
Ручная электродуговая (Р) по ГОСТ
5264 и ГОСТ
11534
|
Короткие швы (длиной менее 1000 мм) стыковых, угловых, тавровых и нахлёсточных
соединений металла толщиной 10 ... 50 мм без
разделки и с разделкой кромок во всех
пространственных положениях. Исправление дефектов после автоматической или
механизированной сварки
|
|
Автоматическая сварка самозащитной порошковой проволокой
(АППС) с принудительным формированием стыкового шва
|
Для сварки стыковых соединений в вертикальном положении
толщиной до 40 мм включительно
|
|
Автоматическая сварка под флюсом (АФ) проволоками
сплошного сечения с принудительным
формированием шва
|
Для сварки стыковых соединений в вертикальном положении
толщиной до 20 мм включительно
|
|
* Защитные газы: 1) (78 - 82) % Ar
+ (18 - 22) % СО2;
2) (95 - 97) % Ar + (3 - 5) % О2;
3) (83 -
87) % Ar + (10 - 12) % СО2 + (3 -
5) % О2;
4) CO2
- для временных и/или вспомогательных
конструкций.
|
Технология и режимы автоматической, механизированной и ручной сварки
10.2 Сварку конструкций
следует производить в соответствии с утвержденным главным инженером предприятия технологическим
процессом (указаниями - ТУК) изготовления конкретных марок, разработанными
отделами главного технолога и главного сварщика на основании положений
настоящего СТО. Эти ТУК должны устанавливать последовательность изготовления
деталей и монтажных элементов отправочной марки, последовательность
сборочно-сварочных операций, применяемую оснастку и инструмент, оборудование, сварочные материалы, технологию и режимы сварки, порядок наложения швов, а также операции по контролю
качества и приемке отправочной марки и/или монтажного элемента ОТК завода и Мостовой инспекцией.
Основными устанавливаемыми и
контролируемыми параметрами режима сварки являются:
сила сварочного тока Iсв,
А;
напряжение на дуге Uд, В;
скорость сварки Vсв, м/ч.
Дополнительные параметры:
скорость подачи электродной
проволоки Vэл, м/ч;
диаметр электродной проволоки
dэл, мм;
вылет электродной проволоки l, мм;
высота засыпки МХП в сварочный зазор h0, мм.
10.3 Режимы
сварки следует назначать по утвержденным в установленном порядке заводским
нормалям с учетом требований настоящего СТО в зависимости от класса прочности и
марки стали, толщины металла, параметров разделки кромок и способов сварки,
указанных в чертежах КМ. При этом необходимо
соблюдать следующие условия (рисунок 15):
а) коэффициент формы провара
должен составлять e/h ≥ 1,2
для стыковых и угловых швов, при этом проплавление должно быть симметричным для
обеих кромок. При многослойной сварке с разделкой кромок, если выдерживается
условие Z ≤
Р, допускается e/h = 1;
б) глубина проплавления притупления кромок z при выполнении первого шва стыка с Х-образной подготовкой кромок
не должна превышать величины притупления Р, т.е. Z ≤ Р, при
этом должно соблюдаться условие Z = (Р/2)
+ 1 мм для
обеспечения качественного проплавления притупления кромок при двухсторонней сварке;
в) в угловых швах должна быть
обеспечена расчетная высота сечения по металлу шва tf = βfKf и по металлу границы сплавления tz = βzKf, где Kf
- наименьший из катетов
углового шва, принимаемый по катету вписанного треугольника; βf и βz - коэффициенты расчетных сечений угловых
швов, принимаемые по СНиП
2.05.03-84*;
г) оптимальными следует
считать угловые швы с прямолинейной поверхностью в поперечном
сечении и с плавными переходами к основному металлу по зонам сплавления, без
наплывов и подрезов. Такие швы образуются при сварке «в лодочку» или «в угол»
при правильно подобранном режиме сварки и при достаточном опыте исполнителя.
Допускаемая
выпуклость стыковых и угловых швов принимается по таблице 29 настоящего СТО; вогнутость - не более 30 % значения
катета шва, но не более 3 мм (см. таблицу 30); при этом вогнутость не должна приводить к
уменьшению значения катета Kf, установленного при
проектировании. Отклонения катетов угловых швов не должны превышать значений,
указанных в таблице 30 настоящего
СТО; допуски по подрезам приведены в таблице 29;
д) оптимальными следует
считать стыковые швы, геометрические параметры которых
соответствуют указаниям 14.7
настоящего СТО, причем у стыковых и угловых швов, имеющих выпуклую форму, угол α между касательной из
точки сплавления к выпуклости и плоскостью свариваемого металла должен быть не менее определённого значения в зависимости
от категории шва (п. 1.16 таблицы 29);
е) сварку мостовых конструкций следует вести в
отапливаемых цехах при положительной температуре стали и окружающего воздуха.
При невыполнении данного требования допускается сварка при отрицательной
температуре не ниже минус 10 °С при
обеспечении предварительного подогрева кромок и прилегающих к ним участков
основного металла шириной не менее 60 мм для толщин металла до 25 мм
включительно и не менее 80 мм для толщин более 25 мм до температуры (120 ... 150) °С. Подогрев производят перед первым проходом на первой
стороне стыкуемых деталей и после каждого перерыва процесса сварки,
сопровождающегося снижением температуры кромок ниже 100 °С.
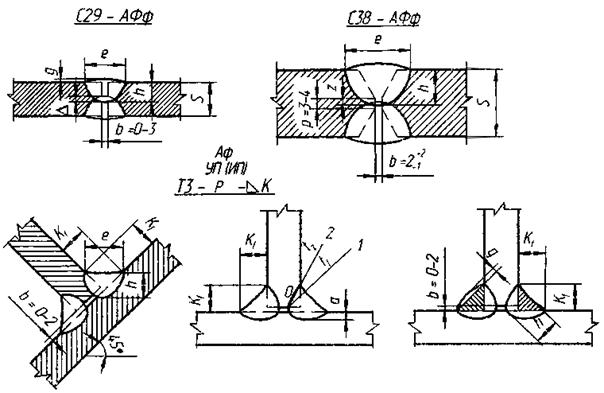
h - глубина проплавления; Р
- притупление; z - глубина проплавления
притупления; е - ширина шва; g - высота усиления; Kf - катеты угловых швов; в - зазор; Δ -
глубина взаимного проплавления (перехлёст)
Рисунок 15 - Геометрические параметры
подготовки кромок и поперечного сечения шва
Указанные на рисунке 15 геометрические параметры сечений
шва измеряют стандартным мерительным инструментом по макрошлифам.
10.4 Режимы
сварки, применяемые технологии сварки, сварочные материалы и оборудование
должны обеспечивать получение сварных соединений со следующими механическими
свойствами:
а) минимальные значения
предела текучести и временного сопротивления металла стыкового и углового шва
не должны быть ниже их значений для основного металла по соответствующим ГОСТ
или ТУ;
б) максимальные значения
твердости металла стыкового и углового швов и околошовной зоны должны быть не
выше 350 единиц по Виккерсу (HV);
для угловых швов с катетом 5 - 7 мм допускается твердость шва и околошовной зоны
до 400 единиц по Виккерсу (HV);
в) минимальное значение
относительного удлинения металла стыкового и углового швов на пятикратных
образцах δ5 должно быть не менее 16 % для сталей любых марок;
г) угол статического изгиба
сварного соединения с поперечным стыком должен быть не менее 120°;
д) минимальные значения
ударной вязкости на образцах KCU (Менаже)
при расчетной отрицательной температуре, указанной в чертежах КМ данной конструкции, для
стыковых соединений должны быть не менее 29 Дж/см2.
Температура испытания
образцов стыковых сварных соединений на ударную вязкость (KCU)
должна соответствовать:
- для конструкций
автодорожных и пешеходных мостов - минус 40 °С в обычном исполнении, минус 50 °С в северном «А» и минус 60
°С в северном
«Б» исполнении (СНиП
2.05.03-84*, табл. 46 и 47*);
- для конструкций
железнодорожных и совмещенных мостов в обычном и
северном «А» исполнении - минус 60 °С, а в северном «Б» - минус 70 °С.
Режимы сварки должны
рассчитываться и назначаться после их практической проверки, как правило,
специализированными организациями с учетом:
· класса прочности, марки стали, толщины
проката и параметров разделки кромок;
- скорости охлаждения металла
шва и зоны термического влияния (ЗТВ) для сталей с пределом текучести до 350 МПа в пределах ω6/5 = 8 ... 15 °С/с, с пределом текучести до 400 МПа в пределах ω6/5 = 15 ... 25 °С/с.
При многопроходной сварке вышеперечисленных сталей скорость охлаждения может быть
увеличена на 25 %, но не более чем до 40 °С.
При однопроходной
двусторонней сварке стыковых соединений без скоса кромок (без разделки кромок)
скорость охлаждения может быть уменьшена до 4,5 °С/с
при условии, что шов со второй стороны проваривается после полного охлаждения
металла от нагрева при сварке первой стороны (до 100 ... 120 °С).
10.5 Если в сварном
соединении используются стали различных классов прочности и марок, то следует
применять способ сварки, сварочные материалы и режимы сварки, предусмотренные
для стали более низкого класса прочности.
10.6 Сварка конструкций
должна производиться после приемки контролёрами ОТК операций сборки элементов отправочной марки. Перед
сваркой соединение, особенно в местах наложения швов, должно быть очищено от
шлака на электроприхватках и других загрязнений. При наличии в соединении
пересекаемого заваренного стыкового шва усиление его в месте пересечения должно быть удалено заподлицо с основным металлом на
длину не менее 40 мм в каждую сторону.
При сварке многопроходных
швов каждый последующий слой должен накладываться после тщательной очистки
шлака предыдущего слоя и остывания его до температуры (150 ... 200) °С.
При обрыве дуги в процессе
наложения шва кратер и прилегающий к нему участок шва длиной 50 мм необходимо
вырезать и затем заварить это место при новом зажигании дуги. Не допускается
зажигание дуги и вывод кратера на основной металл за пределами шва.
Начинать и заканчивать сварку
следует, как правило, на выводных планках, которые удаляются сразу после сварки
шва, и затем осуществляется контроль качества шва, в т.ч.
и методом УЗД.
10.7 В
сварочных цехах предприятия ведутся Журналы сварочных работ по утвержденной
форме. В этих журналах фиксируются следующие данные:
- обозначение (шифр) шва
конкретной марки определенного заказа и дата выполнения шва:
- данные на сварщика,
выполнившего сварной шов или группу однотипных швов на конкретной марке (Ф. И.
О., номер удостоверения сварщика, его роспись);
- комбинация применяемых по
факту сварочных материалов;
- отметка о приемке сборки
соединения под сварку контролером ОТК;
- отметка о приёмке выполненного шва
методом визуально-измерительного контроля (ВИК) контролером ОТК;
- результат контроля качества
шва методом УЗД.
По окончании сварки
необходимо очистить металл шва и прилегающие к нему участки от шлака и брызг,
осмотреть шов и проставить несмываемыми надписями маркёрами номер (шифр)
сварщика в начале и в конце шва на расстоянии 100 мм от шва и кромки металла. При длине шва
меньше 1 м и при сварке небольших конструкций
с множеством коротких швов, выполняемых одним сварщиком, шифр сварщика
проставляют один раз.
10.8 Автоматическую и
механизированную сварку под флюсом и в смеси защитных газов всех типов
соединений надлежит выполнять постоянным током обратной полярности (плюс на
электроде), за исключением раздельной сварки двухслойной коррозионно-стойкой
стали, где сварку плакирующего слоя рекомендуется выполнять постоянным током
прямой полярности (см. таблицу 22).
Режимы сварки под флюсом
стальных конструкций мостов из сталей марок 15ХСНД и 10ХСНД по ГОСТ
6713, 15ХСНДА и 10ХСНДА по ТУ 14-1-5120-92 (по Изменению
№ 6) любых категорий приведены в таблицах 13 - 19.
Режим подлежит уточнению в пределах указанных
диапазонов при сварке контрольных технологических проб в зависимости от особенностей
применяемого сварочного оборудования и параметров сети «по высокой стороне» на
конкретном предприятии.
10.9 При двусторонней
стыковой сварке полотнищ на флюсовой подушке перекантовка элемента после
наложения шва с одной стороны допускается только после остывания шва толщиной
до 20 мм включительно до температуры, не превышающей 100 °С с принятием мер против
динамических нагрузок, а для стыков толщиной 25 ... 40 и более мм - не более 40 °С.
10.10 Направление оси
электродной проволоки при сварке стыковых соединений должно быть по оси
симметрии зазора. При многопроходной сварке стыковых соединений с Х-образной
разделкой кромок это требование относится лишь к сварке первых двух слоев с
каждой стороны соединения. Последующее заполнение разделки кромок следует производить, как
правило, со смещением электродной проволоки в одну и другую стороны с
последующим перекрытием швом по центру.
10.11 Двустороннюю
автоматическую сварку под флюсом с МХЛ на флюсовой подушке надлежит выполнять с соблюдением
следующих условий.
а) стыковые соединения из
стали по ГОСТ
6713 (для конструкций обычного и северного исполнений) и по ТУ 14-1-5120-92
(по Измен. № 6) толщиной до 20 мм (для конструкций обычного исполнения) следует
собирать под автоматическую сварку без разделки кромок, с зазором 4 ± 1 мм;
стыки листов толщиной 25 ... 40 мм по ГОСТ
6713 (для конструкций обычного и северного исполнений) и по ТУ 14-1-5120-92 (по Изменению №
6) для конструкций обычного исполнения должны иметь V-образную подготовку
кромок с общим углом раскрытия 55 ± 5°, притуплением кромок 10 ± 1 мм, шириной
зазора 4 ± 1 мм; стыки листов толщиной 20 ... 40 мм по ТУ 14-1-5120-92 (по
Измен. № 6) для конструкций северного исполнения зоны А должны иметь также уже
указанную V-образную подготовку кромок;
Таблица 13 - Режимы автоматической сварки под
флюсом (кроме ПФК-56С
и OK Flux 10.71) стыковых соединений на флюсовой подушке:
- сталей 10-15ХСНД по ГОСТ
6713 для конструкций обычного и северного исполнений зон А и Б;
- сталей 10-15ХСНДА-2 по ТУ 14-1-5120-92
(по Измен. № 6) для конструкций обычного
исполнения
|
Форма поперечного сечения
|
Толщина металла S1, мм
|
Число проходов
|
Параметры режима
|
|
подготовленных кромок
|
сварного шва
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
Скорость подачи проволоки Vэл, м/ч
|
|
|
|
10
|
2
|
650 ... 700
|
32 ... 34
|
29 ... 32
|
49 ... 55
|
|
12
|
2
|
700 ... 750
|
32 ... 34
|
29 ... 32
|
55 ... 61
|
|
14
|
1
|
750 ... 800
|
32 ... 34
|
26 ... 29
|
66,5 ... 61
|
|
1
|
750 ... 800
|
34 ... 36
|
26 ... 29
|
61 ... 66,5
|
|
16
|
1
|
800 ... 850
|
34 ... 36
|
22 ... 26
|
68 ... 66,5
|
|
1
|
750 ... 800
|
36 ... 38
|
22 ... 26
|
61 ... 66,5
|
|
|
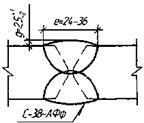
|
20
|
1-я стор.,
1-й слой
|
700 ... 750
|
32 ... 34
|
18 ... 20,5
|
55 ... 61
|
|
последующие
|
750 ... 800
|
32 ... 34
|
22 ... 26
|
61 ... 66,5
|
|
25
|
1-я стор.,
1-й слой
|
700 ... 750
|
32 ... 34
|
18 ... 20,5
|
55 ... 61
|
|
последующие
|
750 ... 800
|
32 ... 34
|
22 ... 26
|
61 ... 66,5
|
|
32
|
1-я стор.,
1-й слой
|
700 ... 750
|
34 ... 36
|
18 ... 20,5
|
55 ... 61
|
|
последующие
|
750 ... 800
|
34 ... 36
|
22 ... 26
|
61 ... 66,5
|
|
40
|
1-я стор.,
1-й слой
|
700 ... 750
|
36 ... 38
|
18 ... 20,5
|
55 ... 61
|
|
последующие
|
750 ... 800
|
36 ... 38
|
22 ... 26
|
61 ... 66,5
|
|
Примечания 1 Сварочные материалы см. таблице 11а, кроме комбинаций 1 и
5.
2 Диаметр сварочной проволоки dэл = 5 мм.
3 Вылет электрода l = 35 ... 40 мм.
4 Прихватки выполнять по
указаниям 8.8 и 8.9 настоящего СТО
|
Таблица 14 - Режимы автоматической сварки под флюсом (кроме
ПФК-56С и OK Flux 10.71) стыковых соединений на флюсовой подушке сталей 10-15ХСНДА-3 по ТУ 14-1-5120-92
(по Измен. № 6) для конструкций северного
исполнения зоны А
|
Форма поперечного сечения
|
Толщина металла
S1, мм
|
Число проходов
|
Параметры режима
|
|
подготовленных кромок
|
сварного шва
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
Скорость подачи проволоки Vэл, м/ч
|
|
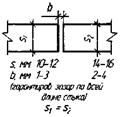
|
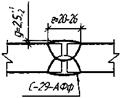
|
10
|
2
|
600 ... 650
|
32 ... 34
|
29 ... 32
|
49
|
|
12
|
2
|
650.700
|
32 ... 34
|
29 ... 32
|
49 ... 55
|
|
14
|
1
|
650 ... 700
|
32 ... 34
|
26 ... 29
|
49 ... 55
|
|
|
1
(2-я сторона)
|
700 ... 750
|
34 ... 36
|
26 ... 29
|
55 ... 61
|
|
16
|
1
|
700 ... 750
|
34 ... 36
|
22 ... 26
|
55 ... 61
|
|
|
1 (2-я сторона)
|
700 ... 750
|
36 ... 38
|
22 ... 26
|
55 ... 61
|
|
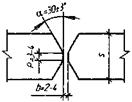
|
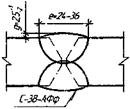
|
20 ... 40
|
1-я стор.
1-й слой
|
600 ... 650
|
30 ... 36
|
18 ... 21
|
49
|
|
|
последующие проходы
|
650 ... 700
|
32 ... 38
|
21 ... 22
|
49 ... 55
|
|
Примечания 1 Сварочные материалы
см. в таблице 11а, кроме
комбинаций 1 и 5.
2 Диаметр сварочной проволоки dэл = 5 мм.
3 Вылет электрода
l = 35 ... 40 мм.
4 Прихватки выполнять по
указаниям 8.8 и 8.9 настоящего СТО.
|
Таблица 15 - Режимы автоматической
сварки под керамическими флюсами ПФК-56С и OK Flux 10.71 стыковых соединений на флюсовой подушке сталей 10-15ХСНД
по ГОСТ
6713 и сталей 10-15ХСНДА по ТУ 14-1-5120-92 (по Измен. № 6) для конструкций обычного и северного исполнений
|
Форма поперечного сечения
|
Толщина металла
S1, мм
|
Число проходов
|
Параметры режима
|
|
подготовленных кромок
|
сварного шва
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
Скорость подачи проволоки Vэл, м/ч
|
|
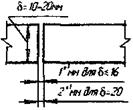
|
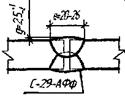
|
10
|
2
|
650 ... 700
|
32 ... 34
|
34 ... 36
|
49 ... 55
|
|
12
|
2
|
700 ... 750
|
33 ... 35
|
34 ... 36
|
55 ... 61
|
|
14
|
1
|
750 ... 800
|
30
... 32
|
32 ... 34
|
|
|
1 (2-я стор.)
|
750 ... 800
|
32 ... 34
|
32 ... 34
|
61 ... 66,5
|
|
16
|
1
|
770 ... 820
|
32 ... 34
|
29 ... 32
|
66,5
|
|
1 (2-я стор.)
|
770 ... 820
|
34 ...
36
|
29 ... 32
|
66,5
|
|
20
|
1
1 (2-я стор.)
|
800 ... 850
|
32 ... 34
|
29 ... 32
|
72,0
|
|
800 ... 850
|
34 ... 36
|
29 ... 32
|
72,0
|
|
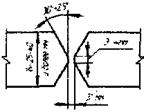
|
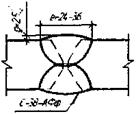
|
25 ... 40
|
1-я
стор.
1-й
слой
|
750 ... 800
|
32 ... 34
|
24 ... 26
|
61 ... 66,5
|
|
последующие проходы
|
750 ... 800
|
32 ... 34
|
24 ... 29
|
61 ... 66,5
|
|
(допускается 800 ... 850)
|
34 ... 36
|
24 ... 29
|
72,0
|
|
Примечания 1 Сварочные материалы
см. в таблице 11а, комбинации 1 и 5.
2 Диаметр
сварочной проволоки dэл = 5 мм: для стыковых соединений толщиной
16 и 20 мм рекомендуется диаметр сварочной проволоки dэл = 4 мм с
уточнением параметров режима сварки.
3 Вылет электрода
для стыков δ = 10 ... 20 мм - 34 ... 36 мм, а для стыков δ = 25 ... 40 мм - 36 ... 38 мм.
4 Прихватки выполнять по
указаниям 8.8 и 8.9 настоящего
СТО.
|
Таблица 16 - Режимы автоматической
и механизированной сварки под флюсом угловых швов сталей 10-15ХСНД по ГОСТ
6713 для конструкций обычного и северного исполнений зон А и Б и сталей 10-15ХСНДА-2
по ТУ 14-1-5120-92 (по Измен. № 6) для конструкций обычного исполнения
|
Форма поперечного сечения
|
Толщина S
металла или K
катета шва, мм
|
Способ сварки
|
Параметры режима
|
|
подготовленных кромок
|
сварного шва
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
Скорость подачи проволоки Vэл, м/ч
|
|
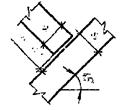
|
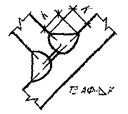
|
К = 6
|
Автоматическая,
проволокой Æ 5 мм «в лодочку»
|
650 ... 700
|
26 ... 28
|
40 ... 47
|
49 ... 55
|
|
8
|
700 ... 750
|
28 ... 30
|
29 ... 34
|
49 ... 55
|
|
10
|
700
... 750
|
30 ... 32
|
23 ... 27
|
55 ... 61
|
|
12
|
700
... 750
|
32 ... 34
|
18 ... 22
|
55 ... 61
|
|
К = 6
|
Механизированная
проволокой Æ 2 мм «в лодочку»
|
360 ... 390
|
30 ... 32
|
27
|
200
|
|
8
|
420 ... 440
|
32 ... 34
|
23,5
|
260
|
|
10
|
420 ... 440
|
32 ... 34
|
13,5
|
260
|
|
12
|
420 ... 440
|
32 ... 34
|
9
|
260
|
|

|
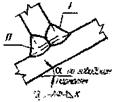
|
S1 + S2 = 12 + 12
|
Автоматическая с полным проваром проволокой Æ
5 мм
|
800 ... 850
|
с одной (первой) стороны
|
72
|
|
34 ... 36
|
22
|
|
850 ... 900
|
с другой стороны
|
78
|
|
34 ... 36
|
22
|
|
S1 + S2 = 16 + 16
|
850 ... 900
|
с одной (первой) стороны
|
78
|
|
34 ... 36
|
18
|
|
900 ... 950
|
с другой стороны
|
85
|
|
34 ... 36
|
18
|
|
S1 + S2 = 16 + 40
|
850 ... 900
|
с одной (первой) стороны
|
78
|
|
34 ... 36
|
15
|
|
900 ... 95
|
с другой стороны
|
85
|
|
34 ... 36
|
15
|
|
|

|
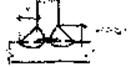
|
K = 6
|
Автоматическая
и механизированная «в угол» проволокой Æ
2 мм
|
250 ... 300
|
26 ... 28
|
26 ... 27
|
135 ... 156
|
|
K
= 8
|
350 ... 400
|
28 ... 32
|
22 ... 24
|
180 ... 220
|
|
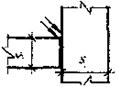
|
|
К = 8
|
Автоматическая расщепленной
дугой «в угол» (стенка в горизонтальном
положении) проволокой Æ 2,5 + 2,5 мм
|
850 ... 900
|
28 ... 30
|
52 ... 58
|
-
|
|
K = 10
|
400 ... 950
|
30 ... 32
|
50 ... 54
|
|
|
Примечания 1 Сварочные материалы по таблице 11б.
2 Прихватки выполнять по указаниям 8.8 и 8.9
настоящего СТО.
3 При автоматической сварке «в лодочку» проволокой dэл = 4 мм силу тока
принимать с коэффициентом 0,8 - 0,9.
|
Таблица 17 - Режимы автоматической и механизированной сварки под
флюсом угловых швов сталей 10-15ХСНДА-3 по ТУ 14-1-5120-92
(по Измен. № 6) для конструкций северного исполнения зоны А
|
Форма поперечного сечения
|
Толщина S металла или К катета шва, мм
|
Способ сварки
|
Параметры режима
|
|
подготовленных кромок
|
сварного шва
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
Скорость подачи проволоки Vэл, м/ч
|
|
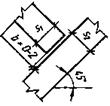
|

|
К = 6
|
Автоматическая «в лодочку», проволокой
Æ
5 мм
|
650 ... 700
|
26 ... 28
|
40 ... 47
|
49 ... 55
|
|
8
|
650 ... 700
|
28 ... 30
|
29 ... 34
|
49 ... 55
|
|
10
|
700 ... 750
|
30 ... 32
|
23 ... 27
|
55 ... 61
|
|
12
|
700 ... 750
|
32 ... 34
|
18 ... 22
|
55 ... 61
|
|
К = 6
|
Механизированная «в
лодочку», проволокой Æ 2 мм
|
360 ... 390
|
30 ... 32
|
27
|
200
|
|
8
|
420 ... 440
|
32 ... 34
|
23,5
|
260
|
|
10
|
420 ... 440
|
32 ... 34
|
13,5
|
260
|
|
12
|
420 ... 440
|
32 ... 34
|
9
|
260
|
|
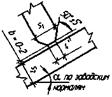
|
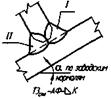
|
S1 + S2 = 12 (16) + 12 (16) (40)
|
Автоматическая с полным проваром, проволокой Æ
5 мм
|
|
с одной стороны первый слой
|
|
650 ... 700
|
26 ... 28
|
29 ... 32
|
55
|
|
последующие
|
|
|
700 ... 750
|
30 ... 32
|
23 ... 27
|
61
|
|
с другой стороны
|
|
700 ... 750
|
30 ... 32
|
23 ... 27
|
61
|
|
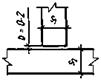
|
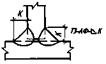
|
К = 6
|
Автоматическая и механизированная «в угол», проволокой Æ 2 мм
|
250 ... 300
|
26 ... 28
|
26 ... 27
|
135 ... 156
|
|
К = 8
|
350 ... 400
|
28 ... 32
|
22 ... 24
|
180 ... 220
|
|
Примечания 1 Сварочные материалы по табл. 11б.
2 Прихватки
выполнять по указаниям 8.8 и 8.9
настоящего СТО.
3 При автоматической сварке «в лодочку»
проволокой dэл = 4 мм силу тока принимать с коэффициентом 0,8 - 0,9.
4 Допускается выполнять автоматической
сваркой угловые швы катетом 8 и 10 мм «в угол» проволокой
диаметром 2 мм за два прохода автомата; режимы сварки - по заводским нормалям.
|
Таблица 18 - Режимы механизированной сварки под флюсом тавровых и
стыковых соединений с обеспечением сплошного проплавления (фасонок связей и
других деталей)
|
Форма поперечного сечения
|
Толщина металла
S1, мм
|
Число проходов
|
Параметры режима
|
|
подготовленных кромок
|
сварного шва
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
Скорость подачи проволоки Vэл, м/ч
|
|
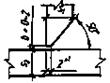
|
|
10 ... 32
|
1-й шов
|
250 ... 300
|
26 ... 28
|
18 ... 24
|
135 ... 156
|
|
2-й шов
(заполнение разделки)
|
300 ... 350
|
30 ... 34
|
23 ... 27
|
156 ... 250
|
|

|

|
10, 12, 16
|
1-й проход
|
350 ... 400
|
30 ... 34
|
23 ... 27
|
170 ... 198
|
|
последующие
|
250 ... 300
|
30 ... 34
|
23 ... 27
|
135 ... 156
|
|
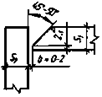
|
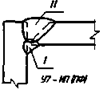
|
14 ... 40
|
1-й шов (ИП - в смеси газов) + корень
|
250 ... 300
|
26 ... 28
|
18 ... 22
|
200 ... 240
при Æ 1,6 мм
|
|
2-й шов (заполнение разделки)
|
300 ... 350
|
30 ... 34
|
23 ... 27
|
170 ... 198
|
|
|
|
10 ... 25
|
1-й шов (ИП - в смеси газов) + корень
|
250 ... 300
|
26 ... 28
|
18 ... 22
|
200 ... 240 при Æ 1,6 мм
|
|
2-й шов
(заполнение разделки)
|
300 ... 350
|
30 ... 32
|
23 ... 27
|
156 ... 200
|
|
|
|
10 ... 25
|
1-й проход
|
350 ... 400
|
30 ... 32
|
18 ... 22
|
170 ... 198
|
|
последующие
|
450 ... 500
|
32 ... 34
|
18 ... 22
|
210 ... 250
|
|
Примечания 1 Диаметр сварочной проволоки dэл
= 2 мм, марки
проволоки - по табл. 11в и 11г.
2 В тавровом соединении с односторонним скосом кромки первый проход (корень шва 1) с обратной стороны допускается проварить механизированной сваркой в смеси защитных газов, при этом сечение
прохода не должно превышать 1/3 сечения шва 11.
3 При необходимости
облицовочные слои выполняются автоматической
сваркой под флюсом проволокой диаметром 5 мм по таблицам 11а и 11б на режиме:
Iсв = 650 - 700 А; Uд = 34 -
38 В; Vсв = 22 м/ч.
|
Таблица 19 - Режимы сварки под флюсом угловых соединений двухшовными автоматами
|
Форма поперечного сечения
|
Толщина S2 листа, катет К шва, мм
|
Глубина проплавления
мм
|
Параметры режима
|
|
подготовленных кромок
|
сварного шва
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
Скорость подачи проволоки Vэл, м/ч
|
|
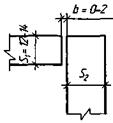
|
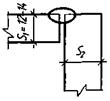
|
S2 = 16
|
3,5
|
300 ... 350
|
25 ... 27
|
29 ... 34
|
156 ... 184
|
|
20
|
4
|
350 ... 400
|
26 ... 28
|
23 ... 27
|
170 ... 198
|
|
25
|
5
|
400 ... 450
|
28 ... 30
|
23 ... 27
|
198 ... 215
|
|
32
|
6
|
450 ... 500
|
30 ... 32
|
23 ... 27
|
215 ... 250
|
|
40
|
8
|
550 ... 600
|
32 ... 34
|
23 ... 27
|
250 ... 295
|
|
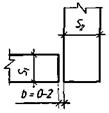
|
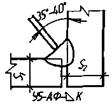
|
К = 6
|
-
|
250 ... 300
|
25 ... 27
|
25 ... 27
|
135 ... 156
|
|
К
= 8
|
-
|
350 ... 400
|
28 ... 32
|
22 ... 24
|
180 ... 220
|
|
Примечания 1 Сварочные материалы по - таблицам 11а и 11б настоящего СТО.
2 Электроприхватки выполнять по указаниям 8.8 - 8.9
настоящего СТО.
3 Вылет электрода
диаметром 2 мм - 20 ... 25 мм.
|
б) сварочные
материалы для автоматической сварки стыковых и тавровых соединений с МХП
следует применять в соответствии с таблицами 11а и 11б;
в) перед наложением первого
шва в стыках листов толщиной до 20 мм без разделки кромок зазор следует
заполнять металле химической присадкой полностью. В
стыках листов толщиной 25 ... 40 мм из стали по ГОСТ
6713 и по ТУ 14-1-5120-92 с V-образной разделкой кромок МХП перед первым проходом
автомата засыпается на высоту h0 = 15 ... 17 мм. Высота засыпки МХП
контролируется специальным шаблоном;
г) после выполнения стыковой
сварки с первой стороны изделие перекантовать, нерасплавившуюся присадку (МХП) удалить
металлической щеткой. Шов с обратной стороны следует проварить за один проход
автомата без МХП;
д) режимы автоматической
сварки с МХП стыковых соединений листов толщиной 20 ... 40 мм из сталей по ГОСТ
6713-91* и по ТУ 14-1-5120-92 приведены в
таблице 20.
Автоматическую сварку угловых
швов тавровых соединений с МХП выполняют однодуговым автоматом в положении «в лодочку». МХП
дозируют с помощью шаблона, причем номер
шаблона должен соответствовать катету треугольника, образуемого засыпаемой
присадкой:
катет углового
шва, мм 8 10 12 14 16
катет
засыпки, мм (номер шаблона) 8 12 14 16 18
Автоматическую сварку под
флюсом с МХП угловых швов тавровых соединений из сталей по ГОСТ
6713 рекомендуется применять для швов с катетами от 8 до 16 мм, из сталей по ТУ 14-1-5120-92 - для швов с
катетами от 8 до 12 мм.
Режимы автоматической сварки
под флюсом с МХП угловых швов соединений «в лодочку» приведены в таблице 21.
10.12 Автоматическую сварку
под флюсом угловых швов элементов коробчатого сечения следует вести
двухдуговыми двухшовными автоматами в последовательности, приведенной на
рисунке 16. При величине зазора в
соединениях листов не более 0,5 мм допускается наложение швов в
последовательности 1-4-2-3.
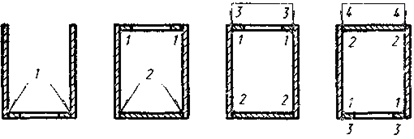
Рисунок 16 - Последовательность наложения
швов при сварке
коробчатых элементов двухдуговым двухшовным автоматом
Таблица 20 - Режимы автоматической сварки под флюсом с МХП стыковых соединений сталей 10-15ХСНД по ГОСТ
6713 и 10-15ХСНДА по ТУ 14-1-5120-92 (по Измен. №
6)
|
Форма поперечного сечения
|
Толщина металла S1, мм
|
Сторона шва
|
Слои шва
|
Параметры режима
|
|
подготовленных кромок
|
сварного шва
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
|
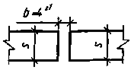
|
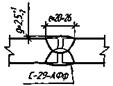
|
20
|
I
|
Первый
|
800 ... 850
|
34 ... 36
|
26 ... 29
|
|
II
|
Первый
|
800 ... 850
|
34 ... 36
|
29 ... 32
|
|
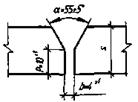
|
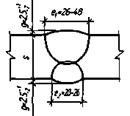
|
25 ... 40
|
I
|
Первый
|
750 ... 800
|
32 ... 34
|
23
|
|
Последующие
|
750 ... 800
|
34 ... 36
|
23
|
|
II
|
Первый
|
750 ... 800
|
34 ... 36
|
23
|
|
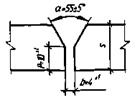
|
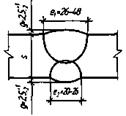
|
20 ... 40
Стали марок 10-15ХСНДА-3 для конструкций Северного исполнения зоны А
|
I
|
Первый
|
700 ... 750
|
32 ... 34
|
23
|
|
Последующие
|
600 ... 650
|
34 ... 36
|
23
|
|
II
|
Первый
|
700 ... 750
|
34 ... 36
|
23
|
|
Примечания 1
Сварочные материалы по таблице 11а.
2 Диаметр сварочной проволоки dэл = 5 км, при автоматической сварке проволокой dэл = 4 мм силу тока принимать с коэффициентом
0,8 - 0,9.
3 Вылет электрода
34 - 38 мм.
4 Прихватки выполняются с
МХП по указаниям 8.8 и 8.9 настоящего СТО.
|
Таблица 21 - Режимы автоматической сварки под флюсом с МХП угловых швов тавровых соединений
|
Тип соединения
|
Нормативный документ стали
|
Катет шва, мм
|
Число проходов
|
Параметры режима
|
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
|
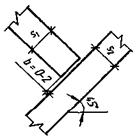
|
По ГОСТ
6713-91*
|
8
|
1
|
650 ... 700
|
36 ... 38
|
58,0
|
|
10
|
1
|
700 ... 750
|
36 ... 38
|
50,5
|
|
12
|
1
|
800 ... 850
|
37 ... 39
|
41,0
|
|
14
|
1
|
850 ... 900
|
37 ... 39
|
34,0
|
|
16
|
1
|
900 ... 950
|
38 ... 40
|
27,0
|
|
По ТУ 14-1-5120-92 (по
Измен. № 6)
|
8
|
1
|
650 ... 700
|
36 ... 38
|
58,0
|
|
10
|
1
|
700 ... 750
|
36 ... 38
|
50,5
|
|
12
|
1
|
800 ... 850
|
37 ... 39
|
41,0
|
|
Примечания 1 Сварочные материалы по таблице 11б.
2 Диаметр сварочной проволоки 5 мм.
3 Вылет электрода 36 - 40 мм.
4 Прихватки выполняются по
указаниям 8.8 и 8.9
настоящего СТО
|
10.13 Для
односторонней автоматической сварки двухслойной коррозионно-стойкой стали с МХП
следует применять медную подкладку, сечение которой приведено на рисунке 17. При сборке стыков под
автоматическую сварку лицевую сторону подкладки покрывают двумя слоями стеклоткани
по ГOCT
19170, после чего
такую подкладку
пожимают к обратной стороне стыка. Длину звеньев подкладки принимают 600 ... 800
мм со стыковкой их с зазором 1 - 2 мм (см. рисунок 17). Медная подкладка толщиной не менее 18 мм должна
быть уложена в стальную обойму и плотно поджата к стыкуемым элементам посредством винтовых или пневматических прижимов
или скоб с клиньями. Ширину канавки в подкладке принимают 22 - 26 мм. Для
медных подкладок следует применять листовую или полосовую медь марок М1, M1p, M2, М2р, М3, М3р
по ГОСТ 859 и ГОСТ 495.
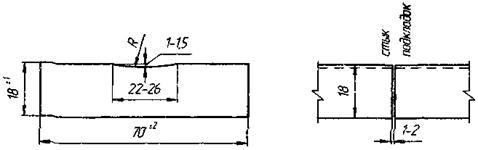
Рисунок 17 - Конструкция медной
подкладки для односторонней сварки двухслойной коррозионно-стойкой стали с МХП
При сварке стыка должны быть
созданы условия свободной поперечной усадки шва.
Допускаются два способа
односторонней сварки (таблица 22):
а) раздельная, при которой за
первый проход сваривается основной слой стали 09Г2С, а за последующие проходы -
плакирующий слой 12X18Н10Т;
б) совместная на всю толщину
свариваемого металла.
При раздельной сварке 1-й
проход по основному слою варят на постоянном токе обратной полярности,
последующие проходы рекомендуется варить на постоянном токе прямой полярности, в том числе способом
сварки «расщепленным» электродом. При совместной сварке применяют постоянный
ток обратной полярности, с учетом примечания 5 к таблице 22.
Металлохимическую присадку
при раздельной и совместной сварке засыпают в уровень толщины основного слоя
без ее уплотнения.
Сварку следует осуществлять
беспрерывно на всю длину соединения. При случайном обрыве дуги кратер шва необходимо
удалить воздушно-дуговой строжкой, зачистить абразивным инструментом на глубину не менее 1
мм и переварить на 20 мм от места обрыва дуги.
При раздельной сварке
полотнищ с пересекающимися швами в первом по исполнению шве плакирующий слой при втором проходе не
доваривают на 100 ... 150 мм до пересечения швов, с последующим наложением его
после сварки пересекаемого шва.
Таблица 22 - Режимы односторонней автоматической сварки под флюсом
стыковых соединений двухслойной коррозионно-стойкой стали 09Г2С + 12X18Н10Т толщиной 12 мм с МХП на медной подкладке
|
Форма поперечного сечения
|
Способ сварки
|
Число проходов
|
Параметры режима
|
|
подготовленных кромок
|
сварного шва
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
Скорость подачи проволоки Vэл, м/ч
|
|
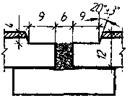
|

|
Раздельная
|
|
Основной слой с МХП
|
1
|
700 ... 720
|
35 ... 36
|
18 ... 20
|
85 ... 90
|
|
Плакирующий слой*
|
2 - 3
|
450 ... 470
|
38 ... 40
|
27 ... 29
|
85 ... 90
|
|
То же
расщеплённым электродом*
|
1
|
750 ... 800
|
38 ... 40
|
18 ... 20
|
60 ... 65
|
|
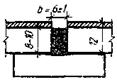
|
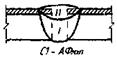
|
Совместная
|
|
Первый слой с МХП
|
2
|
720 ... 780
|
36 ... 38
|
18 ... 20
|
115 ... 120
|
|
Второй слой без МХП
|
500 ... 550
|
38 ... 40
|
20 ... 24
|
90 ... 95
|
|
Примечания 1 Диаметр сварочной
проволоки dэл = 4 мм.
2 Вылет электрода l = 34 - 38 мм.
3 Наклон электрода вперед до 5°.
4 Сварочные материалы.
4.1
Раздельная сварка:
а) основной
слой 09Г2С:
сварочные материалы с МХП по таблице 2а;
б) плакирующий
слой 12Х18Н10Т: флюс АН-26С, сварочная проволока Св-06Х25Н12ТЮ.
4.2. Совместная сварка: флюс АН-26Н;
сварочная проволока для автомата и МХП Св-06Х25Н12ТЮ.
5
В случае необходимости следует при совместной сварке выполнить третий слой на прямой полярности сварочными
материалами по п. 4.16 настоящих примечаний и на режимах выполнения плакирующего слоя.
* Сварку производить постоянным током прямой
полярности.
|
10.14
Автоматическую и механизированную сварку мостовых конструкций в смеси защитных
газов: 1) (78 - 82) % Ar + (18 - 22) %
СO2; 2) (95 - 97) % Ar + (3 - 5) % О2; 3) (83 - 87) % Ar + (10 - 12) % СО2
+ (3 - 5) % O2; 4) СО2 - для
временных и/или вспомогательных конструкций - надлежит выполнять постоянным
током обратной полярности (плюс на электроде) по режимам, приведенным в
таблицах 23 и 24. Автоматическую вертикальную сварку стыковых
соединений порошковой самозащитной проволокой и проволокой сплошного сечения
под слоем расплавленного флюса выполняют по режимам, приведённым и таблице 25.
Источники питания дуги при
сварке в смеси защитных газов должны иметь жёсткие, пологопадающие внешние характеристики,
поскольку сварку ведут на больших плотностях
тока. Рекомендуемое сварочное оборудование (источники питания дуги, сварочные
автоматы и полуавтоматы) для автоматической и механизированной сварки мостовых конструкций в смеси защитных газов приведено в Д1 приложения Д.
Порошковые проволоки марок «POWER BRIDGE» и ПП-Megafil
710 М, а также сплошного сечения по таблицам 11а - 11г
для автоматической и механизированной сварки в смеси защитных газов
рекомендуется применять диаметрами 1,2; 1,4; 1,6 и 2 мм в зависимости от типа
сварного соединения, размеров шва, положения его в пространстве, толщины свариваемого металла.
Сварку в нижнем положении рекомендуется производить проволокой диаметрами 1,4;
1,6 и 2 мм, сварку в вертикальном, горизонтальном и потолочном положениях -
проволокой диаметром 1,2 и 1,4 мм.
При сварке в нижнем положении
угол наклона электродной проволоки по отношению к поверхности изделия
рекомендуется 65
... 70°, а в
случае сварки тавровых соединений «в угол» наклон электродной проволоки по
отношению к вертикальной стенке - в пределах 30 ... 40°. Проволоку направляют в вершину угла или со смещением на 1
- 2 мм по горизонтали.
По окончании наложения шва
необходимо полностью зазарить кратер и обдуть его смесью защитных газов до
полного затвердения металла.
Площадь поперечного сечения
наплавленного металла за один проход рекомендуется принимать для первого
прохода 20 ... 25
мм2, для последующих - 30 ... 60 мм2.
10.15 Ручную электродуговую
сварку мостовых конструкций необходимо выполнять постоянным током обратной
полярности (плюс на электроде) электродами, типы и марки которых приведены в
таблицах 11в и 11г.
Диаметр электродов 3, 4, 5 мм по ГОСТ
9466, ГОСТ
9467.
Площадь поперечного сечения
наплавленного металла рекомендуется принимать:
для первого прохода (6 ... 8)dэл,
но не более 30 мм2;
для последующих проходов (8 ... 12)dэл.
При подборе режимов ручной дуговой сварки
необходимо учитывать указания завода-изготовителя электродов, приводимые в
сертификатах или на упаковках.
Таблица 23 - Режимы автоматической и механизированной сварки в
смеси защитных газов сварочной проволокой сплошного сечения стыковых и угловых
швов в нижнем положении
|
Поперечное сечение кромок и
сварного шва по ГОСТ
14771-76*
|
Толщина металла S или катета шва К,
мм
|
Диаметр сварочной проволоки, мм
|
Число проходов
|
Параметры режима
|
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
|
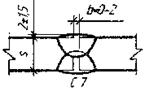
|
S = 6 ... 8
|
1,2
|
по 1 с каждой стороны
|
200 ... 220
|
20 ... 24
|
24 ... 28
|
|
1.4
|
То же
|
200 ... 260
|
24 ... 26
|
24 ... 28
|
|
1,6
|
-"-
|
250 … 300
|
26 ... 30
|
24 ... 28
|
|
2
|
-"-
|
300 ... 350
|
28 ... 34
|
28 ... 32
|
|
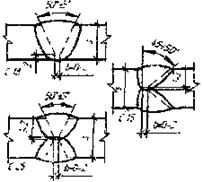
|
S = 10 ... 25
|
1,2
|
1-й проход
последующие
|
200 ... 220
|
18 ... 20
|
18 ... 22
|
|
220 ... 260
|
22 ... 24
|
18 ... 22
|
|
1,4
|
То же
|
200 ... 240
|
18 ... 22
|
16 ... 20
|
|
250 ... 270
|
22 ... 26
|
18 ... 22
|
|
1,6
|
-"-
|
240 ... 260
|
22 ... 28
|
15 ... 22
|
|
280 ... 300
|
24 ... 30
|
18 ... 22
|
|
2
|
-"-
|
250 ... 300
|
24 ... 28
|
16 ... 20
|
|
300 ... 350
|
26 ... 32
|
20 ... 22
|
|
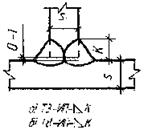
|
К = 6
|
1,2
|
1
|
120 ... 160
|
20 ... 22
|
22 ... 28
|
|
1,6
|
1
|
160 ... 200
|
27 ... 29
|
20 ... 24
|
|
2
|
1
|
250 ... 300
|
28 ... 30
|
18 ... 20
|
|
К
= 8
|
1,6
|
1
|
200 ... 250
|
28 ... 30
|
12 ... 16
|
|
2
|
1
|
300 ... 350
|
30 ... 32
|
14 ... 18
|
|
К
= 10
|
2
|
2
|
300 ... 350
|
30 ... 32
|
14 ... 18
|
|
К = 12
|
2
|
3
|
300 ... 350
|
30 ... 32
|
12 ... 14
|
|
Примечания 1
Расход смеси защитных газов для стыковых соединений 20 ... 24
л/мин, для угловых швов - 18 ... 22 л/мин.
2 Вылет электрода должен быть 8 ... 15 и 15 ... 25 мм для диаметров сварочной проволоки dэл соответственно 1,2 - 1,4 и 1,6 - 2 мм.
3 При сварке стыковых
угловых швов в вертикальном и потолочном
положениях сила сварочного тока уменьшают соответственно на 10 и 15 % и остальные параметры сварки уточняют
согласно заводским нормалям.
|
Таблица 24 - Режимы автоматической и механизированной сварки в
смеси защитных газов стыковых и угловых швов порошковыми проволоками «POWER BRIDGE» и ПП-Megafil 710 М в нижнем положении
|
Поперечное сечение
|
Толщина металла S или катета шва К,
мм
|
Диаметр сварочной проволоки, мм
|
Число проходов
|
Параметры режима
|
|
кромок и сварного шва по ГОСТ
14771-76*
|
Сила сварочного тока
Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
|
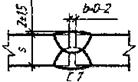
|
S = 6 ... 8
|
1,2
|
по 1 с каждой
|
120 ... 160
|
18 ... 20
|
20 ... 22
|
|
1,4
|
То же
|
140 ... 180
|
20 ... 22
|
20 ... 22
|
|
1,6
|
-"-
|
160 ... 220
|
22 ... 24
|
20 ... 22
|
|
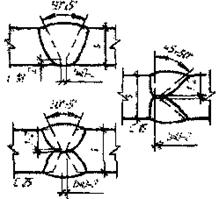
|
S = 10 ... 25
|
1,2
|
Первый проход
|
180 ... 200
|
18 ... 20
|
18 ... 20
|
|
1,4
|
180 ... 200
|
20 ... 22
|
18 ... 20
|
|
1,6
|
220 ... 260
|
22 ... 26
|
20 ... 22
|
|
1,2
... 1,6
|
Последующие
|
240 ... 300
|
24 ... 32
|
16 ... 20
|
|
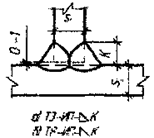
|
К
= 6
|
1,2 ... 1,6
|
1
|
180 ... 200
|
22 ... 24
|
22 ... 26
|
|
К
= 8
|
1
|
180 ... 240
|
24 ... 26
|
20 ... 24
|
|
К
= 10
|
3
|
180 ... 250
|
20 ... 24
|
18 ... 22
|
|
К = 12
|
3 - 4
|
180 ... 250
|
20 ... 24
|
16 ... 20
|
|
Примечания 1
Расход смеси
защитных газов для стыковых соединений 20 ... 22 л/мин для угловых швов 18 ... 20 л/мин.
2 Вылет электрода должен быть 16, 20, 24 мм для диаметров
порошковой проволоки dэл соответственно 1,2; 1,4 и 1,6 мм.
3 При сварки стыковых и угловых швов и
вертикальном и потолочном положениях силу
сварочного тока уменьшают соответственно на 10 и 15 % и остальные параметры
сверки уточняют согласно заводским нормалям.
|
Таблица 25 - Режимы автоматической вертикальной (наклонной) сварки
стыковых соединений с принудительным формированием шва сталей по ГОСТ
6713 и сталей по ТУ 14-1-5120-92 (по Измен. № 6)
|
Поперечное сечение кромок и
сварного шва
|
Толщина металла S, мм
|
Способ вертикальной автоматической сварки
|
Сварочные материалы, диаметр
|
Параметры режима
|
|
Сила сварочного тока Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
|
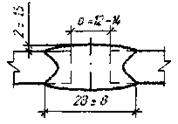
|
а) 12 ... 25 (без разделки кромок)
б) более 25 мм (с X-образной разделкой
кромок)
|
Порошковой самозащитной
проволокой
|
ППАН-19Н
ППАН-19С, диаметром 3 мм
|
360 ... 420
|
28 ... 32
|
3,5 ... 4,5
|
|
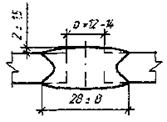
|
12 ... 20 (без разделки
кромок)
|
Расщепленным электродом под слоем расплавленного флюса
|
Св-10ГНА
(2×1,6 мм) + АН-67А
или АН-67Б
|
300 ... 340
|
26 ... 30
|
2,5 ... 3,5
|
|
Примечания 1
После возбуждения дуги, во избежание появления пор в начале шва при
использовании самозащитной порошковой проволоки, рекомендуется в плавильное пространство вводить
дополнительную защиту углекислым газом до установления стабильного процесса
сварки (35 ... 40 сек.).
2 Вылет электрода сварочной порошковой проволоки диаметром 3 мм
составляет 35 ... 45 мм, а диаметром 1,6 мм
сплошного сечения - 30 ... 35 мм.
|
10.16 Автоматическую и механизированную сварку мостовых конструкций из атмосферостойкой
низколегированной стали марки 14ХГНДЦ ТУ 14-1-5355-98 следует вести
по указаниям настоящего СТО с учетом следующих особенностей:
- для автоматической и
механизированной сварки надлежит применять специальный флюс марки АНК-565 и сварочную проволоку Св-10НМА для всех видов сварных соединений;
- режимы сварки следует
принимать как для сталей 15ХСНДА и 10ХСНДА по уже приведенным таблицам со снижением напряжения на
дуге на 4 В;
- швы сварных соединений
следует выполнять с предварительным подогревом кромок и прилегающих к ним
участков основного металла шириной не менее 60 мм для толщин до 25 мм
включительно и не менее 80 мм для толщин более 25 мм до температуры 120 ... 150 °С;
- постановку электроприхваток при сборке, ручную сварку коротких угловых швов и
исправление дефектных участков сварных швов следует выполнять электродами типа
Э50А марки Э-138/50Н по ГОСТ
9467; ОСТ 5.9224-75;
- механизированная сварка
стали 14ХГНДЦ в смеси защитных газов не допускается;
- сварка стали 14ХГНДЦ со сталями по ГОСТ
6713; ГОСТ
19281 и по ТУ 14-1-5120-92 в конструкциях
железнодорожных мостов не допускается.
10.17 Автоматическую сварку
под флюсом угловых поясных швов блоков главных балок коробчатых трапециевидных
сечений под острыми и тупыми углами необходимо производить на режимах,
указанных в таблице 26. Для сварки
применяют модернизированные автоматы на базе АДФ-1002, сварочные материалы - по таблице 11б настоящего СТО.
Автоматическую сварку швов
под острыми углами выполняют, как правило, за один проход, со смещением
электрода на 2 - 3 мм в сторону наклонной стенки, а под тупыми углами - за два прохода.
Рекомендуемые геометрические
параметры шва
под острым углом е ≥ 14 мм, h ≥ 10 мм, коэффициент формы провара e/h ≥ 1,2 или
по указанию чертежей КМ.
Рекомендуемые геометрические
параметры шва под тупым утлом е ≥ 18 мм, h
≥ 12 мм, e/h
= 1,4 ... 1,7 или по указанию чертежей КМ.
10.18 Механизированную сварку в
смеси защитных газов трапециевидных коробчатых
сечений под острыми и тупыми углами выполняют на ориентировочных режимах по таблице 26.
Для сварки следует применять
порошковые проволоки диаметром 1,2 ... 1,6 мм марок «POWER BRIDGE» по ТУ 1274-021-11143754-2005. ПП-Megafil 710 М по ТУ 1274-004-46979325-2006 и, как
вариант, проволоку сплошного сечения марки Св-08Г2С диаметром 1,2 ... 1,6 мм по ГОСТ 2246.
Сварку швов под острым углом
выполняют полуавтоматом за два прохода по оси шва в специальную лодочку при
вертикальном положении электродной проволоки.
Параметры шва: е = 14 ± 2 мм, h = 10 ± 2 мм, e/h ≥ 1,2.
Сварку швов под тупым углом
выполняют полуавтоматом за несколько (три - четыре) прохода, также в положении «в лодочку».
Параметры шва: е = 18
± 2 мм, h = 12 ± 2 мм, e/h = 1,4
... 1,7.
Условное обозначение сварного
соединения - Т6 по ГОСТ
23518,
способ сварки - ИП.
10.19 Автоматическую,
механизированную и ручную сварку мостовых конструкций из сталей марок 09Г2СД
(09Г2С) по ГОСТ
19281 и 12Г2СБД по ТУ 14-1-5455-2003 при толщине проката до 50 мм
включительно следует выполнять на режимах, рекомендуемых для стали 15ХСНД по ГОСТ
6713.
10.20 При заводском
изготовлении стальных конструкций мостов допускается применение для коротких
стыковых и тавровых соединений (до 1 м) специальных керамических подкладок
(полосовых, круглых, специального профиля под Х-образную разделку
кромок в стыках и др.), например, марки 1G42-R* фирмы «КАТВАСК». Указанные керамические подкладки используют в стыковых и тавровых соединениях при применении, как правило,
механизированной сварки в смеси защитных газов. Технологии механизированной
сварки с применением керамических подкладок подлежат аттестации в АЦ.
10.21 Стыковые соединения
холодногнутых трапециевидных продольных рёбер по 7.41
настоящего СТО следует выполнять механизированной сваркой в смеси защитных
газов порошковыми проволоками «POWER BRIDGE», ПП-Megafil 710 М или сплошного сечения марки Св-08Г2С диаметром 1,2 ... 1,6 мм; режимы
механизированной сварки данных стыковых соединений δ = 6 ... 8 мм - по
таблицам 23 и 24. Приварку трапециевидных продольных рёбер к листам
следует выполнять автоматической сваркой под флюсом или в смеси защитных газов.
Допускается выполнять приварку указанных рёбер к листу механизированной сваркой
в смеси защитных газов. Автоматическую сварку
под флюсом трапециевидных рёбер к листу следует выполнять сварочными
материалами по таблице 11б,
а механизированную сварку в смеси защитных газов трапециевидных рёбер к листу -
порошковыми проволоками «POWER BRIDGE»,
ПП-Megafil 710 М или сплошного сечения Св-08Г2С диаметрами 1,2 ... 2,0 мм. Режимы
автоматической сварки под флюсом и в смеси защитных газов, а также
механизированной сварки в смеси защитных газов трапециевидных продольных ребер
к листу применяют по указаниям таблиц 16, 17, 19, 23 и 24 с уточнением параметров режима сварки для обеспечения
проектной глубины провара стенки трапециевидного ребра. Пересечения продольных
трапециевидных рёбер с поперечными балками следует выполнять механизированной
сваркой в смеси защитных газов порошковыми проволоками «POWER BRIDGE», ПП-Megafil 710 М или сплошного сечения марки Св-08Г2С.
10.22 В конструкциях
сталежелезобетонных пролётных строений широко применяются различные типы
сварных упоров, которые объединяют пояса стальных конструкций с железобетонной
плитой проезжей части. Жёсткие типы упоров (гребенчатые, уголковые и др.) выполняют по
указаниям чертежей КМ с применением, как
правило, механизированной сварки под флюсом или в смеси защитных газов. В
случае гибких штырьевых упоров (типа «Нельсон») приварку их к поясам главных
балок следует выполнять по указаниям СТП
015-2002, при этом применяемое сварочное оборудование, материалы и
технологии сварки подлежат аттестации согласно указаниям 4.1 настоящего СТО.
10.23 Узлы заводских
отправочных марок с комбинированными соединениями (применяются сварка и
фрикционные соединения на высокопрочных болтах) выполняются в два этапа. На I этапе собирают фрикционные соединения на высокопрочных
болтах с затяжкой их гайковёртом на усилие 60 ... 70 % от проектного. На II этапе выполняют весь комплекс сварочных
работ по данному узлу (включая ремонт сварных швов), после чего все
высокопрочные болты в этом узле затягивают (тарируют) динамометрическим ключом
на проектное усилие (на 100 %) и фрикционное соединение герметизируют по контуру
накладок по указаниям проекта.
Фрикционные соединения на
высокопрочных болтах в заводских отправочных марках выполняют по рекомендациям СТП
006-97 с учётом указаний проекта (чертежей КМ).
Плотность стягивания пакета
контролируют щупами по ТУ 2-034-225-87. Щуп толщиной 0,3 мм не должен входить
между частями пакета более чем на 20 мм, при этом щуп располагается
перпендикулярно грани накладки и на расстоянии не менее 20 мм от угла накладки.
Обушки парных уголков, лежащие
в одной плоскости, не должны быть смещены один относительно другого более чем
на 0,5 мм в пределах узлов и прикреплений.
В случае перепада (уступа)
плоскостей стыкуемых деталей от 0,5 до 3 мм на выступающей детали должен быть сделан скос с уклоном 1:10;
при уступе более 3 мм следует применять прокладки из стали той же марки, что и
для основных конструкций. Применение прокладок в таких фрикционных стыках
должно быть согласовано с проектной организацией.
Таблица 26 - Рекомендуемые режимы сварки угловых поясных швов
блоков главных балок коробчатых трапециевидных сечений
|
Поперечное сечение кромок и сварного шва
|
Способ сварки
|
Число проходов
|
Параметры режима
|
|
Сила сварочного тока Iсв, A
|
Напряжение дуги Uд, В
|
Скорость сварки Vсв, м/ч
|
Скорость подачи проволоки Vэл, м/ч
|
|
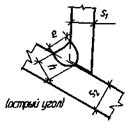
|
Автоматическая под флюсом проволокой dэл = 5 мм
|
1
|
750 ... 800
|
32 ... 34
|
20 ... 22
|
62 ... 68
|
|
Механизированная в смеси
защитных газов
|
«POWER BRIDGE»
или
ПП-Megafil 710М dэл = 1,6 мм
|
1-й проход
|
160 ... 200
|
18 ... 22
|
16 ... 18
|
-
|
|
2-й проход
|
200 ... 240
|
24 ... 26
|
16 ... 20
|
-
|
|
Св-08Г2С dэл
= 1,2 ... 1,6
мм
|
1-й проход
|
180 ... 220
|
24 ... 28
|
20 ... 22
|
-
|
|
2-й проход
|
180 ... 220
|
24 ... 28
|
18 ... 20
|
-
|
|
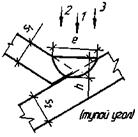
|
Автоматическая под флюсом проволокой
dэл = 5 мм
|
1 - 2
|
800 ... 850
|
30 ... 32
|
15 ... 17
|
70 ... 74
|
|
Механизированная в смеси защитных газов
|
«POWER BRIDGE»
или ПП-Megafil 710М dэл = 1,6 мм
|
3 - 4 на одинаковых режимах
|
200 ... 240
|
24 ... 26
|
16 ... 20
|
-
|
|
Св-08Г2С dэл
= 1,2 ... 1,6 мм
|
То же
|
180 ... 220
|
24 ... 28
|
18 ... 20
|
-
|
|
Примечание - При автоматической сварке под флюсом проволокой dэл = 4 мм силу тока принимать с коэффициентом 0,8 - 0,9.
|
Общие положения
11.1 Контроль
качества изготовления стальных конструкций мостов на всех стадиях работ ведут
инженерно-технические
работники цехов и технических служб завода, работники ОТК и Мостовой инспекции.
Производственный контроль
качества осуществляется под руководством Главного инженера завода.
Службы технического контроля
должны быть оснащены техническими средствами, обеспечивающими необходимую
достоверность и полноту контроля. Инженерно-технический персонал должен быть
ознакомлен с рабочей документацией и нормативными документами.
Ответственность за качество
изготовленных конструкций на всех этапах работ несут исполнители, руководители
данного вида работ и работники технического контроля согласно существующим
должностным инструкциям.
Руководство сварочными
работами на заводе осуществляет специалист (начальник бюро сварки, Главный
сварщик), имеющий высшее профессиональное сварочное образование и практический
опыт работы по сварке стальных сплошностенчатых конструкций и прошедший аттестацию в АЦ не ниже, чем по
3-му уровню в соответствии с Правилами аттестации сварщиков и специалистов
сварочного производства ПБ-03-273-99
с учётом рекомендаций по применению указанных правил на объектах стального
мостостроения. Инженерно-технические работники
цехов завода, выполняющие и непосредственно руководящие сварочными работами в
цехах завода при изготовлении стальных конструкций мостов, должны пройти
аттестацию в упомянутых Аттестационных центрах не ниже, чем по 2-му уровню.
Руководитель сварочных работ
на заводе (Главный сварщик) подчиняется непосредственно Главному инженеру
завода и работает в соответствии с должностной инструкцией, определяющей его
обязанности и права.
11.2 Основными
задачами производственного контроля являются:
- обеспечение соблюдения
технологии изготовления и требований нормативной документации;
- своевременное
предупреждение и выявление дефектов;
- повышение ответственности
непосредственных исполнителей за качество выполняемых работ.
11.3 При
изготовлении мостовых металлоконструкций выполняют следующие виды контроля
качества:
- входной контроль качества
поступающих в производство технической документации, материалов (в т.ч.
металлопроката и сварочных материалов) и технологий сварки, а также
оборудования, в
т.ч. сварочного;
- пооперационный контроль
качества при изготовлении деталей и отправочных марок;
- приемочный контроль
качества изготовления отправочных марок.
Входной контроль
11.4 Входной
контроль качества включает следующие операции:
- проверка полноты
проектно-технологической документации и её соответствие
требованиям норм (проводится службой ОГК);
- контроль качества
поступающих в производство основного металлопроката и окрасочных материалов
(проводится службой ОТК и Мостовой инспекции);
- контроль качества
поступающих в производство сварочных материалов, путём проверки каждой партии
сварочных материалов в специализированных организациях (проводится службой ОТК
и Мостовой инспекции):
- проверка состояния
сварочного оборудования и срока годности аттестационных документов на это
оборудование, выданных заводами-поставщиками сварочного оборудования, или АЦ (состояние
оборудования - службой ОГЭ, а срок годности аттестационных документов на это
оборудование - службой ОТК и Мостовой инспекции);
- проверка режимов машинной
термической резки (проводится службой ОГС);
- проверка срока годности
документов (аттестационных удостоверений) у электросварщиков, инженерно-технических работников и
дефектоскопистов, выданных в соответствующих АЦ (проводится службой ОТК и Мостовой инспекции).
11.5
Передаваемые в производство чертежи КМД должны
быть проверены службой Главного конструктора на соответствие чертежам КМ и проектным нормам, в т.ч. и раздела 6 настоящего СТО.
11.6
Поступающий на завод металлопрокат перед
применением должен проходить приёмку по указаниям раздела 5 настоящего СТО.
Качество поставляемого металлопроката должно удостоверяться сертификатом
завода-поставщика. Весь заказываемый металлопрокат должен поставляться по
действующим ГОСТ или ТУ, в обязательном порядке иметь маркировку клеймением;
допускается применение металлопроката с прикреплёнными к нему бирками,
содержащими марку стали, номера плавок, партии и размеров изделий. Применение
металлопроката и метизов, не имеющих сертификатов качества заводов-изготовителей, а также не имеющих маркировки, не допускается.
Если в сертификатах отдельные
данные отсутствуют, завод-изготовитель конструкций должен произвести
необходимые лабораторные испытания этого металлопроката в соответствии с
требованиями, установленными стандартами. Если результаты испытаний
удовлетворяют требованиям ГОСТ или ТУ, металлопрокат может быть использован для
изготовления мостовых конструкций после согласования с проектной организацией.
Окрасочные материалы при
поступлении на завод также должны проходить приемку, и качество их также должно
удостоверяться сертификатами или паспортами заводов-поставщиков. Применение
окрасочных материалов, не имеющих сертификатов (паспортов), не допускается.
11.7
Периодический контроль качества стального проката (механические свойства и
химический состав) должен выполнять завод-изготовитель металлоконструкций один
раз в год. Испытания производят по каждой марке стали каждого завода-поставщика
для проката любой одной толщины из диапазона толщин 12 ... 20 мм включительно и
любой одной толщины из диапазона толщин 25 ... 50 мм.
Объём испытаний назначают в
соответствии с требованиями действующей нормативно-технологической документации
на прокат.
По требованию заказчика или
проектной организации качество металлопроката можно проверить путём проведения
стандартных механических испытаний для каждой партии проката.
При изготовлении конструкций
железнодорожных мостов в северном исполнении Б механические испытания проката
выполняют для каждой партии или полистно по решению
проектной организации либо заказчика.
Контролируемыми механическими
характеристиками являются:
а) временное сопротивление
разрыву, предел текучести, относительное удлинение по ГОСТ
1497;
б) величина угла изгиба в
холодном состоянии по ГОСТ 14019 для
конструкций обычного исполнения и по ГОСТ 5521 на
широком образце для конструкций северного исполнения;
в) ударная вязкость в
состоянии поставки по ГОСТ
9454 и после механического старения - по ГОСТ
7268 при температурах, указанных в сертификатах;
г) структура стали в изломе
для всех конструкций и определение площади излома с волокнистым строением для
конструкций северного исполнения по ГОСТ 5521, ГОСТ
6713 и ТУ 14-1-5120-92 (по Измен. № 6).
Химический состав металлопроката определяют химическим (ГОСТ
22536.0 ... ГОСТ 22536.13; ГОСТ
28473; ГОСТ
12344 ... ГОСТ
12361) и спектральным (ГОСТ 18895)
методами.
К выполнению работ по
контролю качества стального проката завод-изготовитель мостовых конструкций
может привлекать АЦ.
11.8
Качество стандартных сварочных материалов должно удовлетворять требованиям: проволока
сплошного сечения - ГОСТ 2246, флюс - ГОСТ Р 52222, электроды - ГОСТ 9466 и 9467.
Каждая марка сварочных материалов каждого предприятия-поставщика, применяемая
заводом-изготовителем стальных конструкций
мостов, должна иметь «Свидетельство об аттестации» НАКС. При отсутствии
свидетельства требуется проведение аттестации применяемых марок сварочных материалов
предприятием-поставщиком материалов (производителем) или заводом-изготовителем
конструкций (потребителем).
Аттестация марки сварочных
материалов подразделяется на первичную и периодическую. Первичную аттестацию
проходят марки сварочных материалов, которые ранее не были аттестованы для сварки стальных конструкций
мостов. Срок действия «Свидетельства об
аттестации» конкретной марки сварочных материалов для серийно выпускаемых
сварочных материалов - 3 года, а для
опытно-промышленных марок сварочных материалов, рекомендованных к аттестации
специализированными научно-исследовательскими организациями - 1 год.
Каждая марка сварочных
материалов, поступившая на завод-изготовитель конструкций, должна иметь
сертификат качества от завода-поставщика.
Периодической аттестации
подвергаются марки сварочных материалов, прошедшие первичную аттестацию, в
целях продления
срока действия «Свидетельства об аттестации» марки материала. Такую аттестацию
проводят каждые 3 года. Аттестацию марки сварочных материалов (процедура
аттестации и порядок оформления аттестации) проводят в соответствии с
«Рекомендациями по применению РД
03-613-03 на строительных объектах и объектах стального мостостроения».
11.9 Каждая
применяемая заводом-изготовителем технология сварки
стальных конструкций мостов подлежит производственной аттестации в АЦ.
Производственную аттестацию технологий сварки подразделяют на первичную и
периодическую. Первичную производственную аттестацию технологий сварки проводят
в тех случаях, когда завод-изготовитель стальных конструкций мостов впервые
применяет аттестуемую технологию сварки на своём предприятии, или при
отсутствии оформленного «Свидетельства об аттестации» НАКС на применяемую
заводом технологию сварки. Периодическую производственную аттестацию технологий
сварки проводят через каждые 4 года в случае, если завод, выпускающий сварные
стальные конструкции мостов, постоянно применяет технологию сварки, прошедшую
первичную производственную аттестацию на своём
предприятии, а также после перерыва в применении данной технологии свыше одного
года.
Аттестацию сварочных
технологий (процедура и порядок оформления аттестации) проводят в соответствии с РД
03-615-03 и Рекомендациями по применению РД
03-615-03.
11.10 Перед передачей каждой
новой партии одного из сварочных материалов в
производство качество конкретной партии аттестованной марки сварочного
материала проверяют путём сварки и испытания контрольных технологических проб с
определением механических свойств. Сварку
контрольных технологических проб выполняют в цехах завода в реальных условиях.
По результатам испытаний таких контрольных сварных проб заводу должны быть
выданы протоколы испытаний и заключения по возможности применения конкретных
партий аттестованных сварочных материалов в определённой их комбинации на предприятии при изготовлении конструкций стальных
мостов. Данные испытания с выдачей указанных документов выполняют
специализированные организации. Изготовление и испытание указанных контрольных
сварных технологических проб следует производить в соответствии с указаниями
обязательного приложения Е
(подраздел Е1
настоящего СТО «Методы и объёмы испытаний контрольных сварных технологических
проб»), при этом сварку контрольных технологических проб выполняют обязательно
в присутствии представителя Мостовой инспекции, с оформлением акта сварки
контрольной пробы.
11.11 Каждая единица сварочного оборудования
(источники питания сварочной дуги, сварочные автоматы и полуавтоматы)
завода-изготовителя конструкций стальных
мостов, т.е. потребителя сварочного оборудования, подлежит аттестации в Аттестационных
центрах (АЦ), аккредитованных НАКС на этот вид аттестационных работ по объектам
стального мостостроения, если это оборудование не аттестовано заводом-поставщиком.
Для поставщиков сварочного оборудования в сферу стального мостостроения
аттестацию сварочного оборудования выполняют на определённую партию.
Аттестация сварочного
оборудования подразделяется на первичную и периодическую. Первичной аттестации
подлежит следующее сварочное оборудование:
- ранее не аттестованное для
объектов стального мостостроения;
- не выпускаемое ранее данным
производителем;
- импортного производства.
Периодическая аттестация у
производителя (поставщика) и потребителя сварочного оборудования осуществляется
каждые 3 года.
Аттестацию сварочного
оборудования (проведение специальных и практических испытаний, порядок
оформления аттестации) проводят в соответствии с «Рекомендациями по применению РД
03-614-03 на строительных объектах и объектах стального мостостроения».
11.12 Контроль качества
сварных соединений стальных конструкций мостов неразрушающими методами ведут
специалисты 1 и 2-го уровня квалификации по неразрушающему контролю. Данные специалисты должны быть
аттестованы в независимых органах аттестации персонала, имеющих аккредитацию
ОАО «НТЦ «Промышленная безопасность». Оценку качества сварных соединений и
выдачу заключений по результатам неразрушающего контроля качества сварных
соединений проводят специалисты 2-го уровня квалификации.
Дефектоскописты, систематически выдающие неверные заключения о
качестве сварных соединений, отстраняются от работы впредь до прохождения
внеочередной аттестации.
При проверке технического
состояния дефектоскопической аппаратуры оценивают соответствие её основных
параметров требованиям нормативно-технической документации на неразрушающий
метод контроля. Все средства измерений, используемые в дефектоскопической
аппаратуре применяемой на заводе для неразрушающего контроля качества сварных
соединений конструкций мостов, должны быть поверены в региональном Центре
стандартизации и метрологии (ЦСМ) и иметь свидетельства о госповерке установленного образца
в обязательном порядке.
11.13 К сварке стальных
конструкций мостов на заводе допускаются сварщики 4 - 6 разрядов, достигшие
18-летнего возраста, прошедшие специальную подготовку и аттестацию в АЦ.
Сварщик, выполняющий сварочные работы при заводском изготовлении стальных
конструкций мостов,
должен иметь аттестационное удостоверение сварщика «Аттестованный сварщик - I уровень» по п. 1 «Металлические конструкции пролетных
строений, опор и пилонов стальных мостов при изготовлении в заводских условиях»
группы
технических устройств (Конструкции стальных мостов), с указанием вида (способа)
сварки, к выполнению которой он допускается. Периодическую аттестацию сварщиков
I уровня проводят в АЦ через каждые 2 года;
периодическую аттестацию специалистов сварочного производства II и III уровней по объектам стального
мостостроения проводят в упомянутых организациях через каждые 3 года, а IV уровня - через каждые 5 лет.
Пооперационный контроль
11.14 Выполнение
каждой последующей операции при изготовлении стальных конструкций мостов
разрешается только после осуществления контроля качества работ на предыдущей.
Результаты пооперационного контроля и приемки фиксируют в сопроводительных
документах (в актах-предьявках, маршрутных картах и т.п.). Пооперационный контроль
проводят ежедневно в соответствии с разработанными технологическими
инструкциями (технологическими картами) контроля, определяющими этапы
проведения контроля и список лиц, осуществляющих
контроль и приёмку.
11.15 При
операционном контроле проверяют соблюдение технологии изготовления деталей и элементов,
режимов резки и сварки, чистоту и точность обработки деталей, соблюдение
проектных размеров, подготовку и соответствие применяемых сварочных материалов
заданной технологии сварки.
Контроль проводят
инженерно-технические работники цехов, контролеры ОТК и Мостовой инспекцией.
Материалы проверки заносят в цеховой Журнал проверки аттестованной технологии
сварки стальных конструкций мостов.
11.16 Периодически, не реже одного раза в месяц (совместно или
независимо друг от друга), представители
службы главного сварщика, ОТК и Мостовой
инспекции проводят контроль соблюдения аттестованной технологии сварки.
Проверяют исправность оборудования, соответствие применяемых сварочных
материалов, режимов сварки и предварительного подогрева,
правильность наложения слоев при заполнении разделки. По результатам проверки
составляется Акт с указанием выявленных отклонений и планируемых заводом мероприятий
по их устранению.
11.17 Сборку элементов под сварку контролирует мастер цеха или
контролер ОТК до начала сварки. Проверяют правильность фиксирования листов
(элементов) в плане, профиле и по длине,
соответствие (в пределах допусков) всех размеров и формы подготовленных кромок
(величину зазора, притупления, прямолинейность
и пр.), величину вертикального и
горизонтального смещений стыкуемых кромок, правильность обработки и чистоту
свариваемых кромок, правильность
и качество постановки электроприхваток. Результат контроля сборки элементов под сварку фиксируют в Журнале сварочных работ (см. 10.7 настоящего СТО).
Приемочный контроль качества выполнения сварных
соединений
11.18 Сварные
стыковые соединения подлежат приемке в деталях непосредственно после выполнения
сварки (до сборки отправочных марок). Качество сварных угловых, тавровых и
нахлёсточных соединений проверяют в процессе приёмочного контроля отправочных
марок.
11.19 В зависимости от
конструктивного оформления, условий эксплуатации и монтажа пролётного строения
швы сварных соединений мостовых конструкций разделены на I, II и III категории (таблица 27). Внутри каждой категории швам присвоен порядковый
номер (тип шва сварного соединения). Категории сварных швов назначает проектная
организация согласно указаниям таблицы 27
с учётом условий эксплуатации и монтажа конструкций.
11.20 При приёмке сварных
швов проводят визуально-измерительный контроль по РД 03-606-03,
ультразвуковой контроль (УЗД) по ГОСТ
14782 и, при необходимости уточнения данных ультразвукового контроля,
радиографический контроль по ГОСТ
7512 (просвечивание проникающим излучением), а также металлографические
исследования макрошлифов на торцах соединений и механические испытания
контрольных сварных соединений по ГОСТ 6996.
Методы и объёмы контроля швов заводских сварных соединений приведены в таблице 28. По требованию заказчика может быть
назначен дополнительный контроль иными неразрушающими методами (магнитопорошковый, капиллярный контроль и
др.) сверх установленных в таблице 28
объёмов по отдельной смете.
11.21
Наименование дефектов, их характеристика по расположению, форме и размерам, а
также допуски на дефекты по категориям сварных швов приведены в таблице 29.
11.22 При
визуально-измерительном контроле сварных швов
проверяют соответствие формы и размеров шва требованиям нормативно-технической
документации с применением средств контроля по приложению Г настоящего СТО и комплектов визуально-измерительного
контроля (ВИК), который проводят руководители сварочных работ цеха и контролеры
ОТК цехов, аттестованные на указанный метод неразрушающего контроля в соответствующих НК-центрах, имеющих
аккредитацию ОАО «НТЦ «Промышленная
безопасность». Результаты ВИК-контроля и приёмки стыковых и угловых швов по
этому методу контроля должны быть отражены в Журналах сварочных работ (см. 10.7 настоящего СТО).
Отклонения размеров сечения
швов от проектных не должны превышать величин, указанных в ГОСТ
8713 и 11533 (автоматическая и механизированная сварка под флюсом), ГОСТ
14771 и 23518
(дуговая сварка в защитных газах), ГОСТ
5264 и 11534 (ручная дуговая сварка).
Размеры угловых швов любого
очертания должны соответствовать величине катетов по чертежам КМ с учетом максимально
допустимого зазора между свариваемыми деталями по уже перечисленным стандартам.
Вогнутость углового шва не должна приводить к уменьшению значения расчетного
катета, принятого в чертежах КМ. Предельные
отклонения размера катетов швов от номинального значения для способов сварки,
применяемых при изготовлении мостовых конструкций, приведены в таблице 30.
Таблица 27 - Категории швов заводских сварных
соединений
|
Категория шва
|
Типы швов заводских сварных
соединений, входящих в данную категорию,
характеристика условий их эксплуатации и монтажа
|
|
I
|
1. Поперечные и
продольные стыковые швы растянутых (сжато-вытянутых)
поясов главных балок, элементов ортотропных и ребристых плит, в т.ч. и стыковые швы трапециевидных продольных рёбер,
элементов ферм, а также сжатые и растянутые стыковые швы поперечных и
продольных балок проезжей части железнодорожных
мостов
2. Швы со сплошным проплавлением по чертежам КМ.
- угловые поясные швы
нижних и верхних поясов главных балок;
- угловые швы тавровых соединений, работающие на отрыв и срез при растяжении или изгибе
3. Концевые участки (длиной по 100 мм) стыковых швов, прикрепляющих к растянутым элементам
ферм и растянутым поясам балок узловые фасонки или расположенные вдоль усилия фасонки связей.
4. Концевые участки поперечных стыковых швов стенки балок
на протяжении 30 % ее высоты, считая от каждого (верхнего и нижнего) пояса балки
|
|
II
|
5. Швы с неполным проплавлением по чертежам КМ:
- угловые поясные швы нижних и верхних поясов главных
балок;
- угловые швы тавровых,
угловых и нахлёсточных соединений,
работающие на отрыв и срез при растяжении или изгибе
6. Стыковые швы (за исключением кошевых участков, см. п.
3), прикрепляющие к растянутым поясам балок узловые фасонки или расположенные
вдоль усилия фасонки связей, а в сталежелезобетонных пролетных строениях - упоры.
7. Поперечные стыковые швы стенок балок на участках
протяжением по 10 % её высоты, примыкающих к концевым участкам (см. п. 4).
8. Продольные стыковые швы стенок балок, расположенные в
пределах 40 % её высоты, считая от каждого (верхнего или нижнего) пояса
балки
|
|
III
|
9. Поперечные и продольные стыковые швы сжатых поясов
главных балок, элементов ортотропных и
ребристых плит, элементов ферм.
10. Поперечные стыковые
швы стенок
балок на участке кроме указанных в пп. 4 и 7.
11. Продольные стыковые швы стенок балок, расположенные в
пределах части высоты стенки балки, кроме
указанных в п. 8.
12. Швы с неполным
проплавлением по чертежам КМ:
- угловые поясные швы;
- угловые швы тавровых, угловых и нахлёсточных
соединений, работающие на сжатие.
13. Стыковые швы, прикрепляющие к сжатым элементам ферм и
сжатым поясам балок узловые фасонки связей, а в сталежелезобетонных пролётных
строениях - упоры.
14. Угловые швы, прикрепляющие вертикальные и
горизонтальные рёбра жёсткости, диафрагмы и фасонки связей к основным
металлоконструкциям.
15. Угловые швы, прикрепляющие элементы связей к фасонкам и рёбрам жесткости
|
Таблица 28 - Методы и объёмы контроля швов заводских сварных
соединений
|
Метод контроля
|
Категория шва
|
Типы контролируемых швов
по таблице 27
|
Объем контроля
|
Примечания
|
|
Визуально-измерительный (ВИК)
|
I - III
|
Все
|
100 %
|
Наличие отклонений от требований проекта и НТД,
выявленных методом ВПК, отражаются в Журнале сварочных работ
|
|
Ультразвуковой (УЗД) ГОСТ
14782
|
I
|
1, 2, 3, 4
|
100 %
|
От длины каждого контролируемого шва соответствующего
типа
|
|
II
|
6, 7, 8
|
50 %*
|
|
III
|
9, 10, 11, 13
|
30 %**
|
|
Радиографический
(R)
ГОСТ
7512 (просвечивание проникающим излучением)
|
|
Швы стыковых соединений
|
Участки стыковых швов, которые не могут быть подвергнуты
УЗД по конструктивным признакам и/или результаты проверки которых методом УЗД
требуют уточнения
|
-
|
|
I
|
1, 3, 4
|
|
II
|
6, 7, 8
|
|
III
|
9, 10, 11, 13
|
|
Металлографические исследования макрошлнфов
|
I
|
Стыковые швы растянутых или сжатовытянутых поясов сплошностенчатых
конструкций
|
Каждый третий стыковой шов
по указанию контролирующей организации
|
-
|
|
Механические испытания контрольных сварных соединений по ГОСТ 6996
|
Тип контролируемых соединений, объём контроля, требования
к качеству сварных соединений должны быть указаны в проектной документации
|
|
Примечания 1 Методы и объем контроля сварных соединений в узлах повышенной жесткости, где увеличивается опасность образования трещин, должны быть
дополнительно указаны в проектно-технологической
документации.
2 В сварных полотнищах с пересечениями и
примыканиями стыковых швов (в зонах «крестов» и «полукрестов») следует
производить повторный контроль качества этих
зон по 150 мм в каждую сторону методом УЗД не
ранее чем через трое суток (72 ч) после первичного контроля швов методом УЗД
в этих зонах.
3 Категория и тип шва согласно указаниям
таблицы 27 должны быть указаны в проектной документации.
4 При контроле участка стыкового шва
методами УЗД и R и
выявлении при этом дефектов одним из этих методов решение о качестве шва
принимается по результатам того метода, который является наиболее надежным
для обнаружения дефектов данного типа.
* При выявлении дефектов, выходящих за пределы допусков,
контролю подлежат 100 % длины швов типа 6, 7 и 8 категории II.
** Если при контроле методом УЗД качество более чем 10
% общей длины проверенных швов будет признано
неудовлетворительным, то производится
дополнительный контроль стыков в объёме 50 % длины каждого стыкового шва.
Если и при дополнительном контроле выявляются швы неудовлетворительного
качества, то контролю подлежат 100 % длины
швов типа 9, 10, 11 и 13 категории III.
|
Таблица 29 - Допуски на дефекты в сварных швах
|
Наименование дефектов
|
Характеристика дефектов по расположению, форме и размерам
|
Допустимые дефекты по категориям швов
|
|
I
|
II
|
III
|
|
1
|
2
|
3
|
4
|
5
|
|
1. Поверхностью дефекты
|
|
1.1 Трещины
|
Трещины всех видов, размеров и ориентации
|
Не допускаются
|
|
1.2 Непровары (в корне шва и неполное противление)
|
Для односторонних стыковых
швов
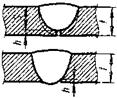
|
Не допускаются
|
|
1.3 Несплавления поверхностные по стыкуемым свариваемым
кромкам
|
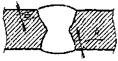
|
Не допускаются
|
|
1.4 Прожоги (проплавление
насквозь)
|
-
|
Не допускаются
|
|
1.5 Поверхностные одиночные поры в стыковых и угловых
швах
|
Максимальный размер (диаметр) одиночного дефекта по п. 1.5 в стыковых и
угловых швах
|
1 мм
|
1,5 мм
|
2,0 мм
|
|
1.6 Поверхностные поры в стыковых
и угловых швах
|
При расстоянии между дефектами по п. 1.6 не более 201 и менее 400
мм
|
Не допускаются
|
|
1.7 Подрезы вдоль и поперек усилия*
|
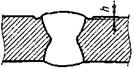
|
Без исправления не допускаются.
|
Глубиной до 1,0 мм допускаются без исправления.
|
Согласно указаниям для швов II категории
|
|
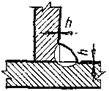
|
Подрезы глубиной h до 1 мм
разрешается исправлять зачисткой R ≈ 3,0 мм и более.
|
Подрезы глубиной h, мм 1 < h ≤ 2 разрешается исправлять зачисткой R ≈ 3,0 мм и
более.
|
|
|
Подрезы глубиной более 1 мм необходимо заварить, с
последующей механической обработкой
|
Подрезы глубиной более 2 мм необходимо заварить, с
последующей механической обработкой
|
|
|
* Переход от шва к основному металлу должен быть плавный.
Очертания подрезов должны быть плавные
|
|
1.8 Превышение усиления (выпуклости):
|
Переход от шва к основному металлу должен быть плавный
|
|
|
|
|
стыкового шва
|
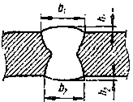
|
h ≤
1 + 0,1t мм, но не более 4 мм
|
h ≤
1 + 0,15t мм, но не более 6 мм
|
h ≤
1 + 0,25t мм, но не более 8 мм
|
|
углового шва
|
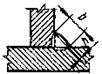
|
Не более 2 мм
|
Не более 3 мм
|
Не более 4 мм
|
|
1.9 Увеличение катета углового шва
|
Превышение катета для большинства угловых швов не
является браковочным признаком
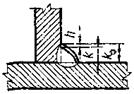
h = Kф - K
|
h ≤
1 + 0,1K мм, но не более 2 мм
|
h ≤
1 + 0,15K мм, но не более 3 мм
|
h ≤
1 + 0,2K мм, но не более 4 мм
|
|
1.10 Уменьшение катета
углового шва
|
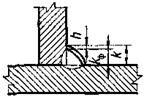
h = K - Kф
|
Не допускается
|
Длинные дефекты не допускаются
|
|
Короткие дефекты
h ≤ 0,3 + 0,1K мм,
|
|
но не более 1 мм
|
но не более 2 мм
|
|
1.11 Превышение
выпуклости корня шва
|
Для односторонних стыковых
швов (чрезмерное проплавление корня шва)
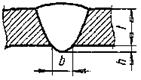
|
h ≤ 1 + 0,1t, мм, но не более 3 мм
|
h ≤ 1 + 0,15t, мм, но не более 4 мм
|
h ≤ 1 + 0,3t, мм, но не более 5 мм
|
|
1.12 Неполное заполнение
разделки кромок (вогнутость шва)
|
Переход от шва к основному металлу должен быть плавный
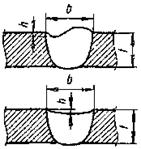
|
Длинные дефекты не допускаются
|
|
Короткие дефекты
|
|
h ≤ 0,03t, но не более 0,5 мм
|
h ≤ 0,06t, но не более 1 мм
|
h ≤ 0,1t, но не более 2 мм
|
|
1.13 Асимметрия углового
шва
|
Разнокатетность углового шва, если она не предусмотрена
проектом
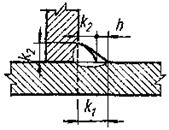
h = K1 - K2
|
h ≤ 1 + 0,1K, мм
|
h ≤ 1,5 + 0,1K,
мм
|
h ≤ 2,0 + 0,1K, мм
|
|
1.14 Вогнутость корня шва, утяжка
|
Для односторонних стыковых швов (переход от шва к основному металлу должен быть плавный)
|
h ≤ 0,5 мм
|
h ≤ 1 мм
|
h ≤ 1,5 мм
|
|
1.15 Наплывы по валикам (выпуклостям) швов
Стыкового шва
|
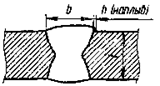
|
Не допускаются
|
|
Углового шва
|
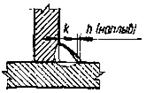
|
|
1.16 Сопряжение поверхности усиления шва с основным
металлом
|
Стыковые швы
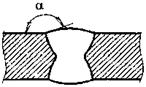
|
а ≥ 150°
|
а ≥ 130°
|
а ≥ 110°
|
|
Угловые швы
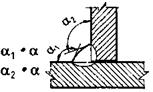
|
а ≥ 120°
|
а ≥ 110°
|
а ≥ 100°
|
|
1.17 Ожог и оплавление основного металла сваркой
|
Местные повреждения вследствие зажигания дуги вне шва
|
Без исправления не допускаются
|
|
Брызги расплавленного металла
|
Прилипшие брызги к поверхности металла
|
|
Задиры поверхности металла
|
Повреждения поверхности, вызванные удалением временных приспособлений
|
|
1.18 Плохое
возобновление дуговой сварки
|
Местная неровность поверхности шва в месте повторного
зажигания дуги
|
Не допускается
|
Допускается с выполнением условий по пп. 1.8 и 1.16 для швов III категории
|
|
1.19 Знаки шлифовки и резки
|
Местные повреждения вследствие шлифовки и резки (пропилы, выхваты, цвета побежалости и др.)
|
Без исправления не допускаются
|
|
1.20 Уменьшение толщины
шва
|
Уменьшение толщины металла шва вследствие шлифовки
|
Короткие дефекты с допусками по п. 1.12 для каждой
категории шва; дефекты большей глубины устраняются подваркой и последующей
зачисткой
|
|
2. Внутренние дефекты
|
|
2.1 Трещины
|
Трещины всех видов,
размеров и ориентации
|
Не допускаются
|
|
2.2 Непровары и
иееплавления
|
а) в стыковых швах по оси стыка или притупления кромок
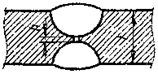
|
Не допускаются
|
|
б) в корне угловых швов
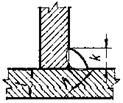
|
Не допускаются
|
Длинные дефекты не допускаются
|
|
Короткий дефект h ≤ 0,1K, но не более 1 мм при расстоянии между дефектами L ≥ 30t
|
|
в) между слоями стыкового шва
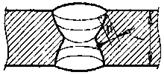
г) недостаточное проплавление боковой кромки стыка
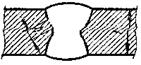
|
Не допускаются
|
Длинные дефекты не допускаются
|
|
Короткий дефект h ≤ 0,1t, по не более 1,5 мм при расстоянии между дефектами L ≥ 30t
|
|
2.3 Одиночные внутренние
поры, газовые полости и шлаковые включения
|
а) Максимальный размер d одиночного дефекта, мм:
|
стыковой шов
|
При t ≤ 25 d ≤ 1
при t > 25 d ≤ 0,04t
|
При t ≤ 25 d ≤ 1
при t > 25 d ≤ 0,05t
|
При t ≤ 25 d ≤ 1
при t > 25 d ≤ 0,06t
|
|
угловой шов
|
d ≤ 0,05K
|
d ≤ 0,08K
|
d ≤ 0,1K
|
|
б) Расстояние L между
дефектами, мм
|
L ≥ 45
|
L ≥
15
|
L ≥
10
|
|
в) Количество дефектов n на участке шва длиной 400 мм
|
n ≤ 4
|
n ≤ 5
|
n ≤ 6
|
|
2.4 Скопления и цепочки
внутренних пор, газовых полостей или/и
шлаковых включений
|
Стыковые и угловые
соединения
|
Не допускаются
|
|
2.5 Включения меди, бронзы, вольфрама и другого металла
|
Инородные металлические
включения
|
Не допускаются
|
|
3. Дефекты геометрии соединений
|
|
3.1 Линейное смещение кромок
|
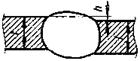
|
h ≤
0,05t,
но не более 1 мм
|
h ≤
0,1t,
но не более 2 мм
|
h ≤
0,15t,
но не более 3 мм
|
|
3.2 Угловое отклонение от прямолинейности («домик»)
|
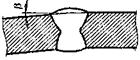
|
β ≤
0,5°
|
β ≤
1°
|
β ≤
2°
|
|
3.3 Неудовлетворительный зазор в тавровом соединении
|
Чрезмерный зазор между деталями
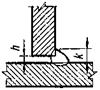
Превышение зазора в некоторых случаях может быть
компенсировано увеличением катета шва на величину зазора
|
h ≤ 0,5 + 0,1K, мм, но не более 2 мм
|
h ≤ 0,5 + 0,15K,
мм, но не более
2,5 мм
|
h ≤ 1 + 0,2K, мм, но не более 3,0 мм
|
|
Примечания 1 Длинные дефекты - это
один или несколько дефектов суммарной длиной
более 25 мм на каждые 100 мм шва или минимум
25 % длины шва менее 100 мм.
2 Короткие дефекты - это
один или несколько дефектов суммарной длиной не более 25 мм на каждые 100 мм шва или максимум 25 % длины шва менее 100 мм.
3 Условные обозначения:
S - толщина стыкового шва, мм;
k - номинальная величина катета углового шва, мм;
b - фактическая ширина стыкового шва, мм;
kф - фактическая величина катета углового шва, мм;
t - толщина металла, мм;
d
- диаметр поры, мм;
h
- размер (высота или ширина) дефекта, мм;
L - расстояние между дефектами
или дефектными участками, мм
|
Таблица 30 - Допуски на угловые швы
|
Номинальный размер катета углового
шва в тавровых, угловых и нахлесточных
соединениях, мм
|
Предельное отклонение
катета, мм при способе сварки
|
|
Автоматическая и механизированная под флюсом ГОСТ
8713, ГОСТ
11533
|
Механизированная в смеси защитных газов ГОСТ
14771, ГОСТ
23518
|
Ручная ГОСТ
5264, ГОСТ
11534
|
|
До 5 вкл.
|
+1
|
+1; -0,5
|
+1; -0,5
|
|
Св. 5 до 8 вкл.
|
+2
|
+2; -1
|
+2; -1
|
|
Св. 8 до 12 вкл.
|
+2,5
|
+2,5; -1,5
|
+2,5; -1,5
|
|
Св. 12
|
+3
|
+3;
-2
|
+3; -2
|
|
Допускаемая вогнутость углового шва
|
До 30 % катета, но не более 3 мм
|
11.23
Швы сварных соединений должны удовлетворять следующим условиям:
а) иметь гладкую или
равномерно чешуйчатую поверхность с плавными переходами к основному металлу,
без наплывов и недопускаемых подрезов (см. таблицу 29);
б) в многопроходных швах
облицовочные валики должны перекрывать друг друга на 1/3 ширины, а глубина
межваликовых впадин
не должна превышать 0,5 мм;
в) все кратеры должны быть
заварены;
г) швы не
должны иметь недопустимых поверхностных дефектов, указанных в таблице 29;
д) механическая обработка шва
и околошовной
зоны должна соответствовать чертежам КМ и
требованиям документации на неразрушающий контроль. Радиусы сопряжений в зонах
сплавления при механической обработке угловых швов должны быть не менее 3 мм,
стыковых швов - не менее 10 мм.
При несоблюдении хотя бы одного из требований
сварные швы подлежат ремонту до проведения ультразвукового контроля и повторному
визуально-измерительному контролю.
11.24 При
неразрушающем контроле качества швов сварных
соединений оценивают наличие, число, характер и размеры поверхностных и внутренних дефектов по таблице 29.
Контроль качества заводских
сварных соединений ультразвуковой дефектоскопией (УЗД) должны проводить
дефектоскописты заводской лаборатории неразрушающего контроля качества (см.
приложение Е2) или сторонней
организации в соответствии с методикой ультразвукового контроля (УЗК),
изложенной в подразделах Е2 - Е6 приложения Е и в объемах по таблице 28. При выполнении УЗК сварных соединений
дефектоскописты ведут Журналы ультразвукового контроля.
Соединения, в которых
соотношение ширины валика и толщины свариваемых листов не соответствует ГОСТ
и/или не позволяет прозвучивать сечения шва акустической осью луча типовых
преобразователей (искателей), следует проверять ультразвуковой дефектоскопией с
применением специальных искателей или ультразвуковой дефектоскопией по типовой
методике после зачистки усиления валиков шва заподлицо с основным металлом, или
радиографическим методом по типовой методике.
11.25 Перед
ультразвуковым контролем дефектоскописты производят повторный внешний осмотр
сварного соединения для оценки качества шва и качества его подготовки к неразрушающему контролю. Швы, имеющие недопустимые наружные
дефекты или некачественную подготовку, не контролируются и возвращаются на
доработку.
Соединения, представляемые на
контроль, должны быть обработаны в объёмах, предусмотренных чертежами КМ и КМД, очищены от брызг металла, отслаивающейся окалины, краски, грязи и пыли по всей длине контролируемых участков
в зонах, ширина которых оговорена в технологических картах (но не менее 200
мм).
Сварные соединения не должны
иметь недопустимых поверхностных дефектов, необработанных допустимых подрезов и
превышения ширины валика (размеров катетов) над установленной соответствующим
стандартом, наплывов и резких перепадов, создающих отражения ультразвуковых колебаний и не позволяющих
выявить дефекты.
Дополнительные требования к
подготовке соединений под контроль, предъявляемые лабораторией контроля
качества (ЛКК)
должны выполняться работниками цеха, включая повторную зачистку зоны
перемещения преобразователя при неудовлетворительном для УЗК состоянии поверхности проката, э также дополнительную
зачистку заподлицо с основным металлом валика шва в корне стыкового
одностороннего соединения листов толщиной менее 20 мм и усиления валиков в
местах пересечения швов металла любой толщины.
Шероховатость поверхности при
механической обработке зон контроля должна быть не ниже Rz40 по ГОСТ 2789.
11.26 Поиск
дефектов следует вести по схеме поперечно-продольного
и продольно-поперечного перемещения преобразователя при превышении чувствительности поиска над чувствительностью оценки Nxo на 6 дБ. Для УЗК качества сварных соединений применяют
современные ультразвуковые дефектоскопы в комплекте с пьезопреобразователями
(искателями).
Основные параметры УЗК,
способы прозвучивания, схемы и параметры сканирования приведены в приложении Е, разделы Е2 - Е6.
Для выявления дефектов,
расположенных у торцов стыковых соединений, следует дополнительно прозвучивать
зону у каждого торца, постепенно поворачивая преобразователь приблизительно до
угла в 45° между плоскостью торца и плоскостью падения волны.
Для обнаружения поперечных
трещин в стыковых соединениях следует дополнительно прозвучивать шов с каждой
из двух сторон, перемещая преобразователь вдоль валика таким образом, чтобы
плоскость падения волны составляла с продольной осью шва угол 10 ... 40°.
11.27 Участок
шва с дефектами считают негодным и подвергают ремонту, если имеет место одно из
условий:
1. Ngmax > Nxo (максимальная амплитуда Ngmax эхо-сигнала от дефекта больше Nхо);
2. Nxo ≥ Ngmax ≥ Nxo - 6, но дефект обнаруживается преобразователем в положении, при
котором плоскость падения волны составляет с продольной осью шва угол 10° ... 40°;
3. Nxo ≥ Ngmax ≥ Nxo - 6, но условная протяженность  , измеренная относительным
способом, превышает значение
, измеренная относительным
способом, превышает значение  , установленное
в инструкции на контроль с учетом толщины сваренных листов, т.е.
, установленное
в инструкции на контроль с учетом толщины сваренных листов, т.е. 
4. Nxo > Ngmax ≥
Nxo - 6, но расстояние ΔL между
ближайшими дефектами меньше 45 мм, ΔL < 45 мм, < 15 мм и < 10 мм соответственно для швов I, II и III категорий.
5. Nxo ≥ Ngmax ≥ Nxo - 6 и ΔL
≥ 45 мм, ΔL ≥ 15 мм и
ΔL ≥ 10
мм, но число дефектов на участке шва длиной 400 мм более 4, более 5 и более 6
соответственно для швов I, II и III категорий.
11.28 В случае
обнаружения недопустимых дефектов в сварном шве для выполнения ремонтных работ
составляют карты контроля с указанием местоположения дефекта по длине шва,
глубины залегания и условной протяженности дефекта, а также делают соответствующую запись в Журнале ультразвукового контроля. После
исправления дефектных участков производится повторный контроль, о результатах
которого делается соответствующая запись в Журналах ультразвукового контроля и
сварочных работ.
Результаты контроля качества
сварных швов методом УЗД отражаются в Журнале сварочных работ (см. 10.7 настоящего СТО) и в заключении. Заключение о
качестве сварного соединения подписывают дефектоскописты не ниже 2-го уровня
квалификации по УЗК качества сварных соединений,
начальник ОТК предприятия, подписи которых заверяются печатью предприятия.
Заключения по контролю качества заводских сварных соединений методом УЗД
представляются заказчику по первому его требованию.
11.29 Швы
сварных соединений просвечивают проникающим излучением (при необходимости, см.
таблицу 28), как правило, по
нормали к плоскости свариваемых листов, а в отдельных случаях (для выявления
возможного непровара) - по скосам кромок. Источник излучения (ГОСТ 24034)
выбирают в зависимости от радиационной толщины,
материала контролируемого элемента, заданного
класса контроля и геометрии просвечивания.
Требования к выполнению
радиографического контроля должны быть приведены в технологической инструкции и
технологической карте, разработанных для конкретного шва (швов) и утвержденных
в установленном порядке.
11.30 При
металлографическом исследовании макрошлифов на
торцах сварных швов после срезки выводных планок проверяют возможные дефекты в виде непроваров, пор и шлаковых включений, трещин. На
технологических пробах или контрольных образцах, кроме того, определяют коэффициент формы провара, ширину и
очертание зон термического влияния (ЗТВ), измеряют твердость различных зон сварного шва. В случае
получения неудовлетворительных результатов
металлографического исследования макрошлифов
исследуют микроструктуру на полированных и травленых шлифах при сильном
увеличении (в 50 - 2000 раз) сварного шва и околошовной зоны с определением размеров зерна.
11.31 Швы
сварных соединений не могут быть признаны годными, если по одному из
использованных методов контроля согласно таблице 28 получены отрицательные результаты.
12.1 Сварные соединения, не отвечающие требованиям
к их качеству, допускается исправлять. Способ
исправления выбирает завод-изготовитель с учетом требований настоящего СТО.
Дефектные швы могут быть исправлены частичным или полным их удалением с
последующей переваркой.
12.2 Наплывы и недопустимое
усиление швов обрабатывают, как правило, абразивным инструментом. Неполномерные
швы, незаплавленные
кратеры, несплавления снаружи по кромкам и недопустимые подрезы прочищают
шлифмашинкой и затем подваривают с последующей зачисткой. Участки швов с
недопустимым количеством пор, шлаковых включений и внутренних несплавлений (непроваров) полностью
удаляют и заваривают вновь по технологии раздела 10 настоящего СТО.
12.3 При обнаружении трещин в
шве или в основном металле устанавливают их протяженность и глубину с помощью УЗД. При
необходимости в начале и в конце трещины насверливают отверстия
диаметром 6 - 8 мм. Затем готовят участок под заварку с V-образной или X-образной разделкой кромок с
общим углом раскрытия 60 - 70° с помощью:
1) армированных наждачных
кругов толщиной 6 - 8 мм;
2) воздушно-дуговой резки угольными омедненными, графитовыми или медно-графитовыми электродами
диаметром 6, 8 и 10 мм с последующей
механической обработкой поверхности реза абразивным инструментом на глубину не
менее 1 мм;
3) специальными электродами
(например, марок АНР-5, ОЗР-1, ОЗР-2) диаметром 3 - 5 мм с последующей зачисткой от
шлака и грата или электродами марки СЭЗ-А-1.
Удаление участка шва с
трещиной, если не производилось засверлившие отверстий в начале и конце трещины, следует выполнять с
захватом металла шва по 50 мм в каждую сторону.
Аналогично производится
готовят под ремонтную сварку участки швов с недопустимым количеством пор,
шлаковых включений и несплавлений.
12.4
Подготовленный к ремонту дефектный участок необходимо заваривать, как правило,
тем способом сварки, который предусмотрен для
выполнения данного шва.
Допускается исправлять ручной
дуговой сваркой короткие дефектные участки длиной до 400 мм, выполненные
автоматической сваркой. Короткие дефектные участки длиной до 1 м, выполненные
автоматической сваркой под флюсом, допускается исправлять механизированной
сваркой под флюсом. Короткие дефектные участки длиной до 1 м, выполненные
автоматической сваркой двухдуговым двухтомным автоматом, допускается исправлять
механизированной сваркой под флюсом или в смеси защитных газов. Короткие
дефектные участки длиной до 1 м, выполненные автоматической сваркой,
допускается исправлять механизированной сваркой в смеси защитных газов, а
участки выполненные механизированной сваркой в смеси защитных газов - ручной
дуговой сваркой.
При ремонте швов
механизированной сваркой в смеси защитных газов следует применять порошковые
проволоки марок «POWER
BRIDGE» и ПП-Megafil 710 М диаметрами 1,2 ... 1,4
мм.
Внутренние дефекты устраняют
с разделкой дефектного участка, внешние - без разделки или с частичной
разделкой армированными наждачными кругами.
12.5 Исправление дефектного
участка допускается не более двух раз. Исправление более двух раз может быть
допущено в порядке исключения после установления причин возникновения данного
дефекта и согласования с Мостовой инспекцией.
12.6 Технологические
отверстия в элементах
отправочных марок устраняют после согласования их с проектным институтом и при контроле ОТК завода путём их заварки, с последующей зачисткой
усилений заподлицо с основным металлом, на прокате толщиной до 20
мм включительно, при условии, что диаметр отверстия больше толщины проката в 1,2 раза. На прокате толщиной более 20 мм технологические отверстия заполняют резьбовыми «ввёртышами» и высокопрочными болтами. Заварку отверстий выполняют механизированной сваркой в смеси защитных газов
порошковыми проволоками «POWER BRIDGE»,
ПП-Megafil 710 М или проволокой сплошного сечения Св-08Г2С диаметром 1,2 ... 1,4 мм по технологиям заводских нормалей. После
заварки отверстий контроль качества обязателен по требованиям швов I категории.
12.7 Кромки сварных стыковых
монтажных и заводских соединений при величине сварочного зазора в стыках более
проектного (с учётом плюсового допуска), но не более 25 мм, разрешается
ремонтировать наплавкой. Наплавка кромок выполняется механизированной сваркой в
смеси защитных газов (порошковыми проволоками «POWER BRIDGE», ПП-Megafil 710 М диаметром 1,2 ... 1,4
мм) или ручной дуговой сваркой (электродами УОНИИ
13/55 диаметрами 3 и 4 мм) на керамических или
медных подкладках: режимы наплавки принимаются по заводским нормалям. После
наплавки кромок необходимо обеспечить с помощью шлифмашинок проектный профиль подготовки кромок и выполнить
контроль качества наплавки методом УЗД как для
швов I категории. Наплавка кромок выполняется
под контролем ОТК завода-изготовителя.
При зазорах в стыках более 25
мм выполняется обрезка одной дефектной кромки с шириной обрезаемого проката
около 200 мм, и затем производится пристыковка металлопроката сваркой по
указаниям раздела 10 настоящего СТО
с последующей обрезкой и подготовкой проектной формы и размеров кромки и
элемента.
Общие положения
13.1
Возникающие в процессе сварки деформации принято разделять на две группы:
а) общие, когда деформируется
весь свариваемый элемент (укорачивается или изгибается);
б) местные, когда деформируются отдельные части
свариваемой конструкции (грибовидность, перекос полок, ромбовидность,
домики, выпучивание).
Любые виды деформаций,
превышающих допуски на линейные размеры и геометрическую форму элементов и деталей, допускается
исправлять термической и термомеханической правкой.
13.2
Температуру местного нагрева металла при термической и термомеханической правке следует
принимать номинально: а) для термообработанных сталей (нормализация, закалка
плюс отпуск) 700 °С; б) для горячекатаных
сталей (700 ... 900) °С.
Рабочие-газоправильщики должны
быть аттестованы (см. п. 7.6).
Контролировать температуру нагрева металла при
правке следует с помощью оптического пирометра излучения или цифровых
термометров (например, ТЦ-1000, ТК-5) на
основе контактной термопары.
Навыки газоправильщиков по
определению температуры нагрева (таблица 31)
проверяют на образце-пластине из горячекатанной стали толщиной 10 - 12 мм, на которой им
предлагается нагреть полосу металла до температуры 900 °С.
Поверхность металла в зоне
правки нагревом необходимо очищать от грунтовки и других загрязнений во
избежание искажения цвета каления (см. таблицу 31) и
образования газов, вредных для здоровья газоправильщиков.
13.3 Приложение статических
усилий домкратами или пригрузом при термомеханической правке в случае остывания
металла ниже 600 °С не допускается (кроме предварительных усилий, приложенных в
процессе нагрева, см. 13.19).
13.4 Термическая и
термомеханическая правка конструкций из термообработанных низколегированных
сталей допускается только при положительной температуре окружающего воздуха и
металла. Горячекатаные стали следует править при температуре не ниже минус 15 °С.
13.5 О результатах правки
можно судить только после полного естественною остывания зон нагрева до
температуры (30 ... 50) °С. Охлаждать нагретый металл водой или обдувом сжатым
воздухом запрещается.
Таблица 31 - Цвета каления и
побежалости при нагреве и охлаждении стали
|
Цвета каления при нагреве
|
Температура, °С
|
Цвета побежалости при охлаждении
|
Температура, °С
|
|
Красный в темноте
|
470
|
Соломенно-желтый
|
220
|
|
Темно-красный
|
530
|
Желтый
|
240
|
|
Темно-вишнево-красный
|
650 ... 750
|
Коричнево-желтый
|
255
|
|
Вишнево-красный
|
800 ... 900
|
Красновато-коричневый
|
265
|
|
Светло-вишнево-красный
|
900 ... 980
|
Пурпурно-красный
|
275
|
|
Оранжевый
|
1000
|
Фиолетовый
|
285
|
|
Желтый
|
1100
|
Темно-синий
|
295
|
|
Белый раскаленный
|
1200
|
Светло-голубой
|
310
|
|
Температура кузнечной сварки (белый сварочный)
|
1300 ... 1400
|
Серый
|
325
|
13.6 Если
деформации остаются за пределами допусков, намечают новые зоны нагрева.
Повторный нагрев одной и той же зоны малоэффективен и допускается, как
исключение, один раз.
13.7 Интенсивность нагрева
намеченных зон должна обеспечивать равномерный нагрев зоны правки с уменьшением градиента температур.
Рекомендуется использовать одновременно
несколько горелок с номером сопла не ниже 5 (таблица 32). Металл толщиной более 20 мм рекомендуется нагревать
одновременно с двух сторон (при наличии доступа к противоположной стороне). Металл толщиной 25 мм
и выше допускается нагревать многопламенной горелкой с диаметром огневого сопла
не более 25 мм и работающей на газах-заменителях
ацетилена.
Таблица 32 - Ориентировочная эффективная мощность пламени для
термической правки металла
|
Тип горючего газа
|
Номер наконечника
|
Расход кислорода, дм3/с
|
Расход горючего, дм3/с
|
Ориентировочная эффективная мощность, кВт
|
|
Ацетилен
|
5
|
740 ... 1200
|
680 ... 1100
|
5,5
|
|
6
|
1150 ... 1950
|
1050 ... 1750
|
7,0 ... 8,5
|
|
7
|
1900 ... 3100
|
1700 ... 2800
|
8,5 ... 10,0
|
|
8
|
3100 ... 5000
|
2800 ... 4500
|
12.0 ... 15,0
|
|
9
|
5000 ... 9000
|
4500 ... 7000
|
15,0 ... 17,0
|
|
Пропан
|
5
|
1350 ... 2200
|
400 ... 450
|
10,5 ... 11,5
|
|
6
|
2200 ... 3600
|
650 ... 1050
|
11,5 ... 13,0
|
|
7
|
3500 ... 5800
|
1050 ... 1700
|
13,0 ... 14,0
|
13.8 Классификация
общих сварочных деформаций (см. 13.1)
приведена в таблице 33, местных - в таблице 34.
Измерение остаточных деформаций. Инструмент
и оборудование для правки
13.9 Измеряемые
детали или элементы необходимо укладывать на плоские поверхности, например, на
универсальные сборочные плиты (УСП) или на сборочные стенды.
Перечень стандартных средств
измерений и контроля приведен в справочном приложении Г. С использованием стандартного измерительного
инструмента и индивидуальных устройств, изготавливаемых в заводских мастерских, можно создать набор
средств измерения любых деформаций в
изготавливаемых сварных конструкциях.
Метрологическое обслуживание
измерительного инструмента в соответствии с требованиями соответствующих
стандартов необходимо производить ежегодно в региональных ЦСМ с оформлением
свидетельств о госповерке или в заводской
лаборатории, имеющей соответствующую аккредитацию.
При измерении и контроле конструкций длиной более
10 м рулетками РЗ-20, РЗ-30 и РЗ-50 следует пользоваться одной и той же
рулеткой, прошедшей указанный контроль.
Приемы измерений величины
отдельных видов деформаций приведены на рисунках 18 - 23.
Выпучивание и волнистость листа (например, после газокислородной резки)
измеряют с помощью металлической линейки ГОСТ 427 с
ценой деления 0,5 мм и индивидуального базового устройства (рисунок 18) или другими линейками, кривизна
которых не превышает 0,2 мм на длине 1000 мм. Грибовидность измеряют двумя
линейками - поверочной по ГОСТ
8026 и измерительной с ценой деления 0,5 мм (рисунок 19). Перекос поясов тавровых и двутавровых элементов
измеряют угольниками типа УШ (см. приложение Г) и измерительными линейками (рисунок 20). Деформацию
саблевидности по всей длине измеряют с помощью струны (или лазерной линейки) и
металлической линейки; для оценки саблевидности на базе длиной 1 м (рисунок 21) пользуются устройством для
измерения выпучивания (см. рисунок 18).
Измерение выпучивания (хлопунов) в замкнутом
контуре с выпуклой стороны выполняют таким же устройством, но с базой, равной
расстоянию между ребрами или поясами балки (рисунок 22). С противоположной стороны величину хлопуна измеряют
двумя линейками - измерительной и поверочной. Винтообразность измеряют с помощью геодезических приборов (рисунок 23).
Таблица 33 - Общие деформации от сварки
|
Тип, наименование, определение деформации от
сварки
|
Схема общих деформаций
|
|
1. Стрела выгиба f (продольный изгиб)
элементов несимметричного и симметричного сечения при длине элемента или его
искривлённой части L, м
|

|
|
2. Плавное саблевидное искривление f по продольным кромкам листа в плане при длине L
|
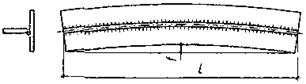
|
|
3. Плавный продольный выгиб f ортотропных и ребристых плит в вертикальной плоскости
при длине L
|
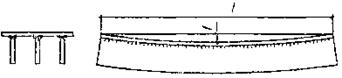
|
|
4. Винтообразность (деформация скручивания) Δ, замеряемая в
элементах, уложенных на горизонтальную (базисную) плоскость, с прижатием к
плоскости одного конца и свободным опиранием второго
|
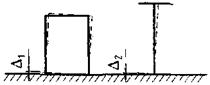
|
|
5. Коробление листа вдоль и поперёк после термической
резки
|
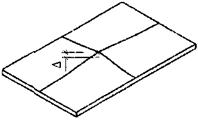
|
Таблица 34 - Местные деформации от сварки
|
Тип и наименование деформаций от сварки
|
Схема местных деформаций
|
|
1. Перекос пояса балки относительно стенки
|
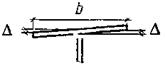
|
|
2. Грибовидность пояса симметричная
|
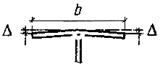
|
|
3. Грибовидность пояса несимметричная
|
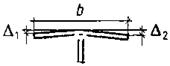
|
|
4. Остаточные угловые деформации в сварных стыковых соединениях («домики»), определяемые стрелой
прогиба на базе 400 мм
|
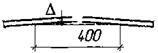
|
|
5. Ромбовидность сечений
коробчатых элементов решетчатых ферм и коробчатых главных балок пролетных
строений. Неравенство длин диагоналей
|
|
|
6. Выпучивание стенок в балочных и коробчатых
конструкциях при свободной высоте стенки или отсека h в
сечениях балки по её длине
|
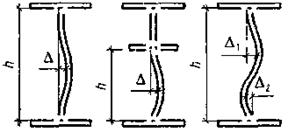
|
|
7. Выпучивание (волнистость) стенки на концах балочных и
коробчатых сплошностенчатых элементов при свободной высоте стенки h
|
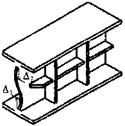
|
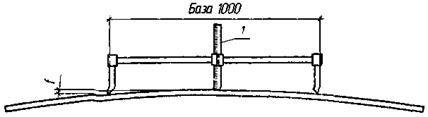
1 - линейка
Рисунок 18 - Измерение выпучивания и волнистости листа
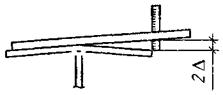
Рисунок 19 - Измерение симметричной
грибовидности
линейками
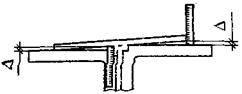
Рисунок 20 - Измерение перекоса двумя
угольниками и линейками
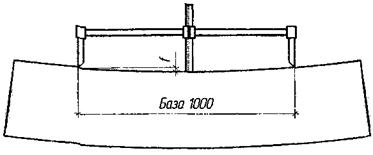
Рисунок 21 - Измерение саблевидности на
базе 1 м
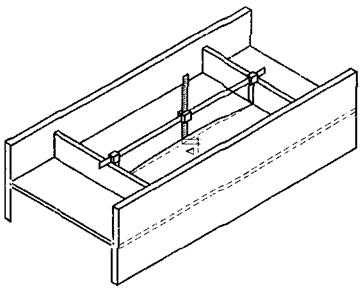
Рисунок 22 - Измерение выпучивания («хлопуна») в замкнутом контуре
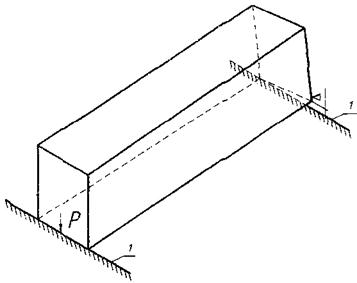
1 - горизонтальная
опора; Р - усилие прижатия одного торца элемента к опоре
Рисунок 23 - Измерение винтообразности коробчатого элемента
13.10 Для
нагрева металла до температур, указанных в 13.2, следует применять газопламенные инжекторные
горелки, работающие на ацетилене или газах-заменителях (таблица 35).
Таблица 35 - Свойства горючих газов
|
Наименование, химическая формула
|
Максимальная температура горения в кислороде, °С
|
Низшая теплотворная способность, кДж/м3
|
|
Ацетилен C2H2
|
3200
|
53
|
|
Метан СН4
|
2200
|
33
|
|
Пропан C3H8
|
2700
|
87
|
|
Бутан С4Н10
|
2700
|
120
|
|
Природный газ
|
2000 ... 2200
|
34
|
13.11 Горелки
должны иметь наибольшую эффективную мощность (см. таблицу 32) и концентрацию пламени с четко обозначенным ядром.
Наконечники горелок рекомендуются № 6 и № 8, и во всяком
случае, не менее № 5.
При использовании
газов-заменителей, имеющих меньшую температуру горения, чем ацетилен, для повышения
эффективности правки рекомендуется использовать горелки с подогревом горючей
смеси в мундштуке или при выходе из мундштука, а также многосопловые горелки
типа ГП-1. Они отличаются от ацетиленовых
размерами смесительной камеры и канала инжектора и особой конструкцией
мундштуков.
13.12 При
длительной работе горелки следует избегать перегрева наконечника от тепла,
отраженного от нагреваемого металла. Перегрев может привести к появлению
обратного удара. Для его устранения следует периодически охлаждать наконечник
усиленной струей кислорода, регулируемой вентилем.
13.13 Для правки грибовидности и перекоса полок
сварных двутавровых и Н-образных элементов, саблевидности полос и тавровых
элементов длиной более 5 м рекомендуется применять механизированный нагрев
сварных конструкций, предназначенными для резки металла полуавтоматами, типа
«Микрон», «Гугарк» или «Квики-Е» (фирма
«Мессер», Германия). Переоборудование газорезательных полуавтоматов
предусматривает замену мундштука режущего кислорода на специальный мундштук
подачи смеси газов для нагревательного пламени.
С целью создания механических
усилий при выполнении термомеханической правки рекомендуется применять, в основном,
гидравлические домкраты (Д2 приложения Д).
Правка общих деформаций типа саблевидности и продольного изгиба
13.14 Саблевидность мостового
элемента выправляют нагревом выпуклой кромки листа в виде клиньев, полосы вдоль
кромки или их сочетания. Наиболее эффективный способ нагрева - клиновидный
(рисунок 24, а).
Геометрия клина должна
находиться в определенных пропорциях (см. рисунок 24, а): высоту
следует принимать  , длину
по кромке
, длину
по кромке  , но не более 100 мм при любой толщине
листа.
, но не более 100 мм при любой толщине
листа.
Клин необходимо нагревать
перемещением горелки от вершины к основанию, но ни в коем
случае не наоборот. При толщине листа 20 мм и более, нагрев ведут двумя
горелками с обеих сторон. При толщине листа 10 - 12 мм длину основания клина по
кромке следует назначать 30 ... 50 мм.
Клинья нагрева следует
назначать в первую очередь на вершинах переломов.
Об эффективности правки можно
судить только после полного остывания металла. Если деформированный элемент
выправлен не полностью, назначают дополнительные зоны нагрева в виде клиньев
или полосы вдоль кромки. Ширина полосы нагрева по кромке b должна быть оптимально 0,15 и не более 0,25 (рисунок 24, б).
На рисунке 24, б приведен пример термической правки серповидности (саблевидности) конкретной конструкции - связи таврового
сечения с проектными размерами для решетчатых
пролетных строений железнодорожных мостов. Размеры зон нагрева клиньев и
полосы тоже конкретные.
13.15 Продольный изгиб
двутавровых и Н-образных элементов правят
нагревом выпуклой кромки детали или элемента в виде клиньев и полос (рисунок 24, в, г)
с обязательным приложением статической нагрузки, как правило - пригруза. При нагреве полос
или клиньев на широких поясах коробчатых элементов рекомендуется использовать
одновременно две горелки (по одной на стенку), порядок перемещения которых показан на
рисунке 25.
13.16 Если продольный изгиб
имеет место сразу в двух взаимно перпендикулярных плоскостях, то править
следует раздельно каждый выгиб сначала в одной плоскости, затем в - другой. О результате
правки можно судить после полного остывания зон нагрева. При недостаточной
правке назначают дополнительные зоны нагрева с
пригрузом.
13.17 Винтообразность (табл. 33, п. 5) в коробчатых, Н-образных и
двутавровых элементах появляется вследствие недостаточно продуманной технологии сборки
конструкции, недостаточно жесткого фиксирования проектного положения деталей при сборке в несовершенной оснастке. Последующая сварка
фактически плохо фиксирует собранную
конструкцию.
Термическая правка
винтообразности жестких коробчатых элементов практически невозможна и
экономически нецелесообразна. Неправильно собранный и сваренный
коробчатый элемент подлежит отбраковке или роспуску по сварным угловым соединениям посредством газокислородной резки и
сборке заново.
Менее жёсткие элементы
Н-образного и
двутаврового сечения, имеющие винтообразность, рекомендуется укладывать плашмя,
с опиранием кромками поясов на две горизонтальные опоры по концам элемента, и
если под собственным весом они выравниваются, то сборка таких конструкций с последующим
раскреплением поперечными и продольными
связями на монтаже пролетного строения не вызовет особых затруднений.
Правка местных деформаций по плоскости
листа
13.18 К деформациям по
плоскости листа относятся: а) волнистость, перегибы и загибы кромок; б)
выпучивания (хлопуны) в стенках балочных и коробчатых сечений сплошностенчатых
конструкций,
полученные в замкнутых контурах, ограниченных поясами и рёбрами жесткости, а также выходящие на
свободные кромки (таблица 34, пп. 6, 7); в) угловые деформации (домики) в сварных стыковых
соединениях (таблица 34, п. 4).
13.19
Волнистость,
загибы, перегибы листов и угловые деформации (домики) стыковых сварных
соединений выправляют нагревом полос шириной не более 1,5 толщины листа S. При ширине полосы нагрева более 1,5S
после остывания металла образуется выпучивание непосредственно в зоне нагрева в
противоположную сторону, что недопустимо.
Нагрев полос ведут с выпуклой
стороны, начиная от основания выгиба, и последовательно переносят полосы к его
вершине.
Рекомендуется приложение
механических усилий (термомеханическая правка) в процессе нагрева полос. Усилие
в виде пригруза допускается оставлять на конструкции до полного остывания. Приложение активных
усилий (например, от домкратов) после
остывания металла ниже 600 °С не допускается.
Число нагреваемых полос назначают
поэтапно с замерами на каждом этапе остаточной величины деформации после
полного остывания металла и снятия нагрузки.
13.20
Правку выпучивания (хлопуна) следует начинать с замера стрелы Δ
(таблица 34,
п. 6, рисунок 26).
Замер выполняют с любой (выпуклой или вогнутой) стороны. При замере определяют
границы основания и вершину (центр) хлопуна. Разметку выполняют мелом с
выпуклой стороны.
Внутренние остаточные
напряжения в хлопуне, образованном в замкнутом контуре стенки между рёбрами и поясами, как
правило, не превышают предела текучести, однако могут быть
близкими к нему. В этом случае переход металла в пластическое состояние при нагреве выше 600 °С может привести к значительному увеличению деформации
выпучивания. Во избежание такого явления
нагрев намеченных зон необходимо проводить только после установки на выпуклую
сторону специальных приспособлений, препятствующих росту деформаций (см.
рисунок 26). Величину механического
усилия, прикладываемого к хлопуну, и площадь
его распределения подбирают опытным путем до начала правки.
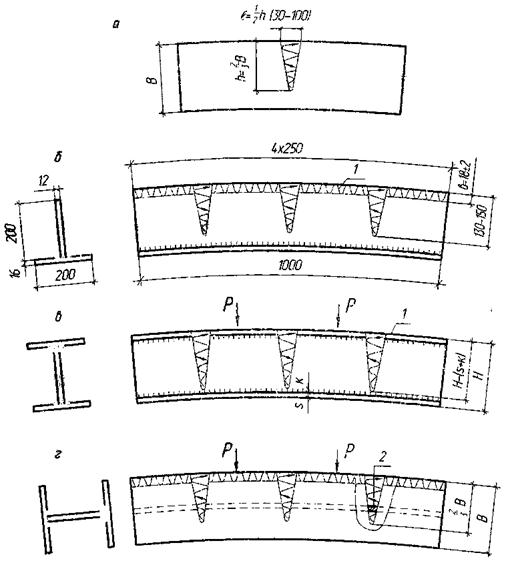
а - геометрическая
форма и размеры «клина»; б - термическая правка тавра; в, г
- термомеханическая правка двутавра и Н-образиого
элемента; 1 - полоса нагрева; 2 - полоса нагрева стенки; Р
- пригрузы
Рисунок 24 -
Правка тавровых, двутавровых и Н-образных элементов
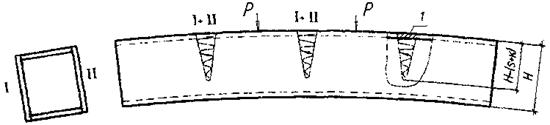
I; II -
одновременно работающие горелки в каждом
сечении; 1 - полоса нагрева горизонтального листа; Р - пригрузы
Рисунок 25 -
Термомеханическая правка коробчатого элемента двумя горелками
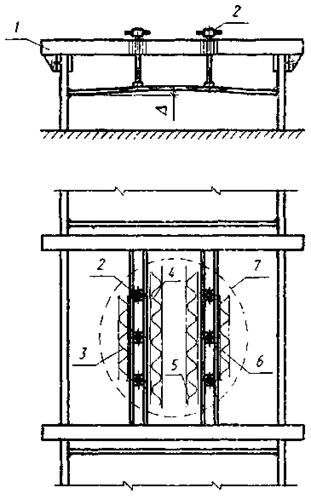
1 - рама; 2 - винтовой прижим; 3, 6
- полосы нагрева первого этапа правки; 4, 5
- то же второго этапа; 7 - граница хлопуна
Рисунок 26 - Термомеханическая правка
выпучивания (хлопуна) в замкнутом контуре
на двутавровой балке
При наличии в стенке
двояковыпуклых деформаций термомеханическую правку выполняют последовательно,
начиная с меньшей величины выгиба.
Выпучивания (хлопуны) следует править нагревом
с выпуклой стороны полос, параллельных одна другой и направленных вдоль
большего основания выпучины. При сферической
(круглой) форме направление полос нагрева принимают параллельно рёбрам
жесткости. Примерное расположение полос нагрева
и винтовых прижимов показано на рисунке 26.
Порядок правки следующий:
- замер границ зоны
выпучивания и деформации Δ;
- разметка полос нагрева и
очистка их от заводской грунтовки;
- установка винтовых прижимов
и создание механических усилий вдоль полос нагрева;
- нагрев периферийных полос №
3; 6 шириной 1,5S до расчетной температуры правки, с
постепенным увеличением механической нагрузки;
- замер деформации Δ после полного остывания металла:
- наметка положения и длины
полос № 4; 5 в зависимости от результатов первого этапа правки.
Дальнейшую последовательность
правки повторяют до полной выправки выпучины (хлопуна).
13.21 Волнистость кромки
стенок балочных и коробчатых сплошностенчатых элементов (таблица 34, п. 7) представляет собой
деформации половинчатого выпучивания, рассмотренного в 13.20; волнистость в разные стороны в практике называют бахромой. Здесь следует различать торцы
балок свободные и стыкуемые с соседними монтажными элементами. Стыки могут быть
фрикционными на высокопрочных болтах,
цельносварными и комбинированными, когда пояса сваривают, а стенки объединяют
на высокопрочных болтах.
Торцы свободные (по
концам пролетных строений) выправляют с целью обеспечения требуемых допусков и
придания конструкции товарного вида.
Торцы стыкуемые должны быть выправлены таким образом, чтобы обеспечить допуск по
высоте выправленных стенок ±2 мм. Усадка металла в зонах нагрева в значительной
степени может повлиять на высоту стенки в сторону ее уменьшения.
13.22 Правку
волнистости или «бахромы» кромки выполняют термомеханическим способом с
минимальным числом полос нагрева (но не клиньев). Механические усилия создают с
помощью жесткого элемента - прокатного уголка 125×125×12 мм и винтовых струбцин (рисунок 27). Уголок устанавливают с вогнутой
стороны. Допускается частичное подтягивание выпуклости к уголку струбцинами
(или болтами при наличии монтажных отверстий в стенке) до начала нагрева полос.
Нагрев полосы начинают от
основания выпучины (вблизи вертикального ребра жесткости) и заканчивают на
кромке. Ширина полосы - не более 1,5S, где S - толщина
листа стенки. В процессе правки выполняют точный замер высоты стенки по профилю листа, но не
по прямой линии кратчайшего расстояния между поясами балки или коробки.
13.23 Плавные загибы в листовых конструкциях, возникшие
вследствие силовых пластических деформаций и разного рода повреждений, например, при
погрузо-разгрузочных работах, выправляют термомеханическим способом. Линейкой
длиной 1 м определяют начало искривления и намечают мелом границу перелома по
всей длине загиба. Первую полосу нагрева располагают рядом с границей перелома
с выпуклой стороны. С зазором 20 ... 30 мм намечают вторую полосу нагрева, и т.д. Число полос и
расстояния между ними зависят от кривизны листа и результатов термомеханической
правки после нагрева двух первых полос. Ширина ненагретой полосы должна быть не менее ширины нагреваемой полосы. Механическую нагрузку прикладывают на торце листа (рисунок 28) и постоянно контролируют, во
избежание перегиба в обратную сторону. Нагрев полос ведут от одного края листа
к другому непрерывно.
Контроль вправки ведут
поверочной линейкой (см. приложение Г).
При недостаточной эффективности нагрева намеченных полос допускается нагрев
между ними. Ширина каждой полосы не должна превышать 1,5S.
13.24 Загибы-переломы можно
выправить таким же способом, как плавные загибы, но с ограниченным
числом полос нагрева, как правило, не более трех. Ширина каждой из них 1,5S, и располагаются они почти вплотную.
Механические усилия прикладывают большей величины в сравнении с плавным
загибом, а полосы по выпуклой стороне нагревают одновременно двумя или тремя
горелками. Металл не должен остывать ниже 600 °С по всей длине перелома.
Характер правки - пластический (кузнечный) одновременно с усадочным.
13.25 Остаточные угловые
деформации в сварных стыковых соединениях (домиков, см. таблицу 34, п. 4) выправляют преимущественно
термическим способом с нагревом основного
металла вдоль сварного шва, не затрагивая его ядром пламени горелки. Зоны
нагрева намечают с выпуклой стороны домика.
При недостаточной
эффективности двух полос допускается повторный нагрев их при ширине до 2S в околошовной зоне.
Одновременно с правкой домика
в стыковом сварном
соединении происходит термическая обработка его, относящаяся к высокому
отпуску. При нагреве околошовной зоны (ОШЗ) и зоны термического влияния (ЗТВ)
до температуры 700 °С, выдержке при этой
температуре и последующем медленном охлаждении снижается уровень остаточных сварочных напряжений, повышается пластичность
и ударная вязкость сварного соединения.
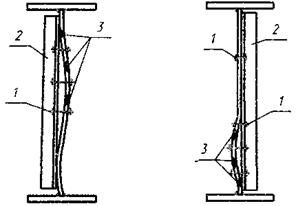
1 - струбцины; 2
- уголок жесткости 125Ч125Ч12; 3 -
полосы нагрева металла
Рисунок 27 -
Термомеханическая правка волнистости кромки на торце стенки балки
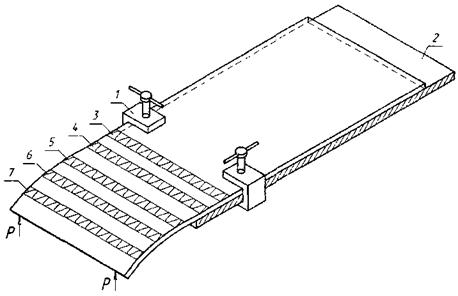
1 - струбцины; 2 - стол (стенд); 3 - 7 -
полосы нагрева металла; Р - нагрузки (усилия домкратов)
Рисунок 28 - Термомеханическая правка
плавного загиба листа
13.26 Грибовидность
может быть симметричной и несимметричной. Это определяют замерами величин Δ1 и Δ2.
При симметричной грибовидности и толщине стенки Sст до 16 мм
назначают одну центральную полосу нагрева шириной, равной 2Sп, где Sп - толщина полки
(рисунок 29, а). При
этом толщина пояса не более толщины стенки. При толщине стенки более 16 мм
нагревают две полосы, располагая их над сварными угловыми швами (рисунок 29, б).
Ширину каждой полосы
принимают равной 1,5Sп.
13.27 При несимметричной грибовидности и толщине стенки Sст до 16 мм нагревают одну полосу, но со смещением в сторону
большего значения Δ (рисунок 29, в). При толщине стенки более 16 мм назначают две полосы
нагрева, причем разной ширины - в сторону большего значения Δ полоса
нагрева шире (рисунок 29,
г).
13.28 Указанная в 13.26 и 13.27 ширина полос может корректироваться опытным путём
для каждого конкретного случая.
Нагрев металла при
термической правке грибовидности рекомендуется выполнять полуавтоматами типа
«Микрон», «Гугарк»
или «Квики-Е» (фирма «Мессер», Германия).
Рекомендуется также использовать автомат АТПГ-ЦНИИС, предназначенный специально
для правки грибовидности.
13.29 Допуски на
грибовидность стальных конструкций мостов дифференцированы: более жёсткие - в
стыках, в сопряжениях с другими элементами и на участках установки опорных
частей Δ ≤ b/200, но не
более 1 мм; на остальных участках двутавровых, Н-образных, L-образных и других элементов Δ ≤ b/100.
Термическая правка грибовидности поясов балок выполняется с учётом указанных
допускаемых отклонений этого вида остаточных деформаций.
13.30 Грибовидность на
свободных свесах ортотропных и ребристых плит выправляют по уже описанной технологии.
13.31 Перекосы полок
относительно стенок
(таблица 34, п. 1) в двутавровых,
тавровых и Н-образных и других элементах являются следствием нарушения
технологии сборки и сварки. Второй причиной перекоса может быть изгиб стенки по ее ширине (высоте).
В первом случае перекос
выправляют нагревом полосы на стенке рядом с угловым поясным сварным швом со стороны тупого
угла. Ширину полосы нагрева принимают
оптимально 1,5Sст (рисунок 30, а). Во втором случае полосу
нагрева намечают на выпуклой стороне стенки
также шириной 1,5Sст (рисунок 30, б).
Для повышения
производительности правки в заводских условиях рекомендуется применение автомата АТПГ-ЦНИИС.
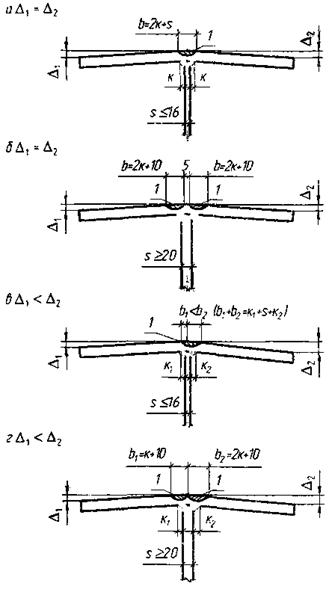
а - симметричная
грибовидность при толщине стенки S
≤ 16 мм; б - симметричная при
толщине стенки S ≥ 20 мм; в - несимметричная при S
≤ 16
мм; г - несимметричная при S ≥ 20 мм;
1 - полосы нагрева
Рисунок 29 -
Правка грибовидности поясов балок
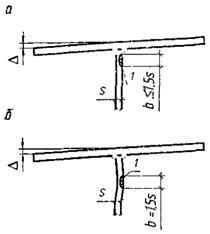
а - элемент с прямой
стенкой; б - элемент с искривлённой стенкой; 1 - полоса нагрева
Рисунок 30 -
Правка перекоса полок
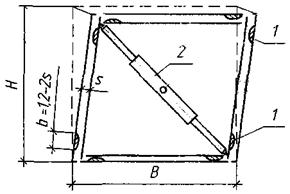
1 - полосы нагрева; 2
- винтовая распорка (домкрат)
Рисунок 31 - Правка ромбовидности коробчатого сечения
13.32 Ромбовидность в коробчатых сечениях исправляют термомеханическим способом.
Для этого внутри коробки по меньшей диагонали устанавливают винтовые или
гидравлические домкраты и создают в них усилия (рисунок 31). Полосы нагрева намечают снаружи и, по возможности,
изнутри по схеме рисунка 31. В
процессе нагрева полос регулируют усилия на домкратах до полного исправления
ромбовидности.
14
Механическая обработка сварных соединений
14.1 Механическую обработку сварных соединений в стальных
конструкциях мостов для повышения их выносливости следует назначать в чертежах КM в соответствии с требованиями настоящего СТО. В чертежах
допускаются ссылки на соответствующие пункты СТО без приведения их текста.
При проектировании новых
конструкций для случаев, не предусмотренных в
настоящем СТО, проектная организация с участием научно-исследовательской
организации разрабатывает конструктивное оформление и технологические требования к обработке зон концентрации
напряжений.
14.2 Механическую обработку
сварных соединений
выполняют в порядке, установленном заводской технологией. Рекомендуется
следующий порядок:
а) контроль
визуально-измерительный и металлографические исследования макрошлифов;
б) исправление видимых
дефектов сварных швов;
в) ультразвуковая
дефектоскопия или радиографический контроль (просвечивание проникающим излучением);
г) механическая обработка
сварных соединений.
14.3
Механическая обработка сварных соединений и соответствующих зон в
местах изменения сечений элементов должна обеспечить получение плавных переходов от
металла шва к основному металлу, а также от конца приваренной детали к
основному элементу конструкции либо от конца обрываемой и оставшейся части
сечения сварного элемента и балки. При этом обработку следует выполнять без
излишнего ослабления сечения - на минимальную глубину, необходимую для снятия
поверхностного слоя металла в зоне обработки -
до получения чистой блестящей поверхности (номинально на глубину до 1 мм).
Обработанная поверхность не
должна иметь рисок, видимых невооруженным глазом. Класс шероховатости должен
быть не ниже 4 (Rz20 ... 40) по ГОСТ 2789. На
границе зоны обработки не должно быть уступов. Заусенцы подлежат зачистке, а острые свободные кромки скругляются радиусом 2 ± 0,5 мм или
притупляются фаской 2 мм со скруглением углов.
14.4 При обработке сварных соединений ослабление сечения по толщине проката (углубление в основной металл
без подварки) поперёк и вдоль
усилия
в элементе, как правило, не должно превышать 1 мм на металле толщиной до 25 мм и 4
% толщины - на более толстом металле.
В случае превышения
допускаемой величины ослабления разрешается производить подварку с последующей зачисткой
по требованиям данных норм. Все ожоги сваркой на поверхности металла должны
быть зачищены абразивным инструментом до полного
удаления следов ожогов (на глубину около 1 мм).
14.5 Местные наплывы,
образовавшиеся в местах перекрытия соседних участков шва при перерыве процесса сварки или
исправлении дефектов, должны быть сглажены механической обработкой до
образования плавных переходов от наплыва к сечению шва проектного размера и к основному металлу.
14.6
Способ, оборудование и инструмент для механической обработки сварных соединений назначает завод-изготовитель
конструкций. Допускается обработка абразивными
кругами различной твердости и крупности зерна,
фрезами различных типов и форм и другим
металлообрабатывающим инструментом.
При обработке абразивным
инструментом не допускаются ожоги металла из-за сильного нажатия на инструмент и малой
скорости его перемещения по обрабатываемой
поверхности.
Для удалении технологических
припусков и других частей свариваемых деталей, выступающих за проектный контур,
допускается
применение газокислородной резки, после чего
должен оставаться проектный контур детали с припуском на механическую обработку
не менее 2 мм.
14.7 Стыковые
сварные соединения (рисунки 32, 33) по геометрическим размерам швов должны
соответствовать требованиям ГОСТ 8713, ГОСТ 11533 (сварка под флюсом), ГОСТ 14771, ГОСТ 23518 (сварка в защитных газах), ГОСТ 5264, ГОСТ 11534 (ручная дуговая сварка). Если отклонения размеров швов превышают
допустимые по указанным стандартам, требуется механическая обработка сварных
соединений до получения стандартных размеров (кроме конструкций по 14.8).
Кромки листов после удаления выводных планок
газокислородной резкой следует зачищать по всей длине участка, где накладывались швы, прикрепляющие выводные планки. При
этом углы кромок листов необходимо плавно
скруглять радиусом 2 ± 0,5 мм или притуплять фаской 2 мм со скруглением углов.
Для удаления поверхностных
дефектов с торца шва механической обработкой допускается плавно, с уклоном не
более 1:20 и сопрягаемым радиусом не менее 150 мм на свободных
кромках углубляться в основной металл без подварки на величину 0,02 ширины свариваемого листа, но не более чем на 8 мм с
каждой стороны (рисунок 32, б) и не более 12 мм с - одной
стороны. После обработки торцов шва углы
кромок листов следует плавно скруглять радиусом 2 ± 0,5 мм (см. рисунок 32,
б) или притуплять фаской 2 мм со скруглением углов.
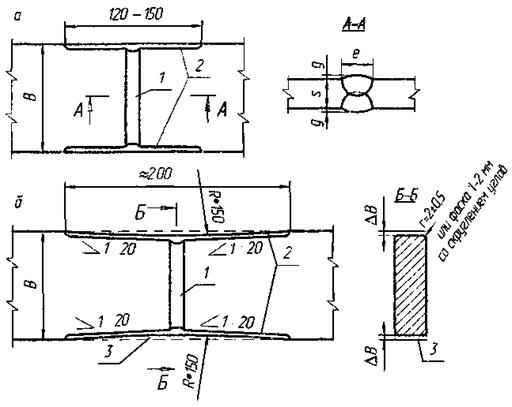
а - схема обработки без
углубления в основной металл по кромкам; б - схема обработки с
углублением на 0,02В, но не более чем на 8 мм с каждой стороны; 1
- граница шва по зоне сплавления; 2 - граница зон механической
обработки; 3 - металл, удаляемый механической обработкой
Рисунок 32 - Схема обработки стыкового
соединения листов одинаковой толщины
В случаях, обусловленных
особенностями конструкции и условиями сборки (наличие стыковых швов в пакетах
листов, пересечение стыкового шва ребрами или фасовками и т.п.) или принятой технологией
обработки швов, например, переносными фрезерными станками, усиление шва
необходимо снимать заподлицо с основным металлом. Углы кромок скругляют как и в
предыдущих случаях.
При механической обработке
стыковых сварных соединений листов разной толщины или разной ширины должны быть
выполнены требования, указанные на рисунке 33, а, б. Радиус перехода к более широкому листу должен
быть не менее 150 мм. Допускается снятие усиления швов заподлицо с основным
металлом.
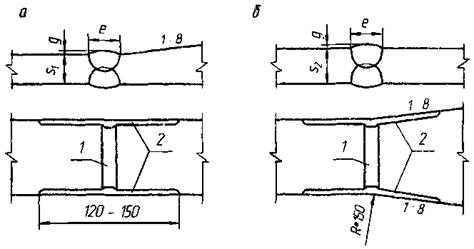
а - стыковое соединение
листов разной толщины; б - стыковое
соединение листов разной ширины; 1 -
граница шва по зоне сплавления; 2 - границы зон механической обработки
Рисунок 33 - Схема обработки стыковых
соединений разной толщины и ширины
14.8
Поперечные сварные стыки в растянутых и растянуто-сжатых на стадии эксплуатации
деталях и элементах основных несущих конструкций железнодорожных и совмещенных
мостов подвергают механической обработке посредством полного снятия
фрезерованием или иной механической обработкой усиления швов заподлицо с
основным металлом. Это требование распространяется также на сварные поперечные
стыки растянутых поясов и 40 % высоты, но не менее 320 мм от пояса растянутых
зон стенок сплошностенчатых изгибаемых балок железнодорожных и совмещенных
мостов (рисунок 34,
а).
14.9 При
пересечении сварных швов перед наложением шва,
пересекающего (рисунок 34, б)
или примыкающего к другому шву (рисунок 34,
в, г), во избежание образования подрезов в месте пересечения
необходимо обрабатывать усиление ранее наложенного стыкового шва заподлицо с
основным металлом на длине l не менее 40 мм от кромки листа или оси
пересекаемого шва, обеспечивая при этом постепенный переход к незачищенному участку шва радиусом r ≥ 60 мм. Указанное требование обработки усиления стыкового
шва относится также к пересечению его с другими элементами конструкции,
например, рёбрами жесткости.
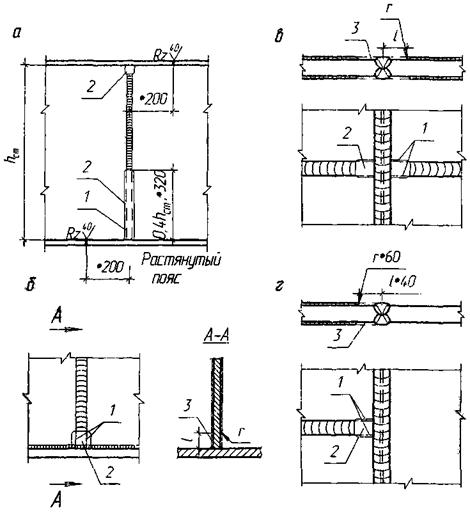
а - сплошностенчатые балки железнодорожных мостов; б - примыкание
стенки к поясу; в - пересечение стыков
на полотнище; г - Т-образное пересечение стыковых швов; 1 - граница
шва; 2 - зона механической обработки; 3 - металл, удаляемый при
обработке
Рисунок 34 - Схема обработки стыковых
соединений разной толщины и
ширины
14.10 Наружные швы угловых соединений коробчатых элементов в зонах
монтажных стыков с накладками или на участках присоединения к ним фасонок
ветровых связей надлежит обрабатывать заподлицо с основным металлом на длине
присоединяемой детали плюс 40 мм в каждую сторону. При этом радиус плавного
перехода r ≥ 60 мм (рисунок 35).
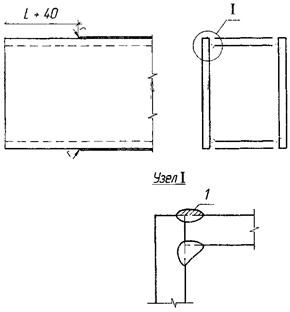
1 - снятие усиления шва; 2 - радиус обработки (r ≥
60); L - длина полунакладки
Рисунок 35 - Схема обработки усиления шва
углового соединения в зоне постановки стыковых накладок
14.11 Механическую обработку
концов фасовок, привариваемых встык к кромке листа (к поясу балки, элементу
фермы и т.п.), следует выполнять в соответствии с требованиями, приведенными на
рисунке 36. При совпадении
плоскости фасонки и листа концы соответствующего шва, прикрепляющего фасонку,
следует зачищать заподлицо с указанной плоскостью. Если плоскости фасонки и
листа не совпадают, эта зачистка не производится.
14.12 В конструкциях
автодорожных мостов механическую обработку концов фасонок связей, привариваемых
в тавр к плоскости листа стенки, следует выполнять в соответствии с требованиями, приведенными
на рисунке 37.
В узлах главных ферм
механическую обработку концевых участков выкружек фасонок, привариваемых в тавр, следует выполнять согласно
требованиям, приведенным на рисунке 38.
Технологические припуски на
концах фасонок удаляют газокислородной резкой с оставлением припуска на
механическую обработку не менее 2 мм.
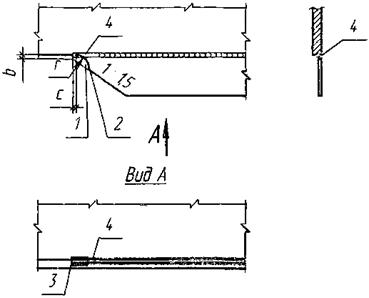
1 - технологический
припуск; 2 - контур, по которому припуск удаляют газовой резкой; 3
- зона механической обработки; 4 - конец шва на плоскости листа,
обработанный заподлицо; b - ширина
припуска у края фасонки, b ≥ 20 мм; с - расстояние от края припуска до начала
плавного перехода, с ≥ 15 мм; r - радиус перехода, r ≥ 60 мм
Рисунок 36 - Схема
обработки концов фасонок, привариваемых к
кромке листа встык
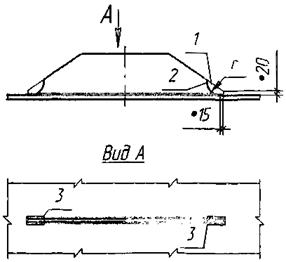
1 - технологический припуск; 2 - контур, по которому
припуск удаляется газокислородной резкой; 3 - зона механической
обработки; r - радиус перехода, r ≥ 60 мм
Рисунок 37 - Схема
обработки концов фасонок связей, привариваемых к плоскости листа в тавр
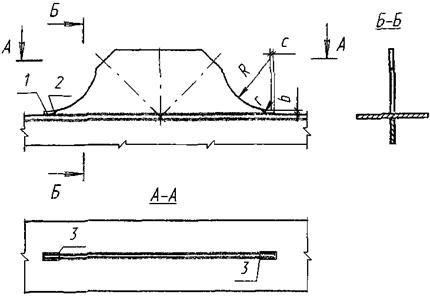
1 - технологический припуск; 2 - контур, по которому
припуск удаляется газовой резкой; 3 - зона механической обработки; b - ширина припуска у края фасонки, b ≥ 20 мм; с -
расстояние от края припуска до начала плавного
перехода, с ≥ 15 мм; R - радиус выкружки фасонки, R ≥ 250 мм; r - радиус перехода, r ≥ 60 мм
Рисунок 38 - Схема обработки концевых участков фасонок,
привариваемых в узлах главных ферм в тавр
14.13 Механическую обработку
концов горизонтальных рёбер жесткости, обрываемых вблизи монтажных болтовых или
комбинированных болто-сварных стыков балочных и коробчатых пролетных строений,
следует выполнять в соответствии с требованиями, приведенными на рисунке 39.
14.14 Механическую обработку
концов стенок в двутавровых балках с комбинированными болто-сварными стыками надлежит
выполнять в соответствии с требованиями, приведенными на рисунке 40.
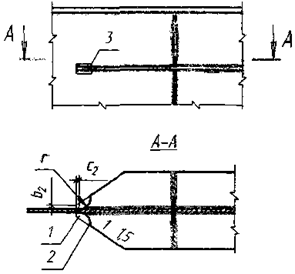
1 - технологический припуск; 2 - контур, по которому
припуск удаляют газовой резкой; 3 - зона механической обработки; b - ширина припуска у конца ребра, b1 ≥ 100 мм, b2 ≥ 20 мм; с - расстояние от края припуска до
начала плавного перехода, с1
≥ 30 мм, с2 ≥ 15 мм; r - радиус перехода, r ≥ 60 мм
Рисунок 39 - Схема
обработки конца горизонтального ребра жесткости, обрываемого вблизи монтажного
болтового или комбинированного болто-сварного стыка балки
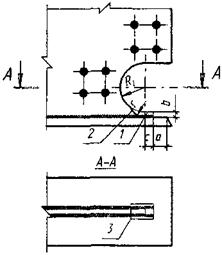
1 - технологический припуск; 2 - контур, по которому припуск удаляют газовой резкой; 3 - зона механической обработки; с -
расстояние от края припуска до начала плавного перехода, с ≥ 30
мм; r - радиус перехода, r ≥ 60 мм; b - ширина
припуска у конца стенки, b ≥ 20 мм;
R1 -
радиус выкружки технологического окна, R1 ≥ 90 мм; a - расстояние от кромки пояса до торца припуска, а = 50 ... 55 мм
Рисунок 40 - Схема обработки концевого
участка стенки при обрыве её не у торца элемента
14.15 Механическую обработку концевых участков обрываемых полок
в элементах U-образного или двутаврового
сечения, когда полки не доходят до торца элемента, следует выполнять в
соответствии с требованиями, приведенными на рисунке 41, а - для растянутых и на рисунке 41, б - для сжатых
элементов. Удаление технологического припуска на концах обрываемых частей сварных элементов газокислородной резкой
выполняется в соответствии с указаниями 14.6 настоящего СТО.
14.16
Механическую обработку косых угловых швов на конце обрываемого в пролёте
поясного листа сплошностенчатой балки с пакетными поясами следует выполнять в
соответствии с требованиями, приведенными на рисунке 42. Допустимая величина ослабления сечения
листа (без подварки) вдоль границы косого шва - 1 мм при толщине листа до 20 мм
и 6 % толщины на более толстом листе.
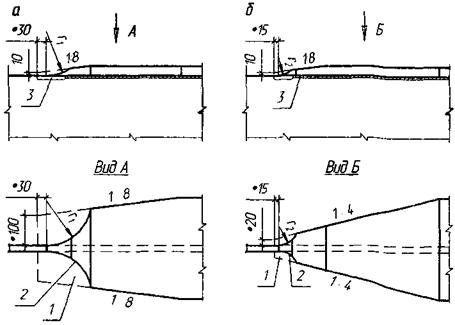
а - вариант для растянутых
элементов; б - вариант для сжатых элементов; 1 - технологический припуск; 2 - контур, по которому
припуск удаляется газокислородной резкой; 3 - зона механической
обработки; r1 и r2 - радиусы
переходов (r1 ≥ 150 мм, r2 ≥ 60 мм)
Рисунок 41 - Схема
обработки концевых участков скосов в полках в случае обрыва полок сварного
элемента Н-образного
или двутаврового сечения не у торца элемента
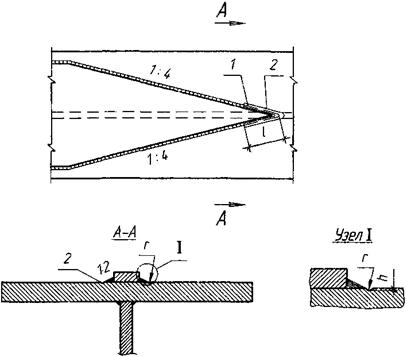
1 - граница углового шва; 2 - зона механической
обработки; l - длина обрабатываемого участка шва (l ≥ 100 мм); r - радиус перехода (r ≥ 3 мм); h - величина ослабления
сечения
Рисунок 42 - Схема обработки косых угловых
швов на конце обрываемого в пролёте поясного листа сплошной балки с многолистовым поясом
При обработке косых угловых
швов абразивным инструментом риски должны быть направлены вдоль косых угловых
швов.
14.17 Лобовые и фланговые
угловые швы в местах прикрепления рёбер
жесткости, диафрагм, фасонок связей, противоугонных уголков и т.д. к растянутым
элементам основных несущих конструкций, выполненные механизированной сваркой
под флюсом или в смеси защитных газов, а также ручной дуговой сваркой с
обеспечением плавных переходов от наплавленного металла к основному (по
требованиям 10.3, г), допускается
не подвергать механической обработке. Требования к катетам данных угловых швов
приведены в 6.8 настоящего СТО. Если
поставленные условия при сварке не выполнены, плавные переходы от металла шва к
основному металлу должны обеспечиваться механической обработкой швов.
14.18 Качество механической
обработки сварных соединений мостовых конструкций контролирует ОТК завода
внешним осмотром, с применением в необходимых случаях эталонов, измерительного
инструмента и шаблонов.
Качество обработки признается
удовлетворительным, если установлены;
а) полное снятие прокатной
окалины, а также окисленного поверхностного слоя в заданных зонах с шероховатостью поверхности не ниже
4 класса (Rz20 ... 40) по ГОСТ 2789;
б) плавность
переходов от металла шва к основному металлу;
в) отсутствие на обработанной
поверхности надрывов, трещин и заметных невооруженным глазом рисок;
г) отсутствие в зоне
обработки ослаблений сечения, превышающих допустимые по 14.4 и 14.16;
д) отсутствие у деталей и
элементов в
зоне обработки острых кромок и заусенцев;
е) отсутствие на обработанной
поверхности поджогов металла от абразивного инструмента;
ж) отсутствие в зоне
обработки технологических дефектов сварки - трещин, несплавлений, пор, шлаковых включений,
подрезов, неполного проплавления (когда полное
проплавление требуется);
и) отсутствие следов приварки
выводных планок и сборочных приспособлений, а также следов газовой резки,
применявшейся для удаления технологических припусков, выводных планок и
сборочных приспособлений.
Уменьшение размеров зон
обработки и радиусов плавных переходов против указанных в настоящем СТО не
допускается. Увеличение размеров зон обработки и радиусов не является браковочным
признаком.
14.19 Механическую обработку
сварных соединений в стальных конструкциях мостов выполняют лица, освоившие
правила работы электрическими и пневматическими шлифмашинками или другим переносным
зачистным оборудованием и станками, изучившие методы механической обработки
сварных соединений и инструкции по эксплуатации применяемого оборудования, а
также прошедшие испытания и допущенные аттестационной комиссией предприятия к
выполнению данного вида работ.
15.1 Отправочные марки и в
целом стальные конструкции мостов (в комплекте с монтажными элементами) должны
быть приняты ОТК завода-изготовителя и Мостовой инспекцией до грунтования, с
постановкой клейм ОТК и Мостовой инспекции. Очистку поверхностей и защиту
конструкций от коррозии ОТК и Мостовая инспекция принимают дополнительно после
их выполнения.
Если в процессе приемки
отправочной марки в её отдельных деталях будут обнаружены недопустимые дефекты
в виде трещин в металле шва, переходящих на основной металл, трещин в основном
металле, расслоений по кромкам, то вопросы браковки марки целиком или замены в
ней дефектных деталей должны решаться заводом-изготовителем совместно с
Мостовой инспекцией. В необходимых случаях к решению этих вопросов привлекают
проектную организацию, разработавшую чертежи КМ, а также соответствующий
научно-исследовательский институт.
Ремонт конструкций, вызванный
отступлениями от проекта, надлежит производить по разработанной заводом технологии,
согласованной с проектным институтом и Мостовой инспекцией. Расслой по кромкам
глубиной до 8 мм допускается удалять механической обработкой с соблюдением
требований 7.25 и 14.7 настоящего СТО.
15.2 Отклонения
действительных линейных размеров от проектных для отправляемых на
монтаж сборочных марок и монтажных элементов мостовых конструкций не должны
превышать величин, указанных в таблице 36, если в чертежах КМ не предусмотрены более
жесткие допуски.
15.3 Отклонения от проектной геометрической
формы отправочных марок не должны превышать величин, указанных в таблице
37, если в чертежах КМ не предусмотрены более
жесткие допуски.
15.4
Предельные отклонения размеров мостовых конструкций при общей и контрольной
сборке на стеллажах следует принимать по разделу 16 настоящего СТО.
|
Вид и местоположение отклонения
|
Значения предельного отклонения, мм
|
|
1
|
2
|
|
1 Отклонения по длине
|
|
|
1.1 Все элементы стальных мостовых конструкций с
болтовыми, фрикционными и комбинированными (фрикционно-сварными) соединениями при полной длине элемента, м:
|
|
|
· до 9
|
±2,0
|
|
· свыше 9 до 15
|
±2,5
|
|
· свыше 15 до 21
|
±3,0
|
|
· свыше 21 до 27
|
±3,5
|
|
· свыше 27
|
±4,0
|
|
1.2 Продольные и поперечные балки проезжей части
болто-сварных решетчатых пролетных строений
|
+0; -2
|
|
1.3 Балки, коробки, ортотропные и ребристые плиты цельносварных, пролетных строений (без припусков на подрезку)
|
+0; -4
|
|
1.4 Обрезы (расстояния от крайних монтажных отверстий до
торца элемента) в поясах и стенках решетчатых и сплошностенчатых балочных и
коробчатых болто-сварных мостовых конструкций
|
+0; -4
|
|
1.5 Расстояния по длине балок и коробок между смежными
вертикальными ребрами жесткости, к которым прикрепляются поперечные балки
ортотропных и ребристых плит, и соответствующие расстояния между поперечными
балками ортотропных и ребристых плит
|
±2
|
|
1.6 Расстояния между крайними ребрами и поперечными
балками при длине балок, коробок и плит, м:
|
|
|
· до 10
|
±2
|
|
· свыше 10
|
±4
|
|
2 Отклонения по ширине
|
|
|
2.1 Пояса, раскосы,
стойки, подвески, двутавровые связи решетчатых болто-сварных ферм:
|
|
|
· в зоне узлов и стыков для элементов, охватываемых
узловыми фасонками
|
+0; -2
|
|
· то же для элементов, охватывающих фасонки
|
+2; -0
|
|
· на других участках
|
±4
|
|
2.2 Коробчатые элементы поясов и раскосов решетчатых ферм
в средней трети высоты поперечного сечения:
|
|
|
· в зоне узлов и стыков
|
+1; -3
|
|
· на других участках
|
±4
|
|
2.3 Пояса сплошностенчатых балочных и коробчатых конструкций, ортотропные
плиты со свободными кромками (не примыкающими к другим элементам)
|
±4
|
|
2.4 Пояса балочных и коробчатых конструкций, ортотропные
и ребристые плиты с несвободными кромками (примыкающими к другим элементам)
|
+0; -2
|
|
2.5 Расстояния между осями вертикальных стенок коробок:
|
|
|
· в зоне стыков
|
±2
|
|
· на других участках
|
±4
|
|
2.6 Расстояния между осями продольных ребер ортотропных плит:
|
|
|
· в зоне стыков и
пересечений с поперечными балками
|
±2
|
|
· на других участках
|
±4
|
|
2.7 Расстояния между отверстиями в верхних поясах
поперечных балок в местах прикрепления к ним продольных ребер таврового
сечения (для коробчатых пролетных строений с балластным корытом из
коррозионно-стойкой стали)
|
±2
|
|
3 Отклонения по высоте
|
|
|
3.1 Пояса и элементы решетки болто-сварных ферм:
|
|
|
· в зоне узлов и стыков
при перекрытии только вертикальных листов сечений
|
±2
|
|
· то же, при перекрытии
вертикальных и горизонтальных листов сечений
|
+0; -2
|
|
· на других участках
|
±4
|
|
3.2 Продольные и поперечные балки проезжей части болто-сварных решетчатых пролетных строений в местах соединения
при наличии накладок сверху и снизу
|
±1
|
|
3.3 Сплошностенчатые
балочные и коробчатые конструкции мостов с
болтовыми, фрикционными, сварными и болто-сварными стыками:
|
|
|
· в зоне стыков
|
±2*
|
|
· на других участках
|
±4
|
|
* при сверлении
отверстий в стыках стенок и сборке балок и коробок уступы в стыке каждого из
поясов не должны превышать 2 мм
|
|
|
3.4 Поперечные балки железнодорожных коробчатых сплошностенчатых пролетных строений с ортотропной плитой
балластного корыта
|
±1
|
|
3.5 Высота от низа листа настила до низа пояса тавровых
продольных ребер ортотропной плиты железнодорожных пролетных строений
|
±2
|
|
4 Отклонения по расположению монтажных отверстий
|
|
|
4.1 Расстояния между
группами монтажных отверстий и отправочных
марках при интервалах размеров, м:
|
|
|
до 2,5
|
±1,0
|
|
свыше 2,5 до 4,5
|
±1,5
|
|
свыше 4,5 до 9
|
±2,0
|
|
свыше 9 до 15
|
±2,5
|
|
свыше 15 до
21
|
±3,0
|
|
свыше 21 до 27
|
±3,5
|
|
свыше 27
|
±4,0
|
|
4.2 Расстояния между группами отверстий в нижних поясах
цельноперевозимых пролетных строений для
крепления опорных частей
|
±10
|
Таблица 37 - Допускаемые отклонения геометрической формы заводских
отправочных марок
|
Конструктивные элементы и
отклонения
|
Значение предельного отклонения
|
|
1
|
2
|
|
1 Стрела выгиба оси основных элементов
решетчатых ферм, балок проезжей части, главных и домкратных сплошностенчатых балок при длине элемента или его искривленной части l, м:
|
|
|
до 10 включительно
|
l/1000
|
|
свыше 10
|
10 мм
|
|
2 Плавное саблевидное искривление по
продольным кромкам в плане
|
|
|
2.1 Поясов главных балок двутаврового
П-образного и коробчатого сечения длиной l
|
l/1000, но не более 10 мм
|
|
2.2 Верхние пояса L-образных балок длиной l, сечением:
|
|
|
≤ 16×400
мм
|
не более 20 мм
|
|
> 16×400 мм
|
l/1000, но не более 10 мм
|
|
2.3 Нижние пояса L-образных балок длиной l
|
|
|
по свободным кромкам
|
l/1000, но не более 10 мм
|
|
по несвободным кромкам (при сварке кромок)
|
не более 2 мм
|
|
3 Стрела выгиба
оси связей при длине элемента или его
искривленной части t
|
l/750, но
не более 15 мм
|
|
4 Плавный продольный выгиб в вертикальной
плоскости
|
|
|
4.1 Блоки ортотропных и ребристых плит при
толщине настильного листа до 20 мм включительно длиной l
|
l/750, но не более 15 мм
|
|
4.2 Блоки нижних ребристых плит при толщине
настильного листа более 20 мм для любой длины
|
10 мм
|
|
4.3 Нижние пояса L-образных балок длиной l, м:
|
|
|
до 10,5 включительно
|
l/1000
|
|
более 10,5 при толщине пояса более 20 мм
|
не более 10 мм
|
|
5 Плавный поперечный выгиб в вертикальной
плоскости:
|
|
|
5.1 Блоки ортотропных и ребристых плит
шириной b при толщине листа:
|
|
|
до 20 мм
|
b/500, но
не более 5 мм
|
|
20 ... 40 мм
|
1,5 мм на 1 м ширины плиты
|
|
5.2 Нижние пояса L-образных балок шириной
b при толщине листа:
|
|
|
до 20 мм
|
b/500, но
не более 5 мм
|
|
20 ... 40 мм
|
1,5 мм на 1 м ширины плиты
|
|
6 Отклонения кромок настольных листов
ортотропных и ребристых плит в горизонтальной плоскости от проектной линии:
|
|
|
по несвободным кромкам (в стыках)
|
±2 мм
|
|
по свободным кромкам консольных плит
|
±4 мм
|
|
7 Грибовидность
свободного свеса кромок ортотропных, ребристых плит и коробчатых балок при
ширине свеса 6:
|
|
|
в зонах болтовых монтажных стыков и
установки опорных частей
|
b/200, но
не более 1 мм
|
|
в зонах сварных стыковых монтажных
соединений по длине и ширине пролетного строения
|
b/100, но не более 2 мм
|
|
по свободным кромкам (без примыкания к
другим элементам) при условии искривления кромки в вертикальной плоскости не
более 3 мм на длине 1 м
|
b/50, но
не более 3 мм
|
|
8 Искривление (волнистость) кромок, мм на 1
м длины
|
|
|
8.1 Несвободные (в стыках) продольные и
поперечные кромки нижних поясов L-образных балок, настильного листа ортотропных и
ребристых плит в вертикальной плоскости при толщине листа:
|
|
|
до 20 мм включительно
|
2 мм
|
|
свыше 20 до 40 мм
|
1 мм
|
|
8.2 Свободные продольные кромки консольных
плит в вертикальной плоскости
|
3 мм
|
|
8.3 Продольные ребра ортотропных и ребристых
плит в плане
|
3 мм
|
|
9 Тангенс угла отклонения плоскости
продольных рёбер плит от прямого угла с
плоскостью настильного листа:
|
|
|
в стыках и местах пересечения с поперечными
балками
|
0,01
|
|
на прочих участках
|
0,02
|
|
10 Тангенс угла отклонения от прямого угла
между продольной и поперечной кромками настильного (горизонтального) листа
ортотропных и ребристых плит, поясов балок
|
0,001
|
|
11 Остаточные угловые деформации в сварных
стыковых соединениях (домики), определяемые стрелой прогиба на базе 400 мм
при толщине S стыкуемых
листов, мм:
|
|
|
до 20 включительно
|
0,1S
|
|
свыше 20
|
2 мм
|
|
12 Грибовидность
стенки в цельносварном стыке с односторонним вертикальным ребром
|
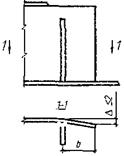
b/100, но не более 2 мм
|
|
13 Перекос пояса относительно стенки, грибовидность пояса симметричная;
грибовидность с перекосом
|

|
|
13.1 В стыках, в местах сопряжения балок с
другими элементами, в зонах установки опорных частей и железобетонных плит с
закладными деталями
|
b/200, но не более 1 мм
|
|
13.2 На других участках
|
b/100 при Δ1 - Δ2 ≤ 3 мм
|
|
14 Выпучивание стенки балок и коробок при свободной высоте стенки h
|
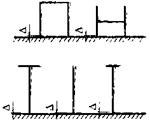
|
|
14.1 Для балок и коробок с поперечными рёбрами жесткости
|
0,006h
|
|
14.2 Для балок без поперечных рёбер жесткости
|
0,003h
|
|
14.3 При плавном выпучивании на конце стенки в зоне монтажных стыков на высокопрочных
болтах в цельноболтовом или комбинированном стыках
|
0,006h
|
|
14.4 То же в цельносварных стыках
|
0,003h
|
|
14.5 На свободном (не стыкуемом) торце балки
или блока при наличии вертикальных (опорных) рёбер
|
0,003h
|
|
15 Отклонение от вертикали или от
проектного наклона верхней кромки стенки L-образных балок при
горизонтальном положении нижнего пояса и высоте стенки h
|
|
|
15.1 В середине длины балки:
|
|
|
при h ≤ 2 м
|
5 мм
|
|
при h > 2 м
|
10 мм
|
|
15.2 На концах балки:
|
|
|
при h ≤ 2 м
|
0,5Δ ± 5 мм,
|
|
при h > 2 м
|
0,5Δ ± 10 мм,
где Δ - фактическое саблевидное искривление верхнего пояса
(см. п. 2.2 данной таблицы)
|
|
16 Винтообразность (деформация скручивания) Δ, замеряемая в
элементах, уложенных на горизонтальную (базисную) плоскость, к которой прижат
один конец контролируемого элемента, а
второй свободно опирается на плоскость, для сечений:
|
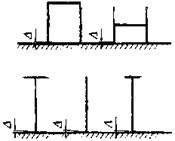
|
|
коробчатых, Н-образных, двутавровых,
тавровых и L-образных
|
1 мм на 1 м длины элемента, но не более 10 мм
|
|
17 Несимметричность
элементов двутаврового и Н-образного сечений - отклонение оси стенки от оси
полки:
|
|
|
в зоне монтажного соединения
|
2 мм
|
|
в прочих местах при ширине полки b:
|
|
|
до 330 включительно
|
0,015b
|
|
свыше 330
|
5 мм
|
|
18 Ромбовидность
сечений коробчатых элементов
|
|
|
18.1 Разность длин диагоналей в поперечном сечении коробчатых элементов пролетных строений с
решетчатыми фермами:
|
|
|
в зоне монтажного соединения
|
4 мм
|
|
то же при отсутствии в указанной зоне
горизонтальных накладок и фасонок
|
6 мм
|
|
в зоне монтажного соединения для элементов
ферм замкнутого коробчатого сечения (при наличии внутренних диафрагм)
|
2 мм
|
|
в прочих местах
|
12 мм
|
|
18.2 Разность длин диагоналей в поперечном сечении
коробчатых балок автодорожных сварных, болто-сварных пролетных строений
|
|
|
в зоне монтажного соединения
|
6 мм
|
|
в прочих местах
|
12 мм
|
16.1 Контрольная сборка
назначается для конструкций с фрикционными, болтовыми и комбинированными
фрикционно-сварными
стыками, монтажные отверстия в которых образованы на заводе-изготовителе на
проектный диаметр с применением сверловочных кондукторов или сверлильных
станков с программным управлением.
Контрольная сборка должна
быть выполнена для первого и каждого десятого однотипного пролётного строения
или другого вида мостовых конструкций. В пролетных строениях с идентичными
главными фермами или балками допускается производить контрольную сборку одной из них.
В объём контрольной сборки
должны входить все элементы и детали, изготовленные с применением всего комплекса кондукторов
или кондукторов и программ для станков с программным управлением.
Количество поставленных
полномерных пробок и болтов должно быть в пределах 5 - 30 % от числа отверстий
в группе (в полунакладке), в том числе пробок не - менее 3 шт.
В болтовых и фрикционных
соединениях при их контрольной заводской сборке точное совпадение отверстий
обеспечивается посредством постановки точеных пробок номинальным диаметром на
0,2 мм меньше проектного диаметра отверстий. Длина цилиндрической части пробки должна на 10
- 15 мм превышать толщину собираемого пакета деталей.
16.2 Совпадение монтажных
отверстий должно удовлетворять следующим требованиям:
- в узлах и соединениях,
определяющих их геометрическую форму и размеры конструкций, калибр диаметром на
1 мм меньше проектного диаметра отверстия должен проходить в 85 % отверстий
каждой группы;
- в узлах и соединениях, не
определяющих геометрическую форму и размеры конструкций, калибр диаметром, равным диаметру болта с
учетом плюсовых предельных отклонений, должен проходить в 100 % отверстий
каждой группы.
Если указанные требования не
выполнены, контрольную
сборку разбирают, проверяют качество кондукторов, программ для станков с
программным управлением, элементов и деталей, устраняют выявленные ошибки, в
том числе в деталях и элементах, и повторно проводят контрольную сборку в
необходимом объёме.
Если и при повторной сборке
совпадение отверстий не обеспечено, допускается по согласованию с организацией,
разработавшем проект КМ, и Мостовой инспекцией рассверливание части отверстий на
больший диаметр, при этом допускаемая овальность отверстий следующего диаметра
- 2,0 мм. В этом случае должна быть разработана монтажно-маркировочная схема и
осуществлена дополнительная маркировка элементов и деталей, как при общей
сборке конструкций.
16.3 Для индивидуальных
пролетных строений, в том числе со сварными монтажными соединениями, и других
конструкций мостов объём контрольной сборки, если он не указан в проекте КМ, назначается
заводом-изготовителем, исходя из условий обеспечения проектного положения
конструкции при монтаже и обеспечения требований рабочих чертежей.
16.4 Контрольная сборка должна быть принята ОТК завода-изготовителя и Мостовой инспекцией.
16.5 Предельные отклонения
размеров при контрольной сборке на стеллажах следует принимать по таблице 38.
17.1 Конструкции мостов перед
отгрузкой их потребителю необходимо защищать от коррозии в соответствии с
указаниями Стандарта организации СТО
001-2006, а также регламентов на конкретные системы защиты, предусмотренные
проектом мостового сооружения.
Регламенты должен
разрабатывать завод-изготовитель на основе сертификатных данных на
лакокрасочные материалы.
17.2
Технологический процесс защиты мостовых конструкций от коррозии на
заводе-изготовителе должен включать последовательное выполнение операций по
подготовке поверхностей, грунтованию их и нанесению покрывных лакокрасочных
материалов (ЛКМ) в зависимости от принятой системы защиты, условий эксплуатации
и степени агрессивности окружающей среды.
В чертежах КМ проектная организация
указывает, как правило, способ и систему защиты от коррозии, марки ЛКМ и число
наносимых слоев покрытия.
17.3 Отправочные марки и
монтажные элементы должны быть замаркированы в соответствии с
монтажно-маркировочной схемой и чертежами КМ.
Маркировочные знаки следует
наносить непосредственно на отгружаемые элементы. При пакетировании плоских
одноименных элементов (фасонок, накладок и т.п.) полностью маркировочные знаки
следует наносить на один наружный элемент, а на остальные ставить номер марки.
Маркировка должна содержать:
название завода-изготовителя, номер заказа, марку по монтажно-маркировочной схеме, клейма
ОТК и Мостовой инспекции.
Маркировку следует наносить
буквенными и цифровыми клеймами с повторением несмываемой краской. На сварные
отправочные марки клейма ставят не ближе 100 мм от места наложения заводских и
монтажных швов.
17.4 Транспортную маркировку
(центр тяжести, места строповки, негабаритность, предупредительные надписи
«сцеп не разъединять», «с горок не спускать», «при маневрах не толкать»)
наносят в соответствии с требованиями ГОСТ 14192.
17.5 Погрузку, крепление и
транспортирование элементов конструкций на открытом подвижном железнодорожном
составе осуществляют в соответствии с «Правилами перевозки грузов», «Техническими условиями
погрузки и крепления грузов», утвержденными РЖД, и по согласованным с отделением
железной дороги - филиалом ОАО «РЖД» схемам погрузки и крепления грузов на
подвижном составе.
Таблица 38 - Допускаемые отклонения размеров конструкции при
контрольной заводской сборке
|
Наименование отклонения
|
Значение предельного отклонения
|
|
1 Отклонение длины каждой главной балки или
фермы пролетного строения от проектной при длине L, м:
|
|
|
· до
50 включительно
|
±10 мм
|
|
· свыше
50
|
0,0002L
|
|
2 Отклонение расстояний между соседними
узлами главных ферм и связей при расстоянии l,
м
|
|
|
· до
9 включительно
|
0,0003l
|
|
· свыше
9
|
±3 мм
|
|
3 Отклонение ординат строительного подъема
каждой главной фермы или балки пролетного
строения от теоретических для всех
автодорожных мостов и железнодорожных с ездой по безбалластному мостовому
полотну при ординатах h, мм:
|
|
|
· до
60 включительно
|
±3 мм
|
|
· свыше
60
|
±0,05h
|
|
4 Отклонение ординаты строительного подъема
ферм или балок стальных и сталежелезобетонных пролетных строений
железнодорожных мостов с ездой по балласту при ординатах h, мм:
|
|
|
· до
60 включительно
|
±6 мм
|
|
· свыше
60
|
±0,1h
|
|
5 Отклонение линейных размеров главных балок сталежелезобетонных конструкций:
|
|
|
· расстояние
между смежными группами отверстий для крепления блоков плит на болтах по
верхним поясам
|
±1 мм
|
|
· то
же между крайними группами на длине монтажной секции (или панели)
|
±3 мм
|
|
· то
же между группами, примыкающими к монтажному стыку (или узлу)
|
±2 мм
|
|
· смещение
продольной оси группы монтажных отверстий от оси стенки
|
±2 мм
|
|
6 Разность длин диагоналей между смежными
группами отверстий по верхним поясам
|
4 мм
|
|
7 Отклонение в плане оси главной балки или
фермы от проектной оси при пролете L
|
0,0002L
|
|
8 Отклонение в плане одного из узлов от
прямой, соединяющей два соседних с ним узла при длине панели l
|
0,001l
|
Схемы погрузки и
крепления негабаритных грузов подлежат согласованию с ОАО РЖД. Перевозку
конструкций на Крайний Север и в труднодоступные районы следует осуществлять в
соответствии с ГОСТ
15846.
17.6 Погрузка, выгрузка и
хранение конструкций должны выполняться способами, исключающими их повреждение
и повреждение защитного покрытия. Сбрасывание конструкций при погрузке и разгрузке не допускается. При
приварке транспортных планок, укосин и других крепежных деталей следует
выполнять требования разделов 8 - 10 настоящего СТО. Приварка транспортных
планок к свободным кромкам поясов главных балок и настильным листам ортотропных и ребристых плит не рекомендуется. Транспортные
обустройства приваривают к основным несущим конструкциям железнодорожных и
совмещенных мостов по согласованию с проектной организацией.
17.7 Стальные конструкции
мостов должны отгружаться комплектно по заказам в соответствии с ведомостями
готовых элементов и монтажно-маркировочными схемами заводов-поставщиков.
17.8
Транспортные обустройства, привариваемые к отгружаемым с завода конструкциям,
должны быть изготовлены из сталей, перечисленных в разделе 5 настоящего СТО.
Приемку сварных соединений
транспортных обустройств следует выполнять в соответствии с указаниями раздела 11 настоящего СТО.
Места приварки транспортных
обустройств после газокислородной резки должны быть зачищены абразивным
инструментом в соответствии с разделом 14
настоящего СТО, с номинальным заглублением в основной металл на 0,5 мм. Риски
от наждачного круга должны быть направлены вдоль кромки, к которой приварены детали
транспортного обустройства. Качество кромок после зачистки должно
соответствовать 14.3.
18.1 При заводском изготовлении стальных
конструкций мостов должны соблюдаться:
Правила
устройства и безопасной эксплуатации грузоподъемных кранов;
Правила
устройства и безопасной эксплуатации сосудов, работающих под давлением;
Правила
устройства и безопасной эксплуатации стационарных компрессорных установок,
воздухопроводов и газопроводов;
Правила техники безопасности
при эксплуатации электроустановок;
Правила
безопасности в газовом хозяйстве;
Правила пожарной безопасности
при проведении сварочных и других огневых работ на объектах народного
хозяйства;
Санитарные
правила при сварке, наплавке и резке металлов;
Санитарные
правила при окрасочных работах с применением ручных распылителей;
ГОСТ
12.4.011-89 ССБТ. Средства защиты работающих. Общие требования и
классификация;
ГОСТ
12.3.003-86 ССБТ. Работы электросварочные. Требования безопасности;
ГОСТ
12.1.004-91 ССБТ. Пожарная безопасность. Общие требования;
ГОСТ
12.3.009-76 ССБТ. Работы погрузо-разгрузочные. Общие требования
безопасности;
ГОСТ
12.1.003-76 ССБТ. Шум. Общие требования безопасности;
ГОСТ
12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху
рабочей зоны;
ГОСТ
12.4.035-78 ССБТ. Щитки защитные лицевые для электросварщиков. Технические
условия;
СНиП
12-03-2001, ч. 1 Безопасность труда в строительстве. Общие требования;
СНиП
12-04-2002, ч. 2 Безопасность груда в строительстве.
Строительное производство.
18.2 На основании
перечисленных в 18.1 нормативных
документов и стандартов заводы, изготавливающие стальные конструкции,
разрабатывают инструкции и стандарты организации, по которым обучают и
инструктируют рабочих по безопасным методам производства работ.
18.3 При приеме
на работу с рабочими должны проводиться вводный инструктаж, первичный
инструктаж на рабочем месте и обучение по охране труда при профессиональной
подготовке рабочих.
В ходе работы проводятся
текущие инструктажи при изменении условий работ или переходе на другую работу, а также периодическая
проверка знаний техники безопасности (не реже
одного раза в год).
Все данные по проведенным
инструктажам и обучению должны заноситься в соответствующие журналы.
18.4 Инженерно-технические
работники, занятые производством металлоконструкций обязаны периодически (не
реже одного раза в год) проходить проверку знания ими правил техники
безопасности и производственной санитарии с учетом характера выполняемых работ.
При переходе ИТР на другую работу, а также по требованию органов
государственного надзора и технической инспекции труда должна проводиться
внеплановая проверка знаний техники безопасности.
18.5 Общее руководство
работой всех структурных подразделений по обеспечению безопасности труда
возлагается на руководителя предприятия. Непосредственно службой техники безопасности
обязан руководить главный инженер предприятия.
Для ведения текущей работы на
предприятии организуется отдел техники безопасности или назначается старший
инженер.
Приложение А
(обязательное, кроме таблицы А3)
Режимы обработки металлопроката при заводском
изготовлении конструкций
Надлежит соблюдать следующий
порядок правки на листоправильных вальцах:
- укладывают деформированный
лист на подающий рольганг;
- измеряют деформацию листа;
- устанавливают режимы правки
в соответствии с таблицей А1 и
пропускают лист через листоправильную машину;
- вновь измеряют деформации;
- корректируют режимы правки
и обратным ходом лист пропускают через правильную машину.
Таблица А1 - Режимы правки листа
|
Толщина листа, мм
|
Значение величины зазора между валками с и
превышение крайних валков нижнего ряда λ для сталей
|
|
15ХСНД (горячекатанная
или нормализованная)
|
10ХСНД (термообработанная)
|
|
с
|
λ
|
с
|
λ
|
|
8
|
0,8 ... 5,2
|
1,84
|
0 ... 4,8
|
1,58
|
|
12
|
7,2 ... 10,1
|
1,20
|
6,7 ... 9,8
|
1,58
|
|
16
|
12,4 ... 14,6
|
0,92
|
12,0 ... 14,4
|
0,76
|
|
20
|
17,1 ... 18,9
|
0,73
|
16,8 ... 18,7
|
0,63
|
|
24
|
21,6 ... 23,0
|
0,61
|
21,3 ... 22,9
|
0,53
|
|
28
|
25,9 ... 27,2
|
0,53
|
25,7 ... 27,1
|
0,45
|
|
32
|
30,2 ... 31,3
|
0,46
|
30,0 ... 31,2
|
0,39
|
|
36
|
34,4 ... 35,4
|
0,41
|
34.2 ... 35,3
|
0,35
|
|
40
|
38,6 ... 39,4
|
0,37
|
38,4 ... 39,4
|
0,32
|
Скорость правки
листов толщиной 10 ... 20 мм и шириной 1500 ... 2500 мм на листоправильной машине устанавливают в пределах
0,10 ... 0,15 м/с, а листов толщиной 20 ... 50 мм и шириной 2500 ... 4000 мм - 0,06 ... 0,10 м/с.
Таблица А2 - Пределы допустимости правки и гибки стали (по радиусу) в
холодном состоянии
|
Прокат
|
Эскиз
|
Ось, относительно
которой осуществляется правка
|
Правка - предельно допускаемый прогиб, f, мм
|
Гибка - допускаемый минимальный радиус r, мм
|
|
Листовая, универсальная, полосовая, квадратная сталь
|
|
x - x
|

|
25s
|
|
у
- у
|

|
-
|
|
Уголок
|
|
x - x
|

|
45b1
|
|
у
- у
|

|
45b2
|
|
Швеллер
|

|
x - x
|

|
25h
|
|
у
- у
|

|
45b
|
|
Двутавр
|
|
x - x
|
|
25h
|
|
у
- у
|

|
25b
|
|
Гнутосварные профили
|

|
x - x
|

|
30h
|
|
у
- у
|

|
30b
|
|
Трубы, круг
|

|
-
|

|
30d
|
|
Примечания 1 Правку саблевидности универсального и полосового
проката рекомендуется производить термическим способом при любой стреле
выгиба.
2 Минимальный
радиус гибки листовых деталей, воспринимающих только статические нагрузки,
может быть принят равным 12,5s.
3 Формулы для определения стрелы прогиба f при правке стали действительны при
длине хорды, не превышающей 1,5ρ, где ρ - минимальное значение радиуса кривизны.
Обозначение: l - длина отрезка элемента с прогибом одного знака.
|
Таблица A3 - Режимы сверления (рекомендуемые)
|
Материал инструмента
|
Подача мм/об
|
Скорость резания, м/мин,
при стойкости 30 мин
|
Скорость резания, м/мин, при стойкости 60 мин
|
|
Диаметр сверла, мм
|
Диаметр сверла, мм
|
|
15 - 20
|
20 - 25
|
25 - 30
|
15 - 20
|
20 - 25
|
25 - 30
|
|
Сталь с пределом прочности 450 - 520 МПа
|
|
Р6М5
|
0,15
|
16,7
|
19,2
|
21,3
|
14,9
|
17,1
|
19,2
|
|
0,20
|
13,4
|
15,3
|
17,1
|
12,0
|
13,1
|
15,2
|
|
0,25
|
11,4
|
13,1
|
14,6
|
10,3
|
11,7
|
13,1
|
|
0,32
|
9,4
|
10,7
|
11,9
|
8,4
|
9,7
|
10,7
|
|
0,43
|
7,6
|
8,7
|
8,7
|
6,8
|
7,7
|
9,6
|
|
Р9К5
|
0,15
|
18,4
|
21,1
|
23,4
|
16,4
|
18,7
|
21,1
|
|
0,20
|
14,8
|
16,8
|
18,9
|
13,1
|
15,1
|
16,7
|
|
0,25
|
12,6
|
14,4
|
16,0
|
11.3
|
12,9
|
14,4
|
|
0,32
|
10,3
|
11,7
|
13,1
|
9,2
|
10,4
|
11,7
|
|
0,43
|
8,4
|
9,6
|
10,7
|
7,5
|
8,4
|
9,5
|
|
Р18
|
0,15
|
16,9
|
19,4
|
21,5
|
15,2
|
17,4
|
19,4
|
|
0,20
|
13,8
|
15,7
|
17,4
|
12,2
|
14.0
|
15,5
|
|
0,25
|
11,7
|
12,8
|
14,9
|
10,6
|
12,0
|
13.4
|
|
0,32
|
9,6
|
11,1
|
12.2
|
8,7
|
9.8
|
11,1
|
|
0,43
|
7,8
|
8,9
|
11,8
|
7,0
|
8,0
|
9,9
|
|
Сталь с пределом прочности 520 - 650 МПа
|
|
Р6М5
|
0,15
|
16,5
|
19,2
|
21,8
|
14,5
|
16,9
|
19,2
|
|
0,20
|
12,3
|
14,4
|
16,4
|
10,8
|
12,7
|
14,4
|
|
0,25
|
9,9
|
11,5
|
13,1
|
8,7
|
10,1
|
11,5
|
|
0,32
|
7,7
|
9,0
|
10,3
|
6,8
|
7,9
|
9,0
|
|
0.43
|
5,7
|
6,7
|
7,6
|
5,0
|
5,9
|
6,7
|
|
Р9К5
|
0,15
|
18,2
|
21,1
|
24,0
|
15,9
|
18,6
|
21,1
|
|
0,20
|
13,5
|
17,4
|
18,0
|
11,9
|
14,0
|
15,8
|
|
0,25
|
10,9
|
12,7
|
14,4
|
9,6
|
11,1
|
12,7
|
|
0,32
|
8,5
|
9,9
|
11,3
|
7,5
|
6,7
|
9,9
|
|
0,43
|
6,3
|
7,4
|
8,4
|
5,5
|
6,5
|
7,4
|
|
Р18
|
0,15
|
16,8
|
19,5
|
22,1
|
14,8
|
17,3
|
19,5
|
|
0,20
|
12,6
|
14,7
|
16,6
|
11,1
|
12,8
|
14,7
|
|
0,25
|
10,2
|
11,8
|
13,4
|
9,0
|
10,4
|
11,8
|
|
0,32
|
8,0
|
9,4
|
10,6
|
7,1
|
8,3
|
9,3
|
|
0,43
|
6,0
|
6,3
|
7,9
|
5,4
|
6,2
|
7,0
|
|
Примечания 1 Правильность заточки сверл контролируют шаблонами.
2 Станки для образования отверстий следует оборудовать вспомогательными устройствами - столами, стеллажами, пакетировщиками и т.п., обеспечивающими быструю
ориентацию и надежное закрепление деталей.
3 Рабочий инструмент для
сверления (сверла), должны обеспечивать возможность сверления отверстий во
всех применяемых для мостостроения сталях, обладать достаточной
износостойкостью. Для уменьшения усилия резания,
повышения стойкости инструмента следует применять смазочно-охлаждающие жидкости.
|
Таблица А4 - Режимы холодной гибки стали с пределом текучести 400 МПа с учетом пружинения
|
Радиус готового изделия, мм
|
Радиус изгиба при σт = 400 МПа и толщине листа, мм
|
|
10
|
12
|
14
|
16
|
20
|
25
|
32
|
40
|
|
500
|
386
|
400
|
411
|
420
|
433
|
444
|
452
|
461
|
|
1000
|
626
|
675
|
707
|
732
|
772
|
807
|
840
|
866
|
|
1500
|
814
|
878
|
931
|
975
|
1045
|
1110
|
1174
|
1224
|
|
2000
|
950
|
1036
|
1109
|
1171
|
1272
|
1367
|
1465
|
1544
|
|
2500
|
1058
|
1164
|
1254
|
1333
|
1464
|
1590
|
1721
|
1831
|
|
3000
|
1146
|
1269
|
1377
|
1471
|
1629
|
1785
|
1950
|
2091
|
|
3500
|
1220
|
1359
|
1481
|
1589
|
1773
|
1957
|
2156
|
2327
|
|
4000
|
1284
|
1436
|
1572
|
1693
|
1900
|
2111
|
2342
|
2544
|
|
4500
|
1340
|
1504
|
1651
|
1784
|
2014
|
2250
|
2512
|
2743
|
|
5000
|
1388
|
1564
|
1722
|
1863
|
2116
|
2375
|
2667
|
2928
|
|
Примечания 1
Для гибки листового металла по радиусу следует применять симметричные и несимметричные
трех- и четырехвалковые листогибочные
машины. В машинах с симметричной схемой
расположения валков передний и задний края
листа после гибки остаются прямыми на длину,
примерно равную половине расстояния между нижними валками и подгибку
листа в этом случае надлежит предварительно выполнить на прессах или
подкладных листах Машины с асимметричной
схемой расположения валков позволяют защемлять лист между верхним и нижним
валками, что дает возможность практически
без подгибки гнуть один край листа. Для подгибки второго края лист следует
развернуть.
2 Трехвалковые
листогибочные машины с регулировкой валков позволяют производить подгибку
краев листов с обеих сторон за одну установку (без разворота листа).
3 Четырехвалковые
листогибочные машины обеспечивают качественную гибку листа с подгибкой обеих сторон
за одну установку его в машину.
|
Режимы термической резки стального проката
Таблица Б1 - Рекомендуемые режимы машинной газокислородной резки
низколегированной стали
|
Параметры режима резки
|
Способ резки
|
Значения параметров режима при толщине металла, мм
|
|
10
|
16
|
20
|
25
|
32
|
40
|
|
Скорость резки, мм/мин
|
Обычный
|
460
|
350
|
320
|
300
|
280
|
260
|
|
Смыв-процесс
|
1100
|
820
|
660
|
510
|
460
|
370
|
|
С кислородной завесой
|
320 ... 280
|
320 ... 280
|
300 ... 260
|
|
Давление кислорода, МПа
(кгс/см2)
|
Обычный
|
0,4 (4)
|
0,5 (5)
|
0,5 (5)
|
0,5 (5)
|
0,55 (5,5)
|
0,6 (6)
|
|
Смыв-процесс
|
0,6 (6)
|
0,7 (7)
|
0,8 (8)
|
0,8 (8)
|
0,8 (8)
|
0,9 (9)
|
|
С кислородной завесой
|
0,6 (6)
|
0,7 (7)
|
0,7 (7)
|
0,7 - 0,8 (7 - 8)
|
0,8 (8)
|
0,9 (9)
|
|
Давление кислорода завесы МПа (кгс/см2)
|
То же
|
0,04 ... 0,06 (0,4 ... 0,6)
|
0,04 ... 0,08 (0,4 ... 0,8)
|
0,04 ... 0,08 (0,4 ...
0,8)
|
|
Давление ацетилена или газозаменителя МПа (кгс/см2)
|
Обычный
|
Не менее 0,04 (0,4)
|
|
Смыв-процесс
|
Не менее 0,08 (0,8)
|
|
С кислородной завесой
|
Не менее 0,04 (0,4)
|
|
Расход кислорода режущего, подогревающего и завесы, м3/ч
|
Обычный
|
3,3 ... 3,5
|
3,8 ... 4
|
4,9 ... 5,1
|
5,1 ... 5,3
|
5,4 ... 5,3
|
6,4 ... 6,6
|
|
Смыв-процесс
|
14
|
14,5
|
15
|
15,5
|
16
|
17
|
|
С кислородной завесой
|
7 ... 8
|
7 ... 9
|
9 ... 11
|
|
Расход ацетилена, м3/ч
|
Обычный
|
0,4 ... 0,5
|
|
|
Смыв-процесс
|
0.9 ... 1,2
|
|
|
С кислородной завесой
|
0,3 ... 0,4
|
0,3 ... 0,5
|
0,3 ... 0,5
|
|
Расход газозаменителя ацетилена, м3/ч
|
Обычный
|
0,15 ... 0,3
|
|
Смыв-процесс
|
0,5 ... 0,7
|
|
С кислородной завесой
|
0,15 ... 0,3
|
|
Номер внутреннего мундштука
|
Обычный
|
1
|
1
|
1
|
1
|
2
|
2
|
|
С кислородной завесой
|
1
|
I
|
2
|
2
|
3
|
3
|
|
Номер наружного мундштука
|
Обычный
|
1
|
!
|
1
|
1
|
1
|
1
|
|
Расстояние от мундштука до листа, мм
|
Обычный
|
4
|
4
|
4
|
4 ... 5
|
5
|
5
|
|
С кислородной
завесой
|
10 ... 12
|
|
Ширина реза, мм
|
Обычный
|
3
|
3
|
4
|
4
|
4
|
4 ... 5
|
|
Смыв-процесс
|
8 ... 9
|
|
С кислородной завесой
|
4
|
4
|
4 ... 5
|
4 ... 5
|
5
|
5 ... 6
|
|
Примечания 1 Режимы даны для чистоты кислорода
99,5 % (2-й
сорт по ГОСТ
5583). При использовании кислорода 1-го
сорта скорость
резки повышается на 25 %; 3-го сорта - понижается на 10 %.
2 При резке малоуглеродистых сталей
допускается повышать скорость резки на 5 - 10 %.
3 Резка способом
«смыв-процесс» применима только для прямолинейной разделительной резки.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица Б2 - Рекомендуемые режимы машинной плазменно-дуговой резки малоуглеродистых и низколегированных сталей
|
Параметры режима резки
|
Значения параметров режима при толщине металла, мм
|
|
8
|
10
|
12
|
14
|
16
|
20
|
25
|
32
|
|
Сила тока, А
|
270 ... 310
|
|
Напряжение дуги, В при
кислородно-плазменной резке
|
115 ... 120
|
120 ... 125
|
125 ... 130
|
130 ... 135
|
135 ... 140
|
145 ... 150
|
|
Скорость кислородно-плазменной резки, мм/мин
|
2800 ... 3200
|
2400 ... 2700
|
2000 ... 2200
|
1700 ... 1900
|
1500 ... 1700
|
1100 ... 1300
|
1000 ... 1200
|
600 ... 700
|
|
Ширина реза по нижней плоскости листа, мм
|
2,5 ... 3
|
|
Расстояние от реза до разрезаемого листа, мм
|
10 ... 12
|
|
Расход кислорода, м3/ч:
|
|
|
на зажигание
|
0,9 ... 1,2
|
|
на резку
|
4,2 ... 5,4
|
|
Примечания - 1 Режимы резки листов промежуточных толщин определяются интерполяцией.
2 Плазменно-дуговая резка должна
производиться на постоянном токе прямой полярности (минус на электроде).
|
Таблица Б3 - Режимы чистовой машинной газокислородной резки
низколегированного конструкционного проката на газорезательных машинах OMNIMAT
- 4200 фирмы «MESSER» мундштуками CRICUT - 1230/2280 - PMY
|
Показатель режима резки
|
Параметры режимов резки при толщине разрезаемого металла,
мм
|
|
4
|
6
|
8
|
10
|
12
|
14
|
16
|
20
|
25
|
32
|
40
|
50
|
60
|
80
|
100
|
|
Маркировка внутреннего сопла GRICUT 1230
|
3 - 10
|
3 - 10
|
7 - 15
|
7 - 15
|
7 - 15
|
7 - 15
|
15 - 25
|
15 - 25
|
25 - 40
|
25
- 40
|
40 - 60
|
40 - 60
|
60 - 100
|
60 - 100
|
60 - 100
|
|
Давление подогревающего кислорода, бар
|
1,0 ... 2,0
|
1,5 ... 2,5
|
2,5 ... 3,5
|
2.5 ... 3,5
|
2,5 ... 3,5
|
2.5 ... 3,5
|
2,5 ...
3,5
|
2,5 ...
3.5
|
2,5 ... 3,5
|
2,5 ... 3,5
|
2,5 ... 3,5
|
2,5 ... 3,5
|
2,5 ... 3,5
|
2,5 ...
3,5
|
2,5 ... 3,5
|
|
Давление пропан-бутана, бар
|
0,6 ... 0,7
|
0,6 ... 0,7
|
0,6 ... 0,7
|
0,6 ... 0,7
|
0,6 ...
0,7
|
0,6 ...
0,7
|
0,6 ...
0,7
|
0,6 ... 0,7
|
0,6 ... 0,7
|
0,6 ... 0,7
|
0,6 ... 0,7
|
0,6 ... 0,7
|
0,6 ...
0,7
|
0,6 ...
0,7
|
0,6 ... 0,7
|
|
Давление режущего кислорода, бар
|
1,0 ... 2,0
|
2,0 ... 3,0
|
5,0 ... 6,0
|
5,0 ... 6,0
|
5,0 ... 6,0
|
5,0 ... 6,0
|
5,0 ... 6,0
|
5,0 ... 6,0
|
5,0 ... 6,0
|
6,5 ... 7,5
|
6,5 ... 7,5
|
6,5 ...
7,5
|
6,5 ...
7,5
|
7,5 ... 8,0
|
8,5
|
|
Скорость резки, мм/мин
|
700 ... 750
|
650 ... 700
|
600 ... 650
|
600 ... 650
|
520 ... 570
|
490 ... 540
|
460 ... 510
|
430 ... 480
|
380 ... 430
|
330 ... 380
|
300 ... 350
|
300 ... 340
|
300 ... 330
|
270 ... 320
|
270 ... 310
|
|
Зазор между мундштуком и металлом, мм
|
2 ... 4
|
2 ... 4
|
4 ... 5
|
4 ... 5
|
5 ... 8
|
5 ... 8
|
5 ... 8
|
5 ... 10
|
5 ... 10
|
5 ... 10
|
5 ... 10
|
5 ... 10
|
6 ... 10
|
6 ... 10
|
8 ... 12
|
|
Ширина реза, мм
|
0,8 ... 1,0
|
1,0 ... 1,2
|
1,5 ... 1,9
|
1,5 ... 1,9
|
1,7 ... 2,1
|
1,8 ... 2,2
|
1,9 ... 2,3
|
2,0 ... 2,4
|
2,2 ... 2,6
|
2,3 ... 2,7
|
2,6 ... 3,0
|
2,9 ... 3,0
|
2,9 ... 3,0
|
3,5
|
3,5
|
|
Примечания 1 Для всех толщин
подогревательный мундштук
CRICUT 1230 3 - 100 мм.
2 В маркировке внутреннего
сопла цифры означают диапазон толщин разрезаемого металла.
|
Таблица Б4 - Режимы чистовой машинной газокислородной резки Y-образных резов мундштуками CRICUT 8280-PMY на газорезательных машинах фирмы «MESSER»
|
Толщина листа, мм
|
Угол скоса кромок, α°
|
Высота притупления, мм
|
Маркировка внутреннего сопла
|
Маркировка подогревательных мундштуков
|
Расстояние между резаками I - II, мм
|
Давление пропана, бар
|
Давление подогревающего О2, бар
|
Давление режущего O2, бар
|
Скорость резки, мм/мин
|
|
Резак I
|
Резак II
|
|
12
|
30
|
2
|
7 - 15
|
7 - 15
|
3 - 100
|
15
|
0,6
|
4,0
|
6,0
|
460
|
|
12
|
45
|
2
|
5,0
|
6,0
|
340
|
|
16
|
30
|
2
|
15 - 25
|
15 - 25
|
3 - 100
|
4,0
|
6,0
|
380
|
|
16
|
45
|
2
|
5,0
|
6,0
|
340
|
|
20
|
30
|
3
|
15 - 25
|
25
- 40
|
3 - 100
|
5,0
|
6,5
|
350
|
|
20
|
45
|
3
|
5,0
|
6,5
|
290
|
|
25
|
30
|
3
|
25 - 40
|
25 - 40
|
3 - 100
|
5,0
|
7,0
|
320
|
|
25
|
45
|
3
|
5,0
|
7,0
|
270
|
|
32
|
30
|
3
|
25 - 40
|
40 - 60
|
3 - 100
|
5,0
5,0
|
5,0
6,5
|
300
240
|
|
32
|
45
|
3
|
|
40
|
30
|
3
|
40 - 60
|
40 - 60
60 - 100
|
3 - 100
|
5,0
|
7,0
|
290
|
|
40
|
45
|
3
|
5,0
|
6,0
|
210
|
|
50
|
30
|
4
|
40 - 60
|
60 - 100
|
3 - 100
|
5,0
|
7,0
|
270
|
|
50
|
45
|
4
|
5,0
|
7,5
|
190
|
|
Примечания 1 Режимы действительны
для делегированных сталей, а для легированных режимы снизить на 10 %.
2 В таблице приводятся ориентировочные
значения.
3 В маркировке внутреннего
сопла и подогревательных мундштуков цифры означают диапазон толщин разрезаемого металла.
|
Таблица Б5 - Режимы чистовой машинной газокислородной резки
К-образных резов мундштуками CRICUT 8280-PMY на газорезательных машинах фирмы «MESSER»
|
Толщина листа, мм
|
Угол скоса кромок, α°
|
Высота притупления, мм
|
Маркировка внутреннего сопла
|
Маркировка подогревательных мундштуков
|
Расстояние между резаками I - II и II - III, мм
|
Давление пропана, (бар)
|
Давление подогревающего O2, (бар)
|
Давление режущего О2, (бар)
|
Скорость резки, мм/мин
|
|
Резак I
|
Резак II
|
Резак III
|
|
12
|
30
|
2
|
7 - 15
|
7 - 15
|
7 - 15
|
3 - 100
|
8
5
|
1,0
|
4,0
|
6,0
|
440
|
|
12
|
45
|
2
|
15 - 25
|
|
15 - 25
|
5,0
|
6,0
|
320
|
|
14
|
30
|
2
|
15 - 25
|
7 - 15
|
15 - 25
|
3 - 100
|
8
5
|
4,0
|
6,0
|
360
|
|
14
|
45
|
2
|
5,0
|
6,0
|
320
|
|
16
|
30
|
2
|
15 - 25
|
7 - 15
|
15 - 25
|
3 - 100
|
8
5
|
4,0
|
6,0
|
330
|
|
16
|
45
|
2
|
5,0
|
6,0
|
270
|
|
20
|
30
|
3
|
25 - 40
|
15 - 25
|
25 - 40
|
3 - 100
|
8
5
|
5,0
|
7,0
|
330
|
|
20
|
45
|
3
|
5,0
|
6,5
|
270
|
|
25
|
30
|
3
|
25 - 40
|
15 - 25
|
25 - 40
|
3 - 100
|
8
5
|
5,0
|
7,0
|
300
|
|
25
|
45
|
3
|
25 - 40
|
5,0
|
7,0
|
250
|
|
32
|
30
|
3
|
40 - 60
|
25 - 40
|
40 - 60
|
3 - 100
|
8
5
|
5,0
5,0
|
5,0
6,5
|
280
220
|
|
32
|
45
|
3
|
|
40
|
30
|
3
|
40 - 60
|
25 - 40
|
40 - 60
|
3 - 100
|
8
5
|
5,0
|
7,0
|
260
|
|
40
|
45
|
3
|
60 - 100
|
40 - 60
|
60 - 100
|
5,0
|
6,0
|
190
|
|
50
|
30
|
4
|
60 - 100
|
40 - 60
|
60 - 100
|
3 - 100
|
8
5
|
5,0
|
7,0
|
250
|
|
50
|
45
|
4
|
5,0
|
7,5
|
170
|
|
60
|
30
|
4
|
60 - 100
|
40 - 60
|
60 - 100
|
3 - 100
|
8
5
|
5,0
|
7,0
|
230
|
|
60
|
45
|
4
|
5,0
|
8,0
|
150
|
|
Примечания 1
Режимы действительны
для делегированных сталей,
а для легированных режимы
снизить на 10 %.
2 В таблице приводятся ориентировочные значения.
3 Расстояние между мундштуками резаков I и III от 2 до 5 мм.
Средний резак II устанавливать
выше резаков I и III на 15 мм.
4 Подогревающее пламя резаков II и III установить на 1/2, указанных в таблице, давлений
подогревающего кислорода.
5 В маркировке внутреннего
сопла и подогревательных мундштуков цифры означают диапазон толщин разрезаемого
металла.
|
Таблица Б6 - Режимы чистовой машинной лазерной резки проката на
машине «Lasermat»
|
Прокат низколегированный конструкционный для
мостостроения
|
|
Показатель режима резки
|
Параметры режимов резки при толщине разрезаемого
металла, мм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
8
|
10
|
12
|
14
|
16
|
20
|
|
Скорость резки, мм/мин
|
7000
|
4100
|
3600
|
2500
|
2200
|
1900
|
1700
|
1450
|
1250
|
1050
|
800
|
700
|
|
Давление кислорода, бар
|
3,5 ... 4
|
3,5 ... 4
|
2,5 ... 3
|
2 ... 2,5
|
1 ... 1,5
|
0,5 ... 0,8
|
0,5 ... 0,8
|
0,4 ... 0,7
|
0,3 ... 0,6
|
0,3 ... 0,6
|
0,3
... 0,6
|
0,2 ... 0,5
|
|
Время врезки, с
|
1
|
1
|
2
|
2
|
3
|
5
|
7
|
10
|
10
|
15
|
16
|
30
|
|
Нержавеющие хромоникелевые
стали
|
|
Показатель режима резки
|
Параметры режимов резки при толщине разрезаемого металла,
мм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
8
|
10
|
12
|
Биметалл 12
|
|
Скорость резки, мм/мин
|
8500 ... 9000
|
5500 ... 6000
|
3800 ... 4300
|
2000 ... 2500
|
1900 ... 2400
|
1200 ... 1500
|
900 ... 1100
|
700 ... 800
|
450 ... 550
|
800 ... 900
|
|
Давление азота, бар
|
10 ... 14
|
18 ... 22
|
18 ... 22
|
13 ... 17
|
18 ... 22
|
19..23
|
20 ... 24
|
20 ... 24
|
16 ... 20
|
Кислород 0,4 ... 0,7
|
|
Время врезки, с
|
1
|
1
|
1
|
3
|
3
|
6
|
8
|
10
|
12
|
8
|
|
Примечание 1
Время цикла врезки при пирсинге проката низколегированного конструкционного 2 - 4
с.
2 Для фигурных резов с малыми радиусами допускается снижение
скорости резки не 10 %.
3 Параметры лазерной резки для любого
материала выбирают перед резкой из базы данных системы управления конкретной
машины для лазерной резки.
4 Приведенные режимы резки низколегированной
стали соответствуют чистоте кислорода 99,7
%.
5 Ширина реза стали
составляет 0,3 мм.
|
Б8 Технология
ремонта кромок после термической резки электродуговой сваркой
Б8.1 Заварку отдельных выхватов на кромках, глубина которых не превышает 10 мм, выполняют
ручной электродуговой сваркой на флюсо-медной подкладке электродами типа Э50А
марки УОНИИ 13/55 или других марок,
соответствующих типу Э50А. Ток постоянный обратной полярности (плюс на
электроде), диаметр электродов 3 - 4 мм, прокалка по режиму, приведенному в
сертификате. Сила тока I = 100 ... 120 А для электродов
диаметром 3 мм и 170 ... 180 А для диаметра 4 мм.
Б8.2 Кромки выхвата и
прилегающих к нему зон зачищают армированным наждачным кругом с обеих сторон.
Медную пластину жестко
закрепляют снизу. В пластине должна быть канавка глубиной 3 - 4 мм под
сварочный флюс. Флюс насыпают слоем 2 - 3 мм. Ремонтируемую деталь располагают
горизонтально или с наклоном до 30° в сторону кромки.
Б8.3 Разделанный выхват
заваривают слоями снизу вверх с обеспечением проплавления каждого нижележащего слоя и усиления
(выхода наплавленного металла на 2 - 3 мм за пределы кромки и прокатной
поверхности листа). Это усиление затем снимают механической обработкой
заподлицо с кромкой и поверхностями листа и с плавным скруглением углов.
Б8.4 К качеству заварки
выхватов по кромкам предъявляют такие же требования, как и к качеству сварных
соединений. Контроль качества и приемку отремонтированных деталей осуществляют
в соответствии с требованиями настоящего СТО.
Б9 Контроль качества кромок
При машинной термической
(газокислородной, плазменно-дуговой и лазерной) резке металлопроката рекомендуется
проверять твердость и пластичность стали на
кромках.
Проверку выполняют для трёх
групп толщин проката (по три образца на группу):
I - для толщин 10 ... 20 мм;
II - для толщин 25 ... 32 мм;
III - для толщин более 32 мм.
Периодичность проверки: при
освоении заводом термической резки проката из новых марок сталей, а затем по
внутризаводскому графику или по требованию
Мостовой инспекции.
Твердость проверяют на
макрошлифах, изготовленных из контрольных образцов. Макрошлиф изготовляют по кромке
согласно рисунку Б9.1.
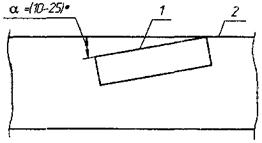
1 - плоскость шлифа; 2
- поверхность кромки после резки
Рисунок Б9.1 - Макрошлиф для определения твёрдости
Величина твердости металла в
зоне, прилегающей к поверхности реза, не должна превышать 400 HV.
Пластичность кромок
проверяется испытаниями контрольных образцов (рисунок Б9.2) на изгиб в холодном состоянии (по ГОСТ 14019).
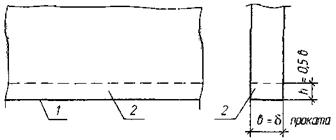
1 - поверхность кромки
после резки; 2 - образец для испытаний на загиб
Рисунок Б9.2 - Порядок изготовления
образца для испытания кромки на пластичность
Результаты испытаний на загиб
считаются положительными, если на поверхности испытуемой кромки, полученной
после машинной термической резки, не появились трещины
при угле загиба на 120°.
Припуски на обработку при разметке деталей
Таблица В1 - Припуски при разметке деталей
|
Назначение припуска
|
Наименование, характеристика
|
Размер припуска, мм
|
|
Ширина реза при термической резке, замеряемая по середине
толщины проката
|
Ручная и машинная, газокислородная
с кислородной завесой и плазменно-дуговая резка при толщине металла, мм:
|
|
|
8 ... 14
|
4,0
|
|
16 ... 32
|
5,0
|
|
40 ... 60
|
6,0
|
|
Машинная чистовая газокислородная резка резаками фирмы MESSER, ESAB, металл
толщиной, мм
|
|
|
8 ... 14
|
2,5
|
|
16 ... 32
|
3,0
|
|
40 ... 60
|
4,0
|
|
Фрезерование торцов
|
На каждый фрезеруемый торец
|
5,0
|
|
Строгание и фрезерование кромок
|
На каждую обрабатываемую кромку после резки на ножницах и ручной термической резки
|
свыше 2,0
|
|
Усадка от сварки
|
Укорочение сварного полотнища от каждого поперечного
стыкового шва при толщине металла, мм:
|
|
|
до 16
|
1,0
|
|
20 ... 40
|
2,0
|
|
50 ... 60
|
3,0
|
|
Укорочение сварного двутавра от четырех продольных
поясных швов катетом 8 мм:
|
|
|
а) при высоте стенки до 1 м и толщине поясов до 25 мм
|
0,1 мм/м
|
|
б) при высоте стенки более 1 м и толщине поясов белее 25 мм
|
0,05 мм/м
|
|
Укорочение балок от приварки пары поперечных ребер с двух
сторон четырьмя угловыми швами:
|
|
|
а) при высоте стенки до 1 м и толщине поясов до 25 мм
|
1,0
|
|
б) при высоте стенки более 1 м и толщине поясов более 25
мм
|
0,5
|
Средства измерений и контроля
Г1 Рулетки измерительные металлические со штриховыми шкалами
по точности не ниже 2-го класса по ГОСТ 7502.
|
Конструкция
|
Типоразмер
|
Допускаемые отклонения
действительной длины (±), мм, не более
|
|
2-й класс
|
|
В закрытом корпусе (РЗ)
|
РЗ-2
|
0,4
|
|
РЗ-5
|
1,0
|
|
РЗ-10
|
1,0
|
|
РЗ-20
|
2,0
|
|
РЗ-30
|
3,0
|
|
РЗ-50
|
5,0
|
|
На крестовине (РК)
|
РК-50
|
5,0
|
|
РК-75
|
7,5
|
|
РК-100
|
10,0
|
|
На вилке (РВ)
|
РВ-20
|
2,0
|
|
РВ-30
|
3,0
|
|
РВ-50
|
5,0
|
|
Порядок измерений:
|
|
|
|
Дециметровые и метровые
|
Все
|
0,3
|
|
Сантиметровые
|
Все
|
0,2
|
|
Миллиметровые
|
Все
|
0,1
|
Г2 Ручные лазерные рулетки
(безотражательные дальномеры)
|
Техническая характеристика
|
Модель
|
|
TruPuiso 200В
|
Disto A2
|
Disto A3
|
Disto A5
|
Disto A6
|
Disto A8
|
|
Точность
|
±30 см
|
±1,5 мм*
|
±1,5 мм
|
±2 мм
|
±1,5 мм
|
|
Дальность, м
|
1000
|
0,05 - 60
|
0,05 - 100
|
0,05 - 200
|
0,2 - 200
|
|
Дисплей
|
LCD в поле
зрения трубы
|
2-строчный
|
4-строчный
|
|
Видоискатель
|
оптическое увеличение 7×
|
нет
|
оптическое увеличение 4×
|
цифровое увеличение 3×
|
|
Угол наклона
|
есть
|
нет
|
есть
|
|
Интерфейс
|
Bluetooth
|
нет
|
Bluetooth
|
нет
|
|
Габариты, мм
|
120×5030
|
124×55×35
|
135×45×31
|
148×84×6
|
148×4×6
|
|
|
Вес, г
|
220
|
152
|
145
|
241
|
270
|
280
|
|
Пыле- и влагозащита
|
IP54
|
Исследования не проводились
|
IР54
|
|
Источник питания
|
2 батарейки АА
|
1 батарейка Крона 9В
|
2 батарейки АА
|
|
Наработка
|
до 7500 измерений*
|
до 5000 измерений
|
до 10000 измерений
|
до 15000 измерений
|
до 15000 измерений*
|
до 5000 измерений
|
|
Рабочая температура, °С
|
-20 - +80
|
-0 - +40
|
-10 - +50
|
|
* Внутри помещений, при хороших условиях видимости, на расстоянии до 12 м.
|
|
|
|
|
|
|
|
|
Г3 Линейки измерительные металлические со
штриховыми шкалами по ГОСТ 427.
|
Длина, мм
|
150
|
300
|
500
|
1000
|
|
Допускаемые отклонения общей длины линеек и расстояния от
любого штриха до начала или конца шкалы, мм
|
±0,1
|
±0,1
|
±0,15
|
±0,2
|
|
Цена деления, мм
|
0,5 и 1
|
0,5 и 1
|
0,5 и 1
|
0,5 и 1
|
|
Отклонение от номинальных значений длин отдельных
сантиметровых делений, мм
|
±0,1
|
±0,1
|
±0,1
|
±0,1
|
|
То же, миллиметровых делений, мм
|
+0,05
|
+0,05
|
+0,05
|
+0,05
|
Г4 Лазерная
линейка

|
Марка
|
LM-63А
|
|
Тип луча
|
прямая линия
|
|
Электропитание, В
|
110/220
|
|
Длина волны, нм
|
635 ± 10
|
|
Выходная мощность, мВт
|
1
|
|
Температура окружающей среды, градусы
|
10 - 45
|
|
Рабочая сила тока, мА
|
40 - 60
|
|
Ширина луча на длине до 5
м, мм
|
2 ± 0,5
|
|
Эффективная длина луча м
|
10
|
|
Размеры (Д×Ш×В), мм
|
113×38×38
|
Г5 Штангенциркули по ГОСТ
166 и штангенглубиномеры
по ГОСТ 162.
Штангенциркули
|
Параметр
|
ШЦ-I, ШЦТ-I
|
ШЦ-II
|
ШЦ-III
|
|
Значение отсчета по нониусу (один нониус), мм
|
0,1
|
0,05
0,1
|
0,1
|
|
Пределы измерений, мм
|
0 ... 125
|
0 ... 160
0 ... 200
0 ... 250
|
0 ... 315, 0 ... 400, 0
... 500, 250 ... 630, 250 ... 800, 320 ... 1000, 500 ...
1250, 500 ... 1600, 800 ... 2000
|
ШЦ-I - двусторонний с глубиномером;
ШЦТ-I - односторонний
с покрытием из твердого сплава, с глубиномером
ШЦ-II - двусторонний (рисунок Г1);
ШЦ-III - односторонний (рисунок Г2).
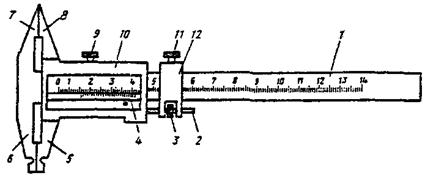
1 - штанга; 2 - микрометрический винт; 3 - гайка; 4 -
нониус; 5 и 6 - губки нижние; 7 и 8 - губки
верхние; 9 и 11 - стопорные винты; 10 - рамка; 12 - хомутик
Рисунок Г1 - Штангенциркуль ШЦ-II с точностью отсчета по нониусу 0,05 мм
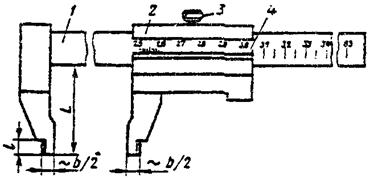
1 - штанга; 2 - рамка; 3 - зажим рамки; 4 -
нониус
Рисунок Г2 - Штангенциркуль ШЦ-III с точностью отсчета по нониусу 0,10 мм
Г6 Штангенглубиномеры
(рисунок Г3) со значениями отсчета по
нониусу 0,05 мм предназначены для измерения глубин до 400 мм. Длина основания
120 мм. Пределы измерений 0 ... 160, 0 ... 200, 0 ... 250, 0 ... 315, 0 ... 400.
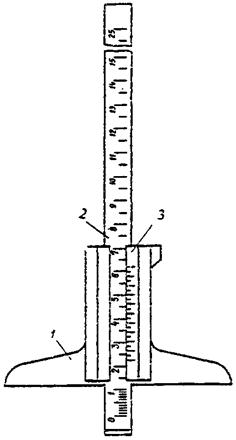
1 - рамка; 2 - штанга;
3 - нониус
Рисунок Г3 - Штангенглубиномер
Г7 Штангенрейсмасы по ГОСТ
164 применяют для измерений и разметки размеров до 2500 мм. Прибор (рисунок Г4) имеет значения отсчета по нониусу
0,05 и 0,1 мм, а также следующие пределы измерений,
мм: 0 ... 250, 40 ... 400, 60 ... 630, 100 ... 1000, 600 ... 1600, 500 ...
2500.
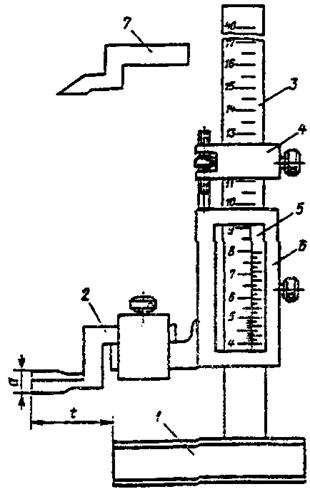
1 - основание; 2 - измерительная ножка; 3 - штанга;
4 - микрометрическая подача; 5 - нониус; 6 - рамка; 7
- разметочная ножка
Рисунок Г4 - Штангенрейсмас
Г8 Микрометры рычажные по ГОСТ 4381
изготовляют с верхним пределом измерений до 2000 мм и отсчетным устройством с
ценой деления 0,002 и 0,01 мм.
Типы рычажных микрометров:
MP - для измерения наружных размеров до 100
мм включительно (рисунок Г5, а);
МРЗ - зубомерные (рисунок Г5, б);
МРИ - с отсчетным устройством
для измерения размеров до 2000 мм (рисунок Г5,
в).
1 - скоба; 2 - подвижная пятка; 3 -
микрометрический винт; 4 - стопор; 5 - стебель; 6 -
барабан; 7 - отсчётное устройство; 8 - теплоизоляционная накладка
Рисунок Г5 - Микрометры рычажные
Основные параметры рычажных микрометров,
мм
|
Тип микрометра
|
Пределы измерений
|
Отсчетное устройство
|
Цена деления барабана микрометра
|
Перемещение микро метрического винта
|
|
цена деления
|
диапазон показаний, не менее
|
|
MP
|
0 ... 25; 25 ... 50; 50 ... 75; 75
... 100
|
0,002
|
±0,14
|
0,01
|
25
|
|
МРЗ
|
0 ... 20
20 ... 45
|
0,002
|
±0,14
|
0,01
|
20
25
|
|
МРИ
|
100 ... 125; 125 ...
150; 150 ... 200; 200 ... 250; 250 ... 300; 300 ... 400; 400 ... 500
|
0,002
|
±0,1
|
0,01
|
25
|
|
300 ... 400; 400 ...
500; 500 ... 600
|
0,01
|
2
|
0,01
|
25
|
|
600 ... 700; 700 ... 800; 800 ... 900; 900 ... 1000
|
0,01
|
5
|
0,01
|
25
|
|
1000 ... 1200; 1200 ... 1400; 1400 ... 1600; 1600 ...
1800; 1800 ... 2000
|
0,01
|
10
|
0,01
|
25
|
Г9 Микрометры с ценой деления 0,01 мм по ГОСТ
6507 изготовляет следующих типов:
МК - гладкие для измерения
наружных размеров, рисунок Г6;
МЛ - листовые с циферблатом
для измерения толщины листов и лент, рисунок Г7;
МТ - трубные для измерения
толщины стенок труб диаметром от 8 мм и более, рисунок Г8;
МЗ -
зубомерные для контроля длины общей нормали зубчатых колес с модулем от 1 мм,
рисунок Г9.
|
|
|
|
1 - скоба; 2 - пятка; 3 - микрометрический винт; 4 - стопор; 5 - стебель; 6 - барабан; 7 - трещотка (фрикцион)
Рисунок Г6 - Микрометр типа МК
|
1 - скоба; 2 - пятка; 3 - микрометрический
винт; 4 - стопор; 5 - стебель; 6 - барабан; 7 -
трещотка (фрикцион)
Рисунок Г8 - Микрометр типа МТ
|
|
|
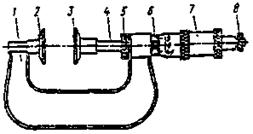
|
|
1 - скоба; 2 - пятка; 3 - микрометрический
винт; 4 - стопор; 5 - стебель; 6 - барабан; 7 - трещотка (фрикцион); 8 - циферблат;
9 - стрелка
Рисунок Г7 - Микрометр типа МЛ
|
1 - скоба; 2 - пятка; 3 - измерительная
губка; 4 - микрометрический винт; 5 - стопор; 6 -
стебель; 7 - барабан; 8 - трещотка (фрикцион)
Рисунок Г9 -
Микрометр типа МЗ
|
Основные параметры микрометров по ГОСТ
6507, мм
|
Тип
|
Пределы измерений
|
Шаг микрометрического винта,
мм
|
Измерительное перемещение
микрометрического винта, мм
|
Измерительное усилие, кН
|
|
МК
|
0 ... 25, 25 ... 50, 50 ... 75,
75 ... 100,
100 ... 125, 125 ... 150, 150 ... 175, 175 ... 200,
200 ... 225, 225 ... 250, 250 ... 275, 275 ... 300,
300 ... 400, 400 ... 500, 500 ... 600
|
0,5
|
25
|
500 ... 900
|
|
МЛ
|
0 ... 5
|
1,0
|
5
|
300 ... 700
|
|
0 ... 10
|
|
10
|
|
|
0 ... 25
|
|
25
|
|
|
МТ
|
0 ... 25
|
0,5
|
25
|
300 ... 700
|
|
МЗ
|
0 ... 25, 25 ... 50, 50 ... 75, 75 ... 100
|
0,5
|
25
|
300 ... 700
|
Г10
Толщиномер ультразвуковой для замера толщины металла
Технические характеристики
|
Характеристика
|
А1207 (А1207С)
|
А1208
|
А1209
|
|
Диапазон измеряемой
толщины (по стали), мм
|
0,8 ... 35
|
0,8 ... 300
|
0,6 ... 300
|
|
Дискретность индикации толщины,
мм
|
0,1
|
0,80 ... 9,99 мм - 0,01
10,0 ... 300 мм - 0,1
|
0,6 ... 20 мм с преобразователем на 10 МГц - 0,1;
0,9 ... 300 мм с преобразователем на 5 МГц - 0,01
|
|
Диапазон настроек скорости ультразвука, м/с
|
1000 ... 9000
|
1000 ... 9000
|
1000 ... 9999
|
|
Диаметр рабочей поверхности преобразователя
|
Не указан
|
Не указан
|
6 мм - на 10 МГц
12 мм - на 5 МГц
|
|
Продолжительность непрерывной
работы от полностью заряженного аккумулятора, ч
|
24
|
35
|
100
|
|
Условия эксплуатации: диапазон рабочих температур, °С
|
минус 30 ... плюс 50
|
минус 30 ... плюс 55 °С
|
минус 20 ... плюс 50
|
|
относительная влажность воздуха
|
85 % при t плюс 25 °С
|
-
|
95 % при t плюс 35 °С
|
|
атмосферное давление, кПа
|
84 ... 107
|
|
84 ... 107
|
|
Габаритные размеры, мм
|
143×26×18
|
120×65×25
|
127×66×30
|
|
Тип дисплея
|
светодиодный
|
светодиодный
|
ж/к
|
|
Масса электронного блока,
г
|
55
|
155
|
330
|
Г10.1
Универсальный шаблон сварщика - УШС-3;
Г10.2 Прибор для замера контакта
шва - KL-2;
Г10.3 Прибор
для ориентировочного определения механических характеристик стали - ПИМ-DB-l.
Г11 Нутромеры
микрометрические по ГОСТ 10
предназначены для измерения диаметров отверстий и других внутренних размеров
более 50 мм. Для увеличения предела измерения нутромера снимают гайку 2
(рисунок Г10) и вместо нее
навинчивают удлинители, входящие в комплект нутромера. Диапазон измерений
нутромеров по ГОСТ 10-88: 50 ...
125, 125 ... 200, 200 ... 325, 325 ... 500,
500 ... 800, 800 ... 1250, 1250 ... 1600, 1600
... 2000, 2000 ... 2500, 2500 ... 3150, 3150 ... 4000, 4000 ... 5000, 5000 ... 6000 мм.
Нутромеры с верхним пределом измерения более
2500 мм должны поставляться с микрометрической головкой, оснащенной индикатором
часового типа класса 0.
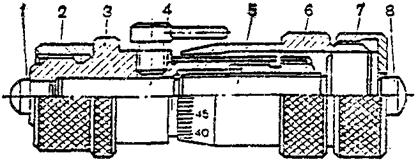
1 - измерительный наконечник; 2 - гайка; 3 -
стебель; 4 - стопор; 5 - микрометрический винт; 6 -
барабан; 7 - установочная гайка; 8 - измерительный наконечник
Рисунок Г10 - Микрометрический нутромер
Г12 Глубиномеры
микрометрические по ГОСТ 7470 используют
для измерения глубин глухих отверстий, пазов, высот и уступов до 150 мм, рисунок Г11.
Г13 Щупы по ТУ 2-034-225-87 используют для
определения величины зазоров с точностью до 0,01
мм. Их изготовляют длиной 100 и 200 мм и шириной 10 мм и толщиной 0,02 ... 1
мм, классы точности 1 и 2, наборы № 1, 2, 3, 4 - для щупов длиной 100 мм. Щупы
длиной 200 мм выпускают отдельными пластинами.
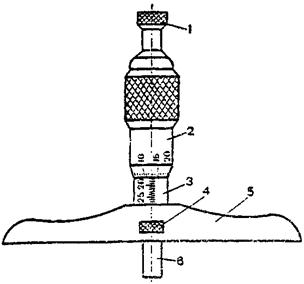
1 - трещотка; 2
- барабан; 3 - стебель; 4
- стопор; 5 -
траверса; 6 - измерительный сменный стержень
Рисунок Г11 - Микрометрический глубиномер
Г14 Линейки поверочные по ГОСТ
8026 изготовляют следующих типов
ЛТ - лекальные трехгранные;
ЛЧ - лекальные
четырехгранные;
ШП - с широкой рабочей
поверхностью прямоугольного сечения;
ШД - с широкой рабочей
поверхностью двутаврового сечения.
Г15
Угольники поверочные 90°
по ГОСТ 3749 типов УЛ -
лекальные, УЛП
- лекальные плоские, УЛЦ - лекальные
цилиндрические, УП - слесарные плоские, УШ - слесарные с широким основанием
(рисунок Г12). Угольники типа УЛЦ
имеют следующие размеры, мм:
Н 160 250 400 630
Д 80 100 125 160.
Г16 Угломеры с нониусом по ГОСТ
5378 применяют для измерения углов и изготавливают двух типов: УН - для
измерения наружных углов от 0 до 180° и внутренних от 40 до 180° (рисунок Г13) с величиной отсчета по нониусу 2
и 5; УМ - для измерения только наружных углов от 0 до 180° (рисунок Г14) с величиной отсчета по нониусу 2',
5', 15'. Цена деления шкалы основания угломеров должна быть 1°.
Основные размеры и классы точности
поверочных линеек
по ГОСТ 8026
|
Тип
|
Эскиз
|
Размер, мм
|
Класс точности
|
|
L
|
В
|
|
ЛТ
|

|
200
|
26
|
0; 1
|
|
320
|
30
|
|
500
|
40
|
|
ЛЧ
|
|
200
|
20
|
0; 1
|
|
320
|
25
|
|
500
|
35
|
|
ШП
|
|
250
|
5
|
0; 1; 2
|
|
400
|
6
|
|
630
|
10
|
|
ШД
|
|
630
|
14
|
|
|
1000
|
16
|
|
|
1600
|
18
|
|
|
2000
|
18
|
0; 1; 2
|
|
2500
|
20
|
|
|
3000
|
20
|
|
|
4000
|
30
|
|
Основные размеры угольников, мм
|
Тип
|
H
|
L
|
|
Тип
|
H
|
L
|
|
УЛ; УЛП; УП; УШ
|
60
|
40
|
|
УП; УШ
|
400
|
250
|
|
100
|
60
|
|
160
|
100
|
|
УЛП; УП; УШ
|
250
|
160
|
|
УШ
|
630
|
400
|
|
1000
|
630
|
|
1600
|
1000
|
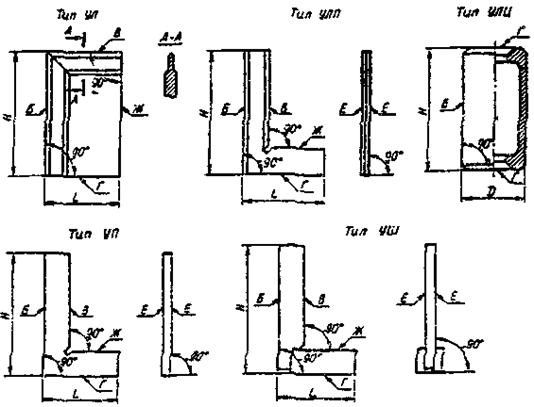
Б, В - измерительные
поверхности угольников; Г, Ж - опорные поверхности; Е - боковые поверхности
Рисунок Г12 - Угольники поверочные
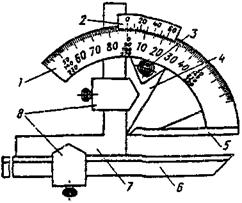
1 - основание; 2 - нониус; 3 - стопор; 4
- сектор; 5 - линейка основания; 6
- линейка съемная; 7 - угольник; 8 - державка
Рисунок Г13 - Угломер УН
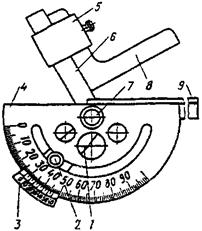
1 - сектор; 2 -
стопор; 3 - нониус; 4 - основание; 5 - державка; 6
- линейка подвижная; 7 - ось; 8 - угольник; 9 - линейка
съемная
Рисунок Г14 - Угломер УМ
Г17 Калибры для
контроля отверстий. Пробки двусторонние с неполными непроходными вставками
показаны на рисунке Г15,а. Ими
контролируют отверстия диаметром 6 ... 50 мм.
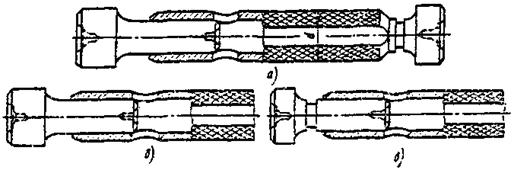
а - двусторонние; б
- проходные, в - непроходные
Рисунок Г15 - Пробка со вставками
Пробки проходные со вставками
(рисунок Г15,б) применяют для контроля
отверстий диаметром 50 ... 75 мм.
Пробки непроходные с неполными
вставками (рисунок Г15,в)
применяют для контроля отверстий диаметром 50
... 100 мм.
Пробки с насадками
двусторонние (рисунок Г16,а),
проходные (рисунок Г16,б)
и непроходные (рисунок Г16,в)
изготовляют для контроля отверстий диаметром 50 ... 100 мм.
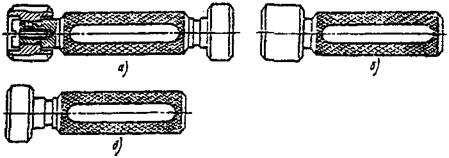
а - двусторонние; б -
проходные, в - непроходные
Рисунок Г16 - Пробки с насадками
Г18.
Геодезический инструмент.
Теодолиты по ГОСТ
10529:
теодолит точный Т-2 (ТБ-1);
теодолит технический Т-15 (Т-30).
Нивелиры по ГОСТ
10528:
нивелир высокоточный Н-2 (НА-1) с комплектом инвентарной
рейки;
нивелир точный Н-3 (НС-4, НВ-1).
нивелир Н-3К МОП по ТУ 3-3.993-77.
Рейка базисная дальномерная.
Рейки 50, 51, 52.
Г19 Измерение твердости
металлов.
Для этой цели применяют
приборы:
- прибор стационарный для
измерения твердости по Виккерсу ТП-7Р-1 с пределами измерения 8 ... 1000 HV.
- прибор переносной для
измерения твердости по Виккерсу ТПП-2 с пределами
измерения 8 ... 1500 HV.
- прибор настольный для
измерения твердости по Роквеллу ТК-2М (ТК-14-250), 2140ТР по ГОСТ 23677.
Таблица перевода твердости металла
(к п. 19 приложения Г)
|
По Виккерсу
|
По Бринеллю
|
По Роквеллу
|
|
По Виккерсу
|
По Бринеллю
|
По Роквеллу
|
|
HV
|
НВ3000
|
HRC
|
|
H
|
НВ3000
|
HRC
|
|
209
|
207
|
18
|
|
401
|
387
|
41
|
|
213
|
212
|
19
|
|
423
|
402
|
43
|
|
217
|
2)7
|
20
|
|
435
|
418
|
44
|
|
221
|
223
|
21
|
|
460
|
430
|
45
|
|
226
|
229
|
22
|
|
474
|
444
|
47
|
|
235
|
235
|
23
|
|
502
|
460
|
48
|
|
240
|
241
|
24
|
|
534
|
477
|
49
|
|
250
|
248
|
25
|
|
551
|
495
|
51
|
|
255
|
255
|
26
|
|
587
|
512
|
52
|
|
261
|
262
|
27
|
|
606
|
532
|
54
|
|
272
|
269
|
28
|
|
649
|
555
|
56
|
|
278
|
277
|
29
|
|
694
|
578
|
58
|
|
285
|
286
|
30
|
|
746
|
600
|
59
|
|
291
|
293
|
31
|
|
803
|
627
|
61
|
|
305
|
302
|
33
|
|
867
|
652
|
63
|
|
312
|
311
|
34
|
|
940
|
-
|
65
|
|
320
|
321
|
35
|
|
1021
|
-
|
67
|
|
335
|
332
|
36
|
|
1114
|
-
|
69
|
|
344
|
340
|
37
|
|
1220
|
-
|
72
|
|
361
|
351
|
38
|
|
|
|
380
|
364
|
39
|
|
|
390
|
375
|
40
|
|

Рисунок Г17 - Электронный тахеометр объединяет в себе возможности
электронного теодолита, электронного высокоточного дальномера и полевого
компьютера
|
Технические характеристики
|
NET 1200
|
|
Точность измерения углов, мин
|
1
|
|
Увеличение, крат
|
30
|
|
Компенсатор/диапазон, с
|
двухосевой, ±3
|
|
Минимальное расстояние фокусирования, м
|
1,3
|
|
Минимальное измеряемое расстояние, м
|
1,3
|
|
Дальность измерения расстояний на одну
призму серии АР, м
|
2000
|
|
Дальность измерения расстояний на
пленочный отражатель, м
|
200
|
|
Дальность измерения расстояний без
отражателя, м
|
40
|
|
Точность измерения расстояний на призму
серии АР, мм
|
±(2 + 2 ∙ 10-6 ∙
D)
|
|
Точность измерения расстояний без
отражателя, мм
|
±(1 + 2 ∙ 10-6 ∙
D)
|
|
Точность измерения расстояний на
пленочный отражатель, м
|
±(0,6 + 2 ∙ 10-6 ∙
D)
|
|
Клавиатура/строк×символов
|
алфавитно-цифровая, 15 клавиш/8×20
|
|
Защита от внешних факторов (пыли, дождя)
|
IP66
|
|
Внутренняя память
|
примерно 10000 точек
|
|
Рабочая температура, °С
|
-10° ... +50°
|
|
Время работы от одного аккумулятора,
часов
|
около 6
|
|
Время заряда одного аккумулятора, часов
|
2
|
|
Масса, кг
|
5,5
|
|
Гарантийный срок, лет
|
2
|
Приложение Д
(рекомендуемое)
Д1 Сварочное оборудование
|
Метод сварки
|
Наименование сварочного оборудования
|
|
Ручная дуговая
|
а) ВД-306Д, ВД-306ДК
б) ВД-313 с шунтовым
регулированием
в) ВД-306С1 - с раздвигающимися обмотками
г) КСУ-320 - конвертор сварочный универсальный для применения с
ВДМ-1202С
д) инверторы: STICK 350 CEL; PICO 300; Т220 АС/ДС
|
|
Механизированная под флюсом
|
а) ПДГО-601 (разъем А-1231) с ВДУ-511 с горелкой A-1231-5Ф2;
б) ПДГО-601 (разъем А-1231) с ВС-600 с горелкой
А-1231-5Ф2;
в) инверторного типа: FLEX-400, «Megatronik» и др.
|
|
Механизированная в смеси защитных газов
|
а) ПДГО-511 с ВД-506ДК с горелкой для сварки металлопорошковой проволокой;
б) ПДГО-511 с ВДУ-511 с горелкой для сварки металлопорошковой проволокой и проволокой сплошного сечения
диаметром до 1,6 мм;
в) ПДГО-510 с ВДУ-511 с горелкой для сварки металлопорошковой проволокой и
проволокой сплошного сечения диаметром до 1,6 мм (усиленная версия);
г) ПДГО-601 с ВС-600 с горелкой для сварки проволокой сплошного сечения диаметром до 2 мм;
д) сварочное оборудование инверторного типа: FALTIG-400 AC/ДС, SINER
MIG-401
|
|
Автоматическая под
флюсом (Iсв ≤ 750 А)
|
а) ТС-16 с ВДУ-1250;
б) АДФ-1250 с ВДУ-1250
|
|
в) ТС-30 с ВДУ-1250;
г) ТС-17МУ с ВДУ-1250;
д) АДФ-1002 с ВДУ-1250
|
|
Автоматическая под флюсом (Iсв до
950 А), в т.ч. с МХП
|
а) ТС-16 с ВДУ-1204 К (Калининградского завода электросварочного
оборудования - «ЭСВА»)
|
|
б) ТС-30 с ВДМ-1201 (ВДМ-1601) и 6РБ306
в) ТС-17МУ с ВДМ-1201 (ВДМ-1601) и 6РБ306
г) АДФ-1002 с ВДМ-1201
(ВДМ-1601) и 6РБ306
|
|
Вертикальная автоматическая
с принудительным формированием шва
|
А-1150У (порошковая проволока) с ВДУ-505, ВДУ-506,
ВДУ-601
А-1150У-2
(«расщепленным» электродом) с ВДУ-505, ВДУ-506,
ВДУ-601
|
|
Вертикальная механизированная с принудительным
формированием шва
|
А-681М («коротыш») с ВДУ
-505, ВДУ-506, ВДУ-601
|
Таблица Д2 - Домкраты гидравлические
Домкраты
универсальные
|
Модель
|
Грузоподъемность, т
|
Ход штока, мм
|
Рабочий объем
см3
|
Масса (кг)
|
Рекомендуемый насос
|
|
ДУ5П100
|
5,6
|
100
|
80
|
1,9
|
НРГ-7004
|
|
ДУ10П100
|
11,1
|
100
|
167
|
3,6
|
НРГ-7004
|
|
ДУ10П150
|
11,1
|
150
|
238
|
4
|
НРГ-7004
|
|
ДУ15П250
|
14,1
|
250
|
490
|
9,8
|
НРГ-7010; НЭР-0,8И10Т1
|
|
ДУ20П100
|
23,2
|
100
|
332
|
8,5
|
НРГ-7020; НЭР-0,8И10Т1
|
|
ДУ20П150
|
23,2
|
150
|
498
|
10,2
|
НРГ-7020; НЭР-0,8И10Т1
|
|
ДУ20П360
|
22,2
|
360
|
1122
|
19,4
|
НРГ-7020; НЭР-0,8И10Т1
|
|
ДУ35П50
|
35,2
|
50
|
251
|
10,5
|
НРГ-7004; НЭР-0,8И10Т1
|
|
ДУ35П150
|
35,2
|
150
|
754
|
16
|
НРГ-7010; НЭР-0,8И10Т1
|
|
ГЦ35/250
|
35,2
|
250
|
1256
|
22
|
НРГ-7020; НЭР-0,8И10Т1
|
|
ГЦ50/250
|
44,5
|
250
|
1590
|
24
|
НРГ-7035; НЭР-0,8И10Т1
|
|
ДУ50П50
|
55
|
50
|
393
|
15
|
НРГ-7010; НЭР-0,8И10Т1
|
|
ДУ50П150
|
55
|
150
|
1180
|
23,9
|
НРГ-7020; НЭР-0,8И10Т1
|
|
ДУ100П50
|
107,8
|
50
|
770
|
25,7
|
НРГ-7010; НЭР-0,8И10Т1
|
|
ДУ100П150
|
107,8
|
150
|
2310
|
42,8
|
НРГ-7035; НЭР-0,8И10Т1
|
Домкраты автономные
|
Модель
|
Грузоподъемность, т
|
Ход штока + вылет винта, мм
|
Рабочий объем, см3
|
Масса, кг
|
|
ДА2М130
|
2
|
130 + 50
|
59
|
2,9
|
|
ДА5М150
|
5
|
150 + 70
|
153
|
4,7
|
|
ДА12М200
|
12
|
200 + 130
|
393
|
9,9
|
|
ДА20М150В
|
20
|
150 + 80
|
460
|
12,2
|
|
ДА251М160
|
25
|
160 + 0
|
804
|
17,7
|
|
ДА251М160
|
30
|
165 + 0
|
653
|
19,4
|
Домкраты телескопические
|
Модель
|
Грузоподъемность, т
|
Ход штока, мм
|
Масса, кг
|
Рекомендуемый насос
|
|
1-я ступень
|
2-я ступень
|
1-я ступень
|
2-х ступень
|
|
ДМ-40
|
35
|
18
|
35
|
35
|
7,1
|
НРГ-7004
|
|
ДТ60Г500
|
120
|
60
|
240
|
255
|
71
|
НРГ-8080; НЭР-0,8И10Т1
|
Методы и объёмы испытаний контрольных сварных
технологических проб. Организация неразрушающего контроля качества сварки
Е1 Методы и объёмы испытаний контрольных сварных технологических
проб
Е1.1 Для проверки качества каждой партии сварочных материалов,
поступивших на завод, и при необходимости корректировки применяемых на заводе
технологий и режимов сварки следует проводить испытания контрольных сварных
технологических проб с определением механических свойств металла шва и
соединений согласно указаниям 11.10
настоящего СТО.
Е1.2 При испытании стыковых
соединений на контрольных пробах определяют:
а) по металлу шва - предел
текучести σт, временное сопротивление σв, относительное удлинение δ5;
б) по сварному соединению -
временное сопротивление, угол статического загиба, ударную вязкость по оси шва
и по линии сплавления KCU,
твердость HV.
При испытании угловых и тавровых соединений на контрольных пробах определяют:
а) твердость по Виккерсу (HV) сварного соединения при любых катетах
швов;
б) предел
текучести, временное сопротивление и
относительное удлинение для швов с катетами 12
мм и больше на образцах типа I - V по ГОСТ 6996.
При испытании стыковых
соединений двухслойной коррозионно-стойкой стали на контрольных сварных технологических
пробах определяют:
а) по металлу шва основного
слоя стали 09Г2С - предел текучести, временное сопротивление и относительное
удлинение;
б) по сварному соединению -
временное сопротивление, угол статического загиба на образце с поперечным швом
при расположении плакирующего слоя внутри, ударную вязкость по оси шва, твердость - по зонам соединения.
На макрошлифах, сделанных для
замера твердости, вырезанных из контрольных сварных стыковых и тавровых
технологических проб, проверяется также обеспечение требуемого проектом проплавления соединяемых деталей, коэффициент формы провара, наличие
или отсутствие макротрещин и твердость HV. Глубина провара основного металла в швах тавровых, угловых и
нахлёсточных соединений должна быть не менее 1 мм.
Изготовление образцов и
определение механических свойств контрольных сварных технологических проб производится в
соответствии с ГОСТ 6996.
Е1.3 Для
стыковых соединений контрольные технологические пробы сваривают из листа толщиной 14 и 25 мм.
Контрольные угловые и
тавровые соединения должны изготавливаться из металла максимальных и
минимальных толщин, используемых при изготовлении конструкций, в сочетании с
проектными катетами углового шва, которые обеспечивают получение максимальных и
минимальных скоростей охлаждения.
E1.4 Сварку контрольных проб выполняют
аттестованные на I уровень сварщики в присутствии
руководителя сварочных работ и представителя Мостовой инспекции с оформлением Акта по форме, указанной в
приложении К
настоящего СТО. Контрольные сварные пробы маркируют, контролируют внешним
осмотром, а стыковые, кроме того, проходят ультразвуковой контроль, после чего
изготавливают по ГОСТ 6996 соответствующие образцы, маркируют их и отправляют на испытания.
По результатам испытаний
заводу должны быть выданы заключения о возможности применения конкретных партий
сварочных материалов и применяемой технологии сварки, а также протоколы
испытаний по каждой сварной технологической пробе.
Е1.5 Заготовки
для образцов следует вырезать из специально изготовленных контрольных
технологических проб, которые полностью повторяют реальные цеховые условия
сварки элементов (сочетания толщин металла,
подготовка кромок, основные и сварочные материалы, режимы сварки).
Рекомендуется длину пластин
для контрольных сварных стыковых технологических проб принимать равной 1000 мм, но не менее 700 мм.
Ширина каждой пластины должна быть:
250 мм при толщине металла 14 мм;
300 мм при толщине металла 25
мм.
E1.6 Для определения
механических свойств должны изготавливаться образцы согласно ГОСТ 6996.
По каждому виду испытаний должно быть изготовлено не менее 3 образцов, а для
испытаний на ударный изгиб - по 6 образцов с надрезом по оси шва и по линии
сплавления.
Е1.7 Для испытания на
статическое растяжение изготавливают:
цилиндрические образцы типа I и II (рисунок Е1, таблица Е1).
плоские образцы
типа XII или XIII (рисунок Е2, таблица Е2).
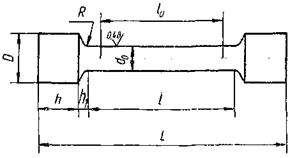
Рисунок Е1 - Образец для испытания металла шва на статическое
растяжение
Таблица Е1 Размеры в мм
|
Тип образца
|
d0
|
K
|
D
|
h
|
h1
|
R
|
l0
|
i
|
L
|
|
I
|
3 ± 0,1
|
0,03
|
6
|
4
|
2,0
|
1,0
|
15
|
18
|
30 ± 1
|
|
II
|
6 ± 0,1
|
0,03
|
12
|
10
|
2:5
|
1,5
|
30
|
36
|
61 ± 1
|
|
Примечание - Здесь K - допускаемая разность наибольшего и наименьшего
диаметров на длине рабочей части образца.
|
Таблица Е2
Размеры в мм
|
Толщина основного металла
|
Ширина рабочей части образца,
b
|
Ширина захватной части образца,
b1
|
Длина рабочей части образца,
l
|
Общая длина образца, L
|
|
От 10 до 25
|
25 ± 0,5
|
35
|
100
|
L = l + 2h
|
|
Примечание - Длину захватной части образца h устанавливают в зависимости от конструкции испытательной
машины.
|
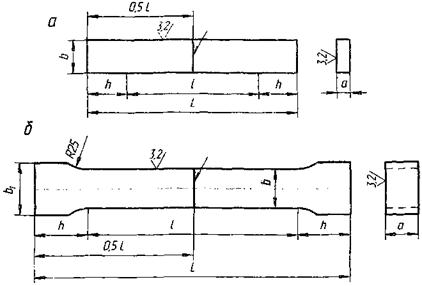
а - образец XII типа; б -
образец XIII типа
Рисунок Е2 - Образцы для определения равнопрочности сварного соединения при
растяжении
Е1.8 На статический изгиб с
поперечным швом изготавливают образцы типа XXVII
(рисунок Е3, таблица Е3)
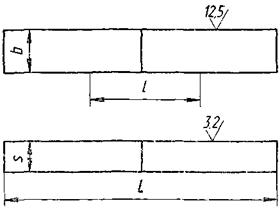
Рисунок Е3 - Образец для испытания
сварного соединения на статический изгиб
Таблица E3 Размеры в мм
|
Тип образца
|
Толщина основного металла, S
|
Ширина образца, b
|
Общая длина образца, L
|
Длина рабочей части образца, l
|
|
XXVII
|
до 50
|
1,5S, но не менее 10 мм
|
2,5D + 80
|
L/3
|
|
Примечание - Здесь D - диаметр оправки в мм.
|
E1.9 Для испытания на ударный изгиб изготавливают образцы типов
VI или VII по
ГОСТ 6996
(рисунок Е4). Надрезы располагают
по оси шва и по линии сплавления со стороны облицовочного прохода в шве,
выполненном односторонней сваркой, или со стороны, заваренной последней, при
двусторонней сварке.
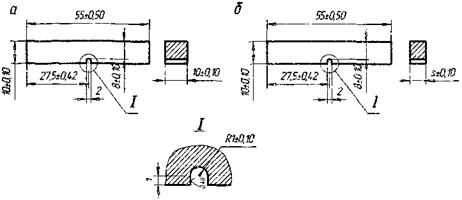
а - образец для металла шва
толщиной 10 мм и более; б - образец для
металла шва толщиной менее 10 мм
Рисунок Е4 - Образцы для испытания металла
шва, зоны термического влияния (в различных участках) на ударный изгиб
Заготовки для образцов со
стороны расположения надреза обрабатывают фрезерованием на глубину не более 1
мм от поверхности проката.
Разметку для нанесения надреза
по оси шва и по линии сплавления производят по макрошлифам, изготовленным на
боковых гранях сечением 10×10 мм, обработанных шлифованием
с чистотой поверхности не ниже Ra0,4.
Надрезы на образцах Менаже
надлежит выполнять способами, обеспечивающими строгое соблюдение геометрии
надреза по ГОСТ 6996
для автодорожных, городских и пешеходных мостов. Для железнодорожных и совмещенных мостов
надрезы выполняют специальными дисковыми фрезами.
При разметке и выполнении
надреза по линии сплавления необходимо, чтобы основание надреза упиралось в
линию сплавления шва с основным металлом на глубине 2 мм от верхней плоскости
образца на его
обеих боковых гранях. Образцы, не удовлетворяющие данному требованию, к
испытаниям не допускаются.
При автоматической сварке
вертикальных (наклонных) стыковых технологических проб с принудительным
формированием шва в медных охлаждаемых ползунах, надрезы в образцах Менаже их этих проб
располагают вдоль толщины листа (см. рисунок 15 ГОСТ 6996).
Е1.10 Для изготовления
макрошлифов и замеров твердости металла сварного соединения вырезают темплеты,
включающие металл шва, околошовную зону и основной металл (рисунок Е5).
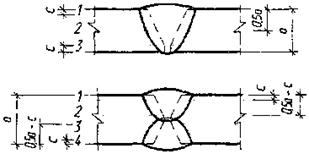
а - толщина основного
металла, мм; с - от 2 до 4 мм
Рисунок Е5 - Образцы для определения
твердости сварного соединения
E1.11 Схема вырезки образцов
из контрольных сварных технологических проб приведена на рисунке Е6. Окончательную обработку образцов
следует выполнять механическим способом с принятием мер, предупреждающих
поверхностное упрочнение или чрезмерный нагрев металла. На поверхности образца
не должно быть рисок или надрезов, расположенных поперек его продольной оси.
1 - образцы на ударный изгиб; 2 - макрошлифы; 3
- цилиндрические образцы; 4 - плоско-разрывные образцы; 5 - гибовые
образцы
Рисунок Е6 - Схема вырезки образцов из
стыкового соединения. Резка образцов на ножницах не допускается.
При вырезке образцов газовой
резкой необходимо предусмотреть припуски, исключающие влияние теплового воздействия на металл шва и
околошовной зоны: не менее 8 мм при толщине металла 14 мм и не менее 14 мм при
толщине металла 25 мм от рабочей части каждого образца.
Усиление шва в плоских
образцах должно сниматься заподлицо с основным металлом
механическим способом с двух сторон в направлении поперек шва.
Е1.12 Перед испытанием все
готовые образцы должны быть тщательно осмотрены, замерены, замаркированы. На
образцах не должно быть видимых дефектов
сварки (пор, шлаковых включений, непроваров, подрезов, трещин), грубых рисок от
обработки, выводящих образец за указанный класс чистоты поверхности, перекоса
головок, изгиба, неправильного расположения
надреза и отступлений по размерам. Образцы с указанными дефектами бракуют и
заменяют новыми.
E1.13 Проведение испытаний на
растяжение, статический и ударный изгиб, точность измерения образцов,
соблюдение требований к испытательным машинам, обмер образцов после испытаний,
подсчет результатов испытаний и определение механических характеристик должны соответствовать:
а) при испытании на
статическое растяжение при нормальной температуре - ГОСТ 1497; ГОСТ 6996;
б) при испытании на
статический изгиб - ГОСТ 14019 и ГОСТ 6996;
в) при испытаниях на ударный
изгиб (ударную вязкость) - ГОСТ
9454, ГОСТ 6996.
При оценке ударной вязкости
по металлу шва и по линии сплавления сварных соединений результаты испытаний
считаются положительными, если значения ударной вязкости
по каждому образцу получены не менее 29 Дж/см2.
При этом у одного из шести образцов с надрезом по линии сплавления допускается значение
ударной вязкости не менее 24 Дж/см2.
Снижение ударной вязкости менее 29 Дж/см2
у образцов с надрезом по оси шва не
допускается. При невыполнении указанного условия проводятся повторные испытания
на удвоенном количестве образцов. При повторных испытаниях на образцах с
надрезом по линии сплавления допускается
значение ударной вязкости не менее 24 Дж/см2 у двух из 12 испытанных
образцов. Для образцов с надрезом по оси шва снижение ударной вязкости при
повторных испытаниях не допускается.
Результат повторных испытаний
является окончательным.
Е1.14 Твердость металла
сварного соединения замеряют на макрошлифах, включающих металл шва, зону
термического влияния и основной металл. При подготовке поверхности шлифа необходимо
принимать меры против возможного изменения твердости
испытуемого образца вследствие нагрева или наклепа поверхности при механической обработке.
Твердость измеряют по
Виккерсу ГОСТ 2999
или по Роквеллу
ГОСТ 9013 на
приборах, допущенных к работе госповерителем. Класс шероховатости по ГОСТ 2789
измеряемой поверхности макрошлифов образцов должен быть не ниже 10 (Rz0,4 ... 0,8) при измерении
по Виккерсу и не ниже 6 (Rz6,3 ... 10) при измерении по Роквеллу. Сопоставление единиц
твердости по Виккерсу, Роквеллу и Бринеллю приведено в приложении Г, п.
19.
Замеры твердости следует
производить по схемам, представленным на рисунке Е5; число точек по намеченным линиям при замерах
твердости каждой
зоны (шва, зоны термического влияния, включая линию сплавления, основного
металла) должно быть не менее четырех.
Е1.15 Испытания образцов сварных соединений на статическое
растяжение считаются недействительными:
- при разрыве образца по
кернам (рискам), если при этом какая-либо характеристика по своей величине не
отвечает установленным требованиям;
- при разрыве образца в захватах
испытательной машины или за пределами расчетной длины (при определении
относительного удлинения):
- при образовании двух и более мест разрыва;
- при разрыве образца по
дефекту;
- при обнаружении ошибок в
проведении испытаний или записи результатов испытаний.
В указанных случаях испытание
должно быть повторено на изготовленных от той же партии образцах. Число
дополнительных образцов должно соответствовать числу недействительных испытаний. При
удовлетворительных результатах испытаний (по нормативным требованиям к
механическим свойствам) наличие шлаковых включений, пор в изломе образца в
пределах допусков по таблице 29 не
является браковочным признаком.
Наличие трещин в изломе
образца при всех условиях является браковочным признаком.
При неудовлетворительных
результатах испытаний по одному или нескольким показателям свойств или образцов
испытания повторяют по этим же показателям на удвоенном количестве образцов.
Если и при этом результаты испытаний окажутся неудовлетворительными, то режимы
сварки соединений или сварочные материалы должны быть
признаны непригодными. Причины отклонений должны быть установлены проверкой
качеству основного металла, флюса, сварочной
проволоки, электродов, а также проверкой режимов сварки. Проверку проводят
сваркой технологических проб с применением сварочных материалов других партий и плавок.
До выяснения причин
отклонений механических свойств заводских сварных соединений применение
проверяемой технологии сварки (конкретной партии сварочных материалов и режимов
сварки) для изготовления мостовых конструкций должно быть приостановлено.
Е1.16 Механические свойства
сварных стыковых соединений должны удовлетворять требованиям 10.4 настоящего СТО.
Е1.17 По требованию заказчика
или проектной организации проверяют химический состав металла заводских сварных
швов. Проба для определения химического состава может быть взята из любой части шва на
расстоянии не меньше 50 мм от начала шва и 100 мм от конца шва. Разрешается
брать пробу из швов образцов, сваренных для определения механических свойств.
Перед взятием пробы поверхность металла должна быть тщательно очищена от
противокоррозионных покрытий, масла, ржавчины, окалины и других загрязнений.
На шве керном намечают
границы для взятия пробы. Границы должны отстоять от линии сплавления на
расстоянии 2,5 - 3 мм. Для установления контура при взятии пробы торцы
вырезанных швов шлифуют и протравливают.
Отбор проб для химического
анализа (взятие стружки) возможен сверлением, строганием или фрезерованием. При
этом следует пользоваться сухим и чистым инструментом, который не должен
крошиться. Стружка при отборе проб должна быть как можно мельче; брать ее надо
в количестве 50 г.
Химический анализ металла
сварных швов и основного металлопроката рекомендуется выполнять методом
спектрального анализа по ГОСТ
22536.0. Определять химический состав металла заводских сварных швов и
выдавать заключения по результатам анализа имеют право организации, указанные в Е1.4 настоящего Приложения.
Вместе с данными по
химическому составу металла швов и основного металлопроката следует указывать
химический состав стали и сварочной проволоки по сертификатам
заводов-изготовителей, а также марку флюса, применяемого при сварке контрольных
технологических проб.
Е2 Организация
неразрушающего контроля качества швов
Е2.1 Приемочный контроль
качества сварных швов неразрушающими методами
контроля выполняют специалисты лаборатории неразрушающего контроля качества (ЛКК).
ЛКК подчиняется
непосредственно главному инженеру завода и в своей деятельности должна быть
независима от руководства цехов и участков, осуществляющих сборочно-сварочные работы. Лаборатория должна быть аттестована в
независимых органах неразрушающего контроля, имеющих аккредитацию ОАО «НТЦ
«Промышленная безопасность» на право выполнения работ на объектах по п. 7.1 перечня объектов по ПБ
03-372-00 (Металлоконструкции технических устройств, зданий и сооружений).
Е2.2 ЛКК организуется и
действует на основании «Положения о ЛКК», утвержденного главным инженером
предприятия. В «Положении о ЛКК» должны быть, в частности, оговорены:
- задачи и функции ЛКК;
- права, обязанности,
функции, ответственность работников ЛКК;
- перечень закрепленных за
ЛКК методов контроля;
- перечень нормативной
документации, которой руководствуется ЛКК в своей деятельности;
- порядок эксплуатации,
поверки (калибровки) и хранения средств неразрушающего контроля и другого
оборудования ЛКК;
- порядок оформления
результатов контроля и передачи результатов контроля для выработки решений об
устранении выявленных дефектов;
- порядок ведения и хранения
архива результатов
контроля;
- порядок представления
ведомостей (заявок) на ультразвуковой и радиографический контроль сварных швов.
Е2.3 Администрация завода
должна выделить для ЛКК соответствующее помещение для хранения, ревизии и
текущего ремонта измерительного инструмента, дефектоскопов и преобразователей,
проведения подготовительных к контролю работ, оформления документации. Персоналу ЛКК должна
выдаваться спецодежда.
Помещение ЛКК должно быть
оборудовано:
- проводкой сети переменного
тока;
- стабилизатором питающего напряжения;
- шиной заземления;
- шкафами для повседневной, а
также рабочей одежды и обуви;
- стеллажами и шкафами для
размещения и хранения измерительного инструмента, аппаратуры, образцов,
запасных частей,
документации.
Помещение должно быть
оснащено:
- ультразвуковыми
дефектоскопами и, при необходимости, рентгено- и гаммаграфической аппаратурой;
- комплектами стандартных
образцов предприятия (СОП);
- вспомогательными
приспособлениями для сканирования сварных соединений и измерения характеристик
выявленных дефектов;
- специальной справочной
литературой и технической документацией;
- электроизмерительной и
радиотехнической аппаратурой, запасными частями и комплектующими изделиями для
текущего ремонта и проверки дефектоскопов;
- слесарным и радиомонтажным
инструментом;
- емкостями для приготовления
и хранения контактирующей жидкости;
- тележками для установки и
транспортировки дефектоскопической аппаратуры;
- канцелярскими
принадлежностями;
- обтирочным материалом и
контактирующими жидкостями.
Е2.4 Необходимое в ЛКК число
дефектоскопов обуславливается числом бригад, функционирующих в ЛКК, и
выбирается по таблице Е4.
Таблица Е4
При наличии в
подразделении более пяти дефектоскопов рекомендуется организовать участок
текущего ремонта дефектоскопов и преобразователей.
Е2.5 При контроле в условиях
завода:
- температура воздуха в зоне
контроля должна быть не ниже плюс 5 °С;
- вблизи места контроля не
должно быть ярких источников света (работ по электросварке, резке и т.п.);
- контроль не должен
проводиться одновременно с работами, загрязняющими воздух и вызывающими
вибрацию контролируемого соединения;
- должны быть приняты меры к
защите экрана дефектоскопа при работе в дневное время или при основном
искусственном освещении от попадания прямого света;
- при необходимости должны
быть оборудованы леса и подмости, обеспечивающие удобное взаимное расположение
дефектоскописта, аппаратуры и контролируемого соединения.
Требования представителей ЛКК
по созданию условий, необходимых для обеспечения надежности контроля, являются
обязательными для исполнения.
Е2.6 Ультразвуковой контроль
заводских сварных соединений должен проводиться звеном из двух дефектоскопистов. Допускается выполнение контроля одним
дефектоскопистом, если при этом гарантируется безопасность работы и достоверность результатов контроля.
Е2.7 Швы, проверенные каждым
звеном (дефектоскопистом) за смену, должны подвергаться выборочному
инспекционному ультразвуковому контролю в объеме 5 %, но не менее одного
соединения. Инспекционный контроль выполняет дефектоскопист более высокого разряда или уровня квалификации. В случае
обнаружения при инспекционном контроле неправильной оценки качества сварные швы, проверенные данным звеном (дефектоскопистом), должны
быть подвергнуты этим звеном повторному контролю с выдачей новых заключений.