|
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND
CERTIFICATION |
|
|
ГОСТ |
|
Единая система защиты от коррозии и старения
ВОДА ДЛЯ ГАЛЬВАНИЧЕСКОГО
ПРОИЗВОДСТВА И СХЕМЫ ПРОМЫВОК
Общие требования
|
|
Москва |
Единая система защиты от коррозии и старения
ВОДА ДЛЯ ГАЛЬВАНИЧЕСКОГО ПРОИЗВОДСТВА И СХЕМЫ ПРОМЫВОК
Общие требования
Unified system of corrosion and
ageing protection. Water for galvanic production and washing schemes. General
requirements
Дата введения - 1991-07-01
Настоящий стандарт распространяется на техническую воду для гальванического производства и устанавливает общие требования к качеству воды, способам ее рационального использования и применению маловодных и малоотходных схем промывок.
Выполнение требований стандарта обеспечивает сокращение расхода воды, реагентов при обезвреживании гальваностоков и снижение нагрузки на очистные сооружения.
Требования стандарта в части разделов 1 - 3, 5 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1 Общие требования к воде
1.1 Техническая вода, используемая для промывки изделий, деталей и приготовления электролитов и растворов в гальваническом производстве, должна быть безопасной в эпидемиологическом отношении и химически инертной к покрытию.
1.2 Физико-химические показатели воды, используемой в гальваническом производстве, должны удовлетворять требованиям таблицы 1.
|
Наименование показателя |
Норма для категории |
Метод испытания |
||
|
1 |
2 |
3 |
||
|
1 Водородный показатель pH |
6,0 - 9,0 |
6,5 - 8,5 |
5,4 - 6,6 |
Измеряют на pH-метре любой модели со стеклянным электродом с погрешностью измерений ±0,1 |
|
2 Сухой остаток, мг/дм3, не более |
1000 |
400 |
5,0* |
|
|
3 Жесткость общая, мг-экв/дм3, не более |
7,0 |
6,0 |
0,35* |
|
|
4 Мутность по стандартной шкале, мг/дм3, не более |
2,0 |
1,5 |
- |
|
|
5 Сульфаты |
500 |
50 |
0,5* |
|
|
6 Хлориды |
350 |
35 |
0,02* |
|
|
7 Нитраты |
45 |
15 |
0,2* |
|
|
8 Фосфаты |
30 |
3,5 |
1,0 |
|
|
9 Аммиак, мг/дм3, не более |
10 |
5,0 |
0,02* |
|
|
10 Нефтепродукты, мг/дм3 не более |
0,5 |
0,3 |
- |
Контроль проводят по действующим методикам, утвержденным в установленном порядке |
|
11 Химическая потребность в кислороде, мг/дм3, не более |
150 |
50 |
- |
То же |
|
12 Остаточный хлор, мг/дм3, не более |
1,7 |
1,7 |
- |
|
|
13 Поверхностно-активные вещества (сумма анионных и неионогенных), мг/дм3, не более |
5,0 |
1,0 |
- |
Контроль проводят по действующим методикам, утвержденным в установленном порядке |
|
14 Ионы тяжелых металлов, мг/дм3, не более: |
15 |
5,0 |
0,4 |
|
|
железо |
0,3 |
0,1 |
0,05 |
|
|
медь |
1,0 |
0,3 |
0,02 |
|
|
никель |
5,0 |
1,0 |
- |
Контроль проводят по действующим методикам, утвержденным в установленном порядке |
|
цинк |
5,0 |
1,5 |
0,2* |
|
|
хром трехвалентный |
5,0 |
0,5 |
- |
Контроль проводят по действующим методикам, утвержденным в установленном порядке |
|
15 Удельная электрическая проводимость при 20 °С, См/м, не более |
2 ∙ 10-3 |
1 ∙ 10-3 |
5 ∙ 10-4 |
Измеряют на кондуктометре любого типа |
|
* Нормы ингредиентов для воды 3-й категории определяются по ГОСТ 6709. Примечание - В системах многократного использования воды допускается содержание вредных ингредиентов в очищенной воде выше, чем в таблице 1, но не выше допустимых значений в промывной ванне после операции промывки (таблица 2). |
||||
__________
1) В Российской Федерации действует ГОСТ 31954-2012.
2) В Российской Федерации действуют ГОСТ 31868-2012, ГОСТ Р 57164-2016.
|
Наименование компонента |
Наименование операции, |
Наименование электролита, |
Допустимая концентрация |
|
Общая щелочность в пересчете на едкий натр |
- |
Щелочной |
800 |
|
Кислый или цианистый |
100 |
||
|
Анодное окисление алюминия и его сплавов |
- |
50 |
|
|
Красители (для окрашивания покрытий Ан. Окс) |
Межоперационная промывка, сушка |
- |
5 |
|
Кислота в пересчете на серную |
- |
Кислый |
100 |
|
Щелочной |
50 |
||
|
Цианистый |
10 |
||
|
Наполнение и пропитка покрытий, сушка |
- |
10 |
|
|
|
Межоперационная промывка сушка |
- |
10 |
|
|
Межоперационная промывка, сушка |
- |
15 |
|
|
Никелирование |
- |
2 |
|
Сушка |
10 |
||
|
|
Меднение |
|
20 |
|
Хромирование, сушка |
- |
10 |
|
|
|
Сушка |
- |
30 |
|
Соли драгоценных металлов в пересчете на металл |
Сушка |
- |
1 |
|
Примечания 1 За основной компонент (ион) данного раствора или электролита принимают тот, для которого критерий промывки является наибольшим. 2 При промывке изделий, к которым предъявляются особо высокие требования допустимые концентрации основного компонента могут устанавливаться опытным путем. |
|||
Концентрации основных ингредиентов в воде на выходе из гальванического производства приведены в таблице 3.
|
Наименование ингредиента |
Концентрация основных вредных ингредиентов в воде |
|
Хром шестивалентный |
1000 |
|
Медь |
30 |
|
Никель |
50 |
|
Цинк |
50 |
|
Кадмий |
15 |
|
Свинец |
10 |
|
Олово |
10 |
|
Хлориды ( |
500 |
|
Сульфаты |
1000 |
|
Цианиды ( |
30 |
|
Нитраты |
60 |
|
Аммиак |
15 |
1.3 В гальваническом производстве следует применять системы многократного использования воды, обеспечивающие регенерацию воды и рекуперацию ценных компонентов.
1.4 На вновь проектируемых и реконструируемых гальванических производствах при промывке деталей и приготовлении электролитов в операциях подготовки поверхности деталей к покрытию необходимо применять воду 2-й и 3-й категорий. При промывке следует применять схемы многократного использования воды.
1.5 Первая категория воды применялась до 01.01.93.
1.6 Микробиологические показатели воды для всех трех категорий - по ГОСТ 2874.
В системах многократного использования воду проверяют не менее одного раза в месяц на соответствие требованиям ГОСТ 28741).
__________
1) В Российской Федерации действует ГОСТ Р 51232-98.
2 Контроль параметров воды
2.1 Отбор проб для контроля параметров воды - по ГОСТ 244811) и ГОСТ 18963 для воды 1-й и 2-й категорий; по ГОСТ 3885 - для воды 3-й категории.
__________
1) В Российской Федерации действует ГОСТ Р 56237-2014.
2.2 Лабораторно-производственный контроль качества воды проводят не менее одного раза в сутки по показателям 1, 6, 14, 15 таблицы 1, а по остальным показателям - не менее одного раза в 3 мес.
3 Область применения воды
Область применения воды приведена в таблице 4.
|
Категория |
Область применения |
Дополнительные указания |
|
1 |
Промывка деталей в операциях подготовки поверхности к покрытию, кроме категорий 2 и 3 |
- |
|
2 |
Приготовление электролитов и промывка во всех случаях, кроме перечисленных для воды 3-й категории |
Вода, использованная на промывку, может быть применена повторно как вода 1-й категории |
|
3 |
Приготовление электролитов и промывка перед обработкой в электролитах (растворах), составленных на воде 3-й категории*, а также при специальных требованиях к качеству и внешнему виду, для особо ответственных деталей |
Вода, использованная на промывку, может быть применена повторно как вода 1-й и 2-й категорий |
|
* Электролиты оловянирования (карта 32), меднения (карта 34, составы 4, 7 - 10), никелирования (карта 35, составы 2, 6, 7, 13 - 19), хромирования (карта 36, составы 2, 9, 10), покрытия сплавами олово-никель (карта 50), олово-висмут (карта 51), олово-свинец (карта 52), медь-олово (карта 53), медь-свинец-олово (карта 60), покрытия драгоценными металлами (карты 38 - 41, 56 - 57), для анодного окисления алюминия и его сплавов (карта 73, составы 1 - 3, 8); растворы для получения металлических покрытий химическим способом (карта 42, составы 1- 5, 7 - 10), осветления и пассирования (карта 80, составы 7, 8), наполнения и пропитки покрытий (карта 82, составы 1 - 4) по ГОСТ 9.305. |
||
4 Методы промывок
4.1 Методы промывок приведены на рисунке 1 и в таблице 5, температурный режим воды - в таблице 6.
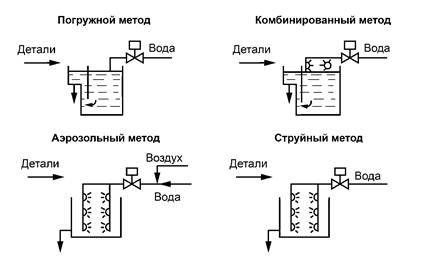
Рисунок 1
|
Условное обозначение |
Наименование метода |
Область применения |
Дополнительные указания |
|
П |
Погружной - промывка в ваннах с проточной и непроточной водой |
Обработка на подвесках деталей, имеющих пазы, углубления и т.п. Обработка деталей насыпью |
Минимальная продолжительность промывки 20 с |
|
С, ИС |
Струйный или импульсноструйный - промывка из душирующих устройств |
Обработка на подвесках деталей преимущественно простой конфигурации |
Минимальная продолжительность промывки 10 с |
|
К |
Комбинированный - последовательно струйный и погружной |
Промывка деталей после обработки в трудно смываемых растворах и деталей сложной конфигурации |
Минимальная продолжительность промывки 20 с |
Таблица 6 - Температурный режим воды
|
Условное |
Температурный |
Температура, °C |
Область применения |
Дополнительные |
|
X |
Холодная |
15 - 39 |
Во всех случаях, кроме перечисленных для Т и Г |
Допускается использовать воду с температурой ниже 15 °C, если это не влияет на качество промывки |
|
Т |
Теплая |
40 - 60 |
После операции обезжиривания, хроматирования, травления легких сплавов, снятия шлама, анодного окисления, перед и после химического оксидирования черных и цветных металлов |
- |
|
Г |
Горячая |
Св. 60 |
После операции обезжиривания, травления и снятия травильного шлама в щелочных растворах, при наличии на поверхности значительного количества масел или смазок, перед химическим обезжириванием или перед одновременным обезжириванием - травлением, перед операциями нанесения покрытий в теплых и горячих растворах, перед сушкой |
Не применяется после операции хроматирования по цинковому и кадмиевому покрытиям и химического оксидирования по алюминию и алюминиевым сплавам |
|
Примечание - Если при каскадной промывке в одной из ступеней предусматривается теплая или горячая вода, то в другой ступени температура воды не нормируется. |
||||
4.2 Методы промывки, приведенные для одноступенчатой схемы, распространяются на все схемы промывок.
Для аэрозольного метода промывки используют сжатый воздух нечетного класса загрязнений по ГОСТ 17433.
Могут быть применены другие экономически и экологически обоснованные методы промывок, обеспечивающие требования стандарта.
5 Схемы промывок
5.1 Для промывки деталей от рабочих растворов и электролитов применяют различные схемы промывок, обеспечивающие концентрацию основных компонентов в промывной воде, установленных в таблице 2. Схемы промывок приведены на рисунке 2.
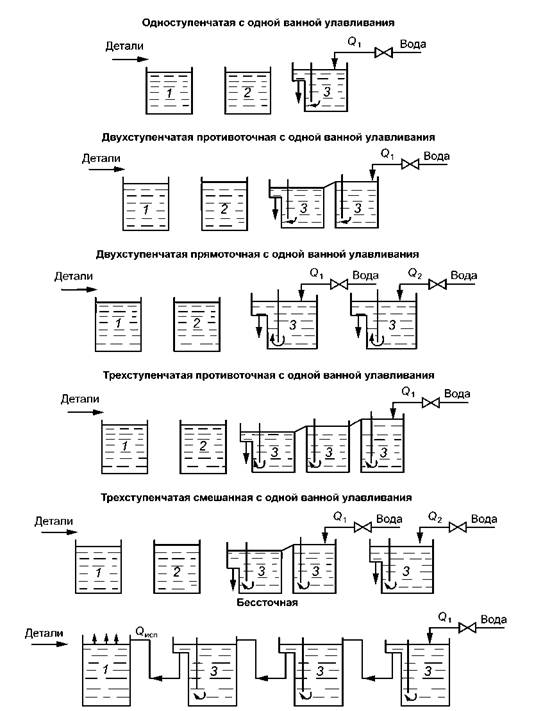
1, 2
и 3 - ванны рабочая, улавливания и промывки; Qисп - потери рабочего раствора на испарение;
Q1, Q2 - расчетный расход воды,
дм3/ч
Рисунок 2 - Схемы промывок
5.2 Для операций промывки, требующих больших удельных расходов проточной воды (критерий окончательной промывки K ≥ 500), а также для извлечения ценных компонентов рабочей ванны следует дополнительно применять ванны улавливания с непроточной водой.
При промывке после покрытия драгоценными металлами следует устанавливать не менее двух ванн улавливания.
Ванны улавливания наполняют водой такого же качества, как и рабочие ванны.
Растворы из ванн улавливания следует использовать при корректировке рабочих ванн или утилизировать.
5.3 Методы расчета указанных схем приведены в приложении 1. Допускается применять другие экономически и экологически обоснованные схемы промывок, обеспечивающие достижение допустимых концентраций по таблице 2.
5.4 Для многоступенчатой схемы может быть применено различное сочетание методов промывки в зависимости от конфигурации деталей, способа их загрузки и методов очистки сточных вод.
На схемах приведен принцип подачи, переливов и стока воды, конструктивное решение которых может быть различным (в зависимости от положения перегородки слив воды проводится со дна или с зеркала ванны).
5.5 Во всех случаях, за исключением промывки после подготовительных операций, следует применять многоступенчатую промывку.
При невозможности установки в действующих цехах двух- или трехступенчатой промывки для деталей, обрабатываемых на подвесках, допускается сокращение одной ступени от расчетного количества, при этом применяют комбинированный метод промывки.
5.6 Системы водоснабжения и примеры схем рационального использования воды на гальванических линиях приведены в приложении 2.
Приложение 1
(рекомендуемое)
Методы расчета расхода воды на промывные операции
1 При использовании схем промывок с ваннами улавливания изделие вначале промывают в непроточной ванне улавливания, а затем в промывной.
При использовании схемы промывки с одной ванной улавливания концентрацию основного компонента (иона) в ваннах промывки определяют по формулам:
в ванне 1-й промывки для всех схем
|
|
(1) |
в ванне 2-й промывки при противоточных схемах и трехступенчатой смешанной
|
|
(2) |
в ванне 2-й промывки при прямоточной схеме
|
|
(3) |
в ванне 3-й промывки при противоточной схеме
|
|
(4) |
в ванне 3-й промывки при смешанной схеме
|
|
(5) |
где q - удельный вынос электролита (раствора) из ванн поверхностью деталей и подвески в зависимости от метода обработки и принятой продолжительности стекания раствора с деталей, дм3/м2;
F - промываемая поверхность деталей и подвески, м2/ч;
Q1, Q2 - расход промывной воды, дм3/ч ![]() ;
;
с0 - концентрация основного компонента в рабочей ванне, г/дм3;
V - объем ванны улавливания и промывки, дм3;
![]() - основание натурального логарифма;
- основание натурального логарифма;
t - продолжительность работы со времени заполнения ванны улавливания чистой водой, ч.
2 Удельный вынос электролита при обработке деталей на подвесках составляет 0,2 дм3/м2 при продолжительности стекания электролита не менее 6 с, при обработке деталей насыпью в колоколах и барабанах - 0,4 дм3/м2, в корзинах и сетках - 0,6 дм3/м2 при продолжительности стекания электролита не менее 15 с. В технически обоснованных случаях при наличии экспериментальных данных для конкретных деталей допускается изменить удельный вынос электролита.
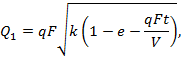
3 Для получения необходимого качества промывки изделий концентрация основного компонента (иона) cкп в ванне последней промывки должна быть не более допустимого значения cд, принимаемого по таблице 2, т.е. cкп ≤ cд. При промывке после покрытия драгоценными металлами концентрация металла в последней ванне улавливания должна быть не более допустимого значения. Расход промывной воды при cкп = cд вычисляют по формулам:
при одноступенчатой
|
|
(6) |
при двухступенчатой противоточной
|
|
(7) |
при двухступенчатой прямоточной
|
|
(8) |
при трехступенчатой противоточной
|
|
(9) |
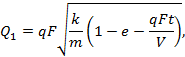
при трехступенчатой смешанной
|
|
(10) |
где ![]() -
критерии окончательной промывки.
-
критерии окончательной промывки.
4 При промывке изделия после покрытия, обработки в малоконцентрированных растворах (k < 1500) и в других технически обоснованных случаях допускается применять схемы промывок без ванн улавливания, при этом расход промывной воды вычисляют по формуле
|
|
(11) |
где N - число ступеней промывки.
5 При работе с горячими ваннами можно применять противоточные бессточные схемы промывок. Число ступеней для схем вычисляют по формуле
|
|
(12) |

где Qисп - потери рабочего раствора на тепловое испарение и унос выделяющимися газами, дм3/ч (определяется опытным путем).
6 При достижении концентрации основного компонента в ванне улавливания до 0,4 c0 ванну улавливания опорожняют и наполняют чистой водой. Раствор из ванн улавливания направляют на пополнение рабочей ванны или на регенерацию и утилизацию. При промывке после покрытия драгоценными металлами продолжительность цикла промывки t0 определяют концентрацией металла в последней ванне улавливания.
Продолжительность цикла промывки t0 до достижения c1у = 0,4c0 вычисляют по формуле
|
|
(13) |
7 Наибольший расход (в конце цикла промывки) вычисляют по формулам:
при одноступенчатой
|
|
(14) |
при двухступенчатой противоточной
|
|
(15) |
при двухступенчатой прямоточной
|
|
(16) |
при трехступенчатой противоточной
|
|
(17) |
при трехступенчатой смешанной
|
|
(18) |
8 Объем воды Wц (дм3) на промывку для одного цикла вычисляют по формулам:
при одноступенчатой промывке
|
|
(19) |
при двухступенчатой противоточной
|
|
(20) |
при трехступенчатой противоточной
|
|
(21) |
при двухступенчатой прямоточной
|
|
(22) |
при трехступенчатой смешанной
|
|
(23) |
9 Для облегчения расчета объема воды на промывку с одной ванной улавливания для одного цикла используют номограммы (рисунки 3 - 5).
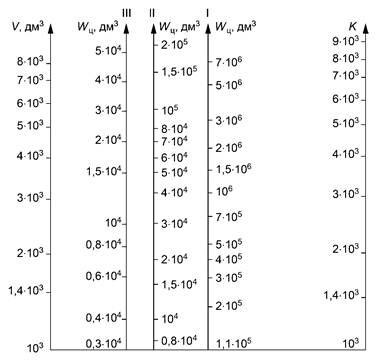
I - одноступенчатая; II - двухступенчатая; III - трехступенчатая
Рисунок 3 - Расчет объема воды для противоточных схем промывок
Примечание - Для определения объема воды на промывку для одного цикла необходимо соединить заданные значения V и K (прямая 1), затем заданное значение т соединить с точкой пересечения прямой V-K с осью I (прямая 2). Точка пересечения прямой 2 с осью Wц соответствует объему воды на промывку для одного цикла.
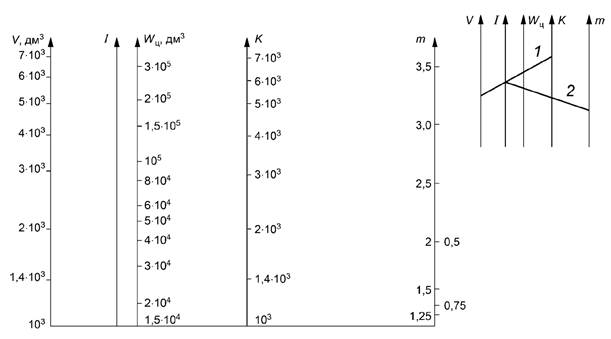
Рисунок 4 - Расчет объема воды при прямоточной двухступенчатой промывке
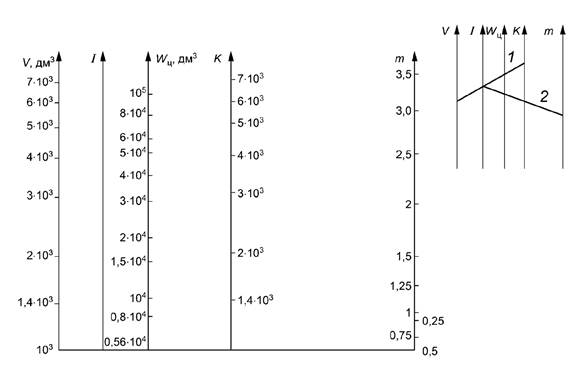
Рисунок 5 - Расчет объема воды при трехступенчатой смешанной промывке
Приложение 2
(справочное)
Системы водоснабжения
1 В гальваническом производстве применяются следующие системы водоснабжения:
прямоточная;
многократного использования воды (оборотная);
полуоборотная.
2 Прямоточная система водоснабжения предусматривает одноразовое использование воды с последующим сбросом в канализацию после соответствующей очистки.
3 Система многократного использования воды предусматривает многоразовое использование воды в производстве после соответствующей очистки.
Система многократного использования воды может быть централизованной, локальной и смешанной.
3.1 Централизованная система водоснабжения предусматривает централизованную очистку промывной воды, сбрасываемой после всех технологических операций по одному или нескольким трубопроводам, и подачу ее на эти операции после очистки.
3.2 Локальная система водоснабжения предусматривает очистку промывной воды после одной технологической операции и возврат ее на промывку после этой же операции. Локальные системы, как правило, размещаются рядом или встраиваются в технологическую цепочку (рисунок 6).
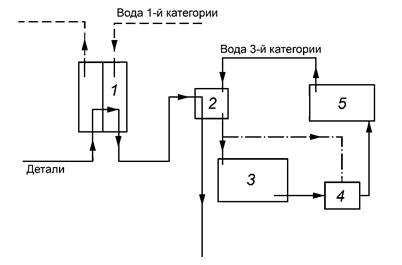
1 - ванна
промывки водой 1-й категории; 2 - ванна финишной промывки водой не хуже
3-й категории; 3 - емкость для воды;
4 - насос; 5 - система обессоливания воды
Рисунок 6 - Схема финишной промывки (подача воды и перемещение деталей)
3.3 Смешанная система водоснабжения предусматривает очистку промывной воды на локальных установках от каждой технологической операции со сбросом очищенных на этих установках вод на централизованные сооружения доочистки и последующим возвратом на промывку.
4 Использование многоступенчатых схем промывок позволяет значительно сократить расход воды. Так, после хромирования (К = 18000) при одноступенчатой промывке изделия на промывку 1 м2 расходуется 5400 дм3/м2, при двухступенчатой 40 дм3/м2, при трехступенчатой 8 дм3/м2. Установка одной ванны улавливания позволяет уменьшить расход воды при одноступенчатой схеме промывки в четыре раза, при двухступенчатой - в два раза и при трехступенчатой - на 60 %.
Расход воды можно уменьшить при многократном использовании воды на гальванической линии. Примеры таких схем приведены на рисунках 7, 8.
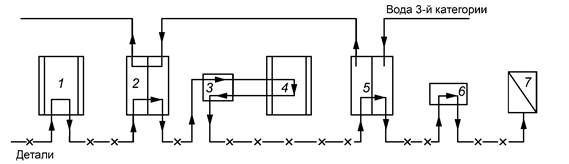
1 - ванна
активации; 2, 5 - ванны промывки; 3 - ванна улавливания с
водой 3-й категории; 4 - ванна нанесения покрытий;
6 - обдув сжатым воздухом или центрифугирование; 7 - сушка
(термосушка)
Примечание - Промывку деталей, покрываемых металлами, способными к контактному выделению на деталях, рекомендуется проводить по схеме промывки деталей, покрываемых драгметаллами.
Рисунок 7 - Схема промывки деталей, покрываемых металлами, не способными к контактному выделению
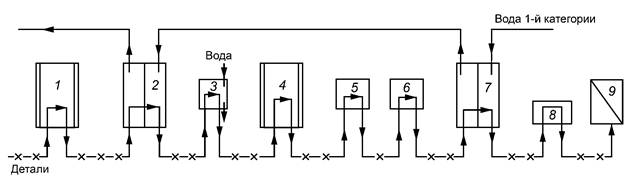
1 - ванна
активации; 2, 7 - ванны промывки; 3 - ванна финишной
промывки водой 3-й категории (непроточная или циркулирующая);
4 - ванна нанесения покрытий драгметаллами; 5, 6 -
ванны-уловители с водой 3-й категории;
8 - обдув сжатым воздухом или центрифугирование; 9 - термосушка
Рисунок
8 - Схема промывки деталей, покрываемых драгметаллами.
Схема подачи воды и перемещения деталей
Допускается вместо финишной промывки (постоянно) циркулирующей обессоленной водой использовать финишную промывку непроточной водой 3-й категории с периодической ее заменой по мере возрастания удельной электрической проводимости воды до 1 ∙ 10-2 см/м. Такую воду целесообразно направлять в систему оборотной воды или в систему каскадной проточной промывки.
Финишная промывка деталей применяется перед операцией нанесения покрытий драгметаллами, после операции нанесения покрытий горячим способом (ГорПОСВ и др.) с использованием водорастворимых активных флюсов, после операций нанесения анодно-окисных, фосфатных и химических окисных покрытий, предназначенных под лакокрасочные покрытия.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 РАЗРАБОТАН И ВНЕСЕН Академией наук Литовской ССР
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29 декабря 1990 г. № 39
3 ВЗАМЕН ГОСТ 9.305-84 (карты 1, 2, 3, 4, приложение 1)
4 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение
НТД, на |
Номер раздела, пункта |
5 Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6 ПЕРЕИЗДАНИЕ. Декабрь 2018 г.