5.1.2 Допускается применять другие
наплавочные материалы, в том числе и импортные, не указанные в таблице 1, и
другие способы наплавки по согласованию с разработчиком КД с учетом условий
эксплуатации изделий.
5.2.1 Организация, проведение и оформление результатов
входного контроля наплавочных материалов должны соответствовать требованиям ГОСТ 24297.
5.2.2 Контроль качества и приемка наплавочных материалов
(входной контроль), поступающих на предприятие, а также контроль правильности
хранения наплавочных материалов проводятся отделом технического контроля
совместно с соответствующими службами предприятия.
5.2.3 Контроль качества наплавочных материалов должен быть
проведен до начала их производственного использования.
5.2.4 Входной контроль качества наплавочных материалов
включает:
- проверку сопроводительной документации;
- проверку упаковки и состояния наплавочных материалов;
- контроль наплавленного металла (для твердых наплавок);
5.2.4.1 Входной контроль аргона (высшего и первого сорта),
поставляемого в баллонах по ГОСТ
10157, и двуокиси углерода (высшего и первого сорта), поставляемой в
баллонах по ГОСТ
8050, должен производиться в следующем объеме:
- проверка паспортных данных;
- контроль проверкой качества газовой защиты (при проверке
аргона);
- проверка давления в каждом баллоне;
- контроль маркировки на каждом баллоне, с проверкой
соответствия на ней указанных паспортных данных.
Допускается проведение проверки на наличие паспорта и его
соответствия требованиям НД по прикрепленным к клапанам этикеткам и по цвету
окраски баллонов.
При входном контроле газов, поставляемых в жидком виде, для
газификации производится проверка паспортных данных.
5.2.4.2 Контроль наплавочных материалов.
При поступлении проволоки, ленты, электродов, флюса ОТК
должен проверить:
- каждую партию наплавочных материалов на наличие
сертификата с проверкой полноты приведенных в нем данных и их соответствия
требованиям стандартов и технических условий на наплавочные материалы
контролируемой марки;
- наличие на каждом упаковочном месте (ящике, пачке,
коробке, бухте) маркировки (этикеток, бирок) с проверкой соответствия указанных
в ней марки, сортамента, номера партии материала данным сертификата;
- отсутствие повреждений (порчи упаковки или самих
материалов);
- каждую партию флюса на соответствие цвета, однородности и
гранулометрического состава требованиям ГОСТ 9087 или другой
НД на флюс контролируемой марки.
При отсутствии сертификата партия материалов может быть
допущена к использованию только после получения положительных результатов
полной проверки всех показателей, установленных для данного материала
стандартами или техническими условиями на изготовление.
Применение электродов и флюсов, срок годности которых истек,
разрешается только после проведения повторной прокалки и испытаний.
5.2.4.3 Перед запуском в производство, независимо от
сертификатных данных, производится следующий контроль наплавленного металла:
- химический состав наплавленного металла (за исключением
наплавки проволокой Св-13Х25Т, Нп-13Х15АГ13ТЮ);
- твердость наплавленного металла;
- качество наплавленного металла.
Разрешается вышеуказанный контроль производить
непосредственно на наплавленных деталях согласно НД предприятия-изготовителя.
Наплавленный металл контролируется при выполнении его каждой
партией наплавочных материалов, под флюсом одной марки.
Партией электродов считаются электроды из проволоки одной
плавки данного химического состава и одного диаметра, изготовленные по одному и
тому же технологическому процессу из компонентов шихты одной партии.
5.2.4.4 Контроль химического состава и твердости
производится на контрольных образцах диаметром не менее 50 мм и высотой не
менее 10 мм или на заготовках другого размера согласно технологии или НД
предприятия.
Материал заготовок для наплавки выбирается с учетом
наплавочного материала (например, сталь 20, сталь 3 - для наплавки электродами
типа 20X13, сталь 12Х18Н9Т - для наплавки типа ЦН-12М и др.).
5.2.4.5 При наплавке порошковой проволокой, порошковой
лентой контроль химического состава и твердости производится на наплавке,
выполненной не менее, чем в четыре слоя.
5.2.4.6 Допускается совмещать входной контроль с контролем
наплавки лабораторными методами на образцах-свидетелях (см. раздел 11.14 - 11.16, Приложение Д).
5.2.4.7 При наплавке стеллита в корпуса арматуры до DN 25
включительно рекомендуется проводить входной контроль проверки качества
наплавленного металла на заготовку аналогичную наплавляемой детали.
5.2.4.8 Стружка для контроля химического состава
наплавленного металла должна отбираться из верхних слоев наплавки, т.е. выше
поверхности, на которой должна измеряться твердость.
Допускаются другие методы определения химического состава.
5.2.4.9 Твердость наплавленного металла измеряется на
поверхности образца, с которой снималась стружка на химический анализ.
5.2.4.10 Твердость наплавленного металла должна
соответствовать требованиям таблицы 1,
химический состав - таблице 2.
5.2.4.11 До измерения твердости проводится контроль качества
наплавки на образце внешним осмотром с помощью лупы не менее (7 - 10) кратным
увеличением или капиллярной дефектоскопией.
Оценка дефектов на поверхности наплавленного металла
образца, а также в случае совмещения входного контроля с контролем наплавки на
образцах-свидетелях, производится согласно разделу 11 с учетом КД.
5.2.4.12 При наличии дефектов и несоответствия требованиям,
предъявляемым к твердости, химическому составу, определяется причина их
возникновения и производится повторная наплавка на удвоенном количестве
образцов тем же сварщиком или более квалифицированным. При отрицательных
результатах повторной наплавки контролируемая партия наплавочного материала
бракуется.
5.2.5 Наплавочные материалы должны храниться
рассортированными по партиям и маркам.
5.2.6 Порядок учета, хранения, выдачи и возврата наплавочных
материалов устанавливается предприятием-изготовителем арматуры.
5.2.7 Поступившие с предприятия-изготовителя наплавочные
материалы перед запуском в производство и перед испытанием, независимо от
времени их изготовления, подлежат прокалке в соответствии с нормативной
документацией (НД) на их изготовление.
Рекомендуемые режимы прокалки и срок годности наплавочных
материалов указаны в таблице 3.
Разрешается изменение или уточнение режимов прокалки
наплавочных материалов в соответствии с действующим на них НД.
Для наплавочных материалов, не указанных в таблице 3, режимы
прокалки и срок годности при хранении должны выполняться в соответствии с НД на
соответствующий материал.
При влажности флюса, соответствующей требованиям НД,
прокалка не производится.
Таблица 3
- Рекомендуемые режимы прокалки и срок годности наплавочных материалов
|
Наплавочные
материалы
|
Марки
наплавочных материалов
|
Температура,
°С
|
Время
выдержки, ч.
|
Срок
годности при хранении в кладовых, сутки
|
|
Электроды
|
ЦН-6Л,
|
350
- 400
|
1,0
- 1,5
|
15
|
|
ЦН-12М
|
350
- 400
|
1,0
- 1,5
|
|
ЦН-2
|
300
- 320
|
1,0
- 1,5
|
|
УОНИ-13/Н1-БК, ЭЛ3-НВ1
|
300
- 350
|
1,0
- 1,5
|
|
ОЗЛ-6, ЗИО-8
|
200
- 250
|
2,0
- 2,2
|
|
УОНИ-13/НЖ
|
180
- 220
|
1,0
|
|
Электроды на основе прутков марки 06X20Н10M3Д3С4К
|
450
|
2,0
- 2,2
|
5
|
|
Порошковые
ленты, проволоки
|
ПП-Нп-10Х17Н9С5ГТ
|
|
2,0
- 5,0
|
5
|
|
(ПП-АН133 А, Г, Ф)
|
260
- 280
|
|
ПП-АН157
|
270
- 300
|
|
ПЛ-АН150
|
300
- 320
|
|
ПЛ-АН151
|
300
- 320
|
|
ПЛ-АН152
|
300
- 320
|
|
Флюсы
|
АН-26П
|
500
- 600
|
2,0
- 2,2
|
15
|
|
АН-26С
|
500
- 600
|
2,0
- 2,2
|
|
АН-15М
|
650
- 900
|
1,0
- 1,2
|
|
АН-20П, АН-20С
|
380
- 450
|
2,0
- 2,2
|
|
АН-348
|
300
- 400
|
1,0
- 2,0
|
|
АНЦ-1
|
300
- 400
|
1,0
- 2,0
|
|
ЭЛЗ-ФКН-Х32Н8*
|
350
|
1,5
|
|
______________
* - толщина слоя флюса в поддоне должна
быть не более 50 мм.
|
(Измененная редакция. Изм. № 1)
5.2.8 После прокалки электроды и флюсы следует хранить в
сушильных шкафах при температуре от 60 °С до 100 °С или в герметичной таре. При
соблюдении указанных условий хранения срок использования наплавочных материалов
после прокалки не ограничивается. Температура в сушильных шкафах должна
регистрироваться в журнале.
Допускается хранение прокаленных электродов и флюсов в
специальных кладовых с температурой воздуха не ниже 15 °С при его относительной
влажности не более 50 %.
При этом срок использования электродов и флюсов ограничен и
должен соответствовать сроку, указанному в таблице 3.
Дата каждой повторной прокалки электродов, порошковой
проволоки, ленты должна быть указана в специальном журнале. Прокалка
электродов, порошковой проволоки и ленты может производиться не более трех раз,
не считая прокалки при их изготовлении, после чего принимают решение об их
применении после получения положительных результатов полной проверки всех
показателей, установленных для данного материала стандартами или техническими
условиями. Количество повторных прокалок флюса не ограничивается.
5.2.9 Входной контроль материалов, предназначенных для
наплавки подслоя, а также для наплавки антикоррозионными материалами
уплотнительных поверхностей, производится на соответствие сертификатных данных
сварочных материалов требованиям НД на соответствующий материал.
6.1 Наплавку уплотнительных и трущихся поверхностей арматуры
и других деталей должны выполнять сварщики, имеющие квалификационный разряд не
ниже 3 для автоматической наплавки, а для остальных способов наплавки - не ниже
4 разряда.
6.2 Перед допуском к выполнению наплавки сварщики должны
пройти дополнительную подготовку по наплавке износостойкими материалами
согласно программе, утвержденной на предприятии-изготовителе арматуры.
6.3 Программа должна содержать теоретическую и практическую
подготовку. Программа по теоретической подготовке должна содержать основные
требования настоящего стандарта.
При практической подготовке должны изготавливаться
контрольные образцы-свидетели с наплавкой применительно к номенклатуре
выпускаемой продукции предприятием-изготовителем и контролируется:
- химический состав наплавленного металла;
- твердость наплавленного металла;
- качество наплавленного металла и зоны сплавления:
а) визуальным осмотром;
б) на отсутствие трещин -
капиллярным методом контроля.
6.4 Сварщики, сдавшие теоретические и практические
испытания, получают допуск к наплавке конкретным способом, о чем производится
запись в удостоверении.
Срок действия удостоверения 2 года. Через 2 года (по
истечении первого срока действия) срок действия удостоверения может быть
продлен на 1 год, но не более двух раз подряд.
При этом сварщик должен быть занят постоянно на наплавке
уплотнительных и трущихся поверхностей, перерыв может составлять не более 6
месяцев в год.
6.5 При перерыве в работе по наплавке свыше 6 месяцев
сварщик перед допуском к работе, вновь должен пройти дополнительную
практическую подготовку и подтвердить право на допуск к наплавочным работам.
6.6 Каждый сварщик должен иметь личное индивидуальное клеймо
в установленном на предприятии порядке.
6.7 При наплавке антикоррозионными материалами
уплотнительных поверхностей, сварщик должен быть аттестован в соответствии с
требованиями СТ
ЦКБА 025.
6.8 Сварщики по наплавке, аттестованные по заказам АЭС или
по другим НД, дополнительно не проходят аттестацию.
Для выполнения наплавочных работ должно применяться
сварочное оборудование с источником питания постоянного тока, а также измерительная
аппаратура, обеспечивающая контроль заданных параметров режима наплавки в
процессе работы.
8.1 Подготовка деталей под наплавку производится
механической обработкой (строжкой, фрезеровкой, расточкой и т.п.).
Шероховатость поверхности деталей под ручную дуговую,
автоматическую под флюсом и в среде защитных газов Ra должна
быть не более 12,5 мкм, для плазменного способа наплавки - не более 6,3 мкм.
8.2 Наплавка должна производиться на поверхность детали,
очищенной от грязи (масла, окалины, ржавчины, краски и других загрязнений) и
обезжиренной.
8.3 Обезжиривание производится ацетоном или уайт-спиритом.
8.4 Дефекты литых поверхностей, подлежащих наплавке, должны
быть удалены и исправлены по технологической документации (ТД)
предприятия-изготовителя.
На обработанных поверхностях под наплавку и прилегающих к
ним зонах (20 мм) допускаются без исправления поры, раковины, неметаллические
включения и т.п. (с расстоянием между дефектами не менее 40 мм):
- для DN до 250 мм включительно - размером не более 1 мм, в
количестве не более 5 шт.;
- для DN от 250 мм до 800 мм включительно - размером не
более 2 мм, в количестве не более 10 шт.;
- для DN свыше 800 мм - размером не более 2 мм, в количестве
не более 15 шт.
8.5 При наличии канавок или выточек под наплавку разделку
необходимо выполнять без острых углов и резких переходов, при этом
рекомендуется радиус скругления:
- для DN до 50 включительно - 3 мм;
- для DN свыше 50 до 100 включительно - 4 мм;
- для DN свыше 100 мм - 5 мм.
8.6 Перед наплавкой деталей из сталей перлитного класса
электродами марки ЦН-12М для арматуры с номинальным диаметром (DN) свыше 65 или
электродами марки ЦН-6Л для арматуры с DN свыше 600, а также перед
автоматической или другими способами наплавками типа ЦН-6Л и ЦН-12М, или в
случаях, предусмотренных КД, необходимо на наплавляемые детали выполнять
предварительную наплавку или так называемый подслой.
При наплавке типа ЦН-6Л, при отработке технологии наплавки
предприятием, допускается подслой не производить.
Подслой выполняется высотой (3 - 5) мм электродами марок
ОЗЛ-6, ЗИО-8 проволокой или лентой Св-07Х25Н13, а при наплавке типа ЦН-6Л
разрешается и проволокой Св-08Х20Н9Г7Т.
Предварительную наплавку (подслой):
- на углеродистые, кремнемарганцовистые стали выполняют без
подогрева;
- на поверхности деталей из легированных (теплоустойчивых) и
высокохромистых сталей выполняют с предварительным подогревом.
Температура подогрева и режим отпуска после наплавки подслоя
устанавливаются по аналогии с требованиями к выполнению сварных соединений из
стали той же марки (согласно СТ
ЦКБА 025 или другим НД), что и наплавляемые детали и указываются в ПТД.
Если после наплавки подслоя для материалов, требующих
термообработку, будет производиться механическая обработка под твердую
износостойкую наплавку, то производится отпуск после наплавки.
Отпуск не требуется, если сразу после наплавки подслоя
выполняется твердая износостойкая наплавка.
9 Общие технологические указания по
наплавке
9.1.1 Наплавку деталей необходимо производить по
технологическому процессу, разработанному на основании рабочих чертежей и
настоящего стандарта.
9.1.2 Для наплавки арматуры применяют следующие способы:
- ручная электродуговая;
- ручная аргонодуговая;
- автоматическая под флюсом проволокой сплошного сечения;
- плазменно-порошковая наплавка;
- наплавка порошковой проволокой/лентой;
- автоматическая в среде защитных газов;
- полуавтоматическая в среде защитных газов.
Допускаются другие способы наплавки, а также замена способа
наплавки, без внесения изменения в КД, если наплавка относится к тому же типу
(таблица 1).
9.1.3 В технологическом процессе должны быть указаны:
- входной контроль и контроль наплавки на
образцах-свидетелях (при их необходимости);
- эскиз заготовки детали под наплавку со всеми необходимыми
размерами, гарантирующими получение заданной высоты наплавленного металла по
чертежу;
- размеры наплавленного металла (высота, толщина) с учетом
припуска на механическую обработку;
- применяемые способы наплавки;
- квалификация сварщика;
- используемое оборудование;
- марка основного металла детали;
- марка применяемого наплавочного материала и сортамент;
- необходимость предварительного и сопутствующего подогрева;
- режимы наплавки;
- условия охлаждения деталей после наплавки или условия их
пребывания до начала термической обработки;
- режимы термической обработки;
-методы и объем контроля наплавленных поверхностей.
9.1.4 На однотипные детали рекомендуется разрабатывать
типовые технологические процессы.
9.1.5 Прилегающие к наплавке поверхности, не подлежащие
последующей механической обработке, должны быть предохранены от попадания брызг
наплавляемого металла.
9.1.6 Наплавку рекомендуется производить в нижнем положении
на вращающемся столе или в специальном приспособлении, обеспечивающем вращение
детали в процессе наплавки.
При наплавке цилиндрических поверхностей деталей наплавку
рекомендуется производить по спирали.
Наплавка без предварительного нагрева производится при
положительной температуре окружающей среды, сквозняки не допускаются.
9.1.7 Необходимость и температура предварительного и
сопутствующего подогревов деталей при наплавке устанавливается ТД в зависимости
от марок применяемых наплавочных материалов и основного металла, массы
(толщины) детали, размеров наплавляемой поверхности.
9.1.8 При наплавке электродами марки ЦН-12М и стеллита
перерывы не допускаются.
9.1.9 Температура предварительного и сопутствующего
подогрева при наплавке уплотнительных и направляющих поверхностей указана в
таблице 4.
Для остальных наплавочных материалов необходимость и температура подогрева
устанавливается после отработки технологии наплавки предприятием-изготовителем
арматуры и указывается в техпроцессе или в картах, или в НД предприятия.
В процессе наплавки не допускается охлаждение деталей ниже
температуры, указанной в таблице 4. В
случае вынужденного перерыва в работе или при охлаждении деталей в процессе наплавки
необходимо повторно произвести подогрев, поместив деталь в печь при температуре
подогрева.
9.1.10 При наплавке сталей марок 08Х18Н10Т, 12Х18Н9Т,
12Х18Н10Т и других аустенитного или аустенитно-ферритного класса не следует
производить подогрев при температуре провоцирующего нагрева, который указан в ГОСТ
6032.
9.1.11 При наплавке электродами марки ЦН-6Л корпусов
арматуры для DN 300 и выше рекомендуется подогрев при температуре (500 - 600)
°С.
Таблица 4 - Рекомендуемые режимы предварительного и
сопутствующего подогрева
|
Марка
стали наплавляемой детали
|
Марка
наплавочного материала
|
Температура
предварительного и сопутствующего подогревов, °С
|
|
12Х18Н10Т, 08Х18Н10Т
|
ЦН-2,
ВЗК, Пр ВЗК
|
600
- 800
|
|
12Х18Н9ТЛ,
10Х18Н9ТЛ
|
ЦН-12М
|
500
- 800
|
|
10Х18Н9,
12Х18Н9
|
ЦН-6Л
|
200
- 300*
|
|
10Х17Н13М2Т
|
ЦН-2,
ВЗК,
|
600
- 800
|
|
10X17H13M3T
|
Пр
ВЗК
|
|
12Х18Н12М3ТЛ
|
|
|
10Х18Н12М3ТЛ
|
ЦН-12М
|
500
- 800
|
|
08Х17Н15М3Т
|
|
08Х21Н6М2Т
|
|
08Х22Н6Т, 07Х21Г7АН5
|
ЦН-2,
ВЗК, Пр ВЗК
|
600
- 800
|
|
(ЭП-222),
15Х18Н12С4ТЮ
|
ЦН-12М
|
500
- 800
|
|
(ЭИ-654),
|
ЦН-6Л
|
200
- 300*
|
|
16Х18Н12СЧТЮЛ
|
|
(ЭИ-654Л)
|
|
14Х17Н2
|
ЦН-2,
ВЗК, Пр ВЗК, ЦН-12М, ЦН-6Л
|
650
- 700
|
|
07X16Н4Б
|
ЦН-2,
ВЗК, Пр ВЗК
|
600
- 650
|
|
ЦН-12М
|
500
- 650
|
|
ХН60ВТ
|
ЦН-2,
ВЗК,
|
600
- 650
|
|
(ЭИ-868)
|
Пр
ВЗК
|
|
ХН35ВТ,
|
ЦН-2,
ВЗК, Пр ВЗК
|
600
- 650
|
|
ХН35ВТ-ВД
|
ЦН-12М
|
600
- 650 (на более 3 ч)
|
|
06ХН28МДТ
|
06X20Н10M3Д3С4К
|
500
- 650
|
|
(ЭИ-943),
|
|
5Х20Н25М3Д2ТЛ
|
|
20, 25, 20К, 22К, 20Л, 25Л,
|
ЦН-2,
ВЗК, Пр ВЗК
|
600
- 650
|
|
20ЮЧ,
20ГМЛ, 09Г2С,
|
ЦН-12М
|
500
- 650
|
|
20ГСЛ,
20ГЛ, 10ХСНД,
|
ЦН-6Л
|
200 - 300*
|
|
10Г2
|
|
12МХ, 15ХМ,
|
ЦН-2,
ВЗК, Пр ВЗК
|
600
- 650
|
|
20ХМЛ,
|
ЦН-12М
|
500
- 650
|
|
12Х1МФ
|
ЦН-6Л
|
200
- 300
|
|
20ХЛ, 20Х
|
ЦН-2,
ВЗК, Пр ВЗК
|
600
- 650
|
|
ЦН-12М
|
500
- 650
|
|
ЦН-6Л
|
200
- 300*
|
|
12Х18Н10Т, 12Х18Н9Т,
|
УОНИ-13/Н1-БК
|
-
|
|
08Х18Н10Т, 12Х18Н9ТЛ,
|
ЭЛ3-НВ1
др. типа
|
|
15Х18Н12С4ТЮ (ЭИ-654)
|
09Х31Н8АМ2
|
|
_____________
* - температура подогрева уточняется в ТД при наплавке
опытного образца
Примечания:
1 Наплавку деталей массой до 2 кг
допускается производить без подогрева.
2 В случаях, оговоренных ТД, допускается
снижение температуры подогрева или повышение.
|
(Измененная
редакция. Изм.
№ 1)
9.2 Электродуговая
наплавка
9.2.1 Наплавка электродами марок ЦН-2, ЦН-12М, ЦН-6Л,
УОНИ-13/Н1-БК, ЭЛ3-НВ1, УОНИ-13/НЖ, ОЗЛ-6, ЭА-395/9, ЗИО-8, НИИ-48Г должна
производиться на постоянном токе обратной полярности (плюс на электроде, минус
на изделии).
9.2.2 Для питания сварочного поста рекомендуется
использовать однопостовые или многопостовые источники питания постоянного тока.
9.2.3 Для получения твердости наплавленного металла, в
пределах, указанных в таблице 1, электродуговым
способом высота твердой износостойкой наплавки после окончательной механической
обработки без учета подслоя, при наплавке электродами марки ЦН-6Л должна быть
не менее 6 мм, а при наплавке другими электродами - не менее 5 мм.
9.2.4 Рекомендуемые режимы наплавки в зависимости от
диаметра электрода приведены в таблице 5.
Таблица 5 - Режим ручной электродуговой наплавки
|
Диаметр
электрода, мм
|
Сила
тока при наплавке, А
|
|
Марки
электродов
|
|
ЦН-2
|
ЦН-6Л,
ЦН-12М
|
УОНИ-13/Н1-БК,
ЭЛ3-НВ1
|
|
3
|
-
|
80
- 100
|
100
- 120
|
|
4
|
100
- 140
|
110
- 140
|
120
- 140
|
|
5
|
160
- 200
|
160
- 190
|
150
- 180
|
|
6
|
200
- 240
|
-
|
-
|
|
7
|
240
- 280
|
-
|
-
|
В процессе наплавки корпусов
необходимо следить:
- за отсутствием перегрева, т.е. при превышении силы тока
например, при наплавке электродами марки ЦН-2 диаметром 6 мм перегрев
наблюдается при силе тока свыше 260 А;
Результатом перегрева является пятнистость цвета после
механической обработки и уменьшение твердости в этих местах, т.е. отсутствие
стабильности твердости на поверхности согласно требованиям КД и настоящего
стандарта и ТД.
9.2.5 При наплавке первого слоя необходимо стремиться к
меньшему проплавлению основного металла, для чего рекомендуется выполнять
наплавку на нижнем пределе по значениям сварочного тока.
9.2.6 При наплавке электродами марок ЦН-12М, ЦН-6Л, в
труднодоступных местах для улучшения удаления шлака, допускается увеличение
силы тока на 25 % от приведенного в таблице 5.
9.2.7 Наплавка электродами марки ЗИО-8, ОЗЛ-6, ЭА-395/9,
НИИ-48Г должна производиться согласно СТ
ЦКБА 025. Ширина валика должна быть не более 3d (d - диаметр
электрода). После каждого прохода наплавку следует прекратить до остывания ее
до температуры 100 °С и ниже; при этом наплавку электродами марки ЭА-395/9
рекомендуется выполнять без колебаний или ширина валика должна быть не более 2d
во избежание образования трещин. Высота наплавки после механической обработки
должна быть не менее 4 мм.
9.3.1 Аргонодуговую наплавку следует производить на
постоянном токе прямой полярности (минус на электроде и плюс на изделии).
9.3.2 В качестве неплавящегося электрода следует применять
прутки из иттрированного или лантанированного вольфрама по ТУ 48-19-27.
9.3.3 В качестве присадочного прутка для наплавки следует
применять стеллит марки ВЗК по ОСТ 1.90078 или Пр ВЗК по ГОСТ 21449.
В качестве защитного газа - аргон сортов высший, 1 и 2 по ГОСТ
10157.
9.3.4 Конец вольфрамового электрода должен быть заточен на
конус на длине, равной от 3 до 4 диаметров электрода. Вылет вольфрамового
электрода из сопла горелки не должен превышать 15 мм.
9.3.5 Рекомендуемая сила тока при диаметре вольфрамового
электрода 5 мм - от 140 А до 160 А, при диаметре электрода 4 мм - от 100 А до
140 А, при диаметре 3 мм - от 80 А до 100 А. На последнем проходе наплавки сила
тока уменьшается на 30 %. Количество слоев - не менее двух.
9.3.6 Для обеспечения заданной твердости при аргонодуговом
способе наплавки высота наплавленного металла должна быть не менее 4 мм без
учета припуска на механическую обработку.
9.4.1 Газовую наплавку стеллита на стали перлитного класса
следует производить ацетилено-кислородным пламенем (ацетилен газообразный
технический по ГОСТ
5457 и кислород технический по ГОСТ
5583) с применением присадочных прутков марки ВЗК по ОСТ 1.90078 или Пр ВЗК
по ГОСТ 21449 и
флюсом следующего состава:
а) плавиковый шпат - 25 % ФКС-95А ГОСТ
4421;
б) бура прокаленная - 50 % ГОСТ
8429;
в) борная кислота - 25 % ГОСТ 18704.
9.4.2 Номер наконечника горелки следует выбирать в
зависимости от размеров наплавляемой детали. Давление кислорода в горелке
должно быть от 0,4 МПа до 0,5 МПа, ацетилена - от 0,02 МПа до 0,05 МПа.
9.4.3 Газовую наплавку следует производить восстановительным
пламенем со средним избытком ацетилена. Окислительное или нейтральное пламя не
допускается.
9.4.4 Перед наплавкой основной металл следует довести до
появления на поверхности блестящей пленки. В зону пламени горелки вводят пруток
(присадку), который при расплавлении наносится на поверхность детали.
9.4.5 Для обеспечения заданной твердости при газовом способе
наплавки стеллита высота наплавленного металла должна быть не менее 3 мм без
учета припуска на механическую обработку. Количество слоев - не менее двух.
9.5 Наплавка материалами типа 09Х31Н8АМ2
9.5.1 Для получения наплавленного металла типа 09Х31Н8АМ2
применяются электроды марки УОНИ-13/Н1-БК, ЭЛ3-НВ1 для ручной дуговой наплавки,
для ручной и автоматической наплавки под флюс - проволока марки Св-04Х19Н11М3 и
керамический (агломерированный) флюс марки ЭЛЗ-ФКН-Х32Н8. Наплавка производится
на детали, изготовленные из сталей марок 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т,
12Х18Н9ТЛ, 10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н12М3ТЛ, 15Х18Н12С4ТЮ и др. без
предварительного и сопутствующего подогрева.
В процессе наплавки необходимо каждый последующий проход
выполнять после охлаждения предыдущего:
- до температуры ≤ 100 °С - при наплавке электродами
марки УОНИ-13/Н1-БК;
- до температуры ≤ 50 °С - при наплавке электродами
марки ЭЛ3-НВ1 и наплавке под флюсом.
Для контроля температурного режима необходимо применять
средства контроля, обеспечивающие требуемую точность измерения температуры
(термокарандаши, термокраски и др.).
(Измененная редакция. Изм. № 1)
9.5.2 Высота наплавки, без учета припуска на механическую обработку,
должна быть не менее 5 мм, при этом наплавку следует выполнять не менее, чем в
три слоя.
9.5.3 Рекомендуемые режимы наплавки указаны в таблице 5а.
Таблица 5а
- Режимы наплавки материалами типа 09Х31Н8АМ2
|
Диаметр сварочного материала, мм
|
Режим наплавки
|
|
Сила сварочного тока (постоянный
обратной полярности), А
|
Напряжение дуги, В
|
Скорость наплавки, м/ч
|
|
Ручная дуговая наплавка электродами
марки УОНИ-13/Н1-БК, ЭЛ3-НВ-1
|
|
3
|
80 - 100
|
Положение - нижнее
|
-
|
|
4
|
100 - 140
|
-
|
|
5
|
140 - 160
|
-
|
|
Наплавка проволокой марки Св-04Х19Н11М3
под флюсом марки ЭЛЗ-ФКН-Х32Н8
|
|
1,6
|
150 - 200
|
30 - 32
|
20 - 24
|
|
2,0
|
250 - 300
|
30 - 32
|
22 - 26
|
|
3,0
|
350 - 400
|
30 - 32
|
24 - 28
|
(Новая редакция. Изм. № 1)
9.5.4 После выполнения каждого слоя при многослойной
наплавке необходимо тщательно удалять шлак.
9.5.5 После окончания наплавки детали охлаждаются на воздухе.
Твердость после наплавки составляет (22 - 30) HRC. Для получения твердости
наплавленного металла (40 - 50) HRC, необходимо произвести термообработку после
наплавки в соответствии с разделом 10. Твердость металла, наплавленного проволокой под
керамическим флюсом, может варьироваться за счет времени выдержки детали в печи
в процессе термообработки, поэтому в каждом случае производится отработка
режима термообработки для получения требуемой твердости.
(Измененная редакция. Изм. № 1)
9.5.6 Наплавленные детали, которые подвергаются термической
обработке для получения твердости наплавленного металла (40 - 50) HRC,
рекомендуется предварительно механически обработать с припуском на
окончательную обработку наплавленных уплотнительных поверхностей деталей не
менее (0,5 - 1) мм.
(Измененная редакция. Изм. № 1)
9.5.7 (Исключен. Изм. № 1)
Наплавку электродами типа Э-20Х13 марок 48-Ж1,
УОНИ-13/НЖ/20Х13 или типа Э-12Х13 марки УОНИ-13/НЖ/12X13 на детали из
углеродистых сталей по ГОСТ 380
и ГОСТ
1050 и отливок из сталей марок 20Л, 25Л, 20ГМЛ и др. по СТ
ЦКБА 014 производится с предварительным и сопутствующим подогревом при
температуре от 400 °С до 450 °С.
В процессе наплавки не допускается охлаждение деталей ниже
температуры 400 °С.
В случае вынужденного перерыва в работе или при охлаждении в
процессе наплавки необходимо произвести повторный подогрев детали.
Детали массой не более 2 кг могут наплавляться без
предварительного подогрева. Также при отработке технологии наплавки допускается
наплавка без подогрева для других деталей.
Высота наплавки без учета припуска на механическую обработку
должна быть не менее 4 мм. После наплавки производится термообработка - см.
раздел 10 настоящего
стандарта.
Наплавка электродами марки ТХ (см. Приложение Л) типа Э-12Х13 производится без
термообработки после наплавки.
При автоматической наплавке деталей из углеродистой или
кремнемарганцовистой стали проволокой Св-10Х17Т под флюсом АН-26П, АН-26С,
СФМ-701 (см. Приложение Б.2)
или др., наплавка и термообработка производится согласно технологии
предприятия-изготовителя арматуры.
Наплавка разрешается в случае получения стабильной твердости
по окружности наплавленной поверхности и обеспечения химического состава по
хрому не менее 12 %.
Высота наплавки определяется технологией. Рекомендуется
выполнять наплавку в 3 слоя (без учета припуска на механическую обработку).
Высота наплавки при этом:
- проволокой диаметром 3 мм - 3 мм;
- проволокой диаметром 4 мм - 4 мм;
- проволокой диаметром 5 мм - 5 мм.
При автоматической наплавке дисков задвижки и других деталей
из углеродистой или кремнемарганцовистой стали проволокой Св-13Х25Т под флюсом
АН-348, АНЦ-1, АН-26П, (АН-26П (30 %) + АН-348 (70 %)), СФМ-701 (см. Приложение
Б.2) и др. твердость
обеспечивается за счет доли участия основного металла, т.е. за счет
перемешивания наплавленного металла с основным и достигается путем подбора
режимов наплавки, при этом корпус или кольцо в корпусе или другая ответная
деталь наплавляются другим наплавочным материалом (типа 07Х25Н13, типа ЦН-6 и
др.).
Режим наплавки уточняется на каждую партию деталей.
Рекомендуемые режимы наплавки дисков указаны в таблице 6.
Таблица 6
- Режимы наплавки дисков
|
Диски
|
Сила
тока, А
|
Напряжение,
В
|
Диаметр
проволоки, мм
|
Скорость
наплавки, м/ч
|
|
DN 100
|
300
- 340
|
28
|
5
|
6
- 11
|
|
DN 150
|
340
-380
|
35
|
|
DN 200
|
360
- 420
|
35
|
Наплавка производится в два
прохода. За один проход высота наплавки обеспечивается (3 - 3,5) мм. После
чистовой механической обработки высота наплавленного металла составляет (3 - 4)
мм от контрольной поверхности.
Наплавка разрешается в случае получения стабильной твердости
по окружности наплавленной поверхности и обеспечения химического состава по
хрому не менее 12 %, за исключением зоны перекрытия.
Следует стремиться при отработке технологии к уменьшению
размера перекрытия или «замка» предыдущего валика, с тем, чтобы уменьшить зону,
в которой отсутствует твердость, указанная в КД, т.к. наплавка по химическому
составу в перекрытии соответствует химическому составу наплавленного металла
без участия основного металла.
При твердости наплавки (360 - 430) НВ рекомендуется
произвести термообработку (см. раздел 10 для наплавки типа 20X13).
Наплавку проволокой Св-13Х25Т можно применять после
проведения испытаний опытного образца и подтверждения работоспособности
уплотнительных поверхностей.
9.6.4.1 Наплавка Нп-13Х15АГ13ТЮ производится под флюсом
марок АН-26П, АН-15М, АН-20П, в среде аргона или в смеси аргона высшего сорта
по ГОСТ
10157 и (1 - 2) % О2 по технологии предприятия-изготовителя
наплавляемой арматуры.
9.6.4.2 Высота наплавки устанавливается технологией и должна
быть не менее 3 мм. Наплавку выполняют не менее чем в 3 слоя (без учета
припуска на механическую обработку). Рекомендуется следующая высота наплавки:
- проволокой диаметром 3 мм - 3 мм;
- проволокой диаметром 4 мм - 4 мм;
- проволокой диаметром 5 мм - 5 мм.
9.6.4.3 При наплавке проволокой Нп-13Х15АГ13ТЮ
работоспособность арматуры обеспечивается после проведения не менее 5 циклов
для получения наклепа уплотнительной поверхности, разрешаются другие способы
наклепа.
9.7 Наплавка типа 06Х20Н10М3Д3С4К
9.7.1 Наплавка типа 06Х20Н10М3Д3С4К уплотнительных
поверхностей деталей из стали марки 06ХН28МДТ (ЭИ-943) по ГОСТ
5632 или 5Х20Н25М3Д2ТЛ по СТ
ЦКБА 014 производится аргонодуговым или электродуговым способами.
9.7.2 Для изготовления электродов, а также присадочных
прутков для аргонодуговой наплавки следует применять прутки из стали
06Х20Н10М3Д3С4К, которые отливаются диаметром 4, 5, 6 мм и длиной не менее 100
мм. Допустимое отклонение по диаметру прутков не должно превышать ±0,5 мм.
Химический состав прутков и наплавленного металла должен соответствовать
нормам, указанным в таблице 7.
Таблица 7 - Химический состав прутков и наплавленного металла
|
Прутки
и наплавленный металл
|
Химический
состав, %, не более
|
Твердость
наплавленного металла, HRC, не менее
|
|
С
|
Si
|
Сr
|
Ni
|
Сu
|
Мо
|
Со
|
|
Прутки для аргонно-дуговой наплавки
|
До
0,06
|
От
4,6 до 5,0
|
От
22 до 24
|
От
12 до 14
|
От
2,0 до 2,6
|
От
2,3 до 3,0
|
От
0,5 до 1,0
|
-
|
|
От
5,0 до 5,5
|
|
Прутки для изготовления электродов с
обмазкой ОЗЛ-17У
|
От
3,6 до 5,0
|
|
От
5,0 до 5,5
|
|
Наплавленный металл
|
До
0,08
|
От
4,6 до 5,0
|
От
19 до 24
|
От
10 до 14
|
От
2,0 до 2,6
|
От
2,3 до 3,1
|
От
0,5 до 1,0
|
32
|
|
От
5,0 до 5,5
|
40
|
9.7.3 Высота наплавки без припуска
на механическую обработку должна быть не менее 5 мм.
9.7.4 Перед наплавкой детали должны быть подвергнуты предварительному
нагреву при температуре (400 - 650) °С, после наплавки необходимо произвести
термообработку согласно разделу 10 настоящего стандарта.
9.8.1 Наплавка производится проволокой Св-04Х19Н9С2,
Св-09Х19Н9С2Ф2 под флюсом ПКНЛ-17 по ТУ 24.03.114 или под флюсом,
изготовленным, в соответствии с Приложением Б.1 или под другим флюсом, обеспечивающим
наплавленный металл типа ЦН-6.
Химический состав (по основным элементам: хрому, никелю,
кремнию) и твердость должны быть на уровне наплавки типа ЦН-6Л.
9.8.2 При автоматической наплавке допускается высота наплавки
не менее 4 мм.
9.8.3 Наплавка производится на постоянном токе обратной
полярности.
9.8.4 Наплавку рекомендуется производить на вращающемся
столе или в специальном приспособлении.
9.8.5 Для выполнения наплавки также рекомендуется
использовать установочные кольца и обоймы для предотвращающая рассыпания флюса
и стекания металла с наплавляемой поверхности или деталь должна иметь
достаточный припуск.
9.8.6 Режим наплавки (сила тока, напряжение дуги, скорость
сварки) уточняется на каждую партию деталей. При этом проверяется химический
состав и твердость наплавленного металла, выполненного с применением каждой
плавки проволоки и флюса по марке на двух штатных деталях или
образцах-свидетелях.
9.8.7 Ориентировочные режимы наплавки приведены в таблице 8.
Таблица 8
- Ориентировочные режимы наплавки
|
Номинальный
диаметр, DN
|
Сварочный
ток Iсв, А
|
Напряжение
дуги Uд, В
|
Скорость
наплавки Vсв, м/ч
|
|
80
|
От
250 до 300
|
От
38 до 30
|
От
16 до 18
|
|
100
|
От
300 до 350
|
От
12 до 15
|
|
150
|
От
350 до 400
|
От
30 до 33
|
От
11 до 12
|
|
200
|
От
400 до 500
|
От
35 до 40
|
От
9 до 10
|
|
250
|
От
500 до 550
|
9.9.1 Наплавка плазменным способом порошковыми материалами марки
ПН-ХН80С2Р2 (ПГ-СР2), ПН-ХН80С3Р3 (ПГ-СР3) производится по технологии
предприятия-изготовителя арматуры.
Также применяется для наплавки: гранулированный порошок
марки Deloro alloy 45НД (типа НХ15СР3) по НД ТУ № 21ДС размер порошка (63 -
150) мкм (фракция W) и (106 - 212) мкм (фракция НД), твердость наплавленного
металла от 42 HRC до 51 HRC, высота наплавки от 3 мм до 4 мм; гранулированный
порошок марки типа 15Х16Н9С5М5Г4Б (типа ЦН-12М) и подобный порошок марки UTP НА
63 МоР (Германия) по ТВ Nr 26/98.
9.10 Наплавка порошковыми лентой и
проволокой
9.10.1 Порошковые лента и проволока, изготавливаемые ИЭС им.
Патоном, приведены в таблице 9. Наплавка ими производится по технологии
предприятия-изготовителя арматуры, разработанной по рекомендации ИЭС им. Патона
г. Киев.
Допускаются другие порошковые материалы (лента, проволока),
изготовленные другими предприятиями.
Таблица 9 - Наплавка порошковыми лентой, проволокой
|
Наименование
|
Твердость
после термообработки, HRC*
|
Диаметр
проволоки и сечение ленты, мм
|
Область
применения
|
|
ПП-Нп-10Х14Т (ПП-АН106)
ТУ ИЭС 510
|
27
- 35
|
2,0;
2,8
|
Наплавка открытой дугой под флюсом или в
СО2 (тип 10Х14Т)
|
|
ПП-АН188 ТУ ИЭС 827
|
27
- 36
|
2,0;
2,8
|
Наплавка открытой дугой и под флюсом
(тип 10Х13С2М)
|
|
ПП-Нп-10Х17Н9С5ГТ (ПП-АН133) ТУ ИЭС 511
ТУ ИЭС 364
|
27
- 45
|
2,8;
3,4
|
Наплавка под флюсом (ПП-АН133Ф), в
аргоне (ПП-АН133А) и в углекислом газе (ПП-АН133Г) взамен электродов ЦН-6Л
|
|
ПП-АН133Р ТУУ 05416923.022
|
38
- 52
|
2,8;
3,4
|
Наплавка под флюсом или в аргоне взамен
электродов ЦН-6Л и ЦН-12М
|
|
ПП-АН 177 ТУ ИЭС 777
|
36
- 54
|
2,8;
3,4
|
Наплавка под флюсом или в аргоне, тип
08Х32Н8МСР
|
|
ПП-АН177А ТУУ 05416923.022
|
38
- 52
|
2,8;
3,4
|
Наплавка под флюсом или в аргоне, тип
08Х32Н8МА
|
|
ПП-АН157 ТУ ИЭС 654
|
38
- 52
|
2,6;
2,8; 3,4
|
Наплавка под флюсом (ПП-АН157Ф) или в
аргоне (ПП-АН157А), взамен электродов ЦН-12М
|
|
ПЛ-АН150 ТУ ИЭС 418
|
27
- 45
|
16,5×3,5
|
Наплавка арматуры больших диаметров под
флюсом. Взамен электродов ЦН-6Л
|
|
ПЛ-АН151 ТУ ИЭС 555
|
39
- 52
|
16,5×3,5
|
Наплавка арматуры больших диаметров под
флюсом. Взамен электродов ЦН-12М
|
|
ПЛ-АН152 ТУ ИЭС 727
|
38
- 52
|
16,5×3,5
|
Наплавка арматуры больших диаметров под
флюсом. Взамен электродов ЦН-6 Л и ЦН-12М
|
|
___________
* Твердость определяется в четвертом слое наплавки.
|
9.10.2 Порошковая проволока марки УТПАФ
Antinit Dur 500 (типа ЦН-12), диаметр 1,6 мм; 2,2 мм; 2,4 мм; 2,8 мм и др. по
ТВ № 02/00 с твердостью (40 - 51) HRC; порошковая проволока марки СК AF Antinit
Dur 290 (типа ЦН-6), диаметром (1,6 - 2,8) мм и др. по ТВ № 03/03 с твердостью
(30 - 39) HRC применяются для наплавки в среде защитных газов и плазменным
дуговым способом. Высота наплавки от 3 мм до 5 мм.
10 Термическая обработка наплавленного
металла
10.1 Необходимость проведения термической обработки
наплавленных деталей и режимы ее определяются маркой основного и наплавленного
материала и должны оговариваться технологической документацией.
Если не указан режим термообработки в настоящем стандарте,
то его необходимо указывать в КД, при этом необходимо учитывать влияние режима
термообработки на свойства основного и наплавленного металла.
10.2 После наплавки электродами марки ЦН-12М, ЦН-6Л, ЦН-2, а
также после аргонодуговой и автоматической наплавки материалами аналогичного
типа по таблице 1, наплавленные
детали подвергаются термообработке, если нет специальных указаний в КД,
согласно таблице 10. Допускается производить после наплавки загрузку деталей в
печь, а также выгрузку после термообработки при температуре согласно технологии
предприятия-изготовителя арматуры.
Таблица 10
- Режимы термообработки
|
Марка
стали наплавляемой детали
|
Марка
наплавочного материала
|
Режим
термической обработки непосредственно после наплавки
|
|
12Х18Н10Т
|
ЦН-2,
ВЗК, Пр ВЗК
|
Загрузка в печь при температуре не ниже
500 °С; нагрев до температуры (850 - 870) °С, выдержка при температуре (2 ±
0,5) ч; охлаждение с печью или до температуры не выше 300 °С, далее на
воздухе
|
|
08Х18Н10Т
|
|
12Х18Н9ТЛ
|
|
10Х18Н9ТЛ
|
ЦН-12М
|
|
10Х18Н9*
|
ЦН-6Л
|
|
12Х18Н9*
|
|
10Х17Н13М2Т
|
ЦН-2,
ВЗК, Пр ВЗК
|
Загрузка в печь при температуре не ниже
500 °С; нагрев до температуры (950 - 970) °С, выдержка при температуре (2 ±
0,5) ч; охлаждение с печью или до температуры не выше 300 °С, далее на
воздухе
|
|
10X17H13M3T
|
|
12Х18Н12М3ТЛ
|
ЦН-12М
|
|
10Х18Н12М3ТЛ
|
|
08Х17Н15М3Т
|
|
08Х21Н6М2Т
|
|
08Х16Н11М3
|
|
08Х22Н6Т, 07Х21Г7АН5
|
ЦН-2,
ВЗК, Пр ВЗК
|
|
(ЭП-222),
|
ЦН-12М
|
|
15Х18Н12С4ТЮ
(ЭИ-654),
|
|
16Х18Н12СЧТЮЛ
(ЭИ-654Л)
|
ЦН-6Л
|
|
14Х17Н2
|
ЦН-2,
ВЗК,
|
Загрузка в печь при температуре не ниже
(650 - 700) °С; нагрев до температуры (680 - 700) °С, выдержка при
температуре: (4 - 5) ч при требовании стойкости к МКК стали марки 14Х17Н2;
без требования стойкости к МКК (2 - 3) ч, охлаждение с печью или до
температуры не выше 300 °С, далее на воздухе
|
|
Пр
ВЗК,
|
|
ЦН-12М,
|
|
ЦН-6Л
|
|
07X16Н4Б
|
ЦН-2,
ВЗК, Пр ВЗК
|
Термическая обработка в соответствии с СТ
ЦКБА 016
|
|
ЦН-12М
|
|
ХН60ВТ (ЭИ-868)
|
ЦН-2,
ВЗК, Пр ВЗК
|
Термообработка по СТ
ЦКБА 016, охлаждение с печью
|
|
ХН35ВТ, ХН35ВТ-ВД (См. 4.3)
|
ЦН-2,
ВЗК, Пр ВЗК
|
Загрузка в печь при температуре не ниже
(600 - 650) °С; старение по СТ
ЦКБА 016; охлаждение с печью
|
|
ЦН-12М
с подслоем электродами марки ОЗЛ-6
|
Загрузка в печь при температуре не ниже
(600 - 650) °С; нагрев до температуры (650 - 700) °С, выдержка при
температуре (2 ± 0,5) ч; охлаждение с печью или до температуры не выше 300
°С, далее на воздухе
|
|
06ХН28МДТ (ЭИ-943), 07Х20Н25М3Д2ТЛ
|
06X20Н10M3Д3С4
|
Загрузка в печь при температуре не ниже
500 °С; нагрев до температуры (950 - 970) °С, выдержка при температуре (2 ±
0,5) ч; охлаждение с печью
|
|
20, 25, 20К, 22К, 20Л, 25Л,
|
ЦН-2,
ВЗК, Пр ВЗК
|
Загрузка в печь при температуре не ниже
600 °С. Нагрев до температуры (600 - 650) °С, выдержка при температуре (2 -
3) ч; охлаждение с печью или до температуры не выше 300 °С с печью, далее на
воздухе.
|
|
20ЮЧ,
20ГМЛ 09Г2С,
|
ЦН-12М
|
|
20ГСЛ,
20ГЛ, 10ХСНД, 10Г2
|
ЦН-6Л
|
|
12МХ, 15ХМ,
|
ЦН-2,
ВЗК, Пр ВЗК
|
Загрузка в печь при температуре не ниже
600 °С. Нагрев до температуры (650 - 680) °С, выдержка (2 - 3) ч. Охлаждение
с печью до температуры не выше 300 °С, далее на воздухе
|
|
20ХМЛ,
|
ЦН-12М
|
|
12Х1МФ
|
ЦН-6Л
|
|
20ХЛ, 20Х
|
ЦН-2,
ВЗК, Пр ВЗК
|
Загрузка в печь при температуре не ниже
600 °С. Нагрев до температуры (710 - 740) °С, выдержка (2 - 3) ч. Охлаждение
с печью до температуры не выше 300 °С, далее на воздухе
|
|
ЦН-12М
|
|
ЦН-6Л
|
|
12Х18Н10Т, 12Х18Н9Т,
|
УОНИ-13/Н1-БК
|
Загрузка в печь при температуре от 20 °С
до 500 °С; нагрев до температуры (820 - 850) °С, выдержка 4 - 6 ч;
охлаждение на воздухе
|
|
08Х18Н10Т, 12Х18Н9ТЛ,
|
ЭЛ3-НВ1
|
|
15Х18Н12С4ТЮ (ЭИ-654)
|
Св-04Х19Н11М3
под флюсом ЭЛЗ-ФКН-Х32Н8
|
|
______________
* При наплавке стеллита нагрев вместо (850 - 870) °С
производится при (1050 ± 10) °С.
|
(Измененная редакция. Изм. № 1)
10.3 Для обеспечения заданной твердости наплавленного металла
типа 20X13 и для снятия внутренних напряжений необходимо производить
термическую обработку (отпуск). Температура отпуска и время выдержки от 2 ч до
5 ч устанавливается в зависимости от заданной твердости наплавленного металла и
размеров наплавленных деталей.
Ориентировочно температура отпуска наплавленных деталей в
зависимости от заданной твердости принимается в пределах:
1) при твердости (240 - 300) НВ температура отпуска (600 -
650) °С;
2) при твердости (301 - 350) НВ температура отпуска (550 -
600) °С;
3) при твердости (351 - 400) НВ температура отпуска (400 -
540) °С.
Температура печи при загрузке в нее наплавленных деталей
должна быть не более 300 °С. Охлаждение деталей производится с печью до
температуры 300 °С, после чего допускается производить охлаждение в печи с
открытой дверцей или на воздухе.
10.4 Если термическую обработку невозможно выполнить
непосредственно после наплавки типа ЦН-6, стеллита, допускается наплавленные
детали охлаждать в горячем песке или в печи с последующим обязательным
проведением термической обработки, за исключением наплавки на сталь марки
14Х17Н2 и наплавки электродами марки ЦН-12М, для которых термическая обработка
должна производиться непосредственно после наплавки. В этом случае нагрев
деталей с наплавкой, подлежащих термообработке, производится совместно с
нагревом печи, т.е. загрузка производится в холодную печь или в нагретую до
температуры не выше 300 °С.
10.5 Для термической обработки детали рекомендуется
комплектовать в партии по следующему признаку:
- золотники, штоки и другие детали арматуры DN до 100
включительно;
- золотники, штоки и другие детали арматуры DN свыше 100;
- корпуса арматуры DN до 100 включительно;
- корпуса арматуры DN свыше 100.
10.6 Каждая партия термически обработанных деталей должна
предъявляться ОТК вместе с диаграммой записи проведенного режима. На диаграмме
должна быть указана дата выполнения термической обработки.
10.7 При обнаружении дефектов в наплавленном металле после
окончательной термообработки необходимость повторной термообработки
устанавливается предприятием-изготовителем арматуры. После исправления
наплавленного металла электродами марки ЦН-12М термообработка обязательна.
11 Контроль качества и нормы оценки качества
наплавленных поверхностей
11.1 Перед наплавкой ОТК контролирует:
- соответствие размеров и качества подготовки поверхностей
деталей под наплавку требованиям технологии;
- наличие технологической документации на наплавку и
термическую обработку;
- исправность измерительных приборов;
- соответствие наплавочных материалов требованиям настоящего
стандарта.
11.2 В процессе наплавки ОТК осуществляет постоянный
контроль за соблюдением технологического процесса наплавки.
11.3 Наплавленные детали контролирует и принимает ОТК. Контроль
следует производить визуальным осмотром и измерением размеров наплавки. При
заниженных размерах производится повторная наплавка с соблюдением требований
настоящего стандарта.
11.4 Контроль размеров производится с помощью специальных
шаблонов или мерительного инструмента.
11.5 Визуальный контроль и измерение производят после
окончательной механической обработки.
11.6 Окончательная приемка ОТК наплавленных поверхностей
после механической обработки включает:
- визуальный контроль и контроль размеров;
- капиллярный контроль;
- измерение твердости.
Фиксации подлежат округлые одиночные включения с
максимальным размером свыше 0,2 мм. Единичные включения размером до 0,2 мм
включительно не учитываются.
11.7 Для выявления трещин в наплавке на деталях арматуры в
случаях, оговоренных чертежом, необходимо производить капиллярный контроль в
соответствии с РБ-090-2014.
В сомнительных случаях производится контрольная проверка
лупой (7 - 10) кратного увеличения.
В наплавленном и основном металле, прилегающем к
наплавленным поверхностям деталей арматуры всех типов на участке ≥ 5, а
также в подслое, трещины не допускаются.
Допускается проведение капиллярной дефектоскопии на
поверхности наплавленного металла с припуском до 0,5 мм.
(Измененная редакция. Изм. № 1)
11.8 На плоских наплавленных уплотнительных поверхностях
арматуры DN до 150 включительно после окончательной механической обработки
наличие пор, шлаковых включений и других дефектов не допускается.
Конусные уплотнения, ширина контактной поверхности которых
составляет 10 и более мм приравнивается к плоским уплотнениям.
11.9 На плоских наплавленных уплотнительных поверхностях
арматуры допускаются дефекты :
а) не более 5 штук - для DN свыше 150 до 500 включительно
размером не более 1,5 мм;
б) не более 10 штук - для DN свыше 500 до 800 включительно
размером не более 2 мм;
в) не более 15 штук - для DN свыше 800 размером не более 2
мм.
Расстояние между дефектами не должно быть более 20 мм.
11.10 На боковых не уплотнительных поверхностях, а также на
направляющих поверхностях не допускаются раковины или поры размером более 1 мм,
расположенные на расстоянии менее 20 мм друг от друга.
Допускается скопление пор (размером каждая до 0,5 мм) на
площади не более 0,4 см2.
11.11 В конструкциях, выполненных с конусным или ножевым
уплотнением, по линии уплотнения (или пояску) дефекты не допускаются.
Допускаются отдельные поры или раковины размером не более 1
мм в количестве не более 3, находящиеся на расстоянии не менее 2,5 мм от линии
или пояска уплотнения, расстояние между ними должно быть не менее 20 мм.
11.12 На границе соединения наплавленного и основного
металла для всех видов уплотнения не допускаются трещины, непровары, подрезы.
Допускаются черновины длиной не более 20 мм, шириной не более 1 мм и глубиной
не более 0,5 мм.
11.13 Если на отдельных видах арматуры по условиям работы
могут быть допущены дефекты, превышающие по размерам или по количеству,
указанные выше в настоящем стандарте, то они должны быть указаны в КД или
оформляются совместным решением предприятия, выполняющего наплавку, и проектной
организацией, а в особых случаях - согласовываются с заказчиком.
11.14 Для деталей с открытыми
наплавленными поверхностями, доступными для замера, контроль твердости наплавки
следует производить на одной детали из контролируемой партии, которая включает
не более 50 однотипных деталей.
Твердость следует контролировать на высоте рабочей
поверхности наплавки по чертежу с припуском на окончательную механическую обработку
не более 0,5 мм.
На деталях с наплавленными поверхностями, недоступными для
замеров твердости, контроль должен проводиться на контрольных образцах
(образцах-свидетелях), идентичных контролируемым производственным наплавленным деталям
по марке основного металла, подготовке под наплавку, способу наплавки, партии
(сочетанию партий) наплавочных материалов, технологии выполнения наплавки и
термической обработке. Эскизы рекомендуемых контрольных образцов приведены в
приложениях Д
(рисунки Д.1, Д.2), Е (рисунки E.1,
Е.2), Ж (рисунки Ж.1,
Ж.2, Ж.3), К
(рисунки K.1, К.2, К.3) настоящего стандарта.
11.15 Образцы-свидетели изготавливаются из стали любой
марки: 08Х18Н10Т, 12Х18Н10Т, 12Х18Н9Т, Ст3, 20, 22К и др., в зависимости от
марки материала контролируемого изделия.
При применении других марок основного материала для деталей
арматуры, не указанных в стандарте, образцы-свидетели изготавливаются из
применяемой стали.
11.16 Изготовление одного образца-свидетеля следует
производить на партию однотипных деталей, наплавляемых материалами одной и той
же партии, по технологии изготовления данной партии деталей.
Срок годности образца-свидетеля - не более 12 месяцев.
12.1 Детали с недопустимыми дефектами в наплавленном металле
или в зоне сплавления его с основным металлом допускается исправлять путем
повторной наплавки.
Исправление наплавки допускается производить не более двух
раз. Возможность дальнейшего исправления решается специалистами
предприятия-изготовителя в установленном на предприятии порядке.
12.2 Обнаруженные дефекты должны быть удалены механическим
способом до здорового металла с последующим контролем подготовки поверхности
ОТК.
12.3 При исправлении следует применять способы наплавки и
наплавочные материалы, отвечающие требованиям настоящего стандарта.
При этом следует применять те же наплавочные материалы,
которые были использованы для выполнения исправляемой наплавки.
12.4 Допускается исправление дефектов наплавки аргонодуговым
способом с использованием присадочных прутков (стержней), полученных из
металла, наплавленного в медную форму или вырезанных из верхних слоев (не ниже
третьего) металла, наплавленного на стальную пластину, или изготовленных любым
другим способом. Также исправление дефектов наплавки, ранее выполненной
электродами, разрешается производить порошковыми материалами
(проволокой/лентой) того же типа.
При наплавке порошковыми материалами (проволокой, лентой,
порошком) или при автоматической наплавке, исправление разрешается производить
электродами, обеспечивающими аналогичный тип наплавленного металла.
12.5 Контроль качества наплавки после исправления дефектов
должен производиться согласно требованиям настоящего стандарта.
12.6 В случае полного удаления наплавленного металла с
поверхности детали, новая наплавка считается не исправлявшейся.
13.1 В процессе выполнения работ по наплавке износостойких
материалов на организм работающих оказывают влияние опасные и вредные факторы.
К опасным факторам относятся:
- брызги расплавленного металла;
- опасный уровень напряжения в электрической цепи.
К вредным факторам относятся:
- сварочный аэрозоль (в состав которого входят окислы
железа, никеля, кремния, хрома, марганца);
- газы (СО2);
- повышенный уровень ультрафиолетовой и инфракрасной
радиации;
- повышенный уровень вибрации;
- повышенный уровень шума.
13.2 К выполнению конкретного вида работ допускаются лица,
которые по состоянию здоровья не имеют противопоказаний, препятствующих
выполнению этих работ. Допуск лиц к этим работам решается индивидуально во
время медосмотра при поступлении на работу и периодических медицинских
осмотров.
13.3 Работающие должны знать требования безопасности труда в
соответствии ГОСТ
12.0.004.
13.4 При наплавке концентрация вредных веществ в зоне
дыхания не должна превышать предельно допустимую концентрацию (ПДК),
устанавливаемую ГОСТ
12.1.005.
При повышении ПДК необходимо использовать средства
индивидуальной защиты органов дыхания типа «Лепесток», полумаски ППМ-1 с
подачей очищенного воздуха в зону дыхания и т.п.
13.5 Необходимо периодически производить контроль состояния
воздуха рабочей зоны по методикам, согласованным с Минздравом РФ в соответствии
с ГОСТ
12.1.005.
13.6 Отопление, вентиляция, а также местные отсосы и
кондиционирование воздуха на рабочих местах должны соответствовать требованиям ГОСТ
12.4.021, СНиП
41-01-2003.
13.7 Для защиты рабочих от ультрафиолетового и инфракрасного
излучений электрический дуги рабочие места электросварщиков, находящиеся как в
помещениях, так и на открытом воздухе, должны ограждаться переносным
ограждением (щитками или ширмами).
13.8 Для предотвращения поражений слизистой оболочки глаз и
кожного покрова следует применять защитные маски со стеклами.
13.9 Рабочие должны своевременно обеспечиваться
индивидуальными защитными средствами согласно действующим «Типовым отраслевым
нормам бесплатной выдачи специальной одежды, специальной обуви и других средств
индивидуальной защиты рабочим и служащим».
13.10 Учитывая возможную травмоопасность производства
(падение людей и предметов на них, электротравматизм, травматизм, связанный с
транспортировкой материала), эксплуатация сварочного оборудования и
эксплуатация грузоподъемных устройств должны осуществляться в соответствии с ГОСТ
12.3.009 (СТ СЭВ 3518), «Правилами
технической эксплуатации электроустановок потребителей» и «Правилами
устройства и безопасной эксплуатации грузоподъемных кранов».
13.11 При работе с пневматическим инструментом необходимо
руководствоваться требованиями «Санитарных норм и правил при работе с
инструментами, механизмами и оборудованием, создающими вибрации, передаваемые
на руки работающих».
13.12 Для защиты от шума следует использовать противошумные
наушники ВЦНИИОТ-1.
13.13 Условия работы при наплавке должны соответствовать
требованиям действующей технической документации по вопросам безопасности,
производственной санитарии и пожарной безопасности.
13.14 Административный и технический персонал предприятия,
связанный с наплавкой деталей, должен хорошо изучить приведенные в приложении
правила, нормы и инструкции, руководствоваться ими в практической работе и
строго соблюдать их в процессе производства.
13.15 На основе перечисленного в настоящем разделе и
действующих на предприятии-изготовителе правил, норм и инструкций, должны быть
разработаны и выданы на руки рабочим подробные инструкции по требованиям
безопасности.
13.16 Ответственность за полноту изложения требований
безопасности в инструкциях и контроль за соблюдением этих требований
возлагается на администрацию предприятия-изготовителя, начальников цехов и на
руководителей отдельных участков и работ.
14.1 В зависимости от размеров наплавляемой поверхности,
размеров и конфигурации деталей под наплавку, для обеспечения работоспособности
при рабочих параметрах и средах, с учетом экономической целесообразности и
количества изготавливаемой арматуры (единичное, серийное) необходимо выбирать
как материал наплавки, так и способ наплавки в соответствии с требованиями
настоящего стандарта.
В конструкторской документации должны быть указаны:
- размеры наплавленного металла (ширина, высота, радиусы под
наплавку в случае необходимости);
- твердость наплавленного металла;
- в случае отсутствия режимов термообработки после наплавки
в настоящем стандарте, режим указывается в КД;
- необходимость проведения капиллярного или визуального
контроля с лупой (7 - 10) кратного увеличения;
- в спецификации КД указывается наплавочный материал и НД на
него. Материал подслоя указывается в спецификации КД или в ТД.
Пример записи в технических требованиях чертежа:
«Наплавка и контроль качества наплавки по СТ ЦКБА
053-2008, HRC (НВ)...»
14.2 Замена ручной электродуговой наплавки на автоматическую
или другие способы осуществляется согласно ПТД, при этом должна быть обеспечена
твердость согласно КД и химический состав, обеспечивающий износостойкость.
При замене необходимо учитывать возможные изменения твердости:
- при наплавке стеллитом аргонодуговым методом прутками ВЗК,
Пр ВЗК золотников, штоков и др. деталей взамен наплавки электродами марки ЦН-2
необходимо произвести контроль твердости на образцах-свидетелях. При наплавке
электродами твердость наплавленного металла, как правило, выше, чем у
наплавленного металла, выполненного аргонодуговым способом. Учитывая
конструкцию узла затвора (коническое уплотнение), твердость наплавленного
металла на золотнике, штоке должна быть выше или равна твердости наплавленного
металла в корпусе.
14.3 При наплавке корпуса клапана (внутренних поверхностей)
электродами марки ЦН-6Л происходит уменьшение твердости наплавленного металла
по сравнению с входным контролем, который производился на плоских образцах.
Уменьшение твердости происходит за счет перемешивания
основного и наплавленного металла, и, как следствие, снижение содержания
основных элементов, влияющих на твердость. Твердость в металле, наплавленном
электродами ЦН-6Л, в основном обеспечивается содержанием в нем кремния.
Поэтому для получения необходимой твердости высота наплавки
электродами марки ЦН-6Л в корпусе рекомендуется - от 8 мм до 10 мм, а на
открытой плоской поверхности - от 7 мм до 8 мм, но не менее 6 мм.
14.4 При наплавке электродами марки ЦН-2 и ЦН-12М
допускается для DN от 10 до 25 высота наплавки - 4 мм в корпусе, от 5 мм до 6
мм - на золотнике.
При наплавке корпусов DN 100 и выше рекомендуется высота
наплавки не менее 8 мм.
14.5 Для наплавки трущихся направляющих поверхностей
применяются электроды марки ЦН-2, ЦН-12М, при этом высота наплавки допускается
минимальной 3 мм и твердостью 35 HRC.
14.6 Химическое пассивирование деталей с наплавленными
поверхностями производится до притирки уплотнительных поверхностей.
14.7 Чистота обработки наплавленного металла плоских
уплотнительных поверхностей и трущихся поверхностей должна быть не более Ra
1,6 мкм, при этом радиусы скругления должны быть не менее 1,2 и 1,6 при
шероховатости Ra 3,2 мкм.
14.8 При наплавке конических уплотнительных поверхностей твердость
в золотнике рекомендуется выше на (3 - 5) единиц по сравнению с твердостью
наплавки в корпусе или должна быть одинаковой, также и при наплавке
уплотнительных плоских поверхностей.
14.9 Наплавку на сталь марки 14Х17Н2 рекомендуется
производить только на торцевую поверхность; на цилиндрическую поверхность
производить не рекомендуется, в связи с возможностью образования трещин.
14.10 Сравнительные результаты износостойкости твердых
наплавочных материалов и характеристики наплавленного металла, и удельные
нагрузки приведены в приложениях В, Г.
14.11 В разделах по наплавке каждым способом сварки указаны
размеры наплавки без припуска на повторную притирку, которые указаны и в
таблице 11.
Таблица 11
- Размеры наплавок без припуска на повторную притирку
|
Марка
наплавочного материала
|
Способ
наплавки
|
Минимальная
высота наплавленного металла, мм
|
|
Стеллит
|
Аргонодуговой
|
4
|
|
Газовая
|
3,
допускается 2
|
|
Ручная
электродуговая
|
5,
допускается 4
|
|
ЦН-12М
|
Ручная
электродуговая
|
5,
допускается 4
|
|
ЦН-6Л
|
6
|
|
УОНИ-13/Н1-БК, ЭЛ3-НВ1
|
5
|
|
06Х20Н10М3Д3С4
|
См.
разделы 9.7
|
5
|
|
Порошковые материалы
|
См.
разделы 9.10
|
4
|
|
ЦН-6Л
|
Автоматическая
|
4
|
|
48-Ж1 и др.
|
Ручная
электродуговая
|
4
|
|
Св 13Х25Т
|
Автоматическая
|
3 - 4
|
Режимы имитационных технологических нагревов
образцов-свидетелей основного металла, подлежащего наплавке твердыми
износостойкими материалами
Образцы-свидетели должны быть термообработаны по СТ
ЦКБА 016 или СТ
ЦКБА 026 с дополнительной термообработкой по режимам имитационных нагревов.
Таблица А.1
- Режимы имитационных технологических нагревов образцов-свидетелей основного
металла
|
№ режима
|
Режимы
нагревов
|
Дополнительные
указания
|
|
1
|
1) загрузка в печь при температуре от
950 °С до 970 °С;
|
При испытании на стойкость против
межкристаллитной коррозии и проверке механических свойств основного материала
стали марки 12Х18Н10Т, 08Х18Н10Т, 12Х18Н9Т, подлежащего сварке (приварка
патрубков), а затем наплавке твердыми износостойкими материалами (ЦН-12М и
т.п.) при изготовлении корпусов арматуры DN 100 и выше.
|
|
2) нагрев до температуры от 950 °С до
970 °С, выдержка от 1,5 ч до 2,5 ч;
|
|
3) охлаждение на воздухе;
|
|
4) загрузка в печь при температуре от
850 °С до 870 °С;
|
|
5) нагрев до температуры от 850 °С до
870 °С, выдержка 8,5 ч ± 10 мин;
|
|
6) охлаждение с печью до температуры 650
°С ;
|
|
7) выдержка при температуре 650 °С ± 10
°С (60 ± 5) мин;
|
|
8) охлаждение с печью или охлаждение до
300 °С с печью, далее - на воздухе.
|
|
2
|
1) загрузка в печь при температуре не
выше 300 °С;
|
При испытании на стойкость против
межкристаллитной коррозии (МКК) и проверке механических свойств основного
материала (в основном, применяемого при изготовлении золотников, штоков и
т.д.) стали марки 12Х18Н10Т, 08Х18Н10Т, 12Х18Н9Т, подлежащего наплавке
твердыми износостойкими материалами:
- без последующей сварки;
- со сваркой, но без термообработки
после сварки;
- со сваркой и последующей
термообработкой по режиму 12 СТ
ЦКБА 016.
|
|
2) нагрев до температуры от 550 °С до
600 °С, выдержка от 3,5 ч до 4,5 ч;
|
|
3) нагрев до температуры от 850 °С до
870 °С, выдержка от 1,5 ч до 2,5 ч;
|
|
4) охлаждение с печью до 650 °С;
|
|
5) выдержка при температуре 650 °С ± 10
°С (60 ± 5) мин;
|
|
6) охлаждение с печью или до 300 °С с
печью, далее - на воздухе.
|
|
3
|
1) загрузка в печь при температуре от
500 °С до 650 °С;
|
При проверке механических свойств
основного материала из стали 20, подлежащего наплавке электродами марки
ЦН-12М, ЦН-2 и др. (для деталей арматуры типа дисков для задвижек)
|
|
2) нагрев до температуры от 500 °С до
550 °С, выдержка от 3+0,5 ч;
|
|
3) нагрев до температуры от 640 °С до
660 °С, выдержка (1,5 - 2) ч;
|
|
4) охлаждение с печью или охлаждение до
300 °С с печью, далее - на воздухе.
|
|
4
|
1) загрузка в печь при температуре от
200 °С до 300 °С;
|
При проверке механических свойств
основного материала из стали 20, подлежащего наплавке электродами марки ЦН-6
(для деталей арматуры типа колец для задвижек).
Если температура подогрева производится при температуре (500 - 650) °С
(например, при наплавке корпуса для DN 200
и выше), то контроль механических свойств производится по режиму 3
|
|
2) нагрев до температуры от 200 °С до
300 °С, выдержка от 3,5 ч до 4,5 ч;
|
|
3) нагрев до температуры от 640 °С до
660 °С, выдержка от 2 ч до 3 ч;
|
|
4) охлаждение с печью, или до 300 °С с
печью, далее - на воздухе.
|
|
5
|
1) загрузка в печь при температуре не
выше 300 °С;
|
При испытании на стойкость против
межкристаллитной коррозии и проверке механических свойств основного материала
(в основном, применяемого при изготовлении корпусов) стали марки 08Х18Н10Т,
12Х18Н10Т, 12Х18Н9Т, подлежащего наплавке твердыми износостойкими
материалами:
- без последующей сварки;
- со сваркой, но без термообработки;
- со сваркой и последующей
термообработкой по режиму 12 СТ
ЦКБА 016.
|
|
2) нагрев до температуры от 700 °С до
750 °С, выдержка от 3,5 ч до 4,5 ч;
|
|
3) нагрев до температуры от 850 °С до
870 °С, выдержка от 1,5 ч до 2,5 ч;
|
|
4) охлаждение с печью до температуры 650
°С;
|
|
5) выдержка при температуре 650 °С ± 10
°С (60 ± 5) мин;
|
|
6) охлаждение с печью или охлаждение до
300 °С с печью, далее на воздухе.
|
|
6
|
1) загрузка в печь при температуре не
выше 350 °С;
|
При проверке механических свойств
основного материала из стали 20, подлежащего сварке, а затем наплавке
твердыми износостойкими материалами (электродами марок ЦН-12М и т.п.)
|
|
2) нагрев до температуры от 640 °С до
660 °С, выдержка от 7 ч до 9,5 ч; охлаждение с печью до 300 °С, далее на
воздухе.
|
|
7
|
1) загрузка в печь при температуре не
выше 300 °С;
|
При испытании на стойкость против
межкристаллитной коррозии и проверке механических свойств основного материала
стали марки 10Х17Н13М2Т, 10X17H13M3T, 12Х18Н12МЗТЛ,
подлежащего наплавке твердыми износостойкими материалами:
- без последующей сварки;
- со сваркой, но без термообработки;
- со сваркой и последующей
термообработкой по режиму 12 СТ
ЦКБА 016
|
|
2) нагрев до температуры от 550 °С до
600°С, выдержка от 3,5 ч до 4,5 ч;
|
|
3) нагрев до температуры от 950 °С до
1050°С, выдержка от 1,5 ч до 2,5ч;
|
|
4) охлаждение с печью до 650 °С;
|
|
5) выдержка при температуре 650 °С ± 10
°С (60 ± 5) мин;
|
|
6) охлаждение с печью или до 300 °С с
печью, далее - на воздухе.
|
|
8
|
1) загрузка в печь при температуре не
выше 300 °С;
|
При испытании на стойкость против
межкристаллитной коррозии и проверке механических свойств основного материала
стали марки 08Х18Н10Т, 12Х18Н10Т, 12Х18Н9Т, подлежащего наплавке электродами
марки УОНИ-13/Н1-БК, ЭЛЗ-НВ1.
|
|
2) нагрев до температуры от 780 °С до
820 °С, выдержка от 5 ч до 6,5 ч;
|
|
3) охлаждение с печью до 650 °С;
|
|
4) выдержка при температуре 650 °С ± 10
°С (60 ± 5) мин;
|
|
5) охлаждение на воздухе.
|
|
9
|
1) загрузка в печь при температуре не
выше 300 °С;
|
При испытании на стойкость против
межкристаллитной коррозии и проверке механических свойств основного материала
сталей марок 08Х18Н10Т, 12Х18Н10Т, 08Х18Н10Т-Ш, подлежащего наплавке твердыми
износостойкими материалами с последующей сваркой, при совмещении операции
термической после наплавки и после сварки (деталь с наплавкой, входящая в
сварную сборку, после наплавки (за исключением ЦН-12М и типа ЦН-12М
порошковых материалов) не термообрабатывается
|
|
2) нагрев до температуры от 790 °С до
810 °С, выдержка 3,5 до 4,5 ч;
|
|
3) нагрев до температуры от 950 °С до
970 °С, выдержка 2,5 до 3,5 ч;
|
|
4) охлаждение с печью до 650 °С ± 10 °С;
|
|
5) выдержка при температуре 650 °С ± 10
°С (60 ± 5) мин;
|
|
6) охлаждение с печью до температуры не
выше 300 °С, далее на воздухе.
|
|
Примечания:
1 Все нагревы, выполняемые до проведения
нормализации, закалки допускается не воспроизводить.
2 Провоцирующий нагрев может проводиться
отдельно, т.е. после проведения нагревов, имитирующих нагревы при наплавке
(подогрев, термообработка).
|
Изготовление керамического флюса для автоматической
наплавки типа ЦН-6Л
В настоящем разделе установлен технологический процесс
изготовления и порядок приемки керамического флюса, предназначенного для
автоматической наплавки уплотнительных поверхностей трубопроводной арматуры
типа ЦН-6Л и технологический процесс наплавки.
Б.1.1 Исходные материалы
Б.1.1.1 Состав керамического флюса приведен в таблице Б.1.
Таблица Б.1.1 - Состав керамического флюса
|
Наименование
компонентов
|
Стандарт
|
Содержание
компонентов, %
|
|
Флюс АН-26
|
ГОСТ 9087
|
74,8
|
|
Кремний кристаллический
|
ГОСТ 2169
|
20,2
|
|
Концентрат рутиловый
|
ГОСТ 22938
|
5,0
|
|
Жидкое стекло,
Плотность 1,43 - 1,50
|
ГОСТ 13078
|
5,8
от массы сухой шихты
|
|
Углекислый газ
|
ГОСТ
8050
|
-
|
Б.1.1.2 Все материалы, применяемые
для изготовления флюса, должны иметь сертификаты и удовлетворять требованиям
стандартов на их поставку.
Б.1.1.3 Запуск материалов в производство производится после
проверки их работниками ОТК на соответствие требованиям технических условий или
стандартов.
В сомнительных случаях ОТК производит контрольную проверку
химического состава компонентов.
Материалы, не принятые ОТК, в производство не допускаются.
Б.1.1.4 Жидкое стекло должно храниться в специальных баках с
отстойниками при температуре не ниже 5 °С. Жидкое стекло должно отстаиваться в
течение не менее 48 ч.
Б.1.1.5 Все исходные материалы должны храниться в закрытых
ящиках, на которые нанесены наименования находящихся в них материалов
(компонентов). Хранить материалы следует в специальных помещениях с
температурой окружающего воздуха не ниже 15 °С и относительной влажностью не
более 60 %.
Б.1.2 Подготовка компонентов флюса
Б.1.2.1 Флюс марки АН-26 перед употреблением должен быть
проверен на влажность. Влажность флюса - до 0,1 %. При содержании влаги 0,1 % и
более флюс должен быть прокален при температуре (200 - 250) °С в течение (2 -
3) ч.
Б.1.2.2 Для определения влажности навеску флюса не менее 100
г высушивают при температуре 200 °С до постоянной массы.
Б.1.2.3 Кристаллический кремний, входящий в состав флюса,
следует подвергнуть промывке, сушке, дроблению, размолу и просеву. После
размола кристаллический кремний просеивается через сетку № 045 или 05 с числом
отверстий на 1 см2 от 193 до 252.
Б.1.3 Приготовление флюса
Б.1.3.1 Подготовленные компоненты отвешиваются по рецепту,
приведенному в таблице 5, и тщательно
перемешиваются в сухом виде в течение 20 минут.
Б.1.3.2 Взвешивание компонентов, предназначенных для
составления замеса, производится с точностью до 0,65 % от массы каждого из
компонентов.
Б.1.3.3 Во флюс АН-26, загруженный в смеситель, небольшими
порциями следует добавлять жидкое стекло согласно таблице Б.1. Перемешивать
следует до получения однородной сырой массы. Не прекращая процесс
перемешивания, в полученную смесь добавляется измельченный и просеянный
кристаллический кремний, а затем - титановый концентрат (рутил).
Готовая сырая смесь должна слипаться в комок при сжатии
ладони в кулак.
Б.1.3.4 Готовую сырую смесь перед прокалкой следует
просушить углекислым газом. Просушенный флюс не должен слипаться и прилипать к
рукам.
Б.1.3.5 Просушенный флюс просеивается через сито с числом
отверстий девять на 1 см2, насыпается на противень слоем не более 50
мм и прокаливается при температуре от 300 °С до 350 °С в течение от 2 до 3 ч
при периодическом перемешивании, не менее четырех раз.
Б.1.4 Контроль качества готового флюса
Б.1.4.1 Готовый флюс принимает ОТК цеха по следующим
показателям:
а) внешнему виду;
б) влажности;
в) грануляции.
Б.1.4.2 Для приемки готового флюса по внешнему виду должен быть
установлен эталон, утвержденный главным сварщиком предприятия.
Б.1.4.3 По внешнему виду готовый флюс должен представлять
зерна, однотонные по цвету. Флюс не должен иметь посторонних примесей и комков.
Б.1.4.4 Для определения влажности навеску готового флюса не
менее 100 г высушивают при температуре 200 °С до постоянной массы. Влажность
флюса не должна превышать 0,1 %.
Б.1.4.5 Гранулометрический состав флюса определяется методом
ситового анализа. Навеска флюса должна составлять 100 г. Время просева через
сито от 10 мин до 15 мин.
Флюс должен проходить через сито с числом отверстий девять
на 1 см2 и оставаться на сите с числом отверстий четыреста на 1 см2
(сетка № 0355).
Б.1.4.6 Определение технологических свойств флюса
производится путем наплавки кольцевого валика на тарелку-свидетель проволокой
марок Св-04Х19Н9С2 или Св-08Х19Н9С2Ф2 по ГОСТ
2246 под слоем исследуемого флюса. Диаметр сварочной проволоки - от 4 мм до
5 мм.
Флюс должен удовлетворять следующим требованиям:
- дуга должна гореть устойчиво, без перерывов;
- формирование валика должно быть равномерным по всей
окружности; поверхность валика должна быть гладкой и ровной.
Б.1.4.7 Для определения химического состава и твердости
наплавленного металла производится наплавка на образец-свидетель из стали марок
08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т по ГОСТ
5632.
Б.1.4.8 Проба для химического анализа наплавленного металла
берется из верхних слоев наплавки, расположенных на высоте не менее 4 мм от
поверхности основного металла для определения следующих элементов:
- содержание углерода, кремния, марганца, хрома, никеля
(остальные элементы - факультативно).
Содержание элементов должно находиться в пределах, указанных
в таблице Б.2.
Таблица Б.1.2 - Пределы содержания элементов в наплавленном
металле
|
Содержание
элементов, %
|
|
С,
не более
|
Si
|
Мn
|
Сr
|
Ni
|
S и Р, не
более
|
|
0,12
|
От
5 до 5,8
|
От
1 до 2
|
Св.
16,0
|
Св.
6,0
|
0,04
|
Б.1.4.9 Если химический состав
наплавленного металла не соответствует требованиям таблицы Б.2, то следует произвести
повторный контроль несоответствующего требованиям таблицы Б.2 химического
элемента.
Б.1.4.10 Замер твердости наплавки следует производить
равномерно по поверхности образца-свидетеля не менее чем в пяти точках на
высоте не менее 4 мм от основного металла.
Твердость должна составлять (29,5 - 39,0) HRC.
Б.1.4.11 Наплавленный металл контролируется при помощи лупы
четырехкратного увеличения, рекомендуется контроль капиллярной дефектоскопией.
В наплавленном металле наличие пор, трещин, сыпи и других дефектов
не допускается.
Б.1.4.12 По результатам проверки составляется заключение. На
основании результатов контроля ОТК дает разрешение на запуск флюса в
производство.
Б.1.4.13 При неудовлетворительных результатах по твердости
наплавленного металла производится повторное испытание, которому подвергается
удвоенное количество образцов.
Б.1.4.14 При неудовлетворительных результатах повторных
испытаний вопрос о годности флюса решает главный сварщик или главный инженер
предприятия.
Б.1.4.15 Готовый флюс должен быть упакован в специальные
мешки из плотной бумаги и храниться в сухом помещении.
Б.1.4.16 На каждый мешок должна быть наклеена этикетка с
указанием наименования флюса и даты изготовления.
Б.1.4.17 Отсыревший флюс перед наплавкой следует повторно
прокалить при температуре от 300 °С до 350 °С в течение (2 - 3) ч.
Б.1.4.18 На каждую партию флюса должен быть составлен
сертификат, в котором следует указать:
а) наименование флюса;
б) номер партии;
в) дату изготовления;
г) химический состав наплавленного металла;
д) химический состав проволоки, которой наплавлялся
образец-свидетель;
е) режим наплавки.
Краткие рекомендации ОАО НПО «ЦНИИТМАШ» по
автоматической наплавке под флюсом
Б.2.1 Флюс керамический марки СФМ-801 (ТУ 17 1800-4-05-1425373),
для трехслойной многопроходной наплавки арматуры из углеродистой или
кремнемарганцовистой стали в сочетании с проволокой марки Св-04Х19Н9С2
диаметром 3 мм.
Ориентировочный режим трехслойной многопроходной наплавки
проволокой марки Св-04Х19Н9С2 диаметром 3 мм под керамическим легирующим флюсом
марки СФМ-801 указан в таблице Б.2.1.
Таблица
Б.2.1 - Ориентировочный режим трехслойной многопроходной наплавки
проволокой марки Св-04Х19Н9С2 диаметром 3 мм под керамическим легирующим флюсом
марки СФМ-801
|
Вылет электрода, мм
|
Сварочный
ток, А
|
Напряжение
на дуге, В
|
Скорость
наплавки, м/час
|
Расстояние
электрода от кромки предыдущего валика, мм
|
|
35 - 45
|
350 - 400
|
32 - 34
|
21 - 24
|
3
|
Химический состав наплавленного под
флюсом металла указан в таблице Б.1.2.
Таблица
Б.2.2 - Химический состав и твердость наплавленного металла
|
Массовая
доля элементов, %
|
Твердость,
HRC
|
|
С
|
Si
|
Мn
|
Сr
|
Ni
|
S
|
P
|
|
0,05 - 0,12
|
5,0 - 6,0
|
0,9 - 2,0
|
15,5
- 18,4
|
6,0 - 9,0
|
<
0,030
|
<
0,030
|
30 - 45
|
Наплавку следует производить с
предварительным подогревом деталей.
Температура предварительного и сопутствующего подогрева деталей
при наплавке под флюсом указана в таблице Б.2.3.
Таблица
Б.2.3 - Температура предварительного и сопутствующего подогрева деталей
при наплавке под флюсом
|
Масса
наплавляемых деталей, кг
|
Минимальная
температура подогрева, °С
|
|
До
5
|
-
|
|
От
5 и выше
|
300 - 400
|
Б.2.2 Флюс керамический марки
ФЦК-29 (ТУ 24.11.009) для однослойной наплавки уплотнительных поверхностей
арматуры из хромоникелевых сталей аустенитного класса в сочетании с проволокой
марки Св-04Х19Н9С2 диаметром 5 мм.
Химический состав и твердость наплавленного металла указаны
в таблице Б.2.4.
Таблица
Б.2.4 - Химический состав наплавленного под флюсом металла
|
Массовая
доля элементов, %
|
Твердость,
HRC
|
|
С
|
Si
|
Мn
|
Сr
|
Ni
|
S
|
P
|
|
<
0,15
|
5,0
- 6,0
|
1,0 - 2,0
|
15,5
- 18,0
|
8,0
- 10,0
|
<
0,030
|
<
0,030
|
30 - 45
|
Б.2.3 Флюс керамический марки
ФЦК-28 (ТУ 24.11.009) для многослойной многопроходной наплавки арматуры из
углеродистой и кремнемарганцовистой стали в сочетании с проволокой марки Св-04Х19Н9С2
диаметром 3 мм и его модификация для однослойной наплавки в сочетании с
проволокой марки Св-15Х18Н12С4ТЮ (требует корректировки режима наплавки для
каждого конкретного технологического процесса).
Химический состав и твердость наплавленного металла указаны
в таблице Б.2.5.
Таблица
Б.2.5 - Химический состав наплавленного под флюсом металла
|
Марка
проволоки
|
Массовая
доля элементов, %
|
Твердость,
HRC
|
|
С
|
Si
|
Мn
|
Сr
|
Ni
|
S
|
P
|
|
Св-04Х19Н9С2
|
< 0,15
|
5,0 - 6,0
|
1,0 - 2,0
|
15,5
- 18,0
|
8,0 - 10,0
|
<
0,030
|
<
0,030
|
30 - 45
|
|
Св-15Х18Н12С4ТЮ
|
< 0,2
|
5,0 - 6,0
|
0,5
- 2,0
|
12,0 - 18,0
|
6,0 - 9,0
|
<
0,030
|
<
0,030
|
30 - 45
|
Б.2.4 Флюс керамический марки ФКН-2
(ТУ 17 1800 4-011-49307098) для однослойной наплавки уплотнительных
поверхностей арматуры из хромоникелевых сталей аустенитного класса в сочетании
с проволокой марки Св-04Х19Н9С2 диаметром 3 мм.
Рекомендуемые режимы наплавки уплотнительных поверхностей арматуры
под керамическим флюсом марки ФКН-2 указан в таблице Б.2.6.
Таблица
Б.2.6 - Рекомендуемые режимы наплавки уплотнительных поверхностей
арматуры под керамическим флюсом марки ФКН-2
|
№ п/п
|
Сварочный
ток, А
|
Напряжение
на дуге, В
|
Скорость
наплавки, м/час
|
|
1
|
450
|
37
- 38 (время оборота детали - средний диаметр наплавки 185 мм - 2 мин 19 с)
|
15
|
|
2
|
450
|
37
- 38 (время оборота детали - средний диаметр наплавки 100 мм - 1 мин 15 с)
|
15
|
Химический состав и твердость металла
указаны в таблице Б.2.7.
Таблица
Б.2.7 - Химический состав наплавленного под флюсом металла
|
Массовая
доля элементов, %
|
Твердость,
HRC
|
|
С
|
Si
|
Мn
|
Сr
|
Ni
|
S
|
P
|
|
< 0,12
|
4,8 - 6,0
|
1,0 - 2,0
|
15,5
- 18,4
|
8,0
- 10,0
|
<
0,030
|
<
0,030
|
30
- 45
|
Б.2.5 Флюс керамический марки
СФМ-701 (ТУ 17-1800 4-04-14253733) для однослойной наплавки уплотнительных
поверхностей арматуры из углеродистой и кремнемарганцовистой стали в сочетании с
проволокой марки Св-13Х25Т и для многопроходной двух или трехслойной наплавки в
сочетании с проволокой марки Св-10Х17Т (выбор количества слоев определяется
необходимой высотой наплавки с корректировкой режимов наплавки).
Ориентировочный режим однослойной наплавки под керамическим
легирующим флюсом марки СФМ-701 указан в таблице Б.2.8.
Таблица
Б.2.8 - Ориентировочный режим трехслойной многопроходной наплавки
проволокой марки Св-04Х19Н9С2 диаметром 3 мм под керамическим легирующим флюсом
марки СФМ-801
|
Марка
проволоки, мм
|
Сварочный
ток, А
|
Напряжение
на дуге, В
|
Скорость
наплавки, м/час
|
Вылет
электрода, мм
|
|
3
|
350
- 400
|
39
- 40
|
7,0
- 8,0
|
35
- 45
|
|
5
|
650
- 700
|
41
- 42
|
7,0
- 8,5
|
45
- 60
|
Химический состав и твердость наплавленного
металла указаны в таблице Б.2.9.
Таблица
Б.2.9 - Химический состав наплавленного под флюсом металла
|
Марка
проволоки
|
Массовая
доля элементов, %
|
Твердость,
HRC
|
|
С
|
Si
|
Мn
|
Сr
|
Ni
|
S
|
P
|
|
Св-10Х17Т
|
0,12 - 0,24
|
0,6 - 2,0
|
0,4
- 1,3
|
12,0
- 17,0
|
0,5
- 1,2
|
<
0,030
|
<
0,030
|
30
- 45
|
Сравнительные результаты износостойкости твердых
наплавочных материалов при испытании плоских образцов в условиях сухого трения
при возвратно-поступательном движении
В.1 Сравнительные результаты износостойкости твердых
наплавочных материалов при испытании плоских образцов в условиях сухого трения
при возвратно-поступательном движении представлены в таблице В.1. Результаты испытаний не
используются при расчете уплотнений. Расчет производится по допустимым удельным
контактным давлениям, приведенным в таблице Г.2.
Образцы изготавливались:
- из стали марки 12Х18Н9Т с наплавкой электродами марки
ЦН-2, ЦН-12М, ЦН-6Л, УОНИ-13/Н1-БК;
- из стали марки 20 с наплавкой электродами марки 48Ж-1
(типа 20X13).
При превышающих нагрузках, указанных в таблице В.1, были
обнаружены задиры в виде рисок с налипанием.
Таблица В.1
- Результаты износостойкости твердых наплавочных материалов при испытании
плоских образцов в условиях сухого трения при возвратно-поступательном движении
|
Наплавка
электродами марки
|
Удельные нагрузки, МПа
|
Характеристика
наплавленных поверхностей после испытаний
|
|
ЦН-2
по ЦН-2
|
12,5
|
Без
задира
|
|
ЦН-12М
по ЦН-12М
|
10,0
|
|
ЦН-6Л по ЦН-6Л
|
5,0
|
|
УОНИ-13/Н1-БК
|
1,25
|
Задир
|
|
48Ж-1
(тип 20X13)
|
1,25
|
Характеристики наплавленного металла
Г.1 Пары трения и удельные нагрузки указаны в таблицах Г.1 и
Г.2.
Таблица Г.1
- Наплавочные материалы, применяемые в затворах запорных клапанов с уплотнением
«металл по металлу», в соответствии с СТ
ЦКБА 068-2008
|
Наплавочные
материалы
|
Температура
применения, °С
|
Допустимые
удельные контактные давления, МПа
|
|
Перемещение
золотника без вращения
|
Перемещение
золотника с вращением
|
|
Стеллит
(ВЗК, Пр ВЗК, ЦН-2)
|
от
минус 200 до 800
|
1000
|
80
|
|
ЦН-6Л
|
от
минус 130 до 450
|
800
|
80
|
|
ЦН-12М
|
от
минус 200 до 600
|
|
УОНИ-13/Н1-БК,
ЭЛЗ-НВ 1
|
от
минус 253 до 300
|
|
ПП-АН-133
|
до
450
|
700
|
70
|
|
ПЛ-АН-150
|
|
ПЛ-АН-151
|
до
600
|
|
ПП-АН-157
|
до
565
|
|
Нп-13Х15АГ13ТЮ
|
до
300
|
250
|
25
|
|
Типа
20X13
|
|
ПН-ХН80С2Р2
(ПГ-СР2)
|
до
600
|
|
ПН-ХН80С3Р3
(ПГ-СР3)
|
Таблица Г.2 - Наплавочные материалы, применяемые в парах
трения «клин-корпус» и «шток-втулка» задвижек
|
Сочетание
наплавочных материалов по элементам пар трения
|
Твердость
наплавленного металла по элементам пар трения, HRC
|
Максимальная
температура в паре трения, °С
|
Допустимые
удельные контактные давления, МПа
|
|
А
|
Б
|
А
|
Б
|
|
Стеллит
|
Стеллит
|
41,5
- 51,5
|
41,5
- 51,5
|
800
|
80
|
|
ЦН-12М
|
ЦН-12М
|
39,5
- 49,5
|
39,5
- 49,5
|
600
|
120
|
|
ЦН-6Л
|
ЦН-6Л
|
29,5
- 39,0
|
29,5
- 39,0
|
450
|
80
|
|
ЦН-6Л
|
20X13
|
29,5
- 39,0
|
(240
- 300) НВ
|
300
|
25
|
|
Стеллит
|
ЦН-6Л
|
41,5
- 51,5
|
29,5
- 39,0
|
600
|
80
|
|
УОНИ-13/Н1-БК
|
УОНИ-13/Н1-БК
|
41,5
- 49,5
|
22,0
- 28,0
|
300
|
25
|
|
20X13
|
20X13
|
(301
- 350) НВ
|
(240
- 300) НВ
|
300
|
25
|
|
20X13
|
0ЗЛ-6
|
(301
- 350) НВ
|
200
НВ
|
300
|
25
|
|
Примечание - В парах трения «клин-корпус» клин -
элемент А, корпус - элемент Б; в парах трения «шток-втулка» сочетание
элементов пар трения А и Б выбираются из конструктивно-технологических
соображений.
|
Таблица Г.3
- Результаты испытаний ударной вязкости, кгс∙м/см2 твердых
наплавочных материалов при минусовых температурах (по данным ГИПХ, 1973 г.)
|
Температура,
°С
|
Марки
наплавочных материалов
|
|
ЦН-2
|
ЦН-12
|
ЦН-6
|
УОНИ-13/Н1-БК
|
|
20
|
1,8
|
1,7
|
3,2
|
-
|
|
1,8
|
1,8
|
1,8
|
-
|
|
1,8
|
1,8
|
2,2
|
-
|
|
Минус
196
|
1,8
|
1,6
|
2,6
|
4
|
|
1,8
|
1,6
|
1,7
|
2
|
|
1,8
|
1,7
|
3,0
|
-
|
|
Винил
|
0,3
|
0,1
|
0,3
|
1,9
|
|
0,5
|
0,2
|
0,3
|
3,2
|
|
0,5
|
0,3
|
0,2
|
-
|
Таблица Г.4
- Механические свойства
|
Марка
электрода
|
Предел
прочности наплавленного металла σв, кгс/мм2
|
|
ЦН-6М
|
86
|
|
ЦН-12М
|
60 - 70
|
|
Стеллит
|
74 - 91
|
Таблица Г.5
- Влияние температуры на твердость наплавленного металла
|
Марка
электрода
|
Твердость
при температуре t, °С
|
|
20
|
350
|
500
|
600
|
650
|
|
ЦН-12М
|
40
- 52
|
38
- 48
|
35
- 41
|
23
- 38
|
26
- 30
|
|
Стеллит
|
42
|
-
|
-
|
33
|
30
|
|
УОНИ-13/Н1-БК,
ЭЛ3-НВ1
|
44
- 48
|
-
|
35
- 37
|
27
- 31
|
-
|
Таблица Г.6
- Коэффициент эрозионной стойкости (данные ВТИ)
|
Марка
электродов
|
Коэффициент
эрозионной стойкости по отношению к стали 08Х18Н10Т
|
|
ЦН-12М
|
1,18
|
|
ЦН-2
|
1,02
|
|
ЦН-6
|
0,90
|
|
08Х18Н10Т
|
1,0
|
Образец-свидетель для проверки твердости наплавленного
металла в корпусах арматуры с номинальным диаметром больше 50, но меньше или
равным 150
Д.1 Образцы-свидетели
изготавливаются в соответствии с рисунками Д.1, Д.2.
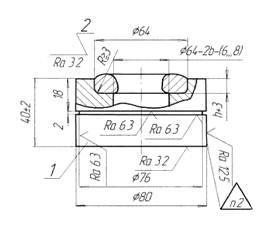
Рисунок Д.1 - Наплавленная заготовка
1 - заготовка
2 - наплавленный металл
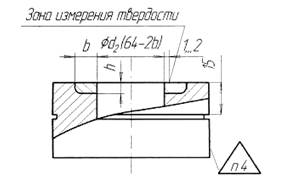
Рисунок
Д.2 - Образец для замера твердости
Д.2 Для размеров под наплавку - дополнительное клеймо ОТК.
Д.3 Наплавку образца свидетеля производить в условиях,
тождественных условиям наплавки деталей, с применением тех же методов и режимов
наплавки.
Д.4 Клеймо сварщика и ОТК.
Д.5 Размеры R, h, b - должны
соответствовать размерам любого из наплавляемых корпусов с условным проходом
больше 50, но меньшим или равным 150, где h - высота наплавки, b
- ширина наплавки, R - радиус механической обработки под наплавку.
Образец-свидетель для проверки твердости наплавленного
металла в корпусах арматуры с номинальным диаметром меньше или равным 50
Е.1 Образцы-свидетели
изготавливаются в соответствии с рисунками Е.1, Е.2.
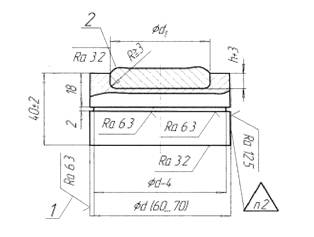
Рисунок Е.1 - Наплавленная заготовка
1 - заготовка
2 - наплавленный металл
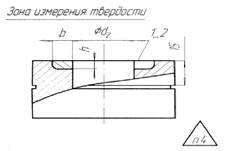
Рисунок Е.2
- Образец для замера твердости
Е.2 Для размеров под наплавку - дополнительное клеймо ОТК.
Е.3 Наплавку образца свидетеля производить в условиях,
тождественных условиям наплавки деталей, с применением тех же методов и режимов
наплавки.
Е.4 Клеймо сварщика и ОТК.
Е.5 Размеры R, h, b, d1
- должны соответствовать размерам любого из наплавляемых корпусов с условным
проходом меньшим или равным 50, где h - высота наплавки, b -
ширина наплавки, R - радиус механической обработки под наплавку, d1
- диаметр под наплавку.
Образец-свидетель для проверки твердости наплавленного
металла деталей типа золотников арматуры с номинальным диаметром меньше или
равным 50
Ж.1 Образцы-свидетели
изготавливаются в соответствии с рисунками Ж.1, Ж.2, Ж.3.
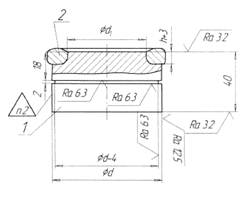
Рисунок Ж.1 - Наплавленная заготовка
1 - Заготовка
2 - Наплавленный металл
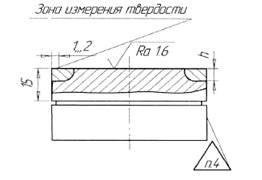
Рисунок
Ж.2 - Образец для замера твердости деталей с плоским уплотнением
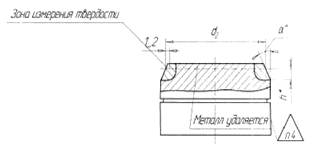
Рисунок
Ж.3 - Образец для замера твердости деталей с конусным уплотнением
Ж.2 Для размеров под наплавку дополнительное клеймо ОТК.
Ж.3 Наплавку образца свидетеля производить в условиях, тождественных
условиям наплавки деталей, с применением тех же методов и режимов наплавки.
Ж.4 Клеймо сварщика и ОТК.
Ж.5 Размеры R, h, d, d1,
α, h* - должны соответствовать размерам любой из
наплавляемых деталей типа золотников арматуры с условным проходом меньшим или
равным 50, где h - высота наплавки, h* - высота линии
уплотнения, b - ширина наплавки, R - радиус механической
обработки под наплавку, d - диаметр заготовки, d1 -
диаметр под наплавку, d2 - размер должен быть равен размеру d2
соответствующего корпуса.
Образец-свидетель для проверки твердости наплавленного
металла деталей типа золотников арматуры с номинальным диаметром больше 50
К.1 Образцы-свидетели
изготавливаются в соответствии с рисунками К.1, К.2, К.3.
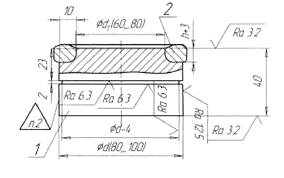
Рисунок К.1 - Наплавленная заготовка
1 - Заготовка
2 - Наплавленный металл
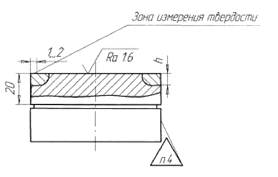
Рисунок
К.2 - Образец для замера твердости деталей с плоским уплотнением
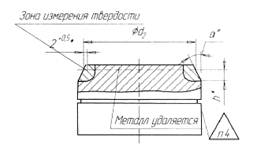
Рисунок К.3
- Образец для замера твердости деталей с конусным уплотнением
К.2 Для размеров под наплавку дополнительное клеймо ОТК.
К.3 Наплавку образца свидетеля производить в условиях,
тождественных условиям наплавки деталей, с применением тех же методов и режимов
наплавки.
К.4 Клеймо сварщика и ОТК.
К.5 Размеры R, h, d, d1,
α, h* - должны соответствовать размерам любой из
наплавляемых деталей типа золотников арматуры с условным проходом больше 50,
где h - высота наплавки, h* - высота линии уплотнения,
b - ширина наплавки, R - радиус механической обработки под
наплавку, d - диаметр заготовки, d1 - диаметр под
наплавку, d2 - размер должен быть равен размеру d2
соответствующего корпуса.
Изготовление электродов марки ТХ
Электроды марки ТХ изготавливаются на основе проволоки
Св-12Х13 по ГОСТ
2246.
Состав покрытия электродов приведен в таблице Л.1
Таблица Л.1
- Состав покрытия электродов
|
№
п/п
|
Наименование
компонентов
|
Состав
покрытия в весовых частях
|
|
ТХ-25
|
ТХ-30
|
ТХ-35
|
|
1
|
Мрамор СаСО3
|
20
|
20
|
20
|
|
2
|
Плавиковый шпат CaF2
|
35
|
37
|
39
|
|
3
|
Кварц или глыба силикат натрия
|
3
|
3
|
3
|
|
4
|
Хромокремнеалюминиевый сплав (лигатура)
|
15
- 16
|
15
- 16
|
15
- 16
|
|
С до 0,4 %,
|
|
Cz не менее 50 %,
|
|
Si до 5 %,
|
|
Аl (4 - 7) %,
|
|
S до 0,04 %,
|
|
Р до 0,06 %,
|
|
Fe - остальное.
|
|
5
|
Силикокальций
|
18
- 22
|
16
- 19
|
14
- 16
|
|
6
|
Алюминиевый порошок ПАП-1
|
4
- 5
|
3
- 4
|
2
- 3
|
|
7
|
Ферротитан Ti 1 или TI 0
|
5
|
5
|
5
|
|
8
|
Бентонит Б-1 или Б-2
|
1
|
1
|
1
|
|
9
|
Жидкое стекло класса А
|
(25
- 30) % от веса сухой шихты
|
Для электродов марок ТХ-25, ТХ-30 и
ТХ-35 применяются покрытия, состав которых указан в таблице Л.1
Количество вводимой в покрытие хромокремнеалюминиевой
лигатуры определяется в зависимости от содержания хрома в лигатуре и в
проволоке: при содержании хрома согласно требованиям ГОСТ
2246 на проволоку и ТУ на лигатуру на нижнем пределе - вводится 16 %
лигатуры, а при содержании хрома на верхнем пределе - вводится 15 % лигатуры.
Каждая партия силикокальция и лигатуры должна обязательно
подвергаться эталонному контролю путем изготовления пробных электродов марок
ТХ-25 и ТХ-30 с последующей проверкой твердости и химического состава
наплавленного ими металла.
По результатам контроля корректируется состав покрытия по
силикокальцию и алюминиевому порошку в пределах требований таблицы Л.1.
При изготовлении покрытия мастером электродного цеха
(участка) назначается время начала замеса и устанавливается его величина.
Химический состав наплавленного металла и твердость, которая
обеспечивается без термообработки после наплавки, указаны в таблице Л.2.
Таблица Л.2
- Химический состав и твердость наплавленного металла
|
Марка
электродов
|
Химический
состав
|
Твердость,
HRC
|
|
С
|
Мn
|
Si
|
Сr
|
Аl
|
S
|
Р
|
|
ТХ-35
|
0,12 - 0,20
|
0,30 - 0,70
|
2,2
- 2,6
|
12,0 - 15,0
|
0,2
- 0,6
|
До 0,3
|
До 0,4
|
35
- 40
|
|
ТХ-30
|
2,6
- 3,3
|
30
- 35
|
|
ТХ-25
|
3,3
- 4,0
|
0,3
- 0,6
|
25
- 30
|
|
Примечания:
1 Алюминий - факультативно.
2 Железа - остальное.
|
Состав обмазки стеллита
В таблице М.1 указаны составы ранее применяемых обмазок
прутков из стеллита ВЗК, Пр ВЗК.
Таблица М.1
- Составы ранее применяемых обмазок прутков из стеллита ВЗК, Пр ВЗК
|
Наименование
компонента
|
Состав
шихты в весовых процентах
|
|
Знамя
Октября
|
ЦНИИТМАШ
|
|
Мрамор
|
54
|
54
|
|
Плавиковый шпат
|
30
|
32
|
|
Алюминиевый порошок марки АП
|
10
|
12
|
|
Графит серебристый
|
6
|
2
|
|
Силикат натрия - раствор (к сумме
остальных компонентов)
|
30
- 35
|
20
|
|
Бентонит
|
1
- 2
|
-
|
Коэффициент веса покрытия - (20 -
25) %.
Коэффициент наплавки 12,0 г/а. час.
Ориентировочная толщина покрытия на сторону должна составлять
для электродов диаметром:
- 4 мм - (0,8 - 1,0) мм;
- 5 мм - (1,0 - 1,2) мм;
- 6 мм - (1,3 - 1,5) мм.
Огарки от электродов должны сохраняться для последующей
переплавки или сварки между собой.
Прокалка электродов после воздушной сушки производится при
температуре (300 - 320) °С в течение часа.
Лист
регистрации изменений
|
Изм.
|
Номера
листов (страниц)
|
Всего
листов (страниц) в документе
|
№
документа
|
Входящий
№ сопроводительного документа и дата
|
Подпись
|
Дата
|
|
измененных
|
замененных
|
новых
|
аннулированных
|
|
1
|
-
|
3,
6, 7, 8, 9, 11, 12, 16, 22, 24, 25, 32, 34
|
-
|
-
|
65
|
Изм.
№ 1
|
Приказ
№ 42А от 28.07.14
|
|
01.08.2014
|
|
Генеральный
директор
ЗАО «НПФ «ЦКБА»
|
____________
(подпись)
|
Дыдычкин
В.П.
|
|
|
|
|
|
Первый
заместитель
генерального
директора -
директор по
научной работе
|
____________
(подпись)
|
Тарасьев
Ю.И.
|
|
|
|
|
|
Заместитель
генерального директора -
главный
конструктор
|
____________
(подпись)
|
Ширяев
В.В.
|
|
|
|
|
|
Зам. главного конструктора
-
начальник
технического отдела
|
____________
(подпись)
|
Дунаевский
С.Н.
|
|
|
|
|
|
Исполнители:
|
|
|
|
Начальник отд.
115 -
инженер-металловед
|
____________
(подпись)
|
Семенова
Е.С.
|
|
|
|
|
|
Ведущий
специалист по сварке
|
____________
(подпись)
|
Сергеева
Г.А.
|
|
|
|
|
|
Ведущий
технолог по сварке
|
____________
(подпись)
|
Фролова
Т.О.
|
|
|
|
|
|
Начальник
отдела 112
|
____________
(подпись)
|
Калинин
А.Ю.
|
|
|
|
|
|
Согласовано:
|
|
|
|
Председатель ТК
259
|
____________
(подпись)
|
Власов
М.И.
|
|
СОГЛАСОВАНО
|
СОГЛАСОВАНО
|
СОГЛАСОВАНО
|
СОГЛАСОВАНО
|
|
ИЭС им. Е.О. Патона
Директором инженерного
центра износостойких
покрытий письмом
№ 253-764
В Б. Еремеевым
«30»
|
ЗАО «Электродный завод»
Ведущим специалистом
письмом № 278/202
Ю.М. Беловым
«05» ноября
|
ФГУП ЦНИИКМ «Прометей»
Зам. генерального директора
письмом № 6-Ф2473
Е.П. Карзовым
«12» ноября 2008 г.
|
ОАО НПО «ЦНИИТМАШ»
Зам. генерального директора -
директор института сварки и контроля
письмом № 05/50-3317 ЕС
Е Г. Старченко
«17» декабря 2008 г.
|
