|
|
УТВЕРЖДАЮ Первый зам. генерального директора ОАО «ВНИИнефтемаш» __________________ В.А. Емелькина 10 сентября 2004 г. |
ИЗВЕЩЕНИЕ № 1
об изменении ТУ
3612-024-00220302-02
«Аппараты теплообменные
кожухотрубчатые с неподвижными трубными решетками
и кожухотрубчатые с температурным
компенсатором на кожухе»
|
|
Заведующий отделом № 17 __________________ В.Л. Головачев 10 сентября 2004 г. |
2004
|
ОАО «ВНИИНЕФТЕМАШ» |
отд. 17 |
ИЗВЕЩЕНИЕ № 1 |
ОБОЗНАЧЕНИЕ |
||||
|
Дата выпуска |
Срок изм. |
|
|
Лист |
Листов |
||
|
|
|
2 |
9 |
||||
|
Причина |
Изменение стандарта |
Код |
|||||
|
4 |
|||||||
|
Указание о заделе |
|
||||||
|
Не отражается |
|||||||
|
Указание о внедрении |
|
||||||
|
Со дня регистрации |
|||||||
|
Применяемость |
Аппараты теплообменные кожухотрубчатые с неподвижными трубными решетками и кожухотрубчатые с температурным компенсатором на кожухе. |
||||||
|
|
|||||||
|
Разослать |
|
||||||
|
Всем учтенным абонентам |
|||||||
|
|
|||||||
|
|
|||||||
|
Приложение |
|
||||||
|
изм. |
содержание изменения |
||||||
|
1 |
|
||||||
По всему тексту заменить ссылки:
|
Имеется |
Должно быть |
|
ОСТ 26-11-14 |
Лист 21. Графа «h». Для аппарата диаметром кожуха 1000 мм на давление в кожухе Ру 2,5 МПа заменить значение 712 на 716.
Листы 24, 25. Таблица 4. Графа «lк». В подзаголовке графы заменить слова «КНГ» на «ККГ».
Лист 36. Графа «Площадь проходных сечений, м2, не менее в вырезе перегородки».
Для аппаратов ИН-1, ИК-1 диаметром кожуха 1400 мм заменить значение 0,1012 на 0,1955.
Лист 61. аннулировать и заменить на лист 61 изм. 1.
Лист 62. В наименовании (справа) заменить слова: «Для аппаратов типов ТН и ТК диаметром кожуха 159 и от 400 до 1400 мм» на «Для аппаратов типов ТН и ТК диаметром кожуха 159 и от 400 до 1200 мм».
Лист 64. Графа «Число отверстий под трубы в трубных решетках и перегородках, не менее». Для аппарата внутренним диаметром кожуха 800 мм с наружным диаметром труб 20 мм в 14 ряду заменить прочерк на значение 15/17.
Лист 84. В наименовании после слов: «Размещение отверстий под трубы в трубных решетках и перегородках» заменить слова: «при двух ходах по трубам» на «при одном ходе по трубам».
Лист 90. Пункт 1.3.1. Заменить ссылку: ОСТ 26-11-14 на ОСТ 26.260.14.
Пункт 1.3.6. Первый абзац. После слов: «при температуре рабочей среды» дополнить словами: «одной или двух полостей аппарата».
Пункт 1.3.10. После слов: «Толщины стенок кожуха» исключить слова: «длиной до 6 м».
Таблица 30. Графа «Материал». Заменить слова: «Сталь углеродистая и низколегированная» на «Сталь углеродистая, низколегированная и двухслойная сталь».
Лист 92. Пункт 1.3.16. Черт. 21 Заменить размер от полосы (противобайпасного устройства) до трубы «6 - 7» на «5 - 6».
Таблица 36. Графа «Количество противобайпасных устройств».
Для диаметра кожуха 426, 630, 400, 600, 800 мм заменить значение «от 2 до 4» на «от 4 до 6».
Для диаметра кожуха 1000, 1200, 1400 мм заменить значение «от 4 до 6» на «от 6 до 8».
Пункт 1.3.18. изложить в новой редакции:
«1.3.18. В межтрубном пространстве аппарата под штуцером ввода продукта должен устанавливаться отбойник - отражательная пластина шириной более 1,1 внутреннего диаметра штуцера, если нет других указаний в технической документации».
Лист 93 аннулировать и заменить на лист 93 изм. 1.
Лист 94. Пункт 1.3.20. Исключить последние 3 абзаца.
Лист 95. Пункт 1.3.33 Второй абзац. Заменить слова «Шероховатость поверхностей под прокладку» на « Шероховатость уплотнительной поверхности под прокладку фланцев и трубной решетки».
Пункт 1.3.36. Первый абзац. Перед словом «Допускается изготовление трубных решеток» дополнить словами: «Трубные решетки должны изготавливаться, как правило, без сварных швов». После слов «Вставки допускаются» дополнить словом «шириной».
Лист 96. Пункт 1.3.36. Четвертый абзац изложить в новой редакции: «При изготовлении трубных решеток сварными следует соблюдать требования, предъявляемые ОСТ 26-291 и ПБ 03-584 к сварным соединениям».
Лист 96. Пункт 1.3.38. После слов «размером от 0,5 до 3 мм» дополнить словами «а кромки наружной цилиндрической поверхности перегородок трубных пучков - фаской размером 1,0 - 2,0 мм».
Пункт 1.3.42. дополнить абзацем:
«Фланцевые соединения должны затягиваться равномерно, причем последовательно должны закрепляться гайки на шпильках, расположенных под углом 120°».
Лист 97. Пункт 1.4.1.2. Второй абзац изложить в новой редакции:
«- паспорт, составленный в соответствии с требованиями ПБ 03-576 и «Руководство по эксплуатации АТК-РЭ» - 1 экз.;».
Лист 98. Пункт 2.1. изложить в новой редакции:
«2.1. Аппараты должны соответствовать требованиям «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» (ПБ 03-576), «Общих правил взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств» (ПБ 09-540), «Правил промышленной безопасности для нефтеперерабатывающих производств» (ПБ 09-563), «Правил проектирования, изготовления и приемки сосудов и аппаратов стальных сварных» (ПБ 03-584), «Правил и норм техники безопасности и промышленной санитарии для проектирования и эксплуатации пожаро- и взрывоопасных производств химической и нефтехимической промышленности», «Правил защиты от статического электричества в производствах химической, нефтехимической и нефтеперерабатывающей промышленности», «Руководства по эксплуатации» (АТК-РЭ) ОАО «ВНИИнефтемаш» и требованиям, изложенным в настоящих технических условиях и других нормативно-технических документах, регламентирующих безопасность эксплуатации теплообменной аппаратуры».
Пункт 2.3. дополнить новым абзацем:
«Предохранительные устройства должны устанавливаться на трубопроводах, непосредственно присоединенных к сосуду и соответствовать требованиям раздела 5 ПБ 03-576.
В случае необходимости установки предохранительного устройства на самом аппарате следует отоварить это в бланке заказа».
Пункт 2.4. изложить в новой редакции:
«2.4. Аппараты не являются экологически опасными, источниками опасных и вредных производственных факторов, предусмотренных ГОСТ 12.0.003 (шума, вибрации и загазованности), в зоне их обслуживания при соблюдении требований и правил монтажа и эксплуатации».
Раздел 2 дополнить пунктами 2.5 и 2.6.
«2.5. Аппараты должны быть заземлены в соответствии с ГОСТ 12.2.007.0 и защищены от статического электричества согласно «Правилам защиты от статического электричества в производствах химической, нефтехимической и нефтеперерабатывающей промышленности».
2.6. Воздух рабочей зоны при эксплуатации аппаратов не должен содержать вредных веществ, превышающих предельно допустимые концентрации, установленные ГОСТ 12.1.005 для веществ с классом опасности по ГОСТ 12.1.007».
Лист 100. Таблица 39. Последнюю строку «10. Штанген-шовомер ШB-1 ГОСТ 17757 - 0,15 мм» исключить.
Лист 101. Таблицу 40 и примечания к ней изложить в новой редакции.
Таблица 40
Порядок гидравлического испытания
|
Этап |
Гидравлическое испытание |
|
1 |
Испытание кожуха в сборе с трубным пучком (без распределительной камеры) пробным давлением для межтрубного пространства |
|
2 |
Испытание распределительной камеры (аппарат в сборе) пробным давлением для трубного пространства |
Примечания:
1 Контроль на герметичность следует проводить в соответствии с требованиями ПБ 03-584. Испытание на герметичность крепления труб в трубной решетке допускается совмещать с гидравлическим испытанием и должно производиться пробным давлением, определяемым по расчетным условиям для корпуса Если расчетное давление кожуха меньше расчетного давления для распределительных камер, испытание на герметичность крепления труб в трубных решетках может проводиться воздухом, керосином, галоидами, гелием, хладоном.
2. Допускается проводить гидравлическое испытание по технологии, принятой на предприятии-изготовителе, обеспечивающей выявление возможных дефектов при испытании на прочность и герметичность элементов (деталей) и сборочных узлов аппарата.
Лист 101. Раздел 4 дополнить пунктом 4.4.
«4.4. Трубная решетка, как правило, должна выполняться из поковки. Поковка из углеродистой или низколегированной стали должна быть проконтролирована ультразвуком в объеме 100 %. Методика контроля и оценка качества должны соответствовать требованиям ОСТ 26-11-09. Допускается трубную решетку изготавливать из листового проката. Листовая сталь должна подвергаться контролю ультразвуком согласно требованиям ПБ 03-584».
Лист 102. Пункт 6.1. После слов «обязательное приложение 17 ОСТ 26-291» исключить слова «и обязательное приложение 18 ПБ 03-384».
Листы 103, 104 аннулировать и заменить на лист 103 изм. 1.
Лист 105. Приложение 1. Характеристика среды.
Третий абзац. Заменить ссылку: ГОСТ 2.1.007-76 на ГОСТ 12.1.007-76.
Пятый абзац. Заменить ссылку «ГОСТ 12.1.011» на «ГОСТ Р 51330.11, ГОСТ Р 51330.19»
Лист 107. Приложение 2 Пункт 2.10.
Третий абзац. Заменить ссылку «ГОСТ 12.1011» на «ГОСТ Р 51330.11, ГОСТ Р 51330.19»
Четвертый абзац после слов «Вызывает среда коррозионное растрескивание «да», «нет»» исключить слова, «если да, провести испытания».
Расположение опор и штуцеров вертикальных аппаратов типов ТН, ТК, ХН, ХК, КН, КК, ИН, ИК.
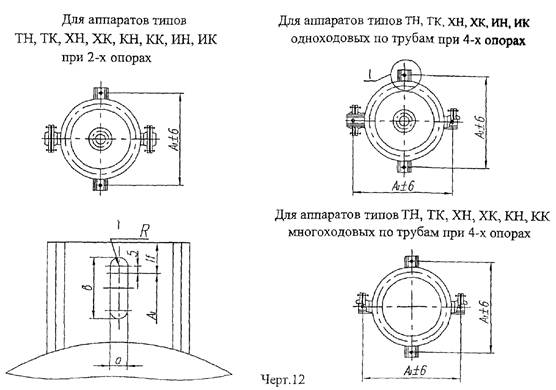
Черт. 12
Таблица 21
Размеры в мм
|
Диаметр кожуха |
Давление в кожухе, МПа |
Длина труб, l |
Количество опор |
A1 |
R |
α |
в |
lf, не менее |
|
|
наружный |
внутренний |
||||||||
|
159 |
- |
1,6; 2,5; 4,0 |
1000, 1500; |
2 |
322 |
12,0 |
24 |
40 |
25 |
|
273 |
2000; 3000 |
498 |
|||||||
|
325 |
- |
1500; 2000; |
562 |
50 |
|||||
|
3000;4000 |
|||||||||
|
426 |
400 |
1,0; 1,6; |
2000; 3000 |
660 |
30 |
||||
|
630 |
600 |
2,5; 4,0 |
4000,6000 |
2 при l ≤ 2000 |
870 |
||||
|
- |
800 |
1,0; 1,6; |
3000 |
1126 |
40 |
||||
|
2,5 |
2000;4000,6000 |
1206 |
45 |
||||||
|
4,0 |
3000; 4000 |
||||||||
|
2000; 6000 |
1294 |
17,5 |
35 |
70 |
55 |
||||
|
- |
1000 |
0,6; 1,0; |
3000 |
4 при l > 2000 |
1412 |
21,0 |
42 |
80 |
45 |
|
1,6; 2,5 |
2000;4000; 6000;9000 |
1496 |
55 |
||||||
|
4,0 |
2000;3000 4000; 6000 |
||||||||
|
- |
1200 |
0,6; 1,0; |
3000; 4000; 6000 |
4 |
1704 |
55 |
|||
|
1,6; 2,5 |
9000 |
1800 |
70 |
||||||
|
- |
1400 |
0,6; 1,0; |
3000; 4000; |
1910 |
55 |
||||
|
1,6; 2,5 |
6000 |
2008 |
70 |
||||||
1.3.20. Узел соединения трубной решетки с концевой обечайкой кожуха аппарата должен соответствовать указанному на черт. 22 в зависимости от материала решетки, приведенного в настоящих технических условиях:
а - для решеток из листовой стали или поковок, ввариваемых во фланец;
б - для решеток из поковок с соединительным выступом независимо от марки стали;
в - для решеток из поковок без соединительного выступа независимо от марки стали или для решеток из листового проката из стали аустенитного класса;
г, д, е - для решеток из листового проката независимо от марки стали.
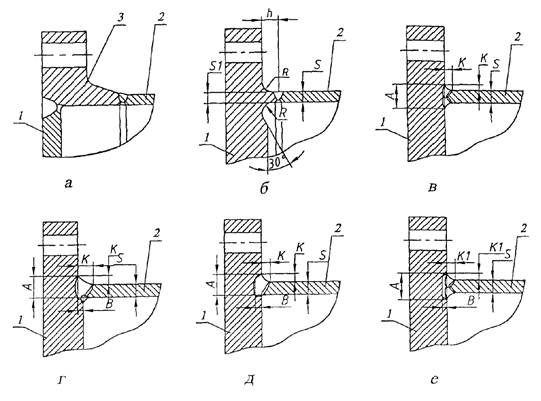
1 - решетка; 2 - концевая обечайка кожуха; 3 - фланец.
Черт. 22
Конструкция сборочной единицы крепления трубной решетки предусматривает
- по черт. 22б - размеры соединительного выступа должны удовлетворять условиям: h ≥ S; R ≥ S, S1 ≥ S (где h - высота присоединительного выступа, R - радиус проточки, S1 - толщина соединительного выступа, S - толщина концевой обечайки кожуха),
- по черт 22в - размеры сварного соединения должны отвечать условиям A ≥ 2S; К ≥ 0,5S (где А - ширина наплавки или сварного соединения со стороны решетки, К - катет углового шва, S - толщина концевой обечайки кожуха),
- по черт. 22 г, д, е - размеры сварного соединения должны отвечать условиям A ≥ 2S, B ≥ 0,5S, К ≥ S, К1 ≥ 0,5S (где A - ширина наплавки или сварного соединения со стороны решетки, В - глубина наплавки или выступа разделки кромки в трубной решетке, К и К1 - катеты углового шва, S - толщина концевой обечайки кожуха).
Решетки из листовой углеродистой или низколегированной стали в месте присоединения к концевой обечайке должны быть проконтролированы ультразвуком согласно требованиям ГОСТ 22727, норма контроля - класс 1 ГОСТ 22727.
ПЕРЕЧЕНЬ
нормативно-технической документации, на которую
дается ссылка в настоящих технических условиях.
«Правила устройства и безопасной эксплуатации сосудов, работающих под давлением, ПБ 03-576-03» Госгортехнадзора России.
«Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных, ПБ 03-584-03» Госгортехнадзора России.
«Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств, ПБ 09-540-03» Госгортехнадзора России.
«Общие правила перевозки грузов автотранспортом», 1971 г.
«Правила промышленной безопасности для нефтеперерабатывающих производств, ПБ 09-563-03» Госгортехнадзора России
«Правила защиты от статического электричества в производствах химической, нефтехимической и нефтеперерабатывающей промышленности» (ВСН 10-72), изд. 1974 г.
«Правила перевозки грузов», изд. «Транспорт», 1977 г.
«Технические условия погрузки и крепления грузов», изд. «Транспорт». 1988 г.
«Правила и нормы техники безопасности и промышленной санитарии для проектирования и эксплуатации пожаро- и взрывоопасных производств химической и нефтехимической промышленности», 1987 г.
«Аппараты теплообменные кожухотрубчатые и теплообменники «труба в трубе» Руководство по эксплуатации. АТК-РЭ-2004», ОАО «ВНИИнефтемаш».
«Строительные нормы и правила. Строительство в сейсмических районах (СНиП II-7-81)»
|
Составил |
Толова |
|
Н. контр. |
Демина |
|
||
|
Проверил |
Родионов |
|
|
|
|
|