|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

КОНСТРУКЦИИ
СТАЛЬНЫЕ СВАРНЫЕ
ГРУЗОВЫХ ВАГОНОВ
Технические требования
|
|
Москва Стандартинформ 2009 |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1. РАЗРАБОТАН И ВНЕСЕН Открытым акционерным обществом «Научно-исследовательский и конструкторско-технологический институт подвижного состава» (ОАО «ВНИКТИ»), Открытым акционерным обществом «Научно-исследовательский институт железнодорожного транспорта» (ОАО «ВНИИЖТ)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 декабря 2008 г. № 645-ст
3. ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
ГОСТ Р 53192-2008
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
КОНСТРУКЦИИ СТАЛЬНЫЕ СВАРНЫЕ ГРУЗОВЫХ ВАГОНОВ Технические требования Welded steel structures of freight cars. Technical requirements |
Дата введения - 2009-07-01
1. Область применения
Настоящий стандарт распространяется на грузовые вагоны железных дорог (крытые вагоны, полувагоны, платформы, цистерны, специализированные вагоны для перевозки грузов: вагоны бункерного типа, термосы, рефрижераторные вагоны, включая автономные рефрижераторные вагоны, зерновозы, транспортеры, контейнеровозы, а также специальные вагоны грузового типа).
Настоящий стандарт устанавливает технические требования к стальным сварным конструкциям грузовых вагонов климатических исполнений «У» и «УХЛ» (ГОСТ 15150).
2. Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52400-2005 Резервуары воздушные для тормозов вагонов железных дорог. Общие технические условия
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.019-79 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.8-75 Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности
ГОСТ 12.2.008-75 Система стандартов безопасности труда. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.3.036-84 Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности
ГОСТ 14.201-83 Обеспечение технологичности конструкции изделий. Общие требования
ГОСТ 82-70 Прокат стальной горячекатаный широкополосный универсальный. Сортамент
ГОСТ 103-76 Полоса стальная горячекатаная. Сортамент
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5267.0-90 Профили горячекатаные для вагоностроения. Общие технические условия
ГОСТ 5267.1-90 Швеллеры. Сортамент
ГОСТ 5267.2-90 Профиль зетовый. Сортамент
ГОСТ 5267.3-90 Профиль зетовый для хребтовой балки. Сортамент
ГОСТ 5267.4-90 Профиль для верхней обвязки. Сортамент
ГОСТ 5267.5-90 Профиль двутавровый № 19 для хребтовой балки. Сортамент
ГОСТ 5267.6-90 Профиль вагонной стойки. Сортамент
ГОСТ 5267.7-90 Профиль верхнего листа поперечной балки рамы полувагона. Сортамент
ГОСТ 5267.8-90 Профиль упорных плит автосцепки. Сортамент
ГОСТ 5267.9-90 Профиль для клина автосцепки. Сортамент
ГОСТ 5267.10-90 Профиль для бандажных колец. Сортамент
ГОСТ 5267.11-90 Профиль порога вагона. Сортамент
ГОСТ 5267.12-90 Профиль для притвора двери. Сортамент
ГОСТ 5267.13-90 Профиль для обвязки двери. Сортамент
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5583-78 (ИСО 2046-73) Кислород газообразный технический и медицинский. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6032-2003 (ИСО 3651-1:1998, ИСО 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6331-78 Кислород жидкий технический и медицинский. Технические условия
ГОСТ 6713-91 Прокат низколегированный конструкционный для мостостроения. Технические условия
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8278-83 Швеллеры стальные гнутые равнополочные. Сортамент
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
ГОСТ 8645-68 Трубы стальные прямоугольные. Сортамент
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 8734-75 Трубы стальные бесшовные холоднодеформированные. Сортамент
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 12169-82 Заготовки стальные, вырезаемые кислородной резкой. Припуски
ГОСТ 13585-68 Сталь. Метод валиковой пробы для определения допускаемых режимов дуговой сварки и наплавки
ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионно-стойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 25348-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 26389-84 Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3. Технические требования
3.1. Требования к проектированию
3.1.1. Проектирование сварных конструкций грузовых вагонов следует проводить в соответствии с требованиями настоящего стандарта, норм расчета и проектирования вагонов [1], правилами устройства и безопасной эксплуатации сосудов, работающих под давлением [2], правилами проектирования, изготовления и приемки сосудов и аппаратов [3].
3.1.2. При проектировании сварных конструкций в части конструктивного исполнения элементов учитывают следующее:
- типы сечений элементов и сварные соединения узлов должны обеспечивать технологичность в соответствии с требованиями ГОСТ 14.201;
- типы сварных соединений, размеры и предельные отклонения конструктивных элементов которых должны соответствовать требованиям:
ГОСТ 5264, ГОСТ 11534 - при ручной электродуговой сварке;
ГОСТ 11533, ГОСТ 8713 - при дуговой сварке под флюсом;
ГОСТ 14771, ГОСТ 23518 - при дуговой сварке в защитных газах;
ГОСТ 14776 - при дуговой сварке точечных сварных соединений;
ГОСТ 15878 - при контактной сварке (точечной, рельефной, шовной);
ГОСТ 16098 - при сварке двухслойных сталей;
ГОСТ 16037 - при сварке трубопроводов;
- в обоснованных случаях и по условиям прочности допускаются нестандартные сварные швы;
- сечения элементов конструкции должны быть, по возможности, симметричными и состоящими из минимального числа частей;
- конструкцией элементов должна быть обеспечена плавность перехода в местах соединения элементов несущих конструкций (рама вагона, рама тележки), особенно в зоне действия максимальных напряжений;
- сопряжения отдельных элементов сварных сборочных единиц выполняют в соответствии с приложением А;
- при присоединении к несущей конструкции дополнительных деталей (кронштейнов, подвесок и др.) необходимо, чтобы их формой была обеспечена плавность переходов сечений в местах соединения, особенно в направлении действия максимальных напряжений;
- стыковые продольные швы несущих элементов располагают в зоне нейтрального слоя общего поперечного сечения составного элемента или в зоне центра тяжести;
- сварные конструкции должны быть удобными для сварки, окраски, осмотра, контроля и очистки. В конструкциях должна быть исключена возможность возникновения щелей и зазоров, способствующих образованию коррозии;
- сварные конструкции не должны способствовать скоплению воды и грязи, а элементы замкнутых сечений должны быть, по возможности, герметизированы или иметь отверстия для стока воды, обеспечивающие циркуляцию воздуха для предотвращения конденсации влаги и предотвращения коррозии;
- расположение сварных швов должно обеспечивать удобство выполнения сварки, возможность проведения упрочняющей обработки после сварки, возможность дефектоскопии сварных швов;
- формы и взаимное расположение свариваемых элементов не должны затруднять сварку, обеспечивая при этом видимость сварочной ванны;
- сопряжение элементов рамы кузова, рамы тележки в узлах должно проводиться без эксцентриситета;
- сварные швы в несущих конструкциях должны быть непрерывными. Не допускается применение прерывистых швов при приварке к элементам несущей конструкции дополнительных деталей, за исключением приварки тонколистовых элементов и ненесущих деталей и узлов к элементам жесткости рамы и каркаса кузова;
- в растянутых элементах несущих конструкций необходимо применять двухсторонние угловые швы с полным проваром (для толщин деталей более 4 мм);
- число стыков в растянутых элементах несущих конструкций должно быть минимальным. Стыки должны располагаться в зонах с наименьшими напряжениями;
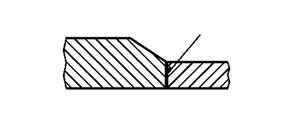
- в конструкциях рам вагонов и тележек нагруженные стыковые швы должны быть с двухсторонней сваркой, независимо от формы подготовки кромок. В случае, когда двухстороннюю сварку провести невозможно, допускается применение односторонней сварки, при условии обеспечения полного провара (например, с помощью подкладки). Косые поперечные швы рекомендуется применять при невозможности обеспечения прочности стыка прямым швом;
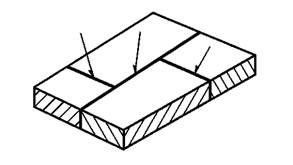
- пересечение стыковых швов при соединении частей несущих конструкций не допускается. Расстояние между параллельными стыковыми швами должно быть не менее пяти толщин свариваемых деталей;
- ребра жесткости, диафрагмы и другие дополнительные детали следует устанавливать с учетом напряжений, действующих в основном сечении, размещая их в менее напряженных местах. Приваривать ребра жесткости и диафрагмы непосредственно к растянутым поясам не рекомендуется;
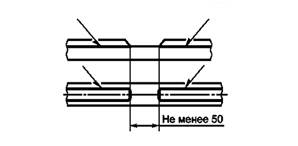
- при проектировании приварки деталей к растянутым элементам несущих конструкций сварными швами, расположенными перпендикулярно к максимально действующим напряжениям, расстояние между швами должно быть не менее 50 мм;
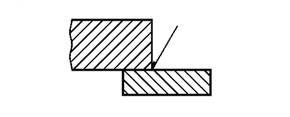
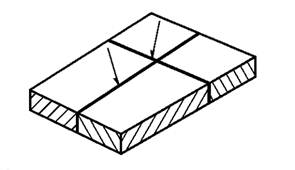
- нахлесточные соединения деталей с элементами, работающими на растяжение, не рекомендуются. Для элементов, работающих на сжатие, такие соединения допускаются, при этом деталь в пределах прикрепления должна быть трапецеидальной формы;
- при проектировании приварки фасонок или косынок встык к горизонтальному листу несущей конструкции необходимо предусматривать полный провар всей толщины фасонки или косынки. Кроме того, следует предусматривать их механическую обработку вместе с концами швов для получения плавных переходов к листу радиусом не менее 65 мм;
- пересечение угловых швов в элементах конструкции не допускается. Для этого в диафрагмах и косынках необходимо предусмотреть срез углов;
- ребра жесткости в одностенчатых балках во избежание коробления следует устанавливать симметрично, с обеих сторон стенки, с приваркой сплошными двусторонними швами;
- стенки, параллельные стыковым швам, должны быть удалены от стыков на расстояние не менее 105 (5 - толщина стенки);
- при использовании в рамах и в тележках вагона гнутых профилей и штампованных элементов, выполненных в холодном состоянии, необходимо учитывать пониженные пластические свойства металла в местах резких перегибов и избегать наложения сварных швов в этих зонах;
- в сварных соединенных элементах (двутавровые балки, балки коробчатого сечения) не рекомендуется применять пакеты, состоящие из нескольких сваренных листов;
- соединения, выполняемые контактной точечной и шовной сваркой, проектируют только для работы на срез;
- на сопрягаемые поверхности и поверхности замкнутых профилей сварных соединений, выполняемых точечными или прерывистыми швами дуговой сваркой, точечной, рельефной и шовной контактной сваркой, предусматривают нанесение антикоррозионных покрытий.
3.1.3. При проектировании конструкций в части исполнения сварных швов учитывают следующее:
- размеры деталей следует устанавливать с учетом деформации (усадки) металла при сварке;
- в конструкциях со значительным числом последовательно сопрягаемых узлов и деталей следует предусматривать введение узла, компенсирующего усадку после сварки;
- угловые швы несущих конструкций рекомендуется выполнять с вогнутой формой поверхности, с плавным переходом к основному металлу;
- нахлесточные фланговые швы, расположенные вдоль максимально действующих напряжений, должны быть плоской или вогнутой формы;
- нахлесточные лобовые швы рекомендуется выполнять несимметричными, с отношением большего катета к меньшему 1:2(2,5), при этом больший катет должен быть направлен вдоль усилия, воспринимаемого лобовым швом;
- при стыковке листов с разностью толщин, превышающей требования ГОСТ 5264, ГОСТ 11534, ГОСТ 11533, ГОСТ 8713, ГОСТ 14771, ГОСТ 23518, на деталях большей толщины должен быть сделан скос с одной или двух сторон до толщины тонкой детали.
3.1.4. В наиболее нагруженных местах должна быть предусмотрена упрочняющая обработка сварных швов и околошовной зоны: механическая или аргонодуговая обработка, поверхностный наклеп, пластическое деформирование, ультразвуковая, низкочастотная виброобработка или комбинированные методы в соответствии с технологической документацией.
Способ упрочнения должен быть приведен в конструкторской документации.
3.1.5. Проектирование сварных конструкций котлов вагонов-цистерн, используемых для перевозки опасных грузов, - в соответствии с правилами устройства и безопасной эксплуатации сосудов, работающих под давлением [2], правилами проектирования, изготовления и приемки сосудов и аппаратов стальных сварных [3].
3.2. Требования к точности размеров и геометрической формы конструкции
3.2.1. Точность изготовления деталей должна соответствовать требованиям ГОСТ 24643, ГОСТ 25347 и ГОСТ 25348.
3.2.2. Рекомендуемые значения допусков приведены в таблице Б.1 (приложение Б).
3.3. Требования к изготовлению деталей
3.3.1. Точность вырезаемых деталей и заготовок при механизированной кислородной и плазменно-дуговой резке из листовой стали толщиной до 100 мм должна соответствовать ГОСТ 14792.
3.3.2. После отрезки деталей и разделки кромок кислородным или воздушно-дуговым способом кромки, подлежащие сварке, должны быть зачищены до чистого металла или обработаны механическим способом.
Кромки деталей несущих элементов, не подлежащие сварке, после огневой резки или резки на гильотинных ножницах должны быть обработаны строжкой, фрезерованием или абразивным инструментом. Кромки прокатных профилей допускается оставлять необработанными. Шероховатость поверхности реза устанавливают в конструкторской документации.
У элементов, работающих на сжатие, кромки, не подлежащие сварке, допускается после машинной кислородной резки оставлять необработанными, если шероховатость поверхности реза не ниже Rz 500.
Появившиеся в результате обработки отклонения поверхности реза от перпендикулярности и шероховатости поверхности, превышающие значения, указанные в ГОСТ 14792, должны быть устранены. При этом должна быть соблюдена плавность перехода от обрабатываемого места к необрабатываемому.
3.3.3. Размеры припусков на последующую механическую обработку после кислородной резки стальных заготовок из низкоуглеродистой, низколегированной стали должны соответствовать ГОСТ 12169.
3.3.4. Механическую резку под прямым углом листового проката толщиной до 10 мм следует проводить гильотинными или пресс-ножницами.
Точность изготовления деталей механической резкой на гильотинных и сортовых ножницах должна соответствовать 15 квалитету по ГОСТ 25347.
3.3.5. Отрезку фасонного проката под прямым углом к продольной оси следует проводить сортовыми ножницами или пилами. Точность резки при этом должна соответствовать 14 квалитету по ГОСТ 25347.
3.3.6. Отрезку деталей и заготовок из коррозионно-стойких (нержавеющих) сталей и обработку кромок листов под сварку следует выполнять механическим способом.
При отрезке двухслойных сталей на гильотинных ножницах плакирующий слой должен располагаться сверху.
Допускается плазменная резка, а также отрезка армированными металлокерамическими отрезными кругами.
Зачистку механическим способом следует проводить до чистого металла.
3.3.7. Подготовку стыкуемых поверхностей заготовок под контактную стыковую сварку методом оплавления обеспечивают отрезкой заготовок на прессах, ножницах, механических пилах, токарных и строгальных станках, а также газовой резкой с последующей очисткой от шлака.
3.3.8. Разделку отливок под сварку следует проводить механическим способом (строжкой, фрезерованием, пневматическим и ручным зубилами или абразивным инструментом), а также газовой, дуговой, воздушно-дуговой, плазменной резкой.
После кислородной, газовой, дуговой, плазменной резки проводят зачистку от грата и наплывов до чистого металла.
3.4. Требования к материалам для сварных конструкций
3.4.1. Требования к материалам деталей
3.4.1.1. Для изготовления сварных конструкций вагонов из низколегированных и углеродистых сталей должны применяться:
- для несущих элементов сварных конструкций - низколегированные стали классов прочности не менее 295 марок 09Г2, 09Г2Д, 09Г2С, 09Г2СД, 15ХСНД, 10Г2Б, 10Г2БД, 10ХСНД, 12Г2Б, 14Г2АФ по ГОСТ 19281 категории 14 или 15;
- для остальных элементов сварных конструкций - перечисленные выше для несущих элементов категорий 2, 6, 12, 13, 14, низколегированная сталь марки 10ХНДП ГОСТ 19281 категории 2 толщиной до 5 мм, углеродистые (обыкновенного качества, конструкционные и качественные конструкционные) стали марок 16Д по ГОСТ 6713, Ст3сп по ГОСТ 380, 15 и 20 по ГОСТ 1050 с ограничением содержания углерода для стали 20 до 0,22 %;
- для сварных конструкций вагонов-цистерн - стали по ГОСТ 5520.
3.4.1.2. Допускается применение других материалов с механическими свойствами с точки зрения потребительских свойств не хуже приведенных в 3.4.1.1 при условии предварительного проведения:
- испытаний для определения механических свойств по ГОСТ 1497 и ГОСТ 9454;
- определения свариваемости материалов и соответствующей технологии сварки анализом их химического состава (ГОСТ 22536.1 - 22536.12);
- испытаний сварных соединений по ГОСТ 6996, ГОСТ 26388 и ГОСТ 26389.
3.4.1.3. Технические требования к горячекатаным профилям - по ГОСТ 5267.0.
3.4.1.4. Качество поверхности листового проката должно удовлетворять требованиям ГОСТ 14637, ГОСТ 16523, сортового и фасонного - ГОСТ 535.
3.4.1.5. Отклонение формы листового и сортового проката, поступающего на заготовительные операции, не должно превышать значений, установленных нормативной документацией на сортамент (ГОСТ 82, ГОСТ 103, ГОСТ 19903, ГОСТ 19904, ГОСТ 8732, ГОСТ 8645, ГОСТ 8510, ГОСТ 8240, ГОСТ 8278, ГОСТ 8509, ГОСТ 8734, ГОСТ 5267.1 - 5267.13).
3.4.1.6. При наличии на поверхности металла дефектов (раковины, плены, неметаллические включения, вкатанная окалина) их удаляют пологой вырубкой или зачисткой абразивным инструментом.
3.4.1.7. Литые приварные детали вагонов изготавливают из низколегированных сталей марок 20ФЛ, 20ГЛ, 20Г1ФЛ и углеродистых сталей марок 15Л, 20Л по ГОСТ 977.
Содержание углерода в сварных деталях допускается не более 0,23 %, кроме стали 20Г1ФЛ.
Ударная вязкость стали марки 20Г1ФЛ должна быть не менее 25 Дж/см2 при минус 60 °C.
Содержание марганца в деталях из стали марки 20ГЛ должно быть не более 1,4 %.
Отливки применяют после термической обработки.
3.4.1.8. Поковки из конструкционной и легированной стали должны соответствовать требованиям ГОСТ 8479.
3.4.1.9. Для изготовления сварных котлов вагонов-цистерн для транспортирования агрессивных жидкостей должны применяться коррозионно-стойкие (нержавеющие) стали марок 12Х18Н10Т, 08Х18Н10Т, 12Х18Н9, 08Х22Н6Т, 08X21Н6М2Т, 10Х17Н13М2Т, 10Х14Г14Н3, 08Х18Г8Н2Т по ГОСТ 5632.
Для изготовления сварных конструкций вагонов-цистерн из двухслойных сталей должны применяться стали марок 12X18Н10Т + ВСт3сп, 06ХН28МДТ + ВСт3сп, 10X17Н13М2Т + 20К, 20X17Н15М3Т + 20К, 12X18Н10Т + 09Г2С по ГОСТ 10885.
3.4.1.10. В сварных конструкциях вагонов допускается применение соединений из коррозионно-стойких сталей с низколегированными и углеродистыми сталями марок 09Г2, 09Г2Д, 10Г2БД, 09Г2С, 09Г2СД, 10ХНДП, 15ХСНД по ГОСТ 19281; ВСт3сп по ГОСТ 380; 16Д по ГОСТ 6713; 15 и 20 по ГОСТ 1050 и другими низколегированными сталями, соответствующими 3.4.1.2.
3.4.1.11. Листовой прокат с антикоррозионным покрытием (цинковым, алюминиевым, полимерным и др.) - в соответствии с техническими условиями предприятия - изготовителя проката.
3.4.2. Требования к сварочным материалам
3.4.2.1. Сварочные материалы должны соответствовать требованиям, установленным в нормативных документах на них. Рекомендуется применение сварочных материалов, приведенных в приложениях В и Г.
3.4.2.2. Электроды для ручной дуговой сварки и прихватки сталей должны соответствовать требованиям ГОСТ 9466, ГОСТ 9467, ГОСТ 10052.
3.4.2.3. Сплошная сварочная проволока, применяемая для дуговой сварки и прихватки, должна соответствовать ГОСТ 2246, сварочная порошковая проволока - ГОСТ 26271.
3.4.2.4. Для дуговой сварки в защитном газе применяют двуокись углерода, аргон, кислород или смеси газов (СO2 + O2, Аr + СO2, Аr + O2, Аr + СO2 + O2 и др.).
Газы, применяемые для дуговой сварки, должны соответствовать требованиям:
- углекислый газ - ГОСТ 8050;
- аргон - ГОСТ 10157;
- кислород - ГОСТ 5583 и ГОСТ 6331.
3.4.2.5. Газы, применяемые при резке сталей, должны соответствовать требованиям:
- кислород - ГОСТ 5583 и ГОСТ 6331;
- ацетилен - ГОСТ 5457.
3.4.2.6. При дуговой сварке углеродистой стали с низколегированной используют сварочные материалы, применяемые для сварки низколегированной стали.
3.4.2.8. Допускается применение других сварочных материалов, соответствующих 3.4.2.7, при условии предварительного проведения испытаний сварных соединений, полученных с их применением. Испытания проводят по ГОСТ 6996, ГОСТ 26388, ГОСТ 26389.
3.5. Требования к сборке и подготовке деталей под сварку
3.5.1. Требования к сборке - по ГОСТ 5264, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 14771, ГОСТ 23518, ГОСТ 15878, ГОСТ 16037, ГОСТ 16098.
3.5.2. Свариваемые кромки деталей и прилегающие к ним поверхности с обеих сторон должны быть очищены не менее чем на 10 мм.
3.5.3. Сборку сварных конструкций следует проводить на сборочных плитах, вращателях, стендах, в сборно-разборных кондукторах и приспособлениях, которые должны обеспечивать:
- требуемое расположение деталей;
- свободный доступ к местам прихватки и сварки;
- удобство выполнения сварки;
- минимальные деформации после сварки.
3.5.4. Прихватки под ручную дуговую сварку выполняют электродами той же марки, которыми должна проводиться сварка.
Прихватки под автоматическую и механизированную сварку под флюсом выполняют электродами типов Э42, Э42А, Э46, Э46А, Э50, Э50А. Допускается выполнение прихваток под сварку под флюсом сварочной проволокой по ГОСТ 2246.
Прихватки под сварку в среде защитных газов (смеси газов) выполняют сварочной проволокой по ГОСТ 2246, ГОСТ 26271 либо электродами типов Э42, Э42А, Э46, Э46А, Э50, Э50А.
3.5.5. Рекомендуемые размеры катета прихваток должны составлять 0,4 - 0,7 размера катета шва, но не более 6 мм.
3.5.6. Рекомендуемая длина каждой прихватки должна быть в 4 - 5 раз больше толщины прихватываемого элемента, но не более 100 мм.
3.5.7. Рекомендуемое расстояние между прихватками должно быть в 30 - 40 раз больше толщины прихватываемого элемента, но не более 500 мм. Расстояние от крайних прихваток до края листа должно быть не более 200 мм. При применении в сварных конструкциях легированных коррозионно-стойких сталей устанавливают расстояние между прихватками в 1,5 - 2 раза меньше, а длину прихваток - больше, чем в соединениях низколегированных и углеродистых сталей.
3.5.8. Прихватки должны быть очищены от шлака и брызг.
3.5.9. Выводные планки должны быть установлены в одной плоскости со свариваемыми деталями и плотно прилегать к их кромкам. Допуски размеров для установки выводных планок должны быть такими же, как и при сборке деталей под сварку.
3.5.10. Перед сваркой допускается нанесение защитных покрытий от брызг металла при условии, что они не загрязняют сварочной ванны и не ухудшают качество сварного шва.
3.5.11. Для контактной стыковой сварки поверхности электродных зажимов стыковой машины в местах контактов с поверхностью свариваемых деталей перед сваркой должны быть зачищены от окалины и загрязнений до чистого металла.
3.5.12. Прихватки при сборке под контактную сварку должны выполняться контактной сваркой. Допускается выполнять сварочные прихватки дуговой сваркой без их удаления, но с последующей зачисткой.
3.6. Требования к сварке
3.6.1. Общие положения
3.6.1.1. Сварка конструкций должна проводиться в закрытых помещениях при температуре не менее 0 °C.
3.6.1.2. Способ сварки и режимы сварки должны обеспечивать равнопрочность металла сварного шва с основным металлом.
3.6.1.3. Сварка конструкций вагонов, оборудованных тележками с буксами на роликовых подшипниках, должна проводиться на технологических тележках или на специальных транспортных устройствах (конвейерах, склизах и т.п.). Допускается сварка на кондиционных тележках, оборудованных роликовыми подшипниками, при соблюдении следующих условий:
- свариваемые изделия (кузов, рама и др. элементы) должны подключаться к сварочному посту (независимо от позиции сварки) по двухпроводной схеме;
- обратный токопровод подключается к свариваемому изделию как можно ближе к зоне сварки с обеспечением полного контакта. Место (контакт) подключения должно быть тщательно зачищено до металлического блеска.
3.6.1.4. Сварочные работы должны выполняться сварщиками, имеющими соответствующую квалификацию и прошедшими специальное обучение и аттестацию в соответствии с инструкциями предприятий-изготовителей, правилами подготовки и аттестации сварщиков на федеральном железнодорожном транспорте [4], а при изготовлении цистерн, контейнеров специализированных и тары, используемой для транспортирования опасных грузов, - по правилам аттестации сварщиков и специалистов сварочного производства [5].
3.6.1.5. Сварочные работы при изготовлении котлов цистерн для перевозки опасных грузов должны проводиться по технологии, соответствующей правилам устройства и безопасной эксплуатации сосудов, работающих под давлением [2].
3.6.1.6. Для уменьшения сварочных напряжений используют:
- предварительный или сопутствующий подогрев;
- рациональную последовательность наложения сварных швов;
- многослойные швы;
- термообработку конструкции.
3.6.1.7. Для уменьшения пластических деформаций используют:
- обратный технологический прогиб изделия для балочных конструкций;
- растяжение свариваемых деталей;
- сварку и остывание конструкции в сборочно-сварочных стендах и приспособлениях;
- термическую или механическую правку;
- метод обратно-ступенчатой сварки.
3.6.2. Требования к дуговой сварке
3.6.2.1. Дуговую сварку следует проводить в нижнем положении автоматизированными и механизированными способами.
3.6.2.2. Рекомендуется совмещение операций сборки и сварки в специализированных стендах-кантователях без выполнения прихваток.
3.6.2.3. Каждый слой шва при многослойной сварке перед наложением последующего слоя должен быть очищен от шлака и брызг металла.
3.6.2.4. Выполнение швов полуавтоматической и автоматической сваркой под флюсом должно осуществляться без перерыва по всей длине шва. В случае перерыва в наложении шва или отдельного его слоя сварка возобновляется только после очистки концевого участка шва и кратера от шлака. При этом данный участок и кратер следует полностью перекрывать швом.
3.6.2.5. В несущих конструкциях для улучшения качества швов следует начало и конец стыкового и углового сварных швов выводить на планки, изготавливаемые из основного металла, либо выполнять механическую обработку концов шва.
3.6.2.6. Допускается доварка ручной дуговой сваркой швов, выполненных автоматической или механизированной дуговой сваркой.
Местные наружные выступы в местах доварки и перекрытий отдельных участков шва должны быть сглажены механической зачисткой до образования плавных переходов.
3.6.2.7. Плавность перехода угловых и стыковых швов к основному металлу должна выполняться подбором режимов сварки и соответствующим расположением свариваемых деталей. Допускается плавный переход к основному металлу осуществлять обработкой шва механическим или аргонодуговым способом.
Перед наложением подварочного шва протеки металла и шлак в корне шва должны быть удалены.
3.6.2.8. Режимы всех видов дуговой сварки углеродистых и низколегированных сталей должны быть проверены опытным путем по ГОСТ 13585 и указаны в технологическом процессе.
3.6.2.9. Виды сварки и сварочные материалы для изготовления сварных конструкций из низколегированных и углеродистых сталей приведены в приложении В.
3.6.2.10. Технологией сварки с использованием материалов, приведенных в приложении В, должно быть обеспечено получение сварных соединений низколегированных сталей со следующими механическими свойствами:
- временное сопротивление металла сварного соединения и предел текучести металла шва - не ниже требований, предъявляемых к основному металлу;
- относительное удлинение металла шва стыковых соединений из сталей с пределом текучести до 345 МПа должно быть не менее 18 %, а из сталей с пределом текучести от 375 до 390 МПа - не менее 16 %;
- угол статического изгиба сварного соединения с поперечным стыком должен быть не менее 120°;
- ударная вязкость на образцах KCU должна быть не менее 29 Дж/см2 при температуре испытаний минус 60 °C для исполнения УХЛ и минус 45 °C для исполнения У;
- твердость металла шва и зоны термического влияния должна быть не более 350 HV.
3.6.2.11. Механические свойства металла сварных соединений резервуаров воздушных для тормозов вагонов должны соответствовать требованиям ГОСТ Р 52400.
3.6.3. Требования к контактной сварке
3.6.3.1. Перед контактной (точечной, рельефной и шовной) сваркой детали и заготовки из горячекатаной стали, а также детали и заготовки, поступающие на сварку после горячей штамповки или термической обработки, должны быть очищены от окалины с обеих сторон одним из следующих способов: механической зачисткой абразивным инструментом, дробеметным или дробеструйным способом, в галтовочных барабанах и другими способами. При местной зачистке деталей под контактную сварку ширина очищаемой поверхности должна быть не менее ширины нахлестки.
3.6.3.2. Расстояние от центра точки или оси шва до края нахлестки должно быть не менее половины минимального значения нахлестки.
3.6.3.3. При приварке контактной точечной сваркой поперечных элементов к листам обшивы с гофрами расположение точек от края гофры должно быть не ближе 1,5d (d - диаметр точки).
3.6.3.4. Стыковую сварку деталей следует выполнять методом оплавления или сопротивления. Предел прочности стыковых сварных соединений из углеродистой стали при статическом нагружении должен быть не менее 95 % предела прочности основного металла.
3.6.4. Требования к сварке литых деталей из углеродистых и низколегированных сталей
3.6.4.1. Сварку выполняют на режимах, обеспечивающих твердость в зоне термического влияния не более 320 НVдля низколегированной марганцовистой стали и не более 360 НVдля низколегированной марганцово-ванадиевой стали.
3.6.4.2. Ожоги от дуговой сварки на литых деталях должны быть удалены механическим способом.
3.6.4.3. Сварка литых деталей с содержанием углерода свыше 0,25 % и содержанием марганца более 1,4 % (углеродный эквивалент не более 0,35) должна проводиться по технологической документации предприятия - изготовителя литых деталей.
3.6.5. Требования к сварке коррозионно-стойких (нержавеющих) сталей
3.6.5.1. При сварке деталей из коррозионно-стойких (нержавеющих) сталей с деталями из углеродистых и низколегированных сталей необходимо соблюдать следующие условия:
- провар основного металла в соединении должен быть минимальный;
- следует применять электродные и присадочные материалы с необходимым запасом аустенито-образующих элементов.
3.6.5.2. Виды сварки и сварочных материалов для изготовления сварных конструкций из коррозионно-стойких сталей и коррозионно-стойких сталей с низколегированными и углеродистыми сталями приведены в приложении Г.
3.6.6. Требования к сварке двухслойных сталей
3.6.6.1. Выбор типов сварных соединений и их конструктивных элементов из двухслойных сталей проводят по ГОСТ 16098.
3.6.6.2. Для обеспечения минимального перемешивания (разбавления) аустенитного и неаустенитного металлов сварку следует выполнять с минимальным проплавлением последнего.
3.7. Контроль сборки и сварки
3.7.1. Контроль качества сварных конструкций должен осуществляться пооперационно в течение всего производственного цикла, на всех этапах изготовления сварной конструкции вагона. Порядок контроля приводят в карте технологического процесса завода - изготовителя сварной конструкции.
При контроле качества сборки под сварку следует проверять:
- расположение деталей в конструкции;
- значения зазоров между деталями.
Конструкции, собранные под сварку, должны быть приняты службой технического контроля и допущены к сварке.
3.7.2. Визуальному осмотру должны быть подвергнуты все сварные швы до контроля их другими методами.
Перед визуальным осмотром сварные швы должны быть очищены от шлака и брызг.
Контроль сварных швов, недоступных для осмотра после окончательной сварки конструкции, проводят до установки деталей, закрывающих эти швы.
Сварные конструкции, предъявляемые к окончательной приемке, не должны быть окрашены.
3.7.3. Твердость металла сварного шва следует проверять по ГОСТ 6996 на образцах, сваренных на тех же режимах.
3.7.4. Качество сварных соединений двухслойных сталей оценивают испытанием образцов на статический прогиб.
Стойкость против разрушений должна оцениваться результатами испытаний на ударный изгиб.
3.7.5. Сварные соединения из нержавеющих сталей на склонность к межкристаллитной коррозии проверяют по ГОСТ 6032.
3.7.6. Качество сварных соединений определяют методами неразрушающего контроля.
3.8. Дефекты сварных соединений и способы их устранения
3.8.1. Классификация, обозначение и определения дефектов соединений при сварке металлов плавлением - по ГОСТ 30242, ГОСТ 2601.
3.8.2. На сварных соединениях, выполненных дуговой сваркой, не допускаются:
- дефекты в виде трещин, несплавлений по кромкам, наплывы, прожоги, кратеры;
- единичные поры или шлаковые включения диаметром более 1,0 мм для металла толщиной до 20 мм и более 5 % толщины для металла толщиной более 20 мм, числом более двух дефектов на участке шва длиной 200 мм при расстоянии между дефектами менее 50 мм - в стыковых и угловых швах, работающих на растяжение или на отрыв;
- единичные поры или шлаковые включения диаметром более 2 мм числом более шести на участке шва длиной 400 мм при расстоянии между дефектами менее 10 мм - в стыковых и угловых швах, работающих на сжатие;
- поверхностные поры и шлаковые включения, сгруппированные на длине более 10 мм с расстоянием между дефектными участками менее 50 мм;
- подрезы на сборочных единицах тележки (рамы, надрессорные брусья, тормозные траверсы), а также на швах, соединяющих шкворневые и промежуточные балки с хребтовой и нижней обвязкой, и на швах приварных вертикальных стоек к раме полувагона;
- подрезы на других сборочных единицах более 10 % толщины металла и свыше 0,5 мм;
- непровары в стыковых швах, поперечных и косых по отношению к действующей силе;
- непровары в стыковых соединениях с продольно действующими усилиями или в соединениях таврового и углового типов со скосом кромок при невозможности сварки обратной стороны шва размерами более 0,15s (где s - толщина наиболее тонкого элемента) или более 2 мм;
- ожоги от замыкания электродов.
3.8.3. Исправление дефектов дуговой сварки
3.8.3.1. Дефектные сварные швы или отдельные участки шва с трещинами и прожогами, недопустимыми порами, шлаковыми включениями и непроварами должны быть удалены механическим способом, специальными электродами для резки, воздушно-дуговой строжкой или кислородной резкой с последующей зачисткой до металлического блеска.
3.8.3.2. Дефектные места в сварных швах исправляют заваркой. Заварка допускается после полного удаления дефектного шва или его участка и подготовки места под сварку по 3.8.4 в соответствии с требованиями технологического процесса.
При заварке основного шва должно быть обеспечено перекрытие прилегающих концов в зависимости от толщины свариваемого металла и конструктивных особенностей изделия.
Исправленные заваркой сварные швы должны быть приняты службой технического контроля.
3.8.3.3. Исправление дефектов в одном месте допускается проводить не более трех раз.
Дефекты концевого участка шва следует устранить, шов заварить и зачистить его механическим способом.
3.8.3.4. Доварку и исправление дефектов сварных швов, выполненных под флюсом и в защитных газах, допускается проводить покрытыми электродами в соответствии с приложением В.
3.8.5. Наружные и внутренние дефекты сварных швов сосудов (котлов) вагонов-цистерн для опасных грузов не должны превышать норм, установленных Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением [2], правилами проектирования, изготовления и приемки сосудов и аппаратов стальных сварных [3].
3.8.6. На сварных соединениях, выполненных контактной точечной сваркой, не допускаются:
- непровары;
- отклонения точек от оси их расположения и расстояние между центрами соседних точек в ряду на значение более ± d, где d - диаметр точек;
- поры и усадочные раковины в центре точки, превышающие в сумме 10 % площади точки.
3.8.7. На сварных соединениях, выполненных контактной шовной сваркой, не допускаются:
- непровары;
- негерметичность.
3.8.8. На сварных соединениях, выполненных стыковой контактной сваркой, не допускаются:
- непровары;
- смещение свариваемых поверхностей более 10 % толщины заготовок, перегрев и пережог, трещины в зоне сварки.
3.8.9. Общее число дефектных точек (или длина швов), подлежащих исправлению на соединениях, выполненных контактной сваркой, не должно превышать 25 % общего числа точек (или длины швов) на сборочной единице.
3.8.10. Дефектные точки или швы при контактной сварке допускается исправлять дуговым способом.
3.9. Требования безопасности
3.9.1. При организации и проведении сварочных работ следует выполнять требования ГОСТ 12.1.019, ГОСТ 12.1.030, ГОСТ 12.2.003, ГОСТ 12.3.002, ГОСТ 12.2.007.0, ГОСТ 12.3.003, ГОСТ 12.2.007.8, ГОСТ 12.2.008, ГОСТ 12.1.005, ГОСТ 12.3.036, ГОСТ 21694.
3.9.2. Производственные помещения, предназначенные для выполнения сварочных работ, должны быть оборудованы вентиляцией и отоплением в соответствии с требованиями санитарных норм проектирования промышленных предприятий [6] и санитарных правил при сварке, наплавке и резке металлов [7], а также выполнены требования к освещению согласно нормам проектирования освещения [8].
3.9.3. Выполнение газосварочных работ - в соответствии с правилами по охране труда при электро- и газосварочных работах [9], межотраслевыми правилами по охране труда при производстве ацетилена, кислорода, процессе напыления и газопламенной обработке металлов [10], а также правилами устройства и безопасной эксплуатации сосудов, работающих под давлением [2], правилами безопасности систем газораспределения и газопотребления [11]. При выполнении сварочных и огнерезательных работ должны быть соблюдены противопожарные мероприятия в соответствии с требованиями ГОСТ 12.1.004.
3.9.4. К сварочным работам допускаются сварщики, имеющие свидетельство об окончании специализированного профессионального заведения (курсов по сварке), прошедшие медицинское освидетельствование и годные по состоянию здоровья, прошедшие инструктаж по охране труда и требованиям безопасности, аттестованные на допуск к определенным видам сварочных работ и имеющие группу электробезопасности не ниже второй по ГОСТ 12.1.019.
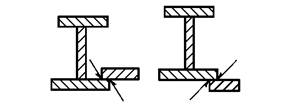
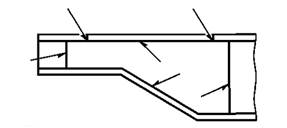
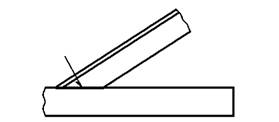
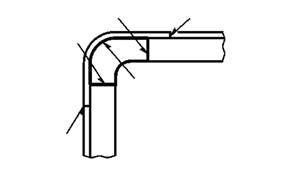
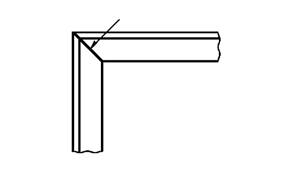
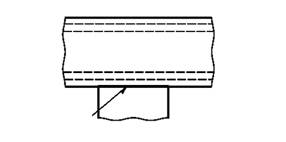
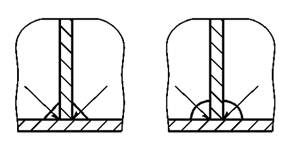
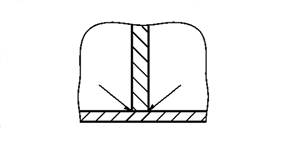
Приложение А
(рекомендуемое)
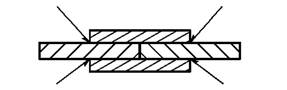
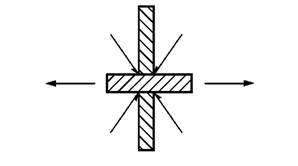
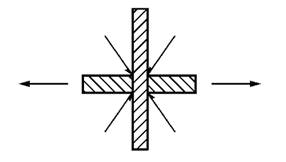
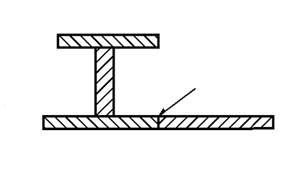
Основные типы соединений, применяемые при дуговой сварке
Таблица А.1
|
Элементы сборочных единиц |
|
|
Рекомендуемые |
Нерекомендуемые |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|















Приложение Б
(рекомендуемое)
Допуски отклонения формы и расположения элементов конструкций
Таблица Б.1
|
Наименование параметра |
Значение |
|
|
|
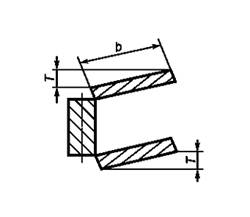
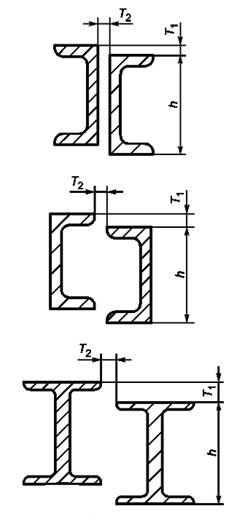
Допуск перпендикулярности полок к стенке таврового или двутаврового сечения (Т). Смещение полок относительно друг друга (T1) |
Т £ 0,006b |
|
T1 £ 0,010b |
||
|
|
Допуск перпендикулярности полок (Т) к стенке углового сечения типа швеллер |
Т £ 0,010b |
|
|
Допуск плоскостности полок (Т) тавровых и двутавровых сечений |
Т £ 0,010b |
|
|
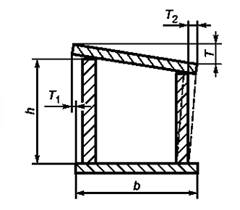
Допуск перпендикулярности стенок (Т) составного сечения не более 2 мм |
Т £ 0,010h |
|
|
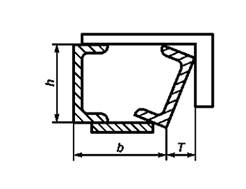
Допуск параллельности полок (Т) и стенок (Т2). Смещение полок относительно друг друга (Т1) |
Т £ 0,006b |
|
Т1 £ 0,010b |
||
|
Т2 £ 0,005h |
||
|
|
Допуск плоскостности полок профиля (T1, Т2) составного сечения из уголков |
T1 £ 0,010h |
|
Т2 - в пределах удвоенного допуска на ширину полки по ГОСТ 8509 и ГОСТ 8510 |
||
|
|
Допуск плоскостности полок профилей (Т1, Т2) составного сечения из швеллеров и двутавров |
Т1 £ 0,010h |
|
Т2 - в пределах удвоенного допуска на ширину полки по ГОСТ 8240 или ГОСТ 8239 |



Приложение В
(рекомендуемое)
Сварочные материалы для сварки углеродистых и низколегированных сталей
Таблица В.1
|
Марка стали (класс прочности) |
Флюс по ГОСТ 9087 |
Сварочная проволока по ГОСТ 2246 |
Защитный газ |
Электрод покрытый (тип по ГОСТ 9467) |
|
|
для сварки под флюсом |
для сварки в защитных газах |
||||
|
09Г2, 09Г2Д, 09Г2С, 09Г2СД, 10ХНДП (класс прочности 295 ... 345) |
АН-348А, АН-348В, АН-60, ОСЦ-45 |
Св-08ГА, Св-10ГА, Св-10Г2, Св-10НМА |
Св-08Г2С |
Двуокись углерода по ГОСТ 8050, смесь 80 % аргона по ГОСТ 10157 и 20 % двуокиси углерода по ГОСТ 8050 |
Э50А |
|
15ХСНД, 10ХСНД, 10Г2Б, 10Г2БД, 12Г2ФД (класс прочности 345 ... 390) |
АН-348А, АН-348В, АН-60, ОСЦ-45, АН-47 |
||||
|
16Д, Ст3сп5, 15, 20 |
АН-348А, АН-348В, АН-60, ОСЦ-45 |
Св-08А, Св-08ГА |
Э42А, Э46 |
||
|
Примечание - Для сварки под флюсом воздушных резервуаров по ГОСТ Р 52400 из стали марки Ст3сп допускается применение сварочной проволоки марки Св-08Г2С. |
|||||
Приложение Г
(рекомендуемое)
Сварочные материалы для сварки коррозионно-стойких
сталей
и коррозионно-стойких сталей с низколегированными и углеродистыми сталями
Таблица Г.1
|
Марка стали |
Флюс по ГОСТ 9087 |
Сварочная проволока по ГОСТ 2246 |
Защитный газ |
Электрод покрытый (тип по ГОСТ 9467) |
|
|
для сварки под флюсом |
для сварки в защитных газах |
||||
|
Коррозионно-стойкие стали: |
АН-26 |
Аргон по ГОСТ 10157; смесь аргона по ГОСТ 10157 с двуокисью углерода по ГОСТ 8050 |
|||
|
12Х18Н10Т, |
|||||
|
08Х18Н10Т, |
Св-05Х20Н9ФБС, |
||||
|
12Х18Н9, |
Св-06Х19Н9Т, |
Св-05Х20Н9ФБС, |
|||
|
08Х22Н6Т, |
Св-07Х18Н9ТЮ, |
Св-06Х19Н9Т, |
Э-08Х20Н9Г2Б, |
||
|
08X21Н6М2Т, |
Св-08Х20Н9ГЭТ, |
Св-07Х18Н9ТЮ, |
Э-08Х19Н10Г2Б, |
||
|
10Х17Н13М2Т, |
Св-04Х19Н11М3, |
Св-08Х20Н9Г7Т, |
Э-07Х19Н11М3Г2Ф |
||
|
10Х14Г14Н4Т, |
Св-04Х19Н10М3Б |
Св-08Х25Н13БТЮ |
|||
|
10Х14Н14Н3, |
|||||
|
08Х18Г8Н2Т, |
|||||
|
10Х13Г18Д, |
|||||
|
07Х14Г18Д |
|||||
|
Коррозионно-стойкие стали: |
|||||
|
12Х18Н10Т, |
|||||
|
08Х18Н10Т, |
|||||
|
12Х18Н9, |
|||||
|
08Х22Н6Т, |
|||||
|
08X21Н6М2Т, |
|||||
|
10Х17Н3М2Т, |
|||||
|
10Х14Г14Н4Т, |
|||||
|
10Х14Г14Н3, |
|||||
|
08Х18Г8Н2Т, |
Св-06Х25Н12ТЮ, |
Св-06Х25Н12ТЮ, |
|||
|
10Х13Г18Д, |
Св-07Х25Н13, |
Св-07Х25Н12Г2Т, |
Э-10Х25Н13Г2, |
||
|
07Х14Г18Д. |
Св-07Х25Н12Г2Т, |
Св-08Х25Н13БТЮ |
Э-11Х25Н25М6АГ2 |
||
|
Низколегированные стали: |
Св-08Х25Н13БТЮ |
||||
|
09Г2, 09Г2Д, |
|||||
|
09Г2С, 09Г2СД, |
|||||
|
15Х6НД, 14Г2АТ, |
|||||
|
10Г2Б, 10Г2БД, |
|||||
|
10ХСД, 12Г2ФД, |
|||||
|
20ФЛ, 20ГЛ. |
|||||
|
Углеродистые стали: Ст3сп5, 16Д, 15, 20. |
|||||
Библиография
|
Нормы для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм (несамоходных). Утверждены МПС России 22.01.96 |
||
|
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. Утверждены постановлением Госгортехнадзора РФ № 91 от 11.06.03 г., зарегистрированы в Минюсте РФ 19.06.03, регистрационный № 4776 |
||
|
Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных. Утверждены постановлением Госгортехнадзора РФ от 10 июня 2003 г. № 81, регистрационный № 4706 |
||
|
ПР 043-01124328-2002 |
Правила подготовки и аттестации сварщиков на федеральном железнодорожном транспорте. Утверждены 30.07.2002 г. |
|
|
Правила аттестации сварщиков и специалистов сварочного производства. Утверждены Госгортехнадзором России постановлением № 63 от 30.10.98, зарегистрированы в Минюсте РФ 04.03.99, регистрационный № 1721, введены с 15.01.2000 г. |
||
|
Санитарные нормы проектирования промышленных предприятий. Утверждены Государственным комитетом Совета Министров СССР по делам строительства 5 ноября 1971 г. |
||
|
СП 1009-73 |
Санитарные правила при сварке, наплавке и резке металлов. Утверждены 5 марта 1973 г. |
|
|
Естественное и искусственное освещение. Нормы проектирования. Приняты и введены в действие постановлением Минстроя России № 18-78 от 2 августа 1995 г. |
||
|
ПОТ Р М-020-2001 |
Межотраслевые правила по охране труда при электро- и газосварочных работах. Утверждены Постановлением Министерства труда и социального развития РФ от 9 октября 2001 г. № 72 |
|
|
[10] |
Межотраслевые правила по охране труда при производстве ацетилена, кислорода, процессе напыления и газопламенной обработке металлов. Утверждены Министерством труда и социального развития РФ. Постановление от 14 февраля 2002 г. № 11 |
|
|
Правила безопасности систем газораспределения и газопотребления. Утверждены Госгортехнадзором России, постановление от 18.03.2003, зарегистрированы в Минюсте РФ 04.04.2003, регистрационный № 4376, введены с 04.04.2003 г. |
|
Ключевые слова: стальные сварные конструкции, грузовые вагоны, технические требования, сварка, сварочные материалы, контроль, исправление дефектов, требования безопасности |