Нормативные
документы в сфере деятельности
Федеральной службы по экологическому,
технологическому и атомному надзору
__________________
Серия 10
Документы
по безопасности,
надзорной и разрешительной деятельности
в области надзора за подъемными сооружениями
Выпуск 9
ПРОМЫШЛЕННАЯ БЕЗОПАСНОСТЬ
ПРИ ЭКСПЛУАТАЦИИ
ПОДЪЕМНЫХ СООРУЖЕНИЙ
Сборник документов
3-е издание, исправленное и дополненное
Москва
ЗАО НТЦ ПБ
2010
В Сборник включены Типовая инструкция для инженерно-технических работников, ответственных за содержание грузоподьемных машин в исправном состоянии, с изменением № 1, утвержденным постановлением Госгортехнадзора России от 28.12.00 № 70, Учебная программа (билеты) для подготовки инженерно-технических работников, ответственных за содержание грузоподъемных кранов в исправном состоянии, согласованная с Госгортехнадзором России 20.11.00 г., Требования к регистраторам параметров грузоподъемных кранов, утвержденные постановлением Госгортехнадзора России от 09.02.01 № 7, Методические указания по обследованию предприятий (владельцев), эксплуатирующих подъемные сооружения, утвержденные постановлением Госгортехнадзора России от 25.04.95 № 21, с изменением № 1, утвержденным постановлением Госгортехнадзора России от 17.11.97 № 41, и изменением № 2, утвержденным постановлением Госгортехнадзора России от 05.04.00 № 19, «Оборудование грузоподъемное. Общие технические требования», согласованные с Госгортехнадзором России 13.07.00 г., разработанные ВКТИмонтажстроймеханизацией, Положение по проведению экспертизы промышленной безопасности подъемных сооружений, утвержденное постановлением Госгортехнадзора России от 17.01.01 № 2.
СОДЕРЖАНИЕ
|
Согласовано с
Госгортехнадзором России |
Утверждено ВКТИмонтажстроймеханизацией
|
ОБОРУДОВАНИЕ ГРУЗОПОДЪЕМНОЕ.
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
РД 36-62-00
Настоящий руководящий нормативный документ (РД) устанавливает общие технические требования к изготовлению грузоподъемных машин, предназначенных для монтажных, строительных и погрузочно-разгрузочных работ.
Настоящий руководящий нормативный документ распространяется на следующие грузоподъемные машины:
на краны монтажные специальные всех типов (автомобильные, гусеничные, козловые, башенные, пневмоколесные железнодорожные и др.);
на подъемники (вышки) всех типов (автомобильные, прицепные, передвижные и др.);
на краны-трубоукладчики всех типов; на краны-манипуляторы всех типов;
машины монтажные специального назначения (погрузчики, бурильно-крановые машины, прицепы-тяжеловозы и др.);
грузоподъемные монтажные приспособления (монтажные мачты, стрелы, порталы и др.);
грузозахватные монтажные приспособления (траверсы, захваты, стропы, троллейные подвески, грейферы и др.);
электрические и ручные тали и лебедки, домкраты для монтажных работ.
На другие машины и приспособления, в чертежах или в технических условиях которых имеются ссылки на настоящий руководящий нормативный документ.
Руководящий нормативный документ устанавливает общие требования к изготовлению, приемке, испытаниям, комплектации, консервации и транспортировке грузоподъемных машин.
Вид климатического исполнения - У ГОСТ 15150, категория и при необходимости ограничение диапазона рабочих температур должны указываться в технических условиях на конкретные виды грузоподъемных машин.
Руководящий нормативный документ разработан с учетом требований:
Правил устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00)*; Правил устройства и безопасной эксплуатации подъемников (вышек) (ПБ 10-256-98)*1; Правил устройства и безопасной эксплуатации кранов-трубоукладчиков (ПБ 10-157-97)*; Правил устройства и безопасной эксплуатации кранов-манипуляторов (ПБ 10-257-98)*; Правил аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99)*, утвержденных Госгортехнадзором России.
__________
*Далее - Правила, утвержденные Госгортехнадзором России.
1В настоящее время действуют Правила устройства и безопасной эксплуатации подъемников (вышек) (ПБ 10-611-03), утвержденные постановлением Госгортехнадзора России от 11.06.03 № 87, зарегистрированным Минюстом России 18.06.03 г., регистрационный № 4717. (Примеч. изд.)
Для отражения специфических требований на конкретные виды грузоподъемных машин в дополнение к настоящему РД должны разрабатываться технические условия согласно ГОСТ 2.114.
Для грузоподъемных машин, поставляемых на экспорт и в районы Крайнего Севера, должны разрабатываться специальные технические условия, утверждаемые в установленном порядке. К действующим техническим условиям в случае необходимости разрабатываются экспортные дополнения.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Все детали, сборочные единицы и грузоподъемные машины в целом должны быть изготовлены в полном соответствии с требованиями стандартов, Правил, утвержденных Госгортехнадзором России, настоящего РД, технических условий, конструкторской и технологической документации на конкретную грузоподъемную машину, утвержденной в установленном порядке.
1.2. Временные отступления непринципиального характера от конструкторской документации - замена марок сталей и профилей, изменения конструктивного порядка, не уменьшающие прочности и устойчивости, не влияющие на взаимозаменяемость сборочных единиц и деталей, не ухудшающие товарного вида грузоподъемных машин, - допускаются в каждом отдельном случае по письменному разрешению директора или главного инженера предприятия-изготовителя.
1.3. Все отступления от конструкторской документации при изготовлении опытных образцов грузоподъемных машин допускаются только по согласованию с проектной организацией - автором проекта.
1.4. Изменения в конструкторскую документацию, предлагаемые в целях улучшения конструкций, повышения эксплуатационных качеств, упрощения технологии изготовления, уменьшения массы, стоимости и т.д., если это влечет за собой принципиальное изменение конструкции или характеристик (параметров), могут вноситься только по согласованию с держателем подлинника документа.
1.5. Модернизация, модификация и совершенствование грузоподъемных машин должны выполняться в соответствии с требованиями действующих нормативных документов.
1.6. Допустимые величины радиопомех, создаваемых при работе грузоподъемного оборудования, имеющего в своем составе источники радиопомех, не должны превышать значений, установленных Нормами 8-95 «Радиопомехи индустриальные электроустройств, эксплуатируемых в нежилых домах, предприятиях на выделенной территории или здании. Допустимые величины. Методы испытаний».
2. МАТЕРИАЛЫ
2.1. Все материалы, применяемые для изготовления грузоподъемных машин, должны соответствовать требованиям стандартов или технических условий.
2.2. Соответствие применяемых материалов стандартам или техническим условиям должно подтверждаться сертификатами предприятия-поставщика. При отсутствии сертификатов или при недостаточном количестве необходимых данных в них материал может быть использован для изготовления грузоподъемных машин после проведения дополнительных испытаний, необходимых для установления соответствия материала требованиям или техническим условиям.
2.3. Качество металла, применяемого для изготовления расчетных элементов сварных несущих металлоконструкций и деталей, должно быть подтверждено только сертификатами предприятий-поставщиков металла.
Предприятию-изготовителю грузоподъемных машин разрешается проводить дополнительные испытания стального проката и труб на ударную вязкость при отрицательных температурах и после механического старения.
Испытания должны проводиться поштучно (лист, уголок и др.) методами, предусмотренными ГОСТ 7268 и ГОСТ 9454, в лабораториях, аттестованных в установленном порядке.
Результаты испытаний оформляются в порядке, установленном предприятием-изготовителем.
2.4. Чугунное литье
2.4.1. Отливки из чугуна должны соответствовать требованиям рабочих чертежей и ГОСТ 1412, ГОСТ 1585, ГОСТ 7293, ГОСТ 26358.
2.4.2. Допуски размеров, массы и припуски на механическую обработку должны соответствовать ГОСТ 26645.
Класс точности размеров, класс точности массы должны указываться на чертеже отливки или детали.
2.4.3. Не указанные в чертежах формовочные уклоны должны выполняться по ГОСТ 3212.
2.4.4. Конструкция и технология изготовления отливок должны исключать значительные внутренние напряжения, которые могут вызвать коробление, трещины и другие дефекты при механической обработке литых деталей или в процессе эксплуатации механизмов.
2.4.5. Поверхности отливок должны быть очищены от формовочной земли, пригара и т.п.
2.4.6. Допускается наличие пригара в труднодоступных для его удаления местах, если это не влияет на внешний вид отливки. Места обрубки литников и прибылей, заливы на необрабатываемых поверхностях должны быть зачищены заподлицо с поверхностью отливки. Отклонение размеров отливки после зачистки не должно превышать допустимых отклонений, указанных в чертежах.
2.4.7. В отливках не допускаются неслитины, пористость и прочие дефекты, снижающие прочность отливок и ухудшающие их внешний вид.
2.4.8. На необрабатываемых поверхностях отливок допускаются отдельные раковины, не снижающие прочности отливки, в поперечнике и глубиной до 5 мм каждая, но не более 1/3 толщины тела, достигающей 50 мм; при толщине тела более 50 мм допускаются отдельные раковины в поперечнике и глубиной до 8 мм каждая на площади до 5 % площади участка, на котором они расположены. Расстояние от раковины до края поверхности отливки, на которой она расположена, должно быть не менее трех поперечников самой раковины.
Все раковины подлежат декоративному исправлению.
На обработанных поверхностях допускаются отдельные раковины (если суммарная площадь их не превышает 3 % площади, на которой они расположены) размером не более 3 мм каждая и глубиной до 10 % толщины стенки, но не более 3 мм, кроме случаев, оговоренных особо.
Допускаются ужимины, если их глубина не превышает 10 % толщины стенки.
2.4.9. Допускается исправление более крупных дефектов (раковин, неслитин и т.п.) на обработанных и необработанных поверхностях заваркой в соответствии с технологической документацией и методикой контроля на исправление дефектов литья, разработанных на предприятии-изготовителе. При этом необходимо принять меры для уменьшения закаливаемости и снятия внутренних напряжений на границе участка заварки.
2.4.10. Исправление дефектов литья должно производиться с разрешения и под наблюдением ОТК.
Допускается исправление трещин, ослабляющих рабочее сечение не более чем на 10 % при длине трещины не более 30 % наименьшего размера отливки в месте нахождения трещины, с согласия конструкторской службы предприятия-изготовителя в каждом отдельном случае. Причем обязательно засверливание концов трещин.
2.4.11. Перед заваркой дефектный участок металла должен быть вырублен и разделан под сварку.
2.4.12. После исправления отливки заваркой место заварки должно быть зачищено заподлицо с поверхностью отливки.
2.4.13. Исправление дефектов заваркой в одном и том же месте более одного раза не допускается.
2.4.14. Отливка после исправления дефектов должна быть вновь предъявлена ОТК.
2.5. Стальное литье
2.5.1. Отливки из стали должны соответствовать требованиям рабочих чертежей и ГОСТ 977.
2.5.2. Допуски размеров, массы и припуски на механическую обработку должны соответствовать ГОСТ 26645.
Класс точности размеров и класс точности массы должны указываться на чертеже отливки или детали.
2.5.3. На отливки из стали распространяются требования пп. 2.4.3 - 2.4.12 и 2.4.14 настоящего РД.
2.5.4. Для заварки дефектов в стальных отливках следует применять сварочные материалы, обеспечивающие получение наплавленного металла, по химическому составу и механическим свойствам не отличающегося от материала отливки.
2.5.5. Для уменьшения закаливаемости стали на границе шва и снятия внутренних напряжений заварку дефектов в стальных отливках необходимо осуществлять следующим образом:
для деталей с большим объемом заварки, обнаруженным до чистовой механической обработки, - с предварительным подогревом до температуры 200 - 250 °С. После заварки произвести отпуск при температуре 650 - 675 °С;
для ответственных деталей, прошедших чистовую механическую обработку, - с предварительным подогревом до температуры 200 - 250 °С. После заварки произвести отпуск при температуре 350 - 400 °С;
для деталей с малым объемом заварки в неответственных местах и в местах, подвергающихся дальнейшей механической обработке, - с местным предварительным подогревом до температуры 200 - 250 °С. После заварки отпуск не производить.
Подогрев может осуществляться паяльной лампой, газовой (кислородно-ацителеновой и др.) горелкой, резаком или в печи любого типа при условии контроля и последующего поддержания температуры во время заварки.
2.5.6. Твердость направленного металла не должна отличаться от твердости металла отливки более чем на 10 %.
2.5.7. Исправление дефектов заваркой в одном и том же месте более двух раз не допускается.
2.6. Цветное литье
2.6.1. Отливки из цветных металлов должны соответствовать требованиям рабочих чертежей и ГОСТ 493, ГОСТ 613, ГОСТ 1583, ГОСТ 21437.
2.6.2. Допуски размеров, массы и припуски на механическую обработку должны соответствовать ГОСТ 26645.
Класс точности размеров и класс точности массы должны указываться на чертеже отливки или детали.
2.6.3. На отливки из цветных металлов распространяются требования пп. 2.4.3 - 2.4.6, 2.4.10 - 2.4.12 и 2.4.14 настоящего РД.
2.6.4. Отливки не должны иметь трещин, раковин, посторонних включений и других дефектов, снижающих прочность или ухудшающих товарный вид изделия.
Перечисленные дефекты допускаются, если они могут быть удалены при последующей механической обработке.
2.6.5. Допускается заварка дефектных мест отливок. При этом механические свойства наплавленного металла должны быть не ниже механических свойств металла отливки, а твердость заваренного места на обрабатываемых поверхностях не должна отличаться от твердости металла отливки более чем на 10 %.
2.6.6. На обработанных деталях из оловянных бронз допускается исправление раковин в виде сыпи пайкой оловом с последующей зачисткой запаянных мест. Площадь, покрытая сыпью, не должна превышать 20 % всей площади, на которой она расположена. Допускается исправление лужением отдельно расположенных раковин диаметром до 7 мм и глубиной до 1/4 толщины стенки. Общее количество раковин, допускаемых к пайке, - не более двух на 1 дм2.
Для деталей из безоловянной бронзы допускается исправление отдельно расположенных на запрессовываемой и торцовых поверхностях (кроме поверхностей трения) раковин диаметром до 10 мм, глубиной до 1/2 толщины стенки заваркой электродами из проволоки НМЖМц 28-2,5-1,5 по ГОСТ 492 с фтористо-кальциевым покрытием (электроды марки МЗОК) с последующей зачисткой заваренных мест.
Для заварки алюминиево-никелевых и алюминиевых бронз рекомендуется применять электроды марки ЛКЗ-АБ.
Общее количество раковин, допускаемых к заварке, - не более двух на 1 дм2.
Расстояние до раковин от края поверхности отливки, на которой они расположены, должно быть не менее трех поперечников самой раковины.
2.7. Стальной прокат
2.7.1. Марки стали и виды проката, применяемые для изготовления грузоподъемных машин, должны обеспечивать их работоспособность в условиях, при которых температура воздуха может достигать -40 °С.
2.7.2. Для изготовления расчетных элементов сварных несущих металлоконструкций (башни, стрелы, ходовые рамы, поворотные платформы и др.) должен применяться металлопрокат (листовой, фасонный уголок, равнополочный, неравнополочный, балка двутавровая, швеллер, балка швеллер специальный, рельс) и сортовой металл (круг, квадрат, шестигранник, полоса, калиброванный круг и др.), указанные в табл. 1, а также в РД 22-16-96 (табл. 1).
Содержание углерода в сталях не должно превышать 0,22 %.
2.7.3. Для изготовления сварных нерасчетных элементов металлоконструкций (лестниц, перил, переходов и других площадок, настилов, ограждений, кожухов, обшивки кабин, капотов и других вспомогательных слабонагруженных не более 0,4 расчетного сопротивления конструкций) должны применяться стали, указанные в табл.2.
2.7.4. Для изготовления ответственных расчетных деталей (осей, валов, шестерен, проушин, гидроцилиндров, штоков, несущих болтов и т.п.) должны применяться стали, указанные в табл. 3.
|
Марка стали |
Номер ГОСТ или технических условий |
Вид проката и сортового металла |
Состояние поставки |
Дополнительные требования к металлу |
|
1 |
2 |
3 |
4 |
5 |
|
ОK 36OB5-IV-Cт3пс |
Листы и рулоны толщиной до 3,9 мм вкл. |
Горячекатаная |
|
|
|
Ст3пс2 Ст3Гпс2 |
Лист толщиной от 4,0 до 4,8 мм вкл. |
Горячекатаная |
|
|
|
Уголок толщиной до 4,5 мм вкл. Круг, квадрат до 12 мм вкл. Полоса толщиной от 4,0 до 4,8 мм вкл. |
||||
|
Ст3пс5 |
Лист толщиной от 5,0 до 10,0 мм вкл. |
Горячекатаная |
|
|
|
Уголок толщиной от 5,0 до 10,0 мм вкл. Швеллер до № 24 вкл., кроме № 22а Двутавр до № 27 вкл. Круг, квадрат свыше 12,0 до 16 мм вкл. Полоса толщиной от 5,0 до 10,0 мм вкл. |
||||
|
Ст3пс5 сп |
Лист толщиной свыше 10,0 до 25,0 мм вкл. |
Горячекатаная |
|
|
|
Уголок толщиной свыше 10,0 до 25,0 мм вкл. Швеллер № 22а и свыше № 24 Двутавр свыше № 27 Круг, квадрат свыше 16,0 до 25,0 мм вкл. Полоса толщиной свыше 10,0 до 25,0 мм вкл. |
||||
|
Ст3Гпс5 |
Лист толщиной свыше 10,0 до 30,0 мм вкл. |
Горячекатаная |
|
|
|
Уголок толщиной свыше 10,0 до 30,0 мм вкл. Швеллер № 22а - № 40 Двутавр № 27а - № 60 Круг, квадрат свыше 12,0 до 30,0 мм вкл. Полоса толщиной свыше 10,0 до 30,0 мм вкл. |
||||
|
16Д (235) |
Лист толщиной до 4,8 мм вкл. Лист толщиной от 5,0 до 16,0 мм вкл. |
Горячекатаная |
|
|
|
Лист толщиной от 16,0 до 40,0 мм вкл. |
Нормализованная |
Ударная вязкость при температуре -20 °С и после механического старения не менее 29 Дж/см2 |
||
|
Ст3Гпс |
Лист толщиной от 10,0 до 25,0 мм вкл. |
Термоупрочненная |
Ударная вязкость при температуре -40 °С и после механического старения не менее 29 Дж/см2 |
|
|
16ГС-4 09Г2-4 09Г2С-4 10ХСНД-4 15ХСНД-4 (от 315 до 390) |
Лист и рулоны толщиной до 3,9 мм вкл. |
Горячекатаная |
|
|
|
16ГС-2 (235) |
Лист толщиной до 5,0 мм вкл. |
Горячекатаная |
Ударная вязкость при температуре -40 °С и после механического старения не менее 29 Дж/см2 |
|
|
16ГС-12 (от 325 до 295) |
Лист толщиной от 5,0 до 32,0 мм вкл. Полоса толщиной от 5,0 до 32,0 мм вкл. |
|||
|
09Г2-2 09Г2Д-2 09Г2С-2 09Г2СД-2 15ХСНД-2 (305) |
Лист толщиной до 5,0 мм вкл. Уголок толщиной до 4,5 мм вкл. Круг, квадрат до 12,0 мм вкл. Полоса толщиной до 5,0 мм вкл. |
Горячекатаная |
|
|
|
09Г2-12 09Г2Д-12 (295) |
Лист толщиной от 5,0 до 32,0 мм вкл. Уголок толщиной от 5,0 до 30,0 мм вкл. Швеллеры № 5 - № 40 Двутавры № 10 - № 60 Круг, квадрат свыше 12,0 до 32,0 мм вкл. Полоса толщиной от 5,0 до 32,0 мм вкл. |
До 20,0 мм - горячекатаная, свыше - термообработанная |
|
|
|
09Г2С-12 09Г2СД-12 (от 345 до 265) |
Лист толщиной от 5,0 до 60,0 мм вкл. Уголок толщиной от 5,0 до 30,0 мм вкл. Швеллеры № 5 - № 40 Двутавры № 10 - № 60 Круг, квадрат свыше 12,0 до 60,0 мм вкл. Полоса толщиной от 5,0 до 60,0 мм вкл. |
Горячекатаная или термообработанная |
|
|
|
10ХСНД-2 (390) |
Лист толщиной до 4,8 мм вкл. Уголок толщиной до 4,8 мм вкл. Полоса толщиной до 4,8 мм вкл. |
Горячекатаная |
|
|
|
10ХСНД-12 (390) |
Лист толщиной от 5,0 до 40,0 мм вкл. Уголок толщиной от 5,0 до 7,0 мм вкл. Швеллеры до № 12 Двутавры до № 16 Полоса толщиной от 5,0 до 7,0 мм вкл. |
Горячекатаная |
Ударная вязкость при температуре -40 °С и после механического старения не менее 29 Дж/см2 |
|
|
10ХСНД-3 (390) |
Лист толщиной от 8,0 до 40,0 мм вкл. |
Термообработанная |
|
|
|
Уголок толщиной от 8,0 до 25,0 мм вкл. Швеллеры свыше № 12 Двутавры свыше № 16 Полоса толщиной от 8,0 до 40,0 мм вкл. |
Горячекатаная до 10,0 мм вкл., свыше - термообработанная |
|||
|
15ХСНД-12 (от 345 до 325) |
Лист толщиной от 5,0 до 32,0 мм вкл. Уголок толщиной от 5,0 до 30,0 мм вкл. Швеллеры № 5 - № 40 Двутавры № 10 - № 60 Круг, квадрат свыше 12,0 до 32,0 мм вкл. Полоса толщиной от 3,0 до 32,0 мм вкл. |
Горячекатаная |
|
|
|
18Г2АФпс2 18Г2АФДпс2 15Г2АФДпс2 14Г2АФ-2 14Г2АФД2 16Г2АФ-2 16Г2АФД-2 |
Лист толщиной до 4,8 мм вкл. Полоса толщиной до 4,8 мм вкл. |
Термообработанная |
|
|
|
18Г2АФпс-12 18Г2АФДпс-12 15Г2АФДпс-12 (390) |
Лист толщиной от 5,0 до 32,0 мм вкл. Полоса толщиной от 5,0 до 32,0 мм вкл. |
Термообработанная |
|
|
|
14Г2АФ-12 14Г2АФД-12 16Г2АФ-12 16Г2АФД-12 (390) |
Лист толщиной от 5,0 до 50,0 мм вкл. Полоса толщиной от 5,0 до 50,0 мм вкл. |
Термообработанная |
|
|
|
Ст3пс Ст3сп |
Трубы электросварные с толщиной стенки до 10,0 мм вкл. |
Термообработанная |
|
|
|
Ст3пс4 Ст3сп4 |
Трубы электросварные с толщиной стенки от 5,0 до 20,0 мм вкл. |
Термообработанная |
|
|
|
20 «В» |
Трубы электросварные с толщиной стенки до 10,0 мм вкл. |
Термообработанная |
|
|
|
Трубы бесшовные горячедеформированные с толщиной стенки до 7,0 мм вкл., свыше 7,0 до 25,0 мм вкл. |
Горячекатаная или термообработанная |
Ударная вязкость при температуре -20 °С и после механического старения не менее 29 Дж/см2. Содержание углерода не более 0,22 %. Свариваемость в соответствии с и. 2.2.13 ГОСТ 1050 |
||
|
Круг до 160,0 мм вкл. Толщина свариваемой стенки должна быть не более 3,0 мм Квадрат до 60,0 мм вкл. |
Горячекатаная |
|||
|
09Г2 Группа В и Г 09Г2Д Группа В и Г |
Трубы бесшовные горячедеформированные с толщиной стенки до 20,0 мм вкл. |
Горячекатаная |
Ударная вязкость при температуре -40 °С и после механического старения не менее 29 Дж/см2 по согласованию потребителя с изготовителем (см. примечание к табл. 2 ГОСТ 8731). Ударная вязкость проверяется с толщиной стенки не менее 7,0 мм |
|
|
09Г2С Группа В и Г 09Г2СД Группа В и Г |
Трубы бесшовные горячедеформированные с толщиной стенки до 25,0 мм вкл. |
|||
|
10ХНСД Группа В и Г |
Трубы бесшовные горячедеформированные с толщиной стенки до 20,0 мм вкл. |
Термообработанная |
|
|
|
16Г2АФ Группа В 16Г2АФД Группа В |
Трубы бесшовные горячедеформированные с толщиной стенки до 25,0 мм вкл. |
Нормализованная |
|
|
|
10Г2 Группа В |
Трубы бесшовные горячедеформированные с толщиной стенки до 25,0 мм вкл. |
Горячекатаная |
|
|
|
10Г2 Группа Г |
Трубы бесшовные горячедеформированные с толщиной стенки до 20,0 мм вкл. |
Термообработанная |
|
|
Марка стали |
Номер ГОСТ |
Вид и толщина проката |
Состояние поставки |
Дополнительные требования к металлу |
|
1 |
2 |
3 |
4 |
5 |
|
OK 36OБ5-3пс-св |
Листы и рулоны толщиной до 3,9 мм вкл. |
Горячекатаная |
|
|
|
Ст3кп Ст3кп2 |
Лист толщиной до 5,0 мм вкл. Уголок толщиной до 5,0 мм вкл. Круг, квадрат до 10,0 мм вкл. Полоса толщиной до 5,0 мм вкл. |
Горячекатаная |
|
|
|
Ст3пс Ст3пс2 Ст3Гпс2 Ст3пс5 Ст3Гпс5 |
Лист толщиной от 5,0 до 10,0 мм вкл. Уголок толщиной от 5,0 до 10,0 мм вкл. Швеллер до № 24 вкл. Двутавр до № 27 вкл. Круг, квадрат до 25,0 мм вкл. Полоса толщиной от 5,0 до 10,0 мм вкл. |
Горячекатаная |
|
|
|
Ст3Гпс3 |
Лист толщиной до 40,0 мм вкл. Круг, квадрат до 40,0 мм вкл. Полоса толщиной до 40,0 мм вкл. |
Горячекатаная |
|
|
|
Ст3пс Ст3пс2 |
Трубы водогазопроводные |
Горячекатаная |
|
Примечание. Допускается использование для изготовления нерасчетных элементов металлоконструкций сталей, указанных в табл. 1.
|
Марка стали |
Номер ГОСТ |
Вид и толщина проката |
Состояние поставки |
Дополнительные требования к металлу |
|
1 |
2 |
3 |
4 |
5 |
|
Ст3пс2 Ст3Гпс2 |
Круг, квадрат, шестигранник до 12,0 мм вкл. |
Горячекатаная |
|
|
|
Ст3пс5 |
Круг, квадрат, шестигранник от 12,0 до 16,0 мм вкл. |
Горячекатаная |
|
|
|
Ст3сп5 |
Круг, квадрат, шестигранник от 17,0 до 25,0 мм вкл. |
Горячекатаная |
|
|
|
Ст3Гпс5 |
Круг, квадрат, шестигранник от 12,0 до 30,0 мм вкл. |
Горячекатаная |
|
|
|
20, 35, 45 |
Круг, квадрат, шестигранник, трубы горячекатаные |
Горячекатаная |
|
|
|
20Х, 40Х 18ХГТ 30ХГК 12ХН3Н* |
Круг, квадрат, шестигранник |
Горячекатаная |
|
__________
*Легированные конструкции стали по ГОСТ 4543 не должны применяться в горячекатаном состоянии без термической обработки.
2.7.5. Допускается применение и других видов проката и марок сталей, механические свойства которых не ниже указанных в табл. 3.
2.7.6. На поверхности проката не допускаются трещины и плены неметаллические включения, закаты и другие дефекты, величины которых превышают допустимые по ГОСТ 535 и ГОСТ 14637 и договору на поставку.
Расслоение проката в расчетных элементах и деталях не допускается. Если в процессе производства выявлено, что прокат имеет расслоение, он бракуется.
2.7.7. Допускается исправление отдельных дефектов, которое должно выполняться в соответствии с ГОСТ 535 (раздел 2), ГОСТ 14637 (раздел 2). Исправление дефектов проката заваркой по ГОСТ 14637 (раздел 3) допускается только для нерасчетных элементов конструкции.
2.7.8. Порядок хранения и запуска проката в производство устанавливается заводом-изготовителем и должен исключать смешивание сталей разных марок и категорий, возможность поступления в производство сталей, не предусмотренных конструкторской документацией и не соответствующих стандартам и техническим условиям.
2.8. Поковки и штамповки
2.8.1. Для изготовления поковок и штамповок должны применяться углеродистые, конструкционные и легированные стали, марки которых указаны в табл. 3.
2.8.2. Поковки и штамповки должны соответствовать рабочим чертежам и отвечать требованиям ГОСТ 8479.
2.8.3. Допуски и припуски на поковки и штамповки должны быть выдержаны по ГОСТ 7062, ГОСТ 7829. Класс точности, группа стали и степень сложности должны соответствовать ГОСТ 7505 и устанавливаться технологическими процессами изготовления деталей.
2.8.4. В чертежах деталей, изготовляемых из поковок или штамповок, должна быть указана группа поковок, а для поковок IV и V групп и категория прочности.
2.8.5. Изготовленные поковки и штамповки должны быть очищены от окалины, а облой и заусенцы у них удалены.
Допустимая величина заусенцев, оставшихся после отрезки облоя, должна соответствовать ГОСТ 7505 на штампованные поковки нормальной точности.
Поковки и штамповки не должны иметь забоев, трещин, волосовин, усадочных рыхлостей и тому подобных дефектов.
2.8.6. Поковки и штамповки из углеродистой и легированной сталей с содержанием углерода более 0,25 % должны подвергаться термообработке. После термообработки размеры поковок и штамповок должны отвечать требованиям чертежей.
2.9. Прокат из цветных металлов
2.9.1. Применяемый для изготовления деталей прокат из цветных металлов должен соответствовать требованиям чертежей, стандартов и технических условий.
2.10. Прочие металлы
2.10.1. Применяемые для изготовления грузоподъемных машин прочие материалы (резина, пластмассы, лаки, краски и др.) должны соответствовать чертежам, стандартам и техническим условиям.
3. МЕТАЛЛОКОНСТРУКЦИИ
3.1. Изготовление деталей
3.1.1. Прокат черных металлов должен подаваться на обработку очищенным и выправленным.
Обрабатывать прокат без предварительной правки разрешается лишь в том случае, если отклонение от геометрически правильных форм в нем не превышает следующих допусков:
зазор между листом и стальной линейкой длиной 1 м, для толщины листа до 10 мм - 1,5 мм; для толщины с 10 до 20 мм - 2,0 мм;
свыше 20 мм - 2,5 мм;
зазор между натянутой струной и обушком угольника, полкой или стенкой швеллера и двутавра 0,002L, но не более 14 мм (L - длина элемента);
кривизна труб не должна превышать 1/1000 длины детали и быть не более 4 мм для труб диаметром до 200 мм и не более 6 мм для труб диаметром свыше 200 мм.
3.1.2. Правка проката должна осуществляться на вальцах, прессах или других устройствах, обеспечивающих плавность приложения нагрузок, и лишь в отдельных случаях (при правке мелких деталей) допускается на плите через гладилку.
Для правки труб следует использовать правильно-гибочные прессы, оборудованные приспособлениями, предотвращающими потерю устойчивости стенки. Охват труб приспособлением должен быть не менее 170°.
Поверхность проката после правки не должна иметь вмятин, забоин и других повреждений. Качество поверхности после правки должно отвечать требованиям государственных стандартов на прокат.
Холодную правку проката разрешается производить в тех случаях, когда остаточные деформации растяжения не будут превышать 1 %.
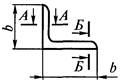
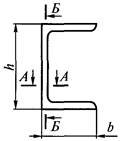
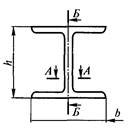
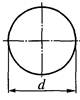
При соответствующих этому условию методах обработки наибольшие искривления элементов, подлежащих холодной правке, определяются по формулам, приведенным в табл. 4.
|
Профиль металла |
Характер деформации |
Эскиз |
Радиус кривизны ρmin |
Стрела прогиба fmax |
|
1 |
2 |
3 |
4 |
5 |
|
Лист, универсальная |
Волнистость |
|
50S |
|
|
То же |
Саблевидность |
|
- |
|
|
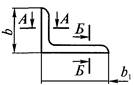
Уголок |
Погнутость относительно А-А |
|
90b |
|
|
Б-Б |
90b1 |
|
||
|
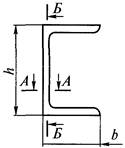
Швеллер |
Погнутость относительно А-А |
|
50h |
|
|
Б-Б |
90b |
|
||
|
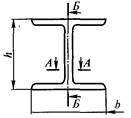
Двутавр |
Погнутость относительно А-А |
|
50h |
|
|
Б-Б |
50b |
|
||
|
Труба |
Погнутость |
|
60d |
|
|
Круг |
Погнутость |
|
60d |
|


Примечание:
ρ - радиус кривизны;
f - стрела прогиба;
В - ширина листа;
S - толщина металла;
b, b1 - ширина полки уголка, швеллера или двутавра;
h - высота швеллера или двутавра;
L - длина волны;
d - диаметр трубы, круга.
При искривлениях проката из низкоуглеродистых сталей по ГОСТ 380 и ГОСТ 1050 и низколегированных сталей по ГОСТ 19281, превышающих величины, указанные в табл. 4, правка допускается только в горячем состоянии при общем или местном нагреве металла до температуры не ниже 1100 °С с окончанием правки при температуре не ниже 700 °С. Охлаждать металл после правки можно на воздухе при температуре не ниже 0 °С.
Температурный режим правки металла, обеспечивающий сохранение его свойств согласно требованиям соответствующих государственных стандартов, определяется технологической документацией, разработанной предприятием-изготовителем машин.
Правку на прессах термически упроченных труб следует производить в холодном состоянии. Горячекатаные и нормализованные трубы допускается править с помощью газовой горелки путем местного нагрева по технологической документации, разработанной предприятием-изготовителем машин.
3.1.3. Правку проката путем наплавки валиков дуговой сваркой производить запрещается.
3.1.4. Резка заготовок деталей должна производиться на ножницах, пилах трения, зубчатых пилах, а также автоматами и полуавтоматами для кислородной резки другими механизированными способами термической и механической резки, обеспечивающими необходимое качество поверхности реза.
При невозможности применения механизированных способов кислородной резки как исключение разрешается применять ручную кислородную или воздушно-дуговую и кислородно-дуговую резку.
3.1.5. Кромки заготовок деталей после кислородной или дуговой (воздушной и кислородной) резки должны быть очищены от грата, шлака, брызг и наплывов металла и не иметь зарезов, в целом занимающих более 20 % общей длины кромки. Длина одного зареза допускается не более 150 мм, глубина - не более 2 мм. Непрямолинейность реза более 1 мм и наплывы должны быть удалены и зачищены.
После дуговой (воздушной и кислородной) резки кромки деталей перед сваркой должны быть обработаны на глубину 1,5 - 2 мм от наибольшей впадины реза.
3.1.6. Кромки заготовок деталей, отрезанные ножницами, не должны иметь заусенцев и завалов, превышающих 1 мм, а также трещин и расслоений.
3.1.7. Кромки заготовок деталей из углеродистых и низколегированных сталей, не подлежащих сварке, в расчетных элементах, работающих на растяжение, а также в деталях, расположенных по направлению усилия в растянутой зоне изгибаемых элементов, после кислородной и дуговой резки (воздушной и кислородной) и после резки на ножницах должны быть подвергнуты механической обработке (строжке, фрезеровке и т.п.).
Необходимость механической обработки кромок деталей должна указываться в чертежах или в технологической документации.
После машинной кислородной резки при высоте неровностей реза, меньшей или равной 0,3 мм, обработку кромок допускается не производить.
3.1.8. Обработка деталей из труб методом давления (гибка, сплющивание, вальцовка концов, высадка и др.) должна исключать коробление, появление трещин и надрывов. Места обработки не должны закаливаться. При гибке труб допускается овальность в местах гиба до 15 % наружного диаметра.
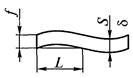
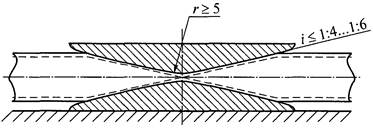
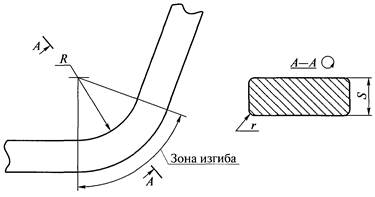
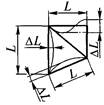
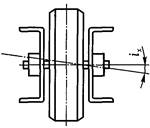
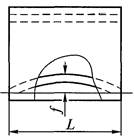
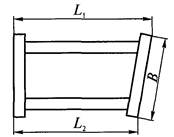
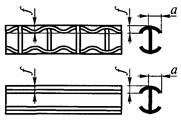
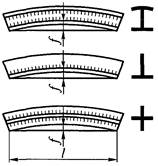
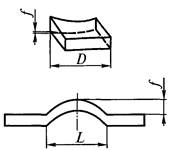
3.1.9. Сплющивание концов труб следует производить в горячем состоянии призматическими матрицами трапецеидального сечения с уклоном боковых граней около 1:4...1:6 (рис. 1) и радиусом сопряжения рабочих плоскостей не менее 5 мм.
Нагрев труб при сплющивании должен производиться по технологии предприятия-изготовителя машин, гарантирующей сохранение качества стали.
Допускается сплющивание концов труб другой формы, позволяющее получить качество не ниже, чем вышеуказанным способом.
Не допускается сплющивание холоднодеформированных труб.
Как исключение допускается производить холодное сплющивание углеродистых горячекатаных труб, если при этом отсутствуют излом, расслоение, надрыв, трещины, видимые невооруженных глазом.
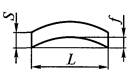
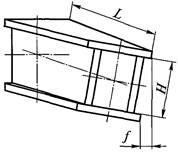
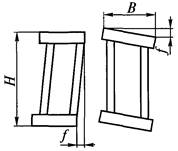
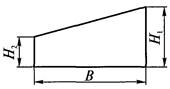
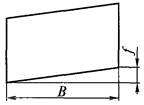
Сплющивание допускается производить как по нормальным, так и по косым сечениям трубы (рис. 2 и 3).
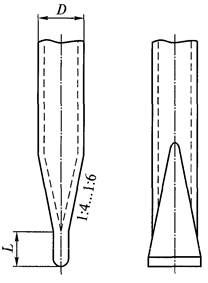
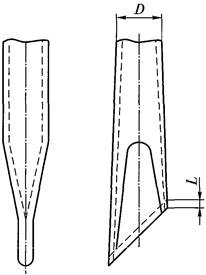
Снятие внутреннего усилия в электросварных трубах не требуется. Продольный сварной шов должен располагаться в пределах средней трети ширины лопатки. Длина лопатки L должна быть не меньше толщины стенки труб.
3.1.10. Обработка концов деталей из труб должна производиться газопламенной резкой (в том числе с разделкой или без разделки кромок) механическими способами: фрезерованием, резкой, дисковыми пилами или абразивными дисками в одной или нескольких плоскостях, а также рубкой специальными штампами.
Обработка под сварку должна предусматривать равномерный зазор, обеспечивающий полное проплавление корня шва. При толщине стенок труб 10 мм и более необходимо производить разделку кромок переменным углом (для получения по всей длине линии сопряжения труб угла раскрытия шва 45 - 50°) с притуплением 2 мм.
3.1.11. Предельные отклонения размеров металлоконструкций, изготовленных из листового, профильного и сортового проката резкой, строжкой, фрезеровкой, должны соответствовать 16 квалитету ГОСТ 25347, ГОСТ 25348.
3.1.12. Кромки под сварку могут быть обработаны любым из способов, обеспечивающих получение заданных в рабочих чертежах форм, размеров и шероховатости поверхностей. При этом должна быть учтена необходимость обеспечения зазоров под сварку.
3.1.13. Размеры и допуски при обработке кромок под сварку должны отвечать требованиям для ручной дуговой сварки ГОСТ 5264 и ГОСТ 11534, для дуговой сварки в защитном газе ГОСТ 14771 и ГОСТ 23518, для автоматической и полуавтоматической сварки под флюсом ГОСТ 8713, для труб ГОСТ 16037.
3.1.14. Холодную гибку при изготовлении деталей гнутой формы разрешается производить, если будут выдержаны требования, указанные в табл. 5.
Изготовление деталей с меньшим радиусом кривизны должно производиться горячей гибкой.
Режим нагрева и охлаждения при горячей гибке должен быть такой же, как и при горячей правке.
|
Профиль металла |
Гибка относительно |
Эскиз |
Радиус кривизны ρmin |
Стрела прогиба fmax |
|
1 |
2 |
3 |
4 |
5 |
|
Лист, универсальная полоса |
А-А |
|
25S |
|
|
Уголок |
А-А Б-Б |
|
45b |
|
|
Швеллер |
А-А |
|
25h |
|
|
Б-Б |
45b |
|
||
|
Двутавр |
А-А |
|
25h |
|
|
Б-Б |
25b |
|
||
|
Труба |
|
|
30d |
|
|
Круг |
|
|
30d |
|


Примечание:
ρ - радиус кривизны;
f - стрела прогиба;
S - толщина металла;
b, - ширина полки уголка, швеллера или двутавра;
h - высота швеллера или двутавра;
L - длина волны;
d - диаметр трубы, круга.
3.1.15. Гибку листового проката из низколегированной стали в холодном состоянии разрешается производить, если радиус изгиба (R) не менее:
|
При толщине листа S до |
6,0 мм вкл.…………. |
1,6S мм |
|
То же свыше |
6,0 до 12,0 мм вкл…. |
2,0S мм |
|
» свыше |
12,0 до 20 мм вкл….. |
3,2S мм |
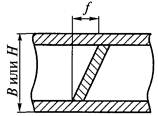
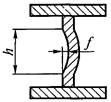
Перед гибкой в холодном состоянии кромки листовых заготовок в зоне изгиба (см. рис. 1) должны быть закруглены радиусом (r) не менее:
|
При толщине листа (r) до |
10,0 мм вкл……….. |
2,0 мм |
|
Тоже свыше |
10,0 мм……………. |
4,0 мм |
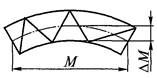
Радиус изгиба деталей из углеродистых сталей при гибке в холодном состоянии допускается принимать на 50 % меньше, чем для деталей из низколегированных сталей (рис. 4).
3.1.16. Гибка уголков и высадка деталей конструкции должны производиться в горячем состоянии с последующим медленным охлаждением.
3.1.17. При изготовлении деталей металлоконструкций должна учитываться усадка, вызываемая наложением сварных швов.
Величина припуска, компенсирующего усадку, если она не указана в технологической документации, при сварке листов встык должна быть равна 0,1 толщины свариваемых деталей на каждый стык. Припуски для других сечений указаны в табл. 6.
3.1.18. Если размеры листового или фасонного проката, поставляемого по стандартам или техническим условиям, не позволяют изготовить детали целиком, они могут выполняться составными из нескольких частей.
|
Тип конструкции |
Характеристика свариваемого сечения |
Припуск на усадку при сварке |
|
Составная балка с составными стенками без ребер жесткости |
Высота сечения до 400 мм |
Для стыковых швов по 1,0 мм на каждый стык |
|
То же |
Высота сечения более 400 мм |
Для стыковых швов по 1,5 мм на каждый стык |
|
Сплошная балка с ребрами жесткости |
Площадь сечения до 800 см2 |
По 0,5 мм на каждую пару приваренных ребер |
|
То же |
Площадь сечения более 800 см2 |
По 1,0 мм на каждую пару приваренных ребер |
|
Решетчатые балки |
Секции башен, стрел, гуськов |
Для стыковых швов по 1,0 мм на каждый стык |
Стыки следует располагать с соблюдением следующих условий:
в элементах металлоконструкций из листов, уголков, швеллеров, двутавров, труб между стыками должно быть не менее 4 м;
длина пристыковываемого элемента должна быть не менее 0,5 м и стык должен располагаться у конца основного элемента;
в коробчатых и двутавровых сварных балках и стержнях стыки поясов должны быть смещены по отношению к стыкам стенок не менее чем на 300 мм; расстояние между поперечными сечениями, в которых располагаются стыки поясов, должно быть не менее 600 мм; стыки поясов и стенок должны отстоять от диафрагм или ребер жесткости не менее чем на 100 мм;
стыки листов, уголков, швеллеров и двутавров, если они не предусмотрены чертежами, должны выполняться прямыми (с соответствующей разделкой кромок), без накладок.
Вертикальные листы коробчатых и двутавровых балок допускается стыковать по горизонтали (по ширине листа), располагая стык в растянутой половине балки. Расстояние от стыка до нижнего пояса должно быть не менее 20 % высоты балки.
3.1.19. Обработку отверстий в металлоконструкциях необходимо выполнять после окончательной сварки и правки конструкций. Обработка отверстий до сварки допускается в том случае, если приспособление для сварки металлоконструкций предусматривает фиксацию деталей по ранее обработанным отверстиям, а также если деформации после сварки не превышают допусков на расположение отверстий.
3.1.20. На ответственных деталях, подаваемых на сборку и сварку, должна указываться марка стали, из которой изготовлена деталь. При подаче деталей на сборку партиями маркируется одна деталь из партии.
Перечень ответственных деталей и порядок маркировки устанавливается предприятием-изготовителем.
3.1.21. Проверку качества подготовки кромок и зачистку поверхностей деталей, поступающих на сборку, производят внешним осмотром, при необходимости с применением лупы, а соответствие размеров деталей размерам, указанным в чертежах, - измерением.
Детали, поступающие на сборку, должны быть приняты ОТК предприятия-изготовителя.
3.2. Сборка и подготовка к сварке
3.2.1. Изготовление сварных металлоконструкций должно производиться на основе разработанного технологического процесса сборки и сварки этих конструкций.
3.2.2. При сборке под сварку должна быть обеспечена точность сборки деталей в пределах размеров и допусков, установленных рабочими чертежами и настоящим стандартом.
Для обеспечения требуемой точности сборки следует применять специальные сборочно-сварочные кондукторы и приспособления, которые должны исключать возможность деформаций и не затруднять выполнение сварочных работ.
3.2.3. Приспособления, применяемые при сборке под сварку, должны периодически проверяться. Периодичность и порядок проверки устанавливаются предприятием-изготовителем.
3.2.4. Детали, подаваемые на сборочные операции, должны быть сухими, чистыми и выправленными.
Свариваемые кромки и прилегающие к ним зоны металла шириной не менее 20 мм перед сборкой должны быть очищены от ржавчины, грязи, масла, влаги и др. Свариваемые кромки отливок, кроме того, должны быть очищены от окалины, пригаров формовочной земли и пр. На свариваемых кромках допускаются следы ржавчины и окалина после прокатки.
При необходимости непосредственно перед сваркой производятся дополнительная очистка мест сварки и удаление конденсационной влаги; элементы, покрытые льдом, должны быть обогреты и просушены; продукты очистки не должны оставаться в зазорах между собранными деталями.
Зачистку можно производить способами, обеспечивающими требуемое качество.
3.2.5. Детали, предназначенные для точечной сварки, в местах соединения с двух сторон должны быть очищены от окалины, коррозии и загрязнений, а также покрытий, препятствующих сварке.
3.2.6. При сборке конструкций под сварку детали устанавливают таким образом, чтобы обеспечить возможность выполнения сварных швов преимущественно в нижнем положении.
3.2.7. При сборке конструкций под сварку между свариваемыми деталями необходимо обеспечивать зазоры всех типов сварных соединений:
для ручной дуговой сварки - по ГОСТ 5264;
для автоматической и полуавтоматической сварки под флюсом - по ГОСТ 8713;
для сварки в углекислом газе порошковой проволокой - по ГОСТ 14771;
для сварки труб всеми видами сварки (ручной дуговой, полуавтоматической в углекислом газе, автоматической под слоем флюса и газовой) - по ГОСТ 16037;
для ручной дуговой сварки под острыми и тупыми углами - по ГОСТ 11534;
для сварки в среде углекислого газа порошковой проволокой под острыми и тупыми углами - по ГОСТ 23518;
для точечной сварки - по ГОСТ 14776.
3.2.8. Местные повышенные зазоры должны быть устранены до начала общей сварки соединения. Если устранить зазоры поджатием деталей невозможно, то одну из деталей необходимо заменить на деталь, обеспечивающую требуемый зазор под сварку, или разрешается производить наплавку при длине зазора не более 10 % общей длины шва и ширине не более 0,6 наименьшей толщины свариваемых деталей.
3.2.9. Заполнять увеличенные зазоры кусками проволоки, электродами, полосками тонколистового металла и тому подобным не допускается.
Все местные уступы и сосредоточенные неровности, имеющиеся на деталях и препятствующие осуществлению правильной сборки, должны быть обработаны.
3.2.10. Сборка под сварку должна обеспечивать получение отклонений от геометрических размеров, формы и расположения поверхностей металлоконструкций в готовой сборочной единице не более величин, указанных в чертежах, государственных стандартах и технических условиях на конкретную машину, а при отсутствии по табл. 7. При этом суммарные допуски формы и расположения металлоконструкции секций телескопических стрел должны обеспечивать свободное перемещение секций относительно друг друга и при раздвинутой стреле не превышать значений, указанных в чертежах, а при их отсутствии по табл. 7. При этом остаточные деформации в готовой сборочной единице не должны превышать величин, указанных в табл. 8.
|
Наименование и обозначение параметра |
Эскиз |
Предельные отклонения |
|
1 |
2 |
3 |
|
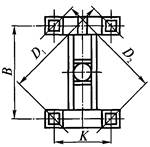
Отклонение базы крана ΔВ, мм |
|
|
|
Отклонение колеи крана ΔK, мм |
|
|
|
Разность диагоналей ΔD, базы и колеи - D1 - D2 (для кранов с жесткой рамой), мм |
|
|
|
Отклонение от перпендикулярности общей оси отверстий под трансмиссионные валы в двух направлениях |
- |
|
|
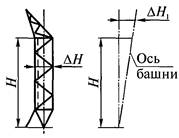
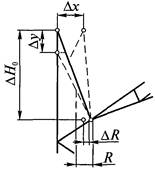
Отклонение от прямолинейности оси башни ΔH, мм |
|
|
|
Отклонение от перпендикулярности оси башни или ее отдельных секций от плоскости ее основания ΔН1, мм |
|
|
|
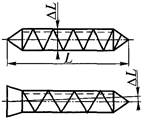
Отклонение от прямолинейности оси стрелы (гуська) ΔL, мм |
|
|
|
Отклонение от перпендикулярности оси стрелы (гуська) или отдельных секций от оси шарнира стрелы (гуська) или плоскости стыка секций ΔL, мм |
|
|
|
Отклонение по высоте Н оголовка поворотной башни Δу, мм |
|
|
|
Отклонение верха оголовка поворотной башни по горизонтали Δх, мм |
|
|
|
Отклонение расстояния между осями поворотной башни и опорного шарнира стрелы ΔR, мм |
|
|
|
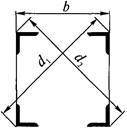
Разность диагоналей поперечного сечения башни или стрелы решетчатой конструкции d1 - d2 в месте стыка - Δd, мм |
|
|
|
в других сечениях - Δd, мм |
|
|
|
Отклонение высоты и ширины поперечного сечения башни или стрелы ΔВ, мм |
- |
|
|
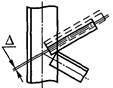
Отклонение осевых линий элементов решетки от проектной геометрической схемы Δ, мм |
|
Δ ± 5 |
|
Допустимый зазор между поясными уголками и раскосом а, мм |
|
I |
|
Допуск прямолинейности оси пояса, поперечины или раскоса решетчатых башен и стрел в зависимости от их длины между узлами ΔL, мм |
|
|
|
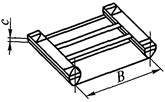
Зазор между одной из опор ходовой рамы или грузовой тележки от общей опорной плоскости в ненагруженном состоянии с, мм |
|
|
|
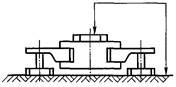
Отклонение от параллельности верхней плоскости ходовой рамы (привалочной поверхности под опорноходовое устройство) от общей поверхности ходовых колес (для кранов с поворотной башней) |
|
|
|
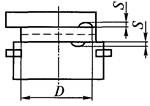
Отклонение плоскостности поверхностей металлоконструкций S, сопрягающихся с опор но поворотным кругом диаметром D, мм |
|
|
|
Перекос осей каждого ходового колеса в вертикальной и горизонтальной плоскостях ix, мм |
|
|
|
Отклонение от перпендикулярности торцевой посадочной поверхности барабана (для посадки ступицы или зубчатого колеса) по отношению к его геометрической оси i, рад |
|
|
|
Отклонение по шагу ступеней лестниц, мм в пределах одной секции лестниц |
- |
±3 |
|
в стыках секций |
±8 |
|
|
Скручивание коробчатых и двутавровых балок
|
|
при L ≤ 2000 |
|
при 2000 < L < 10000 |
||
|
при L > 10000 |
||
|
Отклонение от плоскостности стенок и поясов коробчатых и двутавровых балок, в любом сечении
|
|
|
|
Отклонение от прямолинейности оси отдельных секций решетчатой башни или стрелы ΔМ, мм |
|
|
|
Отклонение от плоскостности стенок и поясов коробчатых и двутавровых балок
|
|
в местах стыкового сварного соединения стенок и поясов допускается 1/2000 |
|
Вогнутость (выпуклость) стенок коробчатых и двутавровых балок в сжатой зоне при отсутствии других швов, кроме поясных,
|
|
1,0 при S ≤ 12 |
|
Количество вогнутостей (выпуклостей) на участке между соседними диафрагмами не должно быть более одной |
0,6 при S > 12 |
|
|
Выпуклость поясов балок,
|
|
У коробчатых
|
|
У двутавровых
|
||
|
Отклонение от плоскостности свисающих кромок поясов коробчатых балок,
|
|
но не более 5 |
|
Отклонение от парал- лельности фланцев коробчатых балок,
|
|
при B ≤ 1000 |
|
при B > 1000 |
||
|
Отклонение от параллельности фланцев коробчатых балок,
|
|
|
|
Отклонение от параллельности торцов диафрагм и ребер,
|
|
|
|
Отклонение от перпендикулярности диафрагм и ребер к стенкам и поясам коробчатых и двутавровых балок,
|
|
|


|
Эскиз |
Характер дефекта |
Предельные отклонения, не более |
|
1 |
2 |
3 |
|
|
Грибовидность поясных листов,
балка с ребрами |
|
|
балка без ребер |
|
|
|
|
Кривизна балок и стержней,
|
|
|
|
Скручивание балок и стержней
при b ≤ 200 мм |
|
|
при b > 200 мм |
|
|
|
|
Выпучивание вертикальных стенок балок (при отсутствии швов, кроме поясных),
|
|
|
|
Спиральная изогнутость поворотных рам, рам лебедок,
|
|
|
Волнистость листов,
настилы поворотных рам, рам лебедок |
|
|
|
обшивка кабин и кожухов |
|
|
|
настилы площадок |
|
3.2.11. Неуказанные допуски формы и расположения поверхностей в готовой сборочной единице должны соответствовать квалитету 16 ГОСТ 25069.
3.2.12. Предельные отклонения линейных размеров готовых сборочных единиц должны соответствовать 16 квалитету и классу точности «грубый» ГОСТ 25670.
3.2.13. При сборке деталей под сварку допускаются следующие отклонения от проектного взаимного расположения собираемых деталей.
В стыковых соединениях:
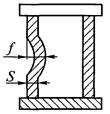
смещение свариваемых кромок относительно друг друга при толщине стыкуемых деталей не более 4 мм - 0,5 мм;
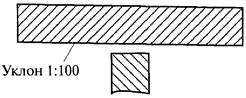
при толщине 4 - 10 мм - 1 мм; при толщине свыше 10 мм - 0,1 толщины стыкуемых деталей, но не более 3 мм (рис. 5);
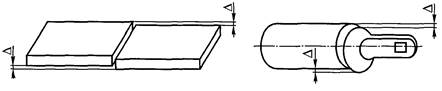
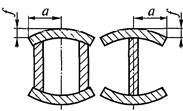
уступ кромок в плоскости соединения для полок и других свободных по ширине деталей - не более 3 мм для деталей шириной до 400 мм и не более 4 мм для деталей шириной более 400 мм (рис. 6);
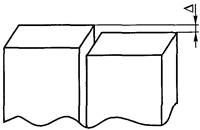
уступ кромок в соединениях замкнутого контура - не более 2 мм по всему периметру (рис. 7).
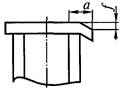
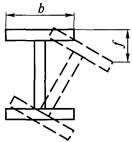
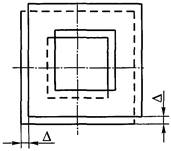
В тавровых соединениях:
отклонение полки от заданного проектом положения - не более 1:100 (рис. 8).
3.2.14. Прихватка элементов сварных соединений при сборке должна выполняться сварщиком той же квалификации, что и при сварке, и с использованием тех же сварочных материалов. Если прихватка и сварка соединений выполняются различными видами сварки (например, прихватка вручную, а сварка автоматами или полуавтоматами),то сварочные материалы могут отличаться.
 <
<
Прихватка расчетных элементов сварочных несущих металлоконструкций должна выполняться сварщиками, аттестованными в соответствии с Правилами аттестации сварщиков Госгортехнадзора и имеющими удостоверение.
3.2.15. Прихватки необходимо размещать в местах расположения сварных швов.
Количество и размеры прихваток, а также последовательность их наложения определяются технологическим процессом изготовления.
При наложении швов проектного сечения прихватки должны переплавляться.
Разрешается наложение прихваток вне мест расположения швов для временного скрепления деталей, если они не создают дополнительных концентратов напряжения в соответствующих элементах металлоконструкций. В дальнейшем эти прихватки должны быть удалены, а места их размещения зачищены.
3.2.16. По окончании сборочных работ швы прихваток и места под сварку должны быть зачищены от шлака, окалины, брызг.
Прихватки, имеющие дефекты, должны быть удалены и выполнены вновь.
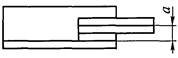
3.2.17. При сборке под сварку в начале и конце стыковых швов должны, как правило, устанавливаться выводные планки. Необходимость установки выводных планок и их размеры, которые должны быть не менее а = 60 мм, b = 80 мм (рис. 9), определяются технологическим процессом изготовления. Выводные планки должны иметь такую же разделку, как и свариваемые детали.
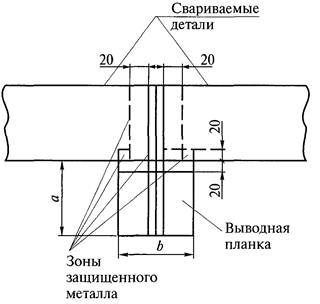
Выводные планки должны быть установлены в одной плоскости со свариваемыми деталями и плотно прилегать к их зачищенным кромкам. Допуски на точность установки выводных планок такие же, как и при сборке деталей под сварку.
3.2.18. Для защиты металла от сварочных брызг рекомендуется использовать жидкий концентрат лигносульфоната марки ЛСТ по ТУ 13-0281036-05-89 или другие защитные средства с аналогичными свойствами, не влияющие на качество сварки. Лигносульфонат технический разбавляется в горячей воде температурой 50 - 60 °С в отношении 1:4 по массе или 1:5 по объему. Полученная жидкость наносится на поверхность свариваемых изделий тонким слоем на ширине 100 - 150 мл с обеих сторон шва за 1 - 2 часа до начала сварки.
Детали, на которые наносится защитное покрытие, должны быть очищены от масла, эмульсий и других жировых веществ.
При подготовке изделий к окраске после сварки дополнительной операции по удалению остатков покрытия лигносульфоната технического не требуется.
3.2.19. Собранные под сварку металлоконструкции и отдельные составные части, подлежащие сварке, должны быть предъявлены ОТК. Принятые металлоконструкции и составные части должны иметь условное обозначение или промежуточное клеймо ОТК, свидетельствующее о разрешении выполнять последующие операции.
3.2.20. При транспортировке и кантовке собранных под сварку металлоконструкций или отдельных составных частей должны быть приняты меры, обеспечивающие сохранение геометрических форм и размеров, заданных при сборке.
3.3. Сварка
3.3.1. К выполнению сварочных работ (автоматической, полуавтоматической и ручной дуговой сваркой) при изготовлении расчетных сварных несущих металлоконструкций и отдельных сборочных единиц допускаются сварщики, аттестованные в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99) и имеющие удостоверения.
Для сварщиков, выполняющих сварку в различных пространственных положениях, в удостоверении должны быть сделаны соответствующие указания.
Сварщики с просроченным удостоверением к выполнению сварочных работ при изготовлении расчетных сварных несущих металлоконструкций машин не допускаются.
При выполнении сварочных работ каждый сварщик обязан поставить присвоенное ему клеймо рядом с выполненным им швом, если одна металлоконструкция сваривается несколькими сварщиками; если сварка металлоконструкции производится одним сварщиком, то он ставит клеймо один раз в определенном месте, предусмотренном чертежом или технологической документацией.
3.3.2. Сварка металлоконструкций должна производиться преимущественно высокопроизводительными видами сварки (автоматической и полуавтоматической под флюсом, в углекислом газе, порошковой проволокой, контактной) по технологической документации, предусматривающей использование определенного оборудования и оснастки, порядок наложения швов, режимы сварки, сварочные материалы и обеспечивающей получение требуемого качества.
Виды сварки металлоконструкций указываются в конструкторской документации. Предприятие-изготовитель может применять более совершенные, чем указано, виды сварки, обеспечивающие требуемое качество.
3.3.3. Во избежание создания в металлоконструкциях при сварке реактивных напряжений рекомендуется в первую очередь выполнять в свободном состоянии стыковые швы, расположенные перпендикулярно силовому потоку, затем остальные стыковые швы и в последнюю очередь угловые и тавровые швы.
3.3.4. Положение свариваемых металлоконструкций должно обеспечивать наиболее удобные и безопасные условия работы сварщика и получение швов высокого качества.
Сварочные работы, как правило, должны обеспечивать выполнение сварных швов в нижнем положении. Выполнение вертикальных и потолочных швов допускается в случаях, когда металлоконструкция по своим габаритам не может быть установлена в нужное положение, или если это предусмотрено технологическим процессом.
Для крупногабаритных сборочных единиц рекомендуется применять манипуляторы, позиционеры, кантователи и другие специальные приспособления.
3.3.5. Для сварки металлоконструкций машин должны применяться сварочные материалы, указанные в табл. 9.
Для сварки металлоконструкций из разнородных сталей рекомендуется применять такие же сварочные материалы, что и для сталей с более высокими механическими свойствами.
В каждом конкретном случае применение сварочных материалов определяется технологическим процессом изготовления.
3.3.6. Для сварки в углекислом газе рекомендуется использовать сварочную двуокись углерода по ГОСТ 8050. Допускается использовать пищевую двуокись углерода по ГОСТ 8050. Применять для сварки техническую двуокись углерода не следует.
При использовании пищевой двуокиси углерода ввиду наличия в ней воздуха и влаги рекомендуется сварку начинать только после отстаивания ее в баллоне в течение не менее 15 мин и выпуска первых порций газа в атмосферу в течение 20 - 30 с.
3.3.7. Соответствие применяемых сварочных материалов (электродов, сварочной проволоки, флюсов) стандартам и техническим условиям должно подтверждаться наличием сертификатов материала предприятия-поставщика.
|
Область применения стали |
Марка свариваемой стали |
Тип электрода по ГОСТ 9467 и марка |
Марка флюса по ГОСТ 9087 |
Марка проволоки по ГОСТ 2246 для сварки под флюсом |
Марка проволок для сварки в углекислом газе |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Сварка расчетных элементов сварных несущих металлоконструкций из углеродистых горячекатаных сталей |
Ст3пс и сп Ст3Гпс 20 16Д |
Э42А УОНИ-13/45 СМ-11 УП-1/45 УП-2/45 ОЗС-2 |
АН-348 А ОСЦ-45 АН-43 |
Св-08А Св-08ГА |
Св-08Г2С ПП-АН9 ТУ 14-4-1116 ПП-АН8 ТУ 14-4-1059 ПП-АН10 ТУ 14-4-1123 |
|
Э46 АНО-3 АНО-4 ОЗС-З ОЗС-4 ОЗС-6 МР-3 РБУ-5 ЗРС-2 ВРМ-12 |
АН-47 |
||||
|
Сварка расчетных элементов сварных несущих металлоконструкций из низколегированных горячекатаных, нормализованных и термоупроченных сталей |
10Г2 09 Г2 09Г2Д 16ГС |
Э50А УОНИ-13/55 ДСК-50 УП-1/55 УП-2/55 |
АН-348А ОСЦ-45 |
Св-08ГА |
Св08Г2С ПП-АН9 ТУ 14-4-1116 |
|
09Г2С 09Г2СД 15ХСНД |
K-5 А |
АН-43 |
Св-10ГА Св-10Г2 |
|
|
|
10ХСНД 18Г2АФпс 18Г2АФДпс 15Г2АФДпс 14Г2АФ 14Г2АФД 16Г2АФ 16Г2АФД |
Э60 УОНИ-13/65 |
АН-47 |
|||
|
Сварка нерасчетных элементов металлоконструкций горячекатаных сталей |
Ст3 Ст3кп и пс Ст3Гпс |
Э42 АНО-1 АНО-5 АНО-6 ВЦС-2 |
АН-348 А ОСЦ-45 |
Св-08 Св-08А |
Св-08Г2С |
|
Э46 АНО-3 АНО-4 |
Примечания: 1. При сварке деталей из марок сталей, не указанных в табл. 9, должны применяться электроды и сварочная проволока, предусмотренные технологическими процессами или специальными техническими условиями.
2. Приварка нерасчетных элементов к несущим металлоконструкциям производится теми же электродами или сварочной проволокой, что и для сварки несущих металлоконструкций.
3. Вместо указанных в таблице электродов и сварочной проволоки по согласованию с проектной организацией могут применяться и другие, обеспечивающие механические свойства наплавленного металла не ниже, чем рекомендуемые.
4. Сварку в смеси аргона с углекислым газом допускается выполнять проволокой Св-08Г2С ГОСТ 2246, диаметром до 2 мм включительно.
При отсутствии сертификатов или недостаточном количестве необходимых данных в них сварочный материал может быть допущен в производство только после проведения полного комплекса испытаний, необходимых для установления соответствия материала требованиям стандартов и технических условий.
Сварочные материалы должны соответствовать ГОСТ 9466, ГОСТ 9467, ГОСТ 2246, ГОСТ 9087 и техническим условиям на порошковые проволоки и флюсы.
При необходимости предприятие-изготовитель имеет право провести контрольную проверку качества поступившего сварочного материала в соответствии с требованиями стандартов и технических условий.
3.3.8. Сварочные материалы (электроды, проволока и флюс) должны храниться в сухом отапливаемом помещении.
Допустимая влажность покрытия электродов, порошковой проволоки, флюса - 0,5 %.
Как правило, сварочные материалы перед сваркой должны прокаливаться в электрических печах (шкафах).
Режимы прокаливания сварочных материалов указываются на этикетках и в рекомендациях предприятий-изготовителей сварочных материалов.
3.3.9. Поверхность применяемой для сварки под флюсом и в углекислом газе электродной проволоки должна бить очищена от грязи, ржавчины, масла.
Проволока, намотанная в кассеты, не должна иметь резких изгибов.
Очистка проволоки может производиться различными способами: пропусканием через специальные механические очистные устройства, травлением и т.п.
3.3.10. Сварка металлоконструкций должна производиться в помещениях, исключающих влияние неблагоприятных атмосферных условий на качество сварных соединений.
Допускается для выполнения сварочных работ на открытом воздухе при условии обеспечения требуемого качества сварки применение соответствующих приспособлений для защиты мест сварки, а также свариваемых поверхностей металлоконструкций от попадания атмосферных осадков и ветра.
3.3.11. Ручную дуговую сварку вертикальных швов следует производить с применением электродов диаметром не более 5 мм, потолочных швов - диаметром не более 4 мм.
Полуавтоматическую сварку в углекислом газе следует производить проволокой диаметром не более 1,6 мм, вертикальных и потолочных швов - проволокой диаметром 0,8 - 1,2 мм. Сварку вертикальных и потолочных швов порошковой проволокой следует производить проволокой диаметром 1,8 - 2,0 мм.
Сварку в смеси углекислого газа с кислородом допускается выполнять проволокой Св-08Г2С диаметром до 2,0 мм включительно.
3.3.12. Автоматическая сварка должна производиться, как правило, с применением выводных планок. Полуавтоматическую и ручную, а также автоматическую сварку, когда применение выводных планок невозможно, разрешается выполнять без них с условием обязательной заделки кратеров.
При ручной и полуавтоматической дуговой сварке не следует зажигать дугу на основном металле вне границ шва и выводить кратер на основной металл.
3.3.13. В случае перерыва в работе сварку разрешается возобновлять после очистки концевого участка шва длиной не менее 50 мм и кратера от шлака. Кратер должен быть полностью перекрыт швом.
3.3.14. При двусторонней сварке стыковых, угловых и тавровых соединений со сплошным проплавлением в первую очередь следует проварить корень шва и после зачистки от шлака и протекшего металла накладывать с обратной стороны основной несущий шов.
3.3.15. При многослойной сварке после наложения каждого слоя необходимо зачистить швы и свариваемые кромки от шлака и устранить обнаруженные дефекты по технологии предприятия-изготовителя.
3.3.16. Глубина вдавливания электрода в основной металл при точечной сварке не должна превышать 20 % толщины наиболее тонкой из свариваемых деталей и быть не более 0,4 мм.
Увеличение диаметра контактной поверхности электрода в процессе сварки не должно превышать 20 % первоначального размера.
3.3.17. Зачистка сварного шва от шлака и корки расплавленного флюса допускается только после их полного потемнения.
3.3.18. При применении закреплений и обратных выгибов для выполнения отдельных швов деталь должна освобождаться от них после полного остывания швов. Не следует производить сварку деталей в закрепленном состоянии, если технологическим процессом закреплений не предусмотрено.
3.3.19. При сварке трубчатых конструкций с соединением труб без фасок технологическим процессом должно быть обеспечено сохранение геометрической формы конструкции и исключено появление дополнительных напряжений в них.
3.3.20. По окончании сварки швы и прилегающие к ним зоны должны быть очищены от шлака, брызг и натеков металла, а выводные планки удалены. Удаление выводных планок производится кислородной резкой или механическим путем, после чего торцы швов зачищают. Удалять выводные планки ударами молотка или кувалды запрещается.
Допускается не производить зачистку сварных брызг внутри металлоконструкций, о чем должно быть указано в конструкторской документации.
3.3.21. Швы, работающие в конструкциях на растяжение и испытывающие знакопеременные нагрузки, имеющие местные наружные выступы, образовавшиеся в местах доварки и перекрытий отдельных участков, должны быть сглажены механической зачисткой до образования плавных переходов к основному металлу и шву, граничащему с выступом.
При обработке валиков инструмент следует располагать так, чтобы плоскость движения (вращения) инструмента была параллельна продольной оси элемента. Например, при снятии валиков прямого стыкового пояса риски от обработки должны располагаться вдоль пояса (поперек шва).
Обработанные поверхности швов должны иметь шероховатость ![]() - по ГОСТ
2789.
- по ГОСТ
2789.
3.3.22. Контактная сварка должна отвечать требованиям ГОСТ 15878.
3.3.23. Все данные о материалах и электродах сварных соединений, несущих металлоконструкций, сварщиках, производивших сварку изделий, разрешенных отступлениях от технической документации должны быть отражены в документе на металлическую конструкцию в порядке, предусмотренном предприятием-изготовителем.
3.4. Дополнительные требования к сварке при отрицательных температурах
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10.
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже -20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
|
Толщина стали, мм |
Температура воздуха, °С |
||||
|
Углеродистая сталь |
Низколегированная сталь |
||||
|
Тип конструкции |
|||||
|
Решетчатые |
Листовые объемные и сплошные стенчатые |
Решетчатые |
Листовые объемные и сплошные стенчатые |
||
|
До |
16 (включительно) |
-20 |
-20 |
-20 |
|
|
Свыше |
16 до 30 |
-15 |
-15 |
-10 |
|
|
» |
30 до 40 |
-10 |
-10 |
0 |
5 |
|
» |
40 |
0 |
0 |
5 |
10 |
Примечание. Ручную и полуавтоматическую сварку при температуре выше -20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100 - 150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2 - 3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже -5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже -15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180 - 200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36 - 60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4 - 5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100 - 150 °С.
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара - более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
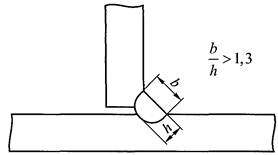
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара - менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха -15 °С и ниже необходим подогрев металла до температуры 200 - 220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180 - 200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
|
Максимальная толщина свариваемого элемента, мм |
Минимальная площадь сечения шва, мм2 |
Минимальный катет, мм |
|
7 - 10 |
50 |
6 |
|
11 - 22 |
85 |
8 |
|
23 - 40 |
105 |
9 |
|
41 и более |
130 |
10 |
Использование сварочных материалов, находившихся на морозе, разрешается только после их просушки.
3.4.7. Для всех способов сварки следует применять источники питания постоянного тока, обеспечивающие более высокую стабильность дуги. Применение переменного тока допускается в тех случаях, когда колебания сетевого напряжения не превышают ±6 %.
3.4.8. Сварщик, впервые в данном сезоне приступающий к работе при температуре ниже -5 °С, должен пройти шести-семичасовую практику. Практику проводят на специальных образцах или при сварке нерасчетных конструкций. После ее окончания сваривают контрольные образцы для механических испытаний.
Сварщик, сдавший испытания при данной температуре, допускается к сварке при любой более высокой температуре и при температуре на 10 °С ниже той, при которой сваривались контрольные образцы.
При необходимости выполнения работы при более низкой температуре сварщик обязан вновь сварить образцы для механических испытаний. Повторная практика в этом случае не требуется.
3.5. Устранение дефектов в швах сварных соединений
3.5.1. Устранение дефектов в швах сварных соединений должно производиться по технологическому процессу и производственным инструкциям предприятия-изготовителя.
3.5.2. Удаление дефектных участков под заварку должно производиться механическим способом - (фрезеровкой, вырубкой, пневматическим зубилом, абразивным инструментом и др.) на длину дефектного места +10 мм с каждой стороны при условии сохранения основного металла.
Применение электрической дуги для выплавки сварных швов не разрешается.
Допускается применение плазменно-дуговых и воздушно-дуговых процессов для исправления дефектов шва.
3.5.3. Дефектные места в швах сварных соединений исправляют заваркой дефектного места. Исправлять неплотные швы зачеканкой запрещается.
3.5.4. В сварных швах со сквозными трещинами перед заваркой следует засверлить концы, чтобы предотвратить распространение трещин. Дефектный участок в этом случае проваривают на полную глубину.
3.5.5. При заварке дефектных участков должны выполняться все указания настоящего РД по подготовке под сварку, режим сварки и т.п. Углы разделки, подготовленной под заварку выборки, должны обеспечивать надежный провар во всех местах. Поверхность выборки не должна иметь острых углов и заусенцев.
3.5.6. Заварка допускается только после полного удаления дефектного шва или его участка и подготовки места под сварку в соответствии с требованиями технологической документации и настоящего РД.
Место, подготовленное под сварку, должно быть принято ОТК.
3.5.7. Дефектные швы и их отдельные участки можно заваривать любым способом, обеспечивающим требуемое качество сварного соединения.
При заварке отдельного участка шва должно быть обеспечено перекрытие прилегающих концов основного шва.
После заварки участок шва необходимо зачистить до полного удаления раковин и рыхлости в кратере и создания плавных переходов к основному металлу.
3.5.8. При наличии непроваров или прожогов в соединениях, выполненных точечной сваркой или электрозаклепками, допускается сварка дополнительных точек по числу дефектных при условии сохранения прочности и товарного вида изделия.
3.5.9. Исправленные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями настоящего РД.
3.5.10. Не допускается исправление дефектного участка более двух раз.
3.5.11. Остаточные деформации в сварных соединениях, превышающие допустимые, устраняются механической (в холодном и горячем состоянии изделия) или термической правкой. Способ правки выбирается в соответствии с технологической документацией и требованиями настоящего РД.
3.5.12. Швы сварных соединений должны удовлетворять следующим требованиям:
иметь гладкую или мелкочешуйчатую поверхность и плавный переход к основному металлу. Неровность шва не должна превышать 0,5 мм для легкодоступных швов и 1 мм для труднодоступных;
наплавленный металл должен быть плотным по всей длине шва, не иметь скоплений и цепочек поверхностных опор и шлаковых включений, прожогов и свищей;
все кратеры должны быть заварены.
3.5.13. В сварных соединениях не допускаются трещины всех видов и направлений, расположенные в швах и околошовной зоне, в том числе и микротрещины.
3.5.14. В сварных швах соединений не допускаются:
непровары на поверхности по сечению швов в соединениях, доступных сварке с двух сторон, глубиной более 5 % толщины основного металла, если толщина не превышает 40 мм и более 2 мм, если толщина основного металла превышает 40 мм. Длина непровара должна быть не более 50 мм и общая длина участка непровара не более 200 мм на 1 м шва;
непровары в корне шва в соединениях, доступных сварке только с одной стороны, без подкладок, глубиной более 15 % толщины основного металла, если эта толщина не превышает 20 мм, и более 3 мм, если толщина основного металла превышает 20 мм;
размеры отдельных шлаковых включений или пор, либо скоплений их по глубине шва более 10 % при толщине свариваемого металла до 20 мм и более 3 мм при толщине свариваемого металла свыше 20 мм;
шлаковые включения, расположенные цепочкой или сплошной линией вдоль при суммарной их длине, превышающей 200 мм на 1 м шва;
скопления газовых пор в отдельных участках шва в количестве более 5 на 1 см2 площадки шва;
суммарная величина непроваров, шлаковых включений и пор, расположенных отдельно или цепочкой, превышающая в рассматриваемом сечении при двусторонней сварке 10 % толщины свариваемого металла, или 2 мм; при односторонней сварке без подкладок превышающая 15 %, или 3 мм;
подрезы и наплывы.
4. МЕХАНИЗМЫ
4.1. Обработка деталей механизмов. Общие требования
4.1.1. Механическая обработка деталей должна выполняться по размерам, предельным отклонениям и с шероховатостью поверхности, указанными в чертежах.
4.1.2. Предельные отклонения размеров обрабатываемых деталей для размеров до 3150 мм по ГОСТ 25347, свыше 3150 мм - по ГОСТ 25348.
Предельные отклонения размеров низкой точности для отверстий
(охватывающих) по Н14, валов (охватываемых) - по h14, остальных (прочих) ![]() .
.
Предельные отклонения несопрягаемых угловых размеров должны соответствовать 15 степени точности по ГОСТ 8908.
4.1.3. На обработанных поверхностях деталей не допускаются надрезы, забоины, задиры и другие механические повреждения, снижающие прочность и долговечность деталей.
4.1.4. Отклонение формы и расположения поверхностей деталей не должно выходить за пределы поля допуска на соответствующий размер, если допуск на это отклонение не оговорен в чертеже.
Несоосность шеек вала под посадку шестерен и шкивов относительно посадочных мест под подшипники не должна превышать половины допуска на диаметр.
4.1.5. Резьбовые соединения, в том числе и крепеж, должны выполняться по соответствующим государственным стандартам. Предельные отклонения на резьбы должны быть указаны в чертежах и быть не ниже: у метрических резьб - для болтов 6g, для гаек 6Н по ГОСТ 16093; у трубных цилиндрических резьб - 8 по ГОСТ 6357; у трапецеидальных резьб - для винтов 8с, для гаек 8Н по ГОСТ 9562.
В резьбе не должно быть сорванных ниток, искаженного профиля, забоин. На концах резьбы должны быть заходные фаски.
4.1.6. Места изменения сечений круглых деталей должны иметь закругления во внутренних углах и не иметь подрезов.
4.1.7. Все острые углы на деталях, кроме оговоренных особо, должны быть притуплены, заусенцы зачищены.
4.1.8. Перед сдачей деталей на склад обработанные поверхности должны быть подвергнуты межоперационной защите по ГОСТ 9.028. Детали, сданные на склад, должны быть замаркированы или иметь бирку с номером детали.
4.1.9. Все детали, в чертежах которых есть соответствующие указания, должны быть подвергнуты термообработке.
4.1.10. Режимы термообработки должны устанавливаться технологической документацией предприятия-изготовителя.
4.1.11. Детали, прошедшие термическую обработку, подлежат проверке на твердость. Количество контролируемых деталей и метод контроля устанавливаются технологической документацией предприятия-изготовителя.
4.1.12. Контроль глубины цементации детали или другого вида химико-термической обработки должен вестись на образце (свидетеле), изготовленном из металла, однородного с металлом детали, а для литых деталей - на образце (свидетеле) той же плавки.
Укладываемый в цементационный ящик образец должен иметь клеймо ОТК.
4.1.13. Детали после термической обработки необходимо очистить от окалины, масла и других загрязнений.
4.1.14. После термообработки у детали не должно быть закалочных трещин, неравномерной твердости, превышающей допустимую, коробления и других дефектов.
4.1.15. Некачественную термическую обработку любой детали разрешается исправлять не более одного раза. Исправление допускается при условии обеспечения требуемых физико-механических свойств.
После повторной термической обработки проводится повторный контроль детали.
4.2. Корпуса редукторов
4.2.1. Литые корпуса редукторов должны соответствовать пп. 2.4, 2.5 и 2.6 настоящего РД.
4.2.2. Без заварки на необрабатываемых поверхностях допускаются раковины глубиной до 1/4 толщины стенки, но не более 4 мм, количеством до двух на площади 100 см2.
4.2.3. На плоскостях разъема и на торцах посадочных отверстий корпусов допускаются, раковины не гнездового характера (глубиной не более 4 мм, диаметром не более 5 мм и общей площадью не более 2 см2 в каждом отверстии) и черновины площадью не более 15 % обработанной поверхности на расстоянии не менее 10 мм от наружного торца отверстия.
4.2.4. Раковины на посадочных отверстиях корпусов, не превышающие 5 % посадочной площади и глубиной не более 1/4 толщины ступицы, разрешается заваривать с последующей механической обработкой.
4.2.5. Отклонение от плоскостности плоскостей разъема не должно превышать 0,2 мм на длине 500 мм.
4.2.6. Плотность прилегания крышки и корпуса редуктора проверяется в затянутом состоянии щупом. Пластина щупа толщиной 0,05 мм может проходить на ширине не более 30 мм, на глубину не более 5 мм.
4.2.7. Несовпадение контуров корпуса и крышки по фланцам разъема редуктора не должно превышать: для редукторов длиной до 1000 мм - 4 мм, от 1000 до 2000 мм - 5 мм, свыше 2000 - 6 мм.
4.2.8. Допуски на отклонение от параллельности и перекос осей не должны превышать допусков на межосевые расстояния. Допуски на отклонение от перпендикулярности осей в корпусах для конических передач устанавливаются по ГОСТ 24643.
4.2.9. После обработки корпус редуктора должен быть очищен от стружки и песка, промыт и испытан на герметичность под налив. Допускается проверять герметичность при испытаниях.
4.2.10. Внутреннюю необработанную поверхность корпуса редуктора окрашивают маслостойкой краской. Допускается не окрашивать детали из алюминиевых сплавов, получаемых литьем под давлением или в кокиль, если отсутствуют требования в чертежах.
4.2.11. Принятый корпус редуктора должен иметь клеймо ОТК.
4.3. Барабаны
4.3.1. Разность толщин стенок барабана после нарезки канавок допускается не более ±15 % толщины стенки. Толщину стенки допускается проверять сверлением отверстий диаметром 6 мм по концам и в середине барабана.
4.3.2. Профиль канавок и их шаг проверяют шаблонами, допускаемый зазор между шаблонами и профилем канавки - не более 0,5 мм.
4.3.3. Биение наружной (рабочей) поверхности относительно оси расточки ступицы должно быть в пределах половины допуска на наружный диаметр барабана (проверяется на обоих концах барабанов).
4.3.4. Торцевое биение посадочной поверхности (поверхность фланца для ступицы или зубчатого колеса) по отношению к геометрической оси барабана допускается не более 0,001 измеряемого диаметра.
4.3.5. Срыв резьбы под болты зажима каната не допускается.
4.3.6. Срезанный гребень канавки, если срез не превышает 1/3 длины одного витка, разрешается подварить с последующей обработкой до требуемого профиля. Без подварки разрешается оставлять срез гребня на той же длине на высоту не более 2 мм.
4.3.7. Дефекты отливок в виде усадочных, газовых земляных раковин и тому подобного, обнаруженные при механической обработке, можно исправлять путем заварки с предварительной вырубкой дефектного металла или другими способами, предусмотренными документацией предприятия-изготовителя с соблюдением требований в соответствии с пп. 2.4.9 - 2.4.12, 2.4.14 настоящего РД.
4.3.8. Допускается исправлять заваркой:
раковины в отверстиях ступицы диаметром не более 8 мм, глубиной не более 1/3 толщины ступицы в количестве не более двух в каждой ступице;
раковины на поверхности барабанов диаметром не более 8 мм, глубиной не более 1/4 толщины стенки в количестве не более двух на площади 30 см2, а более мелкие раковины - в количестве пяти на такой же площади;
раковины на ребордах барабанов более 500 мм, глубиной не более 1/4 толщины реборды, диаметром до 20 мм в количестве не более двух на площади 40 см2, расположенные от края не менее чем на 20 мм. Общая площадь повреждения не должна превышать 5 % поверхности.
4.3.9. Раковины в шпоночных пазах диаметром более 0,5 мм, суммарная площадь которых более 3 % общей площади сопрягаемых поверхностей, не допускаются.
4.4. Валы и оси
4.4.1. Плены, трещины, вмятины в материале валов и осей не допускаются. Исправлять указанные дефекты заваркой запрещается.
4.4.2. Прогиб валов в статическом положении, предназначенных для работы с частотой вращения более 500 об/мин, допускается до 0,1 мм на 1 м длины, но не более 0,2 мм на всю длину вала. Для валов с частотой вращения менее 500 об/мин допускается прогиб до 0,15 мм на 1 м длины, но не более 0,3 мм на всю длину вала.
4.4.3. Если вал имеет прогиб не более 0,016 его длины, то он может быть выправлен в холодном состоянии. При большем прогибе вал должен выправляться с подогревом.
4.4.4. Допускаются следующие отклонения валов и осей:
эксцентриситет шеек вала под посадку шестерен и шкивов относительно посадочных мест под подшипники не более половины допуска на диаметр;
отклонение от параллельности шпоночных пазов оси вала 1:1000.
4.4.5. Смазочные отверстия и каналы в валах и осях должны быть очищены от стружки, грязи и других загрязнений.
4.4.6. При изготовлении валов и осей в центрах в их торцах должны быть сделаны центровые отверстия в соответствии с ГОСТ 14034. Если центровые отверстия не допускаются, это должно быть указано в чертежах.
4.5. Детали зубчатых передач
4.5.1. Детали зубчатых передач должны соответствовать рабочим чертежам и отвечать требованиям ГОСТ 9563, ГОСТ 14186, ГОСТ 13754, ГОСТ 13755, ГОСТ 16202, ГОСТ 15023, ГОСТ 19672.
4.5.2. Точность изготовления цилиндрических зубчатых передач - по ГОСТ 1643, конических зубчатых передач - по ГОСТ 1758, червячных передач - по ГОСТ 3675.
Точность изготовления и шероховатость рабочих поверхностей зубчатых передач специальных редукторов указаны в табл. 12.
4.5.3. В обработанных шестернях и колесах разностенность обода и ступицы не должна превышать 10 %, в зубчатых колесах разностенность обода должна считаться от впадин зубьев.
4.5.4. Смещение диска не должно превышать 0,1 ширины обода, смещение ребра - 50 % его толщины, а отклонение от осевой линии должно составлять не более ±8°.
4.5.5. Допускается заварка раковин в зубьях литых стальных зубчатых колес, обнаруженных при механической обработке:
у зубчатых колес механизмов подъема груза и стрелы от модуля 6 и выше при наличии отдельных, расположенных на головках раковин не более чем у 5 % зубьев, диаметром не более 5 % ширины зуба и глубиной не более 0,4 его толщины;
у зубчатых колес, механизмов передвижения и поворота, а также передвижения грузовой тележки с любым модулем при наличии отдельных, расположенных по всей высоте зуба раковин не более чем у 10 % зубьев, диаметром не более 0,8 модуля, глубиной не более 0,6 толщины зуба и общем количестве их, не превышающем 20 % ширины зуба (обода зубчатого колеса).
Не допускается заварка зубьев, если раковины расположены на двух или более смежных зубьях. Устранение литейных дефектов зубьев на конкретной детали должно выполняться с согласия конструкторской службы предприятия-изготовителя.
4.5.6. Допускается заваривать раковины, расположенные в отверстиях ступицы зубчатых колес всех механизмов, диаметром не более 8 мм, глубиной не более 1/4 толщины ступицы и количеством не более двух, расположенных в отверстиях ступицы зубчатых колес всех механизмов.
При заварке раковин должны выполняться требования к литью настоящего РД.
|
Тип передачи редуктора |
Окружная скорость, м/с |
Степень точности изготовления |
Шероховатость рабочих поверхностей Rz не ниже |
|||
|
шестерни |
колеса |
|||||
|
до m = 5 |
свыше m = 5 |
до m = 5 |
свыше m = 5 |
|||
|
Цилиндрические |
Свыше 12,5 до 20 |
8-7-7-В |
0,8 |
1,6 |
1,6 |
3,2 |
|
Конические |
Свыше 10 до 16 |
|||||
|
Цилиндрические |
Свыше 8 до 12,5 |
9-8-7-В |
1,6 |
3,2 |
3,2 |
6,3 |
|
Конические |
Свыше 7 до 10 |
|||||
|
Цилиндрические |
Свыше 5 до 8 |
9-9-7-В |
||||
|
Конические |
Свыше 4 до 7 |
|||||
|
Цилиндрические |
До 5 |
10-9-7-В |
3,2 |
6,3 |
||
|
Конические |
До 4 |
|||||
|
Цилиндрические и конические |
- |
10-В |
6,3 |
|||
4.5.7. Отклонение обработанных после заварки поверхностей зуба от номинального профиля не должно превышать 0,01 модуля.
4.5.8. На принятых ОТК зубчатых колесах или шестернях должно быть поставлено клеймо ОТК.
4.5.9. После приемки обработанные поверхности зубчатых колес и шестерен должны быть подвергнуты межоперационной защите, необработанные - окрашены маслостойкой краской.
4.6. Блоки
4.6.1. Радиальное биение профиля ручья блока, выточек уплотнения должно быть в пределах половины допуска на соответствующий диаметр.
4.6.2. Торцевое биение выточек уплотнения, ступицы и обода допускается в пределах 0,001 измеряемого диаметра. Торцевое биение необработанных ступицы и обода - в пределах допуска на диаметр.
4.6.3. Разность толщины стенки обода блока, измеренная на участке внешних необработанных поверхностей на равных радиусах, должна быть не более 10 % ее толщины.
4.6.4. Отколы по краю профиля ручья размером до 8 мм и местные отдельные раковины диаметром не более 8 мм и глубиной, равной 1/2 толщины стенки, разрешается заваривать согласно п. 2.4.9 с последующей зачисткой.
4.6.5. Профиль ручья блока проверяется по шаблону. Допускаемый зазор между шаблоном и профилем ручья - не более 0,5 мм (снизу или с одной стороны) для блоков с механической обработкой ручья и не более 1,5 мм для блоков с необработанным ручьем, если в чертежах нет дополнительных указаний.
4.7. Муфты
4.7.1. Муфты должны изготовляться в соответствии с требованиями:
1) ГОСТ 5006 - муфты зубчатые;
2) ГОСТ 21424 - муфты упругие втулочно-пальцевые.
4.7.2. При наличии необработанных поверхностей на муфтах, служащих тормозными шкивами, должна быть выполнена балансировка по 4-му классу точности в соответствии с требованиями ГОСТ 22061.
4.7.3. Допустимые перекосы и смещения валов, воспринимаемые муфтами, должны соответствовать ГОСТ 5006 и ГОСТ 21424.
4.8. Фрикционы и тормоза
4.8.1. Ленты фрикционов и тормозов должны выгибаться точно по заданному диаметру без перекосов и волнистости.
Тормозная обкладка, прикрепленная к ленте, должна прилегать к ней по всей длине и не иметь отставания от ленты между заклепками.
4.8.2. Тормозная обкладка может состоять из нескольких кусков. В этом случае необходимо, чтобы отдельные куски плотно прилегали друг к другу и были приклепаны к ленте не менее чем шестью заклепками.
4.8.3. Головки заклепок, скрепляющих ленту с тормозной обкладкой, должны быть утоплены не менее чем на 1/3 толщины обкладки.
4.8.4. На трущихся поверхностях шкивов и дисков не допускаются раковины, пустоты, задиры, забоины и тому подобные дефекты.
На трущихся поверхностях шкивов допускается заварка раковин металлом менее твердым, чем металл данного шкива, с последующей обработкой до указанной в чертеже шероховатости.
Диаметр завариваемых раковин - не более 8 мм, глубина - не более 1/4 толщины стенки; их количество - не более одной раковины на 200 мм длины окружности, более мелкие раковины - в количестве пяти на всей длине окружности шкива.
4.8.5. Радиальное биение рабочей поверхности шкивов относительно оси вала допускается не более 0,15 мм, если в чертежах нет иных требований.
4.8.6. Качество тормозной ленты должно отвечать следующим требованиям:
поверхность ленты должна быть ровная, без вспучин, трещин и разлохмаченных мест;
толщина ленты может иметь отклонение ±0,5 мм;
лента должна быть пропитана равномерно, края ее должны быть закатаны или ровно срезаны.
4.9. Детали опорно-поворотных устройств
4.9.1. На поверхностях качения деталей опорно-поворотных устройств не допускаются раковины, трещины, неслитины, шлаковые включения и другие дефекты.
4.9.2. На остальных поверхностях деталей дефекты не должны превышать величин, указанных в п. 2.4.8 настоящего РД.
4.9.3. Исправление дефектов должно производиться в соответствии с требованиями пп. 2.4.10 - 2.4.14 и 2.5.4 - 2.5.6 настоящего РД.
4.9.4. Твердость поверхностей качения должна соответствовать величинам, указанным в чертежах. Требуемая твердость должна достигаться с помощью термообработки поверхностей качения или их нагартовки.
Нагартовка должна производиться шарами или роликами тех же размеров, что и у устанавливаемых в опорно-поворотное устройство.
4.10. Детали пневмосистемы и гидросистемы
4.10.1. В деталях пневмо- и гидросистемы, изготовленных из отливок, дефекты литья (трещины, неслитины, раковины и тому подобное) не допускаются.
4.10.2. В деталях пневмо- и гидросистемы, изготовленных из поковок, трещины, плены, риски, вмятины и другие механические повреждения не допускаются.
4.10.3. Резьба на деталях пневмо- и гидросистемы должна быть чистой и не иметь заусенцев, сорванных ниток, вмятин и других дефектов.
4.10.4. Овальность, конусность и бочкообразность рабочих поверхностей цилиндров, золотниковых коробок, коробок управления и тому подобного не должны превышать половины поля допуска на соответствующий размер.
4.10.5. Арматура пневмо- и гидросистемы для предохранения от коррозии должна иметь защитное покрытие.
4.10.6. Трущиеся поверхности деталей пневмо- и гидросистемы должны быть износостойкими и коррозионно-стойкими.
4.10.7. Внутренние поверхности трубопроводов, деталей пневмо- и гидросистемы, рабочие каналы должны быть очищены от ржавчины, окалины, стружки, песка, земли и т.п.
4.11. Пружины
4.11.1. Винтовые пружины сжатия и растяжения из стали круглого сечения должны соответствовать рабочим чертежам и отвечать требованиям ГОСТ 16118, ГОСТ 13764, ГОСТ 13776.
4.12. Крюки
4.12.1. Крюки кованые и штампованные должны изготовляться в соответствии с требованиями ГОСТ 2105, ГОСТ 6627, ГОСТ 6628, по рабочим чертежам, утвержденным в установленном порядке.
Допускается применение крюков других типов, согласованных в установленном порядке.
4.12.2. Крюки пластинчатые однорогие и двурогие должны изготовляться в соответствии с требованиями ГОСТ 6619 по рабочим чертежам, утвержденным в установленном порядке.
4.12.3. Марка стали, предназначенная для изготовления крюка, должна быть подтверждена сертификатом предприятия-изготовителя металла.
4.12.4. Поверхность крюка должна быть чистая. Заусенцы, плены, подсечки, острые углы, волосовины, трещины, закаты, а также подрезы на обработанной хвостовой части крюка не допускаются. Разрешается зачистка местных дефектов без снижения прочности крюка. Заварка или заделка дефектов крюка запрещается.
4.12.5. Показатели механических свойств крюков и требования, предъявляемые к поковкам крюков, должны соответствовать ГОСТ 2105.
4.12.6. Изготовлять крюки с применением сварки не следует.
4.12.7. Резьба крюка должна быть чистой, без заусенцев, сорванных ниток и вмятин.
4.12.8. Для проверки механических свойств металла крюков последние должны изготовляться с припуском в хвостовой части, необходимым для изготовления образцов. Количество образцов и методы их испытания устанавливаются ГОСТ 2105.
4.12.9. Каждый принятый ОТК крюк должен иметь маркировку с указанием номера крюка по стандарту его металла и номера плавки, наименования предприятия-поставщика, дату изготовления. В паспорте изделия даются сертификат поковки, результаты проверок и испытаний на прочность.
4.13. Канаты стальные
4.13.1. Применяемые для грузоподъемных машин канаты, указанные в чертежах, должны иметь сертификат предприятия-изготовителя. При отсутствии сертификата канат подвергают испытаниям в объеме, предусмотренном ГОСТ 3241, и по их результатам составляют сертификат.
4.13.2. Канаты стальные должны отвечать требованиям ГОСТ 3241, настоящего РД и рабочих чертежей, утвержденных в установленном порядке.
4.13.3. При недостаточной длине каната надставлять его сращиванием не разрешается.
4.14. Резиновые уплотнения и манжеты
4.14.1. Резиновые уплотнения, манжеты и их установка должны соответствовать ГОСТ 8752, ГОСТ 14896, ГОСТ 6678, ГОСТ 9833, ГОСТ 18829, ГОСТ 22704 и ГОСТ 24811.
4.14.2. Манжеты, кольца и уплотнения должны изготовляться из маслостойкой и морозостойкой резины, обеспечивающей работу узла уплотнения в интервале температур от 80 до -40 °С.
4.14.3. Поверхность манжет и уплотнений должна быть гладкой, без заусенцев, не иметь включений, пузырей и других изъянов. На нерабочих поверхностях изделий допускаются: углубления и возвышения (не более трех), не превышающие 0,5 мм на 100 мм длины по периметру; следы недопрессовки площадью не более 0,25 см2.
Допускаются незначительные следы от обрезки выпрессовок в пределах установленных допусков на размеры.
4.14.4. Разностенность манжет должна быть в пределах допусков на толщину.
4.14.5. Отклонение от геометрической формы сечения колец (смещение на плоскости разъема пресс-формы, овальность и др.) не должно выходить за пределы допускаемых отклонений по диаметру сечения кольца и превышать 0,15 мм.
4.14.6. Упакованные и неупакованные манжеты, кольца и уплотнения должны храниться при температуре от 0 до 25 °С. Условия хранения должны исключать возможность механического повреждения манжет, колец и уплотнений. Манжеты, кольца и уплотнения должны быть защищены от действия прямых солнечных лучей.
4.14.7. Не допускается хранение манжет, колец и уплотнений на расстоянии менее 1 м от печей и других нагревательных приборов, а также в одном помещении с органическими растворителями, кислотами, щелочами, смазочными материалами и другими веществами, которые могут разрушить резину.
4.15. Сборка механизмов. Общие требования
4.15.1. На сборку сборочных единиц и механизмов должны поступать детали, прошедшие приемку и имеющие клеймо ОТК.
Номенклатура деталей, подлежащих клеймению, устанавливается предприятием-изготовителем.
4.15.2. Сборка сборочных единиц должна производиться в полном соответствии с утвержденной на предприятии-изготовителе технологической документацией.
4.15.3. Все острые углы в деталях, кроме оговоренных особо, перед сборкой следует притупить, заусенцы зачистить.
4.15.4. Все вращающиеся сборочные единицы и детали должны проворачиваться на своих опорах без заедания, при равномерном приложении усилий.
Быстро вращающиеся детали и сборочные единицы не должны вызывать недопустимых вибраций из-за неуравновешенности вращающихся масс. Балансировка должна выполняться по технологическому процессу предприятия-изготовителя с учетом методических указаний ГОСТ 22061.
Нормы и допуски дисбаланса указываются в рабочих чертежах в соответствии с ГОСТ 22061. Методы контроля должны быть указаны в технологической документации.
4.15.5. Ручная пригонка при сборке посадочных мест и прочих соединений деталей друг с другом допускается в отдельных случаях с разрешения ОТК.
Пригонка деталей шлицевых соединений не допускается.
4.15.6. Монтируемые на раме механизмов сборочные единицы можно устанавливать не более чем на двух регулировочных прокладках в одном месте. После выверки сборочных единиц прокладки должны быть сварены между собой и прикреплены к раме.
4.15.7. Редукторы, двигатели, опоры и т. п. после установки и выверки должны быть надежно закреплены во избежание перемещения.
4.15.8. При установке регулируемых подшипников скольжения должна быть предусмотрена возможность последующей подтяжки при очередном ремонте и техническом обслуживании.
4.15.9. На рабочих поверхностях деталей после сборки не должно быть следов от ударов молотком, забоин, засечек и пр.
4.15.10. При сборке смазочные каналы должны быть очищены и заполнены смазкой согласно таблицам и схемам смазки конструкторской документации на конкретную машину.
4.15.11. После окончания сборки сборочных единиц запрещается сверление отверстий, при котором стружка может попасть в полости масляных ванн.
4.15.12. Головки винтов и болтов, устанавливаемых впотай, не должны выступать из гнезд.
4.15.13. Отклонения от перпендикулярности осей шпилек и болтов к опорным плоскостям - по ГОСТ 1759.1.
4.15.14. Все болтовые соединения должны быть гарантированы от самоотвинчивания способами, указанными в чертежах.
4.15.15. Установка косых шайб под головки болтов должна обеспечивать их правильное положение.
Положение косой шайбы на полках швеллера или двутавровой балки должно обеспечивать параллельность плоскости шайбы с наружной поверхностью полки.
4.15.16. При затягивании болтов, винтов и тому подобного должно быть обеспечено равномерное натяжение всех крепежных деталей. Не допускается перетяжка болтов, шпилек и прочего, для этого необходимо при сборке пользоваться только нормальным, предусмотренным для них инструментом. Категорически запрещается пользоваться при затяжке гаек зубилом и другими средствами, которые могут испортить крепежные детали.
4.15.17. Контрольные штифты должны выступать над поверхностью детали не более чем на 1/3 диаметра.
4.15.18. Выступающий конец болта, винта или шпильки над гайкой должен быть не менее 0,25d (d - диаметр резьбы) и не более трех ниток, за исключением случаев, оговоренных в рабочей документации.
4.15.19. Затяжка ответственных резьбовых соединений должна выполняться динаметрическими ключами с усилиями, указанными в технических условиях или рабочих чертежах конкретного механизма.
4.16. Сборка редукторов и коробок передач
4.16.1. Редукторы общего назначения должны соответствовать рабочим чертежам и отвечать требованиям ГОСТ 16162, ТУ 2-056-157, ГОСТ 27142.
4.16.2. Специальные редукторы должны соответствовать рабочим чертежам и отвечать требованиям настоящего РД.
Степень точности, виды сопряжений, нормы точности, нормы плавности специальных редукторов должны отвечать требованиям ГОСТ 1643, ГОСТ 1758 и ГОСТ 3675. Методы контроля устанавливаются технологической документацией предприятия-изготовителя.
4.16.3. Окрашенные внутренние поверхности корпуса и необработанные поверхности литых деталей должны быть очищены и просушены перед сборкой.
4.16.4. Редукторы и коробки передач следует собирать таким образом, чтобы были выдержаны все основные параметры, зазоры и другие указания чертежей.
4.16.5. Величина бокового зазора в зубчатом зацеплении контролируется в соответствии с технологической документацией предприятия-изготовителя .
4.16.6. Пятно контакта должно проверяться по краске или другими средствами контроля согласно ГОСТ 1643, ГОСТ 1758 и ГОСТ 3675.
4.16.7. Переключение подвижных шестерен должно происходить свободно, при равномерном усилии.
4.16.8. Механизм переключения должен обеспечивать четкую фиксацию шестерен в заданном положении.
4.16.9. Торцевое несовпадение находящихся в зацеплении шестерен в зафиксированном положении допускается не более 5 % ширины венца для шестерен шириной до 30 мм и не более 3 % для шестерен шириной более 30 мм.
4.16.10. Для обеспечения герметичности места разъема редукторов перед сборкой смазывают тонким слоем жидкого стекла или спиртовым лаком (например, шеллаком).
Допускается применение других методов уплотнения, обеспечивающих герметичность и не приводящих к склеиванию металла.
Применять для уплотнения разъема прокладки запрещается.
4.16.11. Собранный редуктор и коробку передач предъявляют ОТК для проверки качества сборки и получения разрешения на обкатку и приработку.
4.16.12. Монтаж подшипников качения при сборке редукторов и коробок должен осуществляться в соответствии с требованиями п. 4.17 настоящего РД.
4.17. Монтаж подшипников качения
4.17.1. Монтаж подшипников качения в части полей допусков, посадок, шероховатости, отклонения формы и положения посадочных поверхностей под подшипники и опорных торцевых поверхностей, значения допустимых углов взаимного перекоса колец должны соответствовать технологической документации предприятия-изготовителя с учетом ГОСТ 3325.
Посадка подшипников на вал или в корпус при малом натяге (js6, h6, q6, js7, H7, G7) рекомендуется запрессовкой в холодном виде на прессе.
При большом натяге (n6, m6, k6) посадку кольца подшипника на вал рекомендуется производить с предварительным нагревом кольца или всего подшипника до температуры 358 - 363 К (80 - 90 °С) в масле или другим методом, исключающим применение открытого огня и обеспечивающим равномерный нагрев.
При посадке подшипников на вал или в корпус передачу усилия запрессовки необходимо производить с помощью оправки или медной выколотки только через то кольцо, которое монтируется с натягом.
В случае установки подшипника на вал в корпус с натягом следует применять специальную оправку, которая должна одновременно упираться в торцы обоих колец подшипника.
4.17.2. Подшипники при установке должны быть обращены к упору неклейменой стороной.
4.17.3. Конические роликоподшипники и упорные шарикоподшипники должны быть отрегулированы до достижения осевых зазоров, указанных в табл. 13.
|
Диаметр отверстия подшипника, мм |
Осевой зазор |
|
|
До 30 |
|
0,02 - 0,08 |
|
Свыше |
30 до 50 |
0,04 - 0,11 |
|
» |
50 » 80 |
0,06 - 0,14 |
|
» |
80 » 120 |
0,08 - 0,17 |
|
» |
120 » 180 |
0,11 - 0,22 |
|
» |
180 » 260 |
0,15 - 0,30 |
|
» |
260 » 360 |
0,20 - 0,35 |
|
» |
360 |
0,30 - 0,45 |
4.17.4. После монтажа подшипники проверяют на легкость вращения провертыванием вала или корпуса (блока, барабана) от руки, при этом в подшипниках не должно быть заметного торможения, они должны легко и плавно вращаться.
4.17.5. Все подшипники качения после монтажа, кроме работающих в масляной ванне, необходимо смазать консистентной смазкой согласно таблицам и схемам смазки конструкторской документации на конкретную машину.
Смазкой заполняют не более 2/3 всего свободного пространства корпуса подшипника.
4.18. Сборка тормозов
4.18.1. Сборка тормозов должна осуществляться в условиях, обеспечивающих выполнение требований стандартов, технических условий и конструкторской документации на конкретную машину.
4.18.2. Сборка тормозных систем ходовой части самоходных грузоподъемных машин, прицепных и подкатных тележек, если отсутствуют указания в НТД на конкретную машину, должна выполняться по требованиям ГОСТ 24364, ГОСТ 22892 и ГОСТ 23181.
4.18.3. Все детали тормоза должны свободно вращаться в шарнирах. Заедания в шарнирных соединениях тормозной системы не допускается.
4.18.4. Тормозная лента должна прилегать к шкиву не менее чем на 75 % всей поверхности трения.
4.18.5. Зазор между рабочими поверхностями тормоза в разомкнутом состоянии для колодочных тормозов должен быть не менее 2 мм. Для ленточных - допускается увеличенный зазор при обеспечении работоспособности тормоза.
4.18.6. Отклонение от параллельности колодок к оси шкива не более 1:300, если допуск не оговорен в чертежах тормоза.
4.19. Сборка грузовых и стреловых лебедок
4.19.1. Сборка лебедок: установка редукторов, двигателей, тормозов и других сборочных единиц должна удовлетворять требованиям, изложенным в подразделе 4.15 настоящего РД.
4.19.2. У собранных лебедок должны быть выдержаны параметры, размеры и соблюдены технические требования, указанные в чертежах.
4.19.3. Собранные лебедки предъявляют ОТК для проверки качества сборки и получения разрешения на обкатку и испытания.
4.20. Сборка механизма поворота
4.20.1. Установка редуктора, двигателя, тормоза и других сборочных единиц механизма поворота должна удовлетворять требованиям, изложенным в подразделе 4.15 настоящего РД.
4.20.2. У собранного механизма поворота должны быть выдержаны параметры, размеры и соблюдены технические требования, указанные в чертежах.
4.20.3. Регулировка тормоза механизма поворота должна обеспечить плавное торможение. Резкое торможение не допускается.
4.20.4. Собранный механизм поворота предъявляют ОТК для проверки качества сборки и получения разрешения на обкатку.
4.21. Сборка и регулировка приборов безопасности
4.21.1. На монтаж приборы и устройства должны поступать с эксплуатационной документацией предприятий-изготовителей, при собственном изготовлении на предприятии - принятые ОТК.
4.21.2. Сборка приборов безопасности должна обеспечить легкое, без заеданий перемещение всех звеньев их механизмов.
4.21.3. Смонтированные приборы и устройства безопасности после выверки и регулировки должны быть закреплены во избежание смещения в эксплуатации и запломбированы или зафиксированы в соответствии с требованиями конструкторской документации на конкретную машину.
4.21.4. Ограничитель грузоподъемности и ограничитель предельного груза должны регулироваться на предприятии-изготовителе.
При поставке машин потребителю разобранными на составные части и для сменных видов рабочего оборудования допускается окончательную регулировку проводить на месте монтажа машины в соответствии с инструкцией завода - изготовителя этого прибора и паспорта крана.
Регулировка ограничителя грузоподъемности должна обеспечивать его срабатывание при перегрузках, указанных в паспорте машины.
Ограничитель грузоподъемности следует регулировать только после окончательного испытания машины.
4.21.5. Пружины в конструкции ограничителя не должны давать остаточных деформаций в результате действия на них рабочей нагрузки с перегрузкой, предусмотренной для конкретной машины.
4.21.6. Регулировка ограничителей высоты подъема, глубины опускания, вылета и поворота должна обеспечивать высоту подъема и глубину опускания грузозахватного органа в заданных пределах, его вылет и при необходимости ограничивать поворот крана в пределах определенного угла.
При поставке машин потребителю разобранными на составные части регулировка производится после монтажа машины на месте эксплуатации.
4.21.7. Дополнительные требования, предъявляемые к ограничителям высоты подъема и глубины опускания грузозахватного органа, вылета и поворота, должны быть указаны в конструкторской документации на конкретную машину.
4.22. Сборка крюковых подвесок
4.22.1. Крюковые подвески должны быть собраны в соответствии с требованиями подраздела 4.15 настоящего РД.
4.22.2. При сборке должно быть обеспечено надежное закрепление крюка в траверсе с помощью гайки и стопорной планки с болтами. При этом должно быть обеспечено свободное вращение крюка на шаровой опоре.
4.22.3. Собранные крюковые подвески предъявляют ОТК для проверки качества сборки.
4.23. Сборка гидропривода и гидросистемы
4.23.1. Сборка гидроприводов и гидросистем должна выполняться в соответствии с требованиями ГОСТ 17411. Требования безопасности к гидравлическому оборудованию грузоподъемных кранов должны соответствовать ГОСТ Р 50046.
4.23.2. Перед сборкой детали должны быть промыты жидкостью, обеспечивающей удаление посторонних частиц и загрязнений.
Детали внутреннего набора перед сборкой должны быть покрыты тонким слоем чистой рабочей жидкости.
4.23.3. Штоки, поршни, клапаны, золотники и т.п. до установки уплотнительных колец и манжет должны свободно перемешаться в цилиндре или корпусе на всю длину своего хода.
4.23.4. Установка уплотнительных колец и защитных шайб в наружные канавки должна осуществляться инструментом, исключающим их повреждение и скручивание.
4.23.5. После сборки внутренние полости гидропривода для длительного хранения должны быть заполнены рабочей жидкостью и закрыты технологическими заглушками.
4.23.6. Комплектующие сборочные единицы и детали гидросистемы, поступающие на сборку, должны соответствовать требованиям стандартов, технических условий и чертежам на конкретную машину.
4.23.7. Элементы гидропривода (насосы, гидромоторы, гидроцилиндры и др.) должны быть разгружены от изгибающих усилий, возникающих при эксплуатации и монтаже из-за деформации несущих металлоконструкций, вибрации и других факторов.
4.23.8. При установке насосов и гидромоторов необходимо следить за тем, чтобы изгибающая нагрузка на их валы не превышала допустимую величину, указанную в документации на них.
4.23.9. Сборка гидросистем должна исключать попадание в нее абразивной пыли и других загрязнений.
4.23.10. Заглушки от присоединительных отверстий элементов гидросистемы должны сниматься непосредственно перед их монтажом.
4.23.11. Элементы гидросистемы с заусенцами на присоединительных кромках должны быть возвращены на доработку.
4.23.12. Соединения трубопроводов должны отвечать требованиям государственных стандартов, техническим условиям и требованиям рабочих чертежей.
4.23.13. Сборочные единицы и детали трубопроводов должны отвечать требованиям ГОСТ 22790, ГОСТ 22826, если в конструкторской документации отсутствуют другие требования.
4.23.14. Монтаж трубопроводов гидросистемы должен производиться без упругих деформаций с использованием компенсаторов, предусмотренных в технической документации.
4.23.15. В групповых проводках трубопроводов, проходящих через общие колодки, между параллельными трубопроводами должны быть зазоры, предотвращающие соприкосновение трубопроводов.
4.23.16. Между трубопроводами и конструкцией должен быть зазор, предотвращающий соприкосновение трубопроводов с конструкцией.
4.23.17. Для длинных трубопроводов в зонах, где группа трубопроводов перегибается или поворачивает при проходе около острых кромок конструкции или около подвижных элементов, а также при проходе через отверстия, необходимо предусмотреть зазоры, исключающие соприкосновение трубопроводов.
4.23.18. Трубопроводы должны быть надежно закреплены в предусмотренных конструкторской документацией местах. Для крепления следует применять детали, указанные в конструкторской документации, или детали по ГОСТ 17019.
4.23.19. При установке рукавов не допускаются их резкие перегибы. Минимально допустимые радиусы перегибов должны применяться по нормативно-технической и конструкторской документации.
4.23.20. При взаимном перемещении частей машины должно быть исключено касание, трение и задевание рукавов о подвижные и неподвижные элементы конструкции.
4.23.21. При прокладке рукавов на направляющих роликах должно быть исключено их выпадание из ручьев.
4.23.22. Рабочая жидкость, предназначенная для заливки в гидросистему, должна находиться в инвентарной опломбированной таре, должна быть снабжена паспортом и сертификатом и соответствовать классу чистоты по ГОСТ 17216.
Если такая рабочая жидкость отсутствует, в гидросистему разрешается заливать паспортизированную рабочую жидкость из общей тары с предварительной фильтрацией и проверкой ее на соответствие стандарту. Заливку следует производить через технологический фильтр с тонкостью фильтрации 10 - 25 мкм.
4.23.23. После сборки должна быть произведена общая промывка гидросистемы рабочей жидкостью (с помощью кольцевания определенных магистралей) в течение 3 - 5 мин. Величина расхода должна приниматься по конструкторской документации.
4.23.24. По мере заполнения отдельных частей гидросистемы должно быть обеспечено отсутствие воздуха в узлах системы. Стравливание воздуха должно производиться до тех пор, пока жидкость пойдет ровной струей без пенообразования. В необходимых случаях должны быть установлены технологические заглушки в местах подсоединений к другим частям гидросистемы.
4.24. Сборка пневматической системы
4.24.1. Сборка пневматической системы должна выполняться в соответствии с требованиями ГОСТ 18460, настоящего РД и технических условий на машину.
4.24.2. На сборку пневматической системы распространяются требования пунктов 4.23.3, 4.23.4, 4.23.6 - 4.23.21 настоящего РД.
5. ЭЛЕКТРООБОРУДОВАНИЕ
5.1. Электрооборудование должно монтироваться в точном соответствии с электросхемами, Правилами устройства электроустановок (ПУЭ), Правилами устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00), Правилами устройства и безопасной эксплуатации подъемников (вышек) (ПБ 10-256-98)1, Правилами устройства и безопасной эксплуатации кранов-трубоукладчиков (ПБ 10-157-97), Правилами устройства и безопасной эксплуатации кранов-манипуляторов (ПБ 10-257-98).
_______
1В настоящее время действуют Правила устройства и безопасной эксплуатации подъемников (вышек) (ПБ 10-611-03). (Примеч. изд.)
5.2. Характеристики электродвигателей, пускорегулирующей аппаратуры, конечных выключателей и прочего электрооборудования должны соответствовать характеристикам, указанным в электросхемах и спецификации на электрооборудование.
5.3. Механизмы и аппараты должны быть выполнены и установлены так, чтобы направление движения рукояток, маховиков или рычагов соответствовало направлению вызываемых ими движений.
Направление движения рукояток, маховиков или рычагов должно быть обозначено на аппаратах.
5.4. Размещение электрооборудования должно обеспечивать удобство обслуживания, ремонта и монтажа.
5.5. Все аппараты управления и контакторы должны иметь надписи с обозначением их в принципиальной и монтажной электрических схемах.
5.6. Все части электрооборудования, не находящиеся под напряжением (корпуса электродвигателей, командоаппаратов, конечных выключателей и др.), но которые могут оказаться под напряжением вследствие неисправности изоляции, должны быть заземлены в соответствии с требованиями Правил устройства электроустановок.
5.7. Металлические корпуса выносных аппаратов управления должны заземляться не менее чем двумя проводниками.
5.8. Открытые токоведущие части электрооборудования должны быть ограждены.
5.9. Электроотопительные приборы, устанавливаемые в кабине грузоподъемной машины, должны быть безопасны в пожарном отношении, а их токоведущие части ограждены.
5.10. Грузоподъемные машины, управление которыми осуществляется из кабин или с пульта управления (при дистанционном управлении), должны быть снабжены звуковым сигнальным прибором, хорошо слышимым в местах подъема и опускания груза.
Электрические сигнальные приборы на грузоподъемных машинах с электрическим приводом при отключении электрооборудования грузоподъемной машины должны оставаться включенными.
5.11. В кабинах допускается открытая прокладка защищенных проводов. Применять деревянные рейки для крепления приборов запрещается.
5.12. При креплении металлическими скобами, хомутами и бандажами проводов, собранных в жгуты и обмотанных смоляной или киперной лентой, пропитанной лаком, необходимо применять прокладки, которые должны выступать за края крепежных деталей на 1 - 2 мм.
5.13. Неразъемные соединения проводов должны выполняться пайкой, свинчиванием или прессованием, разъемные (монтажные) соединения - в соединительных и клеммных коробках или с помощью штепсельных разъемов, защищенных от попадания влаги (для внешних соединений).
5.14. Все короба для электроаппаратуры должны быть покрашены снаружи и внутри.
5.15. При монтаже проводов в газовых трубах должны соблюдаться следующие условия:
трубы должны быть очищены от окалины, ржавчины, заусенцев;
изгибы труб должны выполняться с учетом места их прокладки, при этом радиусы изгиба не должны быть менее 5 - 7 диаметров трубы;
открытые концы труб, а также вводы труб в аппараты, коробки и тому подобное должны быть снабжены оконцевателями;
при прокладке проводов необходимо избегать попадания в трубы пыли, грязи и влаги.
5.16. Сращивать провода в трубах не разрешается.
5.17. Трубы с проводами должны крепиться к сборочным единицам крана скобами, хомутами и тому подобным. Приварка труб, кроме случаев, указанных в чертежах, запрещается.
5.18. Провода и кабели должны присоединяться к аппаратам, приборам и установочной арматуре с помощью наконечников или специальных зажимов.
Одножильные провода сечением до 10 мм и многожильные сечением до 2,5 мм могут присоединяться без наконечников; при этом концы многожильных проводов должны быть пропаяны или опрессованы.
Типы проводов и кабелей для грузоподъемного оборудования и способы их присоединения должны быть указаны в конструкторской документации.
5.19. Пайка и лужение концов проводов должны производиться припоем с содержанием олова не ниже 30 %.
Применять кислоты в качестве флюса при пайке проводов не допускается.
5.20. Разделанные и спаянные концы проводов должны быть оконцованы поливинилхлоридными или полиэтиленовыми трубками длиной не менее 30 мм.
5.21. Все концы проводов должны иметь отчетливую и прочную маркировку в соответствии с монтажной электросхемой. Маркировка должна наноситься несмывающимися чернилами или электрографическим способом. Допускается использование трубок по п. 5.20 для маркировки.
Допускается концы «нулевых» проводов окрашивать в черный цвет или маркировать биркой (трубкой) черного цвета.
Применение металлических или других электропроводных материалов запрещается.
5.22. Перед монтажом электрооборудование должно быть проверено внешним осмотром в целях выявления внешних повреждений, а также на сопротивление изоляции.
Электрооборудование крана должно обеспечивать:
при работе с основной стрелой освещенность крюка в крайних его положениях не менее 5 лк;
при ремонте и регулировки механизмов освещенность рабочих мест местным или переносным осветительным устройством не менее 50 лк;
у кабины с электрическим приводом должен быть диэлектрический коврик;
краны, кроме типа КА, имеющие электрический кабель для питания их от внешней сети, должны быть снабжены кабелем длиной не менее 50 м и оборудованы устройством для его укладки при транспортировке крана.
6. ЗАЩИТНЫЕ ПОКРЫТИЯ
6.1. Защита изготовленных машин, сборочных единиц и деталей от коррозии после окончательной приемки ОТК должна производиться нанесением на их поверхность различных видов покрытий; лакокрасочных или металлических и неметаллических (неорганических), указанных в чертежах.
Указанной защиты не требуют механически обработанные детали, работающие в масляной ванне или в среде консистентных смазок.
6.2. Лакокрасочные покрытия должны отвечать требованиям ГОСТ 9.032, ГОСТ 9.104 и ГОСТ 9.401.
Класс покрытий и обозначение условий эксплуатации для различных поверхностей указаны в табл. 14.
6.3. Подготовка металлических поверхностей перед окраской, окраскам контроль качества должны производиться по ГОСТ 9.402 и в соответствии с технологическим процессом, разработанным предприятием-изготовителем.
6.4. Основными операциями технологического процесса получения лакокрасочного покрытия являются: подготовка поверхности, грунтование, местное шпатлевание, окрашивание.
Примечание. Для наружных поверхностей сборочных единиц, изготовляемых по кооперации, допускается производить подготовку поверхности и грунтование на предприятии-изготовителе сборочных единиц, а окрашивание на предприятии-изготовителе грузоподъемных машин в соответствии с чертежом окраски.
6.5. Работы по нанесению лакокрасочных покрытий должны проводиться в специальных помещениях с хорошей вентиляцией при температуре не ниже 15 °С и относительной влажности не более 80 %.
Допускается подготовку поверхности и хранение обработанных изделий проводить в помещении и на открытом воздухе при температуре не ниже 5 °С, а также крупногабаритных изделий при температуре ниже 5 °С по технологическому процессу предприятия-изготовителя.
|
Характеристика поверхности |
Класс покрытия по ГОСТ 9.032 |
Обозначение условий эксплуатации по ГОСТ 9.032 и ГОСТ 9.104 |
|
Наружные поверхности грузоподъемных машин, кроме башенных кранов |
VI |
У1 |
|
Наружные поверхности башенных кранов |
VII |
У1 |
|
Наружные поверхности лебедок, коробок и других механизмов |
VI, VII |
У1, У2 |
|
Внутренние поверхности кабин, находящиеся в поле зрения машиниста |
V |
У2 |
|
Внутренние поверхности масляных ванн и необработанные поверхности деталей, работающих в них |
VII |
6/1 |
|
Поверхности бензотары (бензобаков и других резервуаров для нефтепродуктов) |
VII |
6/2 |
|
Поверхности деталей и сборочных единиц, подвергающихся нагреву |
VII |
У8 |
|
Поверхности электроаппаратуры и токопроводящих частей |
VII |
У9 |
6.6. Поверхности, на которые наносят лакокрасочные покрытия, должны быть сухие, очищенные от ржавчины, окалины, пригаров, формовочной земли, наплывов металла, сварочных брызг, заусенцев, масел, грязи и тщательно обезжирены.
Обезжиривание должно производиться составами и методами, предусмотренными ГОСТ 9.402, или другими составами, не ухудшающими качество подготовки поверхности под покрытие по технологическому процессу предприятия-изготовителя.
При использовании в процессе нанесения лакокрасочных покрытий преобразователей ржавчины окрашиваемые поверхности можно не очищать от ржавчины (кроме пластовой и рыхлой). В этом случае нанесение покрытий должно вестись в соответствии с требованиями п. 6.4 настоящего РД.
6.7. В качестве рекомендуемых могут применяться:
грунтовки - преобразователи ржавчины Э-ВА-01 ГИСИ по ТУ 13-5788572-121 и ВА-0112 по ТУ 6-10-1234;
преобразователь ржавчины № 3.
6.8. Грунтовка должна наноситься на заранее подготовленные поверхности и не позднее чем через 10 ч после окончания процесса очистки.
Слой грунтовки должен быть сплошным, ровным и иметь толщину 0,01 - 0,02 мм.
6.9. Для грунтования поверхностей рекомендуется применять следующие грунтовки:
для металлов и дерева - ФЛ-03-К, ФЛ-03-КК, ФЛ-013 по ГОСТ 9109, ГФ-021 по ГОСТ 25129, ГФ-0119 по ГОСТ 23343;
для алюминия и дюралюминия - ФЛ-03-Ж по ГОСТ 9109 и КФ-030 по ТУ 6-10-698;
для емкостей под хранение горючего и масел - грунт бензостойкий МЛ-029 по ТУ 6-10-784.
6.10. Перед окрашиванием для устранения дефектов и неровностей на сухие загрунтованные поверхности в целях придания изделиям лучшего внешнего вида наносят шпатлевку, толщина слоя которой не должна превышать 1,5 мм. Применять шпатлевку для выравнивания больших завалов и углублений не допускается.
6.11. Для шпатлевания поверхностей рекомендуется применять шпатлевку ПФ-002 по ГОСТ 10277.
6.12. Окрашивание покрывными материалами наружных и внутренних поверхностей машин, механизмов, сборочных единиц и деталей должно вестись согласно чертежу окраски, в два слоя.
Лакокрасочные покрытия должны быть однотонными, наноситься ровным слоем и не иметь подтеков, трещин, пузырей, оспин, отслоений, шелушений. Класс покрытия - по табл. 13.
Толщина покрытия должна быть 0,04 - 0,08 мм.
Качество лакокрасочных покрытий должно отвечать требованиям ГОСТ 9.032.
6.13. Для окрашивания наружных поверхностей рекомендуются следующие атмосферостойкие краски:
пентафталевые эмали различного цвета ПФ-133 по ГОСТ 926 и ПФ-115 по ГОСТ 6465;
масляные эмали МС 160 по ГОСТ 12034;
нитроцеллюлозные НЦ 11 по ГОСТ 9198.
6.14. Внутренние поверхности масляных ванн (редукторов, коробок скоростей и т.п.) должны окрашиваться эмалями: НЦ-132К красной по ГОСТ 6631 или НЦ-5123 красно-коричневой по ГОСТ 7462.
6.15. Бензотара (бензобаки и другие резервуары для нефтепродуктов) должна окрашиваться бензостойкой эмалью МЛ-629 по ТУ 6-10-783.
6.16. Поверхности, подверженные в процессе эксплуатации нагреву, должны окрашиваться термостойкой эмалью КО 813 по ГОСТ 11066 в два слоя без грунта.
Цвет покрытия наружных поверхностей машин, в том числе цветовые сочетания сборочных единиц машины, требующих применения предупреждающей окраски, а также лакокрасочные материалы должны соответствовать чертежу или карте окраски на конкретную машину, утвержденную в установленном порядке.
6.17. Восстановление повреждений окраски электроаппаратуры, ее оголенных токопроводяших частей, а также окрашивание поверхностей в целях противокоррозийной защиты и придания ей диэлектрических свойств выполняются эмалью ГФ-927 по ТУ 6-10-662.
Допускается попадание окраски на кабели, провода, не нарушающее их диэлектрических свойств в труднодоступных местах, оговоренных в технической документации на конкретную машину.
6.18. Точки смазки, сливные пробки, щупы, крюки и крюковые подвески и тому подобное должны быть окрашены в яркие цвета, отличающиеся от цвета изделия, согласно стандартам на машину. В случаях, не оговоренных стандартами, места смазки указываются в карте смазки, вывешенной в машине.
6.19. Поверхности деревянных деталей необходимо окрашивать теми же красками, что и наружные поверхности металлических изделий.
6.20. Выступающие концы элементов грузоподъемной машины (оголовки стрелы, гуська, верхняя часть оголовка башни, края плит противовеса и др.) должны быть выделены полосой предупредительной окраской по ГОСТ 12.2.058. Поверхности, не доступные для окрашивания после сборки, должны быть окончательно окрашены до нее.
6.21. Рабочие и транспортные механизмы, окрашивание которых должно предохранить их от коррозии только на период транспортировки и хранения, должны окрашиваться лаком БТ-577 по ГОСТ 5631 в два слоя без грунтования (срок хранения один год) или пентафталевой эмалью ПФ-133 черного цвета по ГОСТ 926 в один слой по одному слою грунтовки (срок хранения полтора года).
6.22. Кроме рекомендуемых настоящим РД лакокрасочных материалов могут применяться и другие по ГОСТ 9.074, обеспечивающие надежность покрытий, их качество, внешний вид и атмосферостойкость.
6.23. Покрытия металлические и неметаллические (неорганические) должны отвечать требованиям ГОСТ 9.306, ГОСТ 9.303.
6.24. Подготовка поверхностей и нанесение металлических и неметаллических (неорганических) покрытий должны вестись в соответствии с технологической документацией, разработанной предприятием-изготовителем. При этом технологический процесс нанесения покрытий должен отвечать требованиям ГОСТ 9.305.
6.25. В качестве защитных покрытий для стальных деталей рекомендуются цинкование, кадмирование и хромирование.
6.26. В качестве защитно-декоративного покрытия рекомендуется хромирование или покрытие медь + никель + хром с полировкой подслоев.
6.27. В качестве защитно-декоративного покрытия для деталей, изготовляемых из меди и медных сплавов, рекомендуется никелирование или покрытие никель + хром.
6.28. В качестве защитного покрытия для деталей, изготовленных из алюминия и алюминиевых сплавов, рекомендуется анодирование.
6.29. Шероховатость поверхностей деталей, на которые наносят гальванические защитные покрытия, должна быть: для твердого хромирования - не ниже класса Rz 1,6; для кадмирования и цинкования деталей, имеющих механическую обработку, - класса Rz 3,2; для штампованных и литых деталей, не подвергающихся механической обработке, - допускается в состоянии поставки, но не ниже класса Rz 100; для защитно-декоративного класса - Rz 1,6 по ГОСТ 2789.
6.30. Толщина и вид покрытия должны указываться на чертеже детали.
6.31. Гальванические покрытия должны удовлетворять следующим требованиям: быть ровными и гладкими; иметь одинаковую толщину; прочно сцепляться с поверхностью металла, на которую они наносятся; не иметь механических повреждений.
Не допускается наличие на покрытии пузырей, пятен, отслоений, пористости и губчатости.
6.32. Не допускается наносить гальванические покрытия на детали и сборочные единицы, имеющие каналы, из которых невозможно удалить электролит.
6.33. Калибровка резьб болтов и гаек после нанесения гальванических покрытий не допускается.
7. НАДЕЖНОСТЬ
7.1. Изготовление грузоподъемных машин, контроль их качества и испытания должны обеспечивать значения показателей надежности, предусмотренных нормативной документацией и указанных в эксплуатационной документации на конкретную грузоподъемную машину.
7.2. Контроль показателей надежности должен проводиться по методикам, разработанным в соответствии с нормативной документацией. Показатели ремонтнопригодности грузоподъемных машин должны определяться по ГОСТ 22952 для каждого конкретного вида грузоподъемных машин.
Числовое значение показателей ремонтнопригодности должно приниматься не ниже значения тех же показателей у кранов общего назначения.
Средняя наработка до отказа металлических конструкций грузоподъемных машин, кроме изнашиваемых узлов, должна соответствовать среднему сроку службы грузоподъемных машин.
8. ДОКУМЕНТАЦИЯ
8.1. Предприятие-изготовитель должно одновременно с поставкой машины направлять комплект эксплуатационной документации в соответствии с ГОСТ 2.601 и товаросопроводительную документацию. Документация грузоподъемных машин, на которые распространяются Правила, утвержденные Госгортехнадзором России, должна быть оформлена в соответствии с этими Правилами.
На предприятии-изготовителе грузоподъемной машины должны храниться все исходные документы, необходимые для составления дубликата формуляра или паспорта.
Перечень эксплуатационной документации, направляемой с конкретной грузоподъемной машиной, должен указываться в технических условиях на эту машину.
8.2. Упаковка документации, направляемой вместе с грузоподъемной машиной, должна обеспечивать полную ее сохранность во время перевозки любым видом транспорта.
9. МАРКИРОВКА
9.1. На каждой изготовленной грузоподъемной машине на видном месте должна быть укреплена изготовленная в соответствии с требованиями действующих стандартов металлическая табличка, защищенная от коррозии, с указанием:
наименования или товарного знака предприятия-изготовителя;
модели грузоподъемной машины, ее грузоподъемности или тягового усилия;
порядкового номера по системе нумерации предприятия-изготовителя;
года и месяца выпуска;
обозначения стандарта или технических условий.
Табличка может дополняться и другими данными, которые должны быть оговорены в технических условиях на конкретную грузоподъемную машину.
9.2. Обозначение единиц физических величин на маркировочных табличках по ГОСТ 8.417.
9.3. У стреловых, башенных, козловых, портальных кранов на каждой из секций металлоконструкций должно быть нанесено клеймо предприятия-изготовителя в месте, предусмотренном чертежом.
Маркировка

1 - международный идентификационный код завода;
2 - индекс изделия; 3 - порядковый производственный номер изделия
10. КОНСЕРВАЦИЯ
10.1. Консервация грузоподъемных машин должна осуществляться в соответствии с требованиями ГОСТ 9.014 и включать в себя подготовку поверхностей перед нанесением средств временной противокоррозийной защиты, их нанесение и упаковывание.
10.2. Консервация должна проводиться в специально оборудованных помещениях (цехах или участках) по технологической документации, разработанной предприятием-изготовителем, с соблюдением требований этой документации и требований безопасности.
Температура воздуха в помещениях должна быть не ниже 15 °С и относительная влажность не более 70 %.
Допускается увеличение влажности до 80 % в течение времени, когда перепады температуры в помещениях не превышают 5 °С.
Перерыв между операциями консервации не должен превышать 2 ч.
10.3. Грузоподъемные машины, подвергаемые консервации, должны иметь температуру воздуха помещения.
10.4. Временной противокоррозийной защите подлежат металлические поверхности машин, не имеющие защитных покрытий, для предохранения их от коррозии в период транспортировки и хранения.
10.5. Поверхности, подлежащие временной противокоррозийной защите, должны быть сухими, очищены от коррозии, грязи и обезжирены.
Удаление коррозии и грязи должно производиться методом, исключающим повреждение рабочих поверхностей грузоподъемной машины и нанесенных ранее защитных покрытий.
10.6. В соответствии с требованиями ГОСТ 9.014 устанавливается для грузоподъемных машин группа изделий 11, для запасных частей и инструмента группа изделий 1. Категория условий хранения и транспортировки Ж2 по ГОСТ 15150.
10.7. Срок временной противокоррозийной защиты должен устанавливаться стандартами и техническими условиями. Если в стандартах и технических условиях срок временной противокоррозийной защиты не установлен, то он должен быть не менее 3 лет.
10.8. Для временной противокоррозийной защиты машин устанавливаются варианты защиты ВЗ-1 и ВЗ-4 по ГОСТ 9.014.
10.9. В качестве средств временной противокоррозийной защиты рекомендуется применять: пластичную смазку ПВК по ГОСТ 19537, смазку АМС-3 по ГОСТ 2712.
Толщина защитного слоя консистентными смазками должна быть 0,5 - 1,5 мм.
Допускается для временной противокоррозийной защиты применение других вариантов и средств, обеспечивающих требуемый срок защиты поверхностей.
10.10. Для временной противокоррозийной защиты тормозных поверхностей шкивов рекомендуется применение лака НЦ-62 по ТУ 750-84-03-108 или другого лака, пригодного для защиты тормозных поверхностей.
10.11. При наличии в грузоподъемной машине комплектующих агрегатов (двигателей внутреннего сгорания автомобилей, тракторов и др.), поставляемых по специальным техническим условиям и снабжаемых специальными инструкциями, временная противокоррозийная защита их должна производиться в соответствии с указанными инструкциями.
10.12. После нанесения на поверхности, требующие временной противокоррозийной защиты, защитных покрытий, изготовленные машины перед транспортировкой должны быть упакованы.
Упаковочные средства и варианты внутренней упаковки в зависимости от вида машин устанавливаются ГОСТ 9.014.
10.13. По условиям транспортировки крупногабаритные машины - стреловые и башенные краны, прицепы-тяжеловозы и тому подобное - могут поставляться без разборки либо с разборкой на минимальное количество частей.
10.14. Крупногабаритные грузоподъемные машины и сборочные единицы - стреловые и башенные краны, башни, стрелы и тому подобное - могут транспортироваться без упаковки.
Съемные сборочные единицы и детали небольших размеров, запасные части, инструмент и тому подобное должны быть упакованы в тару и закреплены. Крепление должно исключать возможность перемещения сборочных единиц и деталей во время транспортировки.
10.15. При упаковке деталей и сборочных единиц в зависимости от габарита и массы должны применяться деревянные ящики, изготовленные в соответствии с требованиями ГОСТ 2991 и ГОСТ 10198.
В отдельных случаях допускается изготовление ящиков по чертежам предприятия-изготовителя.
В качестве тары могут быть использованы железнодорожные контейнеры.
10.16. После консервации в формуляре или паспорте грузоподъемной машины должны быть сделаны отметки о дате консервации, варианте временной защиты, варианте внутренней упаковки, условия хранения и сроке защиты без переконсервации. Обозначения - по ГОСТ 9.014.
11. КОМПЛЕКТНОСТЬ
11.1. Комплектность поставки грузоподъемной машины должна определяться государственными, отраслевыми стандартами или техническими условиями.
12. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
12.1. Требования безопасности к конструкциям грузоподъемных машин должны устанавливаться стандартами на изделия, в том числе: ГОСТ 22827, ГОСТ 13556, ГОСТ 22859, системой стандартов безопасности труда, в том числе:
ОСТ 36-100.2.03, настоящим РД и техническими условиями на конкретную грузоподъемную машину.
На грузоподъемные машины [краны, подъемники (вышки), краны-манипуляторы, краны-трубоукладчики] распространяются Правила, утвержденные Госгортехнадзором России.
На грузоподъемные машины, участвующие в дорожном движении, распространяются требования Правил дорожного движения ГИБДД.
12.2. На грузоподъемных машинах должны быть установлены приборы, обеспечивающие безопасную эксплуатацию. Вид приборов и их количество должны указываться в технических условиях на конкретную машину.
12.3. Конструкция грузоподъемных машин должна обеспечивать безопасность их обслуживания при эксплуатации, техническом уходе и ремонте.
12.4. Движущиеся части грузоподъемных машин - открытые, зубчатые, карданные, цепные передачи и тому подобное - должны иметь съемные ограждения.
12.5. Крепление сборочных единиц и деталей грузоподъемных машин должно исключать их произвольное разъединение. Резьбовые соединения должны быть предохранены от самоотвинчивания.
12.6. Размеры и конструкции кабин грузоподъемных машин должны отвечать требованиям государственных стандартов и Правил устройства и безопасной эксплуатации грузоподъемных кранов Госгортехнадзора.
12.7. Конструкция сиденья кабины крановщика (машиниста) должна отвечать санитарно-техническим требованиям и обеспечивать регулировку в горизонтальном (продольном) и вертикальном направлениях, а также изменение угла наклона спинки.
12.8. В кабине крановщика (машиниста) должны быть установлены стеклоочиститель для очистки лобового стекла и солнцезащитный козырек.
12.9. Пол кабины крановщика (машиниста) должен быть покрыт теплоизоляционным материалом. Поверхность пола не должна быть скользкой, а у машин с электроприводом дополнительно должен быть диэлектрический коврик.
Кабина крановщика (машиниста) должна иметь систему устройств по нормализации микроклимата.
12.10. Параметры микроклимата в кабине крановщика (машиниста) должны соответствовать ГОСТ 12.2.011 (раздел 2).
12.11. Конструкция органов управления должна быть выполнена таким образом, чтобы обеспечивать удобство работы, исключать самопроизвольное включение и выключение механизмов, а также обеспечивать фиксацию во включенном, выключенном и нейтральном положениях.
Конструкция органов управления должна отвечать санитарно-техническим требованиям.
12.12. Органы аварийного выключения механизмов грузоподъемных машин должны быть расположены на видном и легкодоступном месте и окрашены в красный цвет.
12.13. На грузоподъемных машинах, работа которых связана с воспламеняющимися материалами, должно быть место для установки первичных средств пожаротушения, снимаемых с креплений без применения инструмента.
12.14. На грузоподъемных машинах должны быть предусмотрены места для хранения технической документации, аптечки для оказания первой медицинской помощи, знака аварийной остановки для грузоподъемных машин, участвующих в дорожном движении, набора инструмента и инвентаря для обслуживания механизмов, термоизолированного бачка для питьевой воды. В кабине машиниста должен быть крючок для одежды.
12.15. Уровень шума на рабочих местах грузоподъемных машин не должен превышать значений, установленных ГОСТ 12.1.003.
12.16. Уровень вибрации на рабочих местах грузоподъемных машин и органах управления не должен превышать значений, установленных ГОСТ 12.1.012.
12.17. Предельно допустимые концентрации на рабочих местах вредных веществ (окиси углерода, тетраэтилсвинца, углеводородов и др.) не должны превышать значений, установленных ГОСТ 12.1.005.
12.18. Грузоподъемные машины с двигателем внутреннего сгорания должны быть оборудованы глушителями шума.
12.19. Гидросистема грузоподъемных машин должна быть выполнена в соответствии с требованиями ГОСТ 12.2.040, ГОСТ 12.2.086, ГОСТ Р 50046.
12.20. Конструкция грузоподъемных машин должна обеспечивать фиксацию рабочего оборудования в транспортном положении.
12.21. Для безопасного входа и выхода из кабины грузоподъемной машины должны быть лестницы или подножки с поручнями, покрытыми теплоизоляционным материалом.
12.22. Поверхности площадок и лестниц машин не должны быть скользкими.
12.23. Самоходные грузоподъемные машины должны быть оборудованы рабочим и стояночным тормозами. Тормоза должны действовать плавно и обеспечивать полную остановку машины и удерживание ее на наклонных участках дорог.
12.24. Электрооборудование грузоподъемных машин должно быть смонтировано в соответствии с требованиями Правил устройства электроустановок (ПУЭ), Правил технической эксплуатации электроустановок потребителей Главгосэнергонадзора и Правил техники безопасности при эксплуатации электроустановок потребителей.
12.25. Грузоподъемные машины, транспортируемые по дорогам в составе автопоезда как прицепные, должны иметь жесткое прицепное устройство.
12.26. Грузоподъемные машины, участвующие в дорожном движении, должны быть оборудованы средствами, обеспечивающими безопасность их движения. Расположение и количество внешних световых приборов на грузоподъемных машинах должно соответствовать требованиям ГОСТ 8769.
12.27. На грузоподъемных машинах, находящихся в эксплуатации, должны быть нанесены предупреждающие специфические надписи по технике безопасности. Допускается нанесение надписей предприятием-изготовителем грузоподъемной машины.
12.28. Изготовляемые грузоподъемные машины должны отвечать современным требованиям эргономики и технической эстетики.
13. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ ИСПЫТАНИЯ
13.1. Изготовленные детали, сборочные единицы и грузоподъемные машины в целом должны быть приняты отделом технического контроля предприятия-изготовителя.
13.2. Проверка размеров и параметров деталей, сборочных единиц и грузоподъемных машин в целом при приемке и испытаниях должна производиться с помощью приборов и аппаратов, прошедших государственную или ведомственную поверку и признанных годными. Точность измерений параметров при испытаниях по ГОСТ 29266.
13.3. При изготовлении деталей партиями приемке должны подвергаться не менее 10 % деталей от партии. Наименьшее количество проверяемых деталей - 2 шт.
Если хотя бы одна из проверенных деталей бракуется, приемку проводят на удвоенном количестве образцов. При обнаружении брака приемке подвергают все детали партии.
Индивидуально изготовляемые детали и сборочные единицы подвергают 100 %-ной приемке.
Количество проверяемых деталей при приемке устанавливается предприятием-изготовителем и указывается в технологической или нормативной документации.
13.4. При несоответствии деталей, сборочных единиц и грузоподъемных машин в целом требованиям конструкторской документации, настоящего РД и технических условий на конкретную грузоподъемную машину они бракуются.
Решение об окончательном или исправимом браке принимается отделом технического контроля предприятия-изготовителя.
13.5. Если при повторной приемке деталей и сборочных единиц вновь обнаружится несоответствие требованиям конструкторской документации, настоящему РД и техническим условиям на конкретную грузоподъемную машину, то они бракуются окончательно.
13.6. Приемка наиболее ответственных сборочных единиц, перечень которых определяет отдел технического контроля, и сборочных единиц, изготовляемых по кооперации, должна оформляться приемочным актом.
13.7. Приемка и контроль деталей и сборочных единиц должны производиться в соответствии с требованиями чертежей, настоящего РД и технических условий на конкретную грузоподъемную машину.
Покупные изделия и сборочные единицы, изготовляемые по кооперации, прошедшие приемку, испытания и обкатку на предприятиях-изготовителях, устанавливают на грузоподъемные машины без дополнительных испытаний.
При необходимости допускается введение входного контроля покупных изделий и сборочных единиц, изготовляемых по кооперации.
13.8. Контроль качества швов сварных соединений металлоконструкций должен производиться следующими методами:
визуальным контролем и измерениями;
механическими испытаниями контрольных образцов;
радиографическим контролем стыковых швов;
ультразвуковым контролем;
испытанием швов на непроницаемость.
Контроль должен вестись в соответствии с требованиями ГОСТ 3242, ГОСТ 6996, ГОСТ 7512, ГОСТ 14782.
13.9. Визуальный контроль и измерение сварных соединений
13.9.1. Визуальному контролю и измерению для выявления наружных дефектов должны подвергаться все швы сварных соединений.
13.9.2. Визуальному контролю подвергают поверхности швов и прилегающие к ним участки сваренных металлоконструкций шириной не менее 20 мм по обе стороны от шва, зачищенные от шлака, брызг, натеков металла и прочих загрязнений.
13.9.3. Визуальным контролем и измерением проверяют взаиморасположение сварных деталей и сборочных единиц, неперпендикулярность осей, смещение кромок сваренных элементов, размеры и формы швов.
При этом отклонения не должны превышать величин, указанных в рабочих чертежах, стандартах на конкретные грузоподъемные машины, табл. 7, 8, а также ГОСТ 5264, ГОСТ 8713, ГОСТ 14771.
Если при изготовлении грузоподъемной машины применены другие виды сварки, то отклонения размеров швов не должны превышать величин, допустимых стандартами на эти виды сварки.
13.9.4. Визуальный контроль сварных соединений проводится невооруженным глазом или с помощью оптических приборов.
Расчетные соединения должны осматриваться с применением лупы десятикратного увеличения.
При внешнем осмотре выявляются наплывы, подрезы, прожоги, незаваренные кратеры, наружные трещины швов и околошовной зоны, непровары корня шва, пористость.
13.9.5. Измерение размеров швов, указанных в конструкторской документации, должно проводиться с помощью шаблонов или универсального измерительного инструмента.
13.9.6. При визуальном контроле швы сварных соединений должны удовлетворять требованиям пп. 3.5.12, 3.5.13, 3.5.14 (в части подрезов и наплывов) настоящего РД.
13.10. Механические испытания контрольных образцов
13.10.1. Механические испытания контрольных образцов проводят в целях проверки соответствия прочностных и пластических характеристик сварных соединений при изготовлении различных несущих металлоконструкций.
13.10.2. Перечень сборочных единиц, подвергающихся контролю этим методом, устанавливает предприятие-изготовитель.
13.10.3. Периодичность проведения механических испытаний по ГОСТ 6996 на специализированном предприятии устанавливается предприятием.
При выполнении сварочных работ на неспециализированном предприятии контрольные образцы должны свариваться каждым сварщиком, участвующим в сварке металлоконструкций машины, в количестве, предусмотренном ГОСТ 6996 для каждого вида испытаний.
13.10.4. Контрольные образцы сваривает тот же сварщик, который сваривал металлоконструкции, в условиях, полностью отвечающих условиям изготовления металлоконструкций: при тех же сварочных материалах и режимах сварки.
13.10.5. Проверка механических свойств сварного соединения на контрольных образцах, сваренных встык, производится независимо от вида сварного соединения изделия путем испытаний на статическое растяжение и статический изгиб.
Образцы испытываются после снятия усиления шва.
13.10.6. Образцы, предназначенные для испытания сварного соединения на статическое растяжение, должны изготовляться по ГОСТ 6996 (раздел 8).
13.10.7. Образцы, предназначенные для испытания сварного соединения на статический изгиб, должны изготовляться по ГОСТ 6996 (раздел 9), при этом шов должен быть расположен поперек образца (тип XXVII, XXVI).
13.10.8. Для испытания образцов на растяжение и изгиб сварщики должны сварить встык с проваром вершины шва с обратной стороны (допускается предварительная подрубка) пластины из листов той же толщины и марки стали, что и основные элементы металлоконструкций, с использованием тех же сварочных материалов и режимов сварки.
13.10.9. Пластины необходимо сваривать в тех же положениях, в которых сварщики выполняют швы при изготовлении изделий (в нижнем, нижнем и вертикальном, вертикальном и потолочном и т.д.).
Подварка вершины шва должна выполняться в тех же положениях, что и основная сварка.
13.10.10. При определении размеров пластин для изготовления контрольных образцов необходимо учесть припуск на отрезку полос в начале и конце шва шириной не менее 30 мм.
13.10.11. Количество образцов для проверки на растяжение и изгиб устанавливается предприятием-изготовителем, но должно быть не менее двух для каждого вида испытаний.
13.10.12. Результаты испытания считаются удовлетворительными, если:
временное сопротивление разрыву металла шва не ниже нижнего предела временного сопротивления основного металла, установленного государственным стандартом или техническими условиями для данной марки стали;
угол загиба для углеродистой стали - не менее 120°, для низколегированных сталей толщиной до 20 мм - 80° и свыше 20 мм - 60 °.
Отклонение показателей механических свойств от нормативных не должно превышать значений, указанных в государственных стандартах на испытания.
13.10.13. Сварные соединения, выполненные точечной сваркой и электрозаклепками, испытывают растяжением образцов, изготовленных по ГОСТ 6996, на срез (тип XX) или на отрыв (тип XXI).
13.10.14. Прочность образцов точечной сварки, а также соединений электрозаклепками считается удовлетворительной, если разрушение происходит по основному металлу или с вырывом основного металла.
13.10.15. При неудовлетворительных результатах испытаний должны быть проведены испытания на удвоенном количестве образцов.
Если результаты повторных испытаний будут также неудовлетворительными, выясняются причины брака.
При использовании некачественных сварочных материалов все металлоконструкции, сваренные с применением данной партии материалов, бракуются. При несоблюдении технологического процесса сварки и других причинах неудовлетворительных испытаний по вине сварщика металлоконструкции, сваренные данным сварщиком за время после предыдущих удовлетворительных испытаний, подвергают дополнительному контролю физическими методами (ультразвуковому или радиографическому контролю).
По результатам контроля физическими методами делается заключение, являются ли данные конструкции окончательным браком или подлежат исправлению.
13.11. Радиографический контроль стыковых швов сварных соединений
13.11.1. Радиографический контроль качества сварных соединений применяется для стыковых швов расчетных сварных несущих металлоконструкций, в конструкторской документации которых имеется соответствующее указание.
13.11.2. Радиографический контроль должен осуществляться в соответствии с требованиями ГОСТ 7512. Вид излучения устанавливает предприятие-изготовитель.
13.11.3. Контролю радиографическим методом должно подвергаться не менее 25 % длины стыкового шва контролируемого соединения.
13.11.4. Схема расположения контролируемых стыковых швов расчетных несущих металлоконструкций с их обозначением должна быть приложена к технологической документации.
Места контроля радиографическим методом должны устанавливаться технологической документацией, согласованной с отделом технического контроля предприятия-изготовителя, при этом обязателен контроль начала, конца и перекрестия стыковых швов.
13.11.5. Контролируемые участки стыковых швов должны маркироваться условными обозначениями. Маркировка шва должна производиться на снимке. Метод маркировки устанавливает предприятие-изготовитель.
13.11.6. Результаты контроля швов должны регистрироваться в специальном журнале, где указывают: наименование и порядковый номер контролируемого соединения, обозначение шва согласно схеме и номер маркировки.
13.11.7. Если при радиографическом методе контроля обнаружены недопустимые дефекты в стыковом шве, то проводят дополнительный контроль дефектного шва по всей длине.
13.11.8. Швы признаются удовлетворительными, если они отвечают требованиям пп. 3.5.9 и 3.5.10 настоящего РД.
13.12. Ультразвуковой контроль швов сварных соединений
13.12.1. Ультразвуковой метод контроля швов сварных соединений рекомендуется:
для проверки 100 % ответственных стыковых швов в целях выявления дефектных мест;
для проверки швов металлоконструкций при неудовлетворительных результатах механических испытаний контрольных образцов.
13.12.2. Ультразвуковой метод контроля должен проводиться в соответствии с требованиями ГОСТ 14782, на основании инструкций по проверке качества швов сварных соединений и технологической документации, разработанной предприятиями-изготовителями.
При проверке качества швов сварных соединений рекомендуется руководствоваться Правилами устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00), Правилами устройства и безопасной эксплуатации грузоподъемных кранов-манипуляторов (ПБ 10-257-98), Правилами устройства и безопасной эксплуатации подъемников (вышек) (ПБ 10-256-98)1, Правилами устройства и безопасной эксплуатации кранов-трубоукладчиков (ПБ 10-157-97), утвержденными Госгортехнадзором России и нормативными документами.
___________
1В настоящее время действуют Правила устройства и безопасной эксплуатации подъемников (вышек) (ПБ 10-611-03). (Примеч. изд.)
13.13. Испытание швов на непроницаемость
13.13.1. Контроль швов на непроницаемость должен проводиться в сборочных единицах, к которым согласно конструкторской документации предъявляются требования герметичности швов. Контроль швов на непроницаемость выполняется следующими методами по ГОСТ 3242:
испытанием гидравлическим давлением;
испытаниями воздушным давлением;
смачиванием керосином;
испытанием аммиаком.
13.13.2. Методы контроля швов на непроницаемость определяет предприятие-изготовитель. Контроль швов проводят на основании технологической документации, разработанной предприятием-изготовителем.
13.14. Приемка металлоконструкций
13.14.1. Приемка металлоконструкций должна производиться отделом технического контроля в соответствии с порядком, установленным предприятием-изготовителем.
13.14.2. К приемке предъявляются изготовленные согласно конструкторской документации металлоконструкции до их грунтования. Приемку качества грунтования и окраски металлоконструкций следует производить дополнительно после их грунтования и окраски.
13.14.3. Принятые металлоконструкции должны соответствовать рабочим чертежам, стандартам или техническим условиям на конкретные грузоподъемные машины, Правилам, утвержденным Госгортехнадзором России, и настоящему РД.
Допустимые отклонения геометрических форм и деформации металлоконструкций не должны превышать величин, указанных в табл. 7 и 8 настоящего РД.
13.14.4. Принятые ОТК металлоконструкции грунтуют и окрашивают в соответствии с требованием раздела 6 настоящего РД.
13.15. Редукторы и коробки передач
13.15.1. Каждый собранный редуктор и коробка передач должны пройти обкатку на предприятии-изготовителе в соответствии с программой, утвержденной в установленном порядке.
13.15.2. Перед обкаткой в редуктор должно быть залито чистое масло, указанное в таблицах смазки машин, не выше верхней метки на маслоуказателе.
13.15.3. Добавление в масло каких-либо абразивных веществ для ускорения приработки не допускается.
13.15.4. Каждый редуктор и коробка передач должны обкатываться без нагрузки и под нагрузкой в течение одного часа (для реверсивных механизмов в течение одного часа в каждом направлении) на максимальных рабочих оборотах обкатываемого механизма, если в технических условиях на конкретную машину режимы обкатки не указаны.
Допускается обкатку редукторов и коробок передач, изготовляаемых в запасные части на машины, снятые с производства, производить на холостом ходу.
При изготовлении редуктора (коробки передач) и механизма, в которые он устанавливается, на одном предприятии обкатку редуктора (коробки передач) допускается совмещать с обкаткой механизма или машины.
Шумовые характеристики редукторов и коробок передач, указанные в технической документации на конкретную машину, должны отвечать требованиям ГОСТ 12.1.003. При отсутствии указаний в нормативной документации значения шумовых характеристик может быть принято по ГОСТ 16162 или ГОСТ 25484.
13.15.5. В процессе обкатки осуществляется проверка на отсутствие:
утечки масла;
перегрева подшипников;
неравномерного шума и стука.
13.15.6. Обнаруженные в процессе обкатки дефекты - утечка масла, нагрев корпусов редукторов в непосредственной близости от подшипников более чем на 30° С относительно температуры окружающего воздуха, резкий неравномерный шум и стук и другое - должны быть устранены.
13.15.7. После устранения дефектов обкатка редуктора должна быть повторена в полном объеме.
13.15.8. По окончании обкатки масло из редуктора следует полностью слить.
13.15.9. После обкатки редуктор или коробка передач должны быть приняты ОТК.
13.16. Грузовые и стреловые лебедки
13.16.1. Собранная лебедка должна быть обкатана и испытана на предприятии-изготовителе в соответствии с программой, утвержденной в установленном порядке.
13.16.2. Каждая лебедка должна быть обкатана без нагрузки в течение часа реверсивным вращением барабана.
13.16.3. После обкатки следует провести статические и динамические испытания лебедки.
Статические испытания лебедки проводятся подъемом груза, создающего усилие в канате, превышающее на 25 % номинальное для данной лебедки, а динамические - на 10 %.
Испытания должны проводиться на последнем слое навивки каната. Допускается установка на барабан специальных накладок, имитирующих размер последнего слоя навивки.
Статические и динамические испытания лебедок допускается проводить после установки их на машину или при техническом освидетельствовании.
13.16.4. При испытании лебедка должна работать без стука, толчков и вибраций. При работе допускается нагрев подшипников и редукторов не более чем на 30° С выше температуры окружающего воздуха.
Все дефекты, обнаруженные при испытании, должны быть устранены, а испытания повторены.
13.16.5. После испытания лебедка должна быть принята ОТК.
13.17. Механизм поворота
13.17.1. Каждый собранный механизм поворота должен быть обкатан на предприятии-изготовителе в соответствии с программой, утвержденной в установленном порядке.
13.17.2. Механизм поворота должен быть обкатан без нагрузки в течение часа реверсивным вращением на максимальных оборотах.
На собранной машине необходимо проверить правильность зацепления шестерни механизма поворота с шестерней опорноповоротного устройства. При наличии безопасной рукоятки для механизмов поворота башенных кранов должна проверяться надежность ее работы.
13.17.3. При обкатке механизм поворота должен работать без стука, толчков и вибраций. Все обнаруженные при обкатке дефекты должны быть устранены, а испытания повторены. При испытании механизма не должно быть утечки масла.
13.17.4. После обкатки механизм поворота должен быть принят ОТК.
13.18. Крюковые подвески
13.18.1. Собранная крюковая подвеска должна быть испытана под нагрузкой в течение 10 мин грузом, превышающим номинальный на 25 %.
Испытание крюковой подвески допускается проводить при испытании машины.
13.18.2. Клиновые коуши перед сборкой должны испытываться нагрузкой, превышающей номинальную на 25 %.
Продолжительность испытания не менее 3 мин.
После снятия нагрузки на клиновом коуше не должно быть трещин, надрывов и остаточных деформаций.
13.19. Падросистема
13.19.1. Собранные гидроцилиндры и другие сборочные единицы гидросистемы должны быть испытаны. Испытания должны проводиться на специальном стенде, по программе предприятия-изготовителя, утвержденной в установленном порядке.
13.19.2. При испытании гидроцилиндров и других сборочных единиц гидросистемы необходимо проверить их прочность, герметичность, внутренние утечки, плавность перемещения подвижных частей (поршня, штока и т.п.) и другие параметры, оговоренные в конструкторской документации на конкретную машину.
13.19.3. Испытание на прочность проводится давлением, превышающим номинальное рабочее не менее чем на 50 %.
Прочность гидроцилиндров двухстороннего действия проверяется в двух крайних положениях поршня, а одностороннего - в одном крайнем положении. Утечка рабочей жидкости не допускается.
Допускается на штоках гидроцилиндров и других подвижных элементах гидроагрегатов наличие масляной пленки без каплеобразования.
13.19.4. Герметичность гидроцилиндров проверяется при давлении, превышающем номинальное рабочее не менее чем на 25 % и при атмосферном давлении.
Утечка жидкости через неподвижные соединения не допускается. Допускается вынос штоком тонкого слоя масляной пленки.
13.19.5. Внутренние утечки проверяются при номинальном давлении через 1 - 3 мин после остановки поршня (штока в двух крайних положениях).
Утечка рабочей жидкости через подвижные соединения, если она не оговорена в конструкторской документации на конкретную машину, не допускается.
13.19.6. Плавность перемещения штока проверяется равномерностью его передвижения из одного крайнего положения в другое. Количество перемещений должно быть не менее трех.
13.19.7. Шланги и трубопроводы гидросистемы перед сборкой должны быть испытаны на герметичность давлением, превышающим номинальное рабочее не менее чем на 50 % при рабочем давлении до 0,49 МПа (4,9 кг/см2) и не менее чем на 25 % при рабочем давлении свыше 0,49 МПа (4,9 кгс/см2), если другое не предусмотрено технической документацией.
Время проведения испытания должно быть не менее 3 мин.
Утечка рабочей жидкости через стенки и соединения, а также «потение» стенок шлангов не допускаются.
Допускается проводить испытание шлангов и трубопроводов при испытании гидросистемы.
13.19.8. После испытаний все обработанные и неокрашенные рабочие поверхности гидроаппаратуры должны быть покрыты тонким слоем предохранительной смазки для защиты от коррозии.
Наружные резьбы должны быть предохранены от возможных забоев, а внутренние резьбы и отверстия заглушены пробками, изготовленными из сухого дерева, пластмассы или металла.
13.19.9. Гидросистема в сборе должна быть испытана на собранной машине на холостом ходу и под нагрузкой по программе испытаний, утвержденной в установленном порядке.
13.19.10. Проверка гидросистемы на холостом ходу должна выполняться путем последовательной работы каждого исполнительного гидравлического механизма в отдельности и их совместной работы с перемещением подвижных элементов машины в их крайние положения. Число перемещений устанавливается программой испытаний.
При этом должно быть установлено:
безотказность работы механизмов машины, соответствие положений рукояток управления направлениям движения и остановок двигателя;
отсутствие утечек в соединениях трубопроводов, в резьбовых соединениях и в уплотнениях элементов гидропривода;
отсутствие перекосов штоков гидроцилиндров, плавность их хода, синхронность спаренных цилиндров;
соответствие скорости рабочих движений значениям, указанным в паспорте машины;
соответствие величин давления расчетным конкретной машины.
13.19.11. Проверка гидропривода под нагрузкой должна производиться в том же порядке, что и на холостом ходу с постепенным увеличением нагрузок до наибольшей их величины.
13.19.12. Герметичность системы должна обеспечивать удержание исполнительных механизмов при максимальной нагрузке заданное время в любом рабочем положении, исключая самопроизвольные движения.
13.19.13. При испытании под нагрузкой наружные утечки и пере-течки рабочей жидкости не допускаются. Допустим вы нос тонкого слоя жидкости в виде пленки на штоках гидроцилиндров и утечки по валам насосов и гидромоторов в пределах допусков на уплотнения по стандартам или технической документации на конкретную машину.
13.19.14. После работы гидропривода на испытаниях более одного часа должно быть проверено состояние фильтра.
13.19.15. Во время испытания гидросистемы температура рабочей жидкости не должна превышать значений, указанных в конструкторской документации машины.
13.19.16. В напорных и сливных трубопроводах следует замерить давление при рабочих движениях.
Измерения следует производить с помощью манометров, предусмотренных конструкцией машины или дополнительно установленных в необходимых случаях на период испытаний в предусмотренных местах. Величины давлений не должны отличаться от расчетных более чем на 10 %.
Предохранительные клапаны должны срабатывать при превышении давления, указанном в паспорте машины.
13.20. Пневмосистема
13.20.1. Собранные сборочные единицы пневмосистемы должны быть испытаны на прочность и герметичность давлением воздуха, превышающим номинальное рабочее на 50 %, в течение 5 мин, если в технических требованиях чертежей нет других указаний. Утечка воздуха не допускается.
13.20.2. Собранные пневмоцилиндры должны быть проверены на работоспособность перемещения штока из одного крайнего положения в другое в диапазоне рабочего давления. Движение должно осуществляться плавно, без рывков и заеданий.
13.20.3. Собранные пневмоцилиндры должны быть герметичны при давлении, равном рабочему. Утечка воздуха через крышки по резьбе и стыкам, а также через уплотнения поршня и штока не допускается.
13.20.4. Предохранительные клапаны должны быть отрегулированы таким образом, чтобы они срабатывали при превышении рабочего давления на 10 %.
13.20.5. Впускной и выпускной клапаны должны быть проверены на прочность и герметичность давлением воздуха, превышающим номинальное рабочее на 50 %, в течение - 5 мин. Утечка воздуха не допускается.
13.20.6. Шланги пневмосистемы перед сборкой должны быть испытаны на прочность и герметичность рабочим давлением воздуха, превышающим номинальное рабочее на 50 %, в течение 5 мин. Утечка воздуха не допускается.
13.20.7. Собранная пневмосистема должна быть испытана:
на герметичность;
на работоспособность всех сборочных единиц на холостом ходу и под нагрузкой по программе испытаний, утвержденной в установленном порядке.
13.20.8. При испытании пневмосистемы утечка воздуха через соединения не допускается.
13.20.9. Величина давлений при проверке параметров сборочных единиц и пневмосистемы в целом, а также дополнительные требования к испытаниям указываются в конструкторской документации на конкретную машину.
13.20.10. Все элементы пневмосистемы должны быть приняты ОТК.
13.21. Испытание машин
13.21.1. Изготовленные грузоподъемные машины должны испытываться в соответствии с требованиями государственных стандартов на машины, настоящего стандарта и технических условий на конкретную машину, а для грузоподъемных машин, регистрируемых в органах Госгортехнадзора, в соответствии с требованиями Правил, утвержденных Госгортехнадзором России.
Испытания должны проводиться по программам и методикам, утвержденным в установленном порядке.
13.21.2. Предусматриваются следующие виды испытаний машин: предварительные опытного образца;
приемочные опытного образца;
приемо-сдаточные;
периодические;
квалификационные;
типовые;
сертификационные.
13.21.3. Предварительным и приемочным испытаниям подвергается опытный образец, а приемо-сдаточным испытаниям подвергается каждая серийно выпускаемая грузоподъемная машина.
Периодическим испытаниям подвергают одну из серийно выпускаемых грузоподъемных машин не реже одного раза в три года.
Квалификационным испытаниям подвергают одну из грузоподъемных машин установочной партии (серии) в случаях, предусмотренных ГОСТ 15.001.
Типовые испытания проводят в случае изменений конструкторской документации, влияющих на показатели качества.
13.21.4. В объем приемо-сдаточных испытаний входят: визуальный контроль;
испытания без нагрузки; испытания под нагрузкой; испытания приборов безопасности; ходовые испытания.
В зависимости от конструкции грузоподъемной машины отдельные виды испытаний могут исключаться или дополняться новыми видами испытаний, которые должны указываться в технических условиях на конкретную грузоподъемную машину.
13.21.5. При визуальном осмотре проверяют качество сборочных работ и комплектность грузоподъемной машины в соответствии с конструкторской документацией.
13.21.6. При проведении испытаний без нагрузки производится опробование всех механизмов при раздельной и совместной их работе. Проверяются правильность сборки систем грузоподъемной машины (электрической, гидравлической и пневматической), отсутствие течи рабочей жидкости в соединениях гидросистемы и утечки воздуха в соединениях пневмосистемы. Проводится поочередное испытание всех механизмов грузоподъемной машины, а затем совмещение различных операций в соответствии с возможностями, предусмотренными кинематической схемой.
13.21.7. Испытание машины под нагрузкой должно проводиться в соответствии с требованиями, указанными в технических условиях на конкретную грузоподъемную машину.
При проведении испытаний грузоподъемных машин, регистрируемых в органах надзора, в объем испытаний под нагрузкой должны быть включены статические и динамические испытания.
13.21.8. Статические и динамические испытания грузоподъемной машины проводятся в соответствии с требованиями Правил, утвержденных Госгортехнадзором России, а также программы и методики приемочных испытаний.
13.21.9. Вылет стрелы с грузом в пределах от наибольшего до наименьшего изменяется при наименьшем грузе, соответствующем грузовой характеристике грузоподъемной машины.
При динамических испытаниях проверяется работа тормозов.
Количество подъемов груза и порядок динамических испытаний должны быть оговорены в технических условиях на конкретные грузоподъемные машины.
13.21.10. При испытании грузоподъемной машины проводят настройку и испытание приборов безопасности, кроме ограничителя грузоподъемности (грузового момента).
Приборы безопасности должны ограничивать высоту подъема грузозахватных органов, их вылет и поворот грузоподъемной машины в пределах, предусмотренных конструкцией грузоподъемной машины и требованиями к ней.
Настройку и испытание ограничителя грузоподъемности и ограничителя предельного груза производят после проведения грузовых испытаний машины.
Ограничитель грузоподъемности (грузового момента) и ограничитель предельного груза должны настраиваться и срабатывать при подъеме груза в пределах, указанных в соответствующих Правилах, утвержденных Госгортехнадзором России.
13.21.11. Ходовые испытания для проверки работоспособности ходовой части машины должны проводиться без груза.
При проведении ходовых испытаний должна проверяться возможность изменения скорости и направления движения грузоподъемной машины.
13.21.12. В металлоконструкциях или механизмах грузоподъемной машины по окончании испытаний не должно быть остаточных деформаций, ослабления соединений или изменения режимов работы отдельных механизмов.
13.21.13. При обнаружении во время испытания каких-либо дефектов последние должны быть устранены, после чего испытания, вызвавшие появление этого дефекта, должны быть повторены.
13.21.14. Результаты испытаний оформляют актом, а также записывают в формуляре или паспорте грузоподъемной машины.
13.21.15. Сроки проведения периодических испытаний машины определяются стандартами или техническими условиями на конкретную грузоподъемную машину.
13.21.16. При обнаружении во время периодических испытаний каких-либо дефектов они должны быть устранены, а испытания, выявившие дефекты, повторены.
13.21.17. Результаты периодических испытаний должны оформляться протоколом.
13.21.18. Проверка вибрации машины и рабочего места крановщика (машиниста) должна проводиться в соответствии с требованиями ГОСТ 12.1.012, требования к измерительной аппаратуре - по ГОСТ 12.4.012.
13.21.19. Проверка уровней звукового давления должна проводиться в соответствии с требованиями ГОСТ 12.1.003.
Методика выполнения измерений в кабине крановщика (машиниста) - по ГОСТ 12.4.095, шумовых характеристик - по ГОСТ 12.1.028. Требования к измерительной аппаратуре - в соответствии с ГОСТ 17187.
13.21.20. Проверка концентрации вредных веществ на рабочем месте крановщика (машиниста) должна проводиться по ГОСТ 12.1.005.
13.21.21. Проверка величин радиопомех проводится по ГОСТ 16842 и Нормам 8-95.
13.21.22. Квалификационные испытания проводятся в соответствии с требованиями ГОСТ 15.001.
13.21.23. Типовые испытания грузоподъемной машины должны проводиться после внесения в конструкторскую или технологическую документацию изменений для оценки их эффективности и целесообразности.
13.21.24. Необходимость проведения типовых испытаний определяется предприятием-изготовителем грузоподъемной машины по согласованию с разработчиком конструкторской или технологической документации, если необходимость их проведения не оговорена другими документами.
13.21.25. Результаты типовых испытаний должны оформляться протоколом.
13.21.26. При необходимости могут проводиться и другие виды испытаний, не предусмотренные настоящим РД. В этом случае требования к проведению испытаний должны указываться в технических условиях на конкретную грузоподъемную машину.
14. ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
14.1. Транспортировка и хранение грузоподъемных машин должны производиться в соответствии с требованиями стандартов на соответствующие грузоподъемные машины, а при их отсутствии согласно техническим условиям и ГОСТ 15150.
14.2. Грузоподъемные машины в зависимости от их габаритов могут транспортироваться либо целиком, либо с разборкой на минимальное количество частей в соответствии с документацией предприятия-изготовителя.
Каждая часть грузоподъемной машины является в этом случае самостоятельным грузовым местом.
Количество грузовых мест грузоподъемной машины должно указываться в комплектовочной ведомости.
14.3. Транспортировка грузоподъемных машин может производиться любым видом транспорта.
Грузоподъемные машины на базе автомобилей допускается транспортировать своим ходом с соблюдением Правил дорожного движения.
14.4. Маркировка грузовых мест должна производиться согласно ГОСТ 14192.
На каждом грузовом месте должны указываться его масса, положение центра тяжести, места или схема строповки.
14.5. Предприятие-изготовитель при отправке грузов обязано учитывать габариты общей сети железных дорог.
14.6. Размещение и крепление грузов на подвижном составе железных дорог производится в соответствии с требованиями Правил перевозки грузов МПС и Технических условий погрузки и крепления грузов МПС1, а также схемами погрузки на железнодорожный транспорт, согласованными с грузовым отделом дороги.
________
1В настоящее время действуют Технические условия размещения и крепления грузов в вагонах и контейнерах, утвержденные МПС России 27.05.03 № ЦМ-943. (Примеч. изд.)
14.7. Перевозка грузоподъемных машин автомобильным транспортом должна производиться в соответствии с требованиями Правил перевозки грузов автомобильным транспортом.
14.8. Перевозка машин речным транспортом должна производиться в соответствии с требованиями Правил перевозки грузов речным транспортом.
14.9. Перевозка грузоподъемных машин морским транспортом должна производиться в соответствии с требованиями Правил безопасной морской перевозки генеральных грузов.
14.10. Грузоподъемные машины и их сборочные единицы при транспортировке и хранении должны быть предохранены от механических повреждений.
14.11. Для хранения грузоподъемных машин могут применяться закрытые склады, полуоткрытые навесы и открытые площадки.
14.12. Срок хранения грузов не должен превышать срока действия временной противокоррозийной защиты.
15. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
15.1. Эксплуатация грузоподъемной машины должна вестись в соответствии с эксплуатационной документацией на конкретную машину, разработанной в соответствии с ГОСТ 2.601.
15.2. Грузоподъемные машины, регистрируемые в органах Госгортехнадзора и транспортируемые к месту монтажа в разобранном виде, после сборки должны быть подвергнуты полному техническому освидетельствованию в соответствии с требованиями Правил, утвержденных Госгортехнадзором России, и о чем должна быть сделана запись в паспорте каждой грузоподъемной машины.
16. ТЕХНИЧЕСКОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ
16.1. Техническое освидетельствование грузоподъемных машин, подведомственных Госгортехнадзору, проводится согласно Руководству по эксплуатации, составленному с учетом ГОСТ 2.601 и стандарта ISO 4310.
При отсутствии в Руководстве по эксплуатации соответствующих указаний освидетельствование грузоподъемной машины проводится согласно Правилам, утвержденным Госгортехнадзором России.
17. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
17.1. Изготовленная грузоподъемная машина должна быть принята отделом технического контроля предприятия-изготовителя. Изготовитель должен гарантировать соответствие грузоподъемной машины требованиям стандартов на изделие, настоящего РД и технических условий на конкретную грузоподъемную машину, если они имеются, при соблюдении потребителем условий эксплуатации, хранения и транспортировки.
17.2. Гарантийный срок эксплуатации должен соответствовать указанному в стандартах и эксплуатационных документах грузоподъемной машины и быть, как правило, не менее 18 мес со дня изготовления грузоподъемной машины.
Если гарантийный срок отличается от указанного, то он определяется техническими условиями на конкретную грузоподъемную машину.
17.3. В течение гарантийного срока предприятие-изготовитель (поставщик) обязано безвозмездно заменять или ремонтировать вышедшие из строя детали, сборочные единицы или грузоподъемные машины в целом при условии выполнения потребителем всех требований эксплуатационной документации грузоподъемной машины.
Данное требование не распространяется на детали и сборочные единицы, для которых срок службы установлен менее гарантийного срока грузоподъемной машины и которые поставляются вместе с грузоподъемной машиной в качестве запасных частей.
Рекламации предъявляются предприятию-изготовителю грузоподъемной машины.
17.4. Потребитель не должен вносить каких-либо изменений в конструкцию отдельных механизмов или грузоподъемной машины в целом без предварительного согласования с предприятием-изготовителем (поставщиком).
При несоблюдении этого условия или при нарушении правил эксплуатации грузоподъемной машины предприятие-изготовитель (поставщик) не несет ответственности как за возможные аварии или выход из строя отдельных механизмов, так и за выход из строя грузоподъемной машины в целом.
17.5. Гарантийные сроки базовых грузоподъемных машин определяются нормативно-технической документацией на эти грузоподъемные машины.
Приложение 1
ПЕРЕЧЕНЬ
нормативно-технической документации, на которую даны ссылки
в настоящем документе
|
ЕСКД. Технические условия |
||
|
ЕСКД. Эксплуатационные документы |
||
|
ГСИ. Единицы физических величин |
||
|
________ 1В настоящее время действует ГОСТ 8.417-2002. ГСИ. Единицы величин. (Примеч. изд.) |
||
|
ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования |
||
|
ЕСЗКС. Межоперационная противокоррозионная защита заготовок, деталей и сборочных единиц металлических изделий. Общие требования |
||
|
ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения |
||
|
ЕСЗКС. Покрытия лакокрасочные, группы условий эксплуатации |
||
|
ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования к выбору |
||
|
ЕСЗКС. Покрытия металлические и неметаллические неорганические. Операции технологических процессов получения покрытий |
||
|
ЕСЗКС. Покрытия металлические и неметаллические неорганические. Обозначения |
||
|
ЕСЗКС. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов |
||
|
ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием |
||
|
ССБТ. Шум. Общие требования безопасности |
||
|
ССБТ. Пожарная безопасность. Общие требования |
||
|
ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны |
||
|
ССБТ. Электромагнитные поля радиочастот. Допустимые уровни на рабочих местах и требования к проведению контроля |
||
|
ССБТ. Вибрационная безопасность. Общие требования |
||
|
ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты |
||
|
ССБТ. Шум. Определение шумовых характеристик источников шума. Ориентировочный метод |
||
|
________ 1В настоящее время действует ГОСТ Р 51402-99 (ИСО 3746-95). Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью. (Примеч. изд.) |
||
|
ССБТ. Оборудование производственное. Общие требования безопасности |
||
|
ССБТ. Машины и механизмы специальные для трубопроводного строительства. Требования безопасности |
||
|
ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности |
||
|
ССБТ. Станки металлообрабатывающие. Общие требования безопасности |
||
|
ССБТ. Машины ручные пневматические. Общие требования безопасности |
||
|
ССБТ. Машины строительные и дорожные. Общие требования безопасности |
||
|
ССБТ. Машины ручные электрические. Общие требования безопасности и методы испытаний |
||
|
________ 1В настоящее время действует ГОСТ 12.2.009-99. Станки металлообрабатывающие. Общие требования безопасности. (Примеч. изд.) 2В настоящее время действует ГОСТ Р 12.2.011-2003. ССБТ. Машины строительные, дорожные и землеройные. Общие требования безопасности. (Примеч. изд.) |
||
|
Оборудование кузнечно-прессовое. Общие требования безопасности |
||
|
ССБТ. Приспособления станочные. Требования безопасности |
||
|
ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования |
||
|
ССБТ. Рабочее место при выполнении работ стоя. Общие эргономические требования |
||
|
ССБТ. Гидроприводы объемные и системы смазочные. Общие требования безопасности к конструкции |
||
|
ССБТ. Оборудование производственное. Общие эргономические требования |
||
|
ССБТ. Краны грузоподъемные. Требования к цветовому обозначению частей крана, опасных при эксплуатации |
||
|
ССБТ. Гидроприводы объемные и системы смазочные. Общие требования безопасности к монтажу, испытаниям и эксплуатации |
||
|
ССБТ. Пневмоприводы. Общие требования безопасности к монтажу, испытаниям и эксплуатации |
||
|
ССБТ. Процессы производственные. Общие требования безопасности |
||
|
ССБТ. Работы электросварочные. Требования безопасности |
||
|
ССБТ. Термическая обработка металлов. Общие требования безопасности |
||
|
ССБТ. Работы окрасочные. Общие требования безопасности |
||
|
ССБТ. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности |
||
|
ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности |
||
|
ССБТ. Вибрация. Средства измерения и контроля вибрации на рабочих местах. Технические требования |
||
|
ССБТ. Системы вентиляционные. Общие требования |
||
|
ССБТ. Цвета сигнальные и знаки безопасности |
||
|
________ 1В настоящее время действует ГОСТ Р 12.4.026-2001. ССБТ. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний. (Примеч. изд.) |
||
|
ССБТ. Органы управления производственным оборудованием. Обозначения |
||
|
ССБТ. Машины сельскохозяйственные самоходные. Методы определения вибрационных и шумовых характеристик |
||
|
Система разработки и постановки продукции на производство. Продукция производственно-технического назначения |
||
|
________ 1В настоящее время действует ГОСТ Р 15.201-2000. Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство. (Примеч. изд.) |
||
|
Сталь углеродистая обыкновенного качества. Марки |
||
|
Никель, сплавы никелевые и медно-никелевые, обрабатываемые давлением. Марки |
||
|
Бронзы безоловянные литейные. Марки |
||
|
Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия |
||
|
Бронзы оловянные литейные. |
||
|
Марки Эмаль ПФ-133. Технические условия |
||
|
Отливки стальные. Общие технические условия |
||
|
Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия |
||
|
Чугун с пластинчатым графитом для отливок. Марки |
||
|
Сплавы алюминиевые литейные. Технические условия |
||
|
Чугун антифрикционный для отливок. |
||
|
Марки Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски |
||
|
Основные нормы взаимозаменяемости. Передачи зубчатые конические и гипоидные. Допуски |
||
|
Болты, винты, шпильки, гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей |
||
|
Крюки кованые и штампованные. Технические условия |
||
|
Проволока стальная сварочная. Технические условия |
||
|
Смазка АМС. Технические условия |
||
|
Шероховатость поверхности. Параметры и характеристики |
||
|
Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия |
||
|
Канаты стальные. Технические условия |
||
|
Соединения сварные. Методы контроля качества |
||
|
Трубы стальные водогазопроводные. Технические условия |
||
|
Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки |
||
|
Основные нормы взаимозаменяемости. Передачи червячные цилиндрические. Допуски |
||
|
Прокат из легированной конструкционной стали. Технические условия |
||
|
Муфты зубчатые. Технические условия |
||
|
________ 1В настоящее время действует ГОСТ Р 50895-96. Муфты зубчатые. Технические условия. (Примеч. изд.) |
||
|
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
||
|
Лак БТ-577 и краска БТ-177. Технические условия |
||
|
Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая |
||
|
Эмали ПФ-115. Технические условия |
||
|
Крюки пластинчатые однорогие и двурогие. Технические условия |
||
|
Крюки однорогие. Заготовки. Типы. Конструкция и размеры |
||
|
Крюки двурогие. Заготовки. Типы. Конструкция и размеры |
||
|
Эмали марок НЦ-132. Технические условия |
||
|
Манжеты резиновые уплотнительные для пневматических устройств. Технические условия |
||
|
Прокат низколегированный конструкционный для мостостроения. Технические условия |
||
|
Сварные соединения. Методы определения механических свойств |
||
|
Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах. Припуски и допуски |
||
|
Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб |
||
|
Чугун с шаровидным графитом для отливок. Марки |
||
|
Эмали НЦ-5123. Технические условия |
||
|
Поковки стальные штампованные. Допуски, припуски и кузнечные напуски |
||
|
Контроль неразрушающий. Соединения сварные. Радиографический метод |
||
|
Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах. Припуски и допуски |
||
|
Двуокись углерода газообразная и жидкая. Технические условия |
||
|
Поковки из конструкционной углеродистой и легированной стали. Общие технические условия |
||
|
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры |
||
|
Трубы стальные бесшовные горячедеформированные. Технические требования |
||
|
Манжеты резиновые армированные для валов. Технические условия |
||
|
Приборы внешние световые автомобилей, автобусов, троллейбусов, тракторов, прицепов и полуприцепов. Количество, расположение, цвет, углы видимости |
||
|
Основные нормы взаимозаменяемости. Нормальные углы и допуски углов |
||
|
Флюсы сварочные плавленые. Технические условия |
||
|
Грунтовки ФЛ-03К и ФЛ-03Ж. Технические условия |
||
|
Эмали марок НЦ-11 и НЦ-11А. Технические условия |
||
|
Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах |
||
|
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия |
||
|
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
||
|
Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Допуски |
||
|
Основные нормы взаимозаменяемости. Колеса зубчатые. Модули |
||
|
Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры |
||
|
Шпатлевки. Технические условия |
||
|
Трубы стальные электросварные. Технические условия |
||
|
Трубы стальные электросварные прямошовные. Технические требования |
||
|
Лаки и эмали кремнийорганические термостойкие. Технические условия |
||
|
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
||
|
Эмали марок МЛ-165, МЛ-165ПМ и МС-160. Технические условия |
||
|
Краны башенные строительные. Общие технические условия |
||
|
Основные нормы взаимозаменяемости. Передачи зубчатые конические с прямыми зубьями. Исходный контур |
||
|
Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические эвольвентные. Исходный контур |
||
|
Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Классификация |
||
|
Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Обозначение параметров, методика определения размеров |
||
|
Пружины винтовые цилиндрические сжатия и растяжения I класса разряда 1 из стали круглого сечения. Основные параметры витков |
||
|
Пружины винтовые цилиндрические сжатия III класса разряда 3 из стали круглого сечения. Основные параметры витков |
||
|
Отверстия центровые. Размеры |
||
|
Колеса зубчатые цилиндрические передач Новикова. Модули |
||
|
Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия |
||
|
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
||
|
Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры |
||
|
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые |
||
|
Манжеты уплотнительные резиновые для гидравлических устройств. Технические условия |
||
|
Передачи Новикова цилиндрические с двумя линиями зацепления. Исходный контур |
||
|
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
||
|
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
||
|
Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором |
||
|
Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Технические условия |
||
|
ГОСТ 16162-931 |
Редукторы зубчатые. Общие технические условия |
|
|
________ 1В настоящее время действует ГОСТ Р 50891-96. Редукторы общемашиностроительного применения. Общие технические условия. (Примеч. изд.) |
||
|
Основные нормы взаимозаменяемости. Передачи зубчатые конические с круговыми зубьями. Исходный контур |
||
|
Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия |
||
|
Детали крепления трубопроводов и кабелей. Технические условия |
||
|
Прокат тонколистовой из стали повышенной прочности. Технические условия |
||
|
Шумомеры. Общие технические требования и методы испытаний |
||
|
Промышленная чистота. Классы чистоты жидкостей |
||
|
Гидроприводы объемные. Общие технические требования |
||
|
Пневмоприводы. Общие технические требования |
||
|
Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Технические условия |
||
|
Прокат из стали повышенной прочности. Общие технические условия |
||
|
Смазка пушечная. Технические условия |
||
|
Передачи червячные цилиндрические. Модули и коэффициенты диаметра червяка |
||
|
Муфты упругие втулочно-пальцевые. Параметры и размеры |
||
|
Сплавы цинковые антифрикционные. Марки, технические требования и методы испытаний |
||
|
Машины и технологическое оборудование. Система классов точности балансировки. Основные положения |
||
|
Уплотнения шевронные резинотканевые для гидравлических устройств. Технические условия |
||
|
Сборочные единицы и детали трубопроводов на Ру св. 10 до 100 МПа (св. 100 до 1000 кгс/см2). Общие технические условия |
||
|
________ 1В настоящее время действует ГОСТ 17216-2001. Чистота промышленная. Классы чистоты жидкостей. (Примеч. изд.) |
||
|
Сборочные единицы и детали трубопроводов. Переходы на Ру св. 10 до 100 МПа (ев. 100 до 1000 кгс/см2). Конструкция и размеры |
||
|
Краны стреловые самоходные общего назначения. Технические условия |
||
|
Подъемники автомобильные гидравлические. Общие технические условия |
||
|
Приводы тормозные гидравлические автотранспортных средств. Общие технические требования |
||
|
Грунтовка ГФ-0119. Технические условия |
||
|
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
||
|
Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения |
||
|
Грязесъемники резиновые для штоков. Типы, основные параметры и размеры |
||
|
Грунтовка ГФ-021. Технические условия |
||
|
Основные нормы взаимозаменяемости. ЕСДП. Поля допусков и рекомендуемые посадки |
||
|
Основные нормы взаимозаменяемости. ЕСДП. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм |
||
|
ГОСТ 25484-931 |
Мотор-редукторы зубчатые. Общие технические условия |
|
|
________ 1В настоящее время действует ГОСТ Р 50968-96. Мотор-редукторы. Общие технические условия. (Примеч. изд.) |
||
|
Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками |
||
|
Отливки из чугуна. Общие технические условия |
||
|
Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку |
||
|
Редукторы конические и коническо-цилиндрические. Основные параметры |
||
|
________ 1В настоящее время действует ГОСТ 30893.1-2002 (ИСО 2768-1-89). Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками. (Примеч. изд.) 2В настоящее время действует ГОСТ 27142-97. Редукторы конические и коническо-цилиндрические. Параметры. (Примеч. изд.) |
||
|
Краны грузоподъемные. Требования к точности измерений параметров при испытаниях |
||
|
Краны грузоподъемные. Требования безопасности к гидравлическому оборудованию (содержит полный аутентичный текст ГОСТ Р 50046-92) |
||
|
ISO 4310 |
Краны. Правила и методы испытаний |
|
|
РД 22-16-96 |
Машины грузоподъемные. Выбор материалов для изготовления, ремонта и реконструкции сварных стальных конструкций |
|
|
ТУ 2-056-157 |
Редукторы общего назначения |
|
|
ТУ 6-10-1234-79 |
Грунтовка ВА-0112 |
|
|
ТУ 6-10-662 |
Эмаль ГФ-927 |
|
|
ТУ 6-10-698-79 |
Грунтовка КФ-030, ГФ-031, ГФ-032 |
|
|
ТУ 6-10-783-77 |
Эмаль МЛ-629 |
|
|
ТУ 6-10-784-77 |
Грунтовка МЛ-029 |
|
|
ТУ 13-5788572-121 |
Грунтовка Э-ВА-01 |
|
|
ТУ 14-4-1059-80 |
Проволока порошковая марки ПП-АН8 |
|
|
ТУ 14-4-1116-81 |
Проволока порошковая марки ПП-АН9 |
|
|
ТУ 14-4-1123-81 |
Проволока порошковая марки ПП-АН10 |
|
|
ТУ 750-84-03-108 |
Лак НЦ-62 |
|
|
Правила устройства и безопасной эксплуатации грузоподъемных кранов |
||
|
Правила устройства и безопасной эксплуатации кранов-манипуляторов |
||
|
Правила устройства и безопасной эксплуатации подъемников (вышек) |
||
|
________ 1В настоящее время действуют Правила устройства и безопасной эксплуатации подъемников (вышек) (ПБ 10-611-03). (Примеч. изд.) |
||
|
Правила устройства и безопасной эксплуатации кранов-трубоукладчиков |
||
|
Правила перевозки грузов МПС |
||
|
Технические условия погрузки и крепления грузов МПС |
||
|
Радиопомехи индустриальные электроустройств, эксплуатируемых в нежилых домах, предприятиях на выделенной территории или здании. Допускаемые величины. Методы испытаний |
||